Ismerje meg a fúrógépeket. Koordináta fúrógép: típusok és modellek.
A felszerelések közül a szúrós fúrógépeket sajátos "arisztokratáknak" nevezik, amelyek célja a legkritikusabb részek létrehozása - lyukak, amelyek relatív elhelyezésében kis eltérések vannak. Az ilyen gépeken van egy speciális leolvasó berendezés, amellyel a munkadarab a szerszámhoz képest legfeljebb 0,001 mm hibával mozgatható, valamint egy vezérlőkészülék a megmunkált alkatrészek méreteltéréseinek ellenőrzésére.
A szúrófúró gép célja
A szúrós fúrógépeket a központtól a középpontig terjedő furatok feldolgozására tervezték, amelyek közötti távolságot pontosan be kell tartani alapfelületek derékszögű koordinátarendszerben, a szerszámot vezető szerszámok használata nélkül.
Az ilyen gépeken fúrást, finommarást, fúrást, dörzsárazást és furatok süllyesztését, az alkatrészek ellenőrzését és mérését, a végek finommarását, valamint jelölési munkákat végeznek. A gépek karosszériaelemek és szerelvények, valamint vezetékek furatainak készítésére szolgálnak, amelyek a furatok kölcsönös elhelyezésében jelentős pontosságot igényelnek, kisipari, egydarabos és tömeggyártásban.
A gépeken a fúrás mellett a méretek jelölése és ellenőrzése történik, beleértve a középtávolságokat is. A géphez mellékelt forgóasztalok segítségével polárkoordináta-rendszerben megadott furatokat, egymásra merőleges és ferde furatokat, valamint gépi végfelületeket lehet megmunkálni.

A gép optikai leolvasó eszközökkel van felszerelve, amelyek lehetővé teszik a koordináta méretének egész és tört részeit. Mivel a szúrós fúrógépek berendezése egy mérőgép és egy fémvágó gép kombinációja, ilyen berendezésen dolgozva lehetőség nyílik más gépeken megmunkált alkatrészek vezérlésére is.
Normál üzemben egy függőleges szúrós fúrógép a koordinátarendszerben 0,004 milliméteres nagyságrendű középpont-középpont távolságok pontosítására képes. A lyukak középpontjai közötti pontosabb távolság elérése érdekében a szúrós fúrógép digitális kijelzővel van felszerelve, amely lehetővé teszi a kezelő számára, hogy körülbelül 0,001 milliméteres felbontással állítson be koordinátákat.
Fúrógépek osztályozása
Léteznek egy és két állványos kockafúró gépek. Kialakításukban egyoszlopos gépek vannak, egy keresztasztal, ami arra szolgál, hogy a munkadarabot két egymásra merőleges irányba mozgassa. A fő mozgás itt az orsó forgó mozgása, az előtolás pedig az orsó függőleges mozgása.
A kétoszlopos gépek kialakításában egy táblázat található, amely a vezetőkön található. Az asztal a behelyezett munkadarabot az X koordináta irányába tudja mozgatni.A fejtartó elmozdulásakor az orsó tengelye az asztalra szerelt termékhez képest az Y koordináta irányába mozdul el.

Az automatizáltság szintje alapján a szúrós fúrógépeket CNC-vel, digitális kijelzővel és koordinátakészlettel rendelkező gépekre, valamint a munkadarabok és szerszámok automatikus cseréjével rendelkező gépekre osztják, amelyek lehetővé teszik különböző munkavégzést. marási munkák magas szintű pontossággal.
A tranzakciók jellegétől függően tervezési jellemzők A szúrós fúrógépek univerzálisak és speciálisak. Az univerzális gépeket pedig vízszintes fúrógépekre és befejező fúrógépekre osztják. Minden típusú szerszámgépnél a legjelentősebb paraméter a fúróorsó átmérője.
Koordinátaszámító gépek modelljei
A szúrós fúrógépek népszerű modelljei téglalap alakú asztallal rendelkeznek keresztirányú és hosszirányú mozgással. Az orsófej beállító mozgása biztosított. Az asztal gyorsított és munkamozgása kereszt- és hosszanti irányban történik elektromos hajtások a legszélesebb körű szabályozással, amely lehetővé teszi a szúrófúró gép merevségének és termelékenységének növelését marás közben. Tekintsük részletesebben a szúrós fúrógépek népszerű modelljeinek műszaki jellemzőit.
Fúrógép 2a450
A 2a450 szúrós fúrógép méretei, beleértve a csúszda és az asztal útját is, 2670 × 3305 × 2660 milliméter. Az asztal munkafelületének mérete 1100 x 630 mm. A gép tömege a tartozékok és az elektromos szekrény tömege nélkül 7300 kilogramm. Ezzel a géppel maximálisan 30 milliméteres fúrási átmérőt és 250 milliméteres maximális fúrási furatot lehet elérni maximum 600 kilogramm tömegű termék használata esetén. Az orsó fordulatszáma eléri az 50-2000 ford./perc értéket, a termék mozgási sebessége marás közben eléri a 30-200 ford./perc értéket. A 2a450 szúrós fúrógép használatakor a villanymotor teljesítménye eléri a 4,5 VKt-t, a forgási frekvencia 1800 ford./perc.
Fúrógép 2d450
A 2d450 szúrós fúrógép a következő méretekkel rendelkezik (csúszdával és asztallal) - 3305 x 2705 x 2800 milliméter. A munkafelület mérete 1100 x 630 mm. A gép tömege elektromos szekrény és a szükséges tartozékok nélkül 7800 kilogramm. A legnagyobb furatátmérő 250 milliméter, míg akár 600 kilogramm tömegű termék is használható. Az orsó fordulatszáma 50-2000 percenként. A gépre szerelt villanymotor teljesítménye 2 VKt, fordulatszáma 700 ford./perc.
Koordináta fúrógép 2v440a
A 2v440a szúrós fúrógép méretei, beleértve a csúszdát és az asztali mozgást is, 2520 × 2195 × 2430 milliméter. Az asztal munkafelületének hossza 800, szélessége 400 milliméter. A gép tömege külső tartozékokkal együtt 3630 kilogramm. A 2v440a szúrós fúrógép használatakor 25 milliméteres maximális fúrási átmérőt lehet elérni tömör anyagban, és 250 milliméteres maximális fúrási átmérőt 320 kilogramm tömegű termékek használata esetén. Az orsó fordulatszámának határa eléri az 50-2000 ford./perc értéket, a villanymotor teljesítménye 2,2 WK, a forgási sebesség 800 ford./perc.

Kockafúró gép 2431
A 2431-es modell teljes méretei - 1900 × 1445 × 2435 milliméter, súlya elektromos berendezés nélkül - 2510 kilogramm. A 2431 szúrós fúrógép elektromos berendezéseinek tömege 420 kg, a tartozékok készlete pedig 380 kg. Az asztal munkafelületének méretei - 560 x 320 milliméter. Ennek a modellnek a használatakor a maximális fúrási átmérő 18 milliméter és a maximális fúrási átmérő 125 milliméter, ha a maximális tömegű termékek 250 kilogramm. Az orsó percenkénti fordulatszámának határa 75-3000 ford./perc, a villanymotorok összteljesítménye 2,81 WK, a főmotor teljesítménye 2,2 KW.
Kockafúró gép 2421
A 2421 szúrós fúrógép méretei 900 x 1615 x 2207 milliméter. Az asztal mérete 450 x 250 milliméter. A gép tömege a tartozékokkal együtt 1610 kilogramm. Ezzel a modellel 12 milliméteres maximális fúrási átmérőt lehet elérni tömör anyagban, és maximum 80 milliméteres fúrási furatot lehet elérni 150 kilogramm tömegű termékek használata esetén. Az orsó fordulatszáma 135 és 3000 ford./perc között van. Villanymotor teljesítménye - 10 VKt.
Így a szúrós fúrógépek látják el a legfontosabb funkciót - lyukak készítését és eltéréseik szabályozását. A gép fel van szerelve digitális jelzőkészülékkel, amely lehetővé teszi a kezelő számára, hogy 0,001 mm-es felbontásban állítson be koordinátákat, valamint kiolvasó eszközökkel a koordináta méretének egész és tört részeit leolvassák.
Bevezetés
1. Kockafúró gépek berendezése és működési elve
2. A kritériumok kiszámítása
2.2 A kritériumok kiszámítása
3. Kockafúró gépek fejlesztésének kilátásai
Következtetés
Bibliográfia
Bevezetés
A fúrógépeket egy- és sorozatgyártású alkatrészek feldolgozására tervezték. Ez univerzális gépek, amelyen lehet furatok durva és finom fúrását, a külső hengeres felületek és furatvégek esztergálását, fúrást, süllyesztést és dörzsárazást, síkmarást, menetvágást és egyéb műveleteket végezni. Nagy változatosság különféle fajták A fúrógépeken végzett megmunkálás számos esetben lehetővé teszi egy alkatrész megmunkálását anélkül, hogy azt más gépekre kellene áthelyezni, ami különösen fontos a nehézgépészetben.
jellemző tulajdonság A fúrógépeknél vízszintes (vagy függőleges) orsó van, amely axiális előtolási mozgást végez. Az orsóhoz rögzítve vágóeszköz– fúrórúd maróval, fúró, süllyesztő, maró, csap, stb. Széles körben alkalmazzák a programvezérlésű fúrógépeket, amelyek csökkentik az átváltási idejüket, növelik a munka termelékenységét és a feldolgozás minőségét.
Az elvégzett műveletek jellegétől, céljától és tervezési jellemzőitől függően a fúrógépeket univerzálisra és speciálisra osztják. Az univerzális gépeket vízszintes fúrásra, szúrófúrásra és gyémánt fúrásra (befejező fúrásra) osztják. Minden típusú szerszámgépnél a legjelentősebb paraméter, amely a gép összes fő méretét meghatározza, a fúróorsó átmérője.
1. A koordinátafúró gépek berendezése és működési elve
szerszámgépek
A koordináta fúrógépeket precíz koordinátákkal rendelkező furatok megmunkálására tervezték. Az ilyen típusú gépeknek két változata van: egyoszlopos (1. ábra, a) és kétoszlopos (1. ábra, b). Az egyoszlopos szúrós fúrógép fő részei az 1. keret, a 2. oszlop, a 3. fúrófej, az asztal szánnal 4. A 2E470A kétoszlopos fogasfúró gép fő részei: a keret 1, az oszlopok 2, a fúrófejek 3, a keresztirányú 4, a munkaasztal 5.
A munkadarabot az asztal síkjában rögzítjük, a vágószerszámot a fúrófejek orsójában rögzítjük. A munkadarab magasságától függően az átmenetet és a fúrófejet egy bizonyos magasságra állítják és rögzítik. Az orsó beállítása a megadott koordinátákra úgy történik, hogy az asztalt két egymásra merőleges irányban mozgatjuk (egyoszlopos gépen dolgozva), vagy az asztalt hosszirányban mozgatjuk a keret vezetői és a fúrófej keresztirányban. irány a traverz mentén (kétoszlopos portál típusú gépen történő munkavégzés esetén). A kockafúró gépek tervezésének, telepítésének és karbantartásának jellemzői a következők:
a korrekciós eszközök jelenléte, amelyek kompenzálják a vezérorsó dőlésszögének hibáját (régebbi géptípusokon);
optikai eszközök használata koordináták leolvasására; görgős vezetők használata, amelyek érzékelik a szán, az asztal tömegét, a terméket és a vágóerőt;
nagy pontosságú alkatrészfeldolgozás és egységek összeszerelése és jó minőség feldolgozott felület; jó rezgésállóság és masszív alapozás; állandó szobahőmérséklet (20
1,5) C;a gépeket kiszolgáló dolgozók magas képzettsége; minimális és szabályozott ráhagyások a lyukak feldolgozásához.
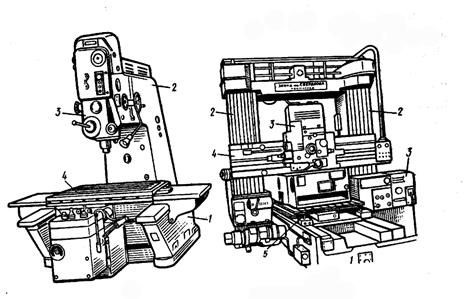
1. ábra. Koordináta fúrógépek:
a - egyoszlopos: 1 - ágy, 2 - állvány, 3 - fúrófej, 4 - asztal szánkóval;
b - kétoszlopos: 1 - ágy, 2 - állványok, 3 - fúrófejek, 4 - átmenő, 5 - asztali
Az egyoszlopos függőleges szúrós fúrógépek precíz tengelyű furatok megmunkálására szolgálnak, amelyek közötti méretek téglalap alakú koordinátarendszerben vannak megadva.
Ezen kívül a gép lehetséges:
menetvágás;
Felületek finommarása homlok- vagy szármaróval;
végek levágása;
Lineáris méretek jelölése és ellenőrzése az alkatrészeken.
A gépekhez mellékelt forgóasztalok lehetővé teszik a polárkoordináta-rendszerben meghatározott furatok, valamint egymásra merőleges és ferde furatok és síkok megmunkálását.
Normál üzemi körülmények között a gépek 0,06 mm-es téglalap alakú koordinátarendszerben történő feldolgozáskor a középponttól a középpontig terjedő távolságok pontosságát biztosítják.
A gépek különféle szerszámokkal és tartozékokkal vannak felszerelve lyukak fúrásához, menetfúrásához, marásához és jelöléséhez:
lőszer:
Befogópatron készlettel,
fúrás,
csavarmenetes,
Unalmas.
adapterhüvelyek Morse kúpos szerszámokhoz
lugasok vágókhoz
unalmas rudak halmaza
univerzális szerszámtartó és szerszámtartó precíz előtolással
mikroszkóp-középpont kereső, tüske-középkereső
rugós mag
telepítési központ
· fúróvágók, fúrók, dörzsárak, marók, menetfúrók széles választéka.
Koordináta fúrógép mod.2E450
Gép mod. 2E450A - egyoszlopos, 630x1120 mm-es asztalméretekkel, képernyőn leolvasható optikai mérőrendszerrel, koordináták előre beállítására szolgáló eszközzel, az asztal és a szán automatikus leállításával előre meghatározott pozíciókban fotoelektromos nulljelző segítségével. A hossz szabványok síküveg vonalmértékek. Az orsó forgási periódusát egy állítható elektromos motor hajtja végre egyenáram háromfokozatú sebességváltón keresztül. Az egyes fokozatokon belül az orsó fordulatszáma fokozatmentesen állítható 50-2500 ford./perc tartományban. Az orsó előtolása egy súrlódási variátoron keresztül is fokozatmentesen változtatható. Van egy mechanizmus automatikus kikapcsolás orsó előtolás adott mélységben. A mechanikus asztali bilincsek és a fejszár kézi rögzítése biztosított. A koordinátabeállítási pontosság 0,004 mm, a furat átmérőjének pontossága legfeljebb 0,005 mm megengedett.
Koordináta fúrógép mod.2D450
Egykoordinátás fúrógép mod. 2D450 az asztal munkafelületével 630x1120 mm. optikai eszközökkel felszerelt, amelyek lehetővé teszik a koordináta méretének egész és tört részeinek megszámlálását. A gép szerszám- és gyártóüzemben egyaránt használható az alkatrészek precíz megmunkálására speciális berendezések nélkül. Normál üzemi körülmények között a gép 0,004 mm-es téglalap alakú koordináta-rendszerben biztosítja a középpontok közötti távolságok beállítását. és a poláris rendszerben - 5 ívmásodperc. A furatok tengelyei közötti távolságok pontossága, normál körülmények között megmunkált koordinátafúráshoz, 0,006 mm.
A terméken lévő furat tengelyének beállítása az orsó tengelyéhez képest a kívánt koordinátára az asztal vagy a szán mozgatásával történik, amelynek mozgását speciális optikai eszköz vezérli. Ez utóbbi precíz vonalzókon alapul, amelyek az egyik esetben az asztalra vannak rögzítve (mozgatható vonalzó), a másikban a keretre (rögzített vonalzó). Az asztal vonalzója 1000 nagy pontosságú osztást tartalmaz 1 mm-en keresztül, az ágy vonalzója - 630 osztást. A vonásokat 75-szörös nagyítással vetítik ki egy matt képernyőre. Egy vonalzó intervallum századrészeinek kiértékeléséhez a képernyősíkon van egy 100 osztásos skála. A nagy pontosságú leolvasás érdekében a képernyőn egy további skála található, amely akár 0,001 mm-es leolvasást tesz lehetővé.

Rizs. 2. A gép kinematikai sémája mod. 2D450
A 2. ábra a gépmodell kinematikai diagramját mutatja. 2D450. A főmozgás lánca határozza meg az orsó forgását a vágószerszámmal, amelyet egy állítható egyenáramú motorról 1 hajtanak végre a 2-3 szíjhajtáson, I tengelyen, 6-7 fogaskerekeken, II tengelyen, kerekeken vagy 7-en keresztül. 10 orsóhoz III. Az 1-es villanymotor 700-2800 ford./perc tartományban történő szabályozásával az orsó fordulatszáma fokozatmentesen változik. A kétfokozatú sebességváltó sebességfokozatainak kapcsolása a 11 kézikerékkel történik a 4-5 láncáttételen keresztül. A fordulatszámot az I tengelyre szerelt tachogenerátor szabályozza.
A hüvely, az orsó függőleges betáplálása egy különálló, széles szabályozási tartományú 17 DC villanymotorról történik. Forgás a 18-19 csigakeréken, IV bordás tengelyen, 20-21 fogaskerekeken, V tengelyen és 22-23 csigapáron, súrlódó tengelykapcsolón az orsóhüvely 25 sínjével. A 40-es fogantyúk kikapcsolt tengelykapcsoló mellett, manuálisan felemelheti vagy leengedheti az orsó hüvelyét. A karmantyú pontosabb mozgatásához egy 41 kézikerék van, amely 42-43 kúpos kerekekkel kapcsolódik a V tengelyhez. Automatikus kikapcsolás az orsó hüvely előtolása a megadott fúrási mélység elérésekor a 17 mikrokapcsolóval történő kikapcsolásával történik.
Az orsófej beállító mozgása a aszinkron motor 12 a 13-14 csigakeréken és a 15-16 fogaslécen keresztül. A munkadarab téglalap alakú koordinátarendszerben az asztal hosszirányban, a szán keresztirányban történő mozgatásával történik két egymástól független 44 és 26 egyenáramú motortól hasonló 27-28 és 31-32 csigakerekeken, 35-36 kúpkerekeken, ill. 37-38, fogasléces fogaskerekek 29-30 és 33-34.
Az asztal, szán és orsófej rögzítéséhez szükséges rendelkezéseket egységes bilincseket használnak.
Asztal 1.
Kockafúró gépek modellválasztéka
| Modell | Jellemzők |
| 2A450 | Gép optikai koordináta-referenciarendszerrel az X és Y tengely mentén |
| 2A450AF10, 2D450AF10 | Szerszámgépek elektronikus leolvasó és mérőrendszerrel, beleértve a digitális kijelző eszközt is, az X és Y tengely mentén Elektronikus lendkerék üzemmód. |
| 2L450AF11-01 | Digitális jelzőberendezéssel az X, Y és Z tengely mentén, valamint előzetes koordinátakészlettel az X és Y tengely mentén gép.Van egy nyomkövető pozicionálási mód és egy elektronikus lendkerék üzemmód 0,001 és 0,01 mm-es asztalmozgási felbontással |
| 2E450AFZ0 | Szerszámgép CNC-eszközzel, interaktív módban feldolgozó program beállításával az X és Y tengely mentén, valamint a koordináták digitális kijelzésével a Z tengely mentén. |
| 2L450AF4 | Gép CNC-vel, kontúrozással az X, Y és Z tengelyek mentén A grafikus monitor lehetővé teszi a programok hibakeresését anélkül, hogy a tengelyek mentén mozogna. Az alkatrészprogramok online elkészíthetők szabványos szöveges fájlokkal vagy automatizált rendszerekkel. |
2. A kritériumok kiszámítása
2.1 A műszaki tárgyak fejlesztésének kritériumai
A bármely műszaki objektumot jellemző paraméterek és mutatók között mindig vannak olyanok, amelyek hajlamosak hosszú ideig monoton változásra, vagy határértékük elérésekor egy bizonyos szinten tartani magukat. Ezeket a mutatókat mindenki a tökéletesség és a progresszivitás mérőszámaként ismeri el, és erős befolyást gyakorolnak a műszaki tárgyak egyes osztályainak és a technológia egészének fejlődésére.
Az ilyen paramétereket és mutatókat a műszaki objektumok fejlesztési kritériumainak nevezzük. Jelentőségük abból a tényből ítélhető meg, hogy a műszaki fejlődés bármely műszaki tárgy területén általában abból áll, hogy bizonyos kritériumokat javítanak anélkül, hogy mások rontanának (legalábbis anélkül, hogy jelentősen romlana). A fejlesztési kritériumrendszer kialakításakor számos feltételnek kell teljesülnie:
Mérhetőség: a műszaki objektumnak csak olyan paramétere vehető fejlesztési kritériumnak, amely lehetővé teszi valamelyik mérési skála szerinti mennyiségi értékelés lehetőségét;
Összehasonlíthatóság: a fejlesztési kritériumnak olyan dimenzióval kell rendelkeznie, amely lehetővé teszi a különböző idők és országok műszaki tárgyainak összehasonlítását;
Kivételek: a műszaki objektumnak csak olyan paraméterei tekinthetők fejlesztési kritériumnak, amelyek elsősorban annak eredményességét jellemzik, és meghatározó befolyással bírnak;
Minimalitás és függetlenség: a fejlesztési kritériumok teljes halmaza csak azokat a kritériumokat tartalmazza, amelyek logikailag nem vezethetők le más kritériumokból, és nem lehetnek azok közvetlen következményei.
A termék műszaki színvonalának és minőségének értékelése összehasonlító (összehasonlító) elemzéssel az alábbi sorrendben történik:
Az alaptermék kiválasztása (ideális változat, analóg vagy prototípus);
Felfedik az értékelt és alaptermékek fő műszaki és gazdasági mutatóinak számszerű értékeit:
Kiszámítják a műszaki színvonal és minőség relatív mutatóinak szintjeit;
A termékek műszaki színvonalára és minőségére vonatkozó általánosított mutatók értékét kiszámítjuk.
Megjegyzendő, hogy a fő feltétel a becsült ill alaptermék- a termékelemek összehasonlíthatósága, a funkcionális cél azonossága.
Összehasonlítási alaptermékként a világgyakorlatban elérhető legjobb, valós ilyen típusú és szabvány méretű termékmintát választják ki. Lehet belföldi és külföldi is, és analógnak nevezik. Néha az ilyen típusú termékek modernizálásával kapcsolatos problémák megoldása során egy prototípus terméket vesznek alapterméknek, amelyet a meglévő hiányosságok kiküszöbölésével javítanak.
Egyes esetekben a jövő felszerelése alapterméknek tekinthető - ideális lehetőség. A műszaki színvonal és minőség szempontjából ideális változatot jellemző mutatókat az ilyen típusú technológia fejlődési törvényszerűségei alapján számítják ki fejlesztési szempontok szerint.
A termékek műszaki színvonalának és minőségének értékelésekor a fő méretparaméter (kapacitás, munkafelület, hasznos térfogat stb.) értékei nem térhetnek el 20%-nál nagyobb mértékben az alaptermék értékétől.
2.2 Számítás
2. táblázat.
630x1120 mm-es asztali munkafelületű szúrófúró gépek műszaki adatai
| Kibocsátási év | Gép modell | A legnagyobb fúrási/fúrási átmérő, mm | Orsó kinyúlás, mm | Az asztal végétől a munkafelületig mért legnagyobb távolság, mm | Orsó fordulatszám határok, ford./perc | teljesítmény, kWt | Súly, kg | Méretek | ||
| Hossz, mm | Szélesség, mm | Magasság, mm | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 10 | 11 | 12 |
| 1968 | 2A450 | 30/250 | 710 | 750 | 50-2000 | 2,0 | 7800 | 2670 | 3305 | 2660 |
| 1973 | 2D450 | 30/250 | 710 | 800 | 50-2000 | 2,2 | 7800 | 3305 | 2705 | 2800 |
| 1978 | 2450A | 40/250 | 715 | 750 | 32-2000 | 6,3 | 7920 | 2430 | 2750 | 3400 |
| 1983 | 2E450AF1-1 | 30/250 | 710 | 770 | 10-2000 | 7,2 | 8500 | 2760 | 2765 | 3000 |
| 1990 | 2E450A | 30/250 | 710 | 770 | 10-2500 | 7,2 | 8050 | 3350 | 2500 | 2885 |
| 1992 | 2E450AF30 | 30/250 | 710 | 770 | 10-2500 | 7,2 | 8000 | 2760 | 2980 | 2980 |
A bemutatott adatokat elemezve lehetőség nyílik a szúrófúró gépek fejlesztésére vonatkozó kritériumok nómenklatúrájának összeállítására. Számítsuk ki a vizsgált kritériumokat, amelyek számítási eredményeit a 2. táblázat tartalmazza.
1. Fajlagos anyagfelhasználás.
ahol: K m - fajlagos anyagfelhasználás. (kg / mm.)
M - tömeg (kg)
N a fő paraméter értéke (mm).
2. Fajlagos energiaintenzitás.
ahol: E y - fajlagos energiaintenzitás (kW / m);
P - teljesítmény (kW);
N a fő paraméter értéke (m).
3. A gép által elfoglalt meghatározott terület.
ahol: S y – konkrétan elfoglalt terület így. (m 2 / m)
S - a gép által elfoglalt terület (m 2)
N - a fő paraméter egysége (m)
4. A villanymotor teljesítményének egysége a gép tömegegységére vonatkoztatva.
3. táblázat A fejlesztés kritériumai.
A fejlesztési kritériumokból nyert adatok alapján grafikonokat készítünk, amelyeknek köszönhetően nyomon követhetjük a kritériumok alakulását és előrejelzést készíthetünk 2007-re.
2.3 A kritériumok változásának meghatározása
Fajlagos energiaintenzitás

Figyelembe véve a gép fajlagos energiafogyasztásának értékeinek változását, nyomon követhető ennek a paraméternek a növekedési tendenciája. Közelítő módszerrel 2007-re is lehet előrejelzést készíteni, a paraméter értéke 45 kW/m lesz.
Fajlagos anyagfelhasználás

A trendközelítés módszerével 2007-ben találjuk meg a kritériumszintet. Bizonyos valószínűséggel kijelenthetjük, hogy a kritérium értéke 32 kg/mm lesz.
A tömegegységre jutó teljesítmény mértékegysége

Az így kapott görbe a fúrógép tömegegységenkénti teljesítményének nyilvánvaló növekedését jelzi. A közelítés módszerével feltételezhetjük lehetséges jelentése ez a paraméter 2007-ben, ami 1,42 W/kg lesz.
Meghatározott elfoglalt terület

A trendközelítés módszerével 2007-ben találjuk meg a kritériumszintet. Bizonyos valószínűséggel azt mondhatjuk, hogy a kritérium értéke csökkenni fog, és eléri a 30 m 2 /m-t.
3. A szúrófúrás továbbfejlesztésének kilátásai
szerszámgépek
Munkavégzés korszerűsítése
Jelenleg bent orosz ipar morálisan és fizikailag elavult, 2A450, 2D450, 2E450 típusok és azok módosításai. Ezeknek a gépeknek a kora eléri a 30-40 évet, így tervezési megoldásaik nem felelnek meg a modern gépekkel szemben támasztott követelményeknek. Emellett az egységek nagy kopása és a pontossági paraméterek elvesztése is problémákat okoz a működésükben. Mindehhez a géppark megújítása szükséges, de erre a jelenlegi gazdasági környezetben a legtöbb vállalkozás nem rendelkezik elegendő forrással. Ezért ilyen feltételek mellett gazdaságosan megvalósítható a meglévő berendezések korszerűsítése, melynek eredményeként a fogyasztó egy olyan korszerű gépet kapna, amelynek kialakítása a szerszámgépek gyártásában szerzett sokéves tapasztalatot testesítené meg, amely minden követelménynek megfelel. mutató (ehhez a géphez), modern alkatrészekkel és vezérlőrendszerekkel felszerelve. Ugyanakkor a megrendelő, miután átadta a gépet korszerűsítésre, nem várja meg a gép teljes gyártási ciklusának korszerűsítését, hanem egy ilyen típusú (vagy más típusú gép) modernizált gépet kaphat a az üzemben rendelkezésre álló gépkészlet. Ebben az esetben az átadott gép becsült költsége levonásra kerül a megvásárolt gép árából.
A kézi vezérlésű szúrós fúrógépek korszerűsítésének fő összetevői általában a következők:
· elektronikus leolvasó és mérőrendszer telepítése, amely az optikai leolvasó eszközök helyett LIR típusú, lineáris elmozdulások fotoelektromos átalakítóit és digitális jelzőberendezést tartalmaz;
· programozható vezérlő alkalmazása a relé vezérlő áramkör helyett gépi elektromos áramkör felépítéséhez;
· golyóscsavarok és állítható nagy nyomatékú egyenáramú villanymotorok az asztali és szánszerkezetek hajtásaiban fogasléces fogaskerekek helyett, egyszerű állítható egyenáramú villanymotorok és csigahajtóművek;
az asztal és a szán pneumo bilincseinek felszerelése elektromechanikus bilincsek helyett;
· orsódoboz mozgásának gépesítése;
· a karmantyús elmozdulásos meghajtó kialakításának alkalmazása állítható egyenáramú motorral.
Következtetés
Az övében lejáratú papírok Kidolgoztam a fejlesztési kritériumok nómenklatúráját 630x1120 mm-es asztalfelületű fúrógépekhez, fő paraméterként legnagyobb átmérőjű unalmas. E kritériumok dinamikáját a szerszámgépek gyártási éveinek függvényében elemeztem. Megtudtam, milyen tényezők hatására következett be a kritériumok értékeinek változása. Adta a gép diagramját, ismertette a készülékét, a működési elvét. Elemezte a fajlagos mutatók (fajlagos energiafogyasztás, anyagfelhasználás) függését a gép méretétől.
Előrejelzést adott a 2007-es kritériumok értékeiről. A mutatók számértékeit táblázatos és grafikus formában adtuk meg. A munkát a szúrófúró gépek fejlesztési kilátásainak ismertetésével fejeztem be.
Bibliográfia:
1. Polovinkin A.I. A mérnöki kreativitás alapjai. - M: Mashinostroenie, 1988, -368s.
2. Belik V.G. A gépek és eszközök műszaki színvonala: fejlesztési lehetőségek. - Kijev, Technika, 1991.-200.
3. Mogunov V.I. Fémvágó gépek. Gyors hivatkozás. - M.: Gosinti, 1964. -505s.
4. Nómenklatúra kézikönyve. A Minstankoprom vállalatai által 1978-1979 között gyártott univerzális fémvágó gépek - M .: NIIMASH, 1968. - 219p.
5. Fémvágó gépek. Címtár könyvtár. 3. rész - A fúró- és fúrócsoport szerszámgépei - M .: NIIMASH, 1973.
6. Fémvágó gépek. Címtár könyvtár. 2. rész - A fúró- és fúrócsoport szerszámgépei. - M.: NIIMASH, 1965.
7. Fémvágó gépek. Szerk. V.E. Pusha.-M.: Mashinostroenie, 1986. -571s.
8. Szovjetunió Minstankoprom. A Minstankoprom vállalatai által 1973-1974 között gyártott univerzális fémmegmunkáló gépek Nómenklatúra kézikönyve. - M.: NIIMASH, 1973. -173p.
9. Szovjetunió Minstankoprom. A Minstankoprom vállalatai által 1970-ben gyártott univerzális fémmegmunkáló gépek. Nómenklatúra kézikönyv. - M.: NIIMASH, 1970.- 123p.
10. Fémvágó gépek. Nómenklatúra katalógus. 1. rész 1992-1993 - M.: ENIMS, VNIITEMR, 1992.
11. Fémvágó gépek. Nómenklatúra katalógus. 1. rész 1990-1991 - M.: VNIITEMR, 1990.
12. Fémvágó gépek. Szerk. N.S. Koleva.-M.: Mérnöki tudomány, 1980-500-as évek.
13. Szmirnov A.I. A mérnöki technológia perspektívái. -M.: 1992
14. Szmirnov V.K. Esztergafúró: Proc. Az SPTU számára. – 5. kiadás, átdolgozva. és további - M .: Magasabb. iskola, 1987. - 255 p.
Nak nek jig fúrógép 2455AF10
A gépen a furatok megmunkálása mellett lehetőség van síkok és göndör kontúrok fél- és simítómarására is.
A gép nemcsak a különféle termékek precíz feldolgozására szolgáló gép, hanem egy mérőgép is, amely téglalap alakú koordinátarendszerben pontos méréseket tesz lehetővé. Lapos vagy univerzális forgóasztal esetén a szögkoordináták pontos mérése is lehetséges.
A gép nagy pontossága és merevsége, a kis hőmérsékleti deformációk és a kényelmes vezérlés lehetővé teszi a termékek nagy pontosságú feldolgozását és felhasználását különféle iparágak ipar.
A továbbfejlesztett gépen az optikai referenciarendszert az asztal, a támaszték és az orsóhüvely mozgásának "digitális jelzésére" cserélték ki 0,001 mm-es felbontással, amely lehetővé teszi a gép pontos mérőgépként történő használatát jelölési munka, lineáris méretek és középtávolságok ellenőrzése.
A géphez mellékelt forgóasztal segítségével lehetőség nyílik egymáshoz képest különböző szögben elhelyezkedő furatok, síkok megmunkálására.
2455A F10
Nak nek jig fúrógép 2A450AF10

Az egyoszlopos függőleges szúrós fúrógép a tengelyek pontos elrendezésű furatainak megmunkálására szolgál, amelyek közötti méretek téglalap alakú koordinátarendszerben vannak megadva.
A fúrás mellett fúrás, finommarás, lineáris méretek jelölése és szabályozása, különösen a középpontok közötti távolságok végezhetők a gépen.
A forgóasztalok segítségével lehetséges a polárkoordináta-rendszerben meghatározott furatok, ferde és egymásra merőleges furatok, esztergálási végsíkok megmunkálása. szerkezetileg annyiban különbözik:
asztali bilincs, szán ( X, Y ) és a fejszárat pneumatika hajtja meg;
az orsófej mozgását el. motor.
A géphez mellékelt forgóasztal segítségével lehetőség nyílik egymáshoz képest különböző szögben elhelyezkedő furatok, síkok megmunkálására.
A szerszámgép modell főbb műszaki jellemzői 2D450A F10
Nak nek jig fúrógép 2A459AF4
CNC vízszintes szúrós fúrógép forgóasztallal.
A gépet arra tervezték, hogy adott program szerint nagy pontossággal és termelékenységgel végezzen fúrási és marási műveleteket, valamint dörzsárat, süllyesztést, dörzsárat, végeket, menetfúrást. A gép képes kézi „Digitális jelzés” üzemmódban dolgozni.
A gép hatóköre nagy pontosságú alkatrészek egyedi, kisüzemi, tömeggyártása gépgyártó üzemek szerszám- és gépészeti műhelyeiben.
A gép jellegzetessége az lyukkészítés ugyanazon a tengelyen, párhuzamosan, merőlegesen vagy tetszőleges szögben elhelyezve, párhuzamosan az asztali tengelyek tükrével nagy pontossággal mind geometriában, mind egymáshoz viszonyított helyzetükben.
A szerszámgép modell főbb műszaki jellemzői 2A459A F4
Nak nek jig fúrógép 2E440AF10

Függőleges egykoordinátás fúrógép. Vezetőkben, szerelvényekben és alkatrészekben lévő lyukak feldolgozására tervezték, amikor a megmunkálandó furatok egymáshoz viszonyított helyzetében nagy pontosság szükséges.
A gépen a lineáris méretek és a középpontok közötti távolságok jelölése és ellenőrzése is elvégezhető. Az asztal és a szán mechanikus mozgásának jelenléte lehetővé teszi, hogy könnyű marási munkát végezzen a gépen.
A gép „Digitális jelzés” típusú elektronikus leolvasó és mérőrendszerrel, a betáplálások és a főmozgató frekvenciahajtásaival, kiegészítve aszinkron motorokkal.
A szerszámgép modell főbb műszaki jellemzői 2E440A F10
Nak nek jig fúrógép 2V440AF4
A fő különbségek a koordináta fúrógép modhoz képest. 2E440AF10 vannak: nagyobb méretű asztal, az asztal és a szán megnövelt mozgása, belső orsó kúpos - (5°-os specifikáció) .
Különféle területeken termelési tevékenységek gyakran használnak olyan berendezéseket, mint a kockafúrógép. Ezt a berendezést leggyakrabban a kohászatban, gépgyártásban használják. Ennek a gépcsoportnak a fő célja a fém felületkezelése, olyan munkadarabokkal végzett műveletek elvégzése, mint a fúrás, lyukasztás, süllyesztés és sok más művelet.
Készülék fúrógép
Valójában a szúrós fúrógép abszolút minden funkciót ellát, amit a hagyományos gépek, de előnye, hogy az ilyen berendezések minden műveletet nagy pontossággal hajtanak végre. Az alkatrészek gép általi feldolgozásának ilyen pontosságát az a tény éri el, hogy ez a berendezés mindenféle optikai, mechanikai és automatikus elemmel van felszerelve.
A szúrós fúrógép részletei sorosan és egyszeresen is feldolgozhatók, ez attól függ, hogy milyen vállalkozásban működik ez a berendezés.
Ennek a berendezésnek a fő munkaeleme a többi esztergagéphez hasonlóan az orsó, amely vízszintes és függőleges helyzetben is elhelyezhető a gépben. Magán az orsón mindenféle szerszám már járulékosan fel van szerelve, amelyekkel a munka elvégzésre kerül. Ilyen munkaelemek lehetnek például vágófúró rúd, süllyesztők, fúrók és maróberendezések.
A mai napig a legelterjedtebbek az ilyen fúrógépek, amelyek numerikus úton végzik a munkát programvezérlés, ez a berendezés lehetővé teszi, hogy minden munkát nagy pontossággal végezzen el, és minimalizálja a gép szervizelésének költségeit.
Fúrógép típusai
A koordináta fúrógépeket egyoszlopos és kétoszlopos gépekre osztják. Ezeknek a gépeknek a működési elve hasonló, és a következő. A munkadarabot a későbbi megmunkáláshoz egy asztalra rögzítjük, amelyet koordinátasíkban hajtunk végre, hogy az alkatrész megmunkálásakor a lehető legnagyobb pontosságot érjük el. Maga a szerszám, amely bizonyos típusú munkákhoz szükséges, az orsóelemen van rögzítve. Maga az orsó a táblázat koordinátáival van beállítva, hogy a feldolgozás során pontosan érintkezzen a munkadarabbal. Ehhez az asztalt addig kell mozgatni, amíg pontosan a feladatnak megfelelően fel nem szerelik.
A szúrós fúrógépek használatának fő előnyei az, hogy speciális korrekciós eszközökkel vannak felszerelve, amelyek lehetővé teszik a munkadarabok feldolgozása során előforduló hibák minimalizálását. Maga a koordináták számlálása automatikusan történik, egy optikai eszköz segítségével, amely a munkadarab beállításához szükséges értékeket méri.
Kockafúró gép jellemzői
Ennek a berendezésnek kiváló rezgésállósági jellemzői vannak, ami biztonságossá teszi az ilyen berendezéseken végzett munkát. kívül ezt a jellemzőt közvetlenül befolyásolja a berendezés működésének pontosságát.
Ennek a berendezésnek a fő munkaegysége olyan elemeket tartalmaz, mint az állványok, egy traverz, maga a fúrófej, egy orsószerkezet és egy munkaasztal. Minden berendezés egy masszív acélvázra van felszerelve, amely egy stabil, nagy tömegű platform, amely biztosítja annak mozdulatlanságát a munka során.
A szúrófúró gép egy berendezés magas szint emellett sokoldalúan használható. A gép alkalmas olyan munkák elvégzésére is, mint a felületmarás, valamint a gép használható végek vágására és a munkadarab jelölésére. Így ezzel a berendezéssel elkerülhető a segédmunkaszerszámok beszerzésének többletköltsége, hiszen ezt a gépet sokféle funkciót lát el.
Információk a 2V440A szúrós fúrógép gyártójáról
A 2B440A szúrós fúrógép gyártója Kuibisev Koordináta-fúrógép-gyár, Stan-Samara CJSC 1963-ban alapították.
A Kuibyshev koordináta fúrógépek üzemének története 1963-ig nyúlik vissza, amikor a vállalkozás első szakaszát üzembe helyezték. Az üzem fiatal csapata rövid időn belül elsajátította a nagy pontosságú szerszámgépek gyártását, és már 1966-ban több száz darabot gyártott.
Az üzem 1991-ben megszűnt, és annak termelési területek több szerszámgép-gyártó vállalkozás is megnyílt, amelyek továbbra is fúrógépeket gyártanak, azok javításával, korszerűsítésével foglalkoznak. Szúrós fúrógépek üzeme "Stan-Samara" CJSC, Samara Kutató és Gyártó Kockafúrógépek Vállalata, CJSC, "Stankoservis" LLC stb.
Koordináta fúrógépek. Általános információ
Szinonimák: szúrófúrógép, szúrófúrógép.
A szúrós fúrógépeket vezetékekben, rögzítésekben és nagy pontosságot igénylő alkatrészekben lévő furatok megmunkálására tervezték. relatív pozíció lyukak (0,005 - 0,001 mm között), a szerszám megvezetésére szolgáló szerszámok használata nélkül.
Ezek a gépek fúrásra, fúrásra, süllyesztésre és furatok dörzsölésére, végek finom marására, alkatrészek mérésére és ellenőrzésére, valamint jelölési munkákra használhatók.
A gépek olyan vezetékekben, szerelvényekben és alkatrészekben lévő furatok feldolgozására használhatók, amelyek nagy pontosságot igényelnek a lyukak egymáshoz viszonyított helyzetében. A fúrás mellett a lineáris méretek, különösen a középpontok közötti távolságok jelölése és ellenőrzése is elvégezhető a gépeken. A géphez mellékelt forgóasztalok és egyéb tartozékok segítségével polárkoordináta-rendszerben meghatározott furatok, ferde és egymásra merőleges furatok, gépi végfelületek is megmunkálhatók.
A koordináta fúrógépeket a tengelyeik pontos elhelyezkedésével ellátott furatok megmunkálására tervezték, jelölések használata nélkül. A lyukak elhelyezkedésének pontossága ezeken a gépeken 0,005-0,001 mm tartományban érhető el. Ezek a gépek fúrásra, dörzsárazásra, süllyesztésre, furatok fúrására és felületmarásra használhatók (marást ritkán végeznek). A koordináta-fúró gépeket az alkatrészek mérésére és ellenőrzésére is használják, a precíz jelölési munkákhoz.
A koordináta fúrógépeket gyakrabban használják szerszám- és kísérleti műhelyekben.
A koordináta fúrógépek egy- és kétoszloposak.
Az egyoszlopos gépek keresztasztallal rendelkeznek, amely a munkadarabot két egymásra merőleges irányban mozgatja.
A kétoszlopos gépeknél egy asztal található az ágyvezetőkön. Az asztal csak az x koordináta irányába mozgatja a ráhelyezett munkadarabot. Az ágy mindkét oldalán állványok helyezkednek el, ezekre egy kereszttartó van elhelyezve, melynek vezetőin orsófej található. Amikor a fejtartó a keresztrúd vezetői mentén mozog, az orsó tengelye az asztalra szerelt termékhez képest a második y koordináta irányában mozog. A fejtámasz felemeléséhez vagy leengedéséhez a keresztrúd felfelé vagy lefelé mozgatható az állványvezetők mentén. Minden típusú szúrós fúrógépben a furatok megmunkálása függőleges orsó előtolással történik, fix orsófejjel és asztallal.
A furatok közepe közötti pontosabb távolság elérése érdekében a kockafúró gépeket külön helyiségekben kell elhelyezni, ahol mindig állandó +20 ° C hőmérsékletet kell tartani, legfeljebb ± 1 eltéréssel. °.
A furatok tengelyei közötti távolság mérése a következő módszerrel végezhető el:
- merev és állítható határértékek jelzőberendezésekkel kombinálva
- precíziós ólomcsavarok szárral és nóniuszokkal
- pontos mérlegek optikai műszerekkel kombinálva
- induktív átvezető csavaros érzékelők
Az első módszer szerint mérőhasáb-készlettel és idomszerrel mérve. Az asztalra szerelt mozgatható ütköző és a rögzített állványra szerelt jelzőcsap között helyezkednek el.
A második módszer szerint precíziósan elkészített vezércsavarokkal mérve, amelyek az asztal és más alkatrészek mozgatására szolgálnak. A mozgás mennyiségét egy nóniuszos végtag számolja. A vezérorsó hibáinak kiküszöbölésére gyakran alkalmaznak korrekciós vonalzókat, amelyek egy karrendszeren keresztül további mozgást eredményeznek az asztalon.
A mérést a harmadik módszer szerint számoljuk mikroszkóppal megfigyelhető nagyon pontos skálán. A mérleg tüköracél tengely, melynek felületére vékony csavarvonalú kockázatot visznek fel t = 2 mm lépéssel, vagy lapos tükörmérleg formájában. Ennek a mérési módszernek az az előnye, hogy nincs kopás a tükörtengelyen vagy a tükörmérlegen, amelyek nem az asztal mozgatására szolgálnak.
Negyedik mérési módszer induktív csavaros szondák segítségével lehetőséget biztosít a nyíl és az elektromos jelző skálájának távoli, kevésbé fárasztó megfigyelésére.
2V440A Koordináta fúrógép. Cél és hatály
A gépet vezetékekben, rögzítésekben és alkatrészekben lévő furatok megmunkálására tervezték a tengelyek pontos elhelyezkedésével, amelyek közötti méretek téglalap alakú koordinátarendszerben vannak megadva.
A fúrás mellett fúrás, könnyű (finom) marás, lineáris méretek jelölése és ellenőrzése, különös tekintettel a középpont-középpont távolságokra, elvégezhető a gépen. A gép forgóasztalokkal van felszerelve, ami lehetővé teszi a polárkoordináta-rendszerben meghatározott furatok, ferde és egymásra merőleges furatok és forgási végsíkok feldolgozását.
A gép akár 40 mm átmérőjű lyukakat is tud fúrni, pontos sablonokat jelölni, ellenőrizni lineáris méretekés középponti távolságokat, valamint könnyű marási munkát végezni, melyhez az asztal és a szán mechanikus előtolása biztosított.
Ez a gép elrendezése szerint az egykoordinátás fúrógépek közé tartozik, keresztasztallal, az L alakú állvány függőleges vezetői mentén mozgó orsófejjel.
A 2V440A gép téglalap alakú asztallal rendelkezik, hosszanti és keresztirányú mozgással. Az orsófej beállító mozgása biztosított.
Az asztal munka- és gyorsított mozgatását egymástól függetlenül, hossz- és keresztirányban, széles szabályozási tartományú aszinkron elektromos hajtások végzik.
Az orsó előtolása súrlódási variátorral fokozatmentesen változtatható. Van egy mechanizmus az orsó előtolásának automatikus leállítására adott mélységben.
A gépet szerszámüzletekben (vezetékek és rögzítések feldolgozása) és gyártóműhelyekben történő munkákhoz használják az alkatrészek precíz megmunkálására speciális berendezések nélkül.
A táblázat pontos beállítása egy adott koordinátára manuálisan, kézikerékkel történik.
A géphez mellékelt forgóasztalok és egyéb tartozékok segítségével polárkoordináta-rendszerben meghatározott furatok, ferde és egymásra merőleges furatok, esztergálási végsíkok megmunkálhatók.
A gép számos, a munkát megkönnyítő kiegészítővel (középkeresők, szerszámtartók stb.) és egy vízszintes forgóasztallal rendelkezik.
A gép univerzális forgóasztallal van felszerelve, amely lehetővé teszi a polárkoordináta-rendszerben beállított lyukak feldolgozását, a szárak menti szögek leolvasásával, osztótárcsák segítségével történő felosztását; gép ferde furatai.
A gép optikai elemmel van felszerelve mérőeszköz síküveg vonalmérőkkel és spirális mikrométeres képernyőoptikával.
A fő mozgás hajtása - egyenáramú szabályozott villanymotorból. A sebességek szabályozása a g - e rendszer szerint (generátor - motor, Leonard rendszer) 4:1 tartományban történik.
A változtatható fordulatszámú motor által megadott fordulatszám-tartomány eltolásához használja a egyszerű doboz sebességek.
A gép fejrészének csak beállító mozgása van. A hüvely mozgatásához egy csatlakoztatott meghajtót használnak, amely fokozatmentesen változtatja az előtolásokat. Az asztal és a szán mozgásának meghajtására az EMU-ból fokozatmentes fordulatszám-szabályozású egyenáramú villanymotorokat használnak, amelyekhez sorba vannak kötve.
Ebben a gépben az asztal- és szánhajtás nem a pontos koordinátabeállítások automatizálására szolgál, mivel nem biztosítja az ehhez szükséges alacsony asztal- és szánmozgási sebességet.
A gépet szerszám-, gép- és műszergyártó műhelyekben használják egyedi és sorozatgyártású alkatrészek feldolgozására.
Az asztal megmunkálása és gyorsított mozgása hossz- és keresztirányban egymástól függetlenül, széles szabályozási tartományú aszinkron elektromos hajtásokkal történik, amelyek lehetővé teszik a gép merevségének és termelékenységének növelését a marás során.
A táblázat pontos beállítása egy adott koordinátára manuálisan, kézikerékkel történik. A gép digitális jelzőkészülékkel van felszerelve, amely lehetővé teszi a kezelő számára, hogy két egymásra merőleges irányban 0,001 mm felbontású koordinátákat állítson be.
Az orsó el van forgatva vezérelt elektromos hajtás váltakozó áram háromfokozatú sebességváltón keresztül. Az orsó előtolása súrlódási variátorral fokozatmentesen változtatható. Van egy mechanizmus az orsó előtolásának automatikus leállítására adott mélységben.
A gép az asztalhoz, a szánhoz és az orsófejhez kapcsokkal van ellátva.
A gép pontossági osztálya a GOST 8-71 szerint.
A gép leírása
A gép alapja egy doboz alakú ágy belső merevítőkkel. A szán az ágy gördülővezetői mentén mozog keresztirányban, melynek gördülővezetői mentén az asztal hosszirányban mozog.
Az asztal és a csúszda munkahelyzetben történő rögzítése fogantyúkkal történik, amelyek végálláskapcsolók segítségével blokkolják a munkatápokat. Az automatikus adagolási lekapcsolás is beáll szélső pozíciók asztalok és szánkók.
A keretre egy öntött fogasléc van felszerelve, amelyre a sebességváltó fel van szerelve.
Az ellensúllyal kiegyensúlyozott orsódoboz az állvány függőleges vezetői mentén mozog. Az ellensúly az állványban található, és kábelekkel csatlakozik az orsódobozhoz.
Az orsódoboz tartalmaz egy fúróorsót, egy axiális előtoló mechanizmust, egy adott mélységben az előtolás levágására szolgáló berendezést és egy finombeállító mechanizmust. kézi adagolás.
A gép rendelkezik egy berendezéssel a hűtéssel történő munkavégzéshez.
A gép fő tartozékai
A gép tartozékai a következők: szondák, finom előtolású szerszámoszlop, univerzális szerszámoszlop, adapterhüvelyek, befogópatrontartó, fúrótokmány, rugómag, beállító központ, indikátortartó, tartó kis fúrók és marók élezéséhez, fúrórudak, vágószerszámok, forgóasztalok .
Középkereső jelzővel az orsóban rögzítésre szolgáló kúpos szárú 1 vezetőlemezből és egy 2 házból áll, amelyen a 3 jelző és az érintkezőkar 4 rögzítve van. Az 5 rugó olyan erőt hoz létre, amellyel az érintkezőkart a felülethez nyomja, hogy ellenőrizni kell. A test a rúd hosszában mozog, és bármely helyen rögzítve van attól függően, hogy a vizsgálat sugára milyen sugárban történik.
A középső keresőt alkalmazzuk:
- a furat tengelyének vagy a terméken lévő hengeres kiemelkedés tengelyének az orsó tengelyéhez igazítása
- a szorzat bármely síkjának párhuzamosságának ellenőrzése az asztal síkjával (merőlegesen az orsó tengelyének szorzatának síkjára)
- a termék bármely függőleges síkjának párhuzamosságának ellenőrzése az asztal hossz- vagy keresztirányú mozgásával
Center Finder mikroszkóp beszerelve az orsó kúpjába.
A termék élének az orsó tengelye mentén történő beállításához a mikroszkóphoz rögzített célzónégyzetet használják, amelyet a termék alapélére helyeznek. A négyzet csiszolt vízszintes síkjára egy olyan vonalat alkalmazunk, amely pontosan egybeesik a függőleges referenciasíkkal, azaz. a termék alapéle. A termék egyeztetésekor a kockázatnak a kettős kereszt vízszintes vagy függőleges vonalai között kell lennie.
Tüske-középpont kereső a termék élének vagy domború hengeres felületének az orsó tengelyétől bizonyos távolságra történő beállítására szolgál. Egy 20 mm átmérőjű 1 alátétet egy rugóval nyomunk a tüske alsó végéhez. A 2-es csappal az alátét radiális hézaggal rendelkezik, aminek köszönhetően a tüske pontos 3 nyakához képest eltolható. A tüske hengeres nyakán nincs sugárirányú kifutás, átmérője megegyezik az alátét átmérőjével. Ha a termék széle pontosan 10 mm távolságban érinti az alátétet, akkor az orsó elforgatásakor az alátét ütés nélkül forog a tüske nyakához képest. Az él legkisebb elmozdulásakor az alátét észrevehető ütése jelenik meg. A beépítési pontosság eléri a 0,005 mm-t.
Rugós mag a gépen történő jelölésre tervezték. A magfej behúzódik, amikor a recézett hüvelyt elfordítják. Ugyanennek a hüvelynek a forgásának végén az ütközőt elengedik, és egy rugó hatására lecsap. A mag tetejének a megjelölt felület felett kell lennie, 5,5 mm távolságra.
Lemezjátszók– a vízszintes és az univerzális speciális felszerelésként szállítjuk a géphez. Az asztalok osztómechanizmusainak eszközei megegyeznek, és kinematikai szempontból hasonlóak az univerzális osztófejekhez. Az asztalok méretben és elérhetőségben különböznek egymástól. univerzális asztal lemezjátszó billentő eszközök
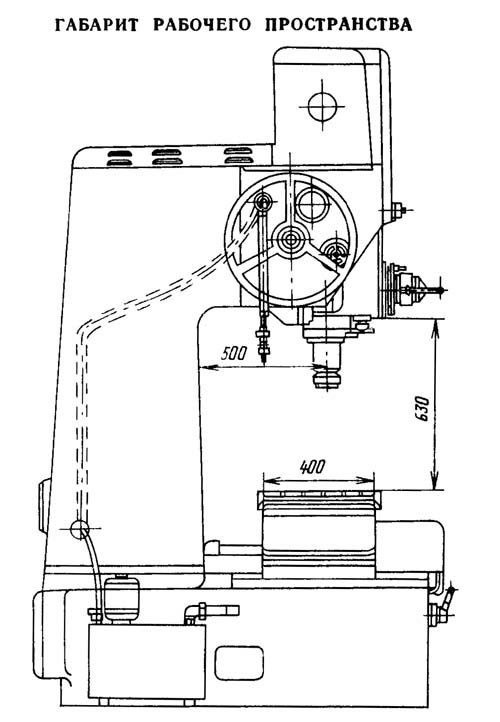
2V440A A fúrógép munkaterének méretei
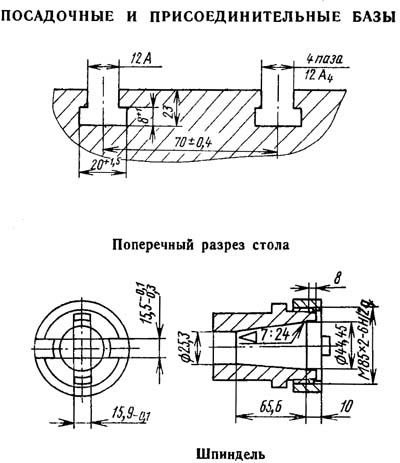
2V440A Koordináta fúrógép leszállási és összekötő alapjai
2V440A A fúrógép általános képe

2V440A A gép kezelőszerveinek elhelyezkedése
A gépvezérlők listája 2V440A
- kézikerék a keresztirányú skála nullázásához
- csúszási sebesség szabályzó
- kézikerék kézi mozgás csúszás
- gomba spirál mikrométer keresztirányú skála
- képernyők és vezérlőgombok
- orsó
- sebességjelző
- árammérő
- orsó fordulatszámmérő
- orsó előtolás jelző
- fogantyú az orsó előtolás kikapcsolásához és megfordításához
- fogantyú az orsódoboz rögzítéséhez
- orsó előtolás állító kézikerék
- orsó kézi adagolású kézikerék
- asztalrögzítő fogantyú
- hosszanti léptékű spirális mikrométeres gomba
- kézikerék az asztal kézi mozgatásához
- asztali sebességszabályozó
- szánkó
- szán rögzítő fogantyú
- kézikerék a hosszanti skála nullázásához
- ágy
- állvány
- sebességváltó
- orsódoboz mozgási kézikerék
- vezetőblokk
- kézikerék a sebességfokozatok váltásához
- orsódoboz
- fogantyúk az orsópersely felemeléséhez és leengedéséhez
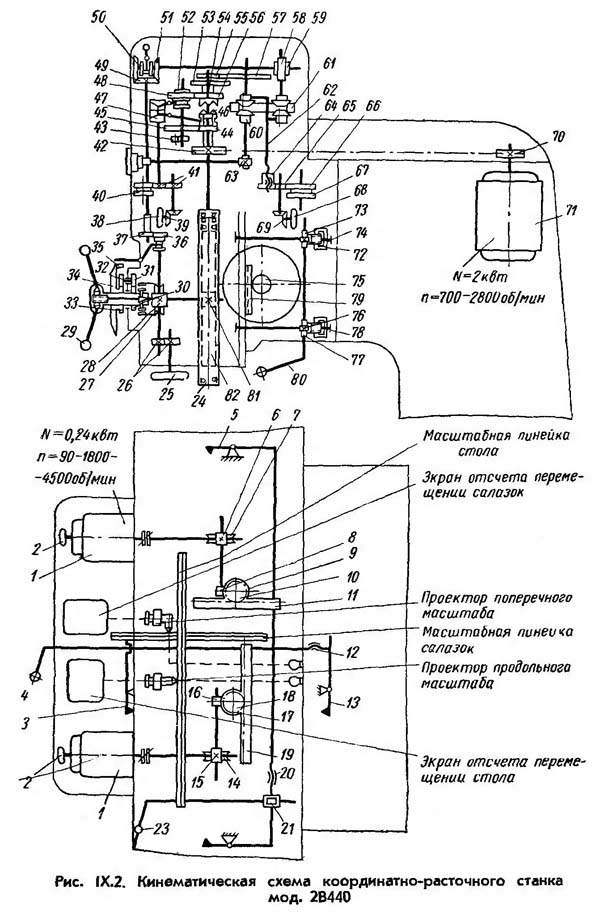
2V440A A gép kinematikai diagramja
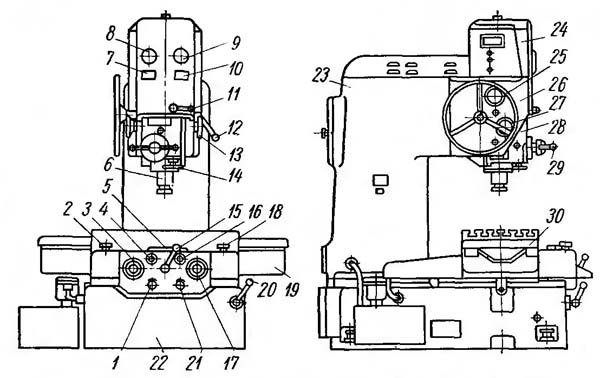
A gép alapja a 22-es keret (IX.1. ábra) doboz alakú, belső merevítésekkel. A 19 csúszdák a keret vezetékei mentén mozognak keresztirányban, amelyeknek a felső részen ugyanazok a vezetői vannak, merőlegesen a keret vezetőire. A 30. táblázat a csúszóvezetők mentén mozog.
Az asztal és a szán fémketrecekbe zárt görgőkkel ellátott gördülő vezetők mentén mozog. Az asztal és a szán vezetőinek alakja azonos - az egyik vezető V-alakú, a második lapos.
Az asztalt egy egyenáramú villanymotor 1 mozgatja (IX.2. ábra, N - 0,24 kW, n = 3600 ford./perc állítható fordulatszámmal, kettős csigakerekes 14, 15, 16, 17, fogasléces fogaskerekes 18 ill. a gépasztalra rögzített 19-es sín.
A 6, 7, 8, 9, 10 és 11 szán mozgatására szolgáló hajtás hasonló az asztal mozgatására szolgáló hajtáshoz, azzal a különbséggel, hogy a szánra szerelt hajtómű együtt mozog velük a szánon rögzített 11 sínhez képest. keret
Az 1 villanymotorok tengelyein elhelyezett 2 kézikerekek forgatásával, amelyek a 3, 17 vezérlőpanel elülső falán jelennek meg (IX. ábra, 1), manuálisan pontosan beállíthatja a koordinátákat. Az egyes villanymotorok 1 (IX.2. ábra) fordulatszáma 50:1 tartományban állítható, ami lehetővé teszi az asztal gyors mozgatását 800 mm/perc sebességgel, a marást és a beépítési mozgások 16-320 mm / perc sebességgel.
Az asztal rögzítése a fogantyú 4 elfordításával történik; ebben az esetben a tengely menettel végződő vége lecsavarodik a 12 anyáról, és távtartó erőt hoz létre a 3 és 13 bilincsek között.
A szán ugyanígy van rögzítve, de a 23 fogantyú forgása a 21 csavarfogaskerekeken keresztül jut át a csavarra. A csavar a 20 anyáról lecsavarva távtartó erőt hoz létre az 5 és 22 bilincsek között.
A megmunkált furatok középtávolságának pontossága, geometriai alakjának helyessége és a megmunkálás tisztasága nagyban függ az orsószerelvény kialakításától. Ebben a gépben az 5 orsó radiális csapágyai (IX.3. ábra) egysoros 3 és 4 gördülőcsapágyak; a 4-es csapágy enyhe előfeszítéssel (3-6 mikron), a felső 3-as csapágy pedig kis hézaggal vagy előfeszítéssel (±2 mikron) van összeszerelve. Az axiális terheléseket a 2 nyomógolyós csapágyak érzékelik. Az 5 orsót egy anya 1 rögzíti, és a fő hajtóműhöz egy összekötő fogazott (hornyos) 1 tengely (IX.4. ábra) köti össze, amelynek felső vége behatol. az üreges tengely fogazott furatát 54 (IX.2 és IX.4 ábra), az alsót pedig a felső hornyolt (hornyolt) furatba. Az ilyen csatlakozás tehermentesíti az orsót a sugárirányú erőktől, amelyek a sebességváltó orsójának és 54 tengelyének (IX.4. ábra) eltolódása miatt keletkezhetnek, mivel az 1. tengely kis hosszúságú felületeken résekkel illeszkedik hozzájuk. Az orsó teljes hossza kisebb, és felső vége nem haladja meg a sebességváltó méreteit.
Az 5 fúróorsót (IX.3. ábra) egy fokozatmentesen változó 71 egyenáramú motor (IX.2. ábra) (N = 2 kW, n = 700 ... 2800 ford./perc) hajtja meg egy 70 ékszíjas hajtóművön keresztül, ill. 42 és háromfokozatú sebességváltó (IX.2. és IX.4. ábra).
Az orsó első - legalacsonyabb fordulatszámú fokozata a következő fogaskerekekkel érhető el: a hajtás 42 hajtott szíjtárcsa, 44, 45, 52 és 53 fogaskerekek. A második - középső - fokozatú fordulatszámok eléréséhez az 52 és 53 fogaskerekeket kioldott, és a 48 és 56 kerekek kapcsolódnak. Az 53 és 56 fogaskerekek egy fogazott (hornyos) tengelyen keresztül továbbítják a forgást az orsó felé. A harmadik - legmagasabb - fordulatszám eléréséhez a 42 szíjtárcsát 46 bütykös tengelykapcsolóval és 54 bordás tengellyel kell az orsóhoz csatlakoztatni (IX.2. és 4. ábra); a 48. 52, 53 és 56 fogaskerekek nem vesznek részt a munkában. E három fokozat mindegyikén belül az orsó fordulatszáma fokozatmentesen változik a 71 villanymotor fordulatszámának 4:1 tartományban történő egyenletes szabályozása miatt.
A fokozatok kapcsolása karokkal történik, amelyek egyik végén a 47 vezérlődob hornyaiba lépnek be (IX.2. ábra), amelyet a 38 kézikerék forgat a 39 kúpkereken és hengeres 41 fogaskerekeken keresztül. A 47 dob forgásával egyidejűleg forog a 40 tárcsa, amelyen számok vannak feltüntetve, amelyek jelzik a sebességváltó egyes fokozatainak megfelelő fordulatszám-tartományokat.
Az előtolás a következő lánc szerint történik: az 55 fogaskerék (IX.2. és IX.4. ábra) együtt forog az 54 üreges tengellyel és hajtja meg az 57 kereket, amelynek tengelyén a hajtómű ül. a fokozatmentes sebességváltó 60 csúszógörgőjének kúpjai. A hozzájuk tartozó hajtott kúpok a 61 acélgyűrűn keresztül forognak.
A 68 kézikerék (IX.2. ábra) segítségével a 69 kúpfogaskerekeken és a 65 hengeres keréken forgassa el a 64 fogaskerék anyát (IX.2. és IX.4. ábra), és ezáltal mozgassa a tengelyirányban a 62 tolóerőt felső hajtás és alsó hajtott kúpok fokozatmentesen változó sebességváltó. Ezért vagy a hajtókúpokat összehozzuk, és egyidejűleg széttoljuk a hajtott kúpokat, ezzel növelve az 59 csiga forgási sebességét, vagy fordítva, a hajtókúpokat széttolni és a hajtott kúpokat összehozni, ezáltal csökkentve a hajtott kúpokat. a féreg fordulatainak száma. Ez lehetővé teszi az orsó fordulatonkénti előtolás mértékének fokozatmentes megváltoztatását.
Az előtolási sebességet a 67 dob (IX.2. ábra) állítja be, amely a 68 kézikerék forgásával egyidejűleg forog a 65 és 66 fogaskerekeken keresztül.
Az 59 csiga által meghajtott 58 csigakerék tengelyére (IX.2. és IX.4. ábra) két 51 kúpkerék (IX.2. ábra) szabadon van felszerelve, folyamatosan kapcsolva a 49 kúpkerékhez. Az 50 tengelykapcsoló átkapcsolásával a 28 csiga jobbra vagy balra forgatható.
A 27 csigakerék lazán ül a fogasléc és a 81 fogaskerék tengelyére, amely állandó kapcsolatban van az orsó 24 hüvelyének (IX.2. és IX.3. ábra) 82 fogaslécével. A 27 csigakerék a 27 csigakerék belsejében elhelyezett tengelykapcsoló segítségével csatlakozik a 81 fogaskerék tengelyéhez, amely a 81 fogaskerék tengelyére szerelt kettős 29 fogantyúval aktiválható. Ha a tengelykapcsoló ki van kapcsolva, a fogasléces fogasléces 81 fogaskerék közvetlenül forgatható, gyorsan megemelve vagy leengedve az orsó 24 hüvelyét.
A kézi finom előtolást a 25 kézikerék hajtja végre a 26 fogaskerekeken keresztül.
A 34 száron beállított előre meghatározott megmunkálási mélység elérésekor a munkaadagolás automatikus kikapcsolásához a 35 bütyök leválasztja a 36 fogaskereket a 37 fogaskerékről.
A szétkapcsolás akkor következik be, amikor a végtag nullája egybeesik a nóniusz nullával; ehhez a végtagot olyan helyzetben rögzítjük, amelyben a hüvely adott löketének hosszát jelző osztás egybeesik a nóniusz nullával. A kapott méret pontossága a hossz mentén 0,2-0,3 mm.
Annak érdekében, hogy a 34 szár csak egy fordulatot tudjon megtenni az orsópersely teljes lökete alatt, a 81 fogasléces tengely és a szár között redukciós fogaskerék található, amely a 30, 31, 32 és 33 fogaskerekekből áll.
A beállított orsó-fordulatszámot fordulatszámmérő jelzi, amelyet az 55-ös és 57-es fogaskerekeken (IX.2. és IX.4. ábra) és a 63. spirális fogaskerekeken (IX.2. ábra) hajtanak meg.
A közbenső tengelytől a 43 hengeres fogaskerekeken keresztül a hajtómű-kenőszivattyú forog.
Az orsódobozt kézzel mozgatják a függőleges vezetők mentén a 25 kézikerék (IX.1. ábra) segítségével a csigakeréken, a kúpkerekeken, a 75 fogaslécen (IX.2. ábra) és a 79 sínen keresztül, amely az orsódoboz testére rögzítve.
A 28 orsódoboz (IX.1. ábra) prizmás vezetőkre van rögzítve bilincsek segítségével, amelyek a 74, 78 rudak és csavarok (IX.2. ábra) segítségével a 80 fogantyútól fogaskerekeken keresztül kapnak mozgást. 72 és 76 és fogaskerekek - 73 és 77 anyák.
2V440A Gépi koordináták optikai referenciarendszere

A gép optikai eszköze. A koordináta-elmozdulások nagyságát precíz üvegmérleggel és egy optikai eszközzel mérik, amely lehetővé teszi a karcolások és a számok képének nagymértékű növekedését a skálaskálán, valamint a spirálmikrométer rácsát a képernyőn.
A gép optikai eszköze két mozgásszámláló sémából áll: egy asztalból - hosszanti irányban és egy csúszdából - keresztirányban.
A hosszirányú elmozdulások számlálási sémájában a táblázat skálavonalzója (lásd IX.2. ábra) mozgatható, amely hozzá van rendelve és vele együtt mozog az optikai rendszerhez képest. A keresztirányú elmozdulások számlálása során az optikai rendszer a szán rögzített skálasávjához képest mozog, amely a kereten van rögzítve.
Mindkét optikai séma megegyezik, és csak az elrendezés megkönnyítése érdekében a sugárzás irányát megváltoztató prizmák és tükrök szerepelnek a keresztirányú skála optikai sémájában. Ezért az alábbiakban csak az asztali mozgások számlálásának optikai sémáját vesszük figyelembe (IX.5. ábra, a).
Az 1 izzóból a 2 kollektoron és a 3 kondenzátoron keresztül a sugarak az 5 skálaléc löketeinek síkjában kondenzálódnak. A 4 vonalzón nincs karc, és arra szolgál, hogy megvédje a skála löketeinek síkját por.
A sugarak áthaladnak egy üveg 5 skálasávon, amelyen osztókockák és számok vannak nyomtatva; a 6 lencsén és a 7 síkpárhuzamos lemezen áthaladva a 8 spirális okuláris mikrométer rácsának síkjában ötszörös növekedéssel jelek és számok képét adják.
A kivetítő okuláron áthaladva 9 és védőüveg A 10. ábrán látható és a 11 és 13 lapos tükrökről visszaverődően a skálasáv jeleinek képe 60-szoros nagyítással a 12 képernyőre vetül. A méret töredékét a képernyőn egy rávetített rács segítségével becsüljük meg • spirálmikrométerrel (IX.5. ábra, b). Olvasási ár 1 mk.
A képernyőn megjelenő leolvasás korrekciójához, a skálalécek felosztásának pontatlanságának kompenzálására és a felhalmozódott hiba kiküszöbölésére a gép optikai leolvasó rendszere korrekciós eszközzel rendelkezik.
A korrekciót a 7 síkpárhuzamos lemez (IX.5. ábra, a) vízszintes tengely körüli elforgatásával végezzük; ebben az esetben a skálavonal vonásainak képei a képernyő látómezejében a szükséges mértékben eltolódnak.
Az optikai eszköz sugarai során elhelyezett lemez az asztalra (vagy keretre) rögzített korrekciós vonalzóból a karrendszeren keresztül forog. A korrekciós vonalzó lehetővé teszi mind a halmozott, mind a helyi hibák kijavítását az 5. léptéksáv felosztásában. A halmozott hibák kijavításához a korrekciós vonalzót szögben állítják be. A lokális hibák korrekcióját a megfelelő vonalzó profilgörbe biztosítja.
A képernyőn megjelenő körvonalkép 0,001 mm-es eltolása a korrekciós vonalzón lévő kar 0,2 mm-es leengedésének vagy felemelésének felel meg.
A 8-as spirálmikrométernek két rácsja van - mozgatható és rögzített (IX.5. ábra, b). A mozgatható rácsra kettős arkhimédeszi spirál kerül felhelyezésre, melynek osztásköze 0,5 mm; ez 0,1 mm-es léptékű 5-ös léptéknek felel meg (IX.5. ábra, a), melynek képe ötszörös növekedéssel épül be a rács síkjába.
A mozgó rács közepén (IX.5. ábra, b) egy 100 osztású körskála található, amelyeket öt osztásonként digitalizálunk. A mozgatható rács elfordul a rögzítetthez képest, amelyre a nyíllal ellátott indexet alkalmazzák. Az index 10 részre van osztva (IX.5. ábra, c), amelyek mindegyike megegyezik a mozgó rácsra felvitt spirál osztásközével.
Az index felosztásai digitalizálva vannak, és ha a körskálát a nyíllal szemben nullára állítjuk, akkor a spirál megfelelő fordulatának közepén helyezkednek el. A mozgatható rács teljes elfordításával a spirál a rögzített indexhez képest egy lépéssel, azaz 0,1 mm-rel eltolódik. A spirál egy lépéssel történő lineáris elmozdulása a tárcsa teljes fordulatának felel meg. Ezért a felosztás ára \u003d 0,1 mm * 1/100 \u003d 0,001 mm \u003d 1 mikron. Így a körkörös skála "mikron", és a milliméter század- és ezredrészeinek leolvasására szolgál.
A századok és ezredek löketének a nyílhoz viszonyított beállításakor a spirál az indexosztásokhoz képest ugyanannyival eltolódik. Az asztal (szán) mozgatásakor a skálasáv digitalizált milliméteres vonásai az index mentén mozognak.
A mozgatható háló (IX.5. ábra, b) egy keretbe van ágyazva, amelynek forgását a 16 gomba fogaskerekei rendszere közli (IX.1. ábra).
A koordináták megszámlálásának kényelme érdekében ez az a kezdeti helyzet, ahol az asztalra rögzített termék alapfuratának középpontja egy vonalban van az orsó tengelyével. Ahol:
- a 16 gombát forgatva állítsa a körskála nullát a cél nyílhoz
- a 21 kézikerék forgatásával állítsa be a legközelebbi milliméteres löket képét a spirál közepén, amelyet nullával jelez; a képernyő úgy fog kinézni, mint az ábrán látható. IX.5, in
- Ugyanez a beállítás történik a keresztirányú koordináták képernyőjén, amelyhez a 4 gombát forgatjuk (IX.1. ábra), majd az 1 kézikereket
- a kezdeti leolvasásokhoz hozzáadva vagy belőlük kivonva (a mozgás irányától függően) a megadott méreteket, meghatározzuk a szerelési koordinátákat a hosszanti és keresztirányú mozgásokhoz
- a 16-os gombát (illetve a 4-es gombát) elforgatva állítsa be körskálán a méret tört részének század- és ezredrészét
- mozgassa az asztalt (szán) olyan helyzetbe, ahol az 5-ös skála (IX.5. ábra, c) digitalizált milliméteres vonala a spirál közepéhez igazodik, amit a törtrész tizedeinek száma jelzi. méret beállítása folyamatban.
A beállított méretekkel rendelkező képernyők nézete az ábrán látható. IX.5, in
És így, teljes méretben egész milliméterekből áll - a skála löketének digitalizálása, tizedmilliméter - a spirál digitalizálása, század- és ezredmilliméter - a körskála leolvasása.
2V440A A gép elektromos kapcsolási rajza

- Elektromos motorok:
- D - orsóhajtás
- SL - csúszás
- ST - asztal
- D1 - generátor
- D2 - hűtés
- D3 - a szabályozó csúszkájának mozgása
- D4 - EMU villanymotor
- 1 - generátor
- Kontaktorok:
- 1K - D1, D2, D4 villanymotorok
- ЗК, 4К - a D villanymotor villanymotorjának lépésről lépésre történő indítása
- 5K - fékező motor D
- 1KB - löket "jobbra" a CT villanymotortól
- 1KH - löket "balra" a CT villanymotortól
- 2KB - Az SL villanymotor "előre" lökete
- 2KN - az SL villanymotor "hátsó" lökete
- Gombok:
- 1KU, 2KU - állítsa le és indítsa el a D villanymotort
- ZKU, 4KU, 5KU, 6KU - a villanymotor megállítása és fékezése, indítása, gyorsítása, lassítása D
- 7KU - megvilágítási optika marási sebesség beállítása
- 8KU - lassú orsóforgás
- Löket végállás kapcsolók:
- BK1 - orsó
- VK3, VK4, - táblázatok jobbra, balra; VK6, VK7 - előre, hátra
- VK8, VK9 Végálláskapcsolók blokkoláshoz: csúszó - a szabályozó elfordulási szöge
- BK2, BK5 - szorító asztali szán
- Kapcsolók:
- BB - bevezető
- VO - helyi világítás
- Lámpák:
- 1LS, 2LS - jel
- 1LO, 2LO - világítás
- 1L, 2L - világítási optika
- LSh - megvilágítási skála csúszda
- Köztes relék az elektromos motorok fordulatszámának növelésére: 1RP - ST; 2RP - SL
- 3RP - közbenső relé az optika világításának bekapcsolásához;
- 4PT1 - orsó lassú forgású relé
- Időrelé: 1РВ - a D villanymotor fokozatos indítása; 2РВ - világítási optika
- 1RT, 2RT - termikus motorvédő relék
- 1PP, 2PP, ZPP, 4PP - biztosítékok
- 1С10-5С10 - az ellenállások beállítása
- 1ST - az elektromos motor D indító-fékellenállása
- OVG, OVD, OVST, OVSL - a generátor és az elektromos motorok sönttekercsei L, ST, SL
- SOG, SOD, OVS - a generátor és a D és D3 elektromos motorok soros tekercselése
- ShR - motor gerjesztési szabályozó D
- C - stabilizáló kondenzátor
- 1TP, 2TP - lecsökkentő transzformátorok
- 1PO, 2PO - fordulatszám-szabályozók ST és SL motorokhoz
- 1B, 2B - voltmérők (az asztal és a szán mozgási sebességének beosztása van)
- OU-1 és OU-11 - EMU vezérlő tekercsek
- SV - szelén egyenirányító
- AT - gerjesztési szabályozó autotranszformátor ShR
- KO - kompenzációs tekercselés EMU
- ShKO - EMU kompenzációs tekercselés sönt
- 1SD, 2SD, ZSD, SDV - további ellenállások
2V440A Sematikus diagram
A gép elektromos áramköre elektromos hajtásokat tartalmaz: a hűtőrendszer orsóját, asztalát és szánját, emellett biztosítja a gép optikájának megvilágítását, blokkolását és védelmét az egyes egységek különféle üzemmódjaiban.
A fúróorsó forgása, az asztal és a toló mozgása egyenáramú motorokból történik, a hűtőszivattyút pedig aszinkron motor hajtja.
Az orsós hajtómotor meghajtására generátor-motor, asztali és szánkómotorokhoz pedig elektromos gépi erősítő szolgál.
Gépfeszültség BB csomagkapcsolóval szállítjuk; ugyanakkor a sebességváltó számlapját 1LS és 2LS lámpák világítják meg.
A D villanymotor és a G generátor gerjesztő tekercseinek feszültségét a CB szelén egyenirányító, az ST és SL motorok gerjesztőtekercseit pedig a G generátor szolgáltatja.
A generátor és az EMU bekapcsolása. A 2KU gomb ("Generátor") megnyomásakor az 1K kontaktor bekapcsol, ami elindítja az elektromos motorokat: D1 - generátor hajtás; D4 - elektromos gépi erősítő; D2 - hűtőrendszerek (ha az 1РШ aljzat be van kapcsolva).
Orsóhajtás. Az elektromos áramkör biztosítja a forgás beépítését, fékezéssel és anélkül történő kikapcsolását, a fordulatszám fokozatmentes megváltoztatását, valamint a lassú forgást "kúszó" sebességgel.
Első szakasz orsó indítás. A 4KU gomb („Orsóindítás”) megnyomásakor a ZK kontaktor az 1. indító-fékellenálláson keresztül csatlakoztatja a D orsóforgató motort a generátorhoz.
Második szakasz orsóindítás. A 4KU gomb megnyomásával egyidejűleg kap áramot az 1РВ időrelékről, és időkésleltetéssel bekapcsolja a 4K kontaktort, amely kikapcsolja az időrelét és söntöli az 1ST ellenállást.
Lassú orsó forgás. A 8KU gomb („Spindle lassan”) bekapcsolja a motor lassú forgását (40-60 ford./perc), hogy „kúszó” orsó-fordulatszámot érjen el, amelyre a terméket egy középső kereső segítségével állítjuk be. Ugyanakkor a 4RP relé be van kapcsolva, az ATS motor gerjesztő tekercsét teljes feszültségre csatlakoztatják, és az OVG generátor gerjesztő tekercsét az 1SD ellenálláson keresztül csatlakoztatják. A fordulatszám-ingadozások kiküszöbölése érdekében az SOG generátor soros tekercselése söntölve van.
Az orsó fordulatszámának megváltoztatása. Az elektromos motor D fordulatszáma pp \u003d 700; nmax = 2800 ford./perc söntszabályozóval szabályozzák; az 5KU („Gyors”) vagy 6KU („Lassú”) gomb megnyomásával a kollektor Dz váltóáramú motorja egyik vagy másik irányba bekapcsol, ami az ShR szabályozó csúszkáját mozgatva kisebb-nagyobb ellenállást vezet be a az orsómotor ATS gerjesztő tekercsét.
A VK8 és VK9 végálláskapcsolók a szélső helyzetekben korlátozzák a szabályozó forgásszögét, kikapcsolva a D3 motort.
Orsó fékezés. Amikor a ZKU gombot teljesen lenyomja, az 5K kontaktor bekapcsol, és ezzel egyidejűleg a ZK és 4K kontaktorok is kikapcsolnak.
A ZK érintkezőknél a D motor armatúrája le van választva a tápfeszültségről, az 5K érintkezőnél pedig az armatúra 1ST ellenállással van bekapcsolva, ami jelen esetben egy fék. Az ATS gerjesztő tekercselése teljes feszültségen van bekapcsolva. Az elektromos motor intenzív dinamikus fékezése következik be, amely a ZKU gomb megnyomásáig vagy a horgony leállásáig folytatódik. A D villanymotor fékezés nélküli leállítása a ZKU gomb hiányos megnyomásával történik, amelynél a ZK és 4K kontaktorok kikapcsolnak, de az 5K nem.
Az asztal és a szán elektromos meghajtása. Bekötési rajz gép a következő feladatokat látja el: koordináták beállítása; az asztal és a szán munkaelőtolása marás közben és gyors mozgásuk. Az asztalmozgatás és a kocsimozgatás csak külön-külön történhet.
Az asztal és a szán lassú mozgása. Az ST asztal és az SL csúszka villanymotorjainak indítása a megfelelő 1RO és 2RO szabályozók egyik vagy másik irányba történő elforgatásával történik. Ebben az esetben az 1KB, 1KN vagy 2KB, 2KN mágneses indítók be vannak kapcsolva. Az EMU OU-11 vezérlőtekercse az 1RO vagy 2RO fordulatszám-szabályozótól vett hajtási feszültség és az EMU feszültség különbségére van kötve (negatív feszültség-visszacsatolás).
2A430 jig fúrógép. Videó.
A 2V440A koordinátafúró gép műszaki jellemzői
| Paraméter neve | 2E440A | 2V440A |
|---|---|---|
| A gép fő paraméterei | ||
| Pontossági osztály (N, P, V, A, C) | DE | DE |
| Az asztal munkafelülete, mm | 710 x 400 | 800 x 400 |
| A legnagyobb fúrási átmérő acélban 45, mm | 25 | 25 |
| A legnagyobb furatátmérő acélban 45, mm | 250 | 250 |
| A legkisebb és legnagyobb távolság az orsó végétől az asztalig, mm | 158..630 | 125..585 |
| Távolság az orsó tengelyétől a fogaslécig (orsó túlnyúlás), mm | 500 | 500 |
| Fejtartó | ||
| Orsó fordulatszám (b/s szabályozás), rpm | 50...2000 | 50...2000 |
| Az orsóhüvely munkaelőtolásának határai az orsó egy fordulatánként, mm / fordulat | 0,03...0,16 9 lépés |
0,03...0,16 9 lépés |
| Az orsó legnagyobb függőleges mozgása (löket) (kézi, mechanikus), mm | 210 | |
| A fejtartó legnagyobb függőleges mozgása (kézzel állítható), mm | 250 | |
| Orsó belső kúp (belső kúp) speciális | № 40 7:24 | 5 |
| A befogandó szerszám legnagyobb kúpja | Morse 4 | Morse 4 |
| Az orsódoboz rögzítése a sínekhez | kézikönyv | kézikönyv |
| Asztali | ||
| Az asztal legnagyobb mozgása (hosszirányú / keresztirányú), mm | 630 x 400 | 710 x 400 |
| Az asztalon lévő T-nyílások száma | 5 | 5 |
| Az asztal és a szán gyorsított mozgásának értéke, mm / min | 1600 | 800 |
| Az asztal és a szán munkaelőtolásának határai marás közben, mm/min | 20..315 | 16..800 |
| A feldolgozott termék legnagyobb tömege, kg | 320 | 320 |
| Gépi pontosság | ||
| A koordináták beállításához szükséges raszterrács felosztásának ára, mm | 0,001 | 0,001 |
| Koordináta-beállítási pontosság, mm | 0,005 | 0,005 |
| A gépen fúrt furatok tengelyei közötti távolságok pontossága, mm | 0,008 | 0,008 |
| Fúrt átmérő pontossága (átmérő állandósága), mm | 0,004 | 0,004 |
| Előtolási mechanizmus túlterhelés elleni védelem | van | van |
| Meghajtó egység | ||
| Elektromos motorok száma a gépen | 5 | 5 |
| Főhajtás villanymotor, kW | 4,5 | 2 |
| Az asztalmozgató hajtás villanymotorja, kW | 0,245 | 0,245 |
| A szán mozgatásának elektromos motorja, kW | 0,245 |
Azt is ajánljuk
 Produktív és reproduktív gondolkodás
Produktív és reproduktív gondolkodás
 Ésszerű egoizmus – mi az ésszerű egoizmus elmélete?
Ésszerű egoizmus – mi az ésszerű egoizmus elmélete?
 Borisz Nyikolajevics Jelcin, Oroszország első elnöke
Borisz Nyikolajevics Jelcin, Oroszország első elnöke
 Földalatti harcok. Földalatti királyok. Mi az, hogy „nem a tömegekért harcolni”? Hol lehet harcolni a pénzért?
Földalatti harcok. Földalatti királyok. Mi az, hogy „nem a tömegekért harcolni”? Hol lehet harcolni a pénzért?
 Yakov Pavlov és a többi sztálingrádi hős, akiket tudnod kell
Yakov Pavlov és a többi sztálingrádi hős, akiket tudnod kell
 Túlélj túl egy tengeri balesetet álomban - a valóságban élj át egy új szerelmet
Túlélj túl egy tengeri balesetet álomban - a valóságban élj át egy új szerelmet