Meet - alesatrici per maschere. Alesatrice a coordinate: tipologie e modelli.
Tra le attrezzature, le alesatrici a maschera sono chiamate "aristocratici" peculiari, che sono progettate per creare le parti più critiche: fori con lievi deviazioni nella loro posizione relativa. Su tali macchine è presente uno speciale dispositivo di lettura, con il quale il pezzo può essere spostato rispetto all'utensile con un errore non superiore a 0,001 mm, e un dispositivo di controllo per il controllo delle deviazioni dimensionali sulle parti lavorate.
Lo scopo della macchina alesatrice
Le alesatrici a maschera sono progettate per la lavorazione di fori da centro a centro, la cui distanza deve essere mantenuta con precisione superfici di base in un sistema di coordinate rettangolare, senza l'uso di strumenti per guidare l'utensile.
Su tali macchine vengono eseguiti lavori di foratura, fresatura fine, alesatura, alesatura e svasatura di fori, controllo e misurazione di parti, fresatura fine di estremità e lavori di marcatura. Le macchine vengono utilizzate per realizzare fori in parti del corpo e infissi, nonché conduttori, che richiedono una notevole precisione nel posizionamento reciproco dei fori, nella produzione su piccola scala, in un unico pezzo e in serie.
Sulle macchine, oltre all'alesatura, vengono eseguite la marcatura e il controllo delle dimensioni, compresi gli interassi. Utilizzando le tavole rotanti fornite con la macchina, è possibile eseguire fori specificati nel sistema di coordinate polari, fori reciprocamente perpendicolari e inclinati, nonché superfici terminali della macchina.

La macchina è dotata di dispositivi di lettura ottica che consentono di contare parti intere e frazionarie della dimensione delle coordinate. Poiché il dispositivo delle alesatrici a maschera è una combinazione di una macchina di misura e una macchina per il taglio dei metalli, che lavora su tali apparecchiature, è possibile controllare le parti lavorate su altre macchine.
Durante il normale funzionamento, una alesatrice a dima verticale è in grado di fornire una precisione delle distanze da centro a centro nel sistema di coordinate dell'ordine di 0,004 millimetri. Per ottenere una distanza più precisa tra i centri dei fori, la foratrice a dima è dotata di un dispositivo di visualizzazione digitale, che dà all'operatore la possibilità di impostare coordinate con una risoluzione di circa 0,001 millimetri.
Classificazione delle macchine alesatrici a dima
Esistono alesatrici a maschera con uno e due rack. Hanno macchine a colonna singola nel loro design, una tavola trasversale, progettata per spostare il pezzo in due direzioni tra loro perpendicolari. Il movimento principale qui è il movimento rotatorio del mandrino e il movimento di avanzamento è il movimento verticale del mandrino.
Le macchine a due colonne nel loro design hanno un tavolo che si trova sulle guide. La tavola è in grado di spostare il pezzo installato nella direzione della coordinata X. Quando la testa motrice si muove, l'asse del mandrino si sposta rispetto al prodotto installato sulla tavola nella direzione della coordinata Y.

In base al livello di automazione, le alesatrici a dima sono suddivise in macchine con CNC, display digitale e un set di coordinate, nonché con cambio automatico di pezzi e utensili che consentono di eseguire diverse lavoro di fresatura con un alto livello di precisione.
A seconda della natura delle transazioni, caratteristiche del progetto e scopo, le alesatrici a maschera sono universali e specializzate. Le macchine universali, a loro volta, si dividono in alesatrici orizzontali e alesatrici di finitura. Il parametro più significativo per tutti i tipi di macchine utensili è il diametro del mandrino di alesatura.
Modelli di macchine per il calcolo delle coordinate
I modelli popolari di alesatrici a maschera nel loro design hanno una tavola rettangolare con movimento trasversale e longitudinale. È previsto il movimento di regolazione della testa del mandrino. Viene eseguito il movimento accelerato e di lavoro della tavola nella direzione trasversale e longitudinale azionamenti elettrici con il più ampio range di regolazione, che permette di aumentare la rigidità e la produttività della macchina alesatrice durante la fresatura. Consideriamo più in dettaglio le caratteristiche tecniche dei modelli popolari di alesatrici a maschera.
Alesatrice a maschera 2a450
Le dimensioni della foratrice a dima 2a450, inclusa la corsa della slitta e della tavola, sono 2670 per 3305 per 2660 millimetri. La superficie di lavoro del tavolo ha dimensioni di 1100 per 630 millimetri. Il peso della macchina, esclusa la massa degli accessori e dell'armadio elettrico, è di 7300 chilogrammi. Con questa macchina è possibile ottenere un diametro massimo di foratura di 30 millimetri e un foro massimo di alesatura di 250 millimetri quando si utilizza un prodotto con un peso massimo di 600 chilogrammi. La velocità del mandrino raggiunge i 50-2000 giri/min, la velocità di movimento del prodotto durante la fresatura raggiunge i 30-200 giri/min. Quando si utilizza una macchina alesatrice a maschera 2a450, la potenza del motore elettrico raggiunge 4,5 VKt, la frequenza di rotazione è di 1800 giri/min.
Alesatrice a maschera 2d450
La foratrice a maschera 2d450 ha le seguenti dimensioni (con corsa della slitta e della tavola) - 3305 per 2705 per 2800 millimetri. La superficie di lavoro ha dimensioni di 1100 per 630 millimetri. Il peso della macchina senza armadio elettrico e accessori necessari è di 7800 chilogrammi. Il diametro massimo del foro è di 250 millimetri, mentre è possibile utilizzare un prodotto con un peso fino a 600 chilogrammi. La velocità del mandrino è 50-2000 al minuto. La potenza del motore elettrico installato sulla macchina è di 2 VKt, la velocità di rotazione è di 700 giri/min.
Alesatrice coordinata 2v440a
Le dimensioni della macchina alesatrice a maschera 2v440a, inclusa la corsa della slitta e della tavola, sono 2520 per 2195 per 2430 millimetri. La lunghezza della superficie di lavoro del tavolo è 800 e la larghezza è di 400 millimetri. La massa della macchina con accessori esterni è di 3630 chilogrammi. Quando si utilizza una foratrice a dima 2v440a, è possibile ottenere un diametro massimo di foratura nel materiale pieno di 25 millimetri e un diametro massimo di foratura di 250 millimetri quando si utilizzano prodotti con un peso massimo di 320 chilogrammi. Il limite della velocità del mandrino raggiunge 50-2000 giri/min al minuto, la potenza del motore elettrico è di 2,2 WK, la velocità di rotazione è di 800 giri/min.

Alesatrice a maschera 2431
Il modello 2431 ha dimensioni complessive - 1900 per 1445 per 2435 millimetri e peso senza apparecchiature elettriche - 2510 chilogrammi. La massa dell'attrezzatura elettrica per la foratrice a dima 2431 è di 420 kg e un set di accessori di 380 kg. Dimensioni della superficie di lavoro del tavolo: 560 per 320 millimetri. Quando si utilizza questo modello, si ottiene un diametro massimo di foratura di 18 millimetri e un diametro massimo di alesatura di 125 millimetri quando si utilizzano prodotti con un peso massimo di 250 chilogrammi. Il limite di velocità del mandrino al minuto è da 75 a 3000 giri/min, la potenza totale dei motori elettrici è di 2,81 WK, la potenza del motore principale è di 2,2 KW.
Alesatrice a maschera 2421
Le dimensioni della macchina alesatrice a maschera 2421 sono 900 per 1615 per 2207 millimetri. Il desktop ha dimensioni di 450 per 250 millimetri. La massa della macchina con un set di accessori è di 1610 chilogrammi. Utilizzando questo modello è possibile ottenere un diametro massimo di foratura nel pieno di 12 millimetri e un foro massimo di alesatura di 80 millimetri quando si utilizzano prodotti con un peso massimo di 150 chilogrammi. La velocità del mandrino varia da 135 a 3000 giri/min. Potenza motore elettrico - 10 VKt.
Pertanto, le alesatrici a maschera svolgono la funzione più importante: creare fori e controllare le loro deviazioni. La macchina è dotata di un dispositivo di indicazione digitale, che consente all'operatore di impostare coordinate con una risoluzione di 0,001 mm, nonché di dispositivi di lettura per la lettura della parte intera e frazionaria della dimensione della coordinata.
introduzione
1. Il dispositivo e il principio di funzionamento delle alesatrici a maschera
2. Calcolo dei criteri
2.2 Calcolo dei criteri
3. Prospettive per lo sviluppo di alesatrici a dima
Conclusione
Bibliografia
introduzione
Le alesatrici sono progettate per la lavorazione di pezzi in produzione singola e in batch. Questo è macchine universali, su cui è possibile eseguire fori di sgrossatura e di precisione, tornitura delle superfici cilindriche esterne e delle estremità dei fori, foratura, svasatura e alesatura di fori, fresatura piana, filettatura e altre operazioni. Grande varietà vari tipi la lavorazione, eseguita su alesatrici, in alcuni casi consente di completare la lavorazione di un pezzo senza riordinarlo su altre macchine, cosa particolarmente importante per la meccanica pesante.
tratto caratteristico le alesatrici sono la presenza di un mandrino orizzontale (o verticale), che effettua un movimento di avanzamento assiale. Attaccato al mandrino Strumento per tagliare– una barra di alesatura con frese, un trapano, uno svasatore, una fresa, un maschio, ecc. Le alesatrici con controllo del programma, che ne riducono i tempi di cambio formato, aumentano la produttività del lavoro e la qualità della lavorazione, sono ampiamente utilizzate.
A seconda della natura delle operazioni eseguite, dello scopo e delle caratteristiche del design, le alesatrici si dividono in universali e specializzate. A loro volta, le macchine universali si dividono in alesatura orizzontale, alesatura a maschera e alesatura diamantata (alesatura di finitura). Per tutti i tipi di macchine utensili, il parametro più significativo che determina tutte le dimensioni principali della macchina è il diametro del mandrino di alesatura.
1. Il dispositivo e il principio di funzionamento delle alesatrici a coordinate
macchine utensili
Le alesatrici a coordinate sono progettate per la lavorazione di fori con coordinate precise. Le macchine di questo tipo hanno due versioni: a colonna singola (Fig. 1, a) e a due colonne (Fig. 1, b). Le parti principali della foratrice monocoordinata sono il telaio 1, la cremagliera 2, la testa a forare 3, la tavola con la slitta 4. La foratrice bicoordinata 2E470A ha le seguenti parti principali: il telaio 1, le cremagliere 2, le teste a forare 3, la traversa 4, il piano di lavoro 5 .
Il pezzo è fissato sul piano del tavolo, l'utensile da taglio è fissato nel mandrino delle teste di alesatura. A seconda dell'altezza del pezzo, la traversa e la testa di alesatura vengono impostate a una determinata altezza e fissate. L'impostazione del mandrino sulle coordinate specificate viene eseguita spostando la tavola in due direzioni tra loro perpendicolari (quando si lavora su una macchina a colonna singola) o spostando la tavola in direzione longitudinale lungo le guide del telaio e la testa di alesatura nella trasversale direzione lungo la traversa (nel caso di lavorazione su macchina a portale a due colonne). Le caratteristiche della progettazione, installazione e manutenzione delle alesatrici a dima sono:
la presenza di dispositivi correttivi che compensino l'errore di passo della vite di comando (su vecchi modelli di macchine);
l'uso di dispositivi ottici per la lettura delle coordinate; l'utilizzo di guide a rulli che percepiscono la massa della slitta, della tavola, del prodotto e della forza di taglio;
alta precisione di lavorazione delle parti e assemblaggio di unità e alta qualità superficie lavorata; buona resistenza alle vibrazioni e fondamenta massicce; temperatura ambiente costante entro (20
1.5) C;alta qualificazione degli addetti alla manutenzione delle macchine; indennità minime e regolamentate per la lavorazione dei fori.
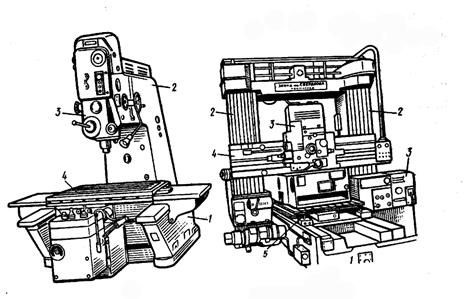
Fig. 1. Alesatrici coordinate:
a - colonna singola: 1 - letto, 2 - piedistallo, 3 - testa a forare, 4 - tavolo con slitta;
b - due colonne: 1 - letto, 2 - rack, 3 - testine di alesatura, 4 - traversa, 5 - desktop
Le alesatrici verticali a colonna singola sono progettate per la lavorazione di fori con assi precisi, le cui dimensioni sono indicate in un sistema di coordinate rettangolari.
Inoltre la macchina è anche possibile:
taglio del filo;
Fresatura fine di superfici con frese frontali o frontali;
estremità di rifinitura;
Marcatura e controllo delle quote lineari sui pezzi.
Le tavole rotanti fornite con le macchine consentono la lavorazione di fori specificati nel sistema di coordinate polari, nonché fori e piani reciprocamente perpendicolari e inclinati.
In condizioni operative normali, le macchine forniscono una precisione delle distanze da centro a centro durante l'elaborazione in un sistema di coordinate rettangolari fino a 0,06 mm.
Le macchine sono dotate di una varietà di utensili e accessori per la foratura e la foratura, filettatura, fresatura e marcatura:
munizioni:
Pinza con una serie di pinze,
perforazione,
filettato,
Noioso.
manicotti adattatori per utensili con cono Morse
perni per frese
set di barre noiose
portautensili universale e portautensili con avanzamento preciso
cercatore del centro del microscopio, cercatore del centro del mandrino
nucleo a molla
centro di installazione
· una vasta gamma di frese, trapani, alesatori, frese, maschi.
Alesatrice a coordinate mod.2E450
Macchina mod. 2E450A - monocolonna con dimensioni tavolo 630x1120 mm, dotata di sistema di misura ottico con lettura su schermo, dispositivo per la preimpostazione delle coordinate, arresto automatico del tavolo e slitta in posizioni predeterminate tramite indicatore di zero fotoelettrico. Gli standard di lunghezza sono misure di linee di vetro piatte. Il periodo di rotazione del mandrino viene effettuato da un motore elettrico regolabile corrente continua tramite un cambio a tre velocità. All'interno di ogni fase, la velocità del mandrino viene regolata in modo continuo nell'intervallo di 50-2500 giri/min. Anche l'avanzamento del mandrino è regolabile in modo continuo tramite un variatore di attrito. C'è un meccanismo spegnimento automatico avanzamento del mandrino ad una determinata profondità. Sono forniti morsetti da tavolo meccanici e bloccaggio manuale della paletta. La precisione dell'impostazione delle coordinate è 0,004 mm, la precisione del diametro del foro alesato non è consentita superiore a 0,005 mm.
Alesatrice a coordinate mod.2D450
Alesatrice monocoordinata mod. 2D450 con il piano di lavoro del tavolo 630x1120 mm. dotato di dispositivi ottici che consentono il conteggio delle parti intere e frazionarie della dimensione delle coordinate. La macchina può essere utilizzata sia negli utensili che nelle officine di produzione per la lavorazione precisa di pezzi senza attrezzature speciali. In condizioni operative normali, la macchina fornisce una precisione di impostazione delle distanze da centro a centro in un sistema di coordinate rettangolari di 0,004 mm. e nel sistema polare - 5 secondi d'arco. La precisione delle distanze tra gli assi dei fori, lavorati in condizioni normali per alesatura a coordinate, 0,006 mm.
L'impostazione dell'asse del foro sul prodotto rispetto all'asse del mandrino sulla coordinata richiesta viene eseguita dal movimento del tavolo o della slitta, il cui movimento è controllato da uno speciale dispositivo ottico. Quest'ultimo si basa su righelli precisi, fissati in un caso sul tavolo (righello mobile), nell'altro - sul telaio (righello fisso). Il righello del tavolo ha 1000 divisioni ad alta precisione fino a 1 mm., il righello del letto - 630 divisioni. I tratti vengono proiettati su uno schermo opaco con ingrandimento 75x. Per valutare i centesimi di un intervallo di righello nel piano dello schermo, esiste una scala con 100 divisioni. Per ottenere una lettura di alta precisione, sullo schermo è presente una scala aggiuntiva che consente di leggere fino a 0,001 mm.

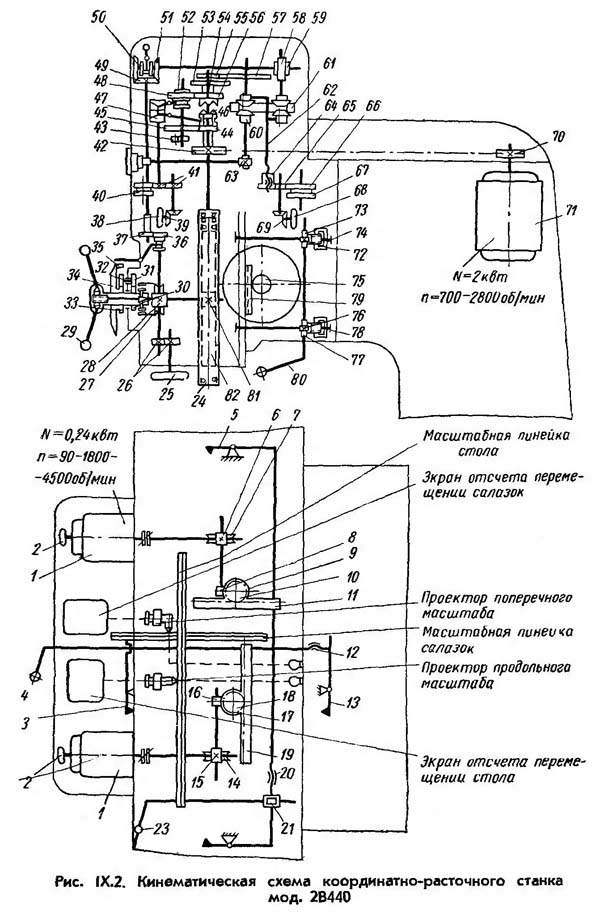
Riso. 2. Schema cinematico della macchina mod. 2D450
La figura 2 mostra lo schema cinematico della macchina mod. 2D450. La catena del movimento principale determina la rotazione del mandrino con l'utensile da taglio, che viene eseguita da un motore a corrente continua regolabile 1 tramite una trasmissione a cinghia 2-3, albero I, ingranaggi 6-7, albero II, ruote o 7- 10 al mandrino III. La velocità del mandrino cambia in modo continuo regolando il motore elettrico 1 nell'intervallo 700-2800 giri/min. Gli stadi di velocità di commutazione di un cambio a due stadi vengono effettuati dal volantino 11 tramite la trasmissione a catena 4-5. La velocità è controllata da una dinamo tachimetrica montata sull'albero I.
L'alimentazione verticale del manicotto, del mandrino, viene effettuata da un motore elettrico separato 17 DC con un ampio range di regolazione. Rotazione tramite ingranaggio a vite senza fine 18-19, albero scanalato IV, ingranaggi 20-21, albero V e coppia di vite senza fine 22-23, innesto a frizione con rotaia 25 della bussola del mandrino. Maniglie 40 con la frizione disinserita, è possibile alzare o abbassare manualmente il manicotto del mandrino. Per movimenti più precisi del manicotto è previsto un volantino 41 collegato all'albero V da ruote coniche 42-43. Spegnimento automatico l'avanzamento della bussola del mandrino al raggiungimento della profondità di foratura prescritta avviene spegnendo 17 con il microinterruttore.
Il movimento di regolazione della testa del mandrino è composto da motore asincrono 12 attraverso l'ingranaggio a vite senza fine 13-14 e cremagliera e pignone 15-16. Il pezzo viene spostato in un sistema di coordinate rettangolare spostando la tavola in direzione longitudinale e la slitta in direzione trasversale da due motori CC indipendenti 44 e 26 attraverso ingranaggi a vite senza fine simili 27-28 e 31-32, ingranaggi conici 35-36 e 37-38, pignoni e cremagliere 29-30 e 33-34.
Per il fissaggio della tavola, della slitta e della testa del mandrino disposizioni necessarie vengono utilizzati morsetti unificati.
Tabella 1.
Gamma di modelli di alesatrici a maschera
| Modello | Caratteristiche |
| 2A450 | Macchina con sistema di riferimento ottico di coordinate lungo gli assi X e Y |
| 2A450AF10, 2D450AF10 | Macchine utensili con sistema elettronico di lettura e misura, comprensivo di display digitale, lungo gli assi X e Y. Modalità volano elettronico. |
| 2L450AF11-01 | Una macchina con un dispositivo di indicazione digitale lungo gli assi X, Y e Z e un set preliminare di coordinate lungo gli assi X e Y. È disponibile una modalità di posizionamento inseguimento e una modalità volano elettronico con una risoluzione di movimento della tavola di 0,001 e 0,01 mm |
| 2E450AFZ0 | Una macchina utensile con dispositivo CNC, con la possibilità di impostare un programma di lavorazione in modalità interattiva lungo gli assi X e Y e l'indicazione digitale delle coordinate lungo l'asse Z. |
| 2L450AF4 | Macchina con CNC, con contornatura lungo gli assi X, Y e Z. Il monitor grafico permette di eseguire il debug dei programmi senza spostarsi lungo gli assi. I programmi pezzo possono essere preparati online con file di testo standard o sistemi automatizzati. |
2. Calcolo dei criteri
2.1 Criteri per lo sviluppo degli oggetti tecnici
Tra i parametri e gli indicatori che caratterizzano qualsiasi oggetto tecnico, ci sono sempre quelli che tendono a cambiare in modo monotono per lungo tempo o tendono a mantenersi ad un certo livello al raggiungimento del loro limite. Questi indicatori sono riconosciuti da tutti come una misura di perfezione e progressività e hanno una forte influenza sullo sviluppo delle singole classi di oggetti tecnici e sulla tecnologia nel suo insieme.
Tali parametri e indicatori sono chiamati criteri per lo sviluppo di oggetti tecnici. La loro importanza può essere giudicata dal fatto che il progresso tecnico nel campo di qualsiasi oggetto tecnico consiste solitamente nel migliorare alcuni criteri senza peggiorare (almeno senza peggiorare in modo significativo) altri. Quando si forma un sistema di criteri di sviluppo, devono essere soddisfatte una serie di condizioni:
Misurabilità: solo tale parametro di un oggetto tecnico può essere preso come criterio di sviluppo, che consente la possibilità di una valutazione quantitativa secondo una delle scale di misura;
Comparabilità: il criterio di sviluppo dovrebbe avere una dimensione tale da consentire di confrontare oggetti tecnici di epoche e paesi diversi;
Eccezioni: solo tali parametri di un oggetto tecnico possono essere presi come criteri di sviluppo, che ne caratterizzano principalmente l'efficacia e hanno un'influenza determinante;
Minimalità e indipendenza: l'intero insieme dei criteri di sviluppo dovrebbe contenere solo quei criteri che non possono essere logicamente derivati da altri criteri e non possono esserne la diretta conseguenza.
La valutazione del livello tecnico e della qualità del prodotto viene effettuata mediante analisi comparativa (comparativa) nel seguente ordine:
Viene selezionato il prodotto base (variante ideale, analogo o prototipo);
Si rivelano i valori numerici dei principali indicatori tecnici ed economici dei prodotti valutati e di base:
Si calcolano i livelli dei relativi indicatori del livello tecnico e della qualità;
Viene calcolato il valore degli indicatori generalizzati del livello tecnico e della qualità dei prodotti.
Va notato che la condizione principale per confrontare la stima e prodotto di base- comparabilità degli elementi del prodotto, identità dello scopo funzionale.
Come prodotto di base per il confronto, viene selezionato il miglior campione reale di questo tipo e dimensioni standard dei prodotti, disponibili nella pratica mondiale. Può essere sia nazionale che estero ed è chiamato analogo. A volte, quando si risolvono problemi per la modernizzazione di prodotti di questo tipo, viene preso come prodotto di base un prodotto prototipo, che viene migliorato eliminando le carenze esistenti.
In alcuni casi, l'attrezzatura del futuro può essere considerata il prodotto di base: un'opzione ideale. Gli indicatori che caratterizzano la variante ideale in termini di livello tecnico e qualità sono calcolati sulla base delle leggi di sviluppo della tecnologia di questo tipo secondo criteri di sviluppo.
Nella valutazione del livello tecnico e della qualità dei prodotti, i valori del principale parametro dimensionale (capacità, superficie di lavoro, volume utile, ecc.) non devono differire da quelli del prodotto di base di oltre il 20%.
2.2 Calcolo
Tavolo 2.
Dati tecnici delle alesatrici a maschera con piano di lavoro a tavola 630x1120 mm
| Anno di emissione | Modello di macchina | Il più grande diametro di foratura/alesatura, mm | Portata mandrino, mm | La distanza massima dall'estremità al piano di lavoro del tavolo, mm | Limiti di velocità del mandrino, giri/min | potenza, kWt | Peso (kg | Dimensioni | ||
| Lunghezza, mm | Larghezza, mm | Altezza, mm | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 10 | 11 | 12 |
| 1968 | 2A450 | 30/250 | 710 | 750 | 50-2000 | 2,0 | 7800 | 2670 | 3305 | 2660 |
| 1973 | 2D450 | 30/250 | 710 | 800 | 50-2000 | 2,2 | 7800 | 3305 | 2705 | 2800 |
| 1978 | 2450A | 40/250 | 715 | 750 | 32-2000 | 6,3 | 7920 | 2430 | 2750 | 3400 |
| 1983 | 2E450AF1-1 | 30/250 | 710 | 770 | 10-2000 | 7,2 | 8500 | 2760 | 2765 | 3000 |
| 1990 | 2E450A | 30/250 | 710 | 770 | 10-2500 | 7,2 | 8050 | 3350 | 2500 | 2885 |
| 1992 | 2E450AF30 | 30/250 | 710 | 770 | 10-2500 | 7,2 | 8000 | 2760 | 2980 | 2980 |
Analizzando i dati presentati, è possibile compilare una nomenclatura dei criteri per lo sviluppo delle alesatrici a dima. Calcoliamo i criteri in esame, i cui risultati di calcolo sono presentati nella tabella 2.
1. Consumo di materiale specifico.
dove: K m - consumo specifico di materiale. (kg/mm.)
M - massa (kg)
N è il valore del parametro principale (mm).
2. Intensità energetica specifica.
dove: E y - intensità energetica specifica (kW/m);
P - potenza (kW);
N è il valore del parametro principale (m).
3. Area specifica occupata dalla macchina.
dove: S y – area specifica occupata così. (m2/mq)
S - area occupata dalla macchina (m 2)
N - unità del parametro principale (m)
4. Unità di potenza del motore elettrico per unità di massa della macchina.
Tabella 3. Criteri di sviluppo.
Sulla base dei dati ottenuti dai criteri di sviluppo, costruiremo dei grafici, grazie ai quali potremo tracciare l'andamento dei criteri e fare una previsione per il 2007.
2.3 Determinazione della modifica dei criteri
Intensità energetica specifica

Data la variazione dei valori del consumo energetico specifico della macchina, è possibile tracciare l'andamento all'aumento di tale parametro. Utilizzando il metodo dell'approssimazione, è possibile fare una previsione per il 2007, il valore del parametro sarà di 45 kW/m.
Consumo specifico di materiale

Utilizzando il metodo di approssimazione delle tendenze, troviamo il livello di criterio nel 2007. Con un certo grado di probabilità si può affermare che il valore del criterio sarà 32 kg/mm.
Unità di potenza per unità di massa

La curva risultante indica un evidente aumento dell'unità di potenza per unità di massa della macchina alesatrice. Usando il metodo di approssimazione, possiamo assumere significato possibile questo parametro nel 2007, che sarà 1,42 W/kg.
Zona occupata specifica

Utilizzando il metodo di approssimazione delle tendenze, troviamo il livello di criterio nel 2007. Con un certo grado di probabilità, possiamo dire che il valore del criterio diminuirà e ammonterà a 30 m 2 /m.
3. Prospettive per l'ulteriore sviluppo del jig-boring
macchine utensili
Modernizzazione del workover
Attualmente in industria russa esiste una vasta flotta di alesatrici a maschera moralmente e fisicamente obsolete dei modelli 2A450, 2D450, 2E450 e loro modifiche. L'età di queste macchine raggiunge i 30-40 anni, quindi le loro soluzioni di design non soddisfano i requisiti moderni per le macchine. Inoltre, l'elevata usura delle unità e la perdita dei parametri di precisione causano problemi nel loro funzionamento. Tutto ciò richiede il rinnovo delle attrezzature delle macchine, ma la maggior parte delle imprese nell'attuale contesto economico non dispone di fondi sufficienti per questo. Pertanto, in queste condizioni, è economicamente fattibile ammodernare le apparecchiature esistenti, a seguito della quale il consumatore riceverà una macchina moderna, il cui design incarnerebbe molti anni di esperienza nella produzione di macchine utensili che soddisfino tutti i requisiti per puntamento (per questa macchina), dotato di moderni componenti e sistemi di controllo. Allo stesso tempo, il cliente, dopo aver consegnato la macchina per l'ammodernamento, può non attendere l'ammodernamento dell'intero ciclo produttivo della macchina, ma ricevere una macchina modernizzata di questo modello (o una macchina di altro modello) dalla stock di macchine disponibili presso lo stabilimento. In questo caso, il costo stimato della macchina consegnata verrà detratto dal prezzo della macchina acquistata.
I componenti principali della modernizzazione delle alesatrici a maschera con controllo manuale nel caso generale sono:
· installazione di un sistema elettronico di lettura e misura, che comprende convertitori fotoelettrici di spostamenti lineari di tipo LIR e un dispositivo di indicazione digitale al posto dei dispositivi di lettura ottici;
· l'uso di un controllore programmabile per costruire un circuito elettrico della macchina al posto di un circuito di controllo a relè;
· viti a ricircolo di sfere e motori elettrici a corrente continua registrabili ad alta coppia negli azionamenti di movimenti di tavole e slitte al posto degli ingranaggi a pignone e cremagliera, motori elettrici a corrente continua semplici registrabili e ingranaggi a vite senza fine;
installazione di morse pneumatiche del tavolo e della slitta al posto delle morse elettromeccaniche;
· meccanizzazione del movimento di una scatola mandrino;
· applicazione del design dell'azionamento a cilindrata con un motore a corrente continua regolabile.
Conclusione
Nel suo tesina Ho sviluppato una nomenclatura dei criteri di sviluppo per le alesatrici a dima con una superficie della tavola di 630x1120mm, prendendo come parametro principale diametro maggiore noioso. Ho analizzato la dinamica di questi criteri per anni di produzione di macchine utensili. Ho scoperto a causa di quali fattori si è verificato il cambiamento nei valori dei criteri. Diede uno schema della macchina, ne descrisse il dispositivo, il principio di funzionamento. Ha analizzato la dipendenza di indicatori specifici (consumo specifico di energia, consumo di materiale) dalle dimensioni della macchina.
Ha fornito una previsione dei valori dei criteri per il 2007. I valori numerici degli indicatori sono riportati in forma tabellare e grafica. Ho terminato il lavoro con una descrizione delle prospettive per lo sviluppo di alesatrici a dima.
Bibliografia:
1. Polovinkin AI Fondamenti di creatività ingegneristica. - M: Mashinostroenie, 1988, -368s.
2. Belik VG Il livello tecnico di macchine e dispositivi: modi per migliorarlo. - Kiev, Tecnica, 1991.-200s.
3. Mogunov VI Macchine per il taglio dei metalli. Riferimento rapido. - M.: Gosinti, 1964. -505.
4. Libro di riferimento sulla nomenclatura. Macchine universali per il taglio dei metalli prodotte dalle imprese della Minstankoprom nel 1978-1979 - M .: NIIMASH, 1968. - 219p.
5. Macchine per il taglio dei metalli. Directory directory. Parte 3 - Macchine utensili del gruppo di perforazione e barenatura - M.: NIIMASH, 1973.
6. Macchine per il taglio dei metalli. Directory directory. Parte 2 - Macchine utensili del gruppo di foratura e barenatura. - M.: NIIMASH, 1965.
7. Macchine per il taglio dei metalli. ed. V.E. Pusha.-M.: Mashinostroenie, 1986. -571s.
8. Minstankoprom dell'URSS. Macchine universali per la lavorazione dei metalli prodotte dalle imprese della Minstankoprom nel 1973-1974 Libro di riferimento sulla nomenclatura. - M.: NIIMASH, 1973. -173p.
9. Minstankoprom dell'URSS. Macchine universali per la lavorazione dei metalli prodotte dalle imprese della Minstankoprom nel 1970. Libro di riferimento sulla nomenclatura. - M.: NIIMASH, 1970.- 123p.
10. Macchine per il taglio dei metalli. Catalogo della nomenclatura. Parte 1. 1992-1993 - M.: ENIMS, VNIITEMR, 1992.
11. Macchine per il taglio dei metalli. Catalogo della nomenclatura. Parte 1. 1990-1991 - M.: VNIITEMR, 1990.
12. Macchine per il taglio dei metalli. ed. NS Koleva.-M.: Ingegneria, 1980.-500.
13. Smirnov AI Prospettive della tecnologia ingegneristica. -M.: 1992
14. Smirnov V.K. Turner-borer: Proc. Per SPTU. – 5a ed., riveduta. e aggiuntivo - M.: Più in alto. scuola, 1987. - 255 p.
A macchina alesatrice per dima 2455AF10
Oltre alla lavorazione dei fori sulla macchina, è possibile eseguire la fresatura di semifinitura e finitura di piani e contorni ricci.
La macchina non è solo una macchina per la lavorazione precisa di vari prodotti, ma anche una macchina di misura che consente misurazioni accurate in un sistema di coordinate rettangolare. In presenza di una tavola rotante piana o universale sono possibili anche misurazioni precise delle coordinate angolari.
L'elevata precisione e rigidità della macchina, le piccole deformazioni della temperatura e il comodo controllo consentono una lavorazione ad alta precisione dei prodotti e l'utilizzo in vari settori industria.
Sulla macchina potenziata, il sistema di riferimento ottico è stato sostituito con un sistema di riferimento "indicazione digitale" dei movimenti della tavola, della paletta e del canotto mandrino con una risoluzione di 0,001 mm, che consente alla macchina di essere utilizzata come una macchina di misura precisa per lavori di marcatura, verifica delle quote lineari e degli interassi.
Utilizzando la tavola rotante fornita a corredo della macchina, è possibile eseguire fori e piani posti ad angoli differenti tra loro.
2455A F10
A macchina alesatrice per dima 2A450AF10

Una macchina alesatrice verticale a colonna singola è progettata per la lavorazione di fori con un'esatta disposizione degli assi, le cui dimensioni sono indicate in un sistema di coordinate rettangolari.
Oltre all'alesatura, alla foratura, alla fresatura fine, alla marcatura e al controllo delle dimensioni lineari, in particolare degli interassi, possono essere eseguiti sulla macchina.
Utilizzando le tavole rotanti, è possibile elaborare fori specificati nel sistema di coordinate polari, fori inclinati e perpendicolari tra loro e piani finali di tornitura. strutturalmente diverso in quanto:
morsetto da tavolo, slitta ( X, Y ) e la testa motrice è azionata da pneumatica;
il movimento della testa del mandrino viene effettuato da el. motore.
Utilizzando la tavola rotante fornita a corredo della macchina, è possibile eseguire fori e piani posti ad angoli differenti tra loro.
Principali caratteristiche tecniche del modello di macchina utensile 2D450A F10
A macchina alesatrice per dima 2A459AF4
Alesatrice a dima orizzontale CNC con tavola rotante.
La macchina è progettata per eseguire operazioni di alesatura e fresatura con elevata precisione e produttività, nonché alesatura, svasatura, alesatura, rifilatura estremità, maschiatura di filetti, eseguite secondo un determinato programma. La macchina ha la capacità di lavorare in modalità manuale "Indicazione digitale".
Lo scopo della macchina è la produzione in serie singola, su piccola scala, di parti di alta precisione in officine meccaniche e di utensili di impianti di costruzione di macchine.
La caratteristica della macchina è realizzazione di buche posizionati sullo stesso asse, su paralleli, perpendicolari o posti ad angoli arbitrari, paralleli allo specchio degli assi della tavola con elevata precisione sia nella geometria che nella loro posizione relativa.
Principali caratteristiche tecniche del modello di macchina utensile 2A459A F4
A macchina alesatrice per dima 2E440AF10

Alesatrice verticale monocoordinata. Progettato per la lavorazione di fori in conduttori, infissi e parti, quando è necessario ottenere un'elevata precisione nella posizione relativa dei fori in lavorazione.
Sulla macchina è inoltre possibile effettuare la marcatura e la verifica delle dimensioni lineari e degli interassi. La presenza di un movimento meccanico della tavola e della slitta permette di eseguire leggeri lavori di fresatura sulla macchina.
La macchina è dotata di un sistema elettronico di lettura e misura del tipo “Indicazione digitale”, convertitori di frequenza degli avanzamenti e del movimento principale, completo di motori asincroni.
Principali caratteristiche tecniche del modello di macchina utensile 2E440A F10
A macchina alesatrice per dima 2V440AF4
Le principali differenze rispetto alla foratrice a coordinate mod. 2E440AF10 sono: taglia più grande tavola, movimento maggiorato della tavola e della slitta, cono mandrino interno - (spec. 5°) .
In vari campi attività di produzione vengono spesso utilizzate attrezzature come una macchina alesatrice a maschera. Questa attrezzatura è più spesso utilizzata nelle industrie metallurgiche e di costruzione di macchine. Lo scopo principale di questo gruppo di macchine è il trattamento superficiale dei metalli, eseguendo operazioni con pezzi come alesatura, punzonatura, svasatura e molte altre operazioni.
Alesatrice per dima del dispositivo
In effetti, una macchina alesatrice a maschera svolge assolutamente tutte le funzioni che svolgono le macchine convenzionali, ma il suo vantaggio è che tale attrezzatura esegue tutte le azioni con un alto grado di precisione. Tale precisione nella lavorazione delle parti da parte della macchina è ottenuta dal fatto che questa apparecchiatura è dotata di tutti i tipi di elementi di natura ottica, meccanica e automatica.
I dettagli su una macchina alesatrice possono essere elaborati sia in serie che singoli, dipende dal tipo di impresa in cui opera questa attrezzatura.
L'elemento di lavoro principale di questa attrezzatura, come in altri torni, è il mandrino, che può essere posizionato nella macchina, sia in posizione orizzontale che verticale. Sul mandrino stesso sono già attaccati tutti i tipi di utensili, con i quali verrà eseguito il lavoro. Ad esempio, tali elementi di lavoro possono essere una barra di alesatura da taglio, svasatori, trapani e attrezzature di fresatura.
Ad oggi, le più comuni sono tali alesatrici a dima che eseguono lavori per mezzo di numeri controllo del programma, questa attrezzatura consente di eseguire tutti i lavori con elevata precisione e riduce al minimo il costo del personale addetto alla manutenzione della macchina.
Tipi di alesatrice a maschera
Le alesatrici a coordinate sono classificate in macchine a colonna singola e doppia colonna. Il principio di funzionamento di queste macchine è simile ed è il seguente. Il pezzo per la sua successiva lavorazione è fissato su un tavolo, che viene eseguito in modo coordinato per ottenere la massima precisione nella lavorazione del pezzo. L'utensile stesso, necessario per specifiche tipologie di lavoro, è fissato sull'elemento mandrino. Il mandrino stesso viene impostato utilizzando le coordinate della tavola, per un contatto preciso con il pezzo durante la lavorazione. Per fare ciò, la tabella viene spostata fino a quando non viene installata esattamente come richiesto dal lavoro.
I principali vantaggi dell'utilizzo di alesatrici a maschera è che sono dotate di speciali dispositivi correttivi che consentono di ridurre al minimo gli errori durante la lavorazione dei pezzi. Le coordinate stesse vengono lette automaticamente, per mezzo di un dispositivo ottico, che misura i valori necessari per l'impostazione del pezzo.
Caratteristiche della macchina alesatrice a maschera
Questa apparecchiatura ha eccellenti caratteristiche di resistenza alle vibrazioni, il che rende sicuro il lavoro su tali apparecchiature. Oltretutto questa caratteristica influisce direttamente sulla precisione con cui l'apparecchiatura funzionerà.
L'unità di lavoro principale di questa attrezzatura comprende elementi come cremagliere, una traversa, la stessa testa di alesatura, un dispositivo mandrino e un tavolo di lavoro. Tutta l'attrezzatura è montata su un solido telaio in acciaio, che è una piattaforma stabile con una grande massa, che ne garantisce l'immobilità durante il lavoro.
L'alesatrice a dima è un'attrezzatura alto livello inoltre, è versatile nel funzionamento. La macchina è anche in grado di eseguire lavori come la fresatura di superfici, nonché la macchina può essere utilizzata per il taglio di estremità e la marcatura del pezzo. Pertanto, disponendo di questa attrezzatura, puoi evitare costi aggiuntivi per l'acquisto di strumenti di lavoro ausiliari, poiché questa macchina svolge una serie di funzioni.
Informazioni sul produttore della macchina alesatrice a maschera 2V440A
Produttore di alesatrice a maschera 2B440A Stabilimento Kuibyshev di alesatrici coordinate, Stan-Samara CJSC fondata nel 1963.
La storia dello stabilimento di Kuibyshev di alesatrici a coordinate risale al 1963, quando fu commissionata la prima fase di questa impresa. Il giovane team dello stabilimento in breve tempo padroneggia la produzione di macchine utensili di alta precisione e già nel 1966 ne produce diverse centinaia.
L'impianto ha cessato di esistere nel 1991, e il suo aree di produzione sono state aperte diverse imprese di macchine utensili, che continuano a produrre alesatrici a maschera, sono impegnate nella loro riparazione e modernizzazione. Stabilimento di alesatrici a maschera "Stan-Samara" CJSC, Samara Società di ricerca e produzione di alesatrici a maschera, CJSC, "Stankoservis" LLC, ecc.
Coordinare le alesatrici. Informazione Generale
Sinonimi: alesatrice per dima, alesatrice per dima.
Le alesatrici a maschera sono progettate per la lavorazione di fori in conduttori, dispositivi e parti che richiedono un'elevata precisione. posizione relativa fori (entro 0,005 - 0,001 mm), senza l'uso di strumenti per guidare l'utensile.
Queste macchine possono essere utilizzate per alesatura, foratura, svasatura e alesatura di fori, fresatura fine di estremità, misurazione e controllo di pezzi, nonché lavori di marcatura.
Le macchine possono essere utilizzate per la lavorazione di fori in conduttori, dispositivi e parti che richiedono un'elevata precisione nella posizione relativa dei fori. Oltre all'alesatura, sulle macchine è possibile eseguire la marcatura e il controllo delle dimensioni lineari, in particolare degli interassi. Utilizzando le tavole rotanti e altri accessori forniti con la macchina, è anche possibile eseguire fori specificati nel sistema di coordinate polari, fori inclinati e tra loro perpendicolari e superfici terminali della macchina.
Le alesatrici a coordinate sono progettate per la lavorazione di fori con l'esatta posizione dei loro assi senza l'uso di contrassegni. La precisione della posizione dei fori si ottiene su queste macchine nell'intervallo 0,005-0,001 mm. Queste macchine possono essere utilizzate per la foratura, l'alesatura, la svasatura, la foratura e la fresatura di superfici (la fresatura viene eseguita raramente). Le alesatrici a coordinate vengono utilizzate anche per la misurazione e il controllo di parti, per lavori di marcatura precisi.
Le alesatrici a coordinate sono più spesso utilizzate nelle officine sperimentali e di utensili.
Le alesatrici a coordinate sono a colonna singola e doppia.
Le macchine a colonna singola hanno una tavola trasversale progettata per spostare il pezzo in due direzioni reciprocamente perpendicolari.
Le macchine a due colonne hanno un tavolo posizionato sulle guide del letto. La tavola sposta il pezzo posizionato su di essa solo nella direzione della coordinata x. I rack si trovano su entrambi i lati del letto, su di essi è posizionata una traversa, sulle cui guide è presente una testa del mandrino. Quando la paletta si muove lungo le guide della traversa, l'asse del mandrino si sposta rispetto al prodotto installato sulla tavola nella direzione della seconda coordinata y. Per alzare o abbassare la paletta, la traversa viene spostata verso l'alto o verso il basso lungo le guide della cremagliera. In tutti i tipi di alesatrici a maschera, i fori vengono lavorati con un avanzamento verticale del mandrino con una testa del mandrino fissa e una tavola.
Per ottenere una distanza più precisa tra i centri dei fori, le alesatrici a dima devono essere installate in locali separati, nei quali è sempre necessario mantenere una temperatura costante di +20°C con uno scostamento non superiore a ± 1 °.
La misura della distanza tra gli assi dei fori può essere effettuata utilizzando:
- misure limite rigide e regolabili utilizzate in combinazione con dispositivi indicatori
- madreviti di precisione con arti e nonio
- scale accurate in combinazione con strumenti ottici
- sensori induttivi a vite passante
Secondo il primo metodo misurato con una serie di blocchetti di misura e un misuratore. Si trovano tra un fermo mobile montato su un tavolo e un perno indicatore montato su un supporto fisso.
Secondo il secondo metodo misurata con viti madre di precisione, che sono progettati per spostare il tavolo e altre parti. La quantità di movimento è contata da un arto con un nonio. Per eliminare gli errori della vite di comando, vengono spesso utilizzati righelli di correzione che, attraverso un sistema di leve, producono un movimento aggiuntivo del tavolo.
La misurazione viene conteggiata secondo il terzo metodo su una scala molto precisa osservata al microscopio. La scala è un'asta in acciaio a specchio con un sottile rischio elicoidale applicato sulla sua superficie con un passo t = 2 mm o sotto forma di una scala a specchio piatta. Il vantaggio di questo metodo di misurazione è che non c'è usura sull'albero dello specchio o sulla scala dello specchio, che non vengono utilizzati per spostare il tavolo.
Quarto metodo di misurazione utilizzando sonde a vite induttive prevede la possibilità di un'osservazione a distanza meno faticosa della freccia e della scala dell'indicatore elettrico.
2V440A Alesatrice a coordinate. Obiettivo e scopo
La macchina è progettata per la lavorazione di fori in conduttori, infissi e parti con l'esatta posizione degli assi, le cui dimensioni sono indicate in un sistema di coordinate rettangolari.
Oltre all'alesatura, alla foratura, alla fresatura leggera (fine), alla marcatura e al controllo delle dimensioni lineari, in particolare, è possibile eseguire sulla macchina gli interassi. La macchina è dotata di tavole rotanti, che consentono di elaborare fori specificati nel sistema di coordinate polari, fori inclinati e tra loro perpendicolari e piani finali di tornitura.
La macchina può eseguire fori fino a 40 mm di diametro, segnare sagome precise, controllare dimensioni lineari e interassi, oltre a eseguire lavori di fresatura leggera, per i quali è previsto l'avanzamento meccanico della tavola e della slitta.
In base alla sua disposizione, questa macchina appartiene ad alesatrici monocoordinate con tavola a croce, con una testa mandrino che si muove lungo le guide verticali della cremagliera ad L.
La macchina 2V440A ha una tavola rettangolare con movimento longitudinale e trasversale. È previsto il movimento di regolazione della testa del mandrino.
Il movimento di lavoro e accelerato della tavola viene effettuato indipendentemente nelle direzioni longitudinale e trasversale da azionamenti elettrici asincroni con un ampio campo di regolazione.
Gli avanzamenti del mandrino sono infinitamente variabili con un variatore di attrito. Esiste un meccanismo per lo spegnimento automatico dell'avanzamento del mandrino a una determinata profondità.
La macchina viene utilizzata per lavori nelle officine di utensili (lavorazione di conduttori e infissi) e nelle officine di produzione per la lavorazione precisa di pezzi senza attrezzature speciali.
L'impostazione precisa della tavola su una determinata coordinata viene eseguita manualmente, con un volantino.
Utilizzando le tavole girevoli e gli altri accessori forniti con la macchina, è possibile eseguire fori specificati nel sistema di coordinate polari, fori inclinati e tra loro perpendicolari e piani terminali di tornitura.
La macchina dispone di una serie di accessori che facilitano il lavoro (centraline, portautensili, ecc.) e di una tavola rotante orizzontale.
La macchina è dotata di una tavola rotante universale, che consente di elaborare fori, i cui assi sono impostati nel sistema di coordinate polari, con la lettura degli angoli lungo gli arti, da dividere con l'ausilio di dischi divisori; fori inclinati della macchina.
La macchina è dotata di ottica dispositivo di misurazione con misure di linea in vetro piano e ottiche a schermo con micrometro elicoidale.
L'azionamento del movimento principale - dal motore elettrico regolato di una corrente continua. Le velocità sono regolate secondo il sistema g - e (generatore - motore, sistema Leonard) nella gamma di 4: 1.
Per modificare la gamma di velocità fornita dal motore a velocità variabile, utilizzare scatola semplice velocità.
La testa della macchina ha solo un movimento di regolazione. Per spostare la manica, viene utilizzata un'unità collegata con un cambio continuo degli avanzamenti. Per azionare i movimenti della tavola e della slitta, vengono utilizzati motori elettrici a corrente continua con regolazione continua della velocità dalla EMU, a cui sono collegati in serie.
In questa macchina, l'azionamento del tavolo e della slitta non è progettato per automatizzare impostazioni precise delle coordinate, poiché non fornisce le velocità di movimento del tavolo e della slitta necessarie per questo.
La macchina viene utilizzata nelle officine di utensili, costruzione macchine e strumenti per la lavorazione di pezzi per parti di produzione singola e in serie.
Il movimento di lavoro e accelerato della tavola viene effettuato indipendentemente nelle direzioni longitudinale e trasversale da azionamenti elettrici asincroni con un'ampia gamma di regolazioni, che consentono di aumentare la rigidità e la produttività della macchina durante la fresatura.
L'impostazione precisa della tavola su una determinata coordinata viene eseguita manualmente, con un volantino. La macchina è dotata di un dispositivo di indicazione digitale, che consente all'operatore di impostare coordinate con una risoluzione di 0,001 mm in due direzioni reciprocamente perpendicolari.
Il mandrino viene ruotato da azionamento elettrico controllato corrente alternata tramite un cambio a tre velocità. Gli avanzamenti del mandrino sono infinitamente variabili con un variatore di attrito. Esiste un meccanismo per lo spegnimento automatico dell'avanzamento del mandrino a una determinata profondità.
La macchina è dotata di morse per tavola, slitta e testa mandrino.
Classe di precisione della macchina A secondo GOST 8-71.
Descrizione della macchina
La base della macchina è un letto scatolare con irrigidimenti interni. La slitta si muove lungo le guide di rotolamento del letto in direzione trasversale, lungo le guide di rotolamento di cui il tavolo si muove in direzione longitudinale.
Il fissaggio del tavolo e della slitta in posizione di lavoro avviene tramite maniglie, che bloccano gli avanzamenti di lavoro con l'ausilio di finecorsa. Si verifica anche l'interruzione automatica dell'alimentazione posizioni estreme tavoli e slitte.
Una cremagliera fusa è installata sul telaio, su cui è montato il cambio.
Una scatola mandrino bilanciata da un contrappeso si muove lungo le guide verticali della cremagliera. Il contrappeso si trova nella cremagliera ed è collegato alla scatola del mandrino tramite cavi.
La scatola del mandrino contiene un mandrino alesatore, un meccanismo di avanzamento assiale, un dispositivo per tagliare l'avanzamento a una determinata profondità e un meccanismo di regolazione fine. alimentazione manuale.
La macchina dispone di un dispositivo per lavorare con il raffreddamento.
Accessori principali della macchina
Gli accessori della macchina includono: cercapunte, portautensili ad avanzamento fine, portautensili universale, manicotti adattatori, portapinze, mandrino portapunta, nucleo a molla, centro di impostazione, porta indicatore, supporto per affilare piccoli trapani e frese, barre di alesatura, utensili da taglio, rotativo tavoli.
Mirino centrale con indicatoreè costituito da una piastra di guida 1 con gambo conico per il fissaggio nel mandrino e da un alloggiamento 2, su cui sono fissati l'indicatore 3 e la leva di contatto 4. La molla 5 crea una forza con cui la leva di contatto viene premuta contro la superficie per essere controllato. Il corpo si muove lungo la lunghezza della barra ed è fissato in qualsiasi punto a seconda del raggio in cui si svolge la prova.
Il cercatore centrale viene applicato:
- per allineare l'asse del foro o l'asse della sporgenza cilindrica sul prodotto con l'asse del mandrino
- verifica del parallelismo di un qualsiasi piano del prodotto al piano della tavola (perpendicolare al piano del prodotto dell'asse del mandrino)
- verifica del parallelismo di un eventuale piano verticale del prodotto al movimento della tavola nelle direzioni longitudinale o trasversale
Microscopio Center Finder installato nel cono del mandrino.
Per posizionare il bordo del prodotto lungo l'asse del mandrino, viene utilizzato il mirino fissato al microscopio, che viene applicato al bordo di base del prodotto. Sul piano orizzontale levigato del quadrato viene applicata una linea che coincide esattamente con il piano verticale di riferimento, ovvero il bordo di base del prodotto. Quando si riconcilia il prodotto, il rischio deve trovarsi tra le linee orizzontali o verticali della doppia croce.
Trova il centro del mandrino utilizzato per posizionare il bordo o la superficie cilindrica convessa del prodotto ad una certa distanza dall'asse del mandrino. Una rondella 1 con un diametro di 20 mm è premuta contro l'estremità inferiore del mandrino da una molla. Con il perno 2, la rondella ha un gioco radiale, grazie al quale può essere spostata rispetto al collo preciso 3 del mandrino. Il collo cilindrico del mandrino non ha eccentricità radiale e il suo diametro è uguale al diametro della rondella. Se il bordo del prodotto tocca la rondella a una distanza di esattamente 10 mm, quando il mandrino viene ruotato, la rondella ruoterà senza battere rispetto al collo del mandrino. Al minimo spostamento del bordo, apparirà un notevole battito della rondella. La precisione di installazione raggiunge 0,005 mm.
Nucleo primaverile predisposto per la marcatura sulla macchina. La testa del nucleo viene retratta all'interno quando si gira il manicotto zigrinato. Al termine della rotazione della manica stessa, il percussore viene rilasciato e, sotto l'azione di una molla, colpisce. La parte superiore del nucleo deve trovarsi sopra la superficie contrassegnata a una distanza di 5,5 mm.
Giradischi– orizzontale e universale sono forniti con la macchina come equipaggiamento speciale. I dispositivi dei meccanismi di divisione dei tavoli sono gli stessi e, dal punto di vista della cinematica, sono simili alle teste divisorie universali. I tavoli differiscono l'uno dall'altro per dimensioni e disponibilità. tavola universale dispositivi di inclinazione del giradischi
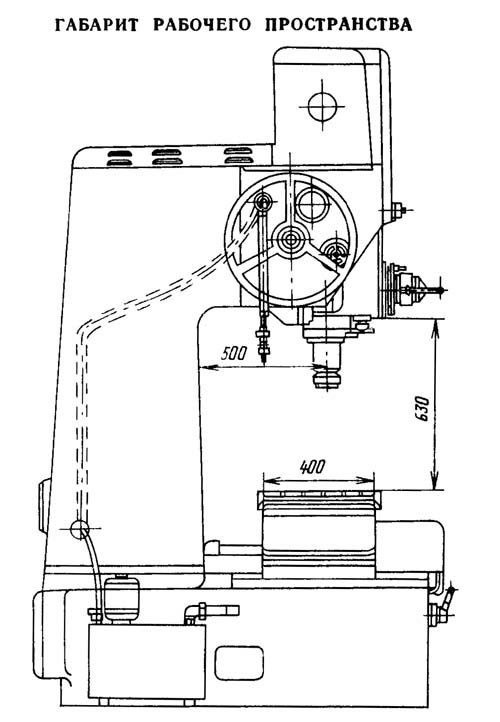
2V440A Dimensioni dello spazio di lavoro della foratrice a dima
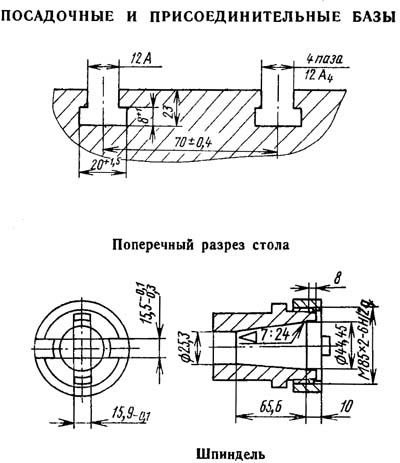
2V440A Basi di atterraggio e collegamento di una alesatrice a coordinate
2V440A Vista generale della macchina alesatrice a dima

2V440A Posizione dei comandi della macchina
Elenco comandi macchina 2V440A
- volantino per l'azzeramento della scala trasversale
- regolatore di velocità di slittamento
- volantino movimento manuale slittata
- scala trasversale micrometrica a spirale del fungo
- schermate e pulsanti di controllo
- mandrino
- indicatore di velocità
- amperometro
- contagiri mandrino
- indicatore della velocità di avanzamento del mandrino
- maniglia per spegnere e invertire l'avanzamento del mandrino
- maniglia per il fissaggio della scatola del mandrino
- volantino di regolazione dell'avanzamento del mandrino
- volantino di avanzamento manuale del mandrino
- maniglia di fissaggio al tavolo
- fungo micrometrico a spirale a scala longitudinale
- volantino per la movimentazione manuale della tavola
- regolatore di velocità da tavolo
- slitta
- maniglia di fissaggio a slitta
- volantino per l'azzeramento della scala longitudinale
- letto
- cremagliera
- riduttore
- volantino di spostamento scatola mandrino
- blocco guida
- volantino per la commutazione degli stadi di velocità
- scatola del mandrino
- maniglie per il sollevamento e l'abbassamento del manicotto del mandrino
2V440A Schema cinematico della macchina
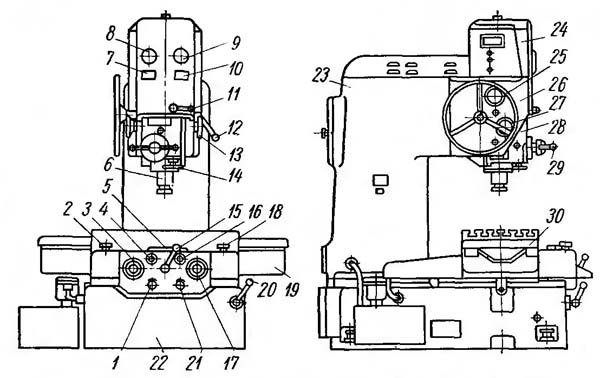
La base della macchina è il telaio 22 (Fig. IX.1) scatolare con irrigidimenti interni. Le slitte 19 si muovono lungo le guide del telaio in direzione trasversale, che presentano le stesse guide nella parte superiore, perpendicolari alle guide del telaio. La tabella 30 si sposta lungo le guide di scorrimento.
La tavola e la slitta si muovono su guide di rotolamento a rulli racchiuse in separatori metallici. La forma delle guide sia del tavolo che della slitta è la stessa: una delle guide è a forma di V, la seconda è piatta.
La tavola è mossa da un motore elettrico in corrente continua 1 (Fig. IX.2, N - 0,24 kW, n = 3600 giri/min a velocità regolabile, tramite una doppia vite senza fine 14, 15, 16, 17, un pignone e cremagliera 18 e guida 19 fissata sulla tavola della macchina.
L'azionamento per la movimentazione della slitta 6, 7, 8, 9, 10 e 11 è simile all'azionamento per la movimentazione della tavola, con l'unica differenza che il riduttore montato sulla slitta si muove con essi rispetto alla rotaia 11 fissata sulla portafoto
Ruotando i volantini 2, posti sugli alberi dei motori elettrici 1 ed esposti sulla parete frontale del quadro di comando 3, 17 (Fig. IX, 1), è possibile impostare manualmente con precisione le coordinate. Il numero di giri di ciascuno dei motori elettrici 1 (Fig. IX.2) è regolabile nell'intervallo 50: 1, il che consente di spostare rapidamente la tavola ad una velocità di 800 mm / min, fresare piani e fare movimenti di installazione ad una velocità di 16-320 mm/min.
Il tavolo si fissa ruotando la maniglia 4; in questo caso, l'estremità dell'albero, terminante con una filettatura, si svita dal dado 12 e crea una forza distanziatrice tra i morsetti 3 e 13.
La slitta è fissata allo stesso modo, ma la rotazione della maniglia 23 viene trasmessa alla vite attraverso gli ingranaggi elicoidali 21. La vite, svitandosi dal dado 20, crea una forza distanziatrice tra i morsetti 5 e 22.
La precisione degli interassi dei fori lavorati, la correttezza della loro forma geometrica e la pulizia della lavorazione dipendono in gran parte dal design dell'assieme mandrino. In questa macchina i cuscinetti radiali del mandrino 5 (Fig. IX.3) sono cuscinetti a una corona di rulli 3 e 4; il cuscinetto 4 è assemblato con un leggero precarico (3 - 6 micron) e il cuscinetto superiore 3 è assemblato con un piccolo gioco o precarico (±2 micron). I carichi assiali sono percepiti dai cuscinetti assiali a sfere 2. Il mandrino 5 è bloccato con un dado 1 ed è collegato all'azionamento principale da un albero dentato di collegamento (calettato) 1 (Fig. IX.4), la cui estremità superiore entra il foro dentato dell'albero cavo 54 (Fig. IX.2 e IX.4) e quello inferiore - nel foro dentellato (asolato) superiore. Tale connessione scarica il mandrino dalle forze radiali che possono sorgere a causa del disallineamento del mandrino e dell'albero 54 (Fig. IX.4) del cambio, poiché l'albero 1 si accoppia con loro con alcuni spazi vuoti su superfici di piccola lunghezza. La lunghezza totale del mandrino è inferiore e la sua estremità superiore non va oltre le dimensioni del cambio.
Il mandrino di alesatura 5 (Fig. IX.3) è azionato da un motore DC 71 a variazione continua (Fig. IX.2) (N = 2 kW, n = 700 ... 2800 giri/min) tramite una trasmissione a cinghia trapezoidale 70 e 42 e cambio a tre velocità (Fig. IX.2 e IX.4).
Il primo - stadio di velocità più basso - del mandrino si ottiene con la seguente marcia: puleggia condotta 42 della trasmissione, ingranaggi 44, 45, 52 e 53. Per ottenere le velocità del secondo - stadio intermedio, gli ingranaggi 52 e 53 sono disimpegnato, e le ruote 48 e 56 sono impegnate.Gli ingranaggi 53 e 56 trasmettono la rotazione al mandrino attraverso un albero dentato (scanalato). Per ottenere il terzo - più alto - livello di velocità, la puleggia 42 è collegata al mandrino mediante una frizione a camme 46 e un albero scanalato 54 (Fig. IX.2 e 4); le ruote dentate 48. 52, 53 e 56 non sono coinvolte nel lavoro. All'interno di ciascuno di questi tre stadi, la velocità del mandrino cambia in modo continuo grazie alla regolazione regolare della velocità del motore elettrico 71 nell'intervallo di 4:1.
Gli ingranaggi sono commutati da leve, che ad un'estremità entrano nelle scanalature del tamburo di comando 47 (Fig. IX.2), che viene ruotato dal volantino 38 attraverso la conica 39 e gli ingranaggi cilindrici 41. Contemporaneamente alla rotazione del tamburo 47, ruota il disco 40, sul quale sono applicati numeri che indicano le gamme di giri corrispondenti ad ogni stadio del cambio.
Il movimento di avanzamento viene effettuato secondo la seguente catena: la ruota dentata 55 (Fig. IX.2 e IX.4) ruota insieme all'albero cavo 54 e aziona la ruota 57, sull'albero di cui si trova il motore coni della puleggia di scorrimento 60 della trasmissione a variazione continua. I coni guidati ad essi corrispondenti ricevono la rotazione attraverso l'anello di acciaio 61.
Utilizzando il volantino 68 (Fig. IX.2) tramite gli ingranaggi conici 69 e la ruota cilindrica 65 ruotare il dado dell'ingranaggio 64 (Fig. IX.2 e IX.4) e quindi spostare in direzione assiale la spinta 62 associata alla trasmissione a variazione continua dei coni guidati superiori e inferiori. Pertanto, è possibile sia avvicinare i coni di trascinamento e contemporaneamente allontanare i coni condotti, aumentando così la velocità di rotazione della vite senza fine 59, oppure, al contrario, allontanare i coni di trascinamento e avvicinare i coni condotti, riducendo così il numero di giri del verme. Ciò consente di modificare la quantità di avanzamento per giro del mandrino in modo continuo.
La velocità di avanzamento è impostata dal tamburo 67 (Fig. IX.2), che ruota contemporaneamente alla rotazione del volantino 68 attraverso gli ingranaggi 65 e 66.
Sull'albero della ruota elicoidale 58 (Fig. IX.2 e IX.4), che è azionata dalla vite senza fine 59, sono installate liberamente due ruote coniche 51 (Fig. IX.2), costantemente impegnate con la ruota conica 49 La commutazione della frizione 50 dà la rotazione destra o sinistra della vite senza fine 28. Pertanto, il mandrino può essere alimentato sia in basso che in alto.
La ruota elicoidale 27 è alloggiata in modo lasco sull'albero della cremagliera e pignone 81, che è in impegno costante con la cremagliera 82 del manicotto 24 (Fig. IX.2 e IX.3) del mandrino. La ruota elicoidale 27 è collegata all'albero della ruota dentata 81 mediante una frizione montata all'interno della ruota elicoidale 27, che viene azionata tramite una doppia maniglia 29 montata sull'albero della ruota dentata 81. A frizione disinserita, la ruota dentata a cremagliera 81 può essere ruotata direttamente, alzando o abbassando rapidamente il manicotto 24 del mandrino.
L'avanzamento manuale fine viene eseguito dal volantino 25 tramite gli ingranaggi 26.
Per disattivare automaticamente l'alimentazione di lavoro al raggiungimento di una predeterminata profondità di lavorazione impostata sull'arto 34, la camma 35 disimpegna la ruota dentata 36 dalla ruota dentata 37.
La disconnessione avviene quando lo zero dell'arto coincide con lo zero del nonio; per questo l'arto è fissato in una posizione in cui la divisione che indica la lunghezza della corsa data del manicotto coincide con lo zero del nonio. La precisione della dimensione risultante lungo la lunghezza è di 0,2-0,3 mm.
Affinché l'arto 34 compia un solo giro durante tutta la corsa del canotto, è presente un riduttore tra l'albero pignone e cremagliera 81 e l'arto, costituito dagli ingranaggi 30, 31, 32 e 33.
La velocità impostata del mandrino è indicata da un contagiri, che è azionato dagli ingranaggi 55 e 57 (Fig. IX.2 e IX.4) e dagli ingranaggi elicoidali 63 (Fig. IX.2).
Dall'albero intermedio attraverso gli ingranaggi cilindrici 43, la pompa di lubrificazione degli ingranaggi riceve la rotazione.
La movimentazione della scatola mandrino lungo le guide verticali avviene tramite il volantino 25 (Fig. IX.1) attraverso la vite senza fine, le ruote coniche, il pignone e cremagliera 75 (Fig. IX.2) e la rotaia 79, che è fissato sul corpo della scatola del mandrino.
La scatola mandrino 28 (Fig. IX.1) è fissata su guide prismatiche con l'ausilio di morsetti, che, per mezzo di aste e viti 74, 78 (Fig. IX.2), ricevono il movimento dall'impugnatura 80 tramite ruote dentate 72 e 76 e ruote dentate - dadi 73 e 77.
2V440A Sistema di riferimento ottico delle coordinate macchina

Dispositivo ottico della macchina. L'entità degli spostamenti delle coordinate viene misurata utilizzando precise scale di vetro e un dispositivo ottico che consente di proiettare con un grande aumento l'immagine di graffi e numeri sulla scala della scala, nonché la griglia del micrometro a spirale sullo schermo.
Il dispositivo ottico della macchina è costituito da due schemi di conteggio dei movimenti: un tavolo - in direzione longitudinale e una slitta - in direzione trasversale.
Nello schema di conteggio degli spostamenti nella direzione longitudinale, il righello della scala del tavolo (vedi Fig. IX.2) è mobile, che è associato ad esso e si muove con esso rispetto al sistema ottico. Nello schema di conteggio degli spostamenti nella direzione trasversale, il sistema ottico si muove rispetto alla barra della scala fissa della slitta, che è fissata sul telaio.
Entrambi gli schemi ottici sono gli stessi e solo per comodità di layout, prismi e specchi che cambiano il corso dei raggi sono inclusi nello schema ottico della scala trasversale. Pertanto, di seguito viene considerato solo lo schema ottico per il conteggio dei movimenti della tavola (Fig. IX.5, a).
Dalla lampadina 1, attraverso il collettore 2 ed il condensatore 3, i raggi si condensano nel piano delle corse della barra della scala 5. Il righello 4 non ha graffi e serve a proteggere il piano delle corse della barra della scala da polvere.
I raggi passano attraverso una barra graduata di vetro 5 con su di essa stampata la divisione dei rischi e dei numeri; passando attraverso la lente 6 e la piastra piano-parallela 7, danno nel piano della griglia del micrometro oculare a spirale 8 un'immagine di segni e numeri con un aumento di cinque volte.
Passando attraverso l'oculare di proiezione 9 e vetro protettivo 10 e riflessa dagli specchi piatti 11 e 13, l'immagine dei segni della barra della scala viene proiettata sullo schermo 12 con un ingrandimento di 60x. La parte frazionaria della dimensione viene stimata sullo schermo utilizzando una griglia proiettata su di esso • un micrometro a spirale (Fig. IX.5, b). Prezzo di lettura 1 mk.
Per apportare correzioni alla lettura sullo schermo, per compensare l'imprecisione delle divisioni delle barre della scala ed eliminare l'errore accumulato, il sistema di lettura ottica della macchina è dotato di un dispositivo di correzione.
La correzione viene effettuata ruotando la piastra piano-parallela 7 (Fig. IX.5, a) attorno all'asse orizzontale; in questo caso le immagini dei tratti della barra della scala vengono spostate nel campo visivo dello schermo della quantità richiesta.
La piastra, installata nel corso dei raggi del dispositivo ottico, ruota tramite il sistema di leve dal righello di correzione, fissato sul tavolo (o telaio). Il righello di correzione consente di correggere sia gli errori accumulati che quelli locali nelle divisioni della barra della scala 5. Per correggere gli errori accumulati, il righello di correzione è impostato ad angolo. La correzione degli errori locali è fornita dalla curva del profilo del righello appropriata.
Uno spostamento dell'immagine del tratto sullo schermo di 0,001 mm corrisponde ad abbassare o alzare la leva sul righello di correzione di 0,2 mm.
Il micrometro a spirale 8 ha due griglie: mobile e fissa (Fig. IX.5, b). Sulla griglia mobile è applicata una doppia spirale di Archimede, il cui passo è di 0,5 mm; ciò corrisponde alla scala 0,1 mm scala 5 (Fig. IX.5, a), la cui immagine è costruita nel piano della griglia con un aumento di cinque volte.
Al centro della griglia mobile (Fig. IX.5, b) c'è una scala circolare con 100 divisioni, che vengono digitalizzate ogni cinque divisioni. La griglia mobile ruota rispetto a quella fissa, sulla quale è applicato l'indice con una freccia. L'indice è diviso in 10 divisioni (Fig. IX.5, c), ciascuna delle quali è uguale al passo della spirale applicata alla griglia mobile.
Le divisioni dell'indice vengono digitalizzate e, quando la scala circolare è azzerata rispetto alla freccia, si trovano al centro del corrispondente giro della spirale. Con un giro completo della griglia mobile, la spirale viene spostata rispetto all'indice fisso di un gradino, ovvero di 0,1 mm. Il movimento lineare della spirale di un passo corrisponde a un giro completo del quadrante. Pertanto, il prezzo della sua divisione \u003d 0,1 mm * 1/100 \u003d 0,001 mm \u003d 1 micron. Pertanto, la scala circolare è "micron" e serve per leggere centesimi e millesimi di millimetro.
Quando si imposta la corsa di centesimi e millesimi contro la freccia, la spirale viene spostata della stessa quantità rispetto alle divisioni dell'indice. Quando il tavolo (slitta) viene spostato, i tratti millimetrici digitalizzati della barra della scala si spostano lungo l'indice.
La rete mobile (Fig. IX.5, b) è incorporata in un telaio, la cui rotazione è comunicata attraverso un sistema di ingranaggi dal fungo 16 (Fig. IX.1).
Per comodità di conteggio delle coordinate si assume come posizione iniziale in cui il centro del foro di base del prodotto fissato sul tavolo è allineato con l'asse del mandrino. in cui:
- ruotando il fungo 16, posizionare lo zero della scala circolare contro la freccia bersaglio
- ruotando il volantino 21, posizionare l'immagine della corsa millimetrica più vicina al centro della spirale, indicata con zero; la schermata apparirà come quella mostrata in Fig. IX.5, in
- la stessa impostazione viene effettuata sullo schermo delle coordinate trasversali, per le quali viene ruotato il fungo 4 (Fig. IX.1), e quindi il volantino 1
- sommando alle letture iniziali o sottraendo ad esse (a seconda della direzione del movimento) le dimensioni date, determinare le coordinate di installazione per i movimenti longitudinali e trasversali
- ruotando il fungo 16 (rispettivamente il fungo 4), impostare su scala circolare i centesimi e i millesimi della parte frazionaria della dimensione
- portare la tavola (slitta) in una posizione in cui la corsa millimetrica digitalizzata della scala graduata 5 (Fig. IX.5, c) sarà allineata al centro della spirale, indicata dal numero di decimi della parte frazionaria della dimensione in fase di impostazione.
La vista degli schermi con le dimensioni impostate è mostrata in fig. IX.5, in
Così, dimensione piena consiste in millimetri interi - digitalizzazione della corsa della barra della scala, decimi di millimetro - digitalizzazione della spirale, centesimi e millesimi di millimetro - letture della scala circolare.
2V440A Schema elettrico della macchina

- Motori elettrici:
- D - azionamento del mandrino
- SL - slittamento
- ST - tabella
- D1 - generatore
- D2 - raffreddamento
- D3 - movimento del cursore del regolatore
- D4 - Motore elettrico EMU
- 1 - generatore
- Contattori:
- 1K - motori elettrici D1, D2, D4
- ЗК, 4К - avvio graduale del motore elettrico del motore elettrico D
- 5K - motore frenante D
- 1KB - corsa "a destra" del motore elettrico CT
- 1KH - corsa "a sinistra" del motore elettrico CT
- 2KB - Corsa "avanti" del motore elettrico SL
- 2KN - corsa "Back" del motore elettrico SL
- Pulsanti:
- 1KU, 2KU - fermare e avviare il motore elettrico D
- ZKU, 4KU, 5KU, 6KU - arresto e frenata, avviamento, accelerazione, decelerazione del motore elettrico D
- 7KU - impostazione della velocità di fresatura dell'ottica di illuminazione
- 8KU - rotazione lenta del mandrino
- Fine corsa:
- BK1 - mandrino
- VK3, VK4, - tabelle a destra, a sinistra; VK6, VK7: avanti, indietro
- VK8, VK9 Finecorsa di blocco: scorrimento - angolo di rotazione del regolatore
- BK2, BK5 - slitta da tavolo con morsetto
- Interruttori:
- BB - introduttivo
- VO - illuminazione locale
- Lampade:
- 1LS, 2LS - segnale
- 1LO, 2LO - illuminazione
- 1L, 2L - ottica di illuminazione
- LSh - diapositiva della scala di illuminazione
- Relè intermedi per aumentare la velocità di motori elettrici: 1RP - ST; 2RP - SL
- 3RP - relè intermedio per l'accensione dell'illuminazione dell'ottica;
- 4PT1 - Relè rotazione lenta mandrino
- Relè a tempo: 1РВ - avviamento a gradino del motore elettrico D; 2РВ - ottica di illuminazione
- 1RT, 2RT - Relè termici di protezione motore
- 1PP, 2PP, ZPP, 4PP - fusibili
- 1С10-5С10 - regolazione delle resistenze
- 1ST - resistenza di avviamento-frenatura del motore elettrico D
- OVG, OVD, OVST, OVSL - avvolgimenti shunt del generatore e motori elettrici L, ST, SL
- SOG, SOD, OVS - avvolgimenti seriali del generatore e motori elettrici D e D3
- ShR - regolatore di eccitazione del motore D
- C - condensatore stabilizzatore
- 1TP, 2TP - trasformatori step-down
- 1PO, 2PO - regolatori di velocità per motori ST e SL
- 1B, 2B - voltmetri (hanno una graduazione della velocità di movimento del tavolo e della slitta)
- OU-1 e OU-11 - Avvolgimenti di controllo EMU
- SV - raddrizzatore al selenio
- AT - autotrasformatore regolatore di eccitazione ShR
- KO - EMU dell'avvolgimento di compensazione
- ShKO - Shunt di avvolgimento di compensazione EMU
- 1SD, 2SD, ZSD, SDV - resistenze aggiuntive
2V440A Schema schematico
Il circuito elettrico della macchina comprende azionamenti elettrici: mandrino, tavolo e slitta del sistema di raffreddamento e, inoltre, fornisce l'illuminazione dell'ottica della macchina, il blocco e la protezione in varie modalità di funzionamento delle singole unità.
La rotazione del mandrino di alesatura, il movimento della tavola e della slitta sono realizzati con motori a corrente continua e la pompa di raffreddamento è azionata da un motore asincrono.
Per alimentare il motore di azionamento del mandrino, c'è un motore-generatore, e per i motori da tavolo e slitta, un amplificatore di macchina elettrica.
Tensione macchina fornito da un pacchetto switch BB; allo stesso tempo, il quadrante del cambio è illuminato con lampade 1LS e 2LS.
La tensione agli avvolgimenti di eccitazione del motore elettrico D e del generatore G è fornita dal raddrizzatore al selenio CB, agli avvolgimenti di eccitazione dei motori ST e SL dal generatore G.
Accensione del generatore e dell'EMU. Quando viene premuto il pulsante 2KU ("Generatore"), si accende il contattore 1K, che avvia i motori elettrici: D1 - azionamento del generatore; D4 - amplificatore per macchina elettrica; D2 - sistemi di raffreddamento (quando la presa 1РШ è accesa).
Azionamento del mandrino. Il circuito elettrico prevede l'inclusione della rotazione, la sua disattivazione con e senza frenatura, la variazione continua del numero di giri, nonché la rotazione lenta con una velocità "strisciante".
Primo stadio di avvio del mandrino. Premendo il pulsante 4KU (“Mandrino Start”), il contattore ZK collega il motore di rotazione mandrino D al generatore tramite la 1° resistenza avviamento-freno.
Avvio del mandrino del secondo stadio. Contemporaneamente alla pressione del pulsante 4KU, riceve alimentazione dal relè a tempo 1РВ e, con un ritardo, accende il contattore 4K, che spegne il relè a tempo e devia la 1a resistenza.
Rotazione lenta del mandrino. Il pulsante 8KU ("Mandrino lento") attiva la rotazione lenta del motore (40-60 giri/min) per ottenere una velocità del mandrino "strisciante", alla quale il prodotto viene allineato tramite un cercatore centrale. Allo stesso tempo, il relè 4RP viene attivato, l'avvolgimento di eccitazione del motore ATS è collegato alla piena tensione e l'avvolgimento di eccitazione del generatore OVG è collegato tramite la resistenza 1SD. Per eliminare le fluttuazioni di velocità, l'avvolgimento seriale del generatore SOG viene deviato.
Modifica della velocità del mandrino. Il numero di giri del motore elettrico D entro pp \u003d 700; nmax = 2800 rpm è regolato da un regolatore shunt; premendo il pulsante 5KU (“Fast”) o 6KU (“Slow”) si accende in un senso o nell'altro il motore a corrente alternata Dz del collettore che, spostando il cursore del regolatore ShR, introduce più o meno resistenza nel l'avvolgimento di eccitazione dell'ATS del motore mandrino.
I finecorsa VK8 e VK9 limitano l'angolo di rotazione del regolatore nelle posizioni estreme, spegnendo il motore D3.
Frenatura del mandrino. Quando il pulsante ZKU è completamente premuto, il contattore 5K viene acceso e contemporaneamente i contattori ZK e 4K vengono spenti.
Con i contatti ZK l'indotto del motore D viene scollegato dall'alimentazione e con il contatto 5K l'indotto viene acceso con una resistenza di 1ST, che in questo caso è un freno. L'avvolgimento di eccitazione dell'ATS è acceso a piena tensione. Si verifica un'intensa frenata dinamica del motore elettrico, che continua fino alla pressione del pulsante ZKU o fino all'arresto dell'ancora. L'arresto del motore elettrico D senza frenare viene effettuato premendo in modo incompleto il pulsante ZKU, a cui i contattori ZK e 4K vengono spenti, ma 5K non viene disattivato.
Azionamento elettrico del tavolo e della slitta. Schema elettrico la macchina effettua il seguente lavoro: impostazione delle coordinate; avanzamento di lavoro della tavola e della slitta durante la fresatura e il loro rapido movimento. Il movimento del tavolo e il movimento del carrello possono avvenire solo separatamente.
Movimento lento del tavolo e della slitta. L'avviamento dei motori elettrici della tavola ST e della slitta SL avviene ruotando in un senso o nell'altro i relativi regolatori 1RO e 2RO. In questo caso vengono attivati gli avviatori magnetici 1KB, 1KN o 2KB, 2KN. L'avvolgimento di controllo dell'EMU OU-11 è collegato alla differenza della tensione di pilotaggio prelevata dal regolatore di velocità 1RO o 2RO e alla tensione EMU (feedback di tensione negativo).
Alesatrice a dima 2A430. Video.
Caratteristiche tecniche della foratrice a coordinate 2V440A
| Nome parametro | 2E440A | 2V440A |
|---|---|---|
| Parametri principali della macchina | ||
| Classe di precisione (N, P, V, A, C) | MA | MA |
| Piano di lavoro del tavolo, mm | 710 x 400 | 800 x 400 |
| Il più grande diametro di foratura in acciaio 45, mm | 25 | 25 |
| Il più grande diametro di alesatura in acciaio 45, mm | 250 | 250 |
| La distanza più piccola e più grande dall'estremità del mandrino alla tavola, mm | 158..630 | 125..585 |
| Distanza dall'asse del mandrino alla cremagliera (sbalzo del mandrino), mm | 500 | 500 |
| Testata | ||
| Velocità mandrino (regolazione b/s), giri/min | 50...2000 | 50...2000 |
| Limiti degli avanzamenti di lavoro della bussola del mandrino per un giro del mandrino, mm / giro | 0,03...0,16 9 passi |
0,03...0,16 9 passi |
| Il massimo movimento verticale del mandrino (corsa) (manuale, meccanico), mm | 210 | |
| Il massimo movimento verticale della paletta (regolazione manuale), mm | 250 | |
| Speciale cono interno mandrino (cono interno). | № 40 7:24 | 5 |
| Conicità massima dell'utensile da bloccare | Morse 4 | Morse 4 |
| Fissaggio della scatola del mandrino alle guide | Manuale | Manuale |
| Desktop | ||
| Il massimo movimento della tavola (longitudinale/trasversale), mm | 630x400 | 710 x 400 |
| Numero di scanalature a T sul tavolo | 5 | 5 |
| Il valore del movimento accelerato della tavola e della slitta, mm / min | 1600 | 800 |
| Limiti di avanzamento di lavoro della tavola e della slitta durante la fresatura, mm/min | 20..315 | 16..800 |
| La massa maggiore del prodotto trasformato, kg | 320 | 320 |
| Precisione della macchina | ||
| Il prezzo della divisione della griglia raster per l'impostazione delle coordinate, mm | 0,001 | 0,001 |
| Precisione di impostazione delle coordinate, mm | 0,005 | 0,005 |
| La precisione delle distanze tra gli assi dei fori praticati sulla macchina, mm | 0,008 | 0,008 |
| Precisione diametro forato (costanza diametro), mm | 0,004 | 0,004 |
| Protezione da sovraccarico del meccanismo di alimentazione | c'è | c'è |
| Unità di azionamento | ||
| Numero di motori elettrici sulla macchina | 5 | 5 |
| Motore elettrico di azionamento principale, kW | 4,5 | 2 |
| Motore elettrico dell'azionamento del movimento della tavola, kW | 0,245 | 0,245 |
| Il motore elettrico dell'azionamento del movimento di una slitta, kW | 0,245 |
Consigliamo anche
 Eroi pionieri nella presentazione dei pionieri della Grande Guerra Patriottica Eroi della Guerra Patriottica
Eroi pionieri nella presentazione dei pionieri della Grande Guerra Patriottica Eroi della Guerra Patriottica
 Presentazione "Formazione della postura nei bambini in età prescolare Igiene della corretta presentazione della postura per i bambini
Presentazione "Formazione della postura nei bambini in età prescolare Igiene della corretta presentazione della postura per i bambini
 Scienze del corpo umano
Scienze del corpo umano
 Presentazione "storia e prospettive per lo sviluppo della robotica"
Presentazione "storia e prospettive per lo sviluppo della robotica"
 Il valore della lotta della Russia con la Polovtsy
Il valore della lotta della Russia con la Polovtsy
 Asia e Africa dopo la seconda guerra mondiale
Asia e Africa dopo la seconda guerra mondiale