Mik azok a házi készítésű gépek és berendezések? Saját készítésű az otthoni műhelyhez. Hogyan készítsünk barkácsológépeket és berendezési tárgyakat otthoni műhelyhez Házi készítésű gyártógépek
Egy áttört fémkerítés szépségében vagy a vaslépcső korlátjának hihetetlenül csavart mintájában gyönyörködve kevesen gondolják, hogy hidegkovácsolással készülnek. Különösebb erőfeszítés nélkül megtanulhatja megtestesíteni a szépséget a fémben. Ehhez elegendő, ha minimális készségekkel rendelkezik a fémmel való megmunkálásban, és rendelkezik speciális gépek hidegkovácsoláshoz.
Mi az a hidegkovácsolás? Milyen gépek kellenek hozzá? Mit lehet ezeken a gépeken csinálni? Ezekre a kérdésekre talál választ cikkünkben.
Helyesebb lenne hidegkovácsolásnak nevezni - egy fémrúd mechanikus hajlítását speciális gépeken, hogy a gyártó által elképzelt formát megkapja. A rudak hajlítása a gépben kézzel történhet karokkal vagy elektromos motorokkal. A hidegkovácsolással a fémrúd mellett kis átmérőjű csöveket, keskeny vasszalagokat és szerelvényeket is meg lehet hajlítani. A hidegkovácsolás módszerével a következőket állítják elő:
- Csavart kerítések.
- Lakóépületek dekorációi.
- Mintás kapu.
- Erkélyek és lépcsők korlátai.
- Fém kerti padok.
- Díszek pavilonokhoz és lámpásokhoz.
- Rengeteg rács lehetőség.
 Hidegkovácsolással készült elemek
Hidegkovácsolással készült elemek
A hidegkovácsolás módszerének elsajátítása után könnyedén elindíthatja saját vállalkozását fémtermékek gyártására. Ugyanakkor a gépek beszerzéséhez csak kezdeti pénzügyi befektetésekre lesz szüksége, és ha saját maga készíti el a gépeket, akkor minimális költségekkel meg lehet boldogulni.
Az alábbiakban a hidegkovácsoló gépek önszereléséhez adunk utasításokat.
Gép "csiga"
A csigagép gyártása az öntervezés egyik példája, de nincs értelme tanácsot adni minden alkatrész méretének pontos feltüntetésével. Összpontosítania kell a gép működésével kapcsolatos elképzeléseit, hogyan és mi hajlik meg, hány spirálfordulat lesz elegendő a minőségi munkához, milyen méretű lesz az asztallappal ellátott kar. Ha megérti a gép gyártási folyamatának lényegét, akkor maga az összeszerelés nem okoz különösebb nehézségeket.  Gép "csiga"
Gép "csiga"
A gép fő alkatrészeinek gyártása
Keret.
A vasrúd hajlítási folyamata nagy terhelésnek teszi ki a gépet, ezért a "csiga" keretének gyártása során csak fém sarkot, csatornát vagy vastag falú csövet használnak. Ne keretezzen fagerendák, egy ilyen asztal nem bírja a hosszan tartó terhelést és az összeomlást.
Asztallap.
A "csiga" munkalapja egy kör alakú, legalább 4 mm vastag fémlemezből készül. Ugyanabból a lemezből kivágunk egy második munkalapot, amely megismétli az első alakját. A csiga szegmensei a második asztallapra kerülnek, és a termékeket meghajlítják. A hidegkovácsolás során a munkalap átveszi a terhelés nagy részét, így nem kell spórolni és többből elkészíteni. vékony lap mirigy.
Főtengely és kar.
A főtengely az asztallapok között helyezkedik el, és négy derékszögű háromszöggel van az alaphoz rögzítve. A tengely a kívánt átmérőjű vastag falú csőből készülhet.
A kar egy gyűrűvel van a tengelyhez rögzítve és körülötte forog, emellett a karra egy görgő van felszerelve a rudak hajlításához a felső asztallapon.  Gép diagram
Gép diagram
Tartozékok jelölése és felszerelése
Attól függően, hogy csak azonos típusú mintákat akarunk előállítani, vagy művészibb termékekre van szükségünk, három lehetőség közül választhat a „csiga” készülék.
1. számú lehetőség.
Ez a legegyszerűbb három lehetőség, a lényege, hogy a munkalapra spirális körvonal rajzolódik ki.  Szegmensek rajzolása "csiga"
Szegmensek rajzolása "csiga"
Lényegében ez a jövőbeli termékek rajza, amelyeket a gépen fog gyártani. A séma megrajzolása után elegendő több szegmenst kivágni különböző szélességű vastag vascsíkokból, megismételve a rajz vonalát, és a jelölésnek megfelelően az asztallaphoz hegeszteni. Egy ilyen statikus "csigán" a legegyszerűbb kanyarokat hajthatja végre.
2. számú lehetőség.
A második lehetőség a legnépszerűbb a házi készítésű gépek között, ez magában foglalja az összecsukható csiga gyártását eltávolítható alkatrészekből. A jelölési körvonalak mentén lyukakat fúrnak, amelyekben meneteket vágnak. Ezenkívül az ütközőszegmensek sablonjait kartonból vagy rétegelt lemezből készítik, és rátéteket fémből készítenek. Végül lyukakat fúrnak a rátétekbe, amelyeknek illeszkedniük kell az asztallapon lévő rögzítőaljzatokhoz. A szegmensek rögzítéséhez főként csavarokat használnak, de készíthetünk hengeres ütközőket is. A "csiga" ilyen kialakítása lehetővé teszi különböző sugarú spirális munkadarabok gyártását egy gépen.  "Csiga" fémcsíkokból
"Csiga" fémcsíkokból
3. számú lehetőség.
A harmadik változatban az összecsukható ütközőszegmensek helyett több kivehető modul is készül különböző lehetőségeket szükség szerint változó csigák. A modul vasdarabból készül, amelyre a spirál részeit megismétlő szegmenseket hegesztenek.  Csiga modulok
Csiga modulok
Gép összeszerelés.
- Szerelje fel a keretet olyan helyre, ahol minden oldalról szabadon hozzáférhet a géphez.
- Betonozza a keret lábait a padlóba, vagy rögzítse a keretet más elérhető módon.
- Hegessze a fő munkalapot a kerethez.
- Szerelje fel a főtengelyt az asztallaphoz hegesztve és háromszögekkel megerősítve.
- Csúsztassa a forgókart a tengelyre.
- Szerelje fel a felső asztalt a főtengelyhez hegesztve.
- Helyezze a csigadarabokat az asztallapra.
Összeszerelés után hajtsa végre a rúd próbahajlítását.
Ha többet szeretne megtudni a csiga hidegkovácsoló gép összeszereléséről, nézze meg a videót:
Torziós gép
Ezt a gépet a munkadarab keresztirányú vagy négyzet alakú rúdból történő egytengelyű hosszirányú csavarására tervezték.  Torziós gép
Torziós gép
A torziós gép alapjához egy csatornát vagy egy I-gerendát használnak. Hegesztéssel egy vastag vasszalag van ráerősítve, amelyre egy satu van felszerelve a rúd rögzített részének rögzítésére. A satu négy M16-os vagy nagyobb átmérőjű csavarral van rögzítve. A rúd befogásának szilárdságának növelése érdekében acéllemezből készült hullámlemezeket hegesztenek a satukra. Az alap másik oldalán vezetőgörgők vannak felszerelve, amelyekhez a munkadarab mozgatható részének rögzítőegysége van rögzítve. Acél hüvelyből készül, amelyben 120 fokos szögben elhelyezkedő rögzítőcsavarokhoz szükséges lyukakat biztosítani. A csavaroknak lapos végűeknek kell lenniük, és jó minőségű acélból kell készülniük. Mindkét befogóeszközt egy vonalba kell állítani, ehhez ellenőrizni kell őket szintezővel, padkával és tolómérővel.  A gépek típusai
A gépek típusai
Ezután fogantyút kell készítenie a bilincs mozgatható részének elfordításához. A karjának a lehető leghosszabb ideig kell ütnie, hogy csökkentse az alkalmazott erőt. Magát a fogantyút a legjobb gumiperselysel megtenni, hogy megakadályozza a kéz elcsúszását működés közben.
A gép teljes összeszerelése után ellenőrzik a mozgó elemek megbízhatóságát és a rúd deformációjának pontosságát. Ellenőrzés után a gépet az alapkerethez rögzítjük.  egyszerű modell torziós gép
egyszerű modell torziós gép
Hogyan készítsünk torziós gépet saját kezűleg, lásd a videót:
Gnutik gép
A hidegkovácsolással előállított termék minőségi szögének kialakításához szüksége lesz egy „hajlító” nevű gépre. Ez egy mozgatható ütközővel ellátott acéllemezből áll, amelyen két tartótengely és egy kar található.  "Gnik" gép
"Gnik" gép
A munkadarab az ék és a tartótengelyek közé kerül. Ezt követően egy kar segítségével az éket a tengelyek felé tolják el, ami a munkadarab meghajlásához vezet.  számítógépes modell szerszámgép
számítógépes modell szerszámgép
Egy ilyen gép elkészítése meglehetősen egyszerű, a lényeg az adott rajz követése és szerszámacél használata, mivel működés közben nagy terhelés éri a készülék alkatrészét.
A videóban meg is nézheti, hogyan készíthet „gnick” gépet:
gép "hullám"
Helyesebb ezt a gépet irányított hullámnak nevezni. A gép felszerelése egy pár 140 mm átmérőjű acél tárcsából áll, amelyek a munkalaphoz vannak csavarozva. Az univerzális kulcs forgástengelye a meghajtótárcsán van rögzítve. 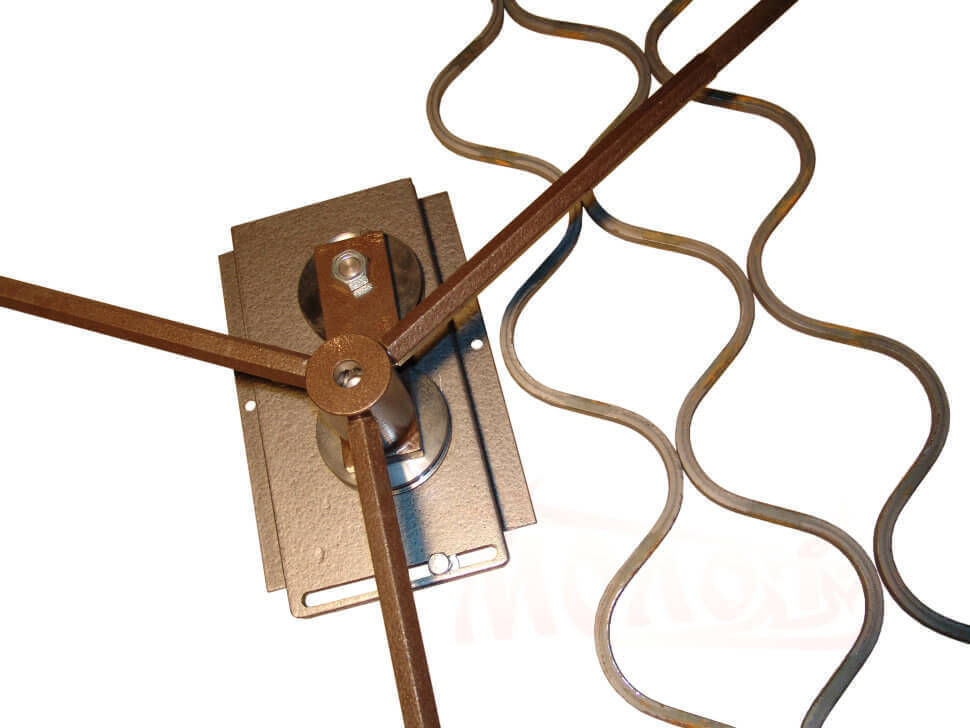 gép "hullám"
gép "hullám"
A hullámvezérlés a lemezek közötti távolság megváltoztatásának eredményeként jön létre. Amikor a rudat a meghajtótárcsa köré tekerjük, mintázat képződik, ezt követően a rudat eltávolítjuk a vezetőről, és a másik oldalon mintázatot alakítunk ki.
A gép működését az alábbi videóban nézheti meg:
Gép - prés
A rudak hegyének kialakításához prés szükséges. Ez a gép lendkerék elven működik, kezdetben a rudat terhelésekkel forgatva a csavarfejet ütközésig visszahúzzák. Ezt követően egy cserélhető bélyegzőt helyeznek a foglalatba, és helyezik a munkadarabot. Ezután gyorsan forgassa el a rudat az ellenkező irányba, és hagyja szabadon forogni. Összegezve, a csatár erősen megüti a kocka szárát, ennek köszönhetően a bélyegzéshez elegendő erő alakul ki.  gördülő prés
gördülő prés
Ami a kézi hengerművet illeti, saját maga is elkészítheti, de még mindig meg kell rendelnie - speciális acélhengereket, csapágyperselyeket és tengelyeket, valamint fogaskerekeket vásárolni egy boltban. Ilyen gépen csak vadászfog és laphegy készíthető.
Alkatrészek csatlakoztatása és festése
A hidegkovácsolással előállított elemek kétféleképpen kapcsolódnak egymáshoz:
- Hegesztés - az alkatrészeket egymáshoz hegesztik, és a skálát köszörűvel vagy más darálóval ledarálják.
- Bilincsek - ez a fajta csatlakozás sokkal szebbnek tűnik. A bilincsekhez 1,5 mm vagy annál nagyobb vastagságú, bélyegzett fémcsíkokat használnak.
festmény elkészült termékek kovácszománcokkal vagy akril alapú fémfestékekkel gyártják.  Alkatrészek összekötése hegesztéssel
Alkatrészek összekötése hegesztéssel
Hidegkovácsolással készült termékek
Meghívjuk Önt, hogy ismerkedjen meg a hidegkovácsolási módszerrel elkészíthető termékek lehetőségeivel:

Amint az a fentiekből látható, a hidegkovácsolási módszer nem igényel nagy pénzügyi költségeket, és meglehetősen könnyen megtanulható, tehát ha úgy döntött, hogy ezzel a módszerrel kezdi el a kovácsmesterséget, akkor helyesen cselekedett.
A kovácsolt fém termékek bármilyen belső térben színt adnak, és nagyon esztétikusan néznek ki. De nem minden ház vagy nyaraló tulajdonosa akar standard megoldások a piac kínálja. Ezenkívül a kovácsolt díszítőelemek nagyon drágák.
A melegkovácsolás komoly készségeket, felszerelést és munkaterületet igényel. Ideális megoldás mert tervezési fantáziáik megtestesítői a hidegkovácsolás eszközei. Az ilyen gépek vásárlása nem mindenki számára megfizethető, de az eszköz önálló elkészítése nem olyan nehéz.
1 A hidegkovácsolás előnyei
A fém ily módon történő megmunkálásakor nem kell melegíteni. Ezért nincs szükség kemencékre, hőmérsékleti kitettségre, forró fémes ismeretekre, speciális munkaterületekre stb. Ezenkívül nem áll fenn a súlyos égési sérülés veszélye.
Hideg kovácsoló szerszámok magában foglalja a fém hajlítását és sajtolását. Az ezeket a folyamatokat végrehajtó gépek lehetnek elektromosak (elektromos motorra és sebességváltóra lesz szükség) vagy kézi. Könnyű saját kezűleg elkészíteni, karbantartani. Maguk az egységek kialakítása teljesen elemi, de érdemes tudni, hogy maga a kézi kovácsolási folyamat is jelentős erőfeszítést igényel a dolgozótól.
nem úgy mint díszítő elemek, forró fém feldolgozás eredményeként kapott, a hidegkovácsolás terméke szükség esetén mindig újrakészíthető. Ugyanolyan könnyen hajlik, mint ahogy hajlik.

A fémből készült díszítőelemek fűtés nélküli létrehozásának módja nagyon kényelmes, ha sok hasonlót kell készítenie. Ebben az esetben készül házi készítésű készülék egy adott rajzhoz meghatározott méretekkel és sablonműveleteket hajtanak végre.
A hajlítógép jelentősen időt, erőfeszítést és pénzügyi költségeket takarít meg a helyiségek felszereléséhez és a fémmegmunkálási munkák elvégzéséhez.
1.1 A készülék célja
A hidegkovácsoló eszköz lehetővé teszi az összes munka elvégzését, kovács végzett forró fém megmunkálására. Kézi szerszámok tökéletesen megbirkózik az olyan díszítőelemek gyártásával, mint:
- ablakrácsok;
- építőelem lépcsők, padok, székek korlátaihoz;
- lábak, lábak és egyéb otthoni bútorelemek;
- különféle kerítések, kapuk, kapuk építése;
- virágokat, kandalló rácsokat, polcokat és még sok mást jelöl.
A hidegkovácsolási eljárásban csak lágy fémeket használnak, mint például alumínium, duralumínium, acél, réz, sárgaréz, magnézium és nikkelötvözetek.

1.2 Egységek fajtái
A dekoratív kovácsolt fém belső kialakításához többféle alkatrészre lesz szüksége. Köztük spirálrudak, ívek, spirálok, különféle fémlemez alkatrészek.
Szinte lehetetlen univerzális hidegkovácsoló gépet készíteni saját kezűleg, ezért minden elemet létrehozni külön készüléket kell készítenie. Ezek az eszközök a következő egységeket tartalmazzák:
- Gnutik. Lehetővé teszi bizonyos szögben ívelt fémívek készítését.
- Csiga. Egy ilyen eszköz a merevítő- és profilrudak spirál alakú hajlítására szolgál.
- Twister. Szerszám a rúd spirál alakú hajlításához a tengely mentén.
- Hullám. Egy merevítő vagy profilrúd hullámelemmé történő hajlítására tervezett eszköz.
- Gyűrű. Gyűrűk és oválisok készítéséhez.
- Nyomja meg. Fémtermékek simítására szolgáló eszköz.
- Kalapács és üllő. Nagyon hasznos univerzális eszközök a hibák kijavításához.
A fenti feladatok elvégzésére tervezett összes egység kézi vagy elektromos lehet.

Az utóbbi működéséhez villanymotorra és sebességváltóra van szükség. A motorral és sebességváltóval rendelkező elektromos gépek sokkal gyorsabban végzik el a munkát, és megkönnyítik a dolgozó életét.
2 Hogyan készítsünk hideg kovácsológépet otthon?
A fenti típusú gépek bármelyikének elkészítése saját kezűleg nagyon egyszerű. Ehhez nincs szükség trükkös szerszámokra vagy drága mechanizmusokra és anyagokra. Minden, ami egy ilyen készülékhez szükséges, szinte minden garázsban megtalálható.
2.1 Anyagok és eszközök
Függetlenül attól, hogy milyen készüléket tervez készíteni, a következő anyagokra lesz szüksége:
- fémlemez 4-5 mm vastag;
- betonacél, profilrudak vagy profilcső;
- stabil ágy;
- ha nem kézi, hanem elektromos hajlítógépet készítünk, akkor kis fordulatszámú motorra és váltóra lesz szükségünk.

A hidegkovácsolási egység gyártási folyamatának megszervezéséhez a következő eszközöket kell felszerelnie:
- daráló a vágáshoz fém elemek(hiánya esetén fémreszelőt használunk);
- hegesztőgép;
- csiszolókő és csiszolópapír;
- satu és fogó;
- papír, ceruza, marker;
- mérőszalag vagy centiméter.
2.2 Kézi gépi "csiga"
A spirál alakú elemeket leggyakrabban "kovácsolt" belső kialakításához használják. Tehát kezdjük el nézni gyártási folyamat a gépből "csiga".
A házilag készített elektromos egységhez a szokásos alkatrészkészleten kívül motort és sebességváltót is kell használni. A sebességváltót a motor fordulatszámának csökkentésére használják. De erről később beszélünk. Addig is fontolja meg lépésről lépésre, hogyan készítsen kézi eszközt.
Azt is megjegyezzük, hogy egy gép különböző átmérőjű spirálokat tud készíteni, de ehhez egy kivehető csiga szükséges. Ez kétféleképpen érhető el: egy darabból álló fém kivehető körök hegesztett volutával, vagy egy kör a spirál kivehető részeivel.

A hideg kovácsolás házi készítésű készüléke készen áll. Lefektethet egy rudat, rögzítheti, rátámaszthatja egy hajlító hordóval, és körbejárhatja, amíg meg nem kapja a kívánt terméket.
2.3 DIY hidegkovácsoló gép 3 az 1-ben (videó)
2.4 Elektromos analóg
Az egyetlen különbség az, hogy a motornak a reduktoron keresztül meg kell forgatnia a munkakört. A hajlító henger közvetlenül a körhöz van hegesztve, anélkül, hogy a sebességváltót érintené. Egyébként az egység gyártási elve teljesen azonos, és a villanymotoros sebességváltó csak kiegészíti ezt.
Ez a cikk az otthoni műhely házi készítésű gépeit és berendezéseit tárgyalja. Itt találhatók a legnépszerűbb és legszükségesebb barkácsszerszámok részletes jellemzői, valamint a műhely vagy garázs felszerelései, lépésről lépésre technológiák gyártásuk és egyéb hasznos ajánlások ebben a témában.
Az otthoni műhelyek sok tulajdonosa saját kezűleg hozza létre a szükséges felszerelést.
A garázs vagy műhely minden tulajdonosa, igényeitől függően, maga választja ki a felszerelést. Sokan tudják, hogyan készülnek a házilagos garázsgépek, berendezési tárgyak, így gazdálkodnak maguktól a helyiségek elrendezése során a szerkezetek műszaki jellemzőit magukhoz igazítják.
Tehát, ha saját kezűleg készít fémlakatos munkapadot, a rajtuk lévő termék rajzai és méretei a helyiség paramétereihez és egyéb feltételekhez igazíthatók. Még egy kis otthoni műhelynek is elegendő helyet kell biztosítania ahhoz, hogy elférjen legalább egy univerzális összecsukható munkapad és egy minimális szerszámkészlet. Szükséges terület ehhez legalább 3-5 m².

Hasznos tanács! Jobb a műhelyt külön helyiségben felszerelni, hogy a házi készítésű facsiszoló gép és egyéb szerszámok munkájából származó zaj ne zavarja a lakókat. A gépek elhelyezése alatt garázst vehet igénybe, amelynek területe elegendő a kényelmes munkához és a berendezések felszereléséhez.
Szerszámtároló eszközök gyártása: polcok, állványok
Valójában nagyon nehéz optimális munkakörülményeket elérni. Kívánatos, hogy a szoba mérete legalább 6,5 m A műhely felszereléséhez bővítheti a házat vagy a garázst. Ez a döntés minden esetben a legjövedelmezőbb lesz.
Mielőtt saját kezűleg megtervezné egy összecsukható munkapad rajzát, amely a legátfogóbb kialakítású (ezért elsősorban a méreteit veszik figyelembe), érdemes néhány ponton dönteni:
- jelezze, hogy milyen típusú munkát végeznek a műhelyben;
- meghatározza a szükséges eszközök és felszerelések listáját.
A szerszám falra szerelésével jelentősen megtakaríthat hasznos helyet a műhelyben. A polcok vagy állványok tökéletesek erre. Sikeresen rendezheti ezeket a szerkezeteket, elérve a terület legracionálisabb elosztását.

A helytakarékosság érdekében saját kezűleg beszerezhet egy speciális eszközt egy körfűrészhez, amely alapján készült hagyományos fúró. Ilyen univerzális gép több funkciót is elláthat egyszerre, kombinálva a lehetőségeket:
- körfűrész;
- daráló gép;
- malomkő;
- vágó gép.
A munkaasztal satuval kombinálható asztalos munkapadés kiegészíti fiókokkal a kis szerszámok tárolására.
DIY szerszámpolcok: népszerű minták
A fémszerkezetek tartósabbak és megbízhatóbbak, míg a faszerkezetek megfizethetőek.
Az eszközök ésszerű tárolására több lehetőség is van:
- fali polcok;
- barkács-szerszámtartók;
- álmennyezeti polcok;
- Polcok-pajzsok kis szerszámok felakasztására.

Hasznos tanács! A pajzspolc nagyon kényelmes fém- és ácsmunkákhoz. Szerszámtartókat vagy horgokat, kis polcokat vagy rögzítőelemeket rögzíthet rá. A legjobb egy ilyen szerkezetet egy összecsukható asztalos munkapad fölé akasztani. Akár kiegészítő világítást is hozhat. Ehhez jobb egy kis lámpát használni.
Barkácsolható szerszámpolc gyártási technológia (pajzs):
- Egy rétegelt lemezből egy pajzsot vágnak ki, amelyen meg vannak jelölve a polcok felszerelési helyei.
- Egy kirakós játék segítségével az oldalfalú polcokat kivágják. Ezen oldalak hosszának meg kell egyeznie a pajzs hosszával.
- A szerszámok polcait hosszú önmetsző csavarokkal szerelik össze és rögzítik a pajzs felületére.
- A horgok felszerelése folyamatban van. A pajzson lyukak készülnek, ahol a tiplik be vannak szerelve. Ezeket speciális menetekkel ellátott horgokba kell csavarni. Először is érdemes szétosztani a teljes szerszámot, és kijelölni azokat a pontokat, ahol lógni fog.
- A tartók vagy fülek a szerkezet hátsó falára vannak felszerelve.
Már csak a polcpajzsot kell rögzíteni a falra. Annak érdekében, hogy a szemek ne csússzanak le a horgonyokról, ajánlatos speciális alátétekkel rögzíteni.

Asztalos munkapad készítése saját kezűleg: rajzok, videók, technológia
Az asztalos munkapad rajzán a következő adatoknak kell szerepelniük:
- Munkafelület - gyártásához ajánlott 6 cm vagy annál nagyobb vastagságú táblát venni. Megfelelő fafajták, például tölgy, gyertyán vagy bükk. Több, szárítóolajjal előkezelt keskeny tábla használata megengedett.
- A felső borítón egy barkácsoló satu barkácsoló kivitele van rögzítve, amelyet szintén szerepeltetni kell a rajzon. Ha nagy méretű terméket terveznek telepíteni, akkor jobb, ha fát veszünk a gyártásához. Engedélyezett acélból készült kis barkácsoló satu gyártása és utólagos beszerelése.
- Munkapad támasztékok - hársból vagy fenyőből készülhetnek. Közöttük feltétlenül hosszirányú kapcsolatot kell létrehozni szalagok formájában. Ez növeli az asztal stabilitását.
- Polcok szerszámok tárolására - a munkapad alá szerelve. A szerkezetek lehetnek rögzítettek vagy visszahúzhatók.
Hasznos tanács! A munkapad lineáris paramétere meghaladhatja az 1 m-t A szerkezet megnövelt méretével két asztalos satu saját kezűleg beépíthető.
A munkapadoknak számos módosítása létezik:
- Mobil;
- helyhez kötött;
- összecsukható (univerzális).
Miután megismerkedett az asztalos munkapad eszközével, elkezdheti gyártani.
Csináld magad technológia és egy asztalos munkapad rajzai: hogyan készítsünk egyszerű tervet
Építési technológia lépésről lépésre:
- A fából készült asztalos munkapad burkolatának elkészítéséhez vastag deszkákat kell vennie. A méretet úgy kell megválasztani, hogy összekapcsolásuk eredményeként 0,7x2 m-es paraméterű pajzsot kapjunk (a hossza 2 m-nél is kisebb lehet). Rögzítőként hosszú szögeket kell használni, amelyeket elölről kell kalapálni, és belülről meg kell hajlítani.
- A fedelet úgy fejezheti be, hogy az alsó kerülete mentén egy 50x50 mm-es keresztmetszetű rudat rögzít.
- Az asztalos munkapad méretétől (fedelétől) függően függőleges támasztékok találhatók. Gyártásukhoz egy rudat vesznek (12x12x130 cm). Ebben a szakaszban figyelembe kell venni a munkafelület magasságát, mert kényelmesnek kell lennie. A támasz felső határának a leengedett kezek szintjén kell lennie. Ezt követően a burkolat beszerelése miatt ehhez a mutatóhoz kb 8-10 cm kerül hozzáadásra A rudak felszerelésére szolgáló jelöléseket a talajra kell felhelyezni és ezeket az elemeket 0,2-0,35 m mélységig ki kell ásni. .
- Ezután a keretrész és a munkapad fából készült burkolatának saját kezű beszerelése történik. A beépített tartórudakat párban kell csatlakoztatni. Ehhez széles táblákat használnak, amelyeket 0,2-0,4 m magasságban rögzítenek hosszú önmetsző csavarokkal. A tartók végein egy fedelet rögzítenek ugyanazokkal a rögzítőelemekkel.
Jegyzet! Ne használjon szögeket a burkolat felszereléséhez. A meghajtásuk során a termék keretrésze elmozdulhat.

Univerzális fa munkapad gyártási technológiája saját kezűleg
Annak ellenére, hogy ennek a kialakításnak a technológiája sok tekintetben hasonló az előző verzióhoz, a kompozit asztalos munkapad gyártásához hiba nélkül szükség lesz méretekkel rendelkező rajzokra. De ebben az esetben az önmetsző csavarok helyett csavarokat használnak.
Ezenkívül egy összecsukható univerzális munkapadon saját kezével fiókokat telepíthet a szerszámok tárolására.
Csináld magad összecsukható munkapad gyártási technológia:
- A függőleges támasztékokat hasonló módon szerelik fel, és vízszintes jumperekkel kapcsolják össze. A jumperek felszerelése előtt hornyokkal kell ellátni az anyákat és alátéteket. Ehhez jobb kalapácsot és vésőt használni.
- Amikor a jumpereket a kívánt szintre állítják, átmenő lyukakat készítenek egy vízszintes sávban és egy függőlegesen szerelt tartóban. Ide egy hosszú csavar kerül beillesztésre. Azon az oldalon, ahol van egy horony a rögzítők számára, egy anyát és alátétet helyeznek fel, amely után az elem jól össze van húzva.
- A házi készítésű asztalos munkapad keretrészéhez való vízszintes jumperekhez 2 db-ra lesz szükség. mind a 4 oldalon. A munkafelület alá (középen) történő felszereléshez is szüksége lesz néhány jumperre. A munkalap alatti elemeket arra tervezték fiókok. A jumperek közötti távolságnak meg kell felelnie a dobozok méretének.
- Csavarokat is használnak a munkafelület rögzítésére. A támasztékok végein rögzítési mélyedéseket készítenek, és a munkalapon rögzítőelemeket készítenek. A csavarokat úgy kell beszerelni, hogy a fejük be legyen süllyesztve (1-2 mm-rel).

Jegyzet! Az összecsukható munkapad rajzok nem olyan bonyolultak, mint amilyennek tűnhet. A kialakítás előnye, hogy bármilyen sérült alkatrész könnyen cserélhető újjal.
Csináld magad asztalos satu kialakítás munkapadhoz
A munkapadok általában satuval vannak felszerelve. A garázsműhelyek sok tulajdonosa tudja, hogyan készítsen egy ilyen eszközt saját kezével. Házi tervezéshez speciális csapokra lesz szüksége. Az ilyen kötőelemeket hardverboltokban értékesítik.
A munkához speciális csavaros csapra lesz szüksége. Ez a menetes rész a szerkezet fő aktív eleme. A csap minimális átmérője 2 cm, a vágási hossz 15 cm Minél hosszabb ez a rész, annál szélesebbre lehet teríteni a satu. Ha ezeket a méretparamétereket saját kezűleg figyelembe veszi a satu rajzain, akkor majdnem 8 cm-rel tenyésztett mintát kaphat.

A szerszám pofái egy pár deszkából készülnek. Az alkatrész egy része rögzítve lesz. Az elkészítéséhez fenyőt kell venni. A második 2x1,8x50 cm méretű rész elmozdul. Mindegyik táblában lyukat kell készíteni a csavar számára. Egy 1 cm átmérőjű fúró segítségével minden táblában egyidejűleg lyukakat alakítanak ki a csapokhoz. Annak érdekében, hogy a lyukak ne mozduljanak el egymáshoz képest, szögekkel csatlakoztathatja őket.
Az összes lyuk elkészítése után a csavart és az összes csapot az alátéttel és anyával együtt behelyezzük.
Hasznos tanács! Hogy tudjunk munkadarabokat feldolgozni különböző méretű, átrendezhetővé kell tenni a csapokat. Néhány további lyukat kell készítenie minden táblán, amelyek a csavarbilincs közelében találhatók.
Ezenkívül az alábbi videóanyag segítségével saját kezűleg készíthet satut.
Lakatos munkapad készítése saját kezűleg: hogyan készítsünk fémszerkezetet
Lakatos munkákhoz jobb, ha saját kezűleg készít fém munkapadot, mert a fa munkapad erre nem alkalmas. A helyzet az, hogy a fa nem olyan erős. Ezenkívül, ha fémdarabokkal dolgozik, az ebből az anyagból készült munkalap folyamatosan megsérül, és gyorsan használhatatlanná válik.
A általános rajz barkácsoló lakatos munkapad, a tervezés öt fő összetevője különböztethető meg:
- A termék hosszirányú merevsége érdekében 6x4 cm méretű vízszintes gerendákat (3 db) használnak. Hossza - valamivel több, mint 2 m.
- Állványra szerelhető kis méretű gerendák (9 db) 6x4 cm-es profilcsövekből készültek.Az állványok keretrészének összeszerelésére szolgál. A sarokrészben acéllécekből hegesztett távtartók találhatók. Mindezen elemeknek köszönhetően a keret merev és nagyon tartós.
- Rack gerendák (4 db) 9-10 cm hosszúak (szelvény 6x4 cm). Ehhez jobb vastag falú (több mint 2 mm-es) fém profilcsöveket használni.
- 50-es sarok (4 db), amely függőleges állványként lesz használható. Ezeknek az elemeknek a magassága 1,7-2 m, ide rögzítjük a munkaeszközöket.
Lakatos munkapad méretei:
Hasznos tanács! A jó minőségű varratok elkészítéséhez szén-dioxid félautomata készülék használata javasolt. A tapasztalt kézművesek használhatnak impulzus típusú hegesztőgépet. Az eszköz kezeléséhez szükséges készségek hiányában jobb, ha a munkát szakemberekre bízza.
Csináld magad munkapad gyártási technológia: hogyan kell összeszerelni
Az univerzális munkapad saját kezű készítése a keret összeszerelésével kezdődik. Ehhez vegyen néhány rövid és néhány hosszú gerendát. A hegesztési folyamat során ezek az elemek csavarodásnak lehetnek kitéve.
Ennek megakadályozása érdekében a következőket kell tennie:
- Helyezze el az alkatrészeket egy tökéletesen sima síkban.
- A dokkoló csomópontok helyén (4 db van) ponthegesztéssel történik a gerendák ragasztása.
- Ezt követően az összes hegesztési varrat teljesen elkészült. Először a keret egyik oldalán, majd a hátoldalán.

Ezután rögzítik a hátsó függőlegesen elhelyezett állványokat és a hátsó gerendát (hosszú, a három közül egy). Ügyeljen arra, hogy ellenőrizze, hogy egymáshoz képest mennyire egyenletesen vannak elhelyezve. Ha eltérések vannak, a gerendákat kalapáccsal óvatosan meg lehet hajlítani. A végén az állvány többi elemét függőleges elrendezéssel szerelik össze, valamint a merevséget biztosító elemeket.
Amikor a keret készen áll, sarkok hegeszthetők rá, amelyek célja a szerkezet megerősítése. Az asztallap fa táblákból van kialakítva. Először tűzálló folyadékkal kell impregnálni őket. Ezután egy fémlapot helyeznek a tetejére.
A függőleges állványelemekre rétegelt lemez pajzs rögzíthető a szerszámokhoz. Ugyanezt az anyagot használják a szekrények varrásához. Dobozokhoz használhat fémdobozokat vagy készíthet fa szerkezeteket.
Használhatja annak érdekében, hogy részletesebben megértse a munkapad saját kezű készítésének technológiáját, az alábbiakban közzétett videót:
Az otthoni műhely faeszterga létrehozásának jellemzői
A fa eszterga saját kezű gyártási technológiájában a keret különleges helyet foglal el. A többi rész működése, valamint a teljes szerkezet stabilitása közvetlenül ettől a résztől függ. Lehet fém vagy fa.
Hasznos tanács! A faeszterga saját kezű szabványos rajzai szerinti gyártásához jobb, ha olyan villanymotort használ, amely eléri az 1500 ford./perc sebességet. Az optimális teljesítményjelző 200-250 watt. Ha nagy munkadarabok megmunkálását tervezi, növelheti a névleges teljesítményt.
Faeszterga saját kezű készítéséhez használhatja a régit, amelyre már nincs szükség. Ezt a szerszámot egy 1,2 cm vastag és 20x50 cm méretű rétegelt lemezre kell helyezni, és először lyukakat kell rajta készíteni a rögzítőelemek számára. A rácsok megállóit is ide szerelik fel. Ezek szükségesek ahhoz, hogy a vágó rögzített állapotban legyen. Maga a router két szöggel van rögzítve a bilincsek között.
Valójában meglehetősen könnyű saját kezűleg elkészíteni egy házi készítésű faeszterga másolását - elegendő videóanyag van a hálózaton.

Példa egy barkácsoló házi faesztergagépre
Az alaphoz jobb vastag falú acélprofilt venni. A tervezés megbízhatósága érdekében ajánlott két támaszt használni. Egy ágy kerül rájuk. Az alkatrészek rögzítéséhez hornyos csatlakozást használnak. Először támasztóplatformokat kell készítenie, amelyeket a fejtartókhoz terveztek (hátsó és elöl).
A fa eszterga alkatrészeinek listája (könnyen érthető, hogyan kell összeállítani a szerkezetet a lista alapján):
- Teljesítménykomponens - használhat villanymotort egy régi szivattyúból vagy mosógép.
- Fejtartó (hátsó) - nagy teljesítménytartalékkal rendelkező fúrófej megfelelő.
- Fejtartó (elülső) - ennek a résznek a megszervezéséhez jobb, ha 3-4 csappal felszerelt gyári orsót vásárol. Ez lehetővé teszi a munkadarab eltolását a forgástengelyhez képest.
- A tartóelem - a vágóasztal teljesen bármilyen konfigurációjú lehet, a lényeg az, hogy kényelmet biztosítson a munka során.
- Szíjtárcsa - egy összekötő elem a fejrész és az elektromos motor tengelyei között.
Jegyzet! Ennek a kialakításnak a használatához meg kell vásárolnia egy gyári vágókészletet. Ha megvan a megfelelő szerszám, akkor saját maga is elkészítheti, de szerszámacélra lesz szüksége.
Támogató információként használhat egy videót, amely részletesen tükrözi ezt a folyamatot, hogy saját kezűleg összeállítson egy faesztergagépet.
A második példa a barkácsoló famegmunkáló esztergagépre
Alternatív megoldás az lenne, ha a fa legegyszerűbb mini-esztergagépét saját kezűleg elektromos fúró alapján készítené el. Ez a technológiai példa próbaként használható egy komolyabb eszköz elkészítése előtt.
Ez a fajta gép alkalmas fa nyersdarabok feldolgozására. kis méret. Az ágy anyaga farudakként szolgálhat. A farok támasztócsapágyra szerelt tengely kombinációjával cserélhető. A munkadarab rögzítéséhez be kell szereznie a megfelelő fúvókát a fúrón.
Ennek a kialakításnak vannak hátrányai, amelyek a következőkhöz kapcsolódnak:
- nagy a valószínűsége annak, hogy a marás során hibák lesznek;
- alacsony szintű megbízhatóság;
- a nagy méretű fa nyersdarabok feldolgozásának képtelensége.

De nem szabad megtagadnia ezt a lehetőséget, mert ez a fejlettebb és összetettebb esztergaszerszámok létrehozására szolgáló technológiák alapja. A tervezés helyes kiszámításához saját maga határozza meg a szükséges működési tulajdonságokat és műszaki jellemzőket.
A fa esztergagéphez való marók készítésének elve
A technológia ebben az esetben csak bonyolult a helyes választás munkadarabok, amelyeknek nemcsak a vágóél keménységi szintjével kell rendelkezniük, amely megfelel a követelményeknek, hanem megfelelően kell beszerelni a rögzítő-tartóba.
Jegyzet! Szerszámacél hiányában rögtönzött eszközökkel is meg lehet boldogulni. Az előzetes előkészítési szakasz befejezése után az anyagot tovább keményítik.
- A rudak erősítővé váltak - jobb olyan opciókat használni, amelyek gyári eredeti méretei és négyzet alakúak.
- Reszelők vagy reszelők – kopott munkadarabok megfelelőek, de a mély forgácsokkal vagy repedésekkel rendelkező anyagok használata nem megengedett.
- Gépjárműrugók - ezeknek az üreseknek a használata előtt négyzetre kell állítani őket, amit nem mindenki tehet meg. Erre a célra egy hegesztőgép hasznos. Egy autogén megteszi.
 Esztergálás: A - félkör alakú pengével durva esztergáláshoz; B - egyenes pengével a finom esztergáláshoz; B - alakú; G - gép ellenőrző pont
Esztergálás: A - félkör alakú pengével durva esztergáláshoz; B - egyenes pengével a finom esztergáláshoz; B - alakú; G - gép ellenőrző pont
A gépen lehetőség van vágószerszám cserére. Ehhez a ház speciális módosítása történik a szükséges rögzítőelemekkel. Ezeknek az elemeknek elég erősnek kell lenniük ahhoz, hogy az üzem közbeni terheléseket elviseljék, és egyben megtartsák a peremrész eredeti helyét.
Amikor elkészül a vágó, akkor meg van élezve, ill élvonalbeli edzett. Miután a vágórész felforrósodott, a vágót motorolajba kell mártani. A lassú keményedési technológia segítségével a termék felülete a lehető legkeményebbé tehető. Ebben az esetben a felmelegített tuskónak természetes módon kell lehűlnie.
Csináld magad késélezők: rajzok és ajánlások
Ahhoz, hogy saját kezűleg készítsen élezőt mosógépből, korlátozhatja magát egy régi szovjet kialakítású motorra, például CMP-1.5 vagy Riga-17. A 200 watt teljesítmény elegendő lesz, bár ezt a számot 400 wattra növelheti, ha másik motoropciót választ.
A barkács-csiszológéphez szükséges alkatrészek listája a következőket tartalmazza:
- cső (a karima megmunkálásához);
- anya a kő rögzítéséhez a tárcsán;
- fém az élező védőburkolatának saját kezű készítéséhez (vastagság 2, -2,5 mm);
- köszörűkő;
- elektromos kábel kábel dugóval;
- indítóeszköz;
- fémből készült sarok vagy fából készült rúd (az ágyhoz).
A karima átmérőjének meg kell egyeznie a motor agyméreteivel. Ezen kívül köszörűkő kerül erre a részre. Egyrészt ez az elem faragott. A behúzás egyenlő legyen a kör vastagságának szorozva 2-vel. A menetet csappal kell felhordani. Másrészt a karimát melegítéssel rá kell nyomni a motor tengelyére. A rögzítés csavarozással vagy hegesztéssel történik.
Hasznos tanács! A menetnek az ellenkező irányba kell haladnia ahhoz az irányhoz képest, amelyben a motor forgási mozgása történik. Ellenkező esetben a kört rögzítő anya letekerődik.
A motor munkatekercse a kábelhez csatlakozik. Ellenállása 12 ohm, ami multiméterrel számítható ki. A barkácsoló késélező indítótekercse 30 ohmos lesz. Aztán meg van vetve az ágy. Javasoljuk, hogy vegyen neki egy fém sarkot.
Vannak, akiknek láncfűrészláncélezőre van szükségük. Egy ilyen kialakítást saját kezűleg készíthet egy ágyból, 3 támasztékkal, két orsóval, léptetőmotorral (2 kW) és tartóként használt csövekkel.
Útmutató egy álló körfűrész saját kezű készítéséhez
A kézi körfűrész asztalának saját kezű készítése a legfontosabb lépés a gép létrehozásában, mivel ez a kialakítás a berendezés fő részeit tartalmazza:
- tápegység;
- vezérlőblokk;
- vágó alkatrész;
- egyéb alkatrészek.
A kéziszerszámok asztalán lévő alapkeret a körfűrész „csináld magad” útmutatójaként szolgál. Szabályozza a vágás irányát és rögzíti a munkadarabot.

A fűrészmalom egy körfűrész módosítása. Az egyetlen különbség az, hogy a lemez alul van elhelyezve. Az ágy "csináld magad" funkciója a körfűrész asztalának kialakításához van hozzárendelve. Itt van felszerelve egy tápegység, egy blokk, egy rögzítőtárcsa és egy vezérlőrendszer is.
A saját kezű rajzokkal készített körfűrész tervezési szakaszában néhány tényezőt figyelembe kell venni:
- Az anyag vágási mélysége - a mutató a lemez geometriájától függ.
- Az elektromos motor teljesítményszintje - egy 800 watt specifikus mutató elegendő lesz.
- A vezérlőrendszer felszerelési területe - a vezérlőt a lehető legtávolabb kell elhelyezni a lemeztől.
- Forgási sebesség - a minimális megengedett sebesség 1600 fordulat / perc, különben a szín megváltozik a vágási folyamat során.
Hasznos tanács! Ha az asztal alatt készült kézi verzió szerszám, ajánlott az asztallapot fémből készíteni. A fémlemezt az alján merevítőkkel kell felszerelni.

Hogyan készítsünk körfűrészt egy darálóból saját kezűleg
Először egy munkalap készül lap anyaga. A jelölést az eszközkészlet méreteinek megfelelően alkalmazzák. Ennek a jelölésnek megfelelően kivágások készülnek a fűrész felszereléséhez.
- Párhuzamos ütköző felszerelése egy körfűrészhez saját kezűleg, fa lécből. Az elem az asztallapra van rögzítve.
- Horony a kiemelés érdekében - ezeket az elemeket az asztallapon marással alakítják ki.
- Mérési vonalzó felszerelése - a beépítési terület a vágóelem elülső szélén található. A vonalzó a nyersdarabok méretparamétereinek vezérlésére szolgál.
- A bilincsek felszerelése a munkadarab rögzítésének kiegészítő eleme.
Egy barkácsoló körfűrészgéphez lábakra lesz szüksége. A 4x4 cm keresztmetszetű fagerendákból készült asztallap méreteit figyelembe véve szerelik fel Használata megengedett. A további stabilitás érdekében merevítőket kell beépíteni a támasztékok közé. A munkahely mellett egy vezérlőegységet helyeznek el. Ne tagadja meg az RCD-k és olyan eszközök felszerelését, amelyek megvédik a motort a túlterheléstől.

A favágógép létrehozásának technológiája
Házi vágógép gyártási technológiája:
- Alkatrészek vágása a sarokból a keret összeszereléséhez (teljes méret - 120x40x60 cm).
- Keret összeszerelés hegesztéssel.
- A csatorna (vezető) rögzítése hegesztéssel.
- Függőleges állványok (2 db) felszerelése a csatornára (csavarozott csatlakozás).
- Keret összeszerelése csövekből elektromos motor és tengely beépítéséhez a kívánt lejtőn (45x60 cm).
- Motorral ellátott lemez felszerelése a keret hátulján.
- Tengely gyártása karimákkal, támasztékokkal és szíjtárcsával (karima kiemelkedési magassága - 3,2 cm).
- Tartók, csapágyak és szíjtárcsák felszerelése a tengelyre. A csapágyak a felső keretre vannak rögzítve a lemezben kialakított mélyedésekben.
- Elektromos áramkörrel ellátott doboz felszerelése a keret alsó részére.
- A tengely felszerelése az állványok közötti területen. Átmérő - 1,2 cm A tengelyre a lehető legkisebb hézaggal rendelkező hüvelyt kell feltenni, hogy ezek az elemek elcsúszhassanak.
- Csatornából (80 cm) készült lengőkar hegesztése perselyre. A billenőkarok méretének a következő arányon belül kell lennie: 1:3. Kívülről rögzíteni kell a rugókat.

Hasznos tanács! A szakértők javasolják a használatát aszinkron motor. Egy ilyen motor nem különösebben igényes. A 3 fázisú hálózatokhoz 1,5-3 kW teljesítményű motorra van szükség, egyfázisú hálózatoknál ezt a számot harmadával kell növelni. Kondenzátorral kell csatlakoztatni.
Fel kell szerelni a motort a lengőkar rövid karjára. A hosszú karra vágóelem kerül. A tengelyt és a motort szíjhajtás köti össze. A munkalaphoz használhat fémlapot, gyalult deszkát.
Fúrógép összeszerelése saját kezűleg: videó a tervezésről, ajánlások
jó rajz fúrógép saját kezű fúrógépből - a megszerzés fő feltétele nélkülözhetetlen eszköz. Egy ilyen gép létrehozásához nem kell speciális anyagokat használnia és további alkatrészeket vásárolnia.
Alkatrészek házi készítésű fúrógép saját kezű tervezéséhez:
- ágy (alap);
- forgó mechanizmus (fúró);
- tápegység;
- függőlegesen elhelyezett állvány a fúró rögzítéséhez.

A fúrógép saját kezű fúrógépből történő előállításának technológiájának elsajátításában a videóanyag felbecsülhetetlen segítséget jelenthet.
Útmutató egy fúrógép saját kezű készítéséhez (a legegyszerűbb kialakítás elkészítése):
- Állványhoz jobb DPS-t használni, hogy az alkatrész masszív legyen, vagy 20 mm-nél vastagabb bútorlap legyen. Ez érvényteleníti a szerszám vibrációs hatását. Az alapot régi mikroszkópból vagy fényképészeti nagyítóból szabad használni.
- A barkácsfúróból készült fúrógép pontossága a vezetőktől függ (2 db). Ezek szolgálnak alapul annak a blokknak a mozgatásához, amelyen a fúró található. A vezetők gyártásához a legjobb acélszalagokat venni. Ezt követően csavarokkal biztonságosan rögzítik az állványhoz.
- A blokkhoz acél bilincseket kell venni, amelyeknek köszönhetően a forgó mechanizmus biztonságosan rögzítve lesz ehhez a részhez.
Egy saját készítésű fúró minigéphez forgó szerszám-adagoló mechanizmus szükséges. A klasszikus tervezési séma egy rugó és egy kar használatát foglalja magában. A rugó a blokk és az állvány közé van rögzítve.
Számos barkácsoló eszköz létezik, a videóanyag segít megérteni ezt a témát.
A barkácsoló CNC marógépek jellemzői
A szoftver a barkácsoló CNC famaró fontos összetevője. Az e feltételhez kötött hagyományos tervrajzoknak tartalmazniuk kell további elemek alatta:
- LPT port;
- CNC blokk.
Hasznos tanács! Csináld magad másoláshoz - marógép fához vagy fémhez használhat régi nyomtatóhoz tartozó kocsikat. Ezen részek alapján létrehozhat egy olyan mechanizmust, amely lehetővé teszi a vágó két síkban történő mozgását.
Famarógép összeszerelése házi műhelybe
Az első szakaszban egy famarógéphez saját készítésű rajzokat készítenek, amelyek információkat tartalmaznak az összes szerkezeti elem elhelyezéséről, méreteiről, valamint a rögzítési módokról.

Ezután a tartókeretet előre darabokra vágott csövekből állítják össze szükséges méret. A ragasztáshoz hegesztőgépet kell használni. Ezután méretszabályozást hajtanak végre a munkafelület gyártása érdekében.
A következő séma keretein belül kell eljárnia:
- A lemezre jelölést helyeznek, és egy pultot vágnak ki belőle.
- Ha a vágót függőlegesen helyezzük el, akkor a födémben kivágást kell készíteni.
- Az orsó fel van szerelve és elektromos motor. Ebben az esetben az orsó nem haladhatja meg a munkafelület síkját.
- A határléc fel van szerelve.
Munkavégzés előtt feltétlenül tesztelje a gépet. A mellékelt routernek nem szabad túlságosan vibrálnia. Ennek a hiányosságnak a kompenzálására ajánlott további merevítőket beépíteni.

Fémmarógép összeszerelése saját kezűleg
Lépésről lépésre útmutató a házi fémmarógép készítéséhez:
- Az oszlop és az ágy fémcsatornából készült. Az eredmény egy U alakú kialakítás legyen, ahol a szerszám alapja az alsó kereszttartóként működik.
- A vezetők a sarokból készülnek. Az anyagot köszörülni kell és az oszlophoz csavarozni kell.
- Tól től profilcső Val vel négyzet alakú szakaszútmutatók készülnek a konzolhoz. Ide kell behelyezni a csapokat csavaros menetekkel. A konzolt egy rombusz alakú autóemelő mozgatja 10 cm-es magasságba, ugyanakkor az oldalra eső amplitúdólehetőségek 13 cm, az asztallap 9 cm-en belül mozoghat.
- A munkafelületet rétegelt lemezből vágják ki és csavarral rögzítik. A rögzítőfejeket meg kell fojtani.
- A munkafelületre egy satu van felszerelve, amely négyzet alakú keresztmetszetű csőből és fém sarokkal hegesztett össze. Rögzítőelemként jobb, ha menetes csapot használunk.
Jegyzet! Jobb, ha a forgóelemet úgy rögzíti a keretben, hogy az orsó lefelé mutasson. A rögzítéshez előzetesen hegeszteni kell a jumpereket, csavarokra és anyákra lesz szükség.

Ezt követően egy kúpot (Morse 2) kell rögzíteni az orsóhoz, és fel kell szerelni rá egy patront vagy fúrótokmányt.
A vastagítógép saját kezű készítésének jellemzői
Az összetett kialakítású, barkácsoló saját készítésű vastagító rajzok drága alkatrészek felhasználásával járnak:
- fokozott kopásállóságú csapágyak;
- hengerelt acéllemezek;
- fogaskerekek;
- szíjtárcsák;
- erős villanymotor.
Ennek eredményeként a házi vastagságmérő elkészítésének költsége jelentősen megnő. Emiatt sokan megpróbálják a legegyszerűbb kialakításra korlátozni magukat.
Útmutató egy házi készítésű fa vastagítógéphez:
| Szerkezeti elem | Adat |
| ágy | Keretek (2 db), hegesztéssel készült sarok alapján (4-5 cm). A keretek csapokkal vannak összekötve (csiszolt hatszögek - 3,2 cm). |
| nyárs | A gumi görgők kinyomják a típust a mosógépből. Csapágyméretre vannak megmunkálva és 2 cm átmérőjű tengelyre rakva, forgó kézi mozdulatokkal működik. |
| asztal | A csiszolt deszkát csavarkötéssel rögzítjük a kerethez, a fejeket süllyesztetten kell rögzíteni. A táblákat olajjal kell kezelni (már használt). |
| Motor | 3 fázishoz, teljesítmény - 5,5 kW, fordulatszám - 5000 fordulat / perc. |
| Védőborítás | Ónból (6 mm) készült, a keret sarkára (20 mm) ráhelyezve. |
Vastagságmérő összeszerelése elektromos gyalugépről saját kezűleg
Házi készítésű vastagítógép létrehozásához egy gyalut kell egy rúdra helyezni, rögzíteni kell egy olyan eszközzel, mint a bilincsek, miközben nem szabad megfeledkezni arról, hogy rést hagyjon.
Jegyzet! A rés mérete a gépen megmunkálandó munkadarab vastagságának figyelembevételével kerül beállításra.
A vastagságmérő gyalugépből saját kezűleg történő elkészítésének séma nagyon egyszerű:
- a tartógerenda egy kényelmes felületre van rögzítve;
- a szükséges résméretet rétegelt lemez rétegek hozzáadásával választják ki;
- a kapott alapra az elektromos gyaluból készült vastagságmérő konstrukcióját bilincsekkel rögzítik.
Két bilincs tartja az alapot az asztalon, a másik kettő a gyalut. Miután megbizonyosodott a rögzítés megbízhatóságáról, elkezdheti használni az eszközt.

A facsiszológép saját kezű készítésének sémája
- A csiszolószalag optimális szélessége 20 cm.
- A szalag csiszolószövetét csíkokra vágjuk.
- A csiszolószalag matricája a végétől a végéig történik.
- A varrás megerősítéséhez sűrű anyagot kell tenni az alja alá.
- Nem ajánlott rossz minőségű ragasztót használni, mivel az anyag elszakad a varrás mentén.
- A szalaghenger átmérője középen 2-3 mm-rel szélesebb legyen, mint a széleken.
- A szalag elcsúszásának elkerülése érdekében javasolt vékony gumival (kerékpárkerékkel) feltekerni.
A kalibráló - facsiszoló gépek a dobszerkezetek csoportjába tartoznak. Ez a kategória széles, és sokféle felszerelést tartalmaz.
A fadobos csiszológép saját kezű gyártásához a következő mintákat választhatja:
- felületi köszörülés - a munkadarab feldolgozása ugyanazon a síkon belül történik;
- planetáris - segítségével lapos síkot alakítanak ki a munkadarabon;
- körkörös köszörülés - segítségével hengeres munkadarabokat dolgoznak fel.
Az alábbi videóból megtudhatja, hogyan készítsen saját kezűleg csiszológépet.
A „csináld magad” fagyalu üzemeltetési szabályai
A saját készítésű fugák tervezésénél nagyon fontos a berendezés beállításának helyes beállítása, hogy a hibák ne haladják meg a megengedett értékeket:
- merőleges - maximum 0,1 mm / cm;
- sík - 0,15 mm / m.
A videó segítségével megismerkedhet azzal a technológiával, hogy saját kezűleg készítsen fugát.
Ha működés közben a kezelt felületen moha vagy perzselő hatás jelentkezik, akkor a vágóelemek eltompultak. A 3x40 cm-nél kisebb méretű alkatrészek feldolgozása kényelmesebbé tétele érdekében tolókkal kell tartania őket.
A feldolgozás után a munkadarab ívelt felülete azt jelzi, hogy a kések és a munkafelület helyes elhelyezése megsértődik. Ezeket az elemeket újra be kell állítani.
Mindezek a gépek hasznosak lehetnek otthoni javításokhoz vagy alapvető javításokhoz. Ezért hasznos lesz jelenlétük az otthoni műhelyben. Függetlenül attól, hogy milyen lesz a garázs felszereltsége, minden gép körültekintő és figyelmes hozzáállást igényel. Munka közben soha ne feledkezzünk meg a biztonságról.
A hidegkovácsoláshoz használt "Csiga" felszerelés nélkülözhetetlen kéziszerszám minden olyan kézműves számára, aki kovácsolt termékek gyártásával foglalkozik a fém melegítése nélkül. A "csiga" fémrúd hajlítására szolgál a fém hidegkovácsolása során. A hideg kovácsoláshoz "Csiga" készítése saját kezűleg nem olyan nehéz.
A házi készítésű hidegkovácsoló gépek segítségével rengeteg áttört fémterméket készíthet. A kovácsolt kerítések, kerítések, kapuk, kapuk, korlátok, padok érdekes körvonalakkal, lekerekített sima vonalakkal ámulatba ejtenek. A kovácsolt termékek ívelt formáit egy "csiga" - a fém hidegkovácsolására szolgáló gép - segítségével készítik.

A „csiga” szerszámok gyártása több szakaszban történik.


A következő videóban láthatja, hogyan készített a kézműves saját kezűleg házi készítésű "csigát", valamint azt, hogyan és milyen nyersdarabokat készíthet ilyen berendezéseken a hidegkovácsoláshoz.
Ez a videó egy másikat is tartalmaz érdekes kilátás házi készítésű "csiga", amelyen kényelmesen lehet kovácsolni fürtökké és volutákká. A mester szerint "minden kényelmesebb és egyszerűbb ezen a gépen".
A következő videó a csigaeszköz rajzát és leírását tartalmazza és szükséges anyagokatágy gyártásához és minták kovácsolt fürtök gyártásához.
Az anyagot e-mailben elküldjük Önnek
Ha összeszerel egy házilag esztergapad saját kezű fémhez, külön költség nélkül rendelkezésére áll a fémmegmunkáláshoz szükséges funkcionális berendezések. Az objektivitás érdekében ne csak az összeszerelési folyamatot vegye figyelembe, hanem azt is aktuális ajánlatok késztermékek piaca. Az alábbi információk segítenek a helyes megoldásban összehasonlító elemzés figyelembe véve a pénzügyi lehetőségeket, a szakmai készségeket és egyéb személyes jellemzőket.
A kiváló minőségű házi készítésű semmiben sem rosszabb, mint a gyári megfelelője
Mit lehet csinálni egy házi készítésű fém esztergagéppel saját kezűleg?




A féknyereg kívánt mozgási pontosságának kiválasztásához módosítsa a vezérorsó menetemelkedését. Csíkokra vágjuk csavarvágó gép. A szerkezet megerősítése érdekében az illesztéseket hegesztéssel készítik. A fejtartó tokok egy csatornából készülnek (12/14. sz.).
Hogyan válasszuk ki a megfelelő motort az esztergagéphez
A fent bemutatott projektet 450-600 W teljesítményű tápegység használatára tervezték, a munkatengely maximális fordulatszámával - 2500-3500 fordulat / perc.

Az ilyen megoldások meglehetősen megfelelőek, ha megfelelő teljesítményű működő motort választanak.

Annak érdekében, hogy ne tévedjen, tanulmányozhatja a fémgyári gépek példáit, a sikeres házi készítésű termékeket. Egy ilyen mini-tanulmány alapján könnyű a következő arányokat levonni: 8–12 cm átmérőjű és 60–80 cm hosszúságú alkatrészek feldolgozásához 600–800 W teljesítményű villanymotorokat használnak. elfér szabványos modellek aszinkron típusú léghűtéssel. A kollektor módosítása nem javasolt. Élesen növelik a sebességet a tengely terhelésének csökkenésével, ami nem lesz biztonságos. Az ilyen helyzetek megelőzése érdekében sebességváltót kell használnia, ami bonyolítja a tervezést.

Hangsúlyozni kell a szíjhajtás egyik előnyét. Megakadályozza a tengelyre gyakorolt közvetlen mechanikai hatást a szerszámból keresztirányban. Ez meghosszabbítja a tartócsapágyak élettartamát.

Szakértői nézőpont
Viktor Isakin
A "220 Volt" kiskereskedelmi hálózathoz szükséges szerszámok kiválasztásának szakértője
Tegyen fel egy kérdést„Az egyenáramú motorok nagyok. De viszonylag egyszerű séma szerint csatlakoztathatók, amely zökkenőmentes sebességszabályozást biztosít.
Összeszerelési sorrend
Ez az algoritmus elmagyarázza a műveletek sorrendjét, amikor a fenti rajzokkal dolgozik. Más tervdokumentáció használata magában foglalja az összeszerelési folyamat megfelelő módosításait.
Kezdve az első fejtartóval. Szerelje be az orsót bele. Ezután a teljes szerelvényt csavarozással csatlakoztatják a futócsőhöz. Előzetesen szálakat vágnak a rögzítő részeken. Ennek a műveletnek a végrehajtásakor gondosan ellenőrizzük az alkatrészek beállítását.
A következő szakaszban a csatornákból egy erőkeretet állítanak össze. A keret elkészítésekor a fejtartót rászerelik. Itt is gondosan ellenőrizni kell a futócső párhuzamosságát és a keret hosszú részeit. Pontosan jelölje meg. A lyukakat egymás után egy további dörzsárfurattal fúrják ki, minden rögzítési pontot ellenőrizve. Egy-két hiba nem rontja túlságosan a csatorna szilárdságát, ezért jobb, ha szükség esetén új, pontos furatot készítünk egy másik helyen.
Jegyzet! Ne felejtsen el rugóacél alátéteket beszerelni, amelyek biztosítják a csavarkötések megbízhatóságát magas vibrációs körülmények között.

Ennek a szerelvénynek az összeszerelésénél különös figyelmet kell fordítani az orsó (1) és a toll (2) központi tengelyeinek pontos elhelyezésére. Hiba esetén a munkadarabok megmunkálásakor hengeres helyett kúpos felületeket kapunk. Ellenőrizze a futócső ezen elemeinek párhuzamosságát is. A tartórúd (3) megakadályozza, hogy a farokszár elforduljon. A magasságállításhoz acél távtartók használhatók.
A féknyereg alkatrészeit a szerelési rajznak megfelelően egymás után kell beszerelni. Itt nincs szükség különösen nagy pontosságra, mivel számos beállítás biztosított. Ha erős igénybevétel várható, az egyes szerelvényeket bontsa szét, hogy a kopó alkatrészeket külön költség nélkül ki lehessen cserélni.
Az utolsó szakaszban egy elektromos motort telepítenek, amely a kiválasztott séma szerint csatlakozik a hálózathoz. A gyakorlatban saját kezűleg ellenőrzik a fémeszterga működőképességét. Javításra megjelenésés korrózióvédelem, egyes részek alapozóval és festékkel vannak bevonva.

Hogyan készítsünk esztergagépet fúrógépből saját kezűleg
Műanyaghoz és egyéb puha anyagokhoz elegendő egy tipikus háztartási szintű elektromos szerszám teljesítménye. Ez a példa bemutatja, hogyan készítsünk működőképes gépet saját kezűleg 15-20 perc alatt. A táblázatban található legújabb fotók segítségével egy továbbfejlesztett design létrehozását ismertetjük:
| Fénykép | Összeszerelési sorrend a szerző ajánlásaival |
|---|---|
 | Egy soros fúrót használtak alapul. Meglehetősen kis méretű készítmények feldolgozása feltételezhető. Az ágyhoz ebben az esetben egy rétegelt lemez lapot választanak ki, amelyet az asztalra rögzítenek. Bármilyen más kellően erős és egyenletes alap megteszi. |
 | Az elektromos kéziszerszámot biztonságosan kell rögzíteni egy kényelmes helyzetben, hogy ne sérüljön meg működés közben. Ez a probléma egy segédtest használatával megoldható. Vastag rétegelt lemezből (20 mm) készül, figyelembe véve a megfelelő átmérőket. |
 | A szerkezet különálló részei önmetsző csavarokkal vannak rögzítve. Az elülső részbe egy alakos kivágású elem került beépítésre. Ezt az ülést olyan formában és méretekkel hozták létre, amelyek alkalmasak a fúró tömör testének (nyilakkal jelölt) kiálló részének felszerelésére. |
 | Az alaplap az asztallaphoz van csavarozva jó helyen. Az elektromos szerszámok belül vannak. A merev rögzítéshez kapcsot használnak. Tartórúdként egy falemez van rögzítve a közelben. |
 | A vágó egy régi reszelőből készíthető. Ennek a munkadarabnak a megmunkálására egy szabványos csiszoló alkalmas. |
 | Egy erős acélrudat helyeznek a patronba. Egy fadarabot csavarnak rá. |
 | Ezután ellenőrizze a gép teljesítményét. |
 | Ha a vágó minden egyes lépéssel kis vastagságot távolít el, akkor meglehetősen kemény anyagokból is meg lehet dolgozni a munkadarabokat. Befejező felület csiszolópapírral készült. |
 | Nagyobb munkadarabok megmunkálásához létrehozhat egy gépet fejléccel és farokszárral. A képen a fő szerkezeti elemek láthatók. Az elektromos kéziszerszám biztonságosan rögzítve van, de szükség esetén eltávolítható a rendeltetésszerű használathoz. |
 | Ide egy fémbetétes tartót (kézivédő) szerelnek fel, amely segíti a vágó pontos és pontos mozgatását. |
Videó: eszterga 15 perc alatt
Fémeszterga saját kezű készítésének jellemzői
Az előző fejezet a legegyszerűbb tervekről szólt, amelyek segítenek esztergagépet készíteni egy fúróból olcsó rögtönzött anyagok felhasználásával. Egyes esetekben még részletes rajzokra sem lesz szükség. Ez a megközelítés elegendő fa nyersdarabokkal végzett munka során, amikor nincs szükség nagy pontosságra.
Kapcsolódó cikk:
De ez nem fog működni, ha saját kezűleg fémmegmunkáló esztergagépet kell létrehoznia. A videó nemcsak a kiváló minőségű berendezésekben rejlő lehetőségeket mutatja be ebben a kategóriában, hanem a projekt szerzője által megoldott feladatokat is:
Hogyan lehet önállóan frissíteni egy esztergagépet
A fent tárgyalt rajzok egy jól bevált projekt. Segítségükkel saját kezűleg készíthet funkcionális mini esztergagépet fémhez. Néhány modern fejlesztés azonban megfelelő lesz:
- Az esetleges veszélyek elkerülése érdekében a szíjhajtást burkolattal kell lefedni.
- Az áramellátás vészleállításához egy jól látható helyen (közel elérhető távolságban) egy speciális gombot kell elhelyezni.
- Rács helyett átlátszó polimerből készült védőernyőt használnak.
- Az izzólámpát gazdaságos, mechanikailag ellenálló LED-lámpára cseréljük.
- Az elektromos motor áramkörébe automaták (érzékelők, biztosítékok) vannak beépítve, amelyek megakadályozzák a túlmelegedést és egyéb vészhelyzeteket.
- A keret csillapító párnákra van felszerelve, csökkentve a zaj- és rezgésszintet.
- A meghajtó tokmányt kényelmesebb hárompofás változatra cserélték, amely automatikusan középre állítja a munkadarabot a befogási folyamat során.
- A csiszolókorongokmányba való befogás kibővíti a feldolgozás lehetőségeit.
Jegyzet! Ahhoz, hogy jó minőségű marógépet készítsen saját kezűleg fémhez, más tervezési megoldásokat kell alkalmaznia.
A házi esztergagépeken végzett munka jellemzői


A fémfeldolgozás elsajátítása külön cikk témája. A kívánt eredmény eléréséhez vegye figyelembe a viszkozitást és a ridegséget, a fém egyéb jellemzőit és a munkaéleket. A technológia optimalizálása a munkadarab forgási sebességének, a hőmérsékleti rendszernek a figyelembevételével történik.

Videó a fémesztergákról (egy tapasztalt mester tanácsa):
Biztonsági óvintézkedések házi készítésű esztergagéppel végzett munka során és megfelelő gondozás
Összeszerelés után a hálózathoz való csatlakozás előtt meg kell győződni arról, hogy nincs-e meghibásodás. Ellenőrizze az orsó szabad forgását, a meghajtó mechanizmusok működésének késleltetését és az idegen zajt. A pontosságot gondosan ellenőrzik. Szükséges, hogy az energiahálózat paraméterei megfeleljenek a tápegység igényeinek a legnagyobb energiafogyasztású üzemmódban, amikor be van kapcsolva.
A munka megkezdése előtt győződjön meg a védőernyők, burkolatok meglétéről (szervizelhetőségéről). Egy új szerszámot leállított motorral szerelnek be az összes szabványos rögzítőelem segítségével. Vegye figyelembe a marók és a munkadarab paramétereinek megfelelő megmunkálási módokat.
A munka befejezése után a hulladékot elszállítják. Időben végezze el a kenést és a karbantartási előírásokban előírt egyéb munkákat.
Fémesztergapiaci ajánlatok: fajták, árak, kiegészítő felszerelés
| Márka / Modell | Hossz* Szélesség* Magasság, cm / Súly, kg | Áramfelvétel, W | Ár, dörzsölés. | Megjegyzések |
|---|---|---|---|---|
 Jet/ BD-3 | 50*30*39/ 16 | 260 | 31500− 33400 | Miniatűr fémeszterga az otthoni műhelyhez. Hárompofás tokmány (50 mm). Esztergálási átmérő - 100 mm-ig. Opcionális felszerelés hosszanti előtolással. |
 Corvette/401 | 75*33*31/ 36 | 500 | 45000− 48200 | Maximális orsófordulatszám (1100/2500 ford./perc). Munkadarab méretei: 180*300 mm-ig. |
 Proxxon/ FD 150/E | 36*15*15/ 4,5 | 100 | 43800− 46100 | Orsó fordulatszám (800-2800/1500-5000 ford/perc). Munkadarab méretei: 33*150 mm-ig. |
 JET/ BD-7 | 87*30*29/ 44 | 590 | 55200− 57600 | Félprofi fémeszterga. Az orsó fordulatszámának zökkenőmentes beállítása (100-3000 ford./perc). Menetfogaskerekek alapkivitelben. |
 Kraton/ MML-01 | 69,5*31*30,5/ 38 | 500 | 51300− 54600 | Orsó fordulatszáma - 50-2500 ford./perc. |
Azt is ajánljuk
 Dionüszosz – a borkészítés görög istene
Dionüszosz – a borkészítés görög istene
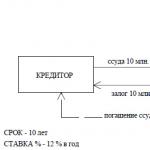 A jelzáloghitelezés fogalmának és osztályozásának lényege
A jelzáloghitelezés fogalmának és osztályozásának lényege
 Vszevolod Jaroszlavics herceg A hercegek említése a "Szóban ..."
Vszevolod Jaroszlavics herceg A hercegek említése a "Szóban ..."
 Húgyúti fertőzések Vegyes húgyúti fertőzések kezelése
Húgyúti fertőzések Vegyes húgyúti fertőzések kezelése
 Az an24 leírása Milyen magasságban repül az an24
Az an24 leírása Milyen magasságban repül az an24
 Melyik csatát tekintik a „villámháború” összeomlásának?
Melyik csatát tekintik a „villámháború” összeomlásának?