Horizontalni rezkalni stroji. Horizontalni rezkalni stroji za kovino
Švicarsko proizvodno in inženirsko podjetje ENCE GmbH (ЭНЦЕ ГмбХ) je bilo ustanovljeno leta 1999, ima 16 predstavništev in pisarn v državah CIS, ponuja opremo in komponente iz proizvodnih obratov v Turčiji in Republiki Koreji, je pripravljeno za razvoj in dobavo v skladu z svojemu posamezniku nalog rezkalni stroji.
Postopek mletja
Rezkanje je tehnološka operacija, povezana s površinsko obdelavo z rezkarji.
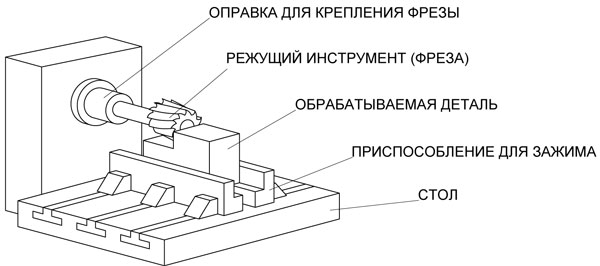
Med postopkom rezkanja se rezalnik v glavnem vrti, podajanje pa poteka v premočrtni in pravokotni smeri glede na rezalnik, t.j. na svojo os. Na mizi rezkalnega stroja je obdelovanec pritrjen s primežem.
Funkcija rezkalnika se razlikuje od funkcij orodij z več rezili, ki jih najdemo na vrtalnih stiskalnicah.
Zaradi pravokotnega podajanja glede na os vrtenja rezalnika se vsak njegov zob dotika obdelovanca, vendar naredi le majhen del svojega vrtljaja. Hkrati deluje več rezalnih zob, vendar lahko deluje samo en zob. Rezalnik ima veliko zob, od katerih vsak deluje kratek čas. Med glavnim delom vrtenja se rezalnik ohladi, kar posledično zagotavlja dolgo življenjsko dobo rezalnika in učinkovitost postopka rezkanja.
Geometrijska struktura vsakega rezalnega zoba rezalnika je podobna vrsti rezalnika. Postopek rezkanja pa ima svojo posebnost: narava stika zob rezkarja s površino dela je občasna, kar ugodno vpliva na proces v smislu zmanjšanja učinka toplote, ki se sprošča pri rezkanju na rezalni rob orodje in povzroča ne tako miren in gladek proces, kot pri struženju.
Glede na obliko zoba so rezalniki razdeljeni na:
- rezalniki, opremljeni s koničastimi zobmi;
- rezkarji z nabrušenimi zobmi.
Pri rezkalnikih prve vrste je rezalni profil zob sestavljen iz ravnih črt, zobje so naostreni vzdolž zadnjega roba, obrnjeni zobje rezalnikov pa so nabrušeni, nasprotno, vzdolž sprednjega roba. Pri ponovnem brušenju se ohrani profil zoba rezkarja s hrbtno stranjo, kar je velika prednost pred koničastimi rezkarji, ki se uporabljajo za rezkanje pri velikih hitrostih in so zato izdelani iz karbida.
Cilindrični rezkarji se uporabljajo tudi za površinsko obdelavo z rezkanjem, ko se miza stroja pomika proti rezkarju (vzgornje rezkanje) ali se premika v isti smeri kot rezkalo (vzponsko rezkanje). Odrezki v obliki vejice se s temi metodami odstranijo z vsakim zobom rezalnika. Pri rezkanju navzgor se debelina odrezka postopoma povečuje, pri rezkanju navzdol pa se med rezanjem zmanjšuje. Rezkanje navzgor prispeva k postopnemu povečevanju obremenitve zoba, kar je prednost, pomanjkljivost te metode pa je poskus rezalnika, da del odtrga s površine mize. Pri vzpenjajočem rezkanju je vse obratno, zato je izbira načina odvisna od specifičnih delovnih pogojev.
Podatki o rezkanju
hitrost rezanja je obodna hitrost vrtenja rezalnika.
V = πD n/1000, m/min,
kjer je D - Ø rezalnika, mm,
Inings- premikanje obdelovanca vzdolž osi rezalnika na enoto časa.
S m = S z z n, mm/min,
kjer je z število rezalnih zob,
n - število vrtljajev, ki jih izvede rezalnik / min
Globina reza- plast kovine, ki odstrani rezila v enem prehodu;
Širina rezkanja- dolžina površine, ki je v stiku z rezalnikom v smeri, pravokotni na smer podajanja.
Debelina čipa- vrednost, ki jo odstrani vsak rezalni zob.
Rezalne sile in moč rezkanja
V procesu rezanja na vsak zob rezalnika deluje določena sila, katere smeri in velikosti se razlikujejo, odvisno od narave rezkanja in smeri podajanja. Pri rezkanju koncev z rezalnikom s protipomikom lahko rezalno silo P, ki deluje na zob rezalnika, razdelimo na dve komponentni količini: tangencialno P z in radialno P y . Glede na radialno silo P y je trn, na katerem je nameščen rezalnik, izračunan za upogibanje. Skupna vrednost P z je definirana kot vsota sil, ki delujejo na zobe:
P z vsota \u003d P z 1 + P z 2 + P z 3 kg
Navor rezkanja:
M \u003d P z D / 2 kg mm,
kjer je D - Ø rezalnika,
Moč mletja:
N = M n / 974000 kW,
kjer je M navor,
n je število vrtljajev rezalnika v 1 minuti.
Glavne vrste rezalnikov
Rezkar je rezkalni stroj, ki je zasnovan za rezanje in ima več zob. Zob ni nič drugega kot rezalnik odrezkov.
Rezanje pri rezkanju pa se razlikuje od postopkov rezkanja v mlinček ali vrtanje. Pri rezalniku, kot smo že omenili, zobje med rezanjem niso vsi vključeni v delo, ampak izmenično. S tem se podaljša življenjska doba rezalnika in poveča učinkovitost postopka rezkanja.
Spodnja slika prikazuje različne rezalnike, ki se med seboj razlikujejo različne lastnosti in značilnosti:
- za njihovo uporabo,
- glede na obliko zob
- v smeri zob
- glede na njihovo izvedbo
- glede na vrsto njihove pritrditve na rezkalni stroj itd.
Glede na zasnovo so lahko rezalniki:
- cela,
- spajkano,
- sestavljanje,
- rezkalne glave na osnovi zamenljivih zob.
1. Trdni rezalniki, to so položaji 1, 2, 4 in 7 na sliki. So enoten kos visokokakovostnega materiala, namenjen izdelavi rezkal in druge rezalne opreme.
2. Za spajkane rezalnike se uporablja običajno poceni konstrukcijsko jeklo. Na zgornji del zoba ali rezalnika je prispajan kos ali plošča iz kakovostne kovine.
3. Rezalnik za tipkanje, to je položaj 3 na naši sliki. Je okroglo telo iz legiranega konstrukcijskega jekla, kamor so zobje vstavljeni in pritrjeni s klinom ali stožčastim zatičem. Za ostrenje se rezalnik za tipkanje ne razstavi, temveč obdela v sestavljenem stanju.
4. Rezkalne glave, na naši sliki je to položaj 15. Glava je opremljena s hitro zamenljivimi zobmi, običajnimi rezalniki. Za ostrenje rezkalne glave ni mogoče razstaviti, temveč obdelati v sestavljenem stanju, ali pa lahko zobe naostrite posamezno in jih nato pritrdite na telo.
Glede na vrsto pritrditve se rezalniki razlikujejo:
- montiran
- rep
- konec
Školjčni rezkarji, položaji 1, 3, 4 in 7 na naši sliki, so rezkarji z luknjo in utorom za ključ, nameščeni so neposredno na ohišje vretena.
Rezalnika repa, položaja 6 in 9, sta nadaljevanje repa (stožčastega ali valjastega) in sta skupaj z repom sestavni del.
Čelni rezkarji, položaj 15, so pritrjeni na konec gredi s sorniki.
Glede na obseg rezalnika so razdeljeni na naslednje glavne vrste:
- za ravnalno obdelavo,
- z režami (poz.5),
- žlebljen (položaji 4, 9 in 6),
- vogal (položaji 7 in 8),
- oblikovan (položaj 10),
- za rezanje zob (položaji 11, 12 in 16),
- za vrezovanje navojev (položaji 14 in 13) in
- poseben.
Osnovne operacije, ki se izvajajo z rezkanjem z različnimi rezkarji
Spodnja slika prikazuje številne operacije, ki se izvajajo z različnimi vrstami rezalnikov v procesu rezkanja.
Cilindrični in čelni rezkarji, položaji 1 in 2 na sliki 3, se uporabljajo za obdelavo ravnin. Namen rezalnikov diskov, koncev, utorov in vogalov, položaj 3 na sliki, je ustvarjanje utorov in utorov na obdelovancu. Položaj 4 prikazuje oblikovane rezila, ki se uporabljajo za obdelavo oblikovanih površin. Rezalniki diskov in prstov v obliki modulov, položaji 5 in 6, režejo zobe na zobnikih.

Rezkalni stroji
Glavne vrste rezkalnih strojev:
1) strojna orodja glavni namen: vodoravno rezkanje, univerzalno rezkanje in vertikalno rezkanje.
2) stroji za določen namen in specializirani.
Horizontalni rezkalni stroji so opremljeni s ležiščem, po katerem se konzola z vodili premika v navpični smeri, vzdolž katere pa vzporedno z osjo vretena poteka prečni drsnik. Miza z menjalnikom in podajalnikom se premika v smeri, pravokotni na os vretena.
Rezkarji so pritrjeni na trn. Končni rezkarji so vstavljeni v vreteno in centrirani s stožčastim nastavkom.
Mizo univerzalnega rezkalnega stroja je za razliko od vodoravnega rezkalnega stroja mogoče obrniti v vodoravni ravnini za 45 stopinj. Tako se smer podajanja mize lahko spremeni glede na os vretena od 45 do 90 stopinj, kar je potrebno pri rezkanju spiral.
Vertikalni rezkalni stroji imajo navpično vreteno, sicer pa so enaki horizontalnim rezkalnim strojem.
Mize vzdolžnih rezkalnih strojev se lahko premikajo le v vodoravni ravnini, ki se nahaja pravokotno na osi navpičnih ali vodoravnih vreten, katerih prisotnost omogoča obdelavo delov z več strani hkrati. Deli se obdelujejo z rezkarji v stiku z vreteni. Miza se ne razteza in ne premika v prečni smeri, orodja pa so nameščena tako, da se vretena raztegnejo vzdolž njihove osi in pomikajo vzglavja vzdolž vodil.
Vrtiljačni rezkalni stroji, ki se uporabljajo za neprekinjeno obdelavo ravnih površin, imajo okrogle mize velikih premerov, deli se odstranijo, ko se miza še naprej vrti.
Namen bobnastih rezkalnih strojev je enak kot pri rotacijskih rezkalnih strojih. Razlika je v tem, da se na bobnastih rezkalnih strojih vzporedne ravnine obdelujejo hkrati z dveh strani. Znotraj okvirja teh strojev se vrti boben, na katerega se namestijo deli, ki jih je treba obdelati, in se odstranijo končni. Rezalniki so v naglavnem delu, vsak par rezalnikov izvaja zaporedno najprej grobo, nato fino rezkanje. Ti stroji imajo dobro togost in visoko produktivnost.
Specializirani rezkalni stroji obdelujejo predvsem velike dele v množični proizvodnji.
Opis in načelo delovanja rezkalnih strojev
Ena od vrst univerzalnih orodij je rezkalni stroj. Gre za strojno orodje z rezalnim orodjem, imenovanim rezkalnik z veliko rezili. Glavno gibanje rezalnika je njegovo vrtenje. Rezalnik je nameščen na navpični gredi. A gred je mogoče namestiti tudi drugače, tako da gleda na obdelovanec pod kotom. Mizo stroja lahko premikate ročno ali s pogonom, vendar mehanskim. Hkrati se nadzor izvaja precej natančno na tehtnicah, ki imajo sistem optičnega zooma.
Gred rezkalnega stroja ali, kot se običajno imenuje, vreteno, na katero je nameščen rezalnik, je vodoravno. Del, ki ga je treba obdelati, je pritrjen na mizo. Miza pa je najpreprostejša, s premikanjem po 3 oseh. Obstajajo tudi univerzalne mize. Ti imajo možnost obračanja pod kotom.
Sodobni inženiring omogoča obdelavo delov s kompleksno profilno površino: to so lahko površine matric, kalupov, kjer je pomembno oblikovanje itd.
Za pridobitev delov s takšnimi površinami se uporabljajo takšne vrste obdelave, kot so litje, žigosanje, rezanje. Toda samo rezanje omogoča pridobivanje površinskih parametrov, ki so blizu določenih vrednosti (nastavljenih vrednosti), in skrajša čas za nadaljnjo obdelavo. Pogosto je mletje edino možna metoda izvajati tovrstno predelavo, saj je toliko strojegradnih tovarn in obratov prešlo na množično in maloserijsko proizvodnjo. In v tovrstnih proizvodnjah velja, da je obdelava delov z rezkanjem stroškovno učinkovita.
Postopek tehnološke obdelave površin s kompleksnim profilom temelji na naslednjih operacijah:
1) spravilo, 2) mletje, 3) dodelavo.
Postopek končne obdelave se izvaja ročno. Kompleksnost te operacije in stroške dela zanjo določajo končni površinski parametri, ki potekajo po rezkanju. Če je v fazi rezkanja zagotovljen visok razred hrapavosti, je mogoče zmanjšati čas, porabljen za končno obdelavo. Za dodelavo je najbolj zamudna faza v procesu tehnološke obdelave.
Razvrstitev in namen rezkalnih strojev
Površine se lahko obdelujejo na rezkalnih strojih različne oblike. To so zunanje in notranje ravnine. Obdelate lahko:
- utori;
- letala;
- utori;
- linearno oblikovane površine.
Za obdelavo slednjih se uporabljajo posebne vrste rezkalnih strojev, saj gre za delo s kompleksnimi prostorskimi ravninami. Za stružnicami rezkalni stroji so na enem od vodilnih mest po svoji razširjenosti, saj so zelo produktivni in precej vsestranski.
Vrste rezkalnih strojev:
- konzola- rezkalni stroji;
- rezkanje brez konzole;
- vzdolžno rezkanje;
- kopirno rezkanje.
Lahko so navpične, vodoravne, univerzalne in zelo vsestranske. Ta stroj je zelo priljubljen. Opremljanje s konzolo ga razlikuje od drugih vrst strojev. Konzola, ki je togo pritrjena na telo samega stroja, se premika vzdolž vodil na okvirju, drsnik, ki se nahaja na vrhu, pa premika konzolo v prečni smeri. Za razliko od vretena, ki se praktično ne premika, se miza premika na tej vrsti stroja. Na njem je pritrjen obdelovanec, skupaj s katerim se premika v prostoru, pri čemer izvaja tako pravokotne premike kot premike pod kotom glede na os vretena.
Obdelava na rezkalnih strojih. Vrste rezkanja
Rezkalna obdelava je povezana z izvajanjem operacij na delih različnih ravnin in površin na rezkalnih strojih. To so operacije, ki so neposredno povezane z:
- ravninska obdelava;
- oblikovane površine;
- rezanje žlebov;
- rezanje niti;
- rezanje zob na zobnikih;
- tako, da preprosto odrežete kos kovine.
Univerzalni rezkalni stroj
Na univerzalnem rezkalnem stroju so ravne in oblikovane površine (zunanje in notranje), utori, izbokline, rotacijski telesi, luknje, navojne povezave, zobniki. Ta vrsta stroja se pogosto uporablja v oddelkih za popravila, ključavničarjih, mizarskih delavnicah in delavnicah, opremljena z digitalno merilno napravo v treh oseh: navpična konzola v hitrem načinu, podajanje mize v obe smeri v hitrem načinu. V stroju je delujoč sistem osvetlitve in hlajenja.
Izvedene operacije: postopki vrtanja, rezkanja, vrezovanja navojev itd.
CNC vodoravni rezkalni obdelovalni center
Horizontalni CNC rezkalni obdelovalni center spada v težke serije te vrste oblikovanja in je zasnovan za naslednje vrste obdelave: grobo obdelavo, polfinalno obdelavo in končno končno obdelavo. Delo v težkih funkcionalnih pogojih obdelave velikih delov telesa z kompleksna zasnova Izdelan iz litega železa, konstrukcijskega jekla, nerjavnega jekla, toplotno odpornega jekla in zlitin, ta center zagotavlja visoko togost in odpornost na tresljaje. Hidrodinamična vodila stroja zagotavljajo varnost natančnih parametrov, pa tudi možnost rezanja težko rezanih materialov.
Dimenzije obdelovalne mize: 630x630 mm;
Premiki v osi X/Y/Z: 900/800/710 mm;
Hitrost vretena: 4500 vrt/min. (910 Nm - 1080 Nm);
Število orodij: 60;
CNC sistem;
Osnovna oprema za CNC horizontalni rezkalni obdelovalni center
- CNC sistem z barvnim grafičnim zaslonom;
- Vrtljiva miza;
- Trgovina z orodjem;
- Sistem hlajenja vretena;
- sistem za dovod hladilne tekočine;
- Ohišje, ki v celoti pokriva delovno območje stroja;
- Daljinec;
- Komplet orodja za vzdrževanje;
- Tračni transporter z vozičkom (za odstranjevanje odrezkov);
- Svetilka za osvetlitev delovnega prostora;
- Samodejni izklop prehrana;
- korito;
- Sistem za hlajenje električnih omar;
- Navodila za uporabo in popravilo stroja
Delo se izvaja na rezkalnih strojih
Obseg dela, ki ga je mogoče opraviti na rezkalnih strojih, je zelo raznolik in velik. Gre za postopke za obdelavo ravnin, rezkanje utorov in žlebov, rezkanje oblikovanih površin, rezkanje vrtljivih površin, rezanje zob zobnikov itd.
Vrste dela na uporabljenih rezkalnih strojih in orodjih:
- Površinska obdelava s cilindričnim rezalnikom s spiralnim zobom
- Obdelava ravnine s končnim rezkarjem z vstavljenimi zobmi
- Stransko rezanje z rezalnikom diskov
- Obdelava obeh strani odprte reže z dvostranskim rezalnikom diskov
- Rezkanje utora s tristranskim rezalnikom
- Rezkanje dveh strani odprte utore s končnim rezkanjem
- Rezkanje utora s končnim rezkanjem
- Rezkanje stranic izrastka s kompletom dveh diskovnih dvostranskih rezalnikov
- Rezkanje polkrožnega utora z oblikovanim polkrožnim rezalnikom
- Rezkanje kompleksnega profila z montažnim kompletom rezalnikov različnih vrst.
Orodje za rezkalne stroje
Med napeljavami, ki so na voljo za rezkalne stroje, so univerzalne, normalizirane in posebne. Po vrsti so razdeljeni na enomesečne in večmestne, med katerimi so fiksne, premične in rotacijske za neprekinjeno rezkanje.
Delilne glave, ki jih poznamo vsem, strojni primeži, vrtljive mize, kotne mize, vrtljive mize so univerzalne rezkalne naprave.
Strojni primeži so običajno opremljeni z običajno ročno vijačno objemko (ekscentrično ali pnevmatsko) za pritrditev delov nanje.
Najpogosteje uporabljen pnevmatski primež z gumijasto membrano. Obdelovanec je vpet med čeljusti. Z vstopom zraka v komoro primeža se membrana premika skupaj z diskom in palico, palica pa obrne ročico ročice, obdelovanec pa je pritrjen s silo 900 kg pri zračnem tlaku 4 atm.
Delilne glave spreminjajo kot dela glede na rezalnik in so razdeljene na preproste, univerzalne in optične. Obstajajo trije načini delitve z delilnimi glavami: neposredni, preprosti in diferencialni. Neposredna metoda preprosto vključuje obračanje glave (delitvenega) vretena skozi vnaprej določen kot. V ta namen so primerne preproste in univerzalne glave.
Področja uporabe univerzalnih razdelilnih glav so zelo raznolika:
- za občasno vrtenje obdelovanca z določenimi danih kotov
- za neprekinjeno vrtenje obdelovanca pri rezkanju spiral
- da se obdelovancu da določen kotni položaj glede na ravnino mize na stroju
Če je treba upoštevati natančno rotacijo obdelovanca do želenega kota (dopustna napaka max. 0,25 '), se uporabijo optične delilne glave, opremljene s številčnico. Lestvica okončin se opazuje skozi okular optičnega sistema znotraj delilne glave.
Če je treba obdelovanec zasukati v vodoravni ravnini, uporabite vrtljivo univerzalne mize. Takšne mize se premikajo ročno ali mehansko.
Če želite del postaviti glede na ravnino same mize rezkalnega stroja pod določenim kotom, dajte prednost vogalnim mizam.
Za pozicijsko obdelavo so izbrane vrtljive mize.
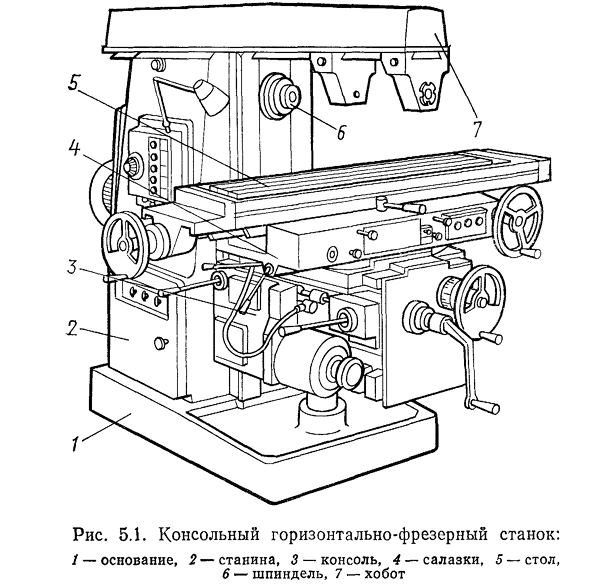
Konzolni rezkalni stroj
- osnova v obliki škatle, kjer se nahajata menjalnik in krmilna enota menjalnika;
- sklop vretena;
- prtljažnik;
- vzmetenje;
- trni za rezkanje vretena;
- konzola;
- sani;
- miza, kjer je del postavljen za obdelavo;
- osnovna plošča.
Rezkalni stroji brez konzole razdeljeno:
- za navpične in
- vodoravno.
Brez konzole rezkalni stroji navpični tip se uporablja za izvajanje operacij na delih precej velike velikosti. Rezkanje se izvaja pri visoki hitrosti s samodejnim krmilnim ciklom. Samodejni cikel izvaja:
- potek dela,
- vzvratno pri visoki hitrosti in
- ustavi.
Na sodobnih rezkalnih strojih brez konzole se rezalnik samodejno umakne s površine dela, da se zaščiti. Proces rezkanja se na teh strojih izvaja z veliko hitrostjo, kar je njihova velika vrednost. Stroj obdeluje dele karoserije z velikim dodatkom za obdelavo. Tabela navpično gibanje nima, le prečno in vzdolžno gibanje. Glava vretena se premika navpično. Samo vreteno stoji pokonci in ima veliko število vrtljajev, do 1250 vrt/min, tako da rezkanje poteka pri zelo visoki hitrosti.
CNC rezkalni stroj
CNC rezkalni stroji so stroji z avtomatskim krmilnim sistemom. Avtomatizacija premika mizo in nadzoruje hitrost vretena. Včasih je vreteno nameščeno na voziček ali drsnik, kar prispeva k njegovemu premikanju v smeri vzdolž osi in navpično. Na tej vrsti CNC stroja se deli serijsko obdelujejo z visoko natančno površinsko obdelavo v tridimenzionalnem prostoru. Na primer deli za letalstvo oz energetska industrija kot so lopatice propelerja letal in helikopterjev, lopatice turbin in veliki industrijski ventilatorji.
Ko že govorimo o kopirnih rezkalnih strojih, se takoj pojavi ideja o kopiranju, ustvarjanju kopije ali reprodukciji nečesa, ponavljanju kopije. Zato kopirni rezkalni stroji na delu ustvarijo neravno površino, medtem ko obdelujejo ukrivljene površine matric, štancarjev, ki se nato uporabljajo za žigosanje delov iz jeklene pločevine. Hkrati je nastala oblika tako rekoč kopirala dani vzorec in mu postala podobna. Pri obdelavi rezalnik premakne profil kopirnega stroja na obdelovanec.
Če je na CNC rezkalnem stroju nameščen avtomatski menjalnik rezalno orodje, potem bo stroj opravljal funkcije obdelovalnega centra, medtem ko bo v samodejnem načinu izvajal veliko dejanj obdelave.
Številčno nadzor programa prispeva k izvajanju najzahtevnejših tehnoloških dejanj za obdelavo delov v avtomatskem načinu. Ukrepi operaterja med delovanjem niso potrebni. Krmilni sistem je naložen s programi za različne korake obdelave. Program obdelave se izbere pred začetkom postopka. Izbira programa izvaja upravljavec s kontrolne točke. Z istega mesta lahko upravljate stroj v ročnem načinu in izklopite stroj v nujnih primerih. Vizualni sistem prikazuje vsa dejanja, ki jih izvaja stroj, operater spremlja izvajanje operacij na zaslonu zaslona.
Na CNC rezkalnem stroju se obdelujejo deli iz litega železa, jekla, pa tudi lahkih kovinskih zlitin. Na tej opremi se deli karoserije obdelujejo s celotnim obsegom operacij v 3 koordinatah (X, Y, Z) v osnovni različici stroja in v štirih ali petih koordinatah - v izbirni različici CNC stroja, razvitem v luči najnovejših svetovnih tehnologij, potrebnih za manjšo in posamično proizvodnjo.
Predlagani stroji so opremljeni s CNC sistemom, grafičnim zaslonom, ki zagotavlja visoko natančno izvajanje ukazov. Servo pogoni, opremljeni z digitalnim krmiljenjem, zagotavljajo natančno in hitro premikanje po treh oseh.
Optimalno specifikacije stroj vam omogoča izvajanje številnih operacij z eno nastavitvijo: rezkanje, vrtanje, vrtanje, vrezovanje navojev. Okovje za mizo in čeljusti iz posebnega litega železa visoke trdnosti, ki ima visoko togost in odpornost na vibracije, kot tudi oblikovanje močno vreteno in avtomatiziran sistem za dovajanje hladilne tekočine v območje rezanja prispevata k rasti visoke priljubljenosti stroja.
Osnovna oprema CNC rezkalnega stroja:
- Siemens CNC sistem;
- Zaščitni pokrov;
- Avtomatiziran sistem hlajenje;
- Ločevalnik olja in hladilne tekočine;
- Avtomatski sistem mazanja;
- Montažni vijaki za namestitev na temelj;
- Električni izmenjevalnik toplote v omari;
- Signalizacija;
- Dokumentacija v ruščini.
CNC rezkalni stroji so oprema, ki ustreza visoki ravni sodobnih umetnih rešitev, s pomočjo katerih se dosežejo precizni deli z visokimi plodovitimi donosi.
Vertikalni rezkalni stroj. Opis.
Navpični rezkalni stroj lahko izvaja številne operacije rezkanja različne vrste rezalniki
Namen vertikalnih rezkalnih strojev je vrtanje, vrtanje in vrtanje lukenj, obdelava vodoravnih in navpičnih ravnin, rezanje utorov, okvirjev, vogalov, rezanje zob zobnikov itd.
Stroj lahko obdeluje jeklene, litoželezne površine, obdeluje tudi dele iz zlitin, barvnih kovin, plastike itd. Med obdelavo se rezalnik začne vrteti z vretenom in izvaja rotacijske premike. Obdelovanec, ki se obdeluje, je tudi v gibanju. Ali je naravnost oz krivolinijsko gibanje in se imenuje mletje. Del ali obdelovanec je pritrjen na stroj z žeblji, strojnim primežem.
V navpičnem konzolnem rezkalnem stroju je vreteno nameščeno navpično.
Vertikalni rezkalni stroji brez konzole obdelujejo navpične nagnjene površine. Postelja je nameščena neposredno na temelj. Na vodilih postelje se premikata drsnik in miza. Ta različica stroja ji zagotavlja visoko togost, togost zagotavlja natančnost obdelave in sposobnost dela s celotnimi obdelovanci.
rezkalni stroji navpična zasnova enostaven za uporabo zaradi hitre menjave orodja in napeljave.
Horizontalni rezkalni stroj. Opis
Za razliko od vertikalnih rezkalnih strojev, strojev vodoravni tip vreteno je vodoravno. Na horizontalnih rezkalnih strojih se lahko uporabljajo skoraj vse vrste rezalnikov.
Za namestitev rezalnika se uporablja trn z dolžino, ki je sorazmerna s širino namizja.
Vsi pomiki za vodoravne rezkalne stroje se izvajajo s premikom mize. Krmiljenje mize je lahko ročno ali mehanizirano. Del, ki ga je treba obdelati, je pritrjen v T-reže mize. Praviloma se miza premika v treh smereh. Toda v nekaterih primerih navpično gibanje ne zagotavlja premikanje mize, temveč gibanje rezkalne glave.
Na nekaterih rezkalnih strojih vodoravnega tipa je miza z rotacijsko napravo, ki zagotavlja vodoravno vrtenje ±45 °. To ima prednost, da se obdelovanec lahko poda pod kotom na os gredi (vreteno).
Vertikalni-horizontalni rezkalni stroj. Opis
rezkalni stroji zgornje vrste so zasnovane za obdelavo navpičnih, vodoravnih, nagnjenih površin, utorov v delih velike velikosti. Njihovo telo je praviloma izdelano iz litega železa in je lita struktura. Prednosti tako toge zasnove:
- dobro blaži vibracije
- zagotavlja odlične parametre hrapavosti med obdelavo.
Tako kot rezkalni stroji brez konzole tudi ti stroji nimajo konzole. Postelja je nameščena neposredno na temelj. Na vodilih postelje se premikata drsnik in miza. Ta različica stroja ji zagotavlja tudi visoko togost, togost zagotavlja natančnost obdelave in možnost dela s celotnimi obdelovanci in deli.
Navpična glava tega vertikalno-horizontalnega rezkalnega stroja ima vrtenje ±45 stopinj.
Krmilne komponente se nahajajo na lokalni nadzorni plošči. To zagotavlja dodatno udobje pri upravljanju stroja, saj se lahko v času krmiljenja nahaja v bližini stroja.
rezkalni stroji vertikalno-horizontalni tip spadajo v široko paleto rezkalnih strojev.
Priporočeni rezkalni stroji
Rezkalni stroji serije UNF 1

Serija UNF1 - stabilna zasnova in visoka natančnost obdelave
Posebnosti:
- zelo veliko namizje
- univerzalna rezkalna glava, ki se lahko namesti pod poljubnim prostorskim kotom
Standardni dodatki:

| Specifikacije UNF 1 | ||
|---|---|---|
| Delovna cona | ||
| Montažna površina mize | 1120 x 260 | |
| T-oblika utori (število-širina-razdalje) | 5-14-50 | 350 kg |
| Podajalec | X potovanje | 600 mm |
| Potovanje po osi Y | 300 mm | |
| Z potovanje | 440 mm | |
| Hitrost vožnje po osi X | 24 - 720 mm/min | |
| Hitri tek po osi X | 1040 mm/min | |
| Navpična. rezkalna glava | ||
| Konus vretena | ISO 40 | |
| Hitrost vretena | 40–1600 vrt./min | |
| Konzola | 60–500 mm | |
| Razdalja od nosu vretena do mize | 0–440 mm | |
| Razpon vrtenja glave | 360° | |
| Vodoravna rezkalna glava | ||
| Konus vretena | ISO 40 | |
| Hitrost vretena | 40–1600 vrt./min | |
| Pogonska moč | ||
| Glavni motor | 2,2 kW | |
| Dimenzije D x Š x V | 1655 x 1325 x 1730 mm | |
| Teža | 1360 kg | |
Rezkalni stroji serije UNF 10, UNF 12B, UNF 15B
Posebnosti:
- Opremljen s servo x, y, z
- Veliko območje delovanja
- Brezstopenjsko pomik preko servomotorja in aksialnega krmilnika (angleška proizvodnja) v vseh oseh
- Hiter dostop v vse smeri
- Vsi zobniki so utrjeni, brušeni, nitrirani in med vrtenjem tečejo skozi oljno kopel
- Hkraten vklop pomika in vpenjanje mize je izključen
- Vodilne tirnice imajo Turcite-B prevleko
- Osi se lahko poganjajo istočasno
- Obstaja dvojno število vseh krmilnih elementov: za upravljanje stroja s sprednje in z leve strani
- Stabilna vodila nadlakti (koordinata y), odporna na poševno vodilo, kvadratna vodila v koordinatah x in z
- Univerzalno rezkalno glavo je mogoče nastaviti na poljuben prostorski kot
- Avtomatsko mazanje
- Široka paleta dodatkov
- Nagibna nadzorna plošča z vsemi funkcionalnimi elementi
- Zavora vretena
Standardni dodatki:
- univerzalna vrtljiva glava
- pomožna orodja
- centralizirano avtomatski sistem maziva
- razpršilnik hladilne tekočine
- protokol končni izdelki po DIN 8615
| Specifikacije | UNF 10 | UNF 12B | UNF 15B |
|---|---|---|---|
| Namizna plošča (D x Š) | 1235 x 460 mm | 1635 x 500 mm | 2000 x 500 mm |
| Število T-rež | 5 | 5 | 5 |
| Velikost T-reže | 18 mm | 18 mm | 18 mm |
| Širina T-reže | 80 mm | 80 mm | 80 mm |
| Razdalja med T-režami | 900 mm | 1300 mm | 1500 mm |
| Vzdolžno premikanje mize vzdolž osi X | 450 mm | 450 mm | 500 mm |
| Bočno gibanje osi Y | 650 mm | 650 mm | 650 mm |
| Razpon kota glave | 360° | 360° | 360° |
| Objemka za vreteno | ISO 40 | ISO 50 | ISO 50 |
| Hitrost vretena | (27) 30–2050 mm/min | (27) 30–2050 mm/min | (27) 30–2050 mm/min |
| Vzdolžni pomik (brezstopenjsko) | 10–1000 mm/min | 10–1000 mm/min | 10–3000 mm/min |
| Prečni pomik (brezstopenjsko) | 10–1000 mm/min | 10–1000 mm/min | 10–3000 mm/min |
| Navpični podajanje (brezstopenjsko) | 6–640 mm/min | 5–500 mm/min | 5–500 mm/min |
| Visoka vzdolžna hitrost | 2540 mm/min | 2200 mm/min | 2200 mm/min |
| Hitro premikanje | 2540 mm/min | 2200 mm/min | 2200 mm/min |
| Hitro premikanje navpično. | 1700 mm/min | 1300 mm/min | 1100 mm/min |
| Razdalja nos vretena - miza | 50 - 500 mm | 80 - 530 mm | 50 - 530 mm |
| Odhod | 63 - 713 mm | 60 - 760 mm | 28 - 760 mm |
| Moč glave. motor | 5,5 kW | 7,5 kW | 7,5 kW |
| Aksialni pogoni | DC servo | DC servo | DC servo | 800 kg | 1800 kg | 1800 kg |
| Dimenzije (DxŠxV), mm | 1940 x 2200 x 2115 | 2140 x 2621 x 1940 | 2140 x 2986 x 1940 |
| Teža | 3000 kg | 3400 kg | 5500 kg |

| Značilnosti | Priporočen stroj |
| Potovanje vzdolž osi X, mm | 1400 |
| Pomik osi Y, mm | 600 |
| Gibanje vzdolž ogh 2, mm | 600 |
| Dimenzije mize, mm | 1700 x 410 |
| T-reže, mm | 4 x 18 x 70 | 1200 |
| Pomik osi, mm/min Hiter tek mm/min |
X Y Z 10-3000 X Y Z 4800 |
| Vrsta vretena | NT50 |
| Premer, mm | 127,53 |
| Hitrost vretena, vrt./min | 60-3000 |
| Razdalja od glave vretena do površine mize, mm | 690 |
| Moč glavnega pogona, kW | 10 |
| Teža stroja, kg | 4300 |
Predlagani stroj ima zaradi več manjšo porabo energije, kar pa ne vpliva na zmogljivost visoke hitrosti obravnavati. Dimenzije tabele vam omogočajo, da združite dve vrsti strojev, vključenih v projekt, v eno.
Vsebina dobave
Teleskopska os X
Teleskopski stroji za napenjanje po osi Y
Pri izdelavi različnih kovinskih delov je skoraj nemogoče storiti brez uporabe. Kar je priročno, rezkalni stroj za obdelavo kovin se enako uspešno uporablja tako v proizvodnih pogojih kot v domačih delavnicah. Treba je opozoriti, da je oprema te kategorije najpogostejša na področju obdelave kovin.
Skoraj vse modifikacije oprema za mletje delujejo na podobnem principu in imajo podobno zasnovo. Razlike med modeli takšnih strojev so lahko v njihovi funkcionalnosti, ki se oblikuje z dodajanjem dodatnih komponent in sistemov v njihovo zasnovo.
Sorte rezkalnih strojev
Navajamo glavne vrste rezkalnih strojev, katerih vsaka sorta se včasih bistveno razlikuje od svojih kolegov in ima veliko razlik v zasnovi in v svojem delovnem namenu.
Vertikalno rezkanjePrecej pogosta vrsta stroja v tej kategoriji je navpični rezkalni stroj. Delovna orodja za takšne stroje so oblikovana, valjasta, končni mlini, lahko izvajate tudi postopke vrtanja. Navpični rezkalni stroj vam omogoča, da izvedete naslednje tehnološke operacije: obdelava zobnikov in različnih utorov, vogalov, elementov okvirja, navpičnih in horizontalnih površin na delih iz različnih kovin.

Rezkalni stroji te vrste nimajo konzole v svoji zasnovi, njihovo namizje pa se premika po vodilih, ki se nahajajo na okvirju opreme. Za stroj navpičnega tipa je zaradi posebnosti svoje zasnove značilna visoka togost, ki omogoča obdelavo kovinskih delov na njem z visoka stopnja kakovost. Menjalnik takšnega rezkalnega stroja se nahaja v glavi vretena.
Vertikalni rezkalni stroji so razdeljeni v dve kategoriji, ki jih odlikuje prisotnost konzole v zasnovi. Njihova imena so:
- navpični rezkalni stroji brez konzole;
- navpični konzolni rezkalni stroji.
Pri konzoli se razlikuje po tem, da se lahko njeno vreteno in rokav premikata glede na os opreme. Razlike v njihovem dizajnu so jasno vidne na fotografiji.

Horizontalno rezkanje
Horizontalni rezkalni stroj je znan po tem, da je njegovo vreteno nameščeno v vodoravni ravnini. Oprema te skupine omogoča obdelavo delov, ki imajo majhne skupne dimenzije. Vsestranskost ta stroj zagotovljeno zaradi dejstva, da kot delovno orodje uporablja rezila končne, valjaste, oblikovane, končne in kotni tip. Horizontalni rezkalni stroj v svoji standardni konfiguraciji ne omogoča obdelave dela vzdolž vijačne površine, za to mora biti opremljen s pomožnimi napravami.

Naprava strojev vodoravne rezkalne skupine omogoča namestitev njihovega namizja vzporedno, pa tudi pravokotno na os vretena. Vse delovne in pogonske enote te opreme so nameščene na okvirju, menjalnik, ki nadzoruje hitrost vrtenja vretena, pa je nameščen v njegovem notranjem delu.
Vrtanje in rezkanjeStroji, ki spadajo v kategorijo vrtalnih in rezkalnih, so zasnovani za obdelavo ne le vodoravno in navpične površine, ampak tudi nagnjena. Uporabljajo se tudi za obdelavo utorov velikih delov.
Tak stroj za rezkanje kovin ima vrtalno in rezkalno glavo, ki omogoča izvajanje nagnjenih vrtalnih operacij in površin stroja, ki se nahajajo pod kotom na vodoravno os. Posebnost takšnega stroja je, da lahko njegova delovna glava deluje v vzvratnem načinu.

Zaradi svoje vsestranskosti, zaradi možnosti izvedbe dveh najbolj priljubljenih operacij so takšni stroji zelo koristni z ekonomskega vidika, pa tudi z vidika prihranka prostora v proizvodnem prostoru. Le malo domačih mojstrov bo zavrnilo takšno napravo doma, saj takšna naprava v svoji zasnovi združuje več učinkovitih in uporabnih naprav hkrati.
UniverzalniTakšni stroji za obdelavo kovin so zelo priročni za opremljanje zasebnih delavnic ali srednje velikih delavnic, specializiranih za mehanska popravila. Univerzalni stroji omogočajo obdelavo vodoravnih in navpičnih ravnin, pa tudi spiralnih površin in žigov.

Tak stroj za kovino se razlikuje naslednje oblikovne značilnosti: sklop vretena, škatla, kot tudi glavna vozlišča se nahajajo v notranjosti ležišča. Zasnova stroja zagotavlja navpična in vodoravna vodila, po katerih se premikata njegova konzola in namizje. Delovno površino je poleg tega mogoče nastaviti glede na vreteno opreme pod želenim kotom, kar omogoča obdelavo kovinskih delov tudi najbolj zapletene konfiguracije.
namizje
Tako zelo kompaktna oprema nameščena doma, v delavnicah izobraževalne ustanove in v majhnih proizvodnih trgovinah vam omogoča izvajanje različnih tehnoloških operacij: rezanje navojev, vrtanje lukenj, obdelava vseh vrst delov in materialov različne vrste rezalniki in drugo.
To vrsto odlikuje dobra natančnost, saj ima njihova zasnova izjemno togost (seveda ob pravilni namestitvi). Takšne konzolne rezkalne stroje odlikuje visoka produktivnost, zaradi česar jih je mogoče uporabiti za proizvodnjo izdelkov v serijskih serijah. Kljub visoki zmogljivosti in široki funkcionalnosti te stroje odlikuje nizka poraba energije in kompaktna velikost, ki jim omogoča priročno namestitev tudi na majhnem območju.

Takšne naprave se aktivno uporabljajo v različnih panogah pri množični proizvodnji visokokakovostnih delov. CNC stroji so zelo produktivni in lahko zagotovijo neprekosljivo kakovost ne v enem izvodu, temveč v toku, zaradi česar so nepogrešljiva oprema v kateri koli večji panogi. Razlike med takšnimi stroji in vsemi drugimi vrstami rezkalnih strojev so tako pomembne, da zahtevajo podrobno analizo v ločenem članku.
CNC stroji, ki obdelujejo dele iz različnih kovin z visoko produktivnostjo in natančnostjo, imajo eno veliko pomanjkljivost: dostojne stroške, vendar jih v celoti nadomestijo naslednji pozitivni dejavniki:
- zmanjšanje potrebe po usposobljenih strokovnjakih v proizvodnji;
- visoka produktivnost v primerjavi z ročnimi stroji;
- skrajšanje trajanja proizvodnih ciklov;
- pospešiti prehod na proizvodnjo novih izdelkov.

Razlika med tovrstnimi napravami in prejšnjim tipom rezkalnih strojev je v še večji vsestranskosti, še večji natančnosti in hitrosti. Obseg dela, ki ga takšne naprave lahko opravljajo, vključuje ogromen seznam operacij in procesov, ki so povpraševani v najbolj visokotehnoloških in odgovornih panogah. Sodobno programsko opremo za obdelovalne centre izdelujejo velika svetovna podjetja. Delo obdelovalnih centrov bo podrobno obravnavano v ločenem članku.

Namizni CNC
Ločeno kategorijo sestavljajo vrste rezkalnih strojev, opremljenih s CNC (računalniško numerično krmiljenje). Takšna oprema spada v kategorijo profesionalne, njeno delovanje nadzorujejo posebni krmilniki, ki morajo biti povezani z računalniško napravo. Tako kot druge vrste rezkalnih strojev lahko tudi CNC modeli izvajajo različne tehnološke operacije na kovini: vrtanje, pogrezenje, vrtanje itd.

Če imate na razpolago tak stroj, lahko izvajate vse vrste rezkalnih operacij s skoraj vsakim materialom. Če primerjamo vodoravni rezkalni stroj in stroj univerzalnega tipa, je njegova glavna razlika v tem, da njegova zasnova predvideva dodatno glavo vretena, ki je nameščena na posebnem premičnem deblu in se lahko vrti pod katerim koli kotom glede na obdelovanec.
Priročno je, da lahko obe vreteni takega stroja obdelujeta dele tako skupaj kot brez povezave. Na vrtljivo glavo je mogoče namestiti tudi drugo nadglavno rezkalno glavo, s katero lahko obdelujete kovinske dele še bolj kompleksne konfiguracije - vrtanje, vrtanje, pogrezenje itd.

Obstajajo tudi modeli strojev širokega namena, ki v svoji zasnovi nimajo konzolne plošče. Namesto tega je nameščen voziček, ki se premika vzdolž navpičnih vodil. Na navpičnem drsniku tega vozička se lahko uporabljajo različne naprave (na primer ločilna miza). Takšni stroji so nekoliko cenejši, vendar so sposobni opraviti tudi precej velik seznam tehnoloških nalog.
Pri izbiri rezkalnega stroja se morate najprej odločiti, za kaj je namenjen. Ta pristop k izbiri opreme vam bo dal možnost, da jo kupite v celoti v skladu z vašimi potrebami in tudi ne preplačate za funkcije, ki jih nikoli ne boste potrebovali.
Načelo delovanja rezkalnih strojev
Skoraj vsi rezkalni stroji delujejo po istem principu. Razlike so lahko le v njihovi funkcionalnosti.
Glavni konstrukcijski elementi takih strojev so: podporni okvir, delovna miza, vpenjalni elementi, klešče in vpenjalna vpenjalna vpenjalna vpenjača, v katerih je pritrjeno delovno orodje, portal z pritrjenim vretenom, ki se lahko premika, pogonski motor .
Delovno orodje katerega koli rezkalnega stroja je rezalnik, katerega zasnova in dimenzije so odvisne od konfiguracije dela, ki ga je treba obdelati. Delovno orodje je pritrjeno v vpenjalno vpenjalno vpenjalo s pomočjo stebla, vrtenje pa se nanj prenaša s pogonskega motorja skozi zobniški sistem. Glavni namen rezalnika je odstraniti odvečno plast kovine z obdelovanca, kar je pravzaprav bistvo obdelave na takšnem stroju.
Strojno vreteno je nameščeno na premičnem portalu, katerega gibanje nadzorujejo posebni krmilniki, če govorimo o CNC opremi. Elektronski sistem takšne opreme vključuje CNC krmilnike (računalniško numerično krmiljenje), pomožne elemente sistema in povezovalne dele. Načelo delovanja modelov CNC strojev je naslednje: poseben program bere risbe dela, ki ga je treba pridobiti kot rezultat obdelave, generira elektronske ukaze, ki se prenašajo na delovno telo stroja.
Posebno pozornost je treba nameniti univerzalnim strojem, ki so hibrid horizontalnih in vertikalnih modelov. Njihova zasnova ima tudi klešče, vpenjalno vpenjalno glavo in sponke, vendar menjalnik takšnih strojev prenaša vse premike iz enega elektromotorja. Njim posebnost je prisotnost ročnega načina, s katerim lahko nadzorujete delovanje tekaškega bloka.
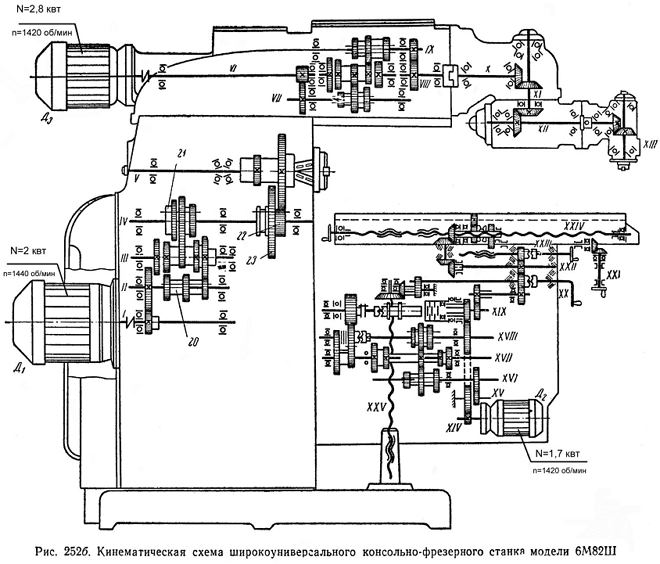
Primer kinematičnega diagrama (konzolni rezkalni stroj)
Dodatni elementi imajo v svoji zasnovi petkoordinatno in gravirno opremo. Takšna oprema je opremljena z dodatnimi vpenjalnimi elementi, ki vam omogočajo, da nanjo namestite graver. Orodje takšne opreme se vrti zaradi kardanske gredi, s katero je neposredno povezan z elektromotorjem.
Najpreprostejši pri oblikovanju so ročni rezkalni stroji za kovino. Takšna oprema ima nizko moč, njena zasnova pa je sestavljena iz klešče z vpenjalno vpenjalno vpenjalo, rotorja, pogonske glave in elektromotorja. Seveda je tudi funkcionalnost takega stroja omejena: uporablja se lahko le za izvajanje najpreprostejših rezkalnih operacij.
Vir dela, ki ga ima stroj rezkalne skupine ročnega tipa, je prav tako nizek in ne znaša več kot 10.000 ur. Najšibkejši sestavni deli v takšni opremi, ki prvi odpovejo, so klešče in vpenjalna vpenjalna klešča, sponke, nastavek in vreteno. Toda njegova nizka zanesljivost in vzdržljivost se v celoti nadomesti z nizkimi stroški. Smiselno ga je pridobiti, če ga nameravate uporabljati neredno.
Stroški stroja
Razvrstitev rezkalnih strojev glede na njihovo ceno je precej obsežna. Seveda so najcenejši modeli na tem seznamu modeli kitajskih proizvajalcev. Pri nakupu takšne opreme lahko prihranite še več, če je ne kupite prek posrednikov, temveč neposredno od proizvajalcev. Kar je priročno, proizvajalci iz Kitajske ponujajo tako najpreprostejše ročni stroji, in profesionalni, opremljen s CNC. Če upoštevamo najnižji razpon cen, se giblje med 7000-35000 rubljev.

Kitajski namizni vrtalni in rezkalni stroj Triod MMS-20E (stane približno 60 tisoč rubljev)
Navpični stroj vas bo stal precej, stroški takšne opreme se začnejo od 20.000 rubljev. Poleg tega boste po tej ceni kupili stroj z najpreprostejšo konfiguracijo: klešče in vpenjalna vpenjalna klešča, sponke, nastavek, vreteno.
Če razmišljate o nakupu za vaš proizvodno podjetje širok univerzalni stroj, potem se pripravite na dejstvo, da se cena takšne opreme začne od 250.000 rubljev. Rezkalni stroji za obdelavo kovin, ki so opremljeni s CNC, stanejo od 2 milijonov rubljev.
V vsakem primeru, če si zadate cilj, lahko kupite visokokakovosten rezkalni stroj za kovino serijskega modela po zelo privlačni ceni.
Horizontalni rezkalni obdelovalni centri CNC podjetje HAAS vam omogočajo uspešno reševanje različnih nalog, ki zagotavljajo visoko zmogljivost z dostopna cena. Na strojih je enostavno organizirati večstransko obdelavo velikih delov v eni postavitvi, s čimer dobimo kompleksne visoko natančne izdelke z minimalni stroški. Druga prednost horizontalnega rezkalnega stroja je učinkovito odstranjevanje sekancev iz območja rezanja.
Na strojih z avtomatsko menjavo palet se obdelava lahko izvaja neprekinjeno, ni treba ustaviti stroja za odstranitev končnih delov in namestitev novih surovcev.
Vsi horizontalni rezkalni stroji in obdelovalni centri
* Cene strojev so navedene brez DDV, vključno z dostavo v tovarno kupca, vključno z nadzorom montaže in usposabljanjem
Klasifikacija dobavljenih horizontalnih rezkalnih strojev
Horizontalne rezkalne stroje HAAS CNC, ki jih dobavlja Abamet, lahko razdelimo na naslednje glavne vrste.
Z avtomatsko menjavo palet
V to skupino spadajo stroji EC-400 , EC-400PP in EC-500. Delovna paleta se lahko indeksira v korakih po 1° (osnovna) ali deluje kot polna 4. os (opcija). Horizontalni rezkalni stroj EC-400PP ima 6-palletni menjalnik. paleta, ki ni notri delovno območje stroj, se lahko tudi vrti za udobje upravljavca.
Brez vgrajenega menjalnika palet
Ta skupina vključuje velike stroje EC-1600 in EC-1600ZT. Horizontalni CNC usmerjevalnik EC-1600ZT ima hod, povečan za 203 mm vzdolž osi "Z". največ dovoljena teža na namizju - 4536 kg. Opcijsko je na voljo vrtljiva prednja plošča, integrirana v namizje (4. os) s premerom 762 mm, kar bistveno razširi zmogljivosti stroja pri obdelavi velikih delov z različnih strani.
Glavne prednosti CNC horizontalnih rezkalnih strojev
 |
, obdelan v 1 nastavitvi s 5 strani, kar zagotavlja visoko natančnost. Robustna in preizkušena oblika s potrebnimi ojačitvenimi rebri. Lito železo zagotavlja visoko zmogljivost dušenja. |
 |
Zasnova, ki jo HAAS izpopolnjuje že več kot 30 let, zagotavlja natančno pozicioniranje in nemoteno delovanje na dolga leta. Zasnova temelji na visoko natančni polžasti prestavi. |
 |
HAAS ponuja hitre in zanesljive bočno nameščene avtomatske menjalnike orodja. Vse naprave so v celoti izdelane v tovarni HAAS. Na voljo so menjalniki za 24, 40 in 70 orodij. |
Kaj ponuja Abamet in kako oddati naročilo
Ponujamo celovit pristop k dobavi opreme: tehnološka študija povpraševanja, izbor potrebno opremo, rezalno orodje, orodje in tehnološka oprema. Zagotavljamo kakovostno in hitro vzdrževanje strojev s strani pooblaščenih inženirjev. 508

Priporočamo tudi
 Stikalno napajanje: popravilo in izboljšanje
Stikalno napajanje: popravilo in izboljšanje
 Daljinski nadzor svetlobe
Daljinski nadzor svetlobe
 Učne ure plavanja za predšolske otroke
Učne ure plavanja za predšolske otroke
 Opombe za mojstra - domači gospodinjski alarmi
Opombe za mojstra - domači gospodinjski alarmi
 Propeler ure na Atmega8
Propeler ure na Atmega8
 Primeri uporabe naprav in relejev, kako izbrati in pravilno povezati rele Mikrokrmilnik in rele preprosta preklopna vezja
Primeri uporabe naprav in relejev, kako izbrati in pravilno povezati rele Mikrokrmilnik in rele preprosta preklopna vezja