Az eszterga féknyereg felső szánja. Csavarvágó eszterga
A gépészet egyik legfontosabb vívmánya a 19. század elején a féknyerges szerszámgépek - a vágógép mechanikus tartói - elterjedése volt. Bármennyire is egyszerűnek és első pillantásra jelentéktelennek tűnik ez a géphez való csatolás, túlzás nélkül elmondható, hogy a gépek fejlesztésére és elosztására akkora volt a hatása, mint a Watt által a gőzgép. A féknyereg bevezetése egyszerre minden gép javulásához és költségcsökkentéséhez vezetett, lendületet adott az új fejlesztéseknek és találmányoknak. A féknyereg úgy van kialakítva, hogy a feldolgozás során mozogjon vágóeszköz rögzítve a szerszámtartóban. Egy alsó csúszdából (hosszirányú támasztékból) 1 áll, amely a 15 fogantyú segítségével a keret vezetői mentén mozog, és biztosítja a maró mozgását a munkadarabon. Az alsó csúszdán a vezetők 12 mentén mozgassa a keresztszánt ( kereszttámasz) 3, amelyek biztosítják a maró a munkadarab (alkatrész) forgástengelyére merőleges mozgását. A 3 keresztszánon egy 4 forgólap található, amely 10 anyával van rögzítve. A 11 felső szán (a 13 fogantyú segítségével) a 4 forgólap 5 vezetői mentén mozog, amely a 4 lappal együtt vízszintes síkban forogjon a keresztszánhoz képest, és biztosítsa a vágóeszköz mozgását a munkadarab (alkatrész) forgástengelyéhez képest szögben. A 6 szerszámtartó (vágófej) 8 csavarokkal a 9 fogantyú segítségével rögzíthető a felső tolózárhoz, amely a 7 csavar mentén mozog. A féknyereg a 2 vezérorsóról, a vezérorsó alatt elhelyezett vezértengelyről, ill. manuálisan. Befogadás automatikus adagolás a 14-es fogantyúval készül.
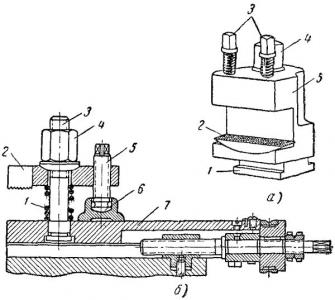
A kereszttartó eszköz az alábbi ábrán látható. Az 1 hosszanti féknyereg vezetői mentén a 10 fogantyúval ellátott 12 vezérorsó mozgatja a keresztirányú féknyereg csúszóját. A 12 vezérorsó az egyik végén az 1 hossztartóban van rögzítve, a másik végén pedig egy anyához (két 15 és 13 részből és egy 14 ékből áll), amely a 9 keresztszánhoz van rögzítve. csavar 16, tolja szét (ék 14) a 15 és 13 anyákat, ezáltal. a 12 vezérorsó és a 15 anya közötti hézag van kiválasztva A keresztirányú támasz mozgásának mértékét a 11 szár határozza meg. A 6. ábra és a szerszámtartó 5 forog Egyes gépeken a 9 keresztszán 2 hátsó szerszámtartóval van felszerelve a hornyoláshoz, levágáshoz és egyéb olyan munkákhoz, amelyeket a kereszttartó mozgatásával lehet elvégezni, valamint egy 3 konzol 4 pajzsgal amely megvédi a dolgozót a forgácsoktól és a vágófolyadéktól.
féknyereg esztergapad
Eszterga féknyereg javítás
A fémvágó gépek féknyergekkel való felszerelése a 19. század gépiparának egyik legnagyobb vívmánya volt. A féknyereg az egység mozgatható része, amely a fémmegmunkáló szerszámot tartja. A munkadarab feldolgozása során a féknyereg az eszterga vezetői mentén mozog, automatikusan vagy manuálisan mozgatva a vágót. A látszólagos egyszerűség ellenére ez a mechanizmus fontos szerepet játszott a szerszámgépek költségének csökkentésében, valamint további fejlesztésükben.
A féknyereg fő alkatrészei egy kocsi, a kocsi vezetői mentén mozgó hosszanti szán (alsó szán), egy felső szán, egy szerszámtartó, egy forgólemez, egy hajtás, amely mozgásba hozza a mechanizmust. A féknyergek a gépen való elhelyezés elve, a mozgás iránya és jellemzői (keresztirányú, hosszanti, lengő) és a vágófej kialakítása szerint (vágó vagy forgó) szerint különböznek.
A féknyereg vezetőinek állapota határozza meg a termékfeldolgozás pontosságát. A gép működése során a gép többi részével együtt a munkafelületek és a féknyereg alkatrészei változatlanul elhasználódnak, aminek következtében a gép elveszti funkcionalitását. Az eszterga féknyereg javítása része lehet a közben végzett műveleteknek nagyjavítás berendezés, vagy független intézkedés lehet a mechanizmus hibáinak kiküszöbölésére (lásd "").
Az egyik legidőigényesebb eljárás a kocsivezetők helyreállítása. A munka célja a vezetők felületeinek párhuzamosságának és merőlegességének visszaállítása a megfelelő síkokhoz képest, az összes igazított furat igazításának helyreállítása. Ugyanakkor fontos, hogy a kötény fogaskereke teljes mértékben kapcsolódjon a mechanikus adagolóberendezéshez.
Az esztergatámasz javítása, amely a vezetők helyreállításával jár együtt, felelősségteljes és összetett esemény, amely speciális, nagy pontosságú berendezések használatát igényli. Tervezőirodánk rendszerint olyan nehéz és középkategóriás esztergagépeket kap, amelyek nem csak a féknyereg helyreállítását igénylik, hanem javítási munkálatok az egység más egységeivel és mechanizmusaival kombinálva. Az esetek túlnyomó többségében beszélgetünk a nagyjavításról.
A féknyereg az eszterga fontos része, valójában a dolgozó keze funkcióját látja el, tartja a marót és mozgatja a munkadarabon. Megfelelő karbantartás mechanikus tartó, meghosszabbítja élettartamát és elkerüli a komoly javítási problémákat.
A féknyereg gondozása magában foglalja a vezetők közötti rések időszakos beállítását, a holtjáték kiküszöbölését, a tömszelence tömítés időben történő tisztítását vagy cseréjét, a szán rendszeres kenését és a mechanikai sérülések elleni védelmét.
Az eszterga tartója úgy van kialakítva, hogy rögzítse rajta a vágószerszámot, és jelezze neki az előtolás mozgását a feldolgozás során.
A féknyereg 1 fenéklemezét (7. ábra), amelyet kocsinak vagy hosszanti szánnak neveznek, a keretvezetők mentén mozgatjuk mechanikusan vagy kézzel. Ebben az esetben a vágó hosszirányban mozog (ez a hosszirányú előtolás). A kocsi felső felületén fecskefark alakú keresztirányú 12 vezetők vannak, amelyek merőlegesek a keret vezetőire. A 12 vezetőkön mozog a féknyereg 3 keresztszánja, amelyen keresztül a maró az orsó tengelyére merőleges mozgást kap.
7. ábra Csavarvágó eszterga tartója
A 3 keresztszán felső felületén egy 4 forgó féknyereg található, amelyet elfordítás után egy 10 anyával rögzítenek.
A forgólap felső felületén 5 vezetékek vannak elhelyezve, amelyek mentén a 13 fogantyú elforgatásakor a felső 11 lemez – a féknyereg felső csúszkája – elmozdul.
Szerszámtartók és vágófejek
Szerszámtartó vagy vágófej van felszerelve a féknyereg felső részére a marók rögzítésére.
8. ábra - Szerszámtartók
Kis és közepes méretű gépeken egyetlen 5 szerszámtartót használnak (8. ábra, a). A szerszámtartó alsó része 1, mely T-alakú, anyával van rögzítve a féknyereg felső részére, 4. A helyzet beállításához élvonalbeli a szerszámtartóban a középpontok magasságának megfelelően van egy 2 bélés, amelynek alsó gömbfelülete a szerszámtartó blokk azonos felületén fekszik fel. Rögzítse a vágót a vágótartóban két csavarral 3.
A nagy esztergagépeken egyszerszámtartókat használnak (8. ábra, b). Ebben az esetben a vágót a féknyereg felső részének 7 felületére kell felszerelni, és egy rúddal 2 rögzíteni, meghúzva a 4 anyát. A 3 csavar elhajlásának megakadályozása érdekében a 2 rudat a ráfekvő 5 csavar támasztja alá. a cipő 6. Amikor a 4 anyát lecsavarjuk, az 1 rugó megemeli a 2 rudat.
A közepes méretű csavaros esztergagépeken leggyakrabban tetraéderes forgó vágófejeket használnak (lásd 7. ábra).
A 6 vágófej a 11 féknyereg tetejére van felszerelve; 8 csavarokkal egyszerre négy vágó rögzíthető benne. Bármelyik telepített vágóeszközzel dolgozhat. Ehhez fordítsa el a fejet, és helyezze be a kívánt vágót munkapozíció. Elfordítás előtt a fejet a 7 csavaron ülő anyával összekötött fogantyú 9 elfordításával le kell oldani. Minden elfordulás után a fejet a 9 fogantyúval ismét rögzíteni kell.
- 707 megtekintés
A tartót (lásd az 1a. ábrát) úgy tervezték, hogy a vágószerszám feldolgozása közben mozogjon, rögzítve a szerszámtartóban. Egy alsó csúszdából (hosszirányú támasztékból) 1 áll, amely a 15 fogantyú segítségével a keret vezetői mentén mozog, és biztosítja a maró mozgását a munkadarabon. Az alsó szánon a 12 vezetők mentén elmozdul a 3 keresztszán (kereszttámasz), amely biztosítja a marószerszámnak a munkadarab (alkatrész) forgástengelyére merőleges mozgását. A 3 keresztszánon egy 4 forgólap található, amely 10 anyával van rögzítve. A 11 felső szán (a 13 fogantyú segítségével) a 4 forgólap 5 vezetői mentén mozog, amely a 4 lappal együtt vízszintes síkban forogjon a keresztszánhoz képest, és biztosítsa a vágóeszköz mozgását a munkadarab (alkatrész) forgástengelyéhez képest szögben. A 6 szerszámtartó (vágófej) 8 csavarokkal a 9 fogantyú segítségével rögzíthető a felső tolózárhoz, amely a 7 csavar mentén mozog. A féknyereg a 2 vezérorsóról, a vezérorsó alatt elhelyezett vezértengelyről, ill. manuálisan. Az automatikus adagolást a 14-es fogantyú biztosítja.
Rizs. 1a. Eszterga féknyereg 16K20
Műszaki pofás tokmány
Esztergagépeken két-, három- és négypofás tokmányokat használnak kézi és gépesített befogással. A kétpofás önközpontosító tokmányokban különféle alakú öntvények és kovácsolt anyagok vannak rögzítve; az ilyen tokmányok pofáját általában úgy tervezték, hogy csak egy alkatrészt tartsanak. Hárompofás önközpontosító tokmányokban kerek és hatszög alakú munkadarabok ill kerek rudak nagy átmérőjű. A négypofás önközpontosító tokmányokban négyszögletes rudak, az egyedi pofával állítható tokmányokban pedig téglalap alakú vagy aszimmetrikus részek vannak rögzítve. A kézi befogású, hárompofás öncentráló tokmány a legelterjedtebb eszköz az alkatrészek rögzítésére az esztergagépeken Erőteljes, de érzékeny mechanizmussal a tokmány lehetővé teszi az alkatrészek biztonságos rögzítését nagy központosítási pontossággal, mind a nagy üzemmódú megmunkálásnál, mind a finomabb megmunkálásnál munka. Az eszterga tokmány gép vagy készülék orsójára szerelhető. A legszélesebb körben használt hárompofás önközpontosító tokmány (az alábbi ábra). A patron 1., 2. és 3. bütykei egyszerre mozognak a 4. tárcsa segítségével. Ennek a korongnak az egyik oldalán hornyok vannak kialakítva (arkhimédeszi spirál alakúak), amelyekben a bütykök alsó kiemelkedései találhatók a másikban egy kúpkerekes fogaskerék van vágva, amelyhez három 5 kúp fogaskerék párosul. Amikor az egyik 5 kereket kulccsal elforgatjuk, a 4 tárcsa (a fogaskerekes áttételnek köszönhetően) is forog, és egy spirál segítségével egyszerre és egyenletesen mindhárom bütyköt mozgatja a 6 patrontest hornyai mentén. A tárcsa forgásirányától függően a bütykök megközelítik vagy eltávolodnak a tokmány közepétől, befogják vagy elengedik az alkatrészt. A bütykök általában három szakaszban készülnek, és a kopásállóság növelése érdekében edzettek. A belső és külső felületeken bütykök vannak a munkadarabok rögzítésére; a belső felület mentén történő rögzítésnél a munkadarabon egy lyukkal kell rendelkezni, amelybe a bütyköket el lehet helyezni.
Azt is ajánljuk
 Kapcsolt tápegység: javítás és finomítás
Kapcsolt tápegység: javítás és finomítás
 A fény távirányítója
A fény távirányítója
 Úszásoktatás óvodás korú gyermekek számára
Úszásoktatás óvodás korú gyermekek számára
 Megjegyzések a mesternek - otthoni háztartási riasztók
Megjegyzések a mesternek - otthoni háztartási riasztók
 Óracsavar az Atmega8-on
Óracsavar az Atmega8-on
 Példák az eszközre és a relé alkalmazására, hogyan válasszuk ki és helyesen csatlakoztassuk a relét Mikrokontroller és relé egyszerű kapcsolóáramkörök
Példák az eszközre és a relé alkalmazására, hogyan válasszuk ki és helyesen csatlakoztassuk a relét Mikrokontroller és relé egyszerű kapcsolóáramkörök