Розробка програм для ПП. Розробка керуючої програми для верстата з числовим програмним керуванням
Інформація щодо порядку обробки виробу на верстаті вводиться по кадрах. КАДР – це частина керуючої програми, що вводиться та обробляється як єдине ціле і містить не менше однієї команди.
У кожному кадрі записується лише частина програми, яка змінюється по відношенню до попереднього кадру.
Кадр складається з слів, що визначають призначення наступних за ними даних.
Наприклад:
N3 – порядковий номер кадру
G02 - підготовча функція
(G01 - переміщення прямою до точки
G02,G03 - кругова інтерполяція за годинниковою або проти)
X - Координати кінцевої точки переміщення по осях, Y - (наприклад, X+037540 (375,4мм))
Координати центру дуги при круговій інтерполяції
F4 - код подачі (наприклад, F0060 (60мм/хв)) S2 - код частоти обертання шпинделя T2 - номер інструменту
M2 - допоміжна функція (зміна інструменту, зміна столу, включення охолодження, затискач заготовки...).
L3 -введення та скасування корекції геометричної інформації.
LF – кінець кадру.
Щоб скласти програму переміщення робочих органів верстата, треба зв'язати з ним певну систему координат. Вісь Z вибирається паралельно осі головного шпинделя верстата, вісь X завжди горизонтальна. При складанні програми користуються поняттям нульової, вихідної та фіксованої точки.
Підготовка керуючої програми включає:
1.Аналіз креслення деталі та вибір заготовки.
Вибір верстата за його технологічними можливостями (розміри, можливості інтерполяції, кількість інструментів тощо).
Розробка технологічного процесувиготовлення деталі, вибір ріжучого інструментута режимів різання.
4.Вибір системи координат деталі та вихідної точки для інструменту.
5.Вибір способу кріплення заготовки на верстаті.
Проставляє опорні точки, побудову та розрахунок переміщення інструменту.
Кодування інформації
Запис програми на програмоносій, її редагування та налагодження.
Застосування верстатів із ЧПУ значно загострило проблему використання людини у виробничих умовах. Виконання всіх
 дій з виготовлення деталі верстатом в автоматичному режимі залишило людині найважчу і творчу роботу зі встановлення і зняття заготовок. Тому, одночасно з розвитком верстатних систем з ЧПК, велися роботи зі створення систем, здатних замінити людину при виконанні специфічних дій, що вимагають застосування "РУЧНОЇ" праці.
дій з виготовлення деталі верстатом в автоматичному режимі залишило людині найважчу і творчу роботу зі встановлення і зняття заготовок. Тому, одночасно з розвитком верстатних систем з ЧПК, велися роботи зі створення систем, здатних замінити людину при виконанні специфічних дій, що вимагають застосування "РУЧНОЇ" праці.
Фрезерний верстат та багатоопераційний верстат (обробний центр) з числовим програмним управлінням
3.3 Промислові роботи
Промисловий робот (ПР) – це механічний маніпулятор з програмним управлінням.
Маніпулятор – механічний пристрій, що імітує або замінює дії людських рук на об'єкт виробництва.
Промислові роботи поділяються на технологічні (змі-
ні властивості об'єкта) і транспортні.
Технологічний робот зварює, транспортний робот переміщує заготовки в зону обробки.
По вантажопідйомності поділяються на:
 Маса об'єкта надлегкі до 1 кг легкі 1 - 10 кг середні 10 -100 кг важкі 100 - 1000 кг надважкі більше 1000 кг
Маса об'єкта надлегкі до 1 кг легкі 1 - 10 кг середні 10 -100 кг важкі 100 - 1000 кг надважкі більше 1000 кг
Надлегкі роботи збирають прилад, важкий робот переміщує великогабаритні заготовки.
ПР підрозділяються також за кількістю ступенів свободи робочого органу, за системою ЧПУ (замкнута та незамкнена, контурна та позиційна, CNC, DNC, HNC).
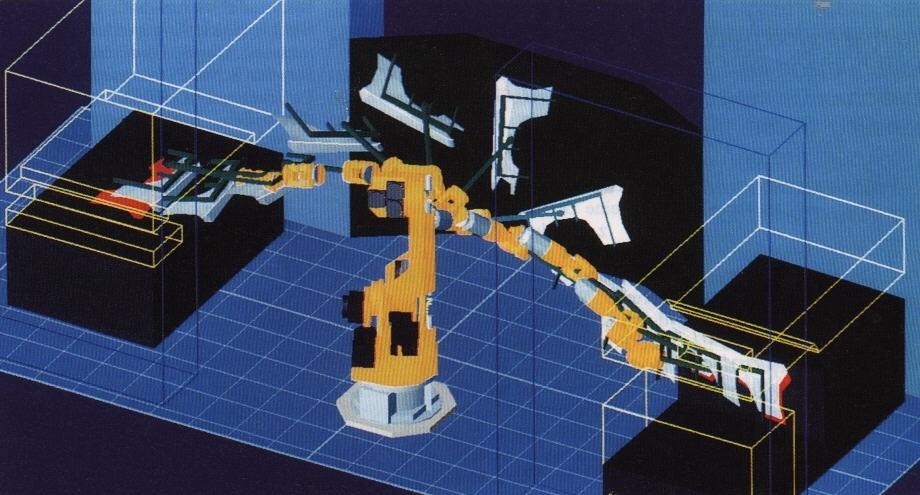
Зона обслуговування транспортного робота та траєкторія переміщення заготівлі
В даний час широке розповсюдженняотримали транспортні роботи, що здійснюють завантаження технологічного обладнання, доставку заготовок зі складу та транспортування деталей на склад. При виробництві штампувальних операцій транспортні роботи здійснюють подачу заготовок на штамп та зняття їх.
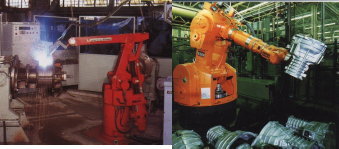
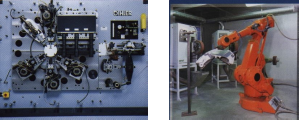
Широке застосування отримали роботи зварювання кузовів автомобілів, їх забарвлення. Роботи застосовуються при складанні радіоелектронної апаратури, годинника та ін. приладів.
У сукупності з технологічним обладнанням із системами ЧПУ промислові роботи утворюють основу для комплексної автоматизації виробництва.
Роботи зварюють кузови легкових автомобілів та встановлюють дерев'яні панеліна верстат для обробки (приклади застосування роботів)
![]()
Контрольні питання:
1. Які системи ЧПУ дозволяють обробляти сферичні поверхні на токарних верстатах?
2. Які системи ЧПУ доцільно застосовувати на свердлильних верстатах?
3.По скільки координат можлива інтерполяція при обробці заготовок на токарних верстатах? - на фрезерних верстатах?
4.Чим відрізняються системи циклового програмного керування від систем ЧПУ?
5. Які функції виконують промислові роботи?
Зразок питань картки тестового контролю.
На яких операціях є доцільним застосування систем ЧПУ з контурним управлінням?
А). При точенні ступінчастих валиків.
Б). При фрезеруванні поверхонь подвійної кривизни.
У). При обробці отворів у друкованих платах.
Які види роботів застосовуються при фарбуванні складнопрофільних деталей? А). Технологічні з контурним керуванням.
б). Великогабаритні з позиційним керуванням.
У). Транспортні з контурним керуванням.
Я взагалі вважаю, що оцінюватись у грошовому еквіваленті має не УП, а впроваджена у виробництво технологія. Отримати УП - кілька секунд, задати в CAM-і стратегії обробки - теж недовго, а ось левова частка часу йде на аналіз завдання: вивчення кд, верстатного парку, інструментальної бази, розробку/виготовлення пристроїв (або збирання УСП), підбір режимів різання, складання маршрутної картки(і її погодження з іншими виробничими ділянками) або аналіз вже наявної маршрутної картки, складання картки налагодження, погодження результатів із замовником з урахуванням його побажань до машинного часу/вартості інструменту/стійкості інструменту/кінцевого результату "з-під верстата". Ось відповідно до цих (і багатьох інших факторів) і вибираються в CAM-і відповідні стратегії і виходить відповідна УП. Також не слід забувати про можливість внесення змін, що спливають у процесі виробництва. І, також, не варто забувати про відповідальність за терміни та цілісність обладнання та дорогого інструменту, заготівлі та ін.Виникло питання: яка адекватна ціна за написану програму обробки конкретної деталі? Пошукав по інтернету – пропозицій багато, але ціни не озвучені. Не міг би хтось підказати розцінки, було б непогано розцінки в залежності від складності деталі або за якими критеріями оцінювати свою роботу. Також можливо доведеться розбиратися зі верстатами, а потім навчати оператора, яку ціну за це вимагати? Підкажіть, бо сам уже й не знаю. =\
P.S. Підправте назву теми, бо сам ніяк не знайду де =\
Особисто про себе можу сказати, що у разі роботи на віддаленні, із замовником спілкуюся приблизно за наступним принципом. Виходжу з часу, який передбачається на виконання роботи. Множу його на 2 (з урахуванням непередбачених обставин з боку замовника). Отриманий час множу на $100/день. Множу на коефіцієнт складності (враховую складність роботи, ціну заготівлі, інструменту та ін., а також вигоду від моєї роботи вигоду замовником). Враховую характер відносин із замовником (якщо замовник надійний та перевірений – то даю знижку). Термін на виконання робіт зазвичай множу ще на 2 (на оплату це не йде, тому що це термін на непередбачувані обставини з мого боку). Оголошую замовнику суму та терміни, і також досконально пояснюю, які послуги в цю суму входять (щоб уникнути непорозумінь).
З питання розцінок на навчання: контори, що надають подібні послуги, за тижневі базовий курсберуть у районі 30к. з особи. Від цієї суми і орієнтуйтесь.
Підприємства, що випускають системи ЧПК, дотримуються стандарту ISO, проте часто допускають відхилення. Це зумовлено «слабкістю» мікроЕОМ у реалізації багатопараметричних технологічних команд (наприклад, зміна інструментів). Тому при складанні програм для конкретної системи ЧПУ необхідно орієнтуватися на Інструкцію користувача, що входить в комплект документації на програмний верстат.
Код ISO-7bit визначає символ як семирозрядне двійкове число. Якщо кількість отворів на перфострічці, що визначають біти цього символу непарне, то УПД (пристрій підготовки даних) автоматично доповнює кодування цього символу отвором на восьмій доріжці – біт контролю на парність. Для коду ЕIА (Америка, Японія) восьма доріжка є контрольною за непарністю числа отворів.
В УП програмується переміщення, визначені координатними осями X, Y, Z або обертанням навколо них, відповідно А, В, С (наприклад, обертання столу верстата). Латинські літери U, V, W визначають функції вторинного переміщення, паралельно осям відповідно X, Y та Z.
УП є послідовністю пронумерованих пропозицій, званих кадрами. Номер кадру – це позначка, за якою можна знайти необхідний кадр, щоб відредагувати його або почати УП з цього кадру. При побудові УП у кадрах записується лише інформація, яка змінюється стосовно попередньої частини програми.
Кадр складається із слів. Кожне слово має адресу (одну з літер латинського алфавіту) та десяткове число. Десяткове числозаписується у слові відповідно до формату слова. В сучасних системахчисла, як правило, записуються з десятковою точкою, проте уточнити формат числа необхідно за інструкцією користувача на конкретний верстат (є системи УЧПУ, де формат слова визначається параметром, записаним в ОЗУ УЧПУ).
Наприкінці кадру записується символ LF (переклад каретки). Наприклад: N10 G90 X10,2 Z-100 (LF) У кадрі №10 визначено переміщення в абсолютній системі відліку (G90), точку з координатами (10.2, -100). Символ LF можна побачити лише на перфострічці, на дисплеї він невидимий. Чи не проставляється він і на лістингу УП.
Слова в кадрах УП можна проставляти в будь-якій послідовності, УЧПУ відпрацює спочатку команди технологічних функцій S, F, T, M, а потім підготовчих G, з виконанням розмірних переміщень.
Контроль УП за модулем.
Як уже зазначалося раніше, код ISO-7bit передбачає кодування символів, парне числоотворів на перфострічці. Якщо розглядати код символу як двійкове число за стандартом ISO, у ньому має бути парне число одиниць. Ця властивість гарантує перевірку від одиничної помилки (втрата одного біта чи один біт зайвий). Тому в деяких системах застосовується більше надійний виглядконтролю контроль за модулем.
Пристрій підготовки даних (УПД) при записі кадрів УП автоматично підраховує контрольні суми для кожного кадру і ділить їх на 10, визначаючи залишок доповнення (mod) до числа кратного 10. Це доповнення буде контрольним числом (0....9) для кадру та запишеться УПД автоматично після символу «кінець кадру» (LF). УЧПУ при зчитуванні кадрів УП також підраховує доповнення для кожного кадру і порівнює їх з доповненнями на програмоносії. Чи не збіг цих величин, викликає повідомлення про помилку на програмоносії. Контрольна сума дорівнює сумі числових кодів всіх символів, включаючи символ кінця кадру (LF). Код символу - це двійкове число, наприклад код N 1001110 | 2 = 78 | 10
Фрагменти УП для верстата з ЧПУ
Підготовчі функції G
Увага: Командні функції УП наводяться не для конкретної моделі УЧПУ, а є їх узагальненими формами для розробки програм у курсовому та дипломне проектування. Функції з адресою G, які називають підготовчими, визначають режим та умови роботи верстата з ЧПУ. Вони кодуються від G00 до G99. 4
G00 Позиціювання. Переміщення в запрограмовану точку швидкого ходу.
G01 Лінійна інтерполяція. Переміщення прямою на швидкій подачі.
G02 Кругова інтерполяція за годинниковою стрілкою Рух за дугою кола за годинниковою стрілкою, якщо дивитися з боку позитивного напрямку осі перпендикулярної до площини руху.
G03 Кругова інтерполяція проти годинникової стрілки Рух по дузі кола проти годинникової стрілки, якщо дивитися з боку позитивного напрямку осі перпендикулярної до площини руху.
G04 Пауза. Ініціалізує затримку часу виконання УП.
G17 G18 G19 Вибір поверхні кругової інтерполяції. Завдання площини XY - G17, XZ - G18, YZ - G19 при програмуванні руху по дузі кола та корекції на діаметр фрези.
G25 Повторення програми Багаторазове повторення групи кадрів УП.
G41 G42 Корекція на діаметр фрези ліва та права. Використовується для зміщення траєкторії переміщення центру фрези щодо контуру, що обробляється.
G60 Точне позиціонування Переміщення на швидкому ходу з виходом на позицію з одного напрямку.
G81 … G89 Постійні цикли. Програмують рухи типових поверхонь деталей.
G80 Скасування постійного циклу. Скасовує постійні цикли
G81 G89 G90 Абсолютний розмір. Програмування координат у абсолютній системі відліку.
G91 Розмір у приростах. Програмування координат у відносній системі відліку.
G92 Встановлення системи координат. Визначає початок координатної системи щодо заданого становища робочих органів верстата.
G94 G95 Визначають розмірність значення подачі
G94 – мм/хв
G95 – мм/про G96 Постійна швидкість різання. Програмування обробки із постійною швидкістю різання.
G98 G99 Визначають властивості у Постійних циклах. Задають точку повернення після відпрацювання G81 89
Допоміжні функції М
М00 Технологічний зупинка. Після виконання команди відбувається зупинення роботи за програмою. Продовження роботи – натискання кнопки «Пуск».
М01 Зупинка з підтвердженням. Виконується команда М01 за умови натискання відповідної кнопки на ПУ.
М02 М30 Кінець програми. Кінець блоку програми. Команда завершення відпрацювання цієї УП. На програмоносії (магнітної стрічці, перфострічці) може бути кілька програм. Ця команда фактично означає «кінець стрічки».
М03 М04 Обертання шпинделя. Напрямок обертання шпинделя за годинниковою стрілкою. Напрямок обертання шпинделя проти годинникової стрілки.
М05 Зупинка шпинделя Викликає зупинку шпинделя, вимикає охолодження. М06 Зміна інструменту. Ставить до робочої позиції інструмент, номер якого визначено адресою Т.
М08 М09 Подача СОЖ. Включає охолодження. Вимикає охолодження.
М19 Орієнтований зупинка шпинделя. Викликає зупинку шпинделя в заданому кутовому положенні.
М17 Кінець підпрограми. М20 Зв'язок із зовнішнім пристроєм. Може встановити передачу управління промисловому роботу, ініціалізувати роботу транспортно-накопичувального пристрою та ін.
М41 М42 М43 Діапазон частот обертання шпинделя. Встановлює номер діапазону частоти обертання шпинделя.
Слід зазначити, що ряд функцій, такі як «абсолютна система відліку – G90», розмірність подачі (G94, G95) корекція на діаметр (G40) та інші, автоматично встановлюються при підготовці верстата до роботи (включення електроживлення). Вони називаються «функціями за замовчуванням» та їх початковим станом, зазначається в «Інструкції користувача».
Під адресою F програмується значення подачі, а S – значення частоти обертання шпинделя. Адресна буква Н визначає номер коректора на довжину, а D на діаметр.
Рекомендуємо також
 Продуктивне та репродуктивне мислення
Продуктивне та репродуктивне мислення
 Розумний егоїзм - у чому полягає теорія розумного егоїзму?
Розумний егоїзм - у чому полягає теорія розумного егоїзму?
 Перший президент Росії Єльцин Борис Миколайович
Перший президент Росії Єльцин Борис Миколайович
 Підпільні бої. Королі підпілля. Що таке «бої задля мас»? Де можна побитися за гроші
Підпільні бої. Королі підпілля. Що таке «бої задля мас»? Де можна побитися за гроші
 Яків Павлов та інші герої Сталінграда, яких треба знати
Яків Павлов та інші герої Сталінграда, яких треба знати
 Пережити уві сні аварію на морі - наяву випробувати нове кохання
Пережити уві сні аварію на морі - наяву випробувати нове кохання