Հանդիպեք - ջիգեր ձանձրալի մեքենաներ: Կոորդինատային ձանձրալի մեքենա՝ տեսակներ և մոդելներ.
Սարքավորումների շարքում ջիգերի ձանձրալի մեքենաները կոչվում են յուրօրինակ «արիստոկրատներ», որոնք նախատեսված են ստեղծելու ամենակարևոր մասերը` դրանց հարաբերական տեղակայման փոքր շեղումներով անցքեր: Նման մեքենաների վրա կա հատուկ ընթերցման սարք, որով մշակված մասը կարող է շարժվել գործիքի համեմատ՝ 0,001 մմ-ից ոչ ավելի սխալով, և հսկիչ սարք՝ մշակված մասերի չափերի շեղումները ստուգելու համար:
Ջիգային ձանձրալի մեքենայի նպատակը
Jig boring մեքենաները նախատեսված են կենտրոնից կենտրոն անցքերի մշակման համար, որոնց միջև հեռավորությունը պետք է ճշգրիտ պահպանվի. բազային մակերեսներուղղանկյուն կոորդինատային համակարգում՝ առանց գործիքը ղեկավարելու գործիքների օգտագործման։
Նման մեքենաների վրա կատարվում են հորատում, մանր ֆրեզում, փորում, փոսերի փորում և խորտակում, մասերի վերահսկում և չափում, ծայրերի մանր ֆրեզում, ինչպես նաև գծանշման աշխատանքներ։ Մեքենաներն օգտագործվում են մարմնի մասերի և հարմարանքների, ինչպես նաև հաղորդիչների վրա անցքեր պատրաստելու համար, որոնք պահանջում են զգալի ճշգրտություն անցքերի փոխադարձ տեղադրման մեջ, փոքրածավալ, միաձույլ և զանգվածային արտադրության մեջ:
Մեքենաների վրա, ձանձրալի հետ մեկտեղ, կատարվում են գծանշում և ստուգում չափերը, ներառյալ կենտրոնական հեռավորությունները: Օգտագործելով պտտվող սեղանները, որոնք գալիս են մեքենայի հետ, կարող եք մշակել անցքեր, որոնք նշված են բևեռային կոորդինատային համակարգում, փոխադարձ ուղղահայաց և թեքված անցքեր, ինչպես նաև մեքենայի ծայրամասային մակերեսները:

Մեքենան հագեցած է օպտիկական ընթերցման սարքերով, որոնք թույլ են տալիս հաշվել կոորդինատների չափի ամբողջ և կոտորակային մասերը: Քանի որ ջիգեր հորատող մեքենաների սարքը չափիչ մեքենայի և մետաղահատ մեքենայի համադրություն է, որն աշխատում է նման սարքավորումների վրա, հնարավոր է կառավարել այլ մեքենաների վրա մշակված մասերը:
Նորմալ աշխատանքի դեպքում ուղղահայաց ջիգյար ձանձրալի մեքենան ի վիճակի է ապահովել կենտրոնից կենտրոն հեռավորությունների ճշգրտությունը կոորդինատային համակարգում 0,004 միլիմետր կարգի: Անցքերի կենտրոնների միջև ավելի ճշգրիտ հեռավորություն ձեռք բերելու համար ջիգ ձանձրալի մեքենան հագեցած է թվային ցուցադրման սարքով, որը օպերատորին հնարավորություն է տալիս սահմանել կոորդինատներ մոտ 0,001 միլիմետր լուծաչափով:
Ջիգային հորատող մեքենաների դասակարգում
Կան ջիգեր ձանձրալի մեքենաներ մեկ և երկու դարակներով: Նրանք ունեն մեկ սյունակ հաստոցներ իրենց ձևավորման մեջ, խաչասեղան, որը նախատեսված է աշխատանքային մասը տեղափոխելու երկու ուղղահայաց ուղղություններով: Հիմնական շարժումը այստեղ պտտվող շարժումն է, իսկ սնուցման շարժումը լիսեռի ուղղահայաց շարժումն է:
Երկու սյունակ մեքենաները իրենց դիզայնով ունեն սեղան, որը գտնվում է ուղեցույցների վրա: Սեղանը կարող է տեղաշարժել տեղադրված աշխատանքային մասը X կոորդինատի ուղղությամբ: Երբ գլխակալը շարժվում է, spindle առանցքը շարժվում է սեղանի վրա տեղադրված արտադրանքի համեմատությամբ Y կոորդինատի ուղղությամբ:

Ելնելով ավտոմատացման մակարդակից՝ ջիգերի ձանձրալի մեքենաները բաժանվում են մեքենաների CNC-ով, թվային էկրանով և կոորդինատների մի շարքով, ինչպես նաև աշխատանքային մասերի և գործիքների ավտոմատ փոփոխմամբ, որոնք թույլ են տալիս կատարել տարբեր ֆրեզերային աշխատանքբարձր ճշգրտությամբ:
Կախված գործարքների բնույթից՝ դիզայնի առանձնահատկություններըև նպատակային, ջիգերի ձանձրալի մեքենաները ունիվերսալ են և մասնագիտացված: Ունիվերսալ մեքենաներն իրենց հերթին բաժանվում են հորիզոնական հորատող մեքենաների և հարդարման ձանձրալի մեքենաների: Բոլոր տեսակի հաստոցների համար ամենակարևոր պարամետրը ձանձրալի լիսեռի տրամագիծն է:
Կոորդինատների հաշվարկման մեքենաների մոդելներ
Ջիգային ձանձրալի մեքենաների հանրաճանաչ մոդելներն իրենց դիզայնով ունեն ուղղանկյուն սեղան՝ լայնակի և երկայնական շարժումներով: Ապահովված է լիսեռի գլխի կարգավորիչ շարժումը: Կատարվում է սեղանի արագացված և աշխատանքային շարժում լայնակի և երկայնական ուղղությամբ էլեկտրական շարժիչներկարգավորումների ամենալայն տիրույթով, որը թույլ է տալիս բարձրացնել ֆրեզերման ժամանակ ջիգերի ձանձրալի մեքենայի կոշտությունն ու արտադրողականությունը: Եկեք ավելի մանրամասն քննարկենք ջիգ ձանձրալի մեքենաների հայտնի մոդելների տեխնիկական բնութագրերը:
Jig boring մեքենա 2a450
2a450 jig boring մեքենայի չափերը, ներառյալ սլայդի և սեղանի ճանապարհը, 2670 x 3305 x 2660 millimeters են: Սեղանի աշխատանքային մակերեսն ունի 1100 x 630 միլիմետր չափեր։ Մեքենայի քաշը, առանց պարագաների և էլեկտրական պահարանի զանգվածի, 7300 կիլոգրամ է։ Այս մեքենայի միջոցով հնարավոր է հասնել 30 միլիմետր հորատման առավելագույն տրամագծի և 250 միլիմետր հորատման անցք՝ առավելագույնը 600 կիլոգրամ քաշով արտադրանք օգտագործելիս: Ափի արագությունը հասնում է 50-2000 պտ/րոպե, արտադրանքի շարժման արագությունը ֆրեզերային ժամանակ հասնում է 30-200 պտույտի: 2a450 ձանձրալի մեքենա օգտագործելիս էլեկտրական շարժիչի հզորությունը հասնում է 4,5 VKt-ի, պտտման հաճախականությունը 1800 rpm է:
Jig boring մեքենա 2d450
2d450 jig boring մեքենան ունի հետևյալ չափսերը (սլայդով և սեղանի ճամփորդությամբ)՝ 3305 x 2705 x 2800 millimeters: Աշխատանքային մակերեսը ունի 1100 x 630 մմ չափսեր։ Առանց էլեկտրական պահարանի և անհրաժեշտ պարագաների մեքենայի քաշը 7800 կիլոգրամ է։ Հորատանցքի ամենամեծ տրամագիծը 250 միլիմետր է, մինչդեռ հնարավոր է օգտագործել մինչև 600 կիլոգրամ քաշով արտադրանք: Գլխի արագությունը րոպեում 50-2000 է: Մեքենայի վրա տեղադրված էլեկտրական շարժիչի հզորությունը 2 ՎԿտ է, պտտման արագությունը՝ 700 պտ/րոպե։
Կոորդինատային ձանձրալի մեքենա 2v440a
2v440a jig boring մեքենայի չափերը, ներառյալ սլայդը և սեղանի ճամփորդությունը, 2520 x 2195 x 2430 millimeters են: Սեղանի աշխատանքային մակերեսի երկարությունը 800 է, իսկ լայնությունը՝ 400 միլիմետր։ Արտաքին պարագաներով մեքենայի զանգվածը 3630 կիլոգրամ է։ 2v440a ժիգ հորատող մեքենա օգտագործելիս հնարավոր է հասնել 25 միլիմետր պինդ նյութում հորատման առավելագույն տրամագիծ և 250 միլիմետր հորատման առավելագույն տրամագիծ՝ 320 կիլոգրամ առավելագույն քաշ ունեցող արտադրանք օգտագործելիս: Ափի արագության սահմանը հասնում է րոպեում 50-2000 պտույտ/րոպե, էլեկտրական շարժիչի հզորությունը՝ 2,2 WK, պտտման արագությունը՝ 800 պտ/րոպե։

Jig boring մեքենա 2431
2431 մոդելն ունի ընդհանուր չափսեր՝ 1900 x 1445 x 2435 միլիմետր, իսկ քաշը՝ առանց էլեկտրական սարքավորումների, 2510 կիլոգրամ: 2431 jig boring մեքենայի էլեկտրական սարքավորումների զանգվածը 420 կգ է, իսկ պարագաների հավաքածուն՝ 380 կգ։ Սեղանի աշխատանքային մակերեսի չափերը՝ 560 x 320 մմ: Այս մոդելն օգտագործելիս ձեռք է բերվում հորատման առավելագույն տրամագիծը 18 միլիմետր և առավելագույն ձանձրալի տրամագիծը 125 միլիմետր, երբ օգտագործվում են 250 կիլոգրամ առավելագույն քաշ ունեցող արտադրանքներ: Ափի արագության սահմանաչափը րոպեում 75-ից մինչև 3000 պտ/րոպ է, էլեկտրական շարժիչների ընդհանուր հզորությունը՝ 2,81 ՎԿ, հիմնական շարժիչի հզորությունը՝ 2,2 կՎտ։
Jig boring մեքենա 2421
2421 ժիգ հորատող մեքենայի չափսերն են 900 x 1615 x 2207 միլիմետր: Սեղանն ունի 450 x 250 մմ չափսեր։ Աքսեսուարների հավաքածուով մեքենայի զանգվածը 1610 կիլոգրամ է։ Օգտագործելով այս մոդելը, հնարավոր է հասնել 12 միլիմետր պինդ նյութում հորատման առավելագույն տրամագծի և 80 միլիմետրի առավելագույն հորատման անցք՝ 150 կիլոգրամ առավելագույն քաշով արտադրանք օգտագործելիս: Գլխի արագությունը տատանվում է 135-ից մինչև 3000 պտույտ/րոպե: Էլեկտրական շարժիչի հզորությունը - 10 VKt:
Այսպիսով, jig boring մեքենաները կատարում են ամենակարևոր գործառույթը` անցքեր պատրաստելը և դրանց շեղումները վերահսկելը: Մեքենան հագեցած է թվային ցուցիչ սարքով, որը թույլ է տալիս օպերատորին սահմանել 0,001 մմ լուծաչափով կոորդինատներ, ինչպես նաև կարդալու սարքեր՝ կոորդինատների չափի ամբողջ և կոտորակային մասերը կարդալու համար:
Ներածություն
1. Ջիգային հորատող մեքենաների սարքը և աշխատանքի սկզբունքը
2. Չափանիշների հաշվարկ
2.2 Չափանիշների հաշվարկ
3. Ջիգային հորատման մեքենաների զարգացման հեռանկարները
Եզրակացություն
Մատենագիտություն
Ներածություն
Ձանձրացնող մեքենաները նախատեսված են առանձին և խմբաքանակային արտադրության մասերի մշակման համար: Սա ունիվերսալ մեքենաներ, որոնց վրա հնարավոր է կատարել անցքերի կոպիտ և նուրբ փորվածք, արտաքին գլանաձև մակերևույթների և անցքերի ծայրերի պտտում, հորատում, հակասուզման և փորման անցքեր, ֆրեզերային հարթություններ, թելում և այլ գործողություններ: Մեծ բազմազանություն տարբեր տեսակներմշակումը, որն իրականացվում է ձանձրալի մեքենաների վրա, մի շարք դեպքերում հնարավորություն է տալիս ավարտին հասցնել մի մասի մշակումը առանց այն այլ մեքենաներ տեղափոխելու, ինչը հատկապես կարևոր է ծանր ճարտարագիտության համար:
բնորոշ հատկանիշձանձրալի մեքենաները հորիզոնական (կամ ուղղահայաց) spindle-ի առկայությունն են, որը կատարում է առանցքային սնուցման շարժում: Կցված է spindle- ին կտրող գործիք- ձանձրալի ձող՝ կտրիչներով, գայլիկոնով, լոգարանով, ֆրեզերային կտրիչով, ծորակով և այլն: Լայնորեն կիրառվում են ծրագրային հսկողությամբ ձանձրալի մեքենաներ, որոնք նվազեցնում են դրանց փոփոխման ժամանակը, բարձրացնում աշխատանքի արտադրողականությունը և մշակման որակը:
Կախված կատարված գործողությունների բնույթից, նպատակից և դիզայնի առանձնահատկություններից, ձանձրալի մեքենաները բաժանվում են ունիվերսալ և մասնագիտացված: Իր հերթին, ունիվերսալ մեքենաները բաժանվում են հորիզոնական ձանձրալի, ժիգ ձանձրալի և ադամանդե ձանձրալի (ավարտական ձանձրալի): Բոլոր տեսակի հաստոցների համար ամենակարևոր պարամետրը, որը որոշում է մեքենայի բոլոր հիմնական չափերը, ձանձրալի լիսեռի տրամագիծն է:
1. Կոորդինատային հորատող մեքենաների սարքը և աշխատանքի սկզբունքը
հաստոցներ
Կոորդինատային հորատող մեքենաները նախատեսված են ճշգրիտ կոորդինատներով անցքեր մշակելու համար: Այս տեսակի մեքենաներն ունեն երկու տարբերակ՝ միասյուն (նկ. 1, ա) և երկսյուն (նկ. 1, բ): Մեկ կոորդինատով հորատող մեքենայի հիմնական մասերն են շրջանակը 1, դարակը 2, ձանձրալի գլուխը 3, սեղանը սահնակով 4: 2E470A կրկնակի կոորդինատով հորատող մեքենան ունի հետևյալ հիմնական մասերը՝ շրջանակ 1, դարակաշարեր։ 2, ձանձրալի գլուխները 3, տրավերսը 4, աշխատանքային սեղանը 5:
Աշխատանքային մասը ամրացված է սեղանի հարթության վրա, կտրող գործիքը ամրացված է ձանձրալի գլուխների լիսեռի մեջ: Կախված աշխատանքային մասի բարձրությունից, տրավերսը և ձանձրալի գլուխը դրվում են որոշակի բարձրության վրա և ամրացվում: Ափը նշված կոորդինատներին դնելն իրականացվում է սեղանը երկու փոխադարձ ուղղահայաց ուղղություններով շարժելով (մեկ սյունակ մեքենայի վրա աշխատելիս) կամ սեղանը երկայնական ուղղությամբ շարժելով մահճակալի ուղեցույցների երկայնքով և ձանձրալի գլուխը լայնակի հատվածում: ուղղությունը տրավերսի երկայնքով (երկսյուն պորտալային տիպի մեքենայի վրա աշխատելու դեպքում): Ջիգեր հորատող մեքենաների նախագծման, տեղադրման և սպասարկման առանձնահատկություններն են.
ուղղիչ սարքերի առկայությունը, որոնք փոխհատուցում են կապարի պտուտակի բարձրության սխալը (մեքենաների հին մոդելների վրա);
կոորդինատների ընթերցման համար օպտիկական սարքերի օգտագործումը. գլանային ուղեցույցների օգտագործումը, որոնք ընկալում են սահնակի զանգվածը, սեղանը, արտադրանքը և կտրող ուժը.
մասերի մշակման և ագրեգատների հավաքման բարձր ճշգրտություն և բարձրորակմշակված մակերես; լավ թրթռումային դիմադրություն և զանգվածային հիմք; մշտական սենյակային ջերմաստիճան (20
1.5) C;մեքենաները սպասարկող աշխատողների բարձր որակավորում. անցքերի մշակման նվազագույն և կարգավորվող արտոնություններ:
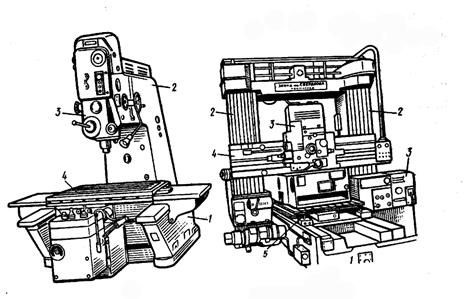
Նկ.1. Կոորդինատային հորատող մեքենաներ.
ա - մեկ սյունակ. 1 - մահճակալ, 2 - կանգնած, 3 - ձանձրալի գլուխ, 4 - սեղան սահնակով;
բ - երկսյունակ. 1 - մահճակալ, 2 - դարակաշար, 3 - ձանձրալի գլուխներ, 4 - տրավերս, 5 - աշխատասեղան
Մեկ սյունակ ուղղահայաց ջիգերի հորատման մեքենաները նախատեսված են ճշգրիտ առանցքներով անցքեր մշակելու համար, որոնց միջև չափերը տրված են ուղղանկյուն կոորդինատային համակարգով:
Բացի այդ, մեքենան հնարավոր է նաև.
թելերի կտրում;
Մակերեւույթների նուրբ ֆրեզավորում դեմքի կամ ծայրամասային աղացներով;
ծայրերի կտրում;
Մասերի վրա գծային չափերի նշում և վերահսկում:
Մեքենաների հետ մատակարարվող պտտվող սեղանները թույլ են տալիս մշակել բևեռային կոորդինատային համակարգում նշված անցքեր, ինչպես նաև փոխադարձ ուղղահայաց և թեք անցքեր և հարթություններ:
Նորմալ աշխատանքային պայմաններում մեքենաները ապահովում են կենտրոնից կենտրոն հեռավորությունների ճշգրտություն՝ մինչև 0,06 մմ ուղղանկյուն կոորդինատային համակարգում մշակելիս:
Մեքենաները հագեցված են մի շարք գործիքներով և աքսեսուարներով՝ հորատման և հորատման անցքեր, թելեր, ֆրեզերային և գծանշման համար.
զինամթերք:
Կոլետ կոլետների հավաքածուով,
հորատում,
թելերով,
Ձանձրալի.
Մորզե կոճով գործիքների ադապտերների թևեր
արկղեր կտրիչների համար
ձանձրալի ձողերի հավաքածու
ունիվերսալ գործիքակալ և գործիքակալ՝ ճշգրիտ սնուցմամբ
մանրադիտակ-կենտրոնի որոնիչ, մանդրել-կենտրոնի որոնիչ
զսպանակային միջուկ
տեղադրման կենտրոն
· ձանձրալի կտրիչների, փորվածքների, թրթուրների, կտրիչների, ծորակների լայն տեսականի:
Coordinate boring machine mod.2E450
Մեքենայի ռեժիմ. 2E450A - 630x1120 մմ սեղանի չափսերով մեկ սյունակ, որը հագեցած է էկրանի ընթերցմամբ օպտիկական չափման համակարգով, կոորդինատների նախօրոք կարգավորելու սարքով, սեղանի ավտոմատ կանգառով և սահնակով կանխորոշված դիրքերում՝ օգտագործելով ֆոտոէլեկտրական զրոյական ցուցիչ: Երկարության ստանդարտները հարթ ապակու գծի չափումներ են: Spindle-ի պտտման ժամանակահատվածն իրականացվում է կարգավորվող էլեկտրական շարժիչից ուղղակի հոսանքեռաստիճան փոխանցման տուփի միջոցով: Յուրաքանչյուր փուլում spindle արագությունը կարգավորվում է աստիճանաբար 50-2500 rpm-ի սահմաններում: Ափի սնուցումը նույնպես անսահման փոփոխական է շփման փոփոխիչի միջոցով: Կա մեխանիզմ ավտոմատ անջատում spindle feed տվյալ խորության վրա: Տրամադրվում են սեղանի մեխանիկական սեղմակներ և գլխամասի ձեռքով սեղմում: Կոորդինատների տեղադրման ճշգրտությունը 0,004 մմ է, հորատանցքի տրամագծի ճշգրտությունը թույլատրվում է ոչ ավելի, քան 0,005 մմ:
Coordinate boring machine mod.2D450
Մեկ կոորդինատով ձանձրալի մեքենայի ռեժիմ: 2D450 սեղանի աշխատանքային մակերեսով 630x1120 մմ: հագեցած օպտիկական սարքերով, որոնք թույլ են տալիս հաշվել կոորդինատների չափի ամբողջ թվերը և կոտորակային մասերը: Մեքենան կարող է օգտագործվել ինչպես գործիքների, այնպես էլ արտադրական խանութներում՝ առանց հատուկ սարքավորումների մասերի ճշգրիտ մշակման համար: Նորմալ աշխատանքային պայմաններում մեքենան ապահովում է 0,004 մմ ուղղանկյուն կոորդինատային համակարգում կենտրոնից կենտրոն հեռավորությունները սահմանելու ճշգրտություն: իսկ բևեռային համակարգում՝ 5 աղեղային վայրկյան։ Կոորդինատային հորատման համար նորմալ պայմաններում մշակված անցքերի առանցքների միջև եղած հեռավորությունների ճշգրտությունը 0,006 մմ:
Արտադրանքի վրա անցքի առանցքը spindle առանցքի նկատմամբ պահանջվող կոորդինատին դնելն իրականացվում է սեղանի կամ սահնակի շարժմամբ, որի շարժումը վերահսկվում է հատուկ օպտիկական սարքի միջոցով: Վերջինս հիմնված է ճշգրիտ քանոնների վրա՝ մի դեպքում ամրացված սեղանի վրա (շարժական քանոն), մյուս դեպքում՝ շրջանակի վրա (ֆիքսված քանոն)։ Սեղանի քանոնն ունի 1000 գերճշգրիտ բաժանում 1 մմ., մահճակալի քանոնը՝ 630 դիվիզիա։ Հարվածները ցուցադրվում են փայլատ էկրանի վրա 75x խոշորացմամբ: Էկրանի հարթությունում մեկ քանոնի միջակայքի հարյուրերորդականները գնահատելու համար կա 100 բաժանումներով սանդղակ: Բարձր ճշգրտության ընթերցում ստանալու համար էկրանին կա լրացուցիչ սանդղակ, որը թույլ է տալիս կարդալ մինչև 0,001 մմ:

Բրինձ. 2. Մեքենայի ռեժիմի կինեմատիկական սխեման: 2D450
Նկար 2-ը ցույց է տալիս մեքենայի ռեժիմի կինեմատիկական դիագրամը: 2D450. Հիմնական շարժման շղթան որոշում է պտուտակի պտույտը կտրող գործիքով, որն իրականացվում է կարգավորվող DC շարժիչից 1-ից՝ գոտի շարժիչ 2-3, լիսեռ I, փոխանցումներ 6-7, լիսեռ II, անիվներ կամ 7-։ 10 դեպի spindle III. Սփինդի արագությունը աստիճանաբար փոխվում է՝ կարգավորելով էլեկտրական շարժիչը 1 700-2800 ռ/րոպե միջակայքում: Երկաստիճան փոխանցման տուփի միացման արագության աստիճաններն իրականացվում են 11 ձեռքի անիվով 4-5 շղթայական փոխանցման միջոցով: Արագությունը կառավարվում է տախոգեներատորով, որը տեղադրված է I լիսեռի վրա:
Թևի ուղղահայաց մատակարարումը, spindle-ն իրականացվում է առանձին էլեկտրական շարժիչից 17 DC՝ կարգավորման լայն շրջանակով։ Պտտում 18-19 ճիճու լիսեռի միջով, պտտվող լիսեռ IV, շարժակների 20-21, լիսեռ V և ճիճու զույգ 22-23, շփման ճարմանդ 25-րդ լիսեռի թևով: Բռնակներ 40 անջատված ճարմանդով, կարող եք ձեռքով բարձրացնել կամ իջեցնել լիսեռի թեւը: Թևի ավելի ճշգրիտ շարժումների համար կա ձեռքի անիվ 41, որը միացված է V լիսեռին 42-43 կոնաձև անիվներով: Ավտոմատ անջատումՀորատման նշված խորությանը հասնելու դեպքում ողնաշարի թևի սնուցումն իրականացվում է միկրոանջատիչով անջատելով 17-ը:
Ափի գլխի կարգավորիչ շարժումը կատարվում է ասինխրոն շարժիչ 12 միջով ճիճու հանդերձում 13-14 և դարակ և 15-16 դարակ: Աշխատանքային մասը տեղափոխվում է ուղղանկյուն կոորդինատային համակարգով՝ սեղանը երկայնական ուղղությամբ, իսկ սահիկը լայնակի ուղղությամբ երկու անկախ DC շարժիչներից՝ 44 և 26, միանման 27-28 և 31-32 ճիճու շարժակների, 35-36 թեք շարժակների միջով: 37-38, դարակաշար և պինիոն շարժակներ 29-30 և 33-34:
Սեղանի, սահնակի և լիսեռի գլուխը ամրացնելու համար անհրաժեշտ դրույթներօգտագործվում են միասնական սեղմակներ:
Աղյուսակ 1.
Jig boring մեքենաների մոդելային շարք
| Մոդել | Բնութագրերը |
| 2A450 | X և Y առանցքների երկայնքով օպտիկական կոորդինատային հղման համակարգ ունեցող մեքենա |
| 2A450AF10, 2D450AF10 | Հաստոցներ՝ էլեկտրոնային ընթերցման և չափման համակարգով, ներառյալ թվային ցուցադրման սարքը, X և Y առանցքների երկայնքով: Էլեկտրոնային թռչող անիվի ռեժիմ: |
| 2L450AF11-01 | X, Y և Z առանցքների երկայնքով թվային ցուցիչ սարքով և X և Y առանցքների երկայնքով կոորդինատների նախնական հավաքածուով: Գոյություն ունի հետևելու դիրքորոշման ռեժիմ և էլեկտրոնային թռչող անիվի ռեժիմ՝ աղյուսակի շարժման 0,001 և 0,01 մմ թույլատրությամբ: |
| 2E450AFZ0 | CNC սարքով հաստոց, X և Y առանցքների երկայնքով ինտերակտիվ ռեժիմով մշակման ծրագիր տեղադրելու և Z առանցքի երկայնքով կոորդինատների թվային ցուցումով։ |
| 2L450AF4 | Մեքենա CNC-ով, X, Y և Z առանցքների երկայնքով ուրվագծերով: Գրաֆիկական մոնիտորը թույլ է տալիս վրիպազերծել ծրագրերը՝ առանց առանցքների երկայնքով շարժվելու: Մասի ծրագրերը կարող են պատրաստվել առցանց ստանդարտ տեքստային ֆայլերի կամ ավտոմատացված համակարգերի միջոցով: |
2. Չափանիշների հաշվարկ
2.1 Տեխնիկական օբյեկտների մշակման չափանիշներ
Ցանկացած տեխնիկական օբյեկտ բնութագրող պարամետրերի և ցուցիչների շարքում միշտ կան այնպիսիք, որոնք հակված են երկար ժամանակ միապաղաղ փոփոխության կամ հակված են պահպանվել որոշակի մակարդակի վրա, երբ հասնում է դրանց սահմանը: Այս ցուցանիշները բոլորի կողմից ճանաչվում են որպես կատարելության և առաջադեմության չափանիշ, և դրանք մեծ ազդեցություն ունեն տեխնիկական օբյեկտների առանձին դասերի և ընդհանուր առմամբ տեխնոլոգիայի զարգացման վրա:
Նման պարամետրերը և ցուցանիշները կոչվում են տեխնիկական օբյեկտների մշակման չափանիշներ: Դրանց կարևորությունը կարելի է դատել այն փաստից, որ տեխնիկական առաջընթացը ցանկացած տեխնիկական օբյեկտի ոլորտում սովորաբար բաղկացած է որոշ չափանիշների բարելավումից՝ առանց վատթարացնելու (առնվազն առանց էական վատթարացման) մյուսների։ Զարգացման չափանիշների համակարգ կազմելիս պետք է բավարարվեն մի շարք պայմաններ.
Չափելիություն. որպես զարգացման չափանիշ կարող է ընդունվել տեխնիկական օբյեկտի միայն այնպիսի պարամետր, որը թույլ է տալիս քանակական գնահատման հնարավորությունը՝ ըստ չափման սանդղակներից մեկի.
Համադրելիություն. զարգացման չափանիշը պետք է ունենա այնպիսի հարթություն, որը թույլ կտա համեմատել տարբեր ժամանակների և երկրների տեխնիկական օբյեկտները.
Բացառություններ. տեխնիկական օբյեկտի միայն այնպիսի պարամետրեր կարող են ընդունվել որպես զարգացման չափանիշներ, որոնք առաջին հերթին բնութագրում են դրա արդյունավետությունը և ունեն որոշիչ ազդեցություն.
Նվազագույնություն և անկախություն. զարգացման չափանիշների ամբողջ փաթեթը պետք է պարունակի միայն այն չափանիշները, որոնք չեն կարող տրամաբանորեն բխել այլ չափանիշներից և չեն կարող լինել դրանց անմիջական հետևանքը:
Արտադրանքի տեխնիկական մակարդակի և որակի գնահատումն իրականացվում է համեմատական (համեմատական) վերլուծությամբ հետևյալ հաջորդականությամբ.
Ընտրված է հիմնական արտադրանքը (իդեալական տարբերակ, անալոգային կամ նախատիպ);
Բացահայտվում են գնահատված և բազային արտադրանքի հիմնական տեխնիկական և տնտեսական ցուցանիշների թվային արժեքները.
Հաշվարկվում են տեխնիկական մակարդակի և որակի հարաբերական ցուցանիշների մակարդակները.
Հաշվարկվում է արտադրանքի տեխնիկական մակարդակի և որակի ընդհանրացված ցուցանիշների արժեքը:
Հարկ է նշել, որ գնահատվածների համեմատության հիմնական պայմանը և բազային արտադրանք- արտադրանքի տարրերի համադրելիությունը, ֆունկցիոնալ նպատակի նույնականությունը.
Համեմատության համար որպես բազային արտադրանք ընտրված է համաշխարհային պրակտիկայում առկա այս տեսակի և ստանդարտ չափսերի լավագույն, իրական նմուշը: Այն կարող է լինել ինչպես ներքին, այնպես էլ արտասահմանյան և կոչվում է անալոգային: Երբեմն, այս տեսակի արտադրանքի արդիականացման հետ կապված խնդիրներ լուծելիս, որպես հիմնական արտադրանք ընդունվում է նախատիպի արտադրանքը, որը բարելավվում է՝ վերացնելով առկա թերությունները:
Որոշ դեպքերում ապագա սարքավորումները կարող են ընկալվել որպես հիմնական արտադրանք՝ իդեալական տարբերակ: Տեխնիկական մակարդակի և որակի առումով իդեալական տարբերակը բնութագրող ցուցանիշները հաշվարկվում են այս տեսակի տեխնոլոգիայի զարգացման օրենքների հիման վրա՝ ըստ զարգացման չափանիշների:
Արտադրանքի տեխնիկական մակարդակը և որակը գնահատելիս հիմնական ծավալային պարամետրի արժեքները (հզորությունը, աշխատանքային մակերեսը, օգտակար ծավալը և այլն) չպետք է տարբերվեն հիմնական արտադրանքի արժեքներից ավելի քան 20%:
2.2 Հաշվարկ
Աղյուսակ 2.
Սեղանի աշխատանքային մակերեսով 630x1120 մմ ժիգ հորատող մեքենաների տեխնիկական տվյալներ
| Թողարկման տարեթիվը | Մեքենայի մոդել | Հորատման/հորատման ամենամեծ տրամագիծը, մմ | Spindle հասանելիությունը, մմ | Ամենամեծ հեռավորությունը ծայրից մինչև սեղանի աշխատանքային մակերեսը, մմ | Spindle արագության սահմանաչափեր, rpm | հզորություն, կՎտ | Քաշը, կգ | Չափերը | ||
| Երկարություն, մմ | Լայնություն, մմ | Բարձրություն, մմ | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 10 | 11 | 12 |
| 1968 | 2A450 | 30/250 | 710 | 750 | 50-2000 | 2,0 | 7800 | 2670 | 3305 | 2660 |
| 1973 | 2D450 | 30/250 | 710 | 800 | 50-2000 | 2,2 | 7800 | 3305 | 2705 | 2800 |
| 1978 | 2450 Ա | 40/250 | 715 | 750 | 32-2000 | 6,3 | 7920 | 2430 | 2750 | 3400 |
| 1983 | 2E450AF1-1 | 30/250 | 710 | 770 | 10-2000 | 7,2 | 8500 | 2760 | 2765 | 3000 |
| 1990 | 2E450A | 30/250 | 710 | 770 | 10-2500 | 7,2 | 8050 | 3350 | 2500 | 2885 |
| 1992 | 2E450AF30 | 30/250 | 710 | 770 | 10-2500 | 7,2 | 8000 | 2760 | 2980 | 2980 |
Վերլուծելով ներկայացված տվյալները՝ հնարավոր է կազմել ժիգ հորատող մեքենաների մշակման չափանիշների անվանացանկ։ Հաշվարկենք ուսումնասիրվող չափանիշները, որոնց հաշվարկման արդյունքները ներկայացված են Աղյուսակ 2-ում:
1. Հատուկ նյութի սպառումը:
որտեղ՝ K m - հատուկ նյութի սպառում: (կգ / մմ)
M - զանգված (կգ)
N-ը հիմնական պարամետրի արժեքն է (մմ):
2. Հատուկ էներգիայի ինտենսիվություն:
որտեղ: E y - հատուկ էներգիայի ինտենսիվություն (կՎտ / մ);
P - հզորություն (կՎտ);
N-ը հիմնական պարամետրի արժեքն է (m):
3. Մեքենայի կողմից զբաղեցրած հատուկ տարածք:
որտեղ՝ S y – այսպիսով զբաղեցված հատուկ տարածք: (մ 2 / մ)
S - մեքենայի զբաղեցրած տարածքը (մ 2)
N - հիմնական պարամետրի միավորը (մ)
4. Էլեկտրաշարժիչի հզորության միավոր մեքենայի միավորի զանգվածի համար:
Աղյուսակ 3. Զարգացման չափանիշներ.
Զարգացման չափանիշներից ստացված տվյալների հիման վրա մենք կկառուցենք գրաֆիկներ, որոնց շնորհիվ հնարավոր կլինի հետևել չափանիշների փոփոխության միտումին և կատարել կանխատեսում 2007թ.
2.3 Չափորոշիչների փոփոխության որոշում
Հատուկ էներգիայի ինտենսիվություն

Հաշվի առնելով մեքենայի հատուկ էներգիայի սպառման արժեքների փոփոխությունը, հնարավոր է հետևել այս պարամետրի ավելացման միտումին: Օգտագործելով մոտավոր մեթոդը, կարելի է կանխատեսում կատարել 2007թ.-ի համար, պարամետրի արժեքը կկազմի 45 կՎտ/մ։
Հատուկ նյութերի սպառում

Օգտագործելով միտումների մոտարկման մեթոդը, մենք գտնում ենք չափանիշի մակարդակը 2007 թ. Որոշակի հավանականության դեպքում կարող ենք պնդել, որ չափանիշի արժեքը կլինի 32 կգ/մմ։
Զանգվածի միավորի հզորության միավորը

Ստացված կորը ցույց է տալիս ուժի միավորի ակնհայտ աճը մեկ միավորի զանգվածի վրա ջիգեր ձանձրալի մեքենայի վրա: Օգտագործելով մոտավոր մեթոդը, մենք կարող ենք ենթադրել հնարավոր իմաստըայս պարամետրը 2007 թվականին, որը կկազմի 1,42 Վտ/կգ:
Հատուկ զբաղեցրած տարածք

Օգտագործելով միտումների մոտարկման մեթոդը, մենք գտնում ենք չափանիշի մակարդակը 2007 թ. Որոշակի հավանականության դեպքում կարելի է ասել, որ չափանիշի արժեքը կնվազի և կկազմի 30 մ 2 / մ:
3. Ջիգ-բորինգի հետագա զարգացման հեռանկարները
հաստոցներ
Workover-ի արդիականացում
Ներկայումս գտնվում է Ռուսական արդյունաբերությունկա 2A450, 2D450, 2E450 մոդելների բարոյապես և ֆիզիկապես հնացած ջիգեր ձանձրալի մեքենաների մեծ նավատորմ և դրանց փոփոխությունները: Այս մեքենաների տարիքը հասնում է 30-40 տարվա, ուստի դրանց նախագծային լուծումները չեն համապատասխանում մեքենաների ժամանակակից պահանջներին։ Բացի այդ, ագրեգատների բարձր մաշվածությունը և ճշգրտության պարամետրերի կորուստը խնդիրներ են առաջացնում դրանց շահագործման հետ: Այս ամենը պահանջում է մեքենայական սարքավորումների նորացում, սակայն ներկայիս տնտեսական միջավայրում ձեռնարկությունների մեծ մասը դրա համար բավարար միջոցներ չունի։ Հետևաբար, այս պայմաններում տնտեսապես հնարավոր է արդիականացնել առկա սարքավորումները, ինչի արդյունքում սպառողը կստանա ժամանակակից մեքենա, որի դիզայնը կմարմնավորի հաստոցների արտադրության բազմամյա փորձ, որը կհամապատասխանի բոլոր պահանջներին: մատնացույց (այս մեքենայի համար), հագեցած ժամանակակից բաղադրիչներով և կառավարման համակարգերով: Միևնույն ժամանակ, հաճախորդը, մեքենան արդիականացման հանձնելով, կարող է չսպասել մեքենայի ամբողջ արտադրական ցիկլի արդիականացմանը, այլ ստանալ այս մոդելի արդիականացված մեքենա (կամ այլ մոդելի մեքենա) գործարանում առկա մեքենաների պաշար: Այս դեպքում ձեռք բերված մեքենայի գնից կհանվի հանձնված մեքենայի գնահատված արժեքը:
Ձեռքով հսկողությամբ ժիգային հորատող մեքենաների արդիականացման հիմնական բաղադրիչներն են ընդհանուր դեպքում.
· Էլեկտրոնային ընթերցման և չափման համակարգի տեղադրում, որը ներառում է LIR տիպի գծային տեղաշարժերի ֆոտոէլեկտրական փոխարկիչներ և թվային ցուցիչ սարք՝ օպտիկական ընթերցման սարքերի փոխարեն.
· ծրագրավորվող կարգավորիչի օգտագործումը մեքենայական էլեկտրական շղթա կառուցելու համար ռելեի կառավարման շղթայի փոխարեն;
· Գնդիկավոր պտուտակներ և կարգավորելի բարձր ոլորող մոմենտ DC էլեկտրական շարժիչներ սեղանի և սահնակի շարժման շարժիչներում դարակաշարերի և պինիոնների շարժակների փոխարեն, պարզ կարգավորվող DC էլեկտրական շարժիչների և ճիճու շարժակների փոխարեն;
էլեկտրամեխանիկական սեղմակների փոխարեն սեղանի և սահնակների օդաճնշական սեղմակների տեղադրում;
· spindle box-ի շարժման մեքենայացում;
· Թևերի տեղաշարժման շարժիչի դիզայնի կիրառում կարգավորվող DC շարժիչով:
Եզրակացություն
Իր կուրսային աշխատանքԵս մշակեցի 630x1120 մմ սեղանի մակերևույթով ժիգային ձանձրալի մեքենաների զարգացման չափանիշների անվանացանկ՝ որպես հիմնական պարամետր: ամենամեծ տրամագիծըձանձրալի. Ես վերլուծեցի այս չափանիշների դինամիկան ըստ հաստոցների արտադրության տարիների: Ես պարզեցի, թե ինչ գործոնների պատճառով է տեղի ունեցել չափանիշների արժեքների փոփոխություն: Նա տվեց մեքենայի դիագրամը, նկարագրեց դրա սարքը, աշխատանքի սկզբունքը։ Նա վերլուծել է կոնկրետ ցուցանիշների (հատուկ էներգիայի սպառում, նյութի սպառում) կախվածությունը մեքենայի չափսերից։
Նա տվել է չափանիշների արժեքների կանխատեսումը 2007թ. Ցուցանիշների թվային արժեքները տրված են աղյուսակային և գրաֆիկական տեսքով: Աշխատանքն ավարտեցի ջիգեր ձանձրալի մեքենաների զարգացման հեռանկարների նկարագրությամբ։
Մատենագիտություն:
1. Պոլովինկին Ա.Ի. Ինժեներական ստեղծագործության հիմունքները. - M: Mashinostroenie, 1988, -368s.
2. Բելիք Վ.Գ. Մեքենաների և սարքերի տեխնիկական մակարդակը. այն բարելավելու ուղիներ. - Կիև, Տեխնիկա, 1991.-200-ական թթ.
3. Մոգունով Վ.Ի. Մետաղ կտրող մեքենաներ. Արագ հղում. - Մ.: Գոսինտի, 1964. -505 թ.
4. Անվանացանկի տեղեկագիրք. Ունիվերսալ մետաղահատ մեքենաներ, որոնք արտադրվել են Մինստանկոպրոմի ձեռնարկությունների կողմից 1978-1979 թվականներին - M .: NIIMASH, 1968. - 219p.
5. Մետաղ կտրող մեքենաներ. Տեղեկատու գրացուցակ: Մաս 3 - Հորատման և հորատման խմբի հաստոցներ - M .: NIIMASH, 1973 թ.
6. Մետաղ կտրող մեքենաներ. Տեղեկատու գրացուցակ: Մաս 2 - Հորատման և հորատման խմբի հաստոցներ: - Մ.: ՆԻԻՄԱՇ, 1965:
7. Մետաղ կտրող մեքենաներ. Էդ. Վ.Է. Pusha.-M.: Mashinostroenie, 1986. -571s.
8. ԽՍՀՄ Մինստանկոպրոմ. Ունիվերսալ մետաղամշակման մեքենաներ, որոնք արտադրվել են Մինստանկոպրոմի ձեռնարկությունների կողմից 1973-1974 թվականներին, անվանացանկի տեղեկատու. - M.: NIIMASH, 1973. -173p.
9. ԽՍՀՄ Մինստանկոպրոմ. Ունիվերսալ մետաղամշակման մեքենաներ, որոնք արտադրվել են 1970 թվականին Մինստանկոպրոմի ձեռնարկությունների կողմից: Անվանակարգային տեղեկատու. - Մ.՝ ՆԻԻՄԱՇ, 1970.- 123 էջ։
10. Մետաղահատ մեքենաներ. Անվանակարգային կատալոգ. Մաս 1. 1992-1993 - Մ.: ENIMS, VNIITEMR, 1992 թ.
11. Մետաղ կտրող մեքենաներ. Անվանակարգային կատալոգ. Մաս 1. 1990-1991 - Մ.՝ VNIITEMR, 1990 թ.
12. Մետաղ կտրող մեքենաներ. Էդ. Ն.Ս.Կոլևա.-Մ.: Ճարտարագիտություն, 1980-500-ական թթ.
13. Սմիրնով Ա.Ի. Ինժեներական տեխնոլոգիայի հեռանկարները. -Մ.: 1992թ
14. Սմիրնով Վ.Կ. Turner-borer: Proc. SPTU-ի համար. – 5-րդ հրատ., վերանայված։ և լրացուցիչ - Մ.: Ավելի բարձր: դպրոց, 1987. - 255 էջ.
Դեպի jig boring մեքենա 2455AF10
Մեքենայի վրա անցքեր մշակելուց բացի, հնարավոր է արտադրել ինքնաթիռների և գանգուր ուրվագծերի կիսամշակ և ավարտական ֆրեզեր:
Մեքենան ոչ միայն տարբեր ապրանքների ճշգրիտ մշակման մեքենա է, այլ նաև չափիչ մեքենա, որը թույլ է տալիս ճշգրիտ չափումներ կատարել ուղղանկյուն կոորդինատային համակարգում: Հարթ կամ ունիվերսալ պտտվող սեղանի առկայության դեպքում հնարավոր են նաև անկյունային կոորդինատների ճշգրիտ չափումներ։
Մեքենայի բարձր ճշգրտությունն ու կոշտությունը, փոքր ջերմաստիճանի դեֆորմացիաները և հարմար կառավարումը թույլ են տալիս արտադրանքի բարձր ճշգրտությամբ մշակել և օգտագործել այն տարբեր արդյունաբերություններԱրդյունաբերություն.
Արդիականացված մեքենայի վրա օպտիկական հղման համակարգը փոխարինվել է 0,001 մմ թույլատրությամբ սեղանի, գլխի և լիսեռի շարժումների «թվային ցուցումով» համակարգով, ինչը թույլ է տալիս մեքենան օգտագործել որպես ճշգրիտ չափիչ մեքենա: գծանշման աշխատանքներ, գծային չափսերի և կենտրոնական հեռավորությունների ստուգում:
Մեքենայի հետ մատակարարվող պտտվող սեղանի միջոցով հնարավոր է մշակել անցքեր և հարթություններ, որոնք գտնվում են միմյանց նկատմամբ տարբեր անկյուններում:
2455A F10
Դեպի jig boring մեքենա 2A450AF10

Մեկ սյունակ ուղղահայաց ջիգերի հորատման մեքենան նախատեսված է առանցքների ճշգրիտ դասավորվածությամբ անցքեր մշակելու համար, որոնց միջև չափերը տրված են ուղղանկյուն կոորդինատային համակարգով:
Հորատման հետ մեկտեղ մեքենայի վրա կարող են իրականացվել հորատում, նուրբ ֆրեզեր, գծային չափսերի մակնշում և վերահսկում, մասնավորապես կենտրոնից կենտրոն հեռավորությունների վրա:
Պտտվող սեղանների միջոցով հնարավոր է մշակել բևեռային կոորդինատային համակարգում նշված անցքերը, թեքված և փոխադարձ ուղղահայաց անցքերը և շրջադարձային ծայրամասային հարթությունները:կառուցվածքային առումով տարբերվում է նրանով.
սեղանի սեղմիչ, սահնակ ( X, Y ) և գլխարկը շարժվում է օդաճնշական միջոցներով.
spindle head-ի շարժումն իրականացվում է էլ. շարժիչ.
Մեքենայի հետ մատակարարվող պտտվող սեղանի միջոցով հնարավոր է մշակել անցքեր և հարթություններ, որոնք գտնվում են միմյանց նկատմամբ տարբեր անկյուններում:
Հաստոցների մոդելի հիմնական տեխնիկական բնութագրերը 2D450A F10
Դեպի jig boring մեքենա 2A459AF4
CNC հորիզոնական ջիգեր ձանձրալի մեքենա պտտվող սեղանով:
Մեքենան նախագծված է բարձր ճշգրտությամբ և արտադրողականությամբ ձանձրալի և ֆրեզերային գործողություններ կատարելու, ինչպես նաև վերազինման, հակասուզման, եզրագծման, ծայրերը կտրելու, թելերի հպման համար, որոնք կատարվում են տվյալ ծրագրի համաձայն: Մեքենան ունի «Թվային ցուցում» մեխանիկական ռեժիմով աշխատելու հնարավորություն։
Մեքենայի շրջանակը մեքենաշինական գործարանների գործիքների և մեխանիկական խանութներում բարձր ճշգրտության մասերի միասնական, փոքրածավալ, զանգվածային արտադրություն է:
Մեքենայի բնորոշ առանձնահատկությունն է անցքերի պատրաստումգտնվում է նույն առանցքի վրա, զուգահեռ, ուղղահայաց կամ տեղակայված կամայական անկյուններում, սեղանի առանցքների հայելին զուգահեռ բարձր ճշգրտությամբ ինչպես երկրաչափական, այնպես էլ դրանց հարաբերական դիրքում:
Հաստոցների մոդելի հիմնական տեխնիկական բնութագրերը 2A459A F4
Դեպի jig boring մեքենա 2E440AF10

Ուղղահայաց մեկ կոորդինատով ձանձրալի մեքենա: Նախատեսված է հաղորդիչների, հարմարանքների և մասերի անցքերի մշակման համար, երբ այն պահանջվում է մշակվող անցքերի հարաբերական դիրքում բարձր ճշգրտության հասնելու համար:
Մեքենայի վրա կարող եք նաև կատարել գծային չափսերի և կենտրոնից կենտրոն հեռավորությունների նշում և ստուգում: Սեղանի և սահնակի մեխանիկական շարժման առկայությունը թույլ է տալիս մեքենայի վրա կատարել թեթև ֆրեզերային աշխատանք։
Մեքենան հագեցած է «Թվային ցուցիչ» տիպի էլեկտրոնային ընթերցման և չափման համակարգով, սնուցումների հաճախականության և հիմնական շարժման շարժիչներով՝ համալրված ասինխրոն շարժիչներով:
Հաստոցների մոդելի հիմնական տեխնիկական բնութագրերը 2E440A F10
Դեպի jig boring մեքենա 2V440AF4
Հիմնական տարբերությունները կոորդինատային ձանձրալի մեքենայի ռեժիմից. 2E440AF10են՝ ավելի մեծ չափսսեղան, սեղանի և սահնակի շարժման ավելացում, լիսեռի ներքին կոնաձև - (հատկ. 5°) .
Տարբեր ոլորտներում արտադրական գործունեությունհաճախ օգտագործվում են այնպիսի սարքավորումներ, ինչպիսին է ջիգյար ձանձրալի մեքենան: Այս սարքավորումն առավել հաճախ օգտագործվում է մետալուրգիական, մեքենաշինական արդյունաբերություններում։ Մեքենաների այս խմբի հիմնական նպատակը մետաղի մակերևույթի մշակումն է, աշխատանքային մասերով այնպիսի գործողություններ կատարելը, ինչպիսիք են ձանձրալի, դակիչ անցքեր, հակասուզում և շատ այլ գործողություններ:
Device jig boring մեքենա
Իրականում, boring boring մեքենան կատարում է բացարձակապես բոլոր գործառույթները, որոնք անում են սովորական մեքենաները, բայց դրա առավելությունն այն է, որ նման սարքավորումները կատարում են բոլոր գործողությունները բարձր ճշգրտությամբ: Մեքենայի կողմից մասերի մշակման նման ճշգրտությունը ձեռք է բերվում նրանով, որ այս սարքավորումը հագեցած է օպտիկական, մեխանիկական և ավտոմատ բնույթի բոլոր տեսակի տարրերով:
Jig boring մեքենայի մանրամասները կարող են մշակվել ինչպես սերիական, այնպես էլ միայնակ, դա կախված է ձեռնարկության տեսակից, որտեղ գործում է այս սարքավորումը:
Այս սարքավորման հիմնական աշխատանքային տարրը, ինչպես մյուս խառատահաստոցներում, spindle-ն է, որը կարող է տեղակայվել մեքենայի մեջ՝ ինչպես հորիզոնական, այնպես էլ ուղղահայաց դիրքում: Բուն spindle-ի վրա արդեն լրացուցիչ ամրացված են բոլոր տեսակի գործիքներ, որոնցով կկատարվեն աշխատանքները։ Օրինակ, նման աշխատանքային տարրերը կարող են լինել կտրող ձանձրալի բար, լոգարան, փորվածքներ և ֆրեզերային սարքավորումներ:
Մինչ օրս առավել տարածված են նման ջիգյար ձանձրալի մեքենաները, որոնք աշխատանք են կատարում թվերի միջոցով ծրագրի վերահսկում, այս սարքավորումը թույլ է տալիս կատարել բոլոր աշխատանքները բարձր ճշգրտությամբ և նվազագույնի հասցնել մեքենայի սպասարկման անձնակազմի ծախսերը:
Ջիգերի ձանձրալի մեքենաների տեսակները
Կոորդինատային հորատող մեքենաները դասակարգվում են միասյուն և երկսյունակ մեքենաների: Այս մեքենաների շահագործման սկզբունքը նման է և հետևյալն է. Նրա հետագա մշակման համար նախատեսված աշխատանքային մասը ամրագրված է սեղանի վրա, որն իրականացվում է կոորդինատային հարթությամբ՝ մասի մշակման մեջ առավելագույն ճշգրտության հասնելու համար: Գործիքը ինքնին, որն անհրաժեշտ է աշխատանքի հատուկ տեսակների համար, ամրագրված է spindle տարրի վրա: Ափն ինքնին տեղադրվում է աղյուսակի կոորդինատներով՝ մշակման ընթացքում աշխատանքային մասի հետ ճշգրիտ շփման համար: Դա անելու համար աղյուսակը տեղափոխվում է այնքան ժամանակ, մինչև այն տեղադրվի այնպես, ինչպես պահանջում է աշխատանքը:
Jig boring մեքենաների օգտագործման հիմնական առավելություններն այն են, որ դրանք հագեցած են հատուկ ուղղիչ սարքերով, որոնք թույլ են տալիս նվազագույնի հասցնել աշխատանքային մասերը մշակելիս սխալները: Կոորդինատներն ինքնին կարդում են ինքնաբերաբար՝ օպտիկական սարքի միջոցով, որը չափում է աշխատանքային մասի տեղադրման համար անհրաժեշտ արժեքները:
Jig boring մեքենայի բնութագրերը
Այս սարքավորումն ունի թրթռման դիմադրության գերազանց բնութագրեր, ինչը անվտանգ է դարձնում նման սարքավորումների վրա աշխատելը: Բացի այդ այս հատկանիշըուղղակիորեն ազդում է սարքավորման աշխատանքի ճշգրտության վրա:
Այս սարքավորումների հիմնական աշխատանքային միավորը ներառում է այնպիսի տարրեր, ինչպիսիք են դարակաշարերը, տրավերսը, ձանձրալի գլուխը, spindle սարքը և աշխատանքային սեղանը: Ամբողջ սարքավորումները տեղադրված են ամուր պողպատե շրջանակի վրա, որը մեծ զանգվածով կայուն հարթակ է, որն ապահովում է դրա անշարժությունը աշխատանքի ընթացքում։
Jig boring մեքենան սարքավորում է բարձր մակարդակբացի այդ, այն բազմակողմանի է շահագործման մեջ: Մեքենան ի վիճակի է նաև կատարել այնպիսի աշխատանք, ինչպիսին է մակերեսային ֆրեզը, ինչպես նաև մեքենան կարող է օգտագործվել ծայրերը կտրելու և աշխատանքային մասի գծանշման համար: Այսպիսով, ունենալով այս սարքավորումը, կարող եք խուսափել օժանդակ աշխատանքային գործիքների ձեռքբերման լրացուցիչ ծախսերից, քանի որ այս մեքենանկատարում է մի շարք գործառույթներ.
Տեղեկություններ 2V440A ժիգ հորատող մեքենայի արտադրողի մասին
2B440A ժիգ հորատող մեքենայի արտադրող Կույբիշևի կոորդինատային հորատման մեքենաների գործարան, Ստան-Սամարա ՓԲԸհիմնադրվել է 1963 թվականին։
Կույբիշևի կոորդինատային հորատման մեքենաների գործարանի պատմությունը սկսվում է 1963 թվականից, երբ գործարկվեց այս ձեռնարկության առաջին փուլը: Գործարանի երիտասարդ թիմը կարճ ժամանակում յուրացրել է բարձր ճշգրտության հաստոցների արտադրությունը և արդեն 1966 թվականին արտադրել է դրանցից մի քանի հարյուր։
Գործարանը դադարեց գործել 1991թ.-ին, և դրա արտադրական տարածքներԲացվել են մի քանի հաստոցաշինական ձեռնարկություններ, որոնք շարունակում են արտադրել ժիգային հորատող մեքենաներ, զբաղվում են դրանց վերանորոգմամբ և արդիականացմամբ։ Ջիգեր հորատող մեքենաների գործարան «Սթան-Սամարա» ՓԲԸ, Սամարա գիտահետազոտական հորատող մեքենաների ձեռնարկություն, ՓԲԸ, «Ստանկոսերվիս» ՍՊԸ և այլն:
Կոորդինացնել ձանձրալի մեքենաներ: Ընդհանուր տեղեկություն
Հոմանիշներ՝ ջիգ բորինգ մեքենա, ջիգ ձանձրալի մեքենա։
Jig boring մեքենաները նախատեսված են հաղորդիչների, հարմարանքների և մասերի անցքերի մշակման համար, որոնք պահանջում են բարձր ճշգրտություն: հարաբերական դիրքանցքեր (0,005 - 0,001 մմ սահմաններում), առանց գործիքը ղեկավարելու գործիքների օգտագործման:
Այս մեքենաները կարող են օգտագործվել հորատման, հորատման, անցքերի հակասուզման և վերամշակման, ծայրերի նուրբ ֆրեզման, մասերի չափման և վերահսկման, ինչպես նաև գծանշման աշխատանքների համար:
Մեքենաները կարող են օգտագործվել հաղորդիչների, հարմարանքների և մասերի անցքերի մշակման համար, որոնք պահանջում են բարձր ճշգրտություն անցքերի հարաբերական դիրքում: Ձանձրացնելու հետ մեկտեղ մեքենաների վրա կարելի է կատարել գծային չափսերի գծանշում և ստուգում, մասնավորապես՝ կենտրոնից կենտրոն հեռավորությունների վրա: Օգտագործելով պտտվող սեղանները և մեքենայի հետ մատակարարվող այլ պարագաներ՝ հնարավոր է նաև մշակել բևեռային կոորդինատային համակարգում նշված անցքեր, թեքված և փոխադարձ ուղղահայաց անցքեր և մեքենայի ծայրամասային մակերեսներ:
Կոորդինատային ձանձրալի մեքենաները նախատեսված են առանց գծանշումների կիրառման անցքեր մշակելու համար՝ դրանց առանցքների ճշգրիտ տեղակայմամբ: Այս մեքենաների վրա անցքերի տեղակայման ճշգրտությունը ձեռք է բերվում 0,005-0,001 մմ սահմաններում: Այս մեքենաները կարող են օգտագործվել հորատման, վերամշակման, հակասուզման, հորատման անցքերի և մակերեսային ֆրեզման համար (ֆրեզերքը հազվադեպ է կատարվում): Կոորդինատային հորատող մեքենաներ օգտագործվում են նաև մասերի չափման և վերահսկման համար, ճշգրիտ գծանշման աշխատանքների համար։
Կոորդինատային ձանձրալի մեքենաներն ավելի հաճախ օգտագործվում են գործիքների և փորձարարական խանութներում:
Կոորդինատային հորատող մեքենաները մեկ և երկսյունակ են:
Մեկ սյունակ մեքենաներն ունեն խաչաձև սեղան, որը նախատեսված է աշխատանքային մասը երկու փոխադարձ ուղղահայաց ուղղություններով տեղափոխելու համար:
Երկսյուն մեքենաներն ունեն սեղան, որը տեղադրված է մահճակալի ուղեցույցների վրա։ Սեղանը տեղափոխում է իր վրա դրված աշխատանքային մասը միայն x-կոորդինատի ուղղությամբ: Մահճակալի երկու կողմերում տեղադրված են դարակաշարեր, դրանց վրա տեղադրված է խաչաձև անդամ, որի ուղեցույցների վրա կա պտտվող գլխիկ։ Երբ գլխաշորը շարժվում է խաչաձողի ուղեցույցների երկայնքով, spindle առանցքը շարժվում է սեղանի վրա տեղադրված արտադրանքի համեմատ երկրորդ կոորդինատի y ուղղությամբ: Գլխակալը բարձրացնելու կամ իջեցնելու համար խաչաձողը շարժվում է վեր կամ վար դարակների ուղեցույցների երկայնքով: Բոլոր տեսակի ջիգերի ձանձրալի մեքենաներում անցքերը մշակվում են ուղղահայաց լիսեռի սնուցմամբ՝ ֆիքսված գլխիկով և սեղանով:
Անցքերի կենտրոնների միջև ավելի ճշգրիտ հեռավորություն ձեռք բերելու համար առանձին սենյակներում պետք է տեղադրվեն ձանձրալի հաստոցներ, որոնցում միշտ անհրաժեշտ է պահպանել +20 ° C մշտական ջերմաստիճան՝ ± 1-ից ոչ ավելի շեղումով: °.
Անցքերի առանցքների միջև հեռավորության չափումը կարող է իրականացվել՝ օգտագործելով.
- կոշտ և կարգավորելի սահմանաչափեր, որոնք օգտագործվում են ցուցիչ սարքերի հետ համատեղ
- Ճշգրիտ կապարի պտուտակներ վերջույթներով և վերնիերներով
- ճշգրիտ կշեռքներ՝ օպտիկական գործիքների հետ համատեղ
- ինդուկտիվ հոսքային պտուտակային սենսորներ
Համաձայն առաջին մեթոդի չափվում է մի շարք չափիչ բլոկների և չափիչի միջոցով. Դրանք գտնվում են սեղանի վրա տեղադրված շարժական կանգառի և ֆիքսված տակդիրի վրա տեղադրված ցուցիչի միջև:
Երկրորդ մեթոդի համաձայն չափվում է ճշգրիտ պատրաստված կապարի պտուտակներով, որոնք նախատեսված են սեղանի և այլ մասերի տեղափոխման համար։ Շարժման ծավալը հաշվում են վերնիեով վերջույթը։ Կապարի պտուտակների սխալները վերացնելու համար հաճախ օգտագործվում են ուղղիչ քանոններ, որոնք լծակային համակարգի միջոցով առաջացնում են սեղանի լրացուցիչ շարժում:
Չափումը հաշվվում է երրորդ մեթոդի համաձայն մանրադիտակի միջոցով դիտարկված շատ ճշգրիտ մասշտաբով. Կշեռքը հայելային պողպատե լիսեռ է՝ բարակ պարուրաձև վտանգով, որը կիրառվում է դրա մակերեսին t=2 մմ քայլով կամ հարթ հայելու կշեռքի տեսքով: Այս չափման մեթոդի առավելությունն այն է, որ չկա մաշվածություն հայելու լիսեռի կամ հայելու սանդղակի վրա, որոնք չեն օգտագործվում սեղանը տեղափոխելու համար:
Չորրորդ չափման մեթոդ օգտագործելով ինդուկտիվ պտուտակային զոնդերապահովում է սլաքի և էլեկտրական ցուցիչի մասշտաբի հեռավոր դիտման հնարավորությունը:
2V440A Կոորդինատային ձանձրալի մեքենա: Նպատակը և շրջանակը
Մեքենան նախատեսված է առանցքների ճշգրիտ տեղակայմամբ հաղորդիչների, հարմարանքների և մասերի անցքերի մշակման համար, որոնց միջև չափերը տրված են ուղղանկյուն կոորդինատային համակարգով:
Հորատման հետ մեկտեղ մեքենայի վրա կարող են իրականացվել թեթև (նուրբ) ֆրեզեր, նշագծում և ստուգում գծային չափերը, մասնավորապես, կենտրոնից կենտրոն հեռավորությունները: Մեքենան հագեցած է պտտվող սեղաններով, ինչը հնարավորություն է տալիս մշակել բևեռային կոորդինատային համակարգում նշված անցքերը, թեքված և փոխադարձ ուղղահայաց անցքերը և շրջադարձային ծայրամասային հարթությունները:
Մեքենան կարող է հորատել մինչև 40 մմ տրամագծով անցքեր, նշել ճշգրիտ կաղապարներ, ստուգել գծային չափսերև կենտրոնից կենտրոն հեռավորություններ, ինչպես նաև կատարել թեթև ֆրեզերային աշխատանքներ, որոնց համար նախատեսված է սեղանի և սահնակի մեխանիկական սնուցում։
Ըստ իր դասավորության, այս մեքենան պատկանում է խաչաձև սեղանով մեկ կոորդինատով ձանձրալի մեքենաներին, որոնց գլխով շարժվում է L-աձև դարակի ուղղահայաց ուղեցույցներով:
Մեքենան 2V440A ունի ուղղանկյուն սեղան՝ երկայնական և լայնակի շարժումներով։ Ապահովված է լիսեռի գլխի կարգավորիչ շարժումը:
Սեղանի աշխատանքային և արագացված շարժումն իրականացվում է ինքնուրույն երկայնական և լայնակի ուղղություններով ասինխրոն էլեկտրական շարժիչներով՝ կարգավորման լայն շրջանակով։
Spindle feeds են անսահման փոփոխական է շփման variator. Գոյություն ունի տվյալ խորության վրա spindle feed-ի ավտոմատ անջատման մեխանիզմ:
Մեքենան օգտագործվում է գործիքների խանութներում (հաղորդիչների և հարմարանքների մշակում) և արտադրական խանութներում՝ առանց հատուկ սարքավորումների մասերի ճշգրիտ մշակման համար:
Աղյուսակի ճշգրիտ տեղադրումը տվյալ կոորդինատին կատարվում է ձեռքով, ձեռքի անիվով:
Օգտագործելով պտտվող սեղանները և մեքենայի հետ մատակարարվող այլ պարագաներ՝ հնարավոր է մշակել բևեռային կոորդինատային համակարգում նշված անցքեր, թեքված և փոխադարձ ուղղահայաց անցքեր և շրջադարձային ծայրամասային հարթություններ:
Մեքենան ունի մի շարք աքսեսուարներ, որոնք հեշտացնում են աշխատանքը (կենտրոնի որոնիչներ, գործիքակալներ և այլն) և հորիզոնական պտտվող սեղան։
Մեքենան հագեցած է ունիվերսալ պտտվող սեղանով, որը հնարավորություն է տալիս մշակել անցքեր, որոնց առանցքները տեղադրված են բևեռային կոորդինատային համակարգում, վերջույթների երկայնքով անկյունների ընթերցմամբ, բաժանել բաժանարար սկավառակների օգնությամբ. մեքենայի թեքված անցքեր.
Մեքենան հագեցած է օպտիկ չափիչ սարքհարթ ապակե գծի չափիչներով և էկրանի օպտիկա՝ պարուրաձև միկրոմետրով:
Հիմնական շարժման շարժիչը - ուղղակի հոսանքի կարգավորվող էլեկտրական շարժիչից: Արագությունները կարգավորվում են ըստ g-e համակարգի (գեներատոր-շարժիչ, Leonard համակարգ) 4:1 միջակայքում:
Փոփոխական արագությամբ շարժիչի կողմից տրված արագության միջակայքը փոխելու համար օգտագործեք պարզ տուփարագություններ.
Մեքենայի գլխամասն ունի միայն կարգավորող շարժում։ Թևը տեղափոխելու համար օգտագործվում է միացված սկավառակ՝ սնուցումների անկայուն փոփոխությամբ: Սեղանի և սահնակի շարժումները վարելու համար օգտագործվում են DC էլեկտրական շարժիչներ՝ առանց աստիճանական արագության կառավարմամբ EMU-ից, որոնց միացված են սերիական:
Այս մեքենայում սեղանը և սահնակը նախատեսված չեն կոորդինատների ճշգրիտ կարգավորումները ավտոմատացնելու համար, քանի որ այն չի ապահովում դրա համար անհրաժեշտ ցածր սեղանի և սահնակի շարժման արագությունները:
Մեքենան օգտագործվում է գործիքների, մեքենաշինության և գործիքաշինական խանութներում՝ առանձին և սերիական արտադրության մասերի մշակման համար:
Սեղանի աշխատանքային և արագացված շարժումն իրականացվում է ինքնուրույն երկայնական և լայնակի ուղղություններով ասինխրոն էլեկտրական շարժիչներով՝ կարգավորման լայն շրջանակով, ինչը հնարավորություն է տալիս բարձրացնել մեքենայի կոշտությունն ու արտադրողականությունը ֆրեզերային ժամանակ:
Աղյուսակի ճշգրիտ տեղադրումը տվյալ կոորդինատին կատարվում է ձեռքով, ձեռքի անիվով: Մեքենան հագեցած է թվային ցուցիչ սարքով, որը օպերատորին հնարավորություն է տալիս երկու փոխադարձ ուղղահայաց ուղղություններով սահմանել 0,001 մմ լուծաչափով կոորդինատներ:
Ափը պտտվում է վերահսկվող էլեկտրական շարժիչ փոփոխական հոսանքեռաստիճան փոխանցման տուփի միջոցով: Spindle feeds են անսահման փոփոխական է շփման variator. Գոյություն ունի տվյալ խորության վրա spindle feed-ի ավտոմատ անջատման մեխանիզմ:
Մեքենան ապահովված է սեղանի համար սեղմիչներով, սահնակով և պտտվող գլխիկով։
Մեքենայի ճշտության դաս A՝ համաձայն ԳՕՍՏ 8-71-ի:
Մեքենայի նկարագրությունը
Մեքենայի հիմքը տուփաձև մահճակալ է՝ ներքին կարծրացուցիչներով։ Սլայդը շարժվում է շրջանակի պտտվող ուղեցույցների երկայնքով լայնակի ուղղությամբ, որոնց պտտվող ուղեցույցների երկայնքով սեղանը շարժվում է երկայնական ուղղությամբ։
Սեղանի և սլայդի ամրացումը աշխատանքային դիրքում իրականացվում է բռնակներով, որոնք արգելափակում են աշխատանքային սնուցումները սահմանային անջատիչների օգնությամբ։ Սնուցման ավտոմատ անջատումը տեղի է ունենում նաև ներսում ծայրահեղ դիրքերսեղաններ և սահնակներ.
Շրջանակի վրա տեղադրված է ձուլածո դարակ, որի վրա տեղադրված է փոխանցման տուփը։
Դարակի ուղղահայաց ուղեցույցների երկայնքով շարժվում է հակակշիռով հավասարակշռված ողնաշարի տուփ: Հակակշիռը գտնվում է դարակում և մալուխներով միացված է պտտվող տուփին։
Ափի տուփը պարունակում է ձանձրալի լիսեռ, առանցքային սնուցման մեխանիզմ, տվյալ խորության վրա սնուցումը կտրելու սարք և ճշգրիտ ձեռքով կերակրում.
Մեքենան ունի հովացման հետ աշխատելու սարք։
Մեքենայի հիմնական պարագաներ
Մեքենայի աքսեսուարները ներառում են՝ կետ որոնիչներ, նուրբ սնուցող գործիքների սյուն, ունիվերսալ գործիքի սյուն, ադապտերների թևեր, կոլետի պահարան, գայլիկոնիչ, զսպանակային միջուկ, ամրացման կենտրոն, ցուցիչի պահարան, փոքր փորվածքներ և կտրիչներ սրելու համար, ձանձրալի ձողեր, կտրող գործիքներ, պտտվող սեղաններ.
Կենտրոնի որոնիչ ցուցիչովբաղկացած է ուղղորդող թիթեղից 1՝ ողնաշարի մեջ ամրացնելու համար նեղ սրունքով և պատյան 2, որի վրա ամրացված են ցուցիչը 3 և շփման լծակը 4: Զսպանակը 5 ստեղծում է ուժ, որով շփման լծակը սեղմվում է մակերեսին ստուգվել. Մարմինը շարժվում է գծի երկարությամբ և ամրագրված է ցանկացած վայրում՝ կախված թեստավորման շառավղից:
Կենտրոնի որոնիչը կիրառվում է.
- արտադրանքի վրա անցքի առանցքը կամ գլանաձև ելուստի առանցքը հավասարեցնել լիսեռի առանցքին
- Ստուգելով արտադրանքի ցանկացած հարթության զուգահեռությունը աղյուսակի հարթությանը (ուղղահայաց լիսեռի առանցքի արտադրյալի հարթությանը)
- ստուգելով արտադրանքի ցանկացած ուղղահայաց հարթության զուգահեռությունը սեղանի շարժմանը երկայնական կամ լայնակի ուղղություններով.
Կենտրոնի որոնիչ մանրադիտակտեղադրված է spindle taper-ում:
Ապրանքի եզրը լիսեռի առանցքի երկայնքով տեղադրելու համար օգտագործվում է մանրադիտակին կցված տեսողական քառակուսին, որը կիրառվում է արտադրանքի հիմքի եզրին: Քառակուսու հղկված հորիզոնական հարթության վրա կիրառվում է մի գիծ, որը ճշգրիտ համընկնում է ուղղահայաց հղման հարթության հետ, այսինքն. արտադրանքի հիմքի եզրը: Ապրանքը համադրելիս ռիսկը պետք է լինի կրկնակի խաչի հորիզոնական կամ ուղղահայաց գծերի միջև:
Մանդրել-կենտրոնի որոնիչօգտագործվում է արտադրանքի եզրը կամ ուռուցիկ գլանաձև մակերեսը լիսեռի առանցքից որոշակի հեռավորության վրա դնելու համար: 20 մմ տրամագծով լվացող մեքենա 1-ը սեղմվում է մանդրելի ստորին ծայրին զսպանակով: Պին 2-ով լվացող մեքենան ունի շառավղային բացթողում, որի շնորհիվ այն կարող է տեղաշարժվել մանդրելի ճշգրիտ պարանոցի 3-ի համեմատ: Մանդրելի գլանաձև պարանոցը չունի ճառագայթային ելք, և դրա տրամագիծը հավասար է լվացքի տրամագծին: Եթե արտադրանքի եզրը դիպչում է լվացքի մեքենային ուղիղ 10 մմ հեռավորության վրա, ապա երբ spindle-ը պտտվում է, լվացքի մեքենան կպտտվի առանց ծեծելու մանդրելի պարանոցի համեմատ: Ծայրամասի ամենափոքր տեղաշարժի դեպքում լվացքի մեքենայի նկատելի հարված կհայտնվի: Տեղադրման ճշգրտությունը հասնում է 0,005 մմ:
Գարնանային միջուկնախատեսված է մեքենայի վրա գծանշելու համար: Միջուկի գլուխը հետ է քաշվում ներսից, երբ ծալովի թեւը շրջվում է: Նույն թևի պտույտի վերջում հարվածողը բաց է թողնվում և զսպանակի գործողության տակ հարվածում է։ Միջուկի վերին մասը պետք է տեղադրվի նշված մակերևույթից 5,5 մմ հեռավորության վրա:
Պտտվող սեղաններ– հորիզոնական և ունիվերսալ մատակարարվում են մեքենայի հետ որպես հատուկ սարքավորում: Սեղանների բաժանարար մեխանիզմների սարքերը նույնն են և կինեմատիկայի տեսանկյունից նման են ունիվերսալ բաժանարար գլխիկներին։ Սեղանները միմյանցից տարբերվում են չափերով և առկայությամբ։ ունիվերսալ սեղանպտտվող սեղանի թեքման սարքեր
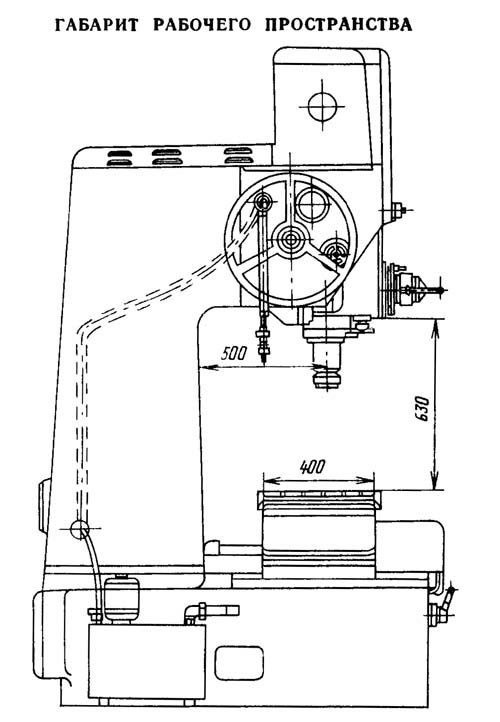
2V440A Ջիգային ձանձրալի մեքենայի աշխատանքային տարածքի չափերը
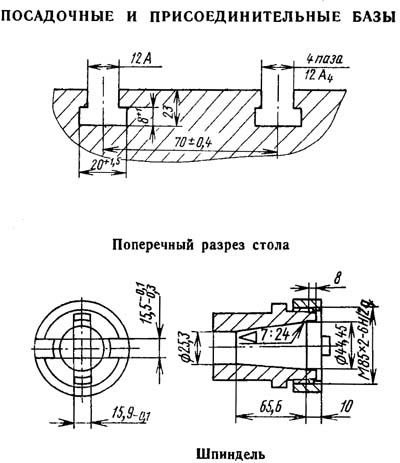
2V440A Կոորդինատային հորատող մեքենայի վայրէջք և միացնող հիմքեր
2V440A Ջիգերի ձանձրալի մեքենայի ընդհանուր տեսքը

2V440A Մեքենայի կառավարիչների գտնվելու վայրը
Մեքենայի կառավարման 2V440A ցուցակ
- ձեռքի անիվ լայնակի սանդղակը զրոյացնելու համար
- սահելու արագության կարգավորիչ
- ձեռքի անիվ ձեռքով շարժումսահել
- բորբոս պարուրաձև միկրոմետր լայնակի սանդղակ
- էկրաններ և կառավարման կոճակներ
- spindle
- արագության ցուցիչ
- ամպաչափ
- spindle արագության արագաչափ
- spindle feed արագության ցուցիչ
- բռնակ՝ լիսեռի սնուցումն անջատելու և շրջելու համար
- բռնակ spindle box-ը ամրացնելու համար
- spindle feed ճշգրտման handwheel
- spindle ձեռքով կերակրման handwheel
- սեղանի ամրացման բռնակ
- երկայնական մասշտաբով պարուրաձև միկրոմետր բորբոս
- ձեռքի անիվ սեղանի ձեռքով շարժման համար
- սեղանի արագության կարգավորիչ
- սահնակ
- սահնակ ամրացնող բռնակ
- ձեռքի անիվ՝ երկայնական սանդղակը զրոյացնելու համար
- մահճակալ
- դարակ
- փոխանցումատուփ
- spindle box շարժման handwheel
- ուղեցույցի բլոկ
- ձեռքի անիվ արագության աստիճանները փոխելու համար
- spindle box
- բռնակներ՝ լիսեռի թևը բարձրացնելու և իջեցնելու համար
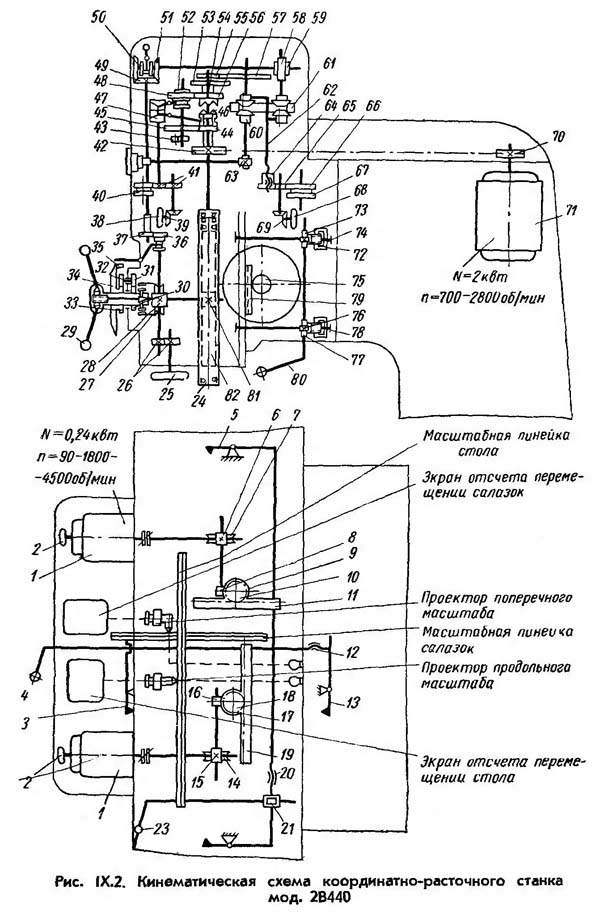
2V440A Մեքենայի կինեմատիկական դիագրամ
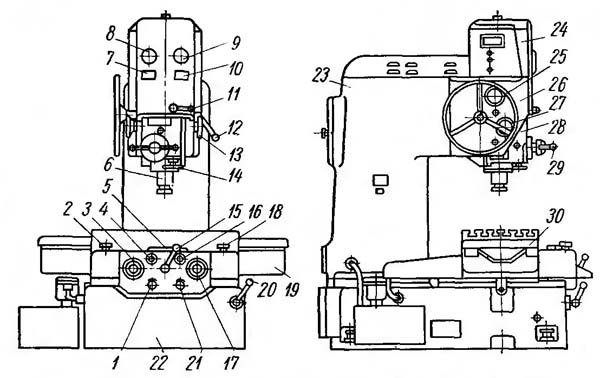
Մեքենայի հիմքը 22 (նկ. IX.1) արկղաձեւ շրջանակն է՝ ներքին կարծրացուցիչներով։ Սլայդները 19-ը շարժվում են շրջանակի ուղեցույցների երկայնքով լայնակի ուղղությամբ, որոնք ունեն նույն ուղեցույցները վերին մասում, շրջանակի ուղեցույցներին ուղղահայաց: Աղյուսակ 30-ը շարժվում է սլայդի ուղեցույցներով:
Սեղանը և սահնակը շարժվում են գլանաձև ուղեցույցներով մետաղական վանդակներում փակված գլանափաթեթներով: Ե՛վ սեղանի, և՛ սահնակի ուղեցույցների ձևը նույնն է՝ ուղեցույցներից մեկը V-աձև է, երկրորդը՝ հարթ։
Սեղանը շարժվում է DC էլեկտրական շարժիչով 1 (նկ. IX.2, N - 0,24 կՎտ, n = 3600 rpm կարգավորելի արագությամբ, կրկնակի ճիճու փոխանցման 14, 15, 16, 17, դարակաշարի և պինիոնային հանդերձանքի 18 և երկաթուղային 19 ամրագրված մեքենայի սեղանի վրա:
6, 7, 8, 9, 10 և 11 սահնակները տեղափոխելու շարժիչը նման է սեղանի շարժման շարժիչին, միայն այն տարբերությամբ, որ սահնակի վրա տեղադրված շարժիչ փոխանցման տուփը շարժվում է նրանց հետ՝ 11-ի վրա ամրացված ռելսի համեմատ։ շրջանակ
Պտտեցնելով ձեռքի անիվները 2, որոնք գտնվում են 1 էլեկտրական շարժիչների լիսեռների վրա և ցուցադրվում են կառավարման վահանակի 3, 17 առջևի պատին (նկ. IX, 1), կարող եք ձեռքով ճշգրիտ սահմանել կոորդինատները: Էլեկտրաշարժիչներից յուրաքանչյուրի 1-ի պտույտների քանակը (նկ. IX.2) կարգավորելի է 50:1 միջակայքում, ինչը հնարավորություն է տալիս արագորեն տեղափոխել սեղանը 800 մմ/րոպե արագությամբ, աղաց հարթություններով և կատարել: տեղադրման շարժումներ 16-320 մմ / րոպե արագությամբ:
Սեղանը ամրացվում է բռնակը պտտելով 4; այս դեպքում լիսեռի ծայրը, որն ավարտվում է թելով, հանվում է ընկույզից 12-ից և 3-րդ և 13-րդ սեղմակների միջև ստեղծում է միջակայքային ուժ:
Սլայդը ամրացվում է նույն կերպ, բայց բռնակի պտույտը 21-ի միջոցով փոխանցվում է պտուտակին: Պտուտակը, պտուտակահանվելով ընկույզից 20-ից, ստեղծում է 5-րդ և 22-րդ սեղմակների միջև տարածող ուժ:
Մշակված անցքերի կենտրոնական հեռավորությունների ճշգրտությունը, դրանց երկրաչափական ձևի ճշգրտությունը և մշակման մաքրությունը մեծապես կախված են ողնաշարի հավաքման ձևավորումից: Այս մեքենայում 5-րդ spindle-ի շառավղային առանցքակալները (նկ. IX.3) մի շարք հոլովակ առանցքակալներ են 3 և 4; առանցքակալ 4-ը հավաքվում է մի փոքր նախաբեռնվածությամբ (3 - 6 մկմ), իսկ վերին առանցքակալը 3 հավաքվում է փոքր բացվածքով կամ նախաբեռնվածությամբ (±2 մկմ): Առանցքային բեռները ընկալվում են հարվածային գնդիկավոր առանցքակալներով 2: Սռնակը 5-ը կողպված է ընկույզով 1 և միացված է հիմնական շարժիչ շարժիչին միացնող ատամնավոր (շեղված) լիսեռով 1 (նկ. IX.4), որի վերին ծայրը մտնում է: սնամեջ լիսեռի ատամնավոր անցքը 54 (նկ. IX.2 և IX.4), իսկ ստորինը՝ վերին խազերով (ճեղքավոր) անցքի մեջ։ Նման կապը բեռնաթափում է լիսեռը շառավղային ուժերից, որոնք կարող են առաջանալ փոխանցման տուփի լիսեռի և լիսեռի 54-ի (նկ. IX.4) սխալ դասավորության պատճառով, քանի որ 1-ին լիսեռը զուգակցվում է նրանց հետ փոքր երկարության մակերեսների վրա որոշ բացերով: Ափի ընդհանուր երկարությունը ավելի փոքր է, և դրա վերին ծայրը չի անցնում փոխանցման տուփի չափսերից:
Ձանձրալի spindle 5 (նկ. IX.3) շարժվում է անընդհատ փոփոխական DC շարժիչով 71 (նկ. IX.2) (N = 2 կՎտ, n = 700 ... 2800 rpm) V-գոտի փոխանցման 70 և 42 և եռաստիճան փոխանցման տուփ (նկ. IX.2 և IX.4):
Առաջինը` spindle-ի ամենացածր արագության աստիճանը ստացվում է հետևյալ հանդերձանքով` շարժիչի շարժական ճախարակ 42, շարժակներ 44, 45, 52 և 53: Երկրորդ` միջին աստիճանի արագություններ ստանալու համար, 52 և 53 փոխանցումներն են. անջատված է, և 48 և 56 անիվները միացված են: 53 և 56 փոխանցումատուփերը փոխանցում են պտույտը դեպի լիսեռ ատամնավոր (փշրված) լիսեռի միջոցով: Երրորդ՝ ամենաբարձր արագության մակարդակը ստանալու համար ճախարակը 42-ը միացված է լիսեռին՝ օգտագործելով խցիկի կալանք 46 և պտտվող լիսեռ 54 (նկ. IX.2 և 4); 48 փոխանցման անիվները. 52, 53 և 56 համարները ներգրավված չեն աշխատանքի մեջ։ Այս երեք փուլերից յուրաքանչյուրում լիսեռի արագությունը աստիճանաբար փոխվում է 71 էլեկտրական շարժիչի արագության սահուն կարգավորման շնորհիվ 4:1 միջակայքում:
Փոխանցումները փոխարկվում են լծակներով, որոնք մի ծայրից մտնում են 47 կառավարիչ թմբուկի ակոսները (նկ. IX.2), որը պտտվում է 38 ձեռքի անիվով թեք 39 և գլանաձև 41 շարժակների միջով։ Թմբուկի 47-ի պտտման հետ միաժամանակ պտտվում է 40 սկավառակը, որի վրա կիրառվում են թվեր, որոնք ցույց են տալիս փոխանցման տուփի յուրաքանչյուր փուլին համապատասխան պտույտների միջակայքերը:
Սնուցման շարժումն իրականացվում է հետևյալ շղթայի համաձայն. փոխանցման անիվը 55 (նկ. IX.2 և IX.4) պտտվում է 54 խոռոչի լիսեռի հետ և քշում անիվը 57, որի լիսեռի վրա նստած է շարժիչը։ շարունակաբար փոփոխական փոխանցման տուփի 60 սահող ճախարակի կոններ: Դրանց համապատասխան մղվող կոնները պտտվում են պողպատե օղակի միջով 61։
Օգտագործելով ձեռքի անիվը 68 (նկ. IX.2) թեք շարժակների 69 և գլանաձև անիվ 65 միջով, պտտեք փոխանցման ընկույզը 64 (Նկար IX.2 և IX.4) և դրանով իսկ շարժեք սռնի ուղղությամբ 62-ի մղումը, որը կապված է վերին շարժիչ և ստորին շարժիչ կոններ շարունակաբար փոփոխական փոխանցման տուփ: Հետևաբար, հնարավոր է կա՛մ շարող կոնները միացնել իրար և միևնույն ժամանակ մղել քշված կոնները՝ դրանով իսկ մեծացնելով 59 ճիճու պտտման արագությունը, կա՛մ, ընդհակառակը, քշել պտտվող կոները և միացնել շարժվող կոնները՝ դրանով իսկ նվազեցնելով ճիճու պտույտների թիվը։ Սա հնարավորություն է տալիս առանց աստիճանաբար փոխել պտղի մեկ պտույտի համար կերակրման քանակը:
Սնուցման արագությունը սահմանվում է թմբուկով 67 (նկ. IX.2), որը պտտվում է ձեռքի անիվի 68-ի պտտման հետ միաժամանակ 65 և 66 շարժակների միջով:
58 ճիճու անիվի լիսեռի վրա (նկ. IX.2 և IX.4), որը վարում է որդը 59, երկու թեք անիվ 51 (նկ. IX.2) ազատորեն տեղադրված են՝ անընդհատ կապված 49 թեք անիվով։ 50-ի ճարմանդը միացնելը տալիս է ճիճու 28-ի աջ կամ ձախ պտույտ:
Որդան անիվը 27 թույլ նստած է դարակաշարի և 81-րդ հանդերձանքի լիսեռի վրա, որը մշտական կապի մեջ է պտուտակի 24 (նկ. IX.2 և IX.3) թեւքի 82 դարակի հետ: Որդան անիվը 27 միացված է փոխանցման անիվի 81 լիսեռին` օգտագործելով 27 ճիճու անիվի ներսում տեղադրված ճարմանդը, որն ակտիվանում է փոխանցման անիվի 81 լիսեռի վրա տեղադրված կրկնակի բռնակի միջոցով: դարակաշարի և պինյոնային փոխանցման անիվը 81 կարող է ուղղակիորեն պտտվել՝ արագ բարձրացնելով կամ իջեցնելով պտուտակի 24 թեւը:
Ձեռքով նուրբ սնուցումն իրականացվում է ձեռքի անիվով 25 շարժակների միջոցով 26:
Աշխատանքային սնուցումն ավտոմատ կերպով անջատելու համար 34 վերջույթի վրա սահմանված մշակման կանխորոշված խորության հասնելուն պես, խցիկը 35 անջատում է փոխանցման անիվը 36 փոխանցման անիվից 37:
Անջատումը տեղի է ունենում, երբ վերջույթի զրոն համընկնում է վերնիեի զրոյի հետ; դրա համար վերջույթը ամրացվում է այնպիսի դիրքում, որում թևի տվյալ հարվածի երկարությունը ցույց տվող բաժանումը համընկնում է վերնիեի զրոյի հետ։ Ստացված չափի ճշգրտությունը երկարությամբ 0,2-0,3 մմ է։
Որպեսզի վերջույթը 34-ը միայն մեկ պտույտ կատարի ողնաշարի թևի ամբողջական հարվածի ընթացքում, դարակի և պինոնի լիսեռի 81-ի և վերջույթի միջև կա նվազող հանդերձանք, որը կազմված է 30, 31, 32 և 33 փոխանցումներից:
Սահմանված լիսեռի արագությունը նշվում է արագաչափով, որը շարժվում է 55 և 57 շարժակների (նկ. IX.2 և IX.4) և 63 պարուրաձև շարժակների միջոցով (նկ. IX.2):
Միջանկյալ լիսեռից գլանաձև շարժակների միջով 43, փոխանցումատուփի քսման պոմպը ստանում է ռոտացիա:
Ափի տուփը ձեռքով շարժվում է ուղղահայաց ուղեցույցների երկայնքով՝ ձեռքի անիվով 25 (նկ. IX.1) ճիճու հանդերձանքի, թեք անիվների, դարակաշարերի և պտուտակների հանդերձանքի 75 (նկ. IX.2) և 79 ռելսի միջով, որը ամրացված է spindle box- ի մարմնի վրա:
Ափի տուփը 28 (նկ. IX.1) ամրացվում է պրիզմատիկ ուղեցույցների վրա սեղմակների օգնությամբ, որոնք ձողերի և պտուտակների միջոցով 74, 78 (նկ. IX.2) շարժվում են 80 բռնակից փոխանցումային անիվների միջոցով: 72 և 76 և փոխանցման անիվներ - ընկույզներ 73 և 77:
2V440A Մեքենայի կոորդինատների օպտիկական հղման համակարգ

Մեքենայի օպտիկական սարք. Կոորդինատների տեղաշարժերի մեծությունը չափվում է ճշգրիտ ապակե կշեռքների և օպտիկական սարքի միջոցով, որը թույլ է տալիս նախագծել քերծվածքների և թվերի պատկերի մեծ աճով սանդղակի սանդղակի վրա, ինչպես նաև էկրանի վրա պարուրաձև միկրոմետրի ցանցը:
Մեքենայի օպտիկական սարքը բաղկացած է երկու շարժումների հաշվառման սխեմայից՝ սեղան՝ երկայնական ուղղությամբ և սլայդ՝ լայնակի ուղղությամբ։
Երկայնական ուղղությամբ տեղաշարժերի հաշվման սխեմայում աղյուսակի սանդղակի քանոնը (տե՛ս նկ. IX.2) շարժական է, որը կապված է նրա հետ և շարժվում նրա հետ օպտիկական համակարգի համեմատ։ Լայնակի ուղղությամբ տեղաշարժերը հաշվելու սխեմայում օպտիկական համակարգը շարժվում է սահնակի ֆիքսված սանդղակի համեմատ, որը ամրագրված է շրջանակի վրա:
Երկու օպտիկական սխեմաները նույնն են, և միայն դասավորության հարմարության համար ճառագայթների ընթացքը փոխող պրիզմաները և հայելիները ներառված են լայնակի սանդղակի օպտիկական սխեմայում: Ուստի ստորև ներկայացված է միայն սեղանի շարժումների հաշվման օպտիկական սխեման (նկ. IX.5, ա):
Լույսի լամպ 1-ից կոլեկտորի 2-ի և կոնդենսատորի միջով ճառագայթները խտանում են 5-րդ սանդղակի հարվածների հարթությունում: Քանոն 4-ը քերծվածքներ չունի և ծառայում է սանդղակի հարվածների հարթությունը պաշտպանելուն: փոշին։
Ճառագայթներն անցնում են ապակե սանդղակի միջով 5, որի վրա տպված են բաժանարար ռիսկեր և թվեր. Անցնելով ոսպնյակի 6-ի և հարթության զուգահեռ ափսեի միջով, նրանք պարուրաձև աչքի միկրոմետր 8-ի ցանցի հարթությունում տալիս են նշանների և թվերի պատկեր՝ հնգապատիկ աճով:
Անցնելով պրոյեկցիոն ակնաբույժ 9 և պաշտպանիչ ապակի 10 և արտացոլված հարթ հայելիներից 11 և 13, սանդղակի սանդղակի նշանների պատկերը ցուցադրվում է էկրանին 12՝ 60x մեծացմամբ: Չափի կոտորակային մասը գնահատվում է էկրանին՝ օգտագործելով դրա վրա նախագծված ցանց • պարուրաձև միկրոմետր (նկ. IX.5, բ): Ընթերցանության արժեքը 1 մկ.
Էկրանի վրա ցուցմունքների ուղղումներ անելու, սանդղակի գծերի բաժանումների անճշտությունը փոխհատուցելու և կուտակված սխալը վերացնելու համար մեքենայի օպտիկական ընթերցման համակարգն ունի ուղղիչ սարք։
Ուղղումը կատարվում է հարթ-զուգահեռ թիթեղը 7 (նկ. IX.5, ա) հորիզոնական առանցքի շուրջը պտտելով. այս դեպքում սանդղակի հարվածների պատկերները էկրանի տեսադաշտում տեղաշարժվում են անհրաժեշտ քանակությամբ։
Օպտիկական սարքի ճառագայթների ընթացքում տեղադրված ափսեը պտտվում է լծակային համակարգի միջով ուղղիչ քանոնից՝ ամրացված սեղանի (կամ շրջանակի) վրա։ Ուղղիչ քանոնը թույլ է տալիս շտկել և՛ կուտակված, և՛ տեղային սխալները սանդղակի գծերի բաժանումներում 5: Կուտակված սխալները շտկելու համար ուղղիչ քանոնը դրվում է անկյան տակ: Տեղական սխալների ուղղումը տրամադրվում է համապատասխան քանոնի պրոֆիլի կորով:
Էկրանի վրա հարվածի պատկերի տեղաշարժը 0,001 մմ-ով համապատասխանում է ուղղիչ քանոնի լծակի իջեցմանը կամ բարձրացմանը 0,2 մմ-ով:
Spiral micrometer 8-ն ունի երկու ցանց՝ շարժական և ֆիքսված (նկ. IX.5, բ): Շարժական ցանցի վրա կիրառվում է կրկնակի արքիմեդյան պարույր, որի քայլը 0,5 մմ է; սա համապատասխանում է 0,1 մմ սանդղակի 5 սանդղակին (նկ. IX.5, ա), որի պատկերը կառուցված է ցանցի հարթության մեջ՝ հնգապատիկ աճով։
Շարժվող ցանցի կենտրոնում (նկ. IX.5, բ) կա շրջանաձև սանդղակ՝ 100 բաժանումներով, որոնք թվայնացվում են յուրաքանչյուր հինգ բաժանմունքով։ Շարժական ցանցը պտտվում է ֆիքսվածի համեմատ, որի վրա կիրառվում է սլաքով ցուցիչը։ Ցուցանիշը բաժանված է 10 բաժանման (նկ. IX.5, գ), որոնցից յուրաքանչյուրը հավասար է շարժվող ցանցի վրա կիրառվող պարույրի քայլին։
Ցուցանիշի բաժանումները թվայնացվում են և, երբ շրջանաձև սանդղակը սլաքի նկատմամբ զրոյական է, դրանք գտնվում են պարույրի համապատասխան պտույտի մեջտեղում: Շարժական ցանցի ամբողջական պտույտով պարույրը շարժվում է ֆիքսված ցուցանիշի համեմատ քայլով, այսինքն՝ 0,1 մմ-ով: Պարույրի գծային շարժումը մեկ քայլով համապատասխանում է հավաքիչի ամբողջական պտույտին: Հետևաբար, դրա բաժանման գինը \u003d 0,1 մմ * 1/100 \u003d 0,001 մմ \u003d 1 միկրոն: Այսպիսով, շրջանաձև սանդղակը «միկրոն» է և ծառայում է միլիմետրի հարյուրերորդական և հազարերորդականները կարդալուն։
Հարյուրերորդների և հազարերորդականների հարվածը սլաքի դեմ դնելիս պարույրը նույն չափով տեղաշարժվում է ինդեքսային բաժանումների համեմատ: Երբ սեղանը (սահնակը) տեղափոխվում է, սանդղակի միլիմետրային թվայնացված հարվածները շարժվում են ինդեքսի երկայնքով:
Շարժական ցանցը (նկ. IX.5, բ) ներկառուցված է շրջանակի մեջ, որի պտույտը փոխանցվում է 16 սնկից շարժակների համակարգի միջոցով (նկ. IX.1):
Կոորդինատները հաշվելու հարմարության համար այն ընդունվում է որպես սկզբնական դիրք, որտեղ սեղանի վրա ամրացված արտադրանքի բազային անցքի կենտրոնը հավասարեցված է պտուտակի առանցքի հետ: Որտեղ:
- պտտելով բորբոսը 16, սահմանեք շրջանաձև սանդղակի զրոն թիրախային սլաքի դեմ
- պտտելով ձեռքի անիվը 21, սահմանեք մոտակա միլիմետրային հարվածի պատկերը պարույրի մեջտեղում, որը նշված է զրոյով. էկրանը նման կլինի Նկ. IX.5, in
- Նույն պարամետրը կատարվում է լայնակի կոորդինատների էկրանին, որի համար պտտվում է բորբոսը 4 (նկ. IX.1), իսկ հետո ձեռքի անիվը 1.
- սկզբնական ցուցմունքներին ավելացնելով կամ դրանցից հանելով (կախված շարժման ուղղությունից) տրված չափերը, որոշել տեղադրման կոորդինատները երկայնական և լայնակի շարժումների համար.
- պտտելով բորբոսը 16 (համապատասխանաբար, բորբոսը 4), չափի կոտորակային մասի հարյուրերորդական և հազարերորդականները սահմանեք շրջանաձև մասշտաբով.
- տեղափոխեք սեղանը (սահնակը) մի դիրք, որտեղ 5-րդ սանդղակի թվայնացված միլիմետրային հարվածը (նկ. IX.5, գ) կհավասարեցվի պարույրի կեսին, որը նշված կլինի կոտորակային մասի տասներորդական թվով: չափը սահմանվում է.
Սահմանված չափսերով էկրանների տեսքը ներկայացված է նկ. IX.5, in
Այսպիսով, լրիվ չափսբաղկացած է ամբողջ միլիմետրերից՝ սանդղակի հարվածի թվայնացումից, միլիմետրի տասներորդներից՝ պարույրի թվայնացումից, միլիմետրի հարյուրերորդականից և հազարերորդականից՝ շրջանաձև սանդղակի ընթերցումներից։
2V440A Մեքենայի էլեկտրական շղթայի դիագրամ

- Էլեկտրական շարժիչներ.
- D - spindle drive
- SL - սահել
- ST - սեղան
- D1 - գեներատոր
- D2 - սառեցում
- D3 - կարգավորիչի սահիկի շարժում
- D4 - EMU էլեկտրական շարժիչ
- 1 - գեներատոր
- Կոնտակտորներ:
- 1K - էլեկտրական շարժիչներ D1, D2, D4
- ЗК, 4К - էլեկտրական շարժիչի էլեկտրական շարժիչի քայլ առ քայլ մեկնարկը D
- 5K - արգելակման շարժիչ D
- 1KB - ինսուլտի «աջից» էլեկտրական շարժիչի CT
- 1KH - էլեկտրական շարժիչի CT-ի «ձախ» հարված
- 2KB - SL էլեկտրական շարժիչի «առաջ» հարված
- 2KN - SL էլեկտրական շարժիչի «ետ» հարված
- Կոճակներ:
- 1KU, 2KU - կանգնեցրեք և միացրեք էլեկտրական շարժիչը D
- ZKU, 4KU, 5KU, 6KU - էլեկտրական շարժիչի կանգառ և արգելակում, մեկնարկ, արագացում, դանդաղեցում D
- 7KU - լուսավորման օպտիկայի ֆրեզերային արագության կարգավորում
- 8KU - դանդաղ spindle ռոտացիա
- Կաթվածի սահմանային անջատիչներ.
- BK1 - spindle
- VK3, VK4, - սեղաններ դեպի աջ, դեպի ձախ; VK6, VK7 - առաջ, հետընթաց
- VK8, VK9 սահմանափակիչ անջատիչներ արգելափակման համար. սահիկ - կարգավորիչի պտտման անկյուն
- BK2, BK5 - սեղմիչ սեղանի սահնակ
- Անջատիչներ:
- BB - ներածական
- VO - տեղական լուսավորություն
- Լամպեր:
- 1LS, 2LS - ազդանշան
- 1LO, 2LO - լուսավորություն
- 1L, 2L - լուսավորման օպտիկա
- LSh - լուսավորության սանդղակի սլայդ
- Էլեկտրական շարժիչների արագության բարձրացման միջանկյալ ռելեներ՝ 1RP - ST; 2RP - SL
- 3RP - միջանկյալ ռելե օպտիկայի լուսավորությունը միացնելու համար;
- 4PT1 - spindle դանդաղ ռոտացիայի ռելե
- Ժամանակի ռելե՝ 1РВ - էլեկտրական շարժիչի քայլային մեկնարկ D; 2РВ - լուսավորության օպտիկա
- 1RT, 2RT - ջերմային շարժիչի պաշտպանության ռելեներ
- 1PP, 2PP, ZPP, 4PP - ապահովիչներ
- 1С10-5С10 - կարգավորող դիմադրություններ
- 1ST - էլեկտրական շարժիչի մեկնարկային-արգելակման դիմադրություն D
- OVG, OVD, OVST, OVSL - գեներատորի և էլեկտրական շարժիչների շունտային ոլորուններ L, ST, SL
- SOG, SOD, OVS - գեներատորի և D և D3 էլեկտրական շարժիչների սերիական ոլորուններ
- ShR - շարժիչի գրգռման կարգավորիչ Դ
- C - կայունացնող կոնդենսատոր
- 1TP, 2TP - իջնող տրանսֆորմատորներ
- 1PO, 2PO - արագության կարգավորիչներ ST և SL շարժիչների համար
- 1B, 2B - վոլտմետրեր (նրանք ունեն սեղանի և սահնակի շարժման արագության աստիճանավորում)
- OU-1 և OU-11 - EMU կառավարման ոլորուններ
- SV - սելենի ուղղիչ
- AT - գրգռման կարգավորիչ autotransformer ShR
- KO - փոխհատուցման ոլորուն EMU
- ShKO - EMU փոխհատուցման ոլորուն շունտ
- 1SD, 2SD, ZSD, SDV - լրացուցիչ դիմադրություններ
2V440A Սխեմատիկ դիագրամ
Մեքենայի էլեկտրական սխեման ներառում է էլեկտրական շարժիչներ՝ հովացման համակարգի spindle, սեղան և սահնակ, և բացի այդ, ապահովում է մեքենայի օպտիկայի լուսավորությունը, արգելափակումը և պաշտպանությունը առանձին ստորաբաժանումների շահագործման տարբեր ռեժիմներում:
Ձանձրալի spindle-ի պտույտը, սեղանի և սլայդի շարժումը կատարվում են DC շարժիչներից, իսկ հովացման պոմպը շարժվում է ասինխրոն շարժիչով:
Ափի շարժիչ շարժիչը սնուցելու համար կա գեներատոր-շարժիչ, իսկ սեղանի և սահնակի շարժիչների համար՝ էլեկտրական մեքենայի ուժեղացուցիչ։
Մեքենայի լարումըմատակարարվում է BB փաթեթի անջատիչով; միևնույն ժամանակ, փոխանցման տուփի հավաքիչը լուսավորված է 1LS և 2LS լամպերով:
Էլեկտրական շարժիչի D և G գեներատորի գրգռման ոլորունների լարումը մատակարարվում է սելենի ուղղիչ CB-ից, ST և SL շարժիչների գրգռման ոլորուններին՝ գեներատոր G-ից:
Գեներատորի և EMU-ի միացում. Երբ սեղմվում է 2KU կոճակը («Գեներատոր»), միացված է 1K կոնտակտորը, որը գործարկում է էլեկտրական շարժիչները. D1 - գեներատորի շարժիչ; D4 - էլեկտրական մեքենայի ուժեղացուցիչ; D2 - հովացման համակարգեր (երբ 1РШ վարդակը միացված է):
Spindle drive. Էլեկտրական շղթան ապահովում է պտտման ընդգրկում, դրա անջատում արգելակմամբ և առանց արգելակման, պտույտների քանակի անկայուն փոփոխություն, ինչպես նաև դանդաղ ռոտացիա «սողացող» արագությամբ։
Առաջին փուլի spindle start. Երբ 4KU կոճակը («Spindle Start») սեղմված է, ZK կոնտակտորը միացնում է spindle պտտվող շարժիչը D գեներատորին 1ST մեկնարկային արգելակման դիմադրության միջոցով:
Երկրորդ փուլի spindle start. 4KU կոճակը սեղմելու հետ միաժամանակ հոսանք է ստանում 1РВ ժամանակային ռելեից և ժամանակի ուշացումով միացնում է 4K կոնտակտորը, որն անջատում է ժամանակի ռելեն և շունտավորում 1ST դիմադրությունը։
Դանդաղ spindle ռոտացիա. 8KU կոճակը («Spindle slowly») միացնում է շարժիչի դանդաղ պտույտը (40-60 rpm)՝ ձեռք բերելու «սողացող» spindle արագություն, որի դեպքում արտադրանքը հավասարեցվում է կենտրոնական որոնիչի միջոցով: Միևնույն ժամանակ, 4RP ռելեը միացված է, ATS շարժիչի գրգռման ոլորուն միացված է լրիվ լարման, իսկ OVG գեներատորի գրգռման ոլորուն միացված է 1SD դիմադրության միջոցով: Արագության տատանումները վերացնելու համար SOG գեներատորի սերիական ոլորուն անջատված է:
Փոփոխություն spindle արագությունը. Էլեկտրական շարժիչի D-ի պտույտների քանակը pp \u003d 700-ի սահմաններում; nmax = 2800 rpm կարգավորվում է շունտ կարգավորիչով; սեղմելով 5KU («Արագ») կամ 6KU («Դանդաղ») կոճակը, կոլեկտորի փոփոխական հոսանքի շարժիչը Dz-ը միացվում է այս կամ այն ուղղությամբ, որը, շարժելով ShR կարգավորիչի սահիկը, քիչ թե շատ դիմադրություն է մտցնում: spindle շարժիչի ԱԹՍ-ի գրգռման ոլորուն:
Սահմանափակիչ անջատիչները VK8 և VK9 սահմանափակում են կարգավորիչի պտտման անկյունը ծայրահեղ դիրքերում՝ անջատելով D3 շարժիչը:
Spindle արգելակում. Երբ ZKU կոճակը ամբողջությամբ սեղմված է, 5K կոնտակտորը միացված է և միևնույն ժամանակ անջատվում են ZK և 4K կոնտակտորները:
ZK կոնտակտներով D շարժիչի արմատուրան անջատվում է հոսանքից, իսկ 5K կոնտակտի դեպքում խարիսխը միացվում է 1ST դիմադրությամբ, որն այս դեպքում արգելակ է։ ԱԹՍ-ի գրգռման ոլորուն միացված է լրիվ լարման ժամանակ: Էլեկտրական շարժիչի ինտենսիվ դինամիկ արգելակումը տեղի է ունենում, որը շարունակվում է մինչև ZKU կոճակը սեղմելը կամ մինչև խարիսխը կանգ չառնի: Էլեկտրաշարժիչ D-ն առանց արգելակման կանգնեցնելն իրականացվում է ZKU կոճակը թերի սեղմելով, որի դեպքում անջատվում են ZK և 4K կոնտակտորները, բայց 5K-ն անջատված չէ։
Սեղանի և սահնակի էլեկտրական շարժիչ. Միացման դիագրամմեքենան ապահովում է հետևյալ աշխատանքը. կոորդինատների կարգավորում; սեղանի և սահնակի աշխատանքային կերակրումը ֆրեզերային և դրանց արագ շարժման ժամանակ: Սեղանի շարժումը և կառքի շարժումը կարող են տեղի ունենալ միայն առանձին:
Սեղանի և սահնակի դանդաղ շարժում. ST սեղանի և SL սլայդի էլեկտրական շարժիչների մեկնարկը կատարվում է համապատասխան կարգավորիչները 1RO և 2RO պտտելով այս կամ այն ուղղությամբ: Այս դեպքում միացված են 1KB, 1KN կամ 2KB, 2KN մագնիսական մեկնարկիչներ: EMU OU-11-ի կառավարման ոլորուն միացված է 1RO կամ 2RO արագության կարգավորիչից վերցված շարժիչ լարման տարբերությանը և EMU լարման (բացասական լարման հետադարձ կապ):
2A430 ժիգ ձանձրալի մեքենա: Տեսանյութ.
2V440A կոորդինատային հորատման մեքենայի տեխնիկական բնութագրերը
| Պարամետրի անվանումը | 2E440A | 2V440A |
|---|---|---|
| Մեքենայի հիմնական պարամետրերը | ||
| Ճշգրտության դաս (N, P, V, A, C) | ԲԱՅՑ | ԲԱՅՑ |
| Սեղանի աշխատանքային մակերեսը, մմ | 710 x 400 | 800 x 400 |
| Հորատման ամենամեծ տրամագիծը պողպատից 45 մմ | 25 | 25 |
| Պողպատի ամենամեծ ձանձրալի տրամագիծը 45 մմ | 250 | 250 |
| Ամենափոքր և ամենամեծ հեռավորությունը spindle-ի ծայրից մինչև սեղան, մմ | 158..630 | 125..585 |
| Հեռավորությունը spindle առանցքից մինչև դարակ (spindle overhang), մմ | 500 | 500 |
| Գլխակալ | ||
| Spindle արագություն (b/s կարգավորում), rpm | 50...2000 | 50...2000 |
| Ափի թևի աշխատանքային սնուցման սահմանները լիսեռի մեկ պտույտի համար, մմ / պտույտ | 0,03...0,16 9 քայլ |
0,03...0,16 9 քայլ |
| Ափի ամենամեծ ուղղահայաց շարժումը (հարվածը) (մեխանիկական, մեխանիկական), մմ | 210 | |
| Գլխակալի ամենամեծ ուղղահայաց շարժումը (ձեռքով կարգավորելը), մմ | 250 | |
| Spindle inner taper (inner taper) հատուկ | № 40 7:24 | 5 |
| Գործիքի ամենամեծ կոնը, որը պետք է սեղմել | Մորզ 4 | Մորզ 4 |
| Ափի տուփը ամրացնելով ռելսերին | ձեռնարկ | ձեռնարկ |
| Սեղան | ||
| Սեղանի ամենամեծ շարժումը (երկայնական / լայնակի), մմ | 630 x 400 | 710 x 400 |
| Սեղանի վրա T-անցքերի քանակը | 5 | 5 |
| Սեղանի և սահնակի արագացված շարժման արժեքը, մմ / րոպե | 1600 | 800 |
| Սեղանի և սահնակի աշխատանքային հոսքերի սահմանները ֆրեզերային ժամանակ, մմ/րոպե | 20..315 | 16..800 |
| Մշակված արտադրանքի ամենամեծ զանգվածը՝ կգ | 320 | 320 |
| Մեքենայի ճշգրտություն | ||
| Կոորդինատները սահմանելու համար ռաստերային ցանցի բաժանման գինը, մմ | 0,001 | 0,001 |
| Կոորդինատների տեղադրման ճշգրտությունը, մմ | 0,005 | 0,005 |
| Մեքենայի վրա փորված անցքերի առանցքների միջև հեռավորությունների ճշգրտությունը, մմ | 0,008 | 0,008 |
| Ձանձրալի տրամագծի ճշգրտություն (տրամագծի կայունություն), մմ | 0,004 | 0,004 |
| Սնուցման մեխանիզմի գերբեռնվածության պաշտպանություն | կա | կա |
| Շարժիչ միավոր | ||
| Էլեկտրական շարժիչների քանակը մեքենայի վրա | 5 | 5 |
| Հիմնական շարժիչ էլեկտրական շարժիչ, կՎտ | 4,5 | 2 |
| Սեղանի շարժման շարժիչի էլեկտրական շարժիչ, կՎտ | 0,245 | 0,245 |
| Սահնակի շարժման շարժիչի էլեկտրական շարժիչը, կՎտ | 0,245 |
Մենք նաև խորհուրդ ենք տալիս
 Ի՞նչ SIM է անհրաժեշտ iPhone-ի համար:
Ի՞նչ SIM է անհրաժեշտ iPhone-ի համար:
 Ինչպես լրացնել ձեր Webmoney հաշիվը ձեր հեռախոսից
Ինչպես լրացնել ձեր Webmoney հաշիվը ձեր հեռախոսից
 iPhone-ում զանգի ձայնը սահմանելու բոլոր եղանակները
iPhone-ում զանգի ձայնը սահմանելու բոլոր եղանակները
 Հասցեներ և հեռախոսահամարներ Ճապոնիայում Ինչպես զանգահարել Ճապոնիայից Ռուսաստան
Հասցեներ և հեռախոսահամարներ Ճապոնիայում Ինչպես զանգահարել Ճապոնիայից Ռուսաստան
 Հեռակառավարում հեռուստացույցի համար բջջային հեռախոսում. ինչպե՞ս կառավարել հեռուստացույցը Android-ի միջոցով:
Հեռակառավարում հեռուստացույցի համար բջջային հեռախոսում. ինչպե՞ս կառավարել հեռուստացույցը Android-ի միջոցով:
 Ածխածնի մանրաթելից վինիլային ֆիլմեր
Ածխածնի մանրաթելից վինիլային ֆիլմեր