เครื่องกัดแนวนอนสำหรับโลหะ เครื่องกัดแนวนอนและแมชชีนนิ่งเซ็นเตอร์
บริษัท ผลิตและวิศวกรรมของสวิส ENCE GmbH (ЭНЦЕ ГмбХ) ก่อตั้งขึ้นในปี 2542 มีสำนักงานตัวแทนและสำนักงาน 16 แห่งในประเทศ CIS นำเสนออุปกรณ์และส่วนประกอบจากแหล่งผลิตในตุรกีและสาธารณรัฐเกาหลีพร้อมที่จะพัฒนาและจัดหาตาม ให้กับบุคคลของคุณ เงื่อนไขอ้างอิงเครื่องกัด
กระบวนการกัด
มิลลิ่งคือ การดำเนินงานทางเทคโนโลยีที่เกี่ยวข้องกับการรักษาพื้นผิวด้วยหัวกัด
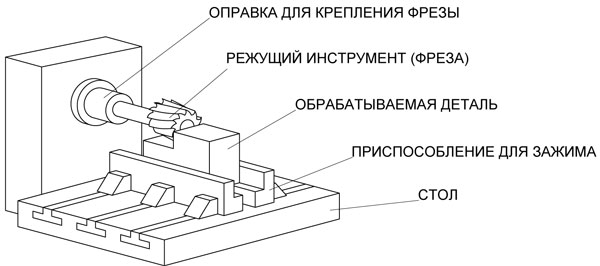
ในระหว่างกระบวนการกัด หัวกัดจะหมุนเป็นหลัก และอัตราป้อนงานจะไปในแนวเส้นตรงและตั้งฉากกับหัวกัด กล่าวคือ ไปที่แกนของมัน บนโต๊ะของเครื่องกัดชิ้นงานจะถูกยึดด้วยคีมจับ
การทำงานของหัวกัดจะแตกต่างจากเครื่องมือแบบหลายใบมีดที่พบในเครื่องเจาะสว่าน
เนื่องจากฟีดตั้งฉากสัมพันธ์กับแกนหมุนของคัตเตอร์ ฟันแต่ละซี่ของมันสัมผัสกับชิ้นงาน แต่สร้างเพียงส่วนเล็ก ๆ ของการหมุนของมัน ฟันตัดหลายซี่ทำงานพร้อมกัน แม้ว่าฟันซี่เดียวจะทำงานได้ หัวกัดมีฟันหลายซี่ ซึ่งแต่ละซี่ใช้งานในช่วงเวลาสั้นๆ ในระหว่างส่วนหลักของการหมุน คัตเตอร์จะถูกทำให้เย็นลง ซึ่งจะช่วยรับประกันอายุการใช้งานที่ยาวนานของตัวตัดเองและประสิทธิภาพของกระบวนการกัด
โครงสร้างทางเรขาคณิตของฟันตัดแต่ละซี่ของคัตเตอร์นั้นคล้ายกับประเภทของคัตเตอร์ อย่างไรก็ตาม กระบวนการกัดมีลักษณะเฉพาะของตัวเอง: ลักษณะการสัมผัสของฟันของใบมีดกับพื้นผิวของชิ้นส่วนไม่สม่ำเสมอ ซึ่งส่งผลดีต่อกระบวนการในแง่ของการลดผลกระทบจากความร้อนที่ปล่อยออกมาระหว่างการกัด ล้ำสมัยเครื่องมือและทำให้เกิดกระบวนการที่ไม่สงบและราบรื่นเช่นในการเลี้ยว
ตามรูปร่างของฟัน ใบมีดแบ่งออกเป็น:
- ใบมีดพร้อมกับฟันแหลม
- หัวกัดที่มีฟันแหลมคม
สำหรับหัวกัดประเภทแรก โปรไฟล์การตัดของฟันประกอบด้วยเส้นตรง ฟันจะถูกลับที่ขอบด้านหลัง และฟันที่อยู่ด้านหลังของใบมีดจะลับให้คม ในทางกลับกัน ไปตามขอบด้านหน้า เมื่อลับคมใหม่ โปรไฟล์ฟันของหัวกัดด้านหลังจะยังคงอยู่ ซึ่งเป็นข้อได้เปรียบที่เหนือกว่าหัวกัดปลายแหลม ซึ่งใช้สำหรับการกัดที่ความเร็วสูงและด้วยเหตุนี้จึงทำจากคาร์ไบด์
หัวกัดทรงกระบอกยังใช้สำหรับการรักษาพื้นผิวโดยการกัด เมื่อโต๊ะเครื่องจักรเคลื่อนไปทางหัวกัด (การกัดต้นน้ำ) หรือเคลื่อนที่ไปในทิศทางเดียวกับหัวกัด (การกัดไต่) เศษที่อยู่ในรูปลูกน้ำจะถูกลบออกด้วยวิธีการเหล่านี้โดยฟันแต่ละซี่ของเครื่องตัด เมื่อกัดขึ้น ความหนาของเศษจะค่อยๆ เพิ่มขึ้น ในขณะที่การกัดลง จะลดลงระหว่างการตัด การกัดตามขอบมีส่วนให้การรับน้ำหนักบนฟันเพิ่มขึ้นทีละน้อย ซึ่งเป็นข้อดี และข้อเสียของวิธีนี้คือการที่คัตเตอร์พยายามฉีกชิ้นส่วนออกจากพื้นผิวโต๊ะ การกัดบนทางปีนเขาทำทุกอย่างในทางตรงกันข้าม ดังนั้นการเลือกวิธีการจึงขึ้นอยู่กับสภาพการทำงานที่เฉพาะเจาะจง
ข้อมูลการตัดเฉือน
ความเร็วในการตัดคือ ความเร็วรอบรอบของใบมีดตัด
V = πD n/1000, ม./นาที,
โดยที่ D - คัตเตอร์ Ø, mm,
อินนิ่งส์- การเคลื่อนที่ของชิ้นงานตามแนวแกนของคัตเตอร์ต่อหน่วยเวลา
S m = S z z n, มม./นาที,
โดยที่ z คือจำนวนฟันตัด
n - จำนวนรอบของเครื่องตัด / นาที
ความลึกของการตัด- ชั้นของโลหะที่เอาใบมีดออกในครั้งเดียว
ความกว้างของการกัด- ความยาวของพื้นผิวที่สัมผัสกับเครื่องตัดในทิศทางแนวตั้งฉากกับทิศทางการป้อน
ความหนาของเศษ- ค่าที่เอาออกโดยฟันตัดแต่ละอัน
แรงตัดและกำลังกัด
ในกระบวนการตัด แรงบางอย่างจะกระทำต่อฟันแต่ละซี่ของใบมีด ทิศทางและขนาดที่แตกต่างกันไป ขึ้นอยู่กับลักษณะของการกัดและทิศทางการป้อน เมื่อกัดปลายมีดด้วยหัวกัด ด้วยการป้อนกลับ แรงตัด P ที่กระทำต่อฟันของหัวกัดสามารถแบ่งออกเป็นปริมาณองค์ประกอบสองส่วน: แนวสัมผัส P z และแนวรัศมี P y ตามแรงในแนวรัศมี P y แมนเดรลที่วางเครื่องตัดไว้จะถูกคำนวณสำหรับการดัด ค่ารวมของ P z ถูกกำหนดเป็นผลรวมของแรงที่กระทำต่อฟัน:
P z sum \u003d P z 1 + P z 2 + P z 3 กก
แรงบิดในการกัด:
M \u003d P z D / 2 กก. มม.
โดยที่ D - คัตเตอร์ Ø
กำลังกัด:
N = M n / 974000 กิโลวัตต์,
โดยที่ M คือแรงบิด
n คือจำนวนรอบของคัตเตอร์ใน 1 นาที
เครื่องตัดประเภทหลัก
หัวกัดเป็นเครื่องมือเครื่องกัดที่ออกแบบมาสำหรับการตัดและมีฟันหลายซี่ ฟันไม่มีอะไรมากไปกว่าเครื่องตัดเศษ
การตัดในการกัดแตกต่างจากกระบวนการตัดใน เครื่องบดหรือเจาะ. ที่เครื่องตัดดังที่เราได้กล่าวไว้ข้างต้น ฟันระหว่างการตัดไม่ได้เกี่ยวข้องกับงานทั้งหมด แต่ในทางกลับกัน อายุการใช้งานของหัวกัดจึงเพิ่มขึ้นและประสิทธิภาพของกระบวนการกัดก็เพิ่มขึ้น
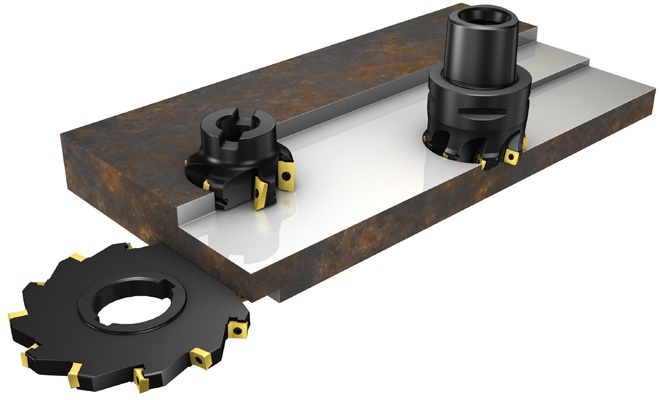
รูปด้านล่างแสดงหัวกัดต่างๆ ที่แตกต่างกันใน คุณสมบัติที่แตกต่างและคุณสมบัติ:
- สำหรับการใช้งานของพวกเขา
- ตามรูปทรงของฟัน
- ในทิศทางของฟัน
- ตามการดำเนินการของพวกเขา
- ตามประเภทของการยึดบนเครื่องกัด ฯลฯ
ตามการออกแบบ ใบมีดสามารถ:
- ทั้งหมด,
- บัดกรี
- การเรียงพิมพ์
- หัวกัดตามฟันที่เปลี่ยนได้
1. หัวกัดแบบแข็ง คือตำแหน่ง 1, 2, 4 และ 7 ในรูป เป็นวัสดุคุณภาพสูงชิ้นเดียวสำหรับการผลิตหัวกัดและอุปกรณ์ตัดอื่นๆ
2. เหล็กโครงสร้างทั่วไปราคาไม่แพงใช้สำหรับเครื่องตัดแบบประสาน บัดกรีชิ้นส่วนหรือแผ่นโลหะคุณภาพสูงที่ส่วนบนของฟันหรือคัตเตอร์
3. Type-setting cutter นี่คือตำแหน่งที่ 3 ในรูปของเรา เป็นโครงทรงกลมที่ทำจากเหล็กกล้าผสมอัลลอยด์ ซึ่งฟันจะถูกสอดและยึดด้วยลิ่มหรือหมุดรูปกรวย สำหรับการลับคม คัตเตอร์ตั้งค่าประเภทจะไม่ถูกถอดประกอบ แต่ประมวลผลในสถานะประกอบ
4. หัวกัด ในรูปของเราคือตำแหน่งที่ 15 หัวกัดมีฟันแบบเปลี่ยนเร็ว หัวกัดทั่วไป สำหรับการลับคมนั้นไม่สามารถถอดประกอบหัวกัดได้ แต่ประมวลผลในสภาพที่ประกอบเข้าด้วยกัน หรือคุณสามารถลับฟันทีละซี่แล้วติดเข้ากับร่างกาย
ตามประเภทของการยึดใบมีดมีความโดดเด่น:
- ติด
- หาง
- จบ
หัวกัดเชลล์ ตำแหน่ง 1, 3, 4 และ 7 ในรูปของเราคือหัวกัดที่มีรูและรูกุญแจ โดยจะติดตั้งอยู่บนแกนหมุนของสปินเดิลโดยตรง
เครื่องตัดหาง ตำแหน่ง 6 และ 9 เป็นส่วนที่ต่อเนื่องกันของส่วนท้าย (รูปกรวยหรือทรงกระบอก) และเป็นส่วนสำคัญประกอบกับส่วนท้าย
หัวกัดปาดหน้า ตำแหน่ง 15 ติดตั้งที่ส่วนท้ายของเพลาพร้อมสลักเกลียว
ตามขอบเขตของคัตเตอร์จะแบ่งออกเป็นประเภทหลักดังต่อไปนี้:
- สำหรับการแปรรูปเครื่องบิน
- slotted (pos.5),
- ร่อง (ตำแหน่ง 4, 9 และ 6)
- มุม (ตำแหน่ง 7 และ 8)
- รูปร่าง (ตำแหน่ง 10),
- สำหรับตัดฟัน (ตำแหน่ง 11, 12 และ 16)
- สำหรับการกลึงเกลียว (ตำแหน่ง 14 และ 13) และ
- พิเศษ.
การทำงานพื้นฐานโดยการกัดโดยใช้หัวกัดต่างๆ
รูปด้านล่างแสดงการทำงานหลายอย่างโดยใช้หัวกัดประเภทต่างๆ ในกระบวนการกัด
หัวกัดทรงกระบอกและปาดหน้า ตำแหน่ง 1 และ 2 ในรูปที่ 3 ใช้สำหรับการประมวลผลระนาบ จุดประสงค์ของใบมีด ปลาย ร่องและหัวกัดมุม ตำแหน่ง 3 ในรูปคือการสร้างร่องและร่องบนชิ้นงาน ตำแหน่งที่ 4 แสดงหัวกัดที่มีรูปทรงที่ใช้สำหรับการประมวลผลพื้นผิวที่มีรูปทรง ใบมีดและใบมีดในรูปแบบของโมดูล, ตำแหน่ง 5 และ 6, ฟันตัดบนเฟือง

เครื่องมิลลิ่ง
เครื่องกัดประเภทหลัก:
1) เครื่องมือกล วัตถุประสงค์ทั่วไป: การกัดแนวนอน การกัดสากล และการกัดแนวตั้ง
2) เครื่องจักรสำหรับวัตถุประสงค์เฉพาะและเฉพาะทาง
เครื่องกัดแนวนอนมีเตียงซึ่งคอนโซลพร้อมไกด์เคลื่อนที่ในแนวตั้ง ในทางกลับกัน สไลด์ข้ามจะวิ่งขนานไปกับแกนสปินเดิล ตารางที่มีกระปุกเกียร์และกล่องฟีดจะเคลื่อนที่ไปในทิศทางที่ตั้งฉากกับแกนสปินเดิล
หัวกัดถูกแนบเข้ากับแมนเดรล ดอกเอ็นมิลจะใส่เข้าไปในสปินเดิลและใส่เต้ารับทรงกรวยไว้ตรงกลาง
โต๊ะของเครื่องกัดสากลซึ่งแตกต่างจากเครื่องกัดแนวนอนสามารถหมุนในระนาบแนวนอนได้ 45 องศา ดังนั้นทิศทางการป้อนของโต๊ะจึงสามารถเปลี่ยนแปลงได้สัมพันธ์กับแกนสปินเดิลตั้งแต่ 45 ถึง 90 องศา ซึ่งจำเป็นในการกัดเกลียว
เครื่องกัดแนวตั้งมีแกนหมุนแนวตั้ง มิฉะนั้นจะเหมือนกับเครื่องกัดแนวนอน
ตารางของเครื่องกัดตามยาวสามารถเคลื่อนที่ได้เฉพาะในระนาบแนวนอนที่ตั้งฉากกับแกนของแกนหมุนแนวตั้งหรือแนวนอน ซึ่งช่วยให้สามารถประมวลผลชิ้นส่วนจากหลายด้านได้พร้อมกัน ชิ้นส่วนถูกประมวลผลโดยเครื่องตัดที่สัมผัสกับแกนหมุน โต๊ะไม่ขยายหรือเคลื่อนไปในทิศทางตามขวาง และมีการติดตั้งเครื่องมือโดยขยายแกนหมุนไปตามแนวแกนและเคลื่อนหัวไม้ไปตามเส้นบอกแนว
เครื่องกัดแบบหมุนที่ใช้สำหรับการประมวลผลพื้นผิวเรียบอย่างต่อเนื่องมีโต๊ะกลมที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ ชิ้นส่วนต่างๆ จะถูกลบออกเมื่อโต๊ะยังคงหมุนต่อไป
วัตถุประสงค์ของเครื่องกัดแบบดรัมเหมือนกับเครื่องกัดโรตารี่ ความแตกต่างอยู่ที่กลอง เครื่องกัดระนาบคู่ขนานถูกประมวลผลพร้อมกันจากสองด้าน ภายในเฟรมของเครื่องเหล่านี้ ดรัมจะหมุน โดยวางชิ้นส่วนที่จะแปรรูปและนำชิ้นส่วนที่เสร็จแล้วออก หัวกัดอยู่ในหัวมีด หัวกัดแต่ละคู่จะทำการหยาบครั้งแรกตามลำดับ จากนั้นจึงทำการกัดละเอียด เครื่องจักรเหล่านี้มีความแข็งแกร่งที่ดีและให้ผลผลิตสูง
เครื่องกัดเฉพาะทางใช้ชิ้นส่วนขนาดใหญ่เป็นหลักในการผลิตจำนวนมาก
คำอธิบายและหลักการทำงานของเครื่องกัด
เครื่องมืออเนกประสงค์ประเภทหนึ่งคือเครื่องกัด เป็นเครื่องมือกลที่มีเครื่องมือตัดที่เรียกว่า คัตเตอร์กัด ที่มีใบมีดหลายใบ การเคลื่อนไหวหลักของคัตเตอร์คือการหมุน เครื่องตัดถูกติดตั้งบนเพลาแนวตั้ง แต่สามารถติดตั้งเพลาได้ในลักษณะที่แตกต่างกันเพื่อให้มองชิ้นงานในมุมหนึ่ง โต๊ะเครื่องสามารถเคลื่อนย้ายได้ด้วยตนเองหรือโดยไดรฟ์ อย่างไรก็ตาม เป็นแบบกลไก ในเวลาเดียวกัน การควบคุมทำได้ค่อนข้างแม่นยำบนตาชั่งที่มีระบบซูมด้วยแสง
เพลาของเครื่องกัดหรือที่เรียกกันทั่วไปว่าแกนหมุนที่ติดตั้งเครื่องตัดอยู่ในแนวนอน ส่วนที่จะประมวลผลได้รับการแก้ไขบนโต๊ะ ในทางกลับกัน โต๊ะเป็นแบบที่ง่ายที่สุด โดยมีการเคลื่อนที่ 3 แกน นอกจากนี้ยังมีตารางสากล สิ่งเหล่านี้มีความสามารถในการหมุนเป็นมุม
วิศวกรรมเครื่องกลสมัยใหม่ทำให้สามารถประมวลผลชิ้นส่วนที่มีพื้นผิวโปรไฟล์ที่ซับซ้อนได้ ซึ่งอาจเป็นพื้นผิวของแม่พิมพ์ แม่พิมพ์ ซึ่งการขึ้นรูปเป็นสิ่งสำคัญ ฯลฯ
เพื่อให้ได้ชิ้นส่วนที่มีพื้นผิวดังกล่าวจะใช้การแปรรูปเช่นการหล่อการปั๊มการตัด แต่การตัดเพียงอย่างเดียวเท่านั้นที่ทำให้สามารถรับพารามิเตอร์พื้นผิวที่ใกล้เคียงกับค่าที่ระบุ (จุดตั้งค่า) และลดเวลาสำหรับการประมวลผลที่ตามมา มักจะกัดเท่านั้น วิธีที่เป็นไปได้เพื่อดำเนินการแปรรูปประเภทนี้ เนื่องจากโรงงานและโรงงานผลิตเครื่องจักรจำนวนมากได้เปลี่ยนไปใช้การผลิตจำนวนมากและขนาดเล็ก และในการผลิตประเภทนี้ ถือว่าคุ้มค่าในการประมวลผลชิ้นส่วนโดยการกัด
กระบวนการของการรักษาพื้นผิวที่มีโปรไฟล์ที่ซับซ้อนขึ้นอยู่กับการดำเนินการดังต่อไปนี้:
1) การเก็บเกี่ยว 2) การสี 3) การตกแต่ง
ขั้นตอนการตกแต่งจะดำเนินการด้วยตนเอง ความซับซ้อนของการดำเนินการนี้และต้นทุนแรงงานจะถูกกำหนดโดยพารามิเตอร์พื้นผิวขั้นสุดท้ายที่เกิดขึ้นหลังจากการกัด หากมั่นใจได้ถึงระดับความหยาบสูงในขั้นตอนของการกัด ก็สามารถลดเวลาที่ใช้ในการเก็บผิวละเอียดได้ สำหรับการตกแต่งเป็นขั้นตอนที่ใช้เวลานานที่สุดในการประมวลผลทางเทคโนโลยี
การจำแนกประเภทและวัตถุประสงค์ของเครื่องกัด
สามารถแปรรูปพื้นผิวบนเครื่องกัดได้ หลากหลายรูปแบบ. เหล่านี้เป็นระนาบทั้งภายนอกและภายใน คุณสามารถดำเนินการ:
- ร่อง;
- เครื่องบิน;
- ร่อง;
- พื้นผิวรูปทรงเชิงเส้น
สำหรับการประมวลผลหลังจะใช้เครื่องกัดชนิดพิเศษเพราะใช้งานได้กับระนาบเชิงพื้นที่ที่ซับซ้อน หลังกลึง เครื่องกัดอยู่ในตำแหน่งผู้นำในด้านความชุก เนื่องจากมีประสิทธิผลสูงและค่อนข้างหลากหลาย
ประเภทของเครื่องกัด:
- คอนโซล- เครื่องกัด;
- การกัดแบบไม่มีคอนโซล
- การกัดตามยาว
- การลอกแบบ
พวกเขาสามารถเป็นแนวตั้ง แนวนอน สากล และหลากหลายสูง เครื่องนี้เป็นที่นิยมมาก การติดตั้งคอนโซลทำให้แตกต่างจากเครื่องประเภทอื่น คอนโซลซึ่งยึดติดกับตัวเครื่องอย่างแน่นหนา เคลื่อนไปตามเส้นนำบนเฟรม และสไลด์ที่อยู่ด้านบนจะเลื่อนคอนโซลไปในทิศทางตามขวาง ตรงกันข้ามกับแกนหมุนซึ่งในทางปฏิบัติไม่ขยับ on ประเภทนี้ย้ายโต๊ะเครื่อง ชิ้นงานถูกตรึงไว้กับมัน พร้อมกับเคลื่อนที่ในอวกาศ ทำให้ทั้งการเคลื่อนที่ในแนวตั้งฉากและการเคลื่อนที่ในมุมที่สัมพันธ์กับแกนสปินเดิล
การประมวลผลบนเครื่องกัด ประเภทของงานกัด
กระบวนการกัดสัมพันธ์กับประสิทธิภาพการทำงานของชิ้นส่วนต่างๆ ของระนาบและพื้นผิวต่างๆ บนเครื่องกัด เหล่านี้เป็นการดำเนินการที่เกี่ยวข้องโดยตรงกับ:
- การประมวลผลระนาบ
- พื้นผิวที่มีรูปร่าง;
- ตัดร่อง;
- ตัดด้าย;
- ตัดฟันบนล้อเฟือง
- โดยเพียงแค่ตัดชิ้นส่วนของโลหะ
เครื่องกัดอเนกประสงค์
บนเครื่องกัดอเนกประสงค์ พื้นผิวเรียบและมีรูปร่าง (ภายนอกและภายใน), ร่อง, หิ้ง, ตัวหมุน, รู, การเชื่อมต่อแบบเกลียว,ฟันเฟือง. เครื่องจักรประเภทนี้ใช้กันอย่างแพร่หลายในแผนกซ่อม, ช่างทำกุญแจ, ร้านช่างไม้ และโรงงาน โดยมีอุปกรณ์ตรวจวัดแบบดิจิตอลในสามแกน: การป้อนคอนโซลแนวตั้งในโหมดเร็ว การป้อนตารางในทั้งสองทิศทางในโหมดเร็ว มีระบบไฟส่องสว่างและระบายความร้อนในตัวเครื่อง
การดำเนินการที่ดำเนินการ: ขั้นตอนการเจาะ การกัด การทำเกลียว ฯลฯ
ศูนย์เครื่องจักรกลกัดซีเอ็นซีแนวนอน
ศูนย์เครื่องจักรกลกัดซีเอ็นซีแนวนอนอยู่ในซีรีส์หนักของการออกแบบประเภทนี้ และได้รับการออกแบบมาสำหรับการตัดเฉือนประเภทต่อไปนี้: การกัดหยาบ การกัดกึ่งสำเร็จ และการเก็บผิวละเอียดขั้นสุดท้าย ทำงานในสภาพการทำงานที่ยากลำบากของการประมวลผลชิ้นส่วนร่างกายขนาดใหญ่ด้วย การออกแบบที่ซับซ้อนทำจากเหล็กหล่อ เหล็กโครงสร้าง สแตนเลส เหล็กทนความร้อน และโลหะผสม ศูนย์นี้รับประกันความแข็งแกร่งและทนต่อแรงสั่นสะเทือนสูง ไกด์ไฮโดรไดนามิกของเครื่องจักรรับประกันความปลอดภัยของพารามิเตอร์ที่แม่นยำ เช่นเดียวกับความสามารถในการตัดวัสดุที่ตัดยาก
ขนาดโต๊ะกลึง: 630x630 มม.
การเคลื่อนที่ในแกน X/Y/Z: 900/800/710 มม.;
ความเร็วแกนหมุน: 4500 รอบต่อนาที (910 นิวตันเมตร - 1080 นิวตันเมตร);
จำนวนเครื่องมือ: 60;
ระบบซีเอ็นซี;
อุปกรณ์พื้นฐานสำหรับศูนย์เครื่องจักรกลกัดแนวนอน CNC
- ระบบ CNC พร้อมหน้าจอกราฟิกสี
- โต๊ะหมุน;
- ร้านเครื่องมือ;
- ระบบทำความเย็นแกนหมุน
- ระบบจ่ายน้ำหล่อเย็น
- เคสที่ครอบคลุมพื้นที่การทำงานของเครื่องอย่างสมบูรณ์
- รีโมท;
- ชุดเครื่องมือบำรุงรักษา;
- สายพานลำเลียงพร้อมรถเข็น (สำหรับการกำจัดเศษ)
- โคมไฟ พื้นที่ทำงาน;
- ปิดเครื่องอัตโนมัติโภชนาการ;
- บ่อ;
- ระบบทำความเย็นตู้ไฟฟ้า
- คำแนะนำการใช้งานและการซ่อมแซมเครื่อง
งานที่ทำกับเครื่องกัด
ขอบเขตของงานที่สามารถทำได้บนเครื่องกัดนั้นมีความหลากหลายและใหญ่มาก ขั้นตอนเหล่านี้เป็นขั้นตอนสำหรับการประมวลผลระนาบ การกัดร่องและร่อง การกัดพื้นผิวที่มีรูปร่าง การกัดพื้นผิวของการหมุนรอบ ฟันเฟืองตัด ฯลฯ
ประเภทของงานกับเครื่องกัดและเครื่องมือที่ใช้:
- การตัดเฉือนพื้นผิวด้วยหัวกัดทรงกระบอกที่มีฟันเกลียว
- การตัดเฉือนระนาบด้วยดอกเอ็นมิลล์ที่มีฟันสอด
- ตัดด้านข้างด้วยเครื่องตัดดิสก์
- การตัดเฉือนทั้งสองด้านของช่องเปิดด้วยเครื่องตัดดิสก์สองด้าน
- การกัดร่องด้วยหัวกัดจานแบบสามด้าน
- กัดสองด้านของช่องเปิดด้วยดอกเอ็นมิล
- กัดร่องด้วยดอกเอ็นมิล
- การกัดด้านข้างของส่วนที่ยื่นออกมาด้วยชุดหัวกัดสองด้านแบบดิสก์สองตัว
- การกัดร่องครึ่งวงกลมด้วยหัวกัดครึ่งวงกลมรูปทรง
- การกัดโปรไฟล์ที่ซับซ้อนด้วยชุดหัวกัดประเภทต่างๆ สำเร็จรูป
เครื่องมือสำหรับเครื่องกัด
ในบรรดาอุปกรณ์ติดตั้งที่มีให้สำหรับเครื่องกัดนั้นมีทั้งแบบอเนกประสงค์ แบบมาตรฐาน และแบบพิเศษ พวกมันจะถูกแบ่งย่อยออกเป็นแบบเดี่ยวและแบบหลายตำแหน่ง โดยมีการกัดแบบตายตัว เคลื่อนที่ได้ และแบบหมุน สำหรับการกัดต่อเนื่อง
หัวแบ่งที่เราทุกคนรู้จัก, เครื่องชั่วร้าย, โต๊ะหมุน, โต๊ะเข้ามุม, โต๊ะหมุนเป็นอุปกรณ์กัดสากล
ความชั่วร้ายของเครื่องมักจะติดตั้งด้วยแคลมป์สกรูแบบธรรมดา (แบบนอกรีตหรือแบบนิวเมติก) สำหรับติดตั้งชิ้นส่วนต่างๆ
คีมจับลมที่ใช้บ่อยที่สุดพร้อมไดอะแฟรมยาง ชิ้นงานถูกยึดระหว่างขากรรไกร เมื่ออากาศเข้าสู่ห้องจับยึด ไดอะแฟรมจะเคลื่อนที่ไปพร้อมกับจานและแกน และแกนหมุนก้านข้อเหวี่ยง และชิ้นงานจะถูกยึดด้วยแรง 900 กก. ที่ความดันอากาศ 4 atm
หัวแบ่งเปลี่ยนมุมของชิ้นส่วนที่สัมพันธ์กับเครื่องตัด และแบ่งออกเป็นแบบธรรมดา แบบทั่วไป และแบบออปติคัล มีสามวิธีในการหารด้วยหัวหาร: แบบตรง แบบง่าย และแบบดิฟเฟอเรนเชียล วิธีการโดยตรงนั้นเกี่ยวข้องกับการหมุนแกนหมุนของส่วนหัว (การแบ่ง) ผ่านมุมที่กำหนดไว้ล่วงหน้า หัวที่เรียบง่ายและเป็นสากลเหมาะสำหรับจุดประสงค์นี้
ขอบเขตการใช้งานสำหรับหัวหารสากลมีความหลากหลายมาก:
- สำหรับการหมุนของชิ้นงานเป็นระยะๆ มุมที่กำหนด
- สำหรับการหมุนชิ้นงานอย่างต่อเนื่องเมื่อกัดเกลียว
- เพื่อให้ชิ้นงานมีตำแหน่งเชิงมุมที่สัมพันธ์กับระนาบของโต๊ะบนเครื่อง
หากจำเป็นต้องสังเกตการหมุนที่แน่นอนของชิ้นงานไปยังมุมที่ต้องการ (ข้อผิดพลาดที่อนุญาตสูงสุด 0.25 ') จะใช้หัวแบ่งแบบออปติคัลที่ติดตั้งแป้นหมุน มาตราส่วนแขนขาถูกสังเกตผ่านช่องมองภาพของระบบออพติคอลภายในหัวแบ่ง
หากจำเป็นต้องหมุนชิ้นงานในแนวระนาบให้ใช้เครื่องหมุน ตารางสากล. ตารางดังกล่าวถูกตั้งค่าให้เคลื่อนไหวด้วยตนเองหรือโดยกลไก
ในการวางตำแหน่งชิ้นส่วนที่สัมพันธ์กับระนาบของโต๊ะเครื่องกัดในมุมหนึ่ง ให้ให้ความสำคัญกับตารางมุม
ตารางโรตารีถูกเลือกสำหรับการประมวลผลตำแหน่ง
เครื่องกัดคอนโซล
- ฐานในรูปแบบของกล่องซึ่งเป็นที่ตั้งของชุดควบคุมกระปุกเกียร์และกระปุกเกียร์
- การประกอบแกนหมุน
- กระโปรงหลังรถ;
- ระงับ;
- แกนหมุนกัดแกน;
- คอนโซล;
- เลื่อน;
- ตารางที่วางชิ้นส่วนสำหรับการประมวลผล
- แผ่นฐาน.
เครื่องกัดแบบไม่มีคอนโซลแบ่ง:
- สำหรับแนวตั้งและ
- แนวนอน
ไม่มีคอนโซล เครื่องกัดประเภทแนวตั้งใช้เพื่อดำเนินการกับชิ้นส่วนที่มีขนาดค่อนข้างใหญ่ ทำการกัดด้วยความเร็วสูงด้วยรอบการควบคุมอัตโนมัติ รอบอัตโนมัติดำเนินการ:
- ขั้นตอนการทำงาน,
- ถอยหลังด้วยความเร็วสูงและ
- หยุด.
สำหรับเครื่องกัดแบบไม่มีคอนโซลที่ทันสมัย หัวกัดจะหดกลับจากพื้นผิวของชิ้นส่วนโดยอัตโนมัติเพื่อป้องกัน กระบวนการกัดดำเนินการด้วยเครื่องจักรเหล่านี้ด้วยความเร็วสูง ซึ่งคุ้มค่ามาก เครื่องจักรจะประมวลผลส่วนต่างๆ ของร่างกายโดยมีค่าเผื่อการตัดเฉือนจำนวนมาก ตาราง การเคลื่อนไหวในแนวตั้งไม่มีการเคลื่อนไหวตามขวางและตามยาวเท่านั้น หัวแกนหมุนในแนวตั้ง แกนหมุนตัวเองตั้งตรงและมี จำนวนมากรอบสูงสุด 1250 รอบต่อนาที เพื่อให้การกัดเกิดขึ้นที่ความเร็วสูงมาก
เครื่องกัด CNC
เครื่องกัด CNC เป็นเครื่องจักรที่มีระบบควบคุมอัตโนมัติ ระบบอัตโนมัติจะย้ายโต๊ะและควบคุมความเร็วของแกนหมุน บางครั้งแกนหมุนจะถูกวางบนแคร่เลื่อนหรือสไลด์ซึ่งก่อให้เกิดการเคลื่อนที่ไปในทิศทางตามแกนและในแนวตั้ง สำหรับเครื่อง CNC ประเภทนี้ ชิ้นส่วนต่างๆ จะได้รับการกลึงเป็นลำดับด้วยการชุบผิวที่มีความแม่นยำสูงในพื้นที่สามมิติ ตัวอย่างเช่น ชิ้นส่วนสำหรับการบินหรือ อุตสาหกรรมพลังงานเช่น ใบพัดเครื่องบินและเฮลิคอปเตอร์ ใบพัดกังหัน และพัดลมอุตสาหกรรมขนาดใหญ่
เมื่อพูดถึงเครื่องกัดลอกแบบ ความคิดเกิดขึ้นทันทีที่คัดลอก สร้างสำเนา หรือทำซ้ำบางสิ่ง ทำซ้ำสำเนาคาร์บอน ดังนั้นเครื่องกัดลอกแบบจะสร้างพื้นผิวที่ไม่เรียบของชิ้นส่วน ในขณะที่ประมวลผลพื้นผิวโค้งของดาย หมัด ซึ่งต่อมาใช้สำหรับปั๊มชิ้นส่วนจากแผ่นเหล็ก ในเวลาเดียวกัน แบบฟอร์มที่ได้ คัดลอกตัวอย่างที่กำหนด กลายเป็นคล้ายกับมัน เมื่อประมวลผล หัวกัดจะเปลี่ยนโปรไฟล์ของเครื่องถ่ายเอกสารไปที่ชิ้นงาน
หากมีการติดตั้งตัวเปลี่ยนใบมีดอัตโนมัติบนเครื่องกัด CNC เครื่องจะทำหน้าที่ของศูนย์เครื่องจักรกล ในขณะที่ดำเนินการประมวลผลหลายอย่างในโหมดอัตโนมัติ
ตัวเลข โปรแกรมควบคุมมีส่วนช่วยในการดำเนินการทางเทคโนโลยีที่ซับซ้อนที่สุดสำหรับการประมวลผลชิ้นส่วนในโหมดอัตโนมัติ ไม่จำเป็นต้องดำเนินการใดๆ ระหว่างการดำเนินการ ระบบควบคุมเต็มไปด้วยโปรแกรมสำหรับขั้นตอนการประมวลผลต่างๆ โปรแกรมประมวลผลจะถูกเลือกก่อนเริ่มกระบวนการ ทางเลือกของโปรแกรมดำเนินการโดยผู้ปฏิบัติงานจากโพสต์ควบคุม จากโพสต์เดียวกัน คุณสามารถควบคุมเครื่องในโหมดแมนนวลและปิดเครื่องในกรณีฉุกเฉิน ระบบภาพแสดงการดำเนินการทั้งหมดที่ดำเนินการโดยเครื่อง ผู้ปฏิบัติงานตรวจสอบการดำเนินการของการดำเนินการบนหน้าจอแสดงผล
บนเครื่องกัด CNC ชิ้นส่วนที่ทำจากเหล็กหล่อ เหล็ก และโลหะผสมเบาจะได้รับการประมวลผล ในอุปกรณ์นี้ ส่วนต่างๆ ของร่างกายจะได้รับการประมวลผลด้วยการทำงานเต็มรูปแบบใน 3 พิกัด (X, Y, Z) ในรุ่นพื้นฐานของเครื่องและในสี่หรือห้าพิกัด - ในรุ่นอุปกรณ์เสริมของเครื่อง CNC ที่พัฒนาขึ้นใน แสงของเทคโนโลยีโลกล่าสุดที่จำเป็นสำหรับการผลิตขนาดเล็กและเดี่ยว
เครื่องจักรที่นำเสนอนี้ติดตั้งระบบ CNC ซึ่งเป็นหน้าจอกราฟิก ซึ่งรับประกันการดำเนินการคำสั่งที่มีความแม่นยำสูง เซอร์โวไดรฟ์ที่ติดตั้งระบบควบคุมแบบดิจิตอลรับประกันการเคลื่อนไหวที่แม่นยำและรวดเร็วตลอดสามแกน
เหมาะสมที่สุด ข้อมูลจำเพาะเครื่องจักรช่วยให้คุณดำเนินการได้หลายอย่างด้วยการตั้งค่าเดียว: การกัด การคว้าน การเจาะ การกลึงเกลียว ฮาร์ดแวร์โต๊ะและก้ามปูทำจากเหล็กหล่อความแข็งแรงสูงพิเศษซึ่งมีความแข็งแกร่งและทนต่อแรงสั่นสะเทือนสูง ออกแบบสปินเดิลทรงพลังและระบบอัตโนมัติสำหรับการจ่ายน้ำหล่อเย็นไปยังบริเวณการตัดเฉือนมีส่วนทำให้ความนิยมในเครื่องจักรเพิ่มขึ้น
อุปกรณ์พื้นฐานของเครื่องกัด CNC:
- ระบบซีเอ็นซีซีเมนส์;
- ฝาครอบป้องกัน;
- ระบบอัตโนมัติระบายความร้อน;
- ตัวแยกน้ำมันและน้ำหล่อเย็น
- ระบบหล่อลื่นอัตโนมัติ
- สลักเกลียวสำหรับติดตั้งบนฐานราก
- เครื่องแลกเปลี่ยนความร้อนตู้ไฟฟ้า
- การส่งสัญญาณ;
- เอกสารในภาษารัสเซีย
เครื่องกัด CNC เป็นอุปกรณ์ที่สอดคล้องกับโซลูชันที่มนุษย์สร้างขึ้นสมัยใหม่ในระดับสูง โดยได้รับชิ้นส่วนที่มีความแม่นยำพร้อมผลตอบแทนสูง
เครื่องกัดแนวตั้ง. คำอธิบาย.
เครื่องกัดแนวตั้งสามารถทำการกัดได้หลายแบบ หลากหลายชนิดเครื่องตัด
วัตถุประสงค์ของเครื่องกัดแนวตั้งคือการเจาะรู การรีมและคว้านรู การประมวลผลระนาบแนวนอนและแนวตั้ง ร่องตัด โครง มุม ฟันเฟืองตัด ฯลฯ
เครื่องสามารถทำงานกับเหล็ก พื้นผิวเหล็กหล่อ ยังประมวลผลชิ้นส่วนที่ทำจากโลหะผสม โลหะที่ไม่ใช่เหล็ก พลาสติก ฯลฯ ในระหว่างการประมวลผล หัวกัดจะเริ่มหมุนด้วยสปินเดิล ทำให้เกิดการเคลื่อนที่แบบหมุน ชิ้นงานที่กำลังดำเนินการก็มีการเคลื่อนไหวเช่นกัน มันตรงหรือ การเคลื่อนที่แบบโค้งและเรียกว่าการโม่ ชิ้นส่วนหรือชิ้นงานติดอยู่กับเครื่องด้วยตะปูรองเครื่อง
ในเครื่องกัดคอนโซลแนวตั้ง สปินเดิลจะถูกติดตั้งในแนวตั้ง
เครื่องกัดแนวตั้งของกระบวนการประเภทที่ไม่มีคอนโซลพื้นผิวเอียงในแนวตั้ง เตียงถูกติดตั้งโดยตรงบนฐานราก บนรางของเตียง สไลด์และโต๊ะถูกย้าย เครื่องรุ่นนี้มีความแข็งแกร่งสูง ความแข็งแกร่งช่วยให้มั่นใจในความแม่นยำในการประมวลผลและความสามารถในการทำงานกับชิ้นงานโดยรวม
เครื่องกัด การออกแบบแนวตั้งใช้งานง่าย เนื่องจากเปลี่ยนเครื่องมือและอุปกรณ์จับยึดอย่างรวดเร็ว
เครื่องกัดแนวนอน. คำอธิบาย
ไม่เหมือนเครื่องกัดแนวตั้ง เครื่องจักร ประเภทแนวนอนแกนหมุนเป็นแนวนอน หัวกัดเกือบทุกประเภทสามารถใช้กับเครื่องกัดแนวนอนได้
ในการติดตั้งคัตเตอร์จะใช้แมนเดรลที่มีความยาวเป็นสัดส่วนกับความกว้างของเดสก์ท็อป
ฟีดทั้งหมดในเครื่องกัดแนวนอนดำเนินการโดยการเคลื่อนที่ของโต๊ะ การควบคุมการเคลื่อนที่ของโต๊ะสามารถทำได้ทั้งแบบแมนนวลหรือแบบกลไก ส่วนที่จะประมวลผลได้รับการแก้ไขใน T-slot ของตาราง ตามกฎแล้ว ตารางจะเคลื่อนที่ในสามทิศทาง แต่ในบางกรณี การเคลื่อนที่ในแนวตั้งไม่ได้มาจากการเคลื่อนที่ของโต๊ะ แต่เกิดจากการเคลื่อนที่ของหัวกัด
ในเครื่องกัดแนวนอนบางเครื่องจะมีโต๊ะพร้อมอุปกรณ์โรตารี่ ซึ่งให้การหมุนในแนวนอน ±45 ° มีข้อได้เปรียบตรงที่ป้อนชิ้นงานทำมุมกับแกนของเพลา (สปินเดิล)
เครื่องกัดแนวตั้ง-แนวนอน. คำอธิบาย
เครื่องกัดของประเภทข้างต้นได้รับการออกแบบสำหรับการประมวลผลแนวตั้ง, แนวนอน, พื้นผิวเอียง, ร่องในชิ้นส่วน ขนาดใหญ่. ตามกฎแล้วร่างกายของพวกเขาทำจากเหล็กหล่อและเป็นโครงสร้างหล่อ ข้อดีของการออกแบบที่เข้มงวด:
- รองรับแรงสั่นสะเทือนได้ดี
- ให้ค่าพารามิเตอร์ความหยาบที่ดีเยี่ยมระหว่างการประมวลผล
เช่นเดียวกับเครื่องกัดแบบไม่มีคอนโซล เครื่องเหล่านี้ไม่มีคอนโซลเช่นกัน เตียงถูกติดตั้งโดยตรงบนฐานราก บนรางของเตียง สไลด์และโต๊ะถูกย้าย เครื่องรุ่นนี้ยังมีความแข็งแกร่งสูง ความแข็งแกร่งช่วยให้มั่นใจถึงความแม่นยำในการประมวลผล และความสามารถในการทำงานกับชิ้นงานและชิ้นส่วนที่มีมิติ
หัวแนวตั้งของเครื่องกัดแนวตั้ง-แนวนอนนี้มีการหมุน ±45 องศา
ส่วนประกอบควบคุมจะอยู่บนแผงควบคุมภายในเครื่อง ช่วยเพิ่มความสะดวกในการใช้งานเครื่อง โดยสามารถอยู่ใกล้เครื่องได้ในขณะควบคุม
เครื่องกัดประเภทแนวตั้งแนวนอนเป็นของเครื่องจักรกัดหลากหลายประเภท
เครื่องกัดที่แนะนำ
เครื่องกัดซีรีส์ UNF 1

ซีรี่ส์ UNF1 - การออกแบบที่มั่นคงและความแม่นยำในการตัดเฉือนสูง
คุณสมบัติที่โดดเด่น:
- เดสก์ท็อปขนาดใหญ่มาก
- หัวกัดสากล สามารถติดตั้งได้ทุกมุมเชิงพื้นที่
อุปกรณ์เสริมมาตรฐาน:

| ข้อมูลจำเพาะ UNF 1 | ||
|---|---|---|
| โซนงาน | ||
| พื้นที่ติดตั้งโต๊ะ | 1120x260 | |
| รูปตัว T ร่อง (จำนวน-ความกว้าง-ระยะทาง) | 5-14-50 | 350 กก. |
| ตัวป้อน | เอ็กซ์ ทราเวล | 600 มม. |
| การเดินทางแกน Y | 300 มม. | |
| ซี ทราเวล | 440 มม. | |
| ความเร็วในการเคลื่อนที่ของแกน X | 24 - 720 มม./นาที | |
| แกน X เคลื่อนที่เร็ว | 1040 มม./นาที | |
| แนวตั้ง. หัวกัด | ||
| เรียวแกน | ISO 40 | |
| ความเร็วแกน | 40–1600 รอบต่อนาที | |
| คอนโซล | 60–500 มม. | |
| ระยะห่างจากแกนหมุนถึงโต๊ะ | 0–440 มม. | |
| ช่วงหัวหมุน | 360° | |
| หัวกัดแนวนอน | ||
| เรียวแกน | ISO 40 | |
| ความเร็วแกน | 40–1600 รอบต่อนาที | |
| กำลังขับ | ||
| เครื่องยนต์หลัก | 2.2 กิโลวัตต์ | |
| ขนาด ยาว x กว้าง x สูง | 1655 x 1325 x 1730 มม. | |
| น้ำหนัก | 1360 กก. | |
เครื่องกัดซีรีส์ UNF 10, UNF 12B, UNF 15B
คุณสมบัติที่โดดเด่น:
- พร้อมกับเซอร์โว x, y, z
- ช่วงการทำงานขนาดใหญ่
- อัตราการป้อนแปรผันอย่างไม่สิ้นสุดผ่านเซอร์โวมอเตอร์และตัวควบคุมแนวแกน (การผลิตในภาษาอังกฤษ) ในทุกแกน
- เข้าถึงได้อย่างรวดเร็วในทุกทิศทาง
- เกียร์ทั้งหมดได้รับการชุบแข็ง กราวด์ ไนไตรด์ และวิ่งผ่านอ่างน้ำมันขณะหมุน
- ไม่รวมการเปิดฟีดและการหนีบของโต๊ะพร้อมกัน
- รางนำมีการเคลือบ Turcite-B
- สามารถขับเคลื่อนเพลาได้พร้อมกัน
- มีปุ่มควบคุมทั้งหมดสองหมายเลข: เพื่อควบคุมเครื่องจากด้านหน้าและจากด้านซ้าย
- ไกด์ที่มีเสถียรภาพและทนต่อการเอียงของต้นแขน (พิกัด y) ไกด์สี่เหลี่ยมจัตุรัสในพิกัด x และ z
- หัวกัดอเนกประสงค์สามารถตั้งค่ามุมเชิงพื้นที่ได้
- หล่อลื่นอัตโนมัติ
- อุปกรณ์เสริมมากมาย
- แผงควบคุมแบบปรับเอียงได้พร้อมองค์ประกอบการทำงานทั้งหมด
- แกนเบรค
อุปกรณ์เสริมมาตรฐาน:
- หัวหมุนเอนกประสงค์
- เครื่องมือเสริม
- ระบบหล่อลื่นอัตโนมัติแบบรวมศูนย์
- เครื่องจ่ายน้ำหล่อเย็น
- มาตรการ ผลิตภัณฑ์สำเร็จรูปตามมาตรฐาน DIN 8615
| ข้อมูลจำเพาะ | UNF 10 | UNF 12B | UNF 15B |
|---|---|---|---|
| ท็อปโต๊ะ (ยาว x กว้าง) | 1235 x 460 มม. | 1635 x 500 มม. | 2000 x 500 มม. |
| จำนวน T-สล็อต | 5 | 5 | 5 |
| ขนาดช่องที | 18 มม. | 18 มม. | 18 มม. |
| ความกว้างของช่อง T | 80 มม. | 80 มม. | 80 มม. |
| ระยะห่างระหว่าง T-สล็อต | 900 มม. | 1300 มม. | 1500 มม. |
| การเคลื่อนที่ตามยาวของโต๊ะตามแนวแกน X | 450 มม. | 450 มม. | 500 มม. |
| การเคลื่อนไหวแกน Y ด้านข้าง | 650 มม. | 650 มม. | 650 มม. |
| ช่วงมุมหัว | 360° | 360° | 360° |
| แคลมป์แกน | ISO 40 | ISO 50 | ISO 50 |
| ความเร็วแกน | (27) 30–2050 มม./นาที | (27) 30–2050 มม./นาที | (27) 30–2050 มม./นาที |
| ฟีดตามยาว (แบบไม่มีขั้นบันได) | 10–1000 มม./นาที | 10–1000 มม./นาที | 10–3000 มม./นาที |
| ฟีดตามขวาง (stepless) | 10–1000 มม./นาที | 10–1000 มม./นาที | 10–3000 มม./นาที |
| ฟีดแนวตั้ง (stepless) | 6–640 มม./นาที | 5–500 มม./นาที | 5–500 มม./นาที |
| ความเร็วสูงตามยาว | 2540 มม./นาที | 2200 มม./นาที | 2200 มม./นาที |
| สัญจรไปมาอย่างรวดเร็ว | 2540 มม./นาที | 2200 มม./นาที | 2200 มม./นาที |
| เคลื่อนที่เร็วในแนวตั้ง | 1700 มม./นาที | 1300 มม./นาที | 1100 มม./นาที |
| ระยะจมูกแกนหมุน - ตาราง | 50 - 500 มม. | 80 - 530 มม. | 50 - 530 มม. |
| การออกเดินทาง | 63 - 713 mm | 60 - 760 มม. | 28 - 760 มม. |
| หัวไฟ. เครื่องยนต์ | 5.5 กิโลวัตต์ | 7.5 กิโลวัตต์ | 7.5 กิโลวัตต์ |
| ไดรฟ์แกน | เซอร์โวกระแสตรง | เซอร์โวกระแสตรง | เซอร์โวกระแสตรง | 800 กก. | 1800 กก. | 1800 กก. |
| ขนาด (LxWxH), mm | 1940x2200x2115 | 2140 x 2621 x 1940 | 2140 x 2986 x 1940 |
| น้ำหนัก | 3000 กก. | 3400 กก. | 5500 กก. |

| ลักษณะเฉพาะ | เครื่องแนะนำ |
| เคลื่อนที่ไปตามแกน X, mm | 1400 |
| การเดินทางแกน Y, mm | 600 |
| เคลื่อนที่ไปตาม ogh 2, mm | 600 |
| ขนาดโต๊ะ mm | 1700 x410 |
| T-สล็อต mm | 4x 18 x 70 | 1200 |
| การเดินทางของแกน mm/min การเคลื่อนที่อย่างรวดเร็ว mm/min |
XYZ 10-3000 XYZ 4800 |
| ประเภทแกนหมุน | NT50 |
| เส้นผ่านศูนย์กลาง mm | 127,53 |
| ความเร็วแกนหมุน rpm | 60-3000 |
| ระยะห่างจากหัวแกนถึงพื้นผิวโต๊ะ mm | 690 |
| กำลังขับหลัก kW | 10 |
| น้ำหนักเครื่องกก. | 4300 |
เครื่องที่นำเสนอมีการใช้พลังงานที่ต่ำกว่า ซึ่งไม่ส่งผลต่อประสิทธิภาพการทำงาน เนื่องจากความเร็วในการประมวลผลที่สูงขึ้น ขนาดของตารางทำให้คุณสามารถรวมเครื่องจักรสองประเภทที่รวมอยู่ในโปรเจ็กต์เป็นเครื่องเดียวได้
เนื้อหาของการจัดส่ง
แกน X แบบยืดไสลด์
เครื่องเจาะแกน Y แบบยืดไสลด์
เครื่องกัดแนวนอนมีการออกแบบที่แตกต่างกัน อาจเป็นแบบคอลัมน์เดียวและสองคอลัมน์ แบบคอนโซลและไม่มีคอนโซล ตามกฎแล้วเครื่อง CNC จะมีโต๊ะหมุนซึ่งเป็นวิถีการเคลื่อนที่ที่กำหนดโดยโปรแกรมฝังตัว
เครื่องกัดแนวนอน - เครื่องจักรที่มีแกนหมุนในแนวนอน รวมทั้งมีความสามารถในการเคลื่อนย้ายโต๊ะไปในสามทิศทางตั้งฉากกัน
พื้นฐานของเครื่องกัดแนวนอนคือเตียงซึ่งมีโหนดและกลไกทั้งหมดของเครื่องอยู่:
- กระปุกเกียร์;
- คอนโซลเลื่อนไปตามเส้นบอกแนวแนวตั้งของเฟรม
- ตารางสำหรับการติดตั้งช่องว่างที่แทรกลงในอุปกรณ์พิเศษหรือติดตั้งไว้ในเครื่องรองที่ติดตั้งไว้ คุณสมบัติของโต๊ะเครื่องกัดคือสามารถเคลื่อนที่ได้สามทิศทาง
- การเคลื่อนไหวตามยาวเกิดขึ้นตามแนวราง
- การเคลื่อนไหวด้านข้างได้มาจากการเลื่อนตัวเลื่อนไปตามรางคอนโซล
- ตารางได้รับการเคลื่อนไหวในแนวตั้งเมื่อคอนโซลเคลื่อนที่ไปตามตัวกั้นเฟรม
- แกนหมุน - ส่วนหมุนหลักในกลไกเครื่อง
- กล่องฟีดที่อยู่ในคอนโซล
- ลำต้นที่ทำหน้าที่แก้ไขช่วงล่าง
- เสากัดได้รับการสนับสนุนโดยปลายไม้แขวน
เครื่องจักรอเนกประสงค์เรียกว่าเครื่องกัดแนวนอนพร้อมจานหมุน ต้องขอบคุณเดสก์ท็อปที่สามารถเปลี่ยนจากพื้นผิวแนวนอนเป็นเครื่องเอียงได้ เครื่องเหล่านี้สามารถติดตั้ง CNC ได้เช่นกัน แต่จะไม่เพิ่มความเร็ว แต่จะทำให้การผลิตช้าลงเนื่องจากการตั้งโปรแกรมเครื่องใหม่จะใช้เวลามาก
เค้าโครงของเครื่องกัดแนวนอน แผนภาพจลนศาสตร์ 6Р81 อุปกรณ์ของเครื่องกัดแนวนอน
หัวกัดทรงกระบอกใช้ในการประมวลผลระนาบแนวนอนของชิ้นส่วน ในแนวตั้ง ช่องว่างโลหะจะถูกหมุนด้วยใบมีดปาดหน้าหรือดิสก์ หากจำเป็น ให้แปรรูปชิ้นงานโดยใช้หัวกัดหลายแบบ ความแม่นยำของงานขึ้นอยู่กับความเสถียรของใบมีดในแท่นยึดตามความยาวของการขนส่งโดยตรง ระบบกันสะเทือนช่วยเพิ่มความแข็งแกร่งของตัวยึด แต่ไม่มีตัวรองรับเพิ่มเติมเพียงตัวเดียวที่จะให้ความเสถียรเพียงพอแก่หัวกัดเมื่อเส้นผ่านศูนย์กลางเพิ่มขึ้นเกินมาตรฐานที่ผู้ผลิตเครื่องจักรกำหนด การทำงานที่แม่นยำที่สุดคือหากเครื่องติดตั้ง CNC
ความแข็งแกร่งของเครื่องกัดแนวนอนสำหรับโลหะเพิ่มขึ้นด้วยการปรับปรุงการออกแบบเฟรม การติดตั้งโครงยึดเพิ่มเติม และการเสริมความแข็งแกร่งของโต๊ะ งานที่ทำบน กลึงสำหรับโลหะ สามารถผลิตได้บนอุปกรณ์กัดแนวนอนโดยใช้หัวกัดพิเศษ การติดตั้ง CNC บนตัวเครื่องนั้นมาพร้อมกับการเสริมความแข็งแกร่งให้กับโครงสร้างเสมอ
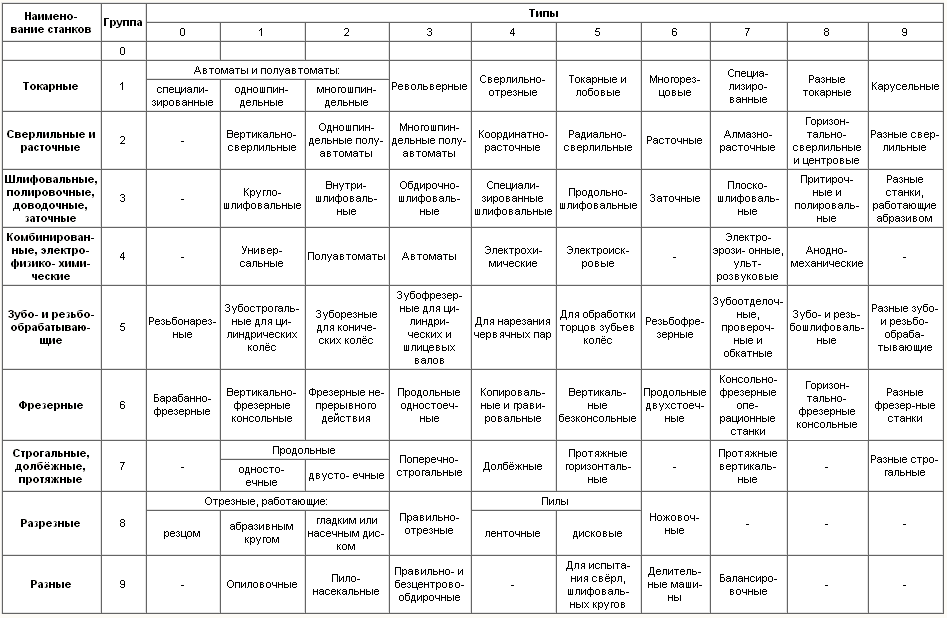
ในการจำแนกประเภท เครื่องกัดแนวนอนถูกกำหนดให้กับกลุ่มที่หก แต่บางเครื่องอาจอยู่ในกลุ่มที่ห้าในฐานะอุปกรณ์ตัดเกียร์และตัดเกลียว CNC มักถูกติดตั้งบนเครื่องจักรของกลุ่มที่ 6 อุปกรณ์กลุ่ม 5 ไม่ได้ออกแบบมาเพื่อทำงานที่แม่นยำเป็นพิเศษ CNC ที่นี่สามารถติดตั้งได้เฉพาะเพื่อเพิ่มความเร็วในการผลิต หากจำเป็น ให้ประมวลผลชิ้นงานที่เหมือนกันใน จำนวนมาก.
ตามตารางการจำแนกประเภทอุปกรณ์กลึงสำหรับโลหะ เครื่องจักรจะถูกหารด้วยน้ำหนัก:
- กลุ่มที่ 1 - เบาน้ำหนักไม่เกิน 1 ตัน
- กลุ่มที่ 2 - ขนาดกลางที่มีน้ำหนักไม่เกิน 10 ตัน
- กลุ่มที่ 3 - หนัก กลุ่มนี้แตกแยก
- ใหญ่ - ตั้งแต่ 10 ถึง 30 ตัน
- หนัก - จาก 30 ถึง 100 ตัน
- มีเอกลักษณ์เฉพาะ มีน้ำหนักมากกว่า 100 ตัน
อุปกรณ์ใดๆ สำหรับโลหะสามารถติดตั้ง CNC ได้
เกณฑ์ที่สองสำหรับการแบ่งอุปกรณ์คือการควบคุมเครื่องจักรอัตโนมัติกึ่งอัตโนมัติหรือด้วยตนเอง ด้วยการควบคุมแบบแมนนวล, การเปิด, หยุด, การเข้าใกล้เครื่องมือ, การปรับอัตราป้อนงานและความเร็ว, การติดตั้งชิ้นส่วนและการถอดออกจากพื้นผิวการทำงานนั้นดำเนินการโดยช่างกลึง

กึ่งอัตโนมัติได้รับการกำหนดค่าสำหรับรอบการประมวลผลเฉพาะ ผู้ปฏิบัติงานจำเป็นต้องติดตั้งชิ้นงาน แก้ไข และกดปุ่มสตาร์ท หลังจากรอบเสร็จ แกนหมุนจะหยุดโดยอัตโนมัติ ช่างกลึงจะต้องถอดชิ้นส่วนที่ทำเสร็จแล้ว ใส่ชิ้นงานต่อไป แล้วสตาร์ทเครื่องอีกครั้ง
เมื่อทำงาน อุปกรณ์อัตโนมัติ, ช่างกลึงได้รับบทบาทเป็นผู้สังเกตการณ์และดีบั๊กของอุปกรณ์ CNC สำหรับเครื่องมือกลอาจแตกต่างกัน แต่กระบวนการทั้งหมดสำหรับการผลิตชิ้นส่วนเกิดขึ้นโดยไม่ต้องมีส่วนร่วมโดยตรงจากผู้ปฏิบัติงาน
ส่งผลกระทบต่อคอลัมน์ที่มีการกระจายอุปกรณ์ในตารางการจำแนก ตำแหน่งของแกนหมุน ตำแหน่งของอุปกรณ์จะสะท้อนอยู่ในชื่อและการทำเครื่องหมาย - เอียง, แนวตั้ง, แนวนอน
การแบ่งออกเป็นกลุ่มย่อยเกิดขึ้นตามพารามิเตอร์การประมวลผลในโหมด 2 ระนาบหรือ 4 พิกัด ยังสะท้อนให้เห็นในตำแหน่งในตารางและความสามารถในการประมวลผลหนึ่งส่วนขึ้นไปในเวลาเดียวกัน การมีอยู่ในการออกแบบเครื่อง CNC ไม่สำคัญต่อกลุ่มย่อยในตารางการจำแนกประเภท
เครื่องกัดแนวนอนแบบหลายเครื่องมือมีหัวกัดหลายตัวที่ประมวลผลพื้นผิวของส่วนหนึ่งจากด้านต่างๆ พร้อมกัน และเครื่องหลายตำแหน่งจะประมวลผลชิ้นงานหลายชิ้นพร้อมกัน อุปกรณ์ทั้งสองประเภททำงานได้อย่างมีประสิทธิผลมากขึ้นกับ CNC
แอปพลิเคชัน
ในอุปกรณ์กัดแนวนอนสำหรับโลหะ ร่องกุญแจจะทำในช่องว่าง สามารถทำได้หลายวิธี ขึ้นอยู่กับเครื่องมือที่ใช้กับอุปกรณ์ต่างๆ - เครื่องกัดแนวตั้งหรืออุปกรณ์เอนกประสงค์ที่ใช้ทำงานโลหะที่หลากหลาย
การตัดเฉือนพื้นผิวร่องฟัน การกัดแกนร่องสลัก การตัดแกนร่องสลัก
ร่องฟันบนเพลาที่มีเส้นผ่านศูนย์กลางไม่เกิน 100 มม. สร้างขึ้นในรอบการกัดเดียว สำหรับเพลาที่กว้างขึ้น การดำเนินการนี้สามารถทำได้ในสองรอบ กลไกการแบ่งจำเป็นสำหรับการกัดหยาบ มีอยู่ในเครื่องกัดแนวนอน ซึ่งทำให้อุปกรณ์นี้สะดวกยิ่งขึ้นสำหรับการประมวลผลเพลาที่มีเส้นผ่านศูนย์กลางขนาดใหญ่
ทางเลือกของเครื่องตัดสำหรับงาน
การกัดตามยาวสามารถทำได้โดยเครื่องกัดแนวนอนหลายสปินเดิลสำหรับโลหะโดยใช้หัวกัดแบบต่างๆ ที่ติดตั้งในป้อมมีด เมื่อแปรรูปชิ้นส่วนโลหะด้วยหัวกัดหลายแบบ การติดตั้งเครื่องมือสามารถทำได้ในการขนส่ง และจากนั้นต่อไปยังสปินเดิล
หัวกัดดิสก์สามด้านใช้สำหรับหมุนรูกุญแจผ่านร่อง เพื่อให้ได้ความแม่นยำมากขึ้น ควรทำสิ่งนี้ในครั้งเดียวดีกว่า หากจำเป็นต้องสร้างร่องกว้างในขั้นตอนเดียว การดำเนินการนี้เป็นเรื่องยาก ประการที่สอง การผ่านขั้นสุดท้ายจะทำด้วยคัตเตอร์ที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ ใบมีดจะถูกยึดอย่างแน่นหนาเมื่อติดตั้งในแกนหมุนที่มีตัวรองรับสองตัว
มีเครื่องจักรที่ออกแบบมาเพื่อทำงานกับหัวกัดเพียงประเภทเดียวหรือหลายประเภท เครื่องกัดแนวนอนที่ออกแบบมาสำหรับการทำงานกับจานดิสก์และหัวกัดทรงกระบอก มีความเป็นไปได้เพิ่มเติมในการใช้ดอกกัด ซึ่งจะช่วยเพิ่มขอบเขตการใช้อุปกรณ์นี้ได้บ้าง
เครื่องหมายเครื่อง
เครื่องกัดมักจะมีความเชี่ยวชาญเฉพาะทางซึ่งสะท้อนให้เห็นในการทำเครื่องหมาย หลักแรกคือกลุ่มที่เครื่องอยู่ตามตารางการจำแนกประเภท หลักที่ 2 ระบุประเภทของอุปกรณ์:
- 1 - คานเท้าแขนกัดแนวตั้ง;
- 2 - การดำเนินการต่อเนื่อง - ทำงานบนสตรีม พวกเขาผลิตชิ้นส่วนเดียวกัน
- 3 - เครื่องถ่ายเอกสารทำงานบนลายฉลุจับจ้องอยู่ที่กรอบเหนือส่วนการทำงาน
- 4 - แกะสลัก;
- 5 - แนวตั้งแบบไม่มีคอนโซลมีโต๊ะไขว้
- 6 - เครื่องกัดตามยาวไม่ได้แตกต่างกันในความเป็นไปได้ที่หลากหลาย แต่ใช้ในการผลิตจำนวนมาก
- 7 - กว้างสากลมีความเป็นไปได้มากมายซึ่งทำให้อุปกรณ์ที่ยอดเยี่ยมสำหรับการประชุมเชิงปฏิบัติการและการผลิตชิ้นเล็ก
- 8 - เท้าแขนแนวนอน;
- 9 - แตกต่างกัน
หลักที่สามและบางครั้งที่สี่ระบุขนาด ตัวอักษรที่มีตัวเลขระหว่าง 1 ถึง 2 ตัวระบุว่านี่เป็นรุ่นอัพเกรด หากตัวอักษรอยู่ท้ายเครื่องหมาย แสดงว่าเป็นคุณลักษณะของการอัพเกรดรุ่นพื้นฐาน ตัวอักษร P, B, A, C - ระบุระดับความแม่นยำ Ш แสดงถึงความเก่งกาจที่กว้างของโมเดล ซึ่งนอกเหนือจากแกนหมุนในแนวนอนแล้ว ยังมีลำตัวที่มีส่วนหัวแนวตั้งอีกด้วย G แสดงว่าเครื่องนี้เป็นเครื่องกัดแนวนอน
หากคุณพบข้อผิดพลาด โปรดเน้นข้อความและคลิก Ctrl+Enter.
ทันสมัย เครื่องกัด,ทั้งแนวนอนและแนวตั้ง รวมทั้งเครื่องกัด CNC - รวมทั้งสองอย่าง โซลูชั่นคลาสสิกทำงานออกมาในช่วงหลายปีที่ผ่านมา ดังนั้นการพัฒนาที่ทันสมัยที่สุดของอุตสาหกรรมเครื่องมือกลของโลก เครื่องกัด CNC เป็นหนึ่งในเครื่องที่นิยมใช้กันมากที่สุดในตลาดโลหะการ เกณฑ์หลักที่โลหะการ เครื่องกัด- ความพร้อมใช้งานของ CNC และเลย์เอาต์: เครื่องกัดแนวนอนและแนวตั้ง สำหรับเครื่องกัดแนวตั้ง แกนสปินเดิลจะอยู่ในแนวตั้ง สำหรับเครื่องกัดแนวนอน - ในแนวนอน แคตตาล็อกของเรามีทั้งเครื่องกัดสากลและเครื่องกัด CNC เฉพาะของการผลิตในยุโรป
เครื่องกัดแนวตั้ง สากล - นี่คือเครื่องจักร การออกแบบแบบดั้งเดิมไม่มี CNC พร้อมแกนหมุนแนวตั้งและโต๊ะเลื่อนแนวนอน สามารถติดตั้ง DRO - อุปกรณ์บ่งชี้ดิจิทัลที่ช่วยลดความซับซ้อนในการควบคุมการเคลื่อนไหวตามแนวแกน โดดเด่นด้วยความเรียบง่ายและ การออกแบบที่แข็งแกร่งมีไว้สำหรับการผลิตเดี่ยวและขนาดเล็ก
แอนะล็อกของรุ่น 6P11, 6T11, 6P12, 6T12, 6P13, 6T13, VM127
เครื่องกัดแนวนอน สากล - เครื่องจักรที่ไม่มี CNC พร้อมแกนหมุนแนวนอนของเครื่องมือและโต๊ะเคลื่อนที่ในแนวนอน สามารถติดตั้งเครื่องอ่านข้อมูลดิจิทัล (DRO) เพื่อควบคุมการเคลื่อนที่ตามแนวแกนได้ นำไปใช้กับงานเดี่ยวและการผลิตขนาดเล็ก
ขนาดโต๊ะ: 315x1250, 375x1600 มม.
เครื่องกัดคอนโซลแนวนอน อเนกประสงค์ - เครื่องจักรที่ไม่มี CNC พร้อมแกนหมุนในแนวนอนของเครื่องมือและโต๊ะเคลื่อนที่ในแนวนอน สามารถติดตั้งเครื่องอ่านข้อมูลดิจิทัล (DRO) เพื่อควบคุมการเคลื่อนที่ตามแนวแกนได้ นำไปใช้กับงานเดี่ยวและการผลิตขนาดเล็ก
แอนะล็อกของรุ่น 6P81, 6T81, 6P82, 6T82, 6P83, 6T83
ขนาดโต๊ะ: 400x1600, 450x1800 มม.
เครื่องกัดคอนโซลอเนกประสงค์ที่ใช้กันอย่างแพร่หลาย - ไม่มี CNC ซึ่งรวมความเป็นไปได้ของการจัดวางทั้งแนวนอนและแนวตั้ง มีแกนหมุนสองแกน: แนวตั้งและแนวนอน วิธีนี้ช่วยให้คุณใช้หนึ่งเครื่องแทนสองเครื่องได้ ประหยัดได้มาก พื้นที่การผลิต. เครื่องมือกลสามารถติดตั้งอุปกรณ์บ่งชี้ดิจิทัล (DRO) เพื่อควบคุมการเคลื่อนที่ตามแนวแกนได้ ใช้สำหรับงานเดี่ยวและการผลิตขนาดเล็ก
แอนะล็อกของเครื่องจักร 6R82Sh, 6T82Sh, 6R83Sh, 6R83Sh.
ขนาดโต๊ะ: 315x1250, 375x1600, 400x1600, 450x1800 มม.
ศูนย์เครื่องจักรกลซีเอ็นซีการกัดแนวตั้ง - เครื่องจักรของเลย์เอาต์คลาสสิก: สปินเดิลตั้งอยู่ในแนวตั้งเหนือโต๊ะเคลื่อนที่ในแนวนอน โต๊ะเคลื่อนที่เป็นแกนนอนตั้งฉากสองแกน ส่วน headstock จะเคลื่อนที่ในแนวตั้ง ให้การประมวลผลรายละเอียดใน 3 พิกัด - ชุดสมบูรณ์พื้นฐานมาตรฐาน เครื่องจักรมีให้เลือกทั้งรุ่น 4 และ 5 แกน พร้อมด้วยตัวเปลี่ยนเครื่องมืออัตโนมัติพร้อมนิตยสารเครื่องมือ และนำเสนอโซลูชันที่เรียบง่ายและราคาไม่แพง ผสานกับความเก่งกาจที่ยอดเยี่ยม
ศูนย์เครื่องจักรกลซีเอ็นซีแนวนอน - เครื่องจักรที่มีแกนหมุนแนวนอน ตารางของเครื่องดังกล่าวมักจะอยู่ในแนวนอน ข้อดีของเครื่องจักรดังกล่าวอยู่ที่ความแข็งแกร่งของระบบสปินเดิลแบบโต๊ะที่แข็งแรงกว่า รวมถึงการขจัดเศษที่ดีออกจากบริเวณการตัด ในเวลาเดียวกันตามกฎแล้วมีขนาดใหญ่กว่าเครื่องเลย์เอาต์แนวตั้ง บ่อยครั้งที่เครื่องดังกล่าวติดตั้งระบบเปลี่ยนพาเลท (โต๊ะ) ซึ่งช่วยลดเวลาในการถอดและติดตั้งชิ้นงาน
อะนาล็อกของรุ่นในประเทศ IR 500, IS 500, IR 800, IS 800
เครื่องกัดแนวตั้งและเครื่องกลึง CNC เป็นเครื่องจักรที่ทันสมัยที่สุดที่รวมความสามารถของศูนย์เครื่องกัดและเครื่องกลึงแนวตั้ง CNC เครื่องสามารถติดตั้ง 1-2-3 แกน แกนหมุนกัด, ระบบเปลี่ยนหัวแกนหมุน, หมุนและเจียรแกนหมุน ระบบเปลี่ยนหัวและเครื่องมืออัตโนมัติช่วยให้ดำเนินการตามจำนวนครั้งสูงสุดในการติดตั้งชิ้นงานครั้งเดียว ลดเวลาในการติดตั้งชิ้นส่วนใหม่ กำหนดค่าเครื่องจักรใหม่ และขจัดความไม่ถูกต้องที่เกิดขึ้นเมื่อติดตั้งชิ้นงานใหม่ นอกจากนี้ ด้วยการรวมเครื่องกลึงและเครื่องกัดเข้าด้วยกันเป็นการออกแบบเดียว นักออกแบบจึงลดพื้นที่การผลิตที่จำเป็นลงเกือบครึ่งหนึ่ง
เครื่องกัดขนาดใหญ่ที่มีโต๊ะแบบเคลื่อนย้ายได้และแกนหมุนแนวนอนมีทั้งแบบเคลื่อนย้ายได้และแบบเสาตายตัว มีการติดตั้งหัวกัดแบบเปลี่ยนได้สำหรับงานของลูกค้า ซึ่งสามารถเป็นได้ทั้งหัวกัดธรรมดาหรือหัวคว้าน และมุม รวมถึงแกน 2-3 แกน เครื่องนี้ติดตั้งนิตยสารอัตโนมัติสำหรับหัวและเครื่องมือที่เปลี่ยนได้ การกำหนดค่าของเครื่องจักร การเคลื่อนที่ตามแนวแกน การออกแบบและขนาดของโต๊ะจะถูกเลือกตามความต้องการของลูกค้า
เครื่องกัดหนักพร้อมโต๊ะหมุนที่เคลื่อนย้ายได้ - เครื่องที่มีคอลัมน์คงที่ซึ่งมีแกนหมุนที่มีแกนหมุนในแนวนอนและความเป็นไปได้ของการเคลื่อนที่ในแนวตั้ง การเคลื่อนไหวที่เหลือนั้นมาจากความคล่องตัวของโต๊ะ ขนาดโต๊ะและรูปแบบหัวกัดที่หลากหลายช่วยให้สามารถตัดเฉือนชิ้นงานที่ซับซ้อนด้วยแรงตัดสูงได้
เครื่องกัดหนักที่มีเสาเคลื่อนที่คือเครื่องจักรที่มีแกนหมุนในแนวนอน คอลัมน์ที่เคลื่อนย้ายได้ของเครื่องจักรสามารถเคลื่อนที่ไปตามตารางที่มีความยาวมาก - สูงถึง 25 เมตร เครื่องจักรประเภทนี้เป็นโมดูลพื้นฐานซึ่งเลือกตารางที่มีขนาดที่ต้องการหรือหลายตาราง (เช่น โต๊ะคงที่หลักและโต๊ะหมุนขนาดเล็ก) สามารถติดตั้งเครื่องจักรได้ ระบบอัตโนมัติการเปลี่ยนเครื่องมือและหัวกัดตามจำนวนตำแหน่งที่ต้องการ
เครื่องกัดพอร์ทัลขนาดหนักพร้อมโต๊ะเลื่อนคือเครื่องรูปตัวยูที่มีแกนสปินเดิลแนวตั้ง แกนหมุนให้การเคลื่อนที่ในแนวตั้งและแนวขวาง และการเคลื่อนที่ตามยาวนั้นมาจากโต๊ะแบบเคลื่อนย้ายได้ การออกแบบนี้เป็นแบบที่ง่ายและธรรมดาที่สุด มีความแข็งแกร่งสูงและพารามิเตอร์ไดนามิกที่ยอดเยี่ยม นำเสนอ มีให้เลือกมากมายหัวกัดที่มีรูปแบบต่างๆ สำหรับการประมวลผลชิ้นส่วนที่มีความซับซ้อน
เครื่องกัดพอร์ทัลขนาดหนักพร้อมพอร์ทัลที่เคลื่อนย้ายได้ - เครื่องจักรซึ่งพอร์ทัลจะเคลื่อนที่ทั้งหมดเหนือตารางคงที่พร้อมไกด์ที่ตั้งอยู่ตามโต๊ะทั้งสองด้าน เครื่องจักรมีโครงสร้างที่มั่นคงแข็งแรงและมีไดนามิกสูงและ ทางเลือกที่ยิ่งใหญ่การกำหนดค่าและขนาดของโต๊ะ ตลอดจนหัวกัด ช่วยให้คุณประมวลผลส่วนต่างๆ ของโครงแบบที่ซับซ้อนได้
เครื่องกัดโครงสำหรับตั้งสิ่งของที่มีการเคลื่อนตัวเคลื่อนที่เป็นเครื่องจักรหนักที่มีไดนามิกและความแม่นยำสูงสุด แนวขวางในแนวนอนของเครื่องพร้อมกับแกนหมุนแนวตั้งจะเคลื่อนที่เหนือโต๊ะตามไกด์ที่อยู่ด้านบนของเสาค้ำด้านข้างที่อยู่ด้านข้างของโต๊ะแบบยึดตายตัว เนื่องจากน้ำหนักขั้นต่ำของระบบขวาง/สปินเดิลและการออกแบบที่สมมาตรอย่างสมบูรณ์ เครื่องจักรนี้จึงให้ไดนามิกของการเคลื่อนไหวสูงพร้อมความแข็งแกร่งและความมั่นคงสูงสุดของโครงสร้าง
เครื่องกัดจากยุโรป - ตัวเลือกที่ดีที่สุด
ในแคตตาล็อกของเรา คุณสามารถเลือกได้เองหรือด้วยความช่วยเหลือจากผู้เชี่ยวชาญของเรา เครื่องกัดผู้ผลิตในยุโรปเพื่อแก้ปัญหาใด ๆ และสำหรับงบประมาณใด ๆ เราดึงความสนใจของคุณไปที่ข้อเท็จจริงที่ว่าบริษัทของเราไม่ได้จำกัดอยู่แค่ผู้ผลิตเหล่านี้ - เราเชี่ยวชาญในการจัดหาอุปกรณ์ใดๆ ของยุโรป แคตตาล็อกประกอบด้วยผู้ผลิตเครื่องมือกลที่มีความสัมพันธ์อันดีกันมานานหลายปี และเครื่องจักรได้ยืนยันคุณภาพตลอดหลายปีของการทำงานในสภาพรัสเซีย
ช่วยในการเลือก
ผู้เชี่ยวชาญของเราซึ่งมีประสบการณ์มากมายในการจัดหาเครื่องจักรในยุโรปให้กับรัสเซีย ยินดีที่จะช่วยคุณตัดสินใจเกี่ยวกับซัพพลายเออร์และรุ่นของเครื่องกัด โดยคำนึงถึงงานและความต้องการของลูกค้าทั้งหมด
วิธีการซื้อ?
ติดต่อผู้เชี่ยวชาญของเราทางโทรศัพท์ อีเมลหรือผ่านแบบฟอร์มการสั่งซื้อบนเว็บไซต์! คุณจะสามารถได้รับคำตอบที่ครบถ้วนสำหรับคำถามทั้งหมดของคุณในเวลาอันสั้นที่สุด เราให้ความสำคัญกับลูกค้าของเรา! มาโชว์กัน!
Mir Stanochnika LLC เสนอซื้ออุปกรณ์นำเข้าสำหรับการแปรรูปโลหะในมอสโก สินค้าแต่ละอย่างไม่เหมือนกัน คุณภาพสูงการผลิตและการประกอบ เราพร้อมนำเสนอ เงื่อนไขการทำกำไรซื้อและส่งมอบสินค้าไปยังโรงงานโดยอิสระ
แสดงทั้งหมด 7 ผลลัพธ์
เครื่องกัดโลหะแนวนอน CNC พบการใช้งานที่หลากหลายในด้านการผลิตที่หลากหลาย ใช้สำหรับแปรรูปชิ้นงานขนาดใหญ่ นอกจากนี้ เครื่องจักรมักจะทำงานเป็นเครื่องคว้านเพื่อสร้างรูที่มีความลึกและเส้นผ่านศูนย์กลางต่างกัน
ในอุปกรณ์ประเภทนี้ เครื่องมือตัดตั้งอยู่ในแนวนอนนั่นคือขนานกับพื้น ชิ้นงานถูกตรึงไว้บนโต๊ะพิเศษที่หมุนรอบแกน จึงเป็นการขยายขีดความสามารถของเครื่องจักร
ข้อดีของเครื่องแมชชีนนิ่งเซ็นเตอร์การกัดแนวนอน:
- แกนหมุนแนวนอน ด้วยเหตุนี้ชิปจึงไม่สะสมรอบพื้นผิวการทำงาน
- ความเร็วสูง. ฟีดอัตโนมัติเครื่องมือและชิ้นงานช่วยให้คุณสามารถแยกบุคคลออกจากกระบวนการแปรรูปวัสดุด้วยเครื่องกัดแนวนอน CNC
- ความแม่นยำสูง. ข้อผิดพลาดในผลิตภัณฑ์ขั้นสุดท้ายคือหนึ่งในร้อยของมิลลิเมตร
- สะดวกในการใช้. เครื่องจำเป็นต้องตั้งค่าพารามิเตอร์การทำงานและป้อนชิ้นงานเท่านั้น
ประโยชน์ของการซื้อเครื่องกัดแนวนอน CNC จากเรา
บริษัท World of a Machine Tool มอบเงื่อนไขที่สะดวกที่สุดแก่ลูกค้าในการซื้อเครื่องจักร CNC:
- ช่วยในการเลือก เราจะนำเสนอเครื่องกัดแนวนอน CNC และอุปกรณ์เสริมตาม ราคาดีตามความต้องการของบริษัทใดบริษัทหนึ่ง ในการทำเช่นนี้ ผู้เชี่ยวชาญของเราจะศึกษาแบบของชิ้นส่วนที่ผลิตขึ้น
- จัดส่งอุปกรณ์.
- ผลิตภัณฑ์ที่หลากหลาย การมีเครื่องจักรส่วนใหญ่อยู่ในสต็อก
- รูปแบบ ข้อเสนอเชิงพาณิชย์ภายในวันทำการหลังจากติดต่อกับบริษัท
นอกจากนี้เรายังแนะนำ
 ความคิดที่มีประสิทธิผลและการเจริญพันธุ์
ความคิดที่มีประสิทธิผลและการเจริญพันธุ์
 ความเห็นแก่ตัวที่สมเหตุสมผล - ทฤษฎีความเห็นแก่ตัวที่สมเหตุสมผลคืออะไร?
ความเห็นแก่ตัวที่สมเหตุสมผล - ทฤษฎีความเห็นแก่ตัวที่สมเหตุสมผลคืออะไร?
 Boris Nikolaevich Yeltsin ประธานาธิบดีคนแรกของรัสเซีย
Boris Nikolaevich Yeltsin ประธานาธิบดีคนแรกของรัสเซีย
 การต่อสู้ใต้ดิน ราชาใต้ดิน. อะไรคือ "การต่อสู้ไม่ใช่เพื่อมวลชน"? คุณจะต่อสู้เพื่อเงินได้ที่ไหน?
การต่อสู้ใต้ดิน ราชาใต้ดิน. อะไรคือ "การต่อสู้ไม่ใช่เพื่อมวลชน"? คุณจะต่อสู้เพื่อเงินได้ที่ไหน?
 Yakov Pavlov และวีรบุรุษคนอื่น ๆ ของ Stalingrad ที่คุณต้องรู้
Yakov Pavlov และวีรบุรุษคนอื่น ๆ ของ Stalingrad ที่คุณต้องรู้
 เอาชีวิตรอดจากอุบัติเหตุกลางทะเลในฝัน - สัมผัสรักครั้งใหม่ในชีวิตจริง
เอาชีวิตรอดจากอุบัติเหตุกลางทะเลในฝัน - สัมผัสรักครั้งใหม่ในชีวิตจริง