Основні типи токарних верстатів. Токарні верстати та їх особливості
Токарний верстат є пристроєм, необхідним для обробки заготовок з металу або інших матеріалів. На подібних верстатах відбувається обточування, розточування поверхонь таких форм, як циліндричне, конічне і фасонне. Також пристрій здатний нарізати різьблення, підрізати та обробити торцеву сторону виготовлення. Сучасний токарний верстат по металу здатний просвердлити отвір, виконати процедури зенкерування та розгортання та багато іншого. Деталь, яку потрібно обробити, починає обертатися за допомогою шпинделя. При цьому різець за допомогою переміщення обробляє необхідну деталь.
Що являє собою токарна група
У складі токарної групи можна виділити верстати, які виконують найрізноманітніші операції з гостріння. Наприклад, обдирку, розточування, зняття фасок та багато іншого.
У верстатному парку в основному знаходяться верстати, які входять до токарної групи. Дана група включає класифікацію експериментального НДІ верстатів для обробки металевих заготовок, дев'ять різноманітних верстатів, які відрізняються один від одного різноманітними методами застосування, компонуванням і ступенем автоматизації. Верстати необхідні для того, щоб обробляти зовнішні, внутрішні, циліндричні, канонічні та фасонні поверхні, а також нарізати різьблення та обробляти торцеві поверхні різноманітних деталей за допомогою різних різців, свердлів, розгорток та інших інструментів. Наприклад, гільйотинні ножиці по металу використовуються досить часто під час роботи.
У разі використання додаткового обладнання на подібних верстатах можна значно розширити їх функціональні можливості. Токарні пристрої, напівавтоматичні та автоматичні верстати, залежно від місця розташування шпинделя, поділяються на дві категорії – горизонтальні та вертикальні. Другі призначаються у тому, щоб обробляти великі заготовки.
Різновиди верстатів
Верстати можуть бути такими:
1.Токарно-гвинторізні верстати. Дані верстати виконують гвинторізні роботи з різних металів. Є універсальними пристроїіз токарної групи. Основними параметрами подібних верстатів – діаметр деталі, який повинен бути занадто великим. Цей верстат необхідний для виконання самих різних робітз металу.
2.Токарно-карусельні верстати. Даний вид пристроїв необхідний для того, щоб обробляти деталі великих розмірів. На подібних верстатах можна виконувати розточування, підрізання торців, точення та інші види робіт. Якщо встановити додаткове обладнання, то можна проводити фрезерування, нарізування різьблення та шліфування.
3.Лоботокарний верстат. Необхідний для обробки лобових, конічних, циліндричних та фасонних поверхонь. Наприклад, диски, труби, вали, фланці тощо.
4.Токарно-револьверний верстат. Використовується для роботи із заготовками з каліброваного дроту. За допомогою даного пристроюможна виконувати обточування, розточування, підрізування, проточування, свердління отворів, фасонне точення та багато іншого.
5.Автомат поздовжнього точення. Необхідний виготовлення деталей, які випускаються дрібними серіями. Працює з холоднотягнутим, каліброваним прутком, а також із дротом фасонного профілю. Пристрій виконує роботи з точіння різних матеріалів, починаючи з міді і закінчуючи легованою сталлю.
Подібних верстатів ще багато, але описувати їх не варто. Достатньо і п'яти основних пристроїв, які широко використовуються у промисловості.
Більшість верстатного парку складають металообробні токарні верстати. Між собою вони відрізняються призначенням, компонуванням, ступенем автоматизації. Призначені токарні верстати для обробки зовнішніх та внутрішніх поверхоньдеталей різної форми, свердління отворів та їх обробки
Токарні верстати з ЧПК можуть доповнюватись пристроями для фрезерування, шліфування. За влаштуванням шпинделя верстати діляться на обладнання з вертикальним і горизонтальним компонуванням. Головні параметри токарних верстатів – максимальні діаметр заготовки та відстань між центрами.
З повним асортиментом ріжучого інструменту, що пропонується у продаж в компанії СтанкоМашКомплекс, можна ознайомитися за посиланням.
Найпоширеніша токарна група верстатів призначена для одиничного та серійного випуску продукції. На верстатах виготовляються всі види токарних робіт. Нарізання всіх видів різьблення виконується спеціальними інструментами (метчиками, плашками, різцями).
Основними елементами токарно-гвинторізного верстата є: станина, передня бабка з коробкою швидкостей і патроном, що обертається, задня бабка для закріплення обробного інструменту або підтримування довгих заготовок, супорт для затиску різців, кінематика забезпечує переміщення.
Установка заготовок можлива у патроні, патроні та утримуючому центрі задньої бабки, на оправці, у двох центрах. При затиску в патроні максимальний рекомендований виліт заготовки становить два-три діаметри. За більшої довжини виступаючої частини застосовують задній центр. Обробка довгих валів, для забезпечення співвісності декількох поверхонь, що сполучаються, проводиться між двома центрами. Оправлення служать для обробки заготовки з попередньо виконаними центровими отворами.
Недоліки: основним недоліком є залежність від кваліфікації токаря, що складно забезпечувати виконання серійності деталей
Токарно-револьверні верстати
Служать для серійного виробництва деталей із штучних заготовок або пруткового матеріалу. На направляючих станини встановлений супорт, на який встановлюється револьверна головка, призначена для встановлення ріжучого інструменту. технологічної картиобробки конкретної деталі, інструменти розташовані у певній послідовності.

Револьверні головки можуть бути з вертикальною або горизонтальною віссю обертання. Револьверні головки з вертикальною віссю обертання, як правило, мають більш високу жорсткість. Револьверні головки з горизонтальною віссю можуть мати більше високою швидкістюзміни інструменту та великою кількістю позицій.
Токарно-револьверні верстати з ЧПУ можуть мати дві револьверні головки, здатні вести обробку за чотирма координатами. У револьверних головках, розташовані на верхньому та нижньому супортах, може бути встановлено більша кількістьінструментів виготовлення деталей складної форми.
Обробка заготовок, що ведеться за замкненим циклом, повністю автоматизована. Система ЧПУ, обробляючи дані датчиків, вносить корективи в технологічний процестим самим підвищуючи точність виготовлення деталей.
На поточний момент практично повністю заміненітокарними автоматами або
Токарні верстати з ЧПУ
Сучасні високопродуктивні верстати поступово витісняють універсальні токарні верстати. Спрощена кінематика, високоточні рухи, можливість багатоінструментальної обробки. Закрита зона різання запобігає розкиданню стружки та розбризкуванню СОЖ. Можливість встановлення гідравлічного патрона збільшує продуктивність. ,
Опції протишпиндель, приводний інструмент, вісь Y та інше перетворюють верстати на токарні обробні центри. Найчастіше виконані у вигляді верстатів із похилою станиною.
Такі верстати обробляють деталі вагою кілька тонн, що мають великий діаметр при малій висоті. Горизонтально розташований робочий стіл (планшайба) суттєво полегшує завантаження та центрування важких заготовок.
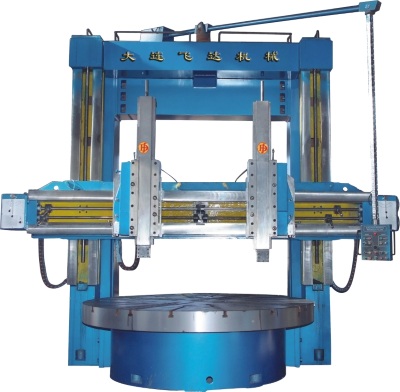
На карусельних верстатах обробка циліндричних та конічних поверхонь (зовнішніх та внутрішніх) проводиться різцем. Встановлена револьверна головка з інструментами дозволяє висвердлювати та обробляти отвори, нарізати різьблення.
Головним рухом верстата є обертання планшайби. Два супорти: вертикальний і бічний - здійснюють рух подачі інструментів. Основними характеристиками даних верстатів є розміри заготовок, що обробляються: діаметр і висота.
Токарно-карусельні верстати виготовляються промисловістю з однією або двома стійками. На одностійкових обробляють деталі до 2500 мм: виконується обробка поверхонь, свердління, розгортка та зенкування отворів; прорізають канавки, обробляють торці.
Установка системи ЧПУ дозволяє проводити обробку деталей, що мають складний, криволінійний профіль. Основні механізми верстатів з ЧПК мають схожість зі верстатами, що мають ручне керування. Зазвичай із застосуванням системи ЧПУ, цифрових приводів подач та багатопозиційної різцетримки та захисту кабінетного типу верстат перейменовується у вертикальний токарний верстат
Лоботокарні верстати
Для обробки заготовок, діаметр яких набагато перевищує їхню висоту (шківи, залізничні колеса, маховики) використовуються лоботокарні верстати. Поверхня обробки може бути як циліндричною, так і конічною. Є можливість проточувати канавки, обробляти торці.

Планшайба, діаметром до 4 метрів, розташована вертикально, задня бабця відсутня. Верстати для обробки особливо великих деталей складаються з двох частин, розташованих на різних підставах: супорт розташований окремо. Планшайба у них має спеціальне вилучення для закріплення заготовок з розмірами, що перевищують її діаметр.
Затилування - це спеціальний метод заточування задніх поверхонь обробних інструментів: різноманітних фрез, інструментів для свердління та нарізування різьблення. Така операція проводиться для збереження форми інструменту при тривалій експлуатації.
Верстат для обробки різанням (струмленням) заготовок із металів та інших матеріалів у вигляді тіл обертання. На токарних верстатах виконують обточування і розточування циліндричних, конічних і фасонних поверхонь, нарізування різьблення, підрізування та обробку торців, свердління, зенкерування та розгортання отворів і так далі Заготовка отримує обертання від шпинделя, різець - ріжучий інструмент - переміщається разом або ходового гвинта, які отримують обертання механізму подачі.
До складу токарної групи верстатів входять верстати, що виконують різні операції точення: обдирання, зняття фасок, розточування і так далі
Значну частку верстатного парку становлять верстати токарної групи. Вона включає, згідно з класифікацією ЕНІМС, дев'ять типів верстатів, що відрізняються за призначенням, конструктивним компонуванням, ступенем автоматизації та іншими ознаками. Верстати призначені головним чином для обробки зовнішніх і внутрішніх циліндричних, конічних та фасонних поверхонь, нарізування різьблення та обробки торцевих поверхонь деталей типу тіл обертання за допомогою різноманітних різців, свердлів, зенкерів, розгорток, мітчиків та плашок.
Застосування на верстатах додаткових спеціальних пристроїв (для шліфування, фрезерування, свердління радіальних отворів та інших видів обробки) значно розширює технологічні можливості устаткування.
Токарні верстати, напівавтомати та автомати, залежно від розташування шпинделя, що несе пристосування для встановлення заготовки оброблюваної деталі, поділяються на горизонтальні та вертикальні. Вертикальні призначені в основному для обробки деталей значної маси, великого діаметра та відносно невеликої довжини. Найвідоміший токарний верстат радянський час 16К20
Вимірювання оброблюваної на токарному верстатідеталі
Сітчасте рифлення на циліндричній деталі
Токарно-гвинторізний верстат призначений для виконання різноманітних токарних та гвинторізних робітпо чорних і кольорових металах, включаючи точення конусів, нарізування метричної, модульної, дюймової та різьб.
Токарно-гвинторізний верстат
Токарно-гвинторізні верстати є найбільш універсальними верстатами токарної групи і використовуються головним чином в умовах одиничного та дрібносерійного виробництва. Конструктивне компонування верстатів практично однотипне. Основними вузлами прийнятого як приклад верстата 16К20 є:
станина, де монтуються всі механізми верстата;
передня (шпиндельна) бабка, у якій розміщуються коробка швидкостей, шпиндель та інші елементи;
коробка подач, що передає з необхідним співвідношенням рух від шпинделя до супорту (за допомогою ходового гвинта при нарізанні різьби або ходового валика при обробці інших поверхонь);
фартух, у якому перетворюється обертання гвинта чи валика у поступальний рух супорта з інструментом;
у пінолі задньої бабки може бути встановлений центр для підтримки оброблюваної деталі або стрижневий інструмент (свердло, розгортка тощо) для обробки центрального отвору деталі, закріпленої в патроні;
супорт служить закріплення ріжучого інструменту та повідомлення йому рухів подачі.
Супорт складається з нижніх санок (каретки), що переміщаються по напрямних станини. По напрямних нижніх санчат переміщаються в напрямку, перпендикулярному до лінії центрів, поперечні санки, на яких розташовується різцева каретка з різцетримачами. різцева каретка змонтована на поворотній частині, яку можна встановлювати під кутом до лінії центрів верстата. Основними параметрами верстатів є найбільший діаметроброблюваної деталі над станиною та найбільшу відстань між центрами. Важливим розміром верстата є найбільший діаметр заготовки, оброблюваної над поперечними санчатами супорта. Токарно-гвинторізний верстат призначений для виконання різноманітних токарних та гвинторізних робіт по чорних та кольорових металах, включаючи точення конусів, нарізування метричної, модульної, дюймової та різьб.
Токарно-карусельні верстати
Верстати призначені для токарного оброблення деталей великих габаритів. На цих верстатах можна виконувати: точення та розточування циліндричних та конічних поверхонь, можна підрізати торці, прорізати канавки. При оснащенні верстата додатковими пристроями можна точити фасонні поверхні по копіру. Можна проводити фрезерування, шліфування та нарізання різьблення різцем.
Основні вузли:
Стіл. На ньому знаходиться планшайба, на якій кріпиться заготівля. Дві стійки. Стійки з'єднуються порталом. По двох стійках переміщається траверса. На траверсі знаходиться два супорти. Правий супорт – револьверний супорт. Він складається з поздовжньої каретки і повзуна (що переміщається вертикально). На повзуні розташована револьверна головка. В отвори револьверної головки встановлюється державки з інструментом. Револьверний супорт використовується при підрізанні торців при свердлінні отворів, іноді для обробки зовнішніх поверхонь. Другий супорт називається розточним супортом. Він складається із поздовжньої каретки, на якій встановлюється поворотна частина, на якій є повзун, на який встановлюється різцетримач. Розточний супорт використовується при розточуванні отворів, прорізування внутрішніх канавок та при обробці конічних поверхонь. На правій стійці розташований бічний супорт. Він складається з поздовжньої каретки, повзуна та різцетримача. Він призначений для обробки зовнішніх поверхонь.
Характерним розміром токарно-карусельних верстатів є діаметр планшайби. Залежно від цього розміру бувають 1 і 2-х стійкові верстати. Одностійкові верстати випускаються з діаметром планшайби d ≤2000мм.
Рухи у верстаті:
Головний рух – обертання планшайби із заготівлею.
Рух подачі – переміщення супортів
Допоміжний рух – рух траверси. Цей рух потрібний для підведення інструменту ближче до заготівлі.
Лоботокарний верстат Лоботокарний верстат призначений для обробки лобових, циліндричних, конічних, фасонних поверхонь типу валів, труб або дисків виконаних із чавуну та сталі в деталях типу дисків та фланців. У лоботокарних верстатах вісь обертання деталі розташовується горизонтально.
Токарно-револьверний верстат
Токарно-револьверний верстат застосовується для обробки штучних заготовок або деталей з каліброваного дроту.
На верстаті виробляються такі види токарної обробки: обточування, розточування, підрізування, проточування і розточування канавок, свердління, зенкерування, розгортання, фасонне точення, обробка різьблення мітчиками, плашками і різцями.
Назва револьверний походить від способу закріплення різальних інструментіву барабані. Багато верстати подібні можуть працювати в напівавтоматичному режимі. "Програмою" є набір кулачків і кінцевих упорів, що здійснюють у потрібні моменти зупинку, вибір напрямку, зміну інструменту та інші дії.
Токарно-револьверні верстати застосовують у серійному виробництві виготовлення деталей складної конфігурації з прутків або штучних заготовок. Залежно від цього верстати діляться на пруткові та патронні.
Автомат поздовжнього точення
Автомати поздовжнього точення використовують при виготовленні дрібних серійних деталей з холоднотянутого, каліброваного прутка, фасонного профілю та згорнутого в бунт дроту.
Автомат може виконувати точення різних матеріалів- від міді до легованих сталей.
Переважно автомати поздовжнього точення застосовуються у великому та масовому виробництві, але можуть бути також використані в серійному виробництві при проектуванні та виготовленні необхідного оснащення для випуску спеціальних груп деталей з максимально можливим використанням одного і того ж комплекту кулачків, затискних та подають цанг, державок та інструментів.
Влаштування токарного автомата з нерухомою шпиндельною бабкою: На верхній площині станини закріплена шпиндельна бабка. На її передній площині є платик для встановлення спеціальних пристроїв. На задній площині бабки є упор, що гойдається, а на верхній - вертикальний супорт. На верхній поверхні станини знаходяться також приводи пристроїв, привід шпинделя, або револьверної головки, приводи поперечних супортів. Токарний автомат із рухомою шпиндельною бабкою називається автоматом «Швейцарського типу - Swiss type»
Управління автоматично відбувається через систему кулачків та розподільних валів, змонтованих у станині автомата. Також можливе встановлення систем ЧПУ з приводами подач та приводного інструменту.
Розрізняють одношпиндельні та револьверні автомати поздовжнього точення. На відміну від одношпиндельних, револьверні автомати можу виконувати одночасно кілька різних операцій точення для різних деталей, зафіксованих у револьверному шпинделі автомата
Багатошпиндельний токарний автомат
Автомати призначені для токарної обробки складних та точних деталей з каліброваного холоднотягнутого прутка круглого, шестигранного та квадратного перерізуабо із труб в умовах серійного виробництва.
На них можна виконувати: чорнове та фасонне обточування, підрізування, свердління, розточування, зенкерування, розгортання, різьблення, відрізку, накочування різьблення.
Достатня потужність приводу та жорсткість конструкції забезпечують високу продуктивність. Деякі моделі можуть одночасно виконувати більше однієї операції, що значно підвищує продуктивність таких верстатів.

Токарні верстати необхідні обробки різних металевих або деревних заготовок. Там роблять розточування і обточування циліндричних, фасонних поверхонь, свердління отворів, обробку торців. Токарна група верстатів поділяється на 9 видів, кожен має свою конструкцію, своє призначення, ступінь автоматизації. На верстати можна додатково встановлювати пристрої, що розширюють їх функціональність.
Види верстатів
Токарно-гвинторізний верстат
Цей тип верстатів використовується для обробки кольорових і чорних металів, нарізування модульної, метричної, дюймової різьблення. Вони є універсальними верстатами, їх застосовують як у серійному виробництві, так і в одиничному. Компонування цих верстатів майже однотипне. На прикладі верстата 16К20 можна виділити такі основні елементи:
Станіна, яка є основою всіх механізмів;
Шпиндельна (передня) бабка, що складається із шпинделя, коробки швидкостей та іншого;
Коробка подач, що передає рух від шпинделя до супорту з допомогою ходового гвинта чи валика;
Фартух, що перетворює обертання валика або гвинта у рухи поступального характеру супорта;
Задня бабка може мати свердло або розгортку для підтримки деталі, що обробляється;
Супорт, який служить для фіксації ріжучого інструменту.
Токарно-гвинторізні верстати в залежності від точності бувають таких видів:
1. нормальній точності;
2. підвищений;
3. високою;
4. особливо високою;
Цей тип призначений обробки габаритних деталей. Такі верстати використовують для розточування конічних та циліндричних поверхонь, а також для прорізування канавок, підрізування торців. Ще на ньому можна шліфувати, фрезерувати, нарізати різьблення.
Основним вузлом тут є стіл, де знаходиться планшайба. Також є дві стійки, які з'єднуються порталом. По цих стійках пересувається траверса, що має два супорти. Один з яких револьверний, а інший — розточувальний. Перший служить для свердління отворів, підрізування торців. А другий супорт необхідний обробки конічних поверхонь, розточування отворів.
Залежно від діаметра планшайби бувають одностійкові або двостійкові верстати. Перші мають діаметр до 2000 мм, інші ж понад 2000 мм.
Лоботокарний верстат
Цей вид використовується для обробки конічних, лобових, циліндричних поверхонь. Структура таких верстатів має горизонтальну вісь обертання деталі.
Токарно-револьверний верстат
Такі верстати потрібні для обточування, підрізання, свердління, розгортання, фасонного точення деталей та заготовок з каліброваного дроту. Таку назву він отримав через спосіб кріплення ріжучих інструментів, які закріплюються у спеціальному утримувачі, який бувають статичними або приводними. Привідні тримачі розширюють функціональність даного типу верстатів, за допомогою нього можна свердлити отвори, нарізати різьблення, фрезерувати.
Є токарно-револьверні верстати з ЧПУ ( програмним управлінням), які майже не потребують оператора, якщо його забезпечити прутковим податчиком.
Токарно-фрезерний обробний центр
Цей центр поєднує функції фрезерного і токарного верстатів. Таке обладнання перевищує можливості револьверних верстатів за допомогою фрезерної голови під конусом (Capto, HSK). Через це токарний різецьможна встановлювати у фрезерну голову, що дозволяє здійснювати точення. Можуть ставляться різці з квадратним або спеціальним хвостовиком. Такі центри використовуються, як правило, для точення, фрезерування колінвалів та інших деталей.
Автомат поздовжнього точення
Таке обладнання необхідне для виготовлення дрібних деталей із фасонного профілю, каліброваного, холоднотягнутого прутка. При цьому автомат може працювати з різними матеріалами(Легована сталь, мідь та ін.). Перевага автоматів в тому, що вони хороші при серійному виробництві. Бувають автомати з рухомою та нерухомою шпиндельною бабкою. Також бувають револьверні та одношпиндельні. Перші можуть виконувати одночасно кілька операцій із різними деталями.
Для обробки металу, дерева чи пластику використовують токарні верстати. Їх принцип роботи полягає в різанні та обточуванні спеціально підготовлених для цього заготовок/болванок. Вони повинні мати певну форму, що дозволяє обертати заготовку при цьому обточуючи її різцем, хоча в ряді випадків і при використанні додаткових пристосувань на токарних верстатах можна виточувати вироби квадратної та різних форм, у тому числі деталі вкладені один в одного, з болванок не тільки круглих, але й практично будь-якої форми.
Настільні токарні верстати
(Мал. 1) Такі верстати закріплюють та розміщують на столі. Зазвичай це невеликі за розміром та вагою апарати. З їх допомогою обробляють заготовки з різних матеріалів (метал, дерево, пластик). Такі апарати здатні виконувати майже всі токарні операції. Також з їх допомогою можна проводити розточування, свердління та фрезерування. Деякі моделі настільних верстатів можна доукомплектовувати, розширюючи можливості.
З такими апаратами дуже зручно працювати над невеликими деталями, тому їх використовують не тільки в домашніх умовах, а й у промисловому (в основному дрібносерійному) виробництві, в автомайстернях, школах тощо. Достоїнствами настільних токарних верстатів є низький рівень шуму, невелика вартість, низьке енергоспоживання та простота в експлуатації. Верстати часто можна переналагоджувати, при цьому сам процес переналагодження також не відрізняється великою складністю.
Токарні верстати з ЧПУ
(Мал. 2) Числове програмоване управління (ЧПУ) здатне значною мірою покращити роботу верстата, зробивши її точнішою, при цьому підвищивши продуктивність. ЧПУ є набір різних програмних засобів, які взаємодіють між собою.
Існує три основні типи систем, що використовуються при ЧПУ:
Розімкнені. Задіяно один потік інформації. Апарат спочатку розшифровує інформацію, і тільки потім передає команди механізму, що обробляє.
Замкнені. Працюють на основі двох потоків інформації, що приймається від зчитуючого та вимірювального пристроїв.
Самоналаштовуються. Виходячи з того, як змінюється обробка деталей, здатні коригувати отримувану інформацію.
Останній тип систем ЧПУ значно збільшує точність обробки деталей, оскільки всі зміни зберігаються у пам'яті пристрою. З збережених даних формується управляючий сигнал.
Залежно від того, яким чином відбувається управління рухом, верстати з ЧПУ ділять на: позиційні (точно встановлюють механізм для обробки потрібне становище, після чого починається процес роботи),
Прямокутні (використовують при обробці заготовок ступінчастої форми, самі здатні перемикати поперечну та поздовжню передачі),
Контурні (дозволяють керувати діючими елементами верстата безперервно).
Шкільні токарні верстати
(Мал. 3) Для занять у школах використовують легкі токарні верстати, з нормальною точністю (клас Н). Іноді на заняттях застосовують напівавтоматичні апарати (наприклад, верстат ТВ-4, який широко застосовувався за радянських часів). При невеликих габаритах шкільні верстати зазвичай мають досить непогані функціональні можливості. Ціна їх часто невисока. За допомогою цих верстатів можна виконати заточування і розточування, відрізання або підрізування, нарізування нескладного метричного різьблення, свердління і т.д. Діаметр виробу зазвичай не перевищує 200 мм, при діаметрі точення трохи більше 125 мм. На верстатах можна обробляти прутки переважно діаметром до 15 мм. Вони підходять до роботи з металом, деревом, пластиком. Іноді шкільні верстати оснащують пристроями, що дозволяють, до всього іншого, фрезерувати метал.
Токарно-гвинторізний верстат
(Мал. 4) Токарно-гвинторізний верстат найчастіше знаходить застосування в роботі над металами (як кольоровими, так і чорними). Це найбільш універсальний тип верстатів, застосовуваний як одиничного виготовлення деталей, так виробництва невеликих груп.
З їх допомогою виробляються різні типирізьблення (зачісове, дюймове, метричне, модульне); точення конусів та інше.
Конструкція різних верстатів цієї групи практично не відрізняється, серед основних її елементів:
Станіна (основа для монтування механізмів),
Дві бабки (передня та задня) з розміщеними на них коробками швидкостей, шпинделем, свердлами тощо,
Фартух (перетворююче обертання в поступальні рухи пристрою),
Супорт (на ньому закріплюють різальний інструмент).
Це універсальні верстати, що використовуються для всіх видів промислових робіт. Основними типами токарно-гвинторізних верстатів є:
Легкі, використовують при виготовленні інструментів, деталей, приладів, годинників.
Середні – найпоширеніші. Бувають із розділеним та нерозділеним приводом. мають надійну системууправління. Там виконується 70 - 80% всіх токарних робіт.
Тяжкі мають нерозділений привід, обробляють деталі діаметром 1250 мм і більше.
Бувають три рівні точності: нормальної, підвищеної, високої. Додатково виділяють верстати особливо високої точності та майстер верстати.
Токарні верстати з б/с приводом
(Мал. 5) Безступінчастий привід (б/с) дозволяє плавно та безперервно змінювати частоту обертання шпинделя. Використання верстатів з б/с дозволяє обробляти заготівлю зовні і всередині з оптимальною подачею на найвигідніших для цього швидкостях. Такі апарати надійні та довговічні, що пояснюється відсутністю коробки швидкостей. При цьому верстати б/с дуже прості в обслуговуванні. Їхня швидкість може регулюватися трьома різними варіантами:
Механічно,
Гідравлічно,
Електрично.
За допомогою верстата з б/с приводом обробляють не лише металеві вироби, а й дерев'яні чи пластикові. Більшість апаратів підлягають переналагодженню, що дозволяє, виконають різні технологічні завдання. Процес переналагодження дуже простий. Ці верстати використовують як у промисловому виробництві, і в домашніх умовах. Вони виконують різні функції: фрезерування, заточування, свердління та інші.
Токарно-карусельні верстати
(Мал. 6) Карусельні верстатипризначені для роботи з важкими деталями великого діаметра при невеликій довжині (зубчасті колеса, маховики та інше). Заготівлю, що обробляється, закріплюють на планшайбі. Вона розміщена горизонтально. Ця властивість полегшує процес закріплення. Зараз ці верстати застосовуються досить рідко через їх низьку продуктивність і складнощі пов'язані з установкою та обслуговуванням.
Крім столу та планшайби карусельний верстат оснащений:
Двома стійками,
Супортами,
Траверсою.
У конструкції задіяні супорти трьох видів:
Револьверний (при роботі із зовнішніми поверхнями);
Розточний супорт (для розточування поверхонь, прорізування канавок);
Бічний супорт (також застосовується для роботи із зовнішніми поверхнями).
Апарат працює на підставі трьох рухів: обертання планшайби та переміщення супортів та траверси.
По діаметру планшайби карусельні верстати ділять на одностійкові (D< 200см), двустоечные (D >200 см). Залежно від точності – на високоточні, стандартні, важкі.
Токарно-карусельні верстати з ЧПУ
(Мал. 7) Карусельні верстати, оснащені ЧПУ, можуть робити деталі мінімальними зусиллями оператора. Їх використовують і в чистовій, і в чорновій обробці. Виконує різні функції (від обточування до фрезерування). Використання даного верстатадозволяє працювати з чорними та кольоровими металами. Крім того, на ньому можна обробляти і неметалеві вироби (разом зі сплавами, керамікою).
Зазвичай у конструкції такого верстата передбачена заземлена коробка передач, кілька приводів (причому головний може керуватися мотором з змінним струмом). Стіл, на якому кріпиться верстат, часто має термічні властивості. Іноді передбачено функцію автоматичного регулювання зазору між роликами шпинделя.
Системи числового управлінняв деяких моделях можуть встановлюватись залежно від переваг замовника. Також апарати можна додатково доукомплектовувати (транспортером для стружки, додатковими інструментамиі т.д.).
Трубонарізні верстати
(Мал. 8) Виходячи з назви верстатів основний напрямок їх застосування - обробка сталевих труб. З їх допомогою обробляють торці труб, наносять різьблення тощо. Цей типверстатів використовується у всіх галузях металообробної промисловості, які працюють із заготовками у вигляді труб, також у галузях, які займаються їх ремонтом та виготовленням. Особливості будови верстатів дозволяють без зусиль обробляти заготівлі великої довжини. А деталі, що виробляються з їх допомогою, знаходять застосування в нафтовій та газової промисловостіі навіть у геологорозвідці.
Трубонарізні верстати з ЧПУ
(Мал. 9) При роботі з трубонарізним верстатом оснащеним ЧПУ, заготівля закріплюється двома кінцями в патроні (попередньо пропускаючись через шпиндель) та люнеті (на ньому вона встановлюється). Далі закладається програма, яка може автоматично відрізати дефектні частини (зазвичай кінці) виробу. Напрямні елементи апарату зазвичай проходять загартування та шліфування. Це значно збільшує як надійність агрегату, так і термін служби, при цьому зберігаючи його точність. Трубонарізні верстати з ЧПУ також часто оснащують револьверними головками (з горизонтальною віссю), гідравлічними, пневматичними, механічними патронами, різцерізкою, керованою ЧПУ. Наявність ЧПУ дозволяє також застосовувати різні видитокарних операцій.
Токарно-револьверні верстати
(Мал. 10) Якщо необхідності працювати з каліброваним прутком або патроном найчастіше використовують, токарно-револьверні верстати. З його допомогою роблять обточування, підрізування, зенкерування, точення та інші операції. Апарати такого типу дозволяють виготовляти деталі складних конструкцій.
Назва пов'язана зі способом кріплення різальних інструментів. Їх, попередньо закріпивши у тримачі, встановлюють у спеціальний барабан. Такі тримачі або блоки бувають статичними та приводними. Їх кріплять сухарем чи болтами.
Статичні використовують для інструментів, що не обертаються, приводні - при свердлінні отворів відступають від осі деталі, фрезеруванні, точенні і т.д.. Такими блоками оснащені тільки деякі револьверні верстати.
Якщо верстат додатково оснастити контршпинделем, це дасть можливість змінювати положення деталі, що не працює за весь механізм, обробляючи заготовку з усіх боків.
Адміністрація Загальна оцінкастатті: Опубліковано: 2015.04.24





