Նավթի և գազի մեծ հանրագիտարան. Տնական բրոշինգ մեքենա. Հորիզոնական բրոշինգ մեքենաներ
Բրոշիչ մեքենաների նպատակն է ճշգրիտ մշակել մասի ներքին (արտաքին) մակերեսը ըստ տվյալ կոնֆիգուրացիայի:
Մակերեւութային մշակումից հետո ստացված ուրվագծերը, կարող է լինել տարբեր ձևեր, որը սահմանվում է կտրող բրոշի պրոֆիլով:
1 Հիմնական հատկանիշները
Բրոշիչ մեքենաների մոդելները տարբերվում են մի քանի առումներով.
Անկանոն կտորների համար շատ դժվար կլինի շրջված ձուլվածքի վրա անցքեր անել: «Հիշեցում կամ դաջում». Այս տեսակի ընթացակարգով դուք կարող եք կտորներ ստանալ բարձր բարձրությունև ծավալը, որով նրանք ստեղծում են կաթսաներ, խոհանոցային լվացարաններ, լապտերներ, գավաթներ և այլն:
Գործիքները կարող են պատրաստվել նաև առանց թերթի մամլիչների: Այդ նպատակով ձողը պետք է պայմանավորված լինի համապատասխան շեղակներով, որպեսզի հեշտացնեն նյութի շարժումը ձգման պահին, ինչպես ցույց է տրված գրաֆիկում: Նրանք պատասխանատու են քաշման ընթացքում նյութի շարժման հեշտության կամ ոչ շարժման համար, պատասխանատու են նաև ծալքերի առաջացման համար, որոնք նյութը կպատռի, կստանա նյութի ավելի կարծրություն երշիկի արդյունքում։
- նպատակը - ներքին կամ արտաքին բրոշյուր;
- ունիվերսալություն - ընդհանուր և բարձր մասնագիտացված նպատակ;
- աշխատանքային շարժման ուղղությունը `հորիզոնական կամ ուղղահայաց;
- աշխատանքային շարժման բնույթը - շրջանաձև, բրոշի շարժում, աշխատանքային մասի շարժում;
- վագոնների քանակը - մեկ կամ ավելի;
- դիրք - սովորական մեքենաներ(մեկ դիրք), հետ պտտվող սեղաններ(բազմ դիրք);
- CNC-ի առկայությունը:

Ձգվող ուժի արդյունքում մոդայիկ նյութը հակված է կպչել դակիչին, և եթե դակիչի հեռացումը հեշտացնելու համակարգ չի տրամադրվում, դա կարող է ցույց տալ հետագա խնդիրներ, համապատասխան ձևը ներկայացված է ստորև աղյուսակում: կցվում է մատրիցայի ներքևի մասում պրոեկցիա կամ գարշապարը պատրաստելով:
Սովորաբար օգտագործվում են ճեղքված օղակներ՝ միացված զսպանակով, որոնք հանդես են գալիս որպես արդյունահանող, ներքին տրամագիծըօղակը պետք է ունենա համապատասխան կլորացում, որը թույլ է տալիս անցում կատարել բռունցքի և նյութի անցումը, ձգելով զսպանակը նույն իջնելու ժամանակ, իսկ բռունցքը բարձրացնելիս զսպանակը սեղմվում է, և օղակը հանդես է գալիս որպես արդյունահանող:
Հիմնական տեսակներն են.
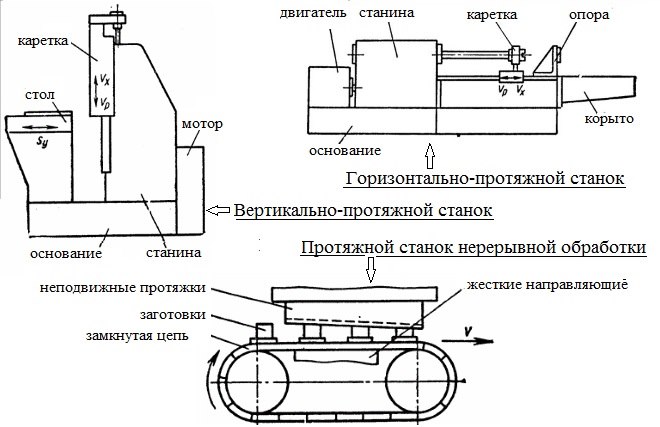
- հորիզոնական ճաքող մեքենա (անցքերի ներքին մշակման համար);
- ուղղահայաց բրոշինգ մեքենա (ներքին և արտաքին բրոշինգի համար);
- CNC կենտրոններ, որոնք ունեն աշխատանքային մասերի ավտոմատ տեղադրման/հեռացման և գործիքների փոփոխման սարքեր:
Կատարողական բնութագրերը ներառում են այնպիսի ցուցիչներ, ինչպիսիք են ձգողական ուժը` 50-ից մինչև 1000 կՆ, և բրոշի հարվածի երկարությունը` 1000-ից մինչև 2000 մմ:
Մի խոսքով, գծանկարը պետք է ձևավորի թերթի մի կտոր՝ այն ենթարկելով սեղմման և առաձգական լարումների՝ սնամեջ կտոր ձևավորելու համար: Գծանկարի օգնությամբ կարելի է կատարել մեծ շարքեր, ալիքներ, ծածկոցներ, ծածկոցներ, լույսերի ռեֆլեկտորներ, գավաթներ։ Կաղապարներ կարելի է ձեռք բերել նաև ձուլման, մետաղների և պլաստմասսայի ներարկման և այլնի համար։ օգտագործելով այս ընթացակարգը, կարող եք կտորներ ստանալ բարձր բարձրությունեւ ծավալը, որոնք շատ օգտակար են առօրյա կյանքում։
Լամինատե պողպատե շերտավորումը մետաղների պլաստիկ դեֆորմացիան է, որը առաջանում է բալոնների միջև մեխանիկական դեֆորմացիայի արդյունքում: Սա մի գործընթաց է, որը փոփոխում է նյութը՝ այն անցնելով հակառակ ուղղությամբ պտտվող գլանակների միջև: Շերտավորումը սովորաբար կատարվում է տաք վիճակում, սակայն սառը գլանումը տեղի է ունենում, սակայն սառը գլանվածքը դառնում է դյուրագրգիռ և պետք է ենթարկվի վերջնական եռացման: Գլանվածքի մեկնարկային նյութը կլոր կամ օվալաձև քառանկյուն հատույթի ձուլածո ձուլակտորներն են, ինչպես նաև սալերը. ուղղանկյուն հատված.
1.1 Հորիզոնական բացող մեքենաներ
Օգտագործվում են գծային ուղղությամբ դետալների ներքին և արտաքին մակերեսների մշակման համարօգտագործելով բրոշներ, որոնք ունեն տարբեր պրոֆիլներ:
Օգտագործվում է միայն շահագործման ընթացքում ուղղագիծ շարժումգործիք (բրոշինգ) կամ աշխատանքային մաս (մաս) հորիզոնական ուղղությամբ: Նյութի նմուշառումը (կտրումը) տեղի է ունենում բրոշի վրա ատամների միատեսակ բարձրացման պատճառով ամբողջ երկարությամբ: Աշխատանքային հոսքը կարող է ավտոմատացվել՝ տեղադրելով CNC համակարգեր:
Կոպիտ ձուլակտորները գլորում են կիսաֆաբրիկատներ արտադրելու համար և պատրաստի արտադրանք. Կոպիտ սալերը գլորվում են դարակաշարերի միջով անցնող թիթեղների և շերտերի համար: Անցյալը կոչվում է լամինացված նյութի անցում զույգ գլանների միջով: Հարթ անցումը տարբերվում է, երբ մեկ անցմանը հաջորդում է մեկ այլ անցում նույն դիրքում և եզրային անցում, որը գլորվում է հարթ անցումից առաջացող ընդարձակման ուղղությամբ: Դա անելու համար շերտավորվող նյութը պետք է պտտվի 90°-ով:
1.2 Աշխատանքային ընթացք դ Հորիզոնական բրոշինգ մեքենա SGP12 (տեսանյութ)
1.3 Ուղղահայաց բացող մեքենաներ
Ուղղահայաց թրթռիչ մեքենայի աշխատանքի սկզբունքը նույնն է, ինչին հորիզոնական տարբերակ, բայց կան մի քանի առավելություններ.
- բռունցքի առանցքը չի ճկվում կամ թեքում;
- արտադրողականությունը բարձրացնելու համար արդիականացնելիս ավելի հեշտ է տեղադրել լրացուցիչ բրոշյուրներ.
- փոքր զբաղեցրած արտադրական տարածք, քանի որ աշխատանքային շարժումը տեղի է ունենում ուղղահայաց:
2 Բրոշիչ մեքենաների մոդելներ
Մեծ մասամբ բոլոր, ինչպես հորիզոնական, այնպես էլ ուղղահայաց կողմնորոշված մեքենաները գործում են կիսաավտոմատ ռեժիմով: Որոշ մոդելներ հագեցած են CNC-ով, ինչը մեծապես հեշտացնում և արագացնում է արտադրական գործընթացը.Շարժիչը կարող է լինել հիդրավլիկ կամ էլեկտրամեխանիկական:
Կան երկու հորիզոնական դասավորված ծանր բալոններ, որոնք միմյանցից բաժանված են որոշակի հեռավորությամբ, և ձողը երկարում է, որն ավելի հաստ է, քան նշված հեռավորությունը, այդպիսով առաջացնելով շարժում: Այս շարժումը տեղի կունենա, եթե որոշակի հարաբերություն լինի գլանների տրամագծի և ձողի բարձրության միջև: Այնուհետև բալոնները ունեն եռակի գործողություն. կրճատեք գավազանի հատվածը: Երկայնական դեֆորմացիակամ գավազանի երկարացում: Լամինատորները տեղադրվում են խմբերով մեկը մյուսի հետևից։ Այսպիսով, դուք կարող եք հասնել շարունակական գնացքի:
2.1 Մոդել 7B55
Վերամշակման համար օգտագործվում է 7B55 հորիզոնական ճեղքող մեքենա ներքին մակերեսներ, ունենալով տարբեր ձևեր և չափեր, քաշելով. 7B55 մեքենայի սարքը հետևյալն է.
Եռակցված սնամեջ մահճակալի ներքին մասում տեղադրված է հիդրավլիկ շարժիչ, որը բաղկացած է հոսանքի բալոնից և ձողից, որը կարող է շարժվել ուղեցույցների երկայնքով սլայդի վրա:
Այս դասավորությունը տալիս է բազմաթիվ առավելություններ, հատկապես գլանման ժամանակի կրճատման, նույնիսկ սառեցման, լամինատի ավելի երկար երկարության առումով: Լամինատորները կոչվում են տարբեր ձևերով՝ կախված լամինացվող նյութից կամ պատրաստի լամինացման արտադրանքից: Այս դեպքում առանձնանում են ծանր, միջին և թեթև հղկման գնացքները, կիսաֆաբրիկատների գնացքները, ճառագայթները, ռելսերը, ռետինե պատնեշները, պողպատե ձողերը և այլն։ ըստ պտտվող բալոնների դասավորության լինում են երկու տեսակի պտտվող մեքենաներ՝ դուետ, շրջելի, կրկնակի և այլն։ այս դասակարգումն առավել հաճախ օգտագործվում է:

Ձողի վրա (իր ազատ մասում) ամրացված է թմբուկ, որն ունի փամփուշտ ամրացնելու համար: Կտրող գործիքի մյուս ծայրը ամրագրված է օժանդակ խցիկում:
Աշխատանքային մասի ամրացման սարքը բուն աշխատանքային մասի հետ միասին կախված է մահճակալի մարմնին: Աշխատանքային հարվածի ընթացքում սլայդի վրա գտնվող օժանդակ քարթրիջը բրիչի հետ միասին շարժվում է դեպի կոշտ կանգառ, որից հետո նրանց միջև կապը խզվում է զսպանակով բեռնված խցիկի միջոցով: Երբ գործիքը վերադարձվում է կտրման գործողությունից հետո, բրոշը նորից միանում է օժանդակ ճարմանդին:
Այն մասերը, որոնք կազմում են գլանման գործարանը: Գլանափաթեթներ կամ բալոններ. դրանք կարող են լինել հարթ գլանաձև մակերես կամ առկա են օղակաձև ակոսներում: Նրանց մեջ ամենապարզ ձևըդրանք օգտագործվում են ձուլակտորների շերտավորման համար, որոնք վերածվում են սալերի: Տարբերակել սեղանը, ձողիկները և միացման ծայրերը: Սեղան - աշխատանքային մաս, գլանաձեւ, հարթ կամ ծալքավոր: Երկարությունը կապ ունի տրամագծի հետ։ Թփերը թույլ են տալիս բալոնները տեղադրել ֆոսֆորային բրոնզե աջակցության առանցքակալների մեջ, իսկ դա, իր հերթին, շրջանակի մեջ:
Միացման ծայրերը անհրաժեշտ են մի քանի տուփեր կամ բաժանարարներ միացնելու համար, որոնց գլանափաթեթները շարժվում են ընդհանուր շարժիչով: Վանդակներ, տուփեր կամ վանդակներ. սրանք այն հենարաններն են, որտեղ տեղադրվում են առանցքակալները, որոնք պահում են գլանները: Դրանք ձևավորվում են պողպատե մասեր ուղղահայաց ուղեցույցներով, որոնցում տեղակայված են առանցքակալներ: Յուրաքանչյուր հենարանի վրա պտուտակ է պահում վերին մխոցը որոշակի բարձրության վրա: Դուետի, տրիոյի և կրկնակի դուետների կատարում։ Ձողը տեղադրվում է մի կողմից, իսկ հակառակ կողմը տեղափոխվելուց հետո այն անցնում է նախորդ կողմը:
7B55 մեքենայի սարքը նախատեսված է կիսաավտոմատ աշխատանքի համար, բայց հնարավոր է տեղադրել CNC տարրեր լրիվ ավտոմատացման համարաշխատանքային հոսքը.
Բրոշի շարժումը ապահովվում է հիդրավլիկ սարքով, որն ունի երկու պոմպ: բարձր ճնշում. Մեկը յուղ է մատակարարում հիմնական բալոնին րոպեում 200 լիտր արագությամբ, մյուսը ապահովում է օժանդակ հիդրավլիկ բալոն՝ յուղի մատակարարմամբ րոպեում 25 լիտր արագությամբ:
Այս գործողությունը կարող է կատարվել երկու եղանակով՝ այն դնելով բալոնների գագաթին կամ անցնելով տակով, տափակաբերան աքցանով թեքելով, որպեսզի այն կրկին մտցվի բալոնների արանքում։ Տրիո. օգտագործվում է բարի պասիվ վերադարձի ժամանակը նվազեցնելու համար: Երրորդ մխոցը դրվել է դուետի տակ կամ վերևում։ Ձողը անցնում է ստորին մխոցի և միջանկյալ գլանների միջև, իսկ հետո միջանկյալ և վերին բալոնների միջև՝ կատարելով պտտվող գործողություններ՝ նվազեցնելով պարապուրդի ժամանակը: Դրանք կատարվում են նաև ավտոմատ կերպով թեքվող սեղանների և հեռարձակող գլանափաթեթների միջոցով, որոնք հերթափոխով թեքվում են մյուս ուղղությամբ։
Ձգող ուժը 98 կՆ է, աշխատանքային հարվածը՝ 1600 մմ, ձգման արագությունը՝ րոպեում 1,5-ից մինչև 11,5 մետր, իսկ հակառակ հարվածը՝ 20-ից 25 մ/րոպե։ Հիմնական պոմպի համար էլեկտրական շարժիչի հզորությունը 17 կՎտ է։ Ընդհանուր քաշը՝ 6900 կգ։
2.2 Մոդել 7523
Մեքենայի մոդել 7523-ը կիսաավտոմատ հորիզոնական բրոշինգ մեքենա է: Օգտագործվում է անցքեր ունեցող մասերի մշակման համար տարբեր չափերիև ձևավորում է քաշելով:
Կրկնակի դուետ. դրանք դասավորված են արկղերի կամ վանդակների մեջ, մեկը մյուսի հետևից, բայց շարունակ տարբեր բարձրություններ. Միակ բացասական կողմը հինգերորդ հանդերձի օգտագործումն է: Կեղծ եռյակ. Տրիոյի առավելությունը կարելի է ձեռք բերել նաև երկու զույգ բալոններ իրար կողքի դնելով: Այս դիրքորոշումը կոչվում է կեղծ եռյակ: Օգտագործվում է նոսր պրոֆիլային լամինատներում։
Առավելությունը շարունակականությունն է և ցածր սառեցումառաջացել է ձողի գետնի հետ շփումից: Դրանք ջեռուցվում են՝ ապահովելու ճկունություն և ճկունություն՝ հեշտացնելու այն տարածքի կրճատումը, որին այն պետք է ենթարկվի: Աշխատանքային կտորների տաքացման գործընթացում պետք է հաշվի առնել. պողպատի տաքացման բարձր ջերմաստիճանը կարող է հանգեցնել հացահատիկի ավելցուկ աճի և պողպատի այրման հետևանքով առաջացած թերության, որն առաջացնում է ճաքեր, որոնք հնարավոր չէ հեռացնել: Ցածր ջերմաստիճանջեռուցումն առաջացնում է պողպատի ճկունության նվազում, մեծացնում է դեֆորմացման դիմադրությունը և կարող է առաջացնել ճեղքվածք գլանման ժամանակ:

Կիսաավտոմատ 7523-ի վրա գծված են կլոր և ճեղքավոր անցքեր, առանցքային ուղիներև այլն: Մեքենան 7523-ը գործարկվեց 1987 թվականին և փոխարինեց որոշ հնացած 7B57-ին:
Հորիզոնական բրոշի մեքենայի բնութագրերը 7523.
- ճշգրտության դաս - H;
- աշխատանքային ձգողական ուժ - 100 կՆ;
- աշխատանքային սլայդի հարված - 1250 մմ;
- էլեկտրական շարժիչ հզորություն - 11 կՎտ;
- ընդհանուր չափերը երկարությամբ, լայնությամբ, բարձրությամբ - 6000 × 2000x1715 մմ;
- քաշը - 4100 կգ.
2.3 Մոդել 7534
Հորիզոնական բացման միավոր 7534 օգտագործվում է ձգողական մշակման համարկլոր, ճեղքավոր անցքեր, տարբեր չափերի և ձևերի առանցքներ: Օգտագործվում է մեծ և փոքր արտադրության, ինչպես նաև անհատական օգտագործման համար։
Գլանափաթեթների միջև հեռավորությունը նվազում է, քանի որ պողպատի հաստությունը նվազում է: Առաջին զույգ գլանափաթեթները, որոնց միջով անցնում է ձուլակտորը, հայտնի է որպես կոպտացում կամ կոպտացում: Կոշտացումից հետո պողպատն անցնում է կոպիտ գլանման գործարաններին և ավարտական գնացքներին, որոնք այն վերածում են ճիշտ թերթերի։ խաչաձեւ հատվածը. Շարունակական գլանման գործարանները հագեցված են մի շարք աքսեսուարներով, ինչպիսիք են եզրային գլանափաթեթները, թթու թթուների կամ վերամշակման սարքերը և սարքերը, որոնք ավտոմատ կերպով կռում են թերթիկը, երբ այն հասնում է գնացքի վերջնամասին:
Եզրային գլանափաթեթները ուղղահայաց գլանափաթեթների խմբեր են, որոնք տեղակայված են թերթի երկու կողմերում՝ իրենց լայնությունը պահպանելու համար: Թթու թթու սարքը հեռացնում է թիթեղի մակերեսին գոյացած կեղևը՝ այն մեխանիկորեն անջատելով, օդի շիթով հեռացնելով կամ ճանապարհի ինչ-որ կետում թերթիկը կտրուկ թեքելով։ Պատրաստի թերթիկները տեղադրվում են փոխակրիչ ժապավենի վրա և տեղափոխվում այլ վայր՝ եռացման համար և կտրվում առանձին թերթերի:
Կիսաավտոմատ 7534 կարող է համալրվել լրացուցիչ սարքավորումներ, որի օգնությամբ հնարավոր է դառնում մշակել տարբեր ձևերի արտաքին մակերեսների քաշում։

7534 մեքենայի վրա թույլատրվում է ավտոմատ բեռնման և բեռնաթափման սարքի տեղադրում, իսկ CNC-ի հսկողության ներքո 7534 մեքենայի աշխատանքը դառնում է լրիվ ավտոմատ։
Բացի պողպատե թերթերից, պրոֆիլները կարող են արտադրվել նաև այնպիսի ձևերով, որոնք պատրաստված են գլանափաթեթներով, որոնք ակոսավոր են՝ ապահովելու համար ճիշտ ձև. սառը գլանվածքօգտագործվում է միայն փոքր հատուկ չափսերի և լեգիրված պողպատների և հատուկ պողպատների լամինացման համար: Թիթեղները դուետով գլորվում են սառը, և ելքի գոտին վերադառնում է վերին մխոցի իր սկզբնական դիրքին. անշրջելի դուետ. Հաճախ վերին մխոցը չի անում:
Laut Trio-ն ապահովում է ավելի լավ նկարչական էֆեկտ՝ շնորհիվ ավելի փոքր տրամագծով միջանկյալ բալոնի: Չորրորդ ջրաղացում երկու բարակ աշխատանքային բալոնները հենվում են երկու մեծ տրամագծով բալոնների վրա, որպեսզի խուսափեն նյութի կռումից: Այս գլանները կարող են գործել շրջադարձային հոսանքներով: Լայն ու կոշտ պողպատե թերթերերբեմն լամինացված հինգերորդ ջրաղացում: Նրանք ունեն երեք բարակ աշխատանքային բալոններ, որոնք ապահովված են երկու ավելի մեծ տրամագծով բալոններով: Աշխատելու ձևը համապատասխանում է եռյակի տեսակին. Չորրորդ և հինգերորդ ջրաղացները մեկ անցումով ավելանում են։
Horizontal Broaching Machine 7534-ի առանձնահատկությունները.
- աշխատանքային շարժման հիդրավլիկ շարժիչը ապահովված է առանցքային մխոցային պոմպով.
- ժամանակակից քսում համակարգ, որն ունի չափված յուղի մատակարարում և քսման դադարեցման ազդանշան.
- աշխատանքային հեղուկի կրկնակի զտում նուրբ ֆիլտրի միջոցով և մաքրման աստիճանի էլեկտրատեսողական վերահսկում.
- առանց խողովակների հիդրավլիկ սարքավորումների տեղադրում, որոնցում օգտագործվում են միասնական թիթեղներ.
- Այն ունի ջերմափոխանակման սարք, որը օդով սառեցնում է յուղը հիդրավլիկ շարժիչում:
Տեխնիկական պայմաններ:
Շերտերի սառը լամինացիայի համար տեղադրվում են տարբեր լամինացման տուփեր։ Ընդհանուր առմամբ, դրանք լամինացված են չորրորդ արկղերում և շրջելի դուետներում, որտեղ դուետարկղը հաճախ ծառայում է կոպիտին, սակայն նման տուփերը հաճախ տեղադրվում են նաև հալված շերտերը նորից գլորելու համար: Կան նաև մի քանի տուփից բաղկացած եռամսյակային գնացքներ, որոնցում ցանցը պտտվում է 2 մմ հաստությամբ։ Այս բազմաթիվ տուփերում աշխատանքային բալոնները շատ բարակ են՝ 4 մմ-ից պակաս տրամագծով: Ինչի համար դրանք պետք է պատշաճ կերպով հենվեն մեծ բալոններում:
Աշխատանքային բալոնների փոքր տրամագիծը ձեռնտու է մեծ տրամագծերի համեմատ, քանի որ այն նվազեցնում է շարժակազմի ուժը, ապահովում է ավելի լավ երկարացում և, ընդհակառակը, նվազեցնում է ընդլայնումը: Բացի այդ, թողունակության ճշգրտությունն ավելի մեծ է: Շերտի լամինացիայի դեպքում ժապավենը դուրս է գալիս կոճից և միջով անցնելուց հետո պտտվում է երկրորդ օղակի վրա: Այս դասավորությամբ հնարավոր է ուժեղացնել գլանման գործընթացը ցանցում ուժեղ առաձգական ուժով, ոլորման կծիկը դանդաղում է, այնպես որ ցանցը մուտքային կողմից ստանում է ձգողական ուժ, իսկ ոլորուն հետադարձ կապհաղորդում է կտավին նաև ելքային մասի առաձգական սթրեսը:
- ձգող ուժ - 250 կՆ;
- աշխատանքային սահնակի հարված - 1600 մմ;
- մակերեւույթ աշխատանքային ափսե- 450 × 450 մմ;
- ճակատային ափսե տրամագծով - 360 մմ;
- արագություն աշխատանքային հարվածի ընթացքում `1-ից 13 մետր րոպեում;
- աշխատանքային մասի առավելագույն արտաքին տրամագիծը `600 մմ;
- ընդհանուր չափերը - 7205 × 2200x1810 մմ;
- քաշը՝ 6250 կգ։
2.4 Տնական բրոշինգ մեքենա
Սեփական ձեռքերով, անհատական նպատակներով աշխատելու համար, տնային արհեստավորների հատուկ կարիք չկա: Բայց, այնուամենայնիվ, կան մասնագետներ, ովքեր առանձին-առանձին զբաղվում են մասերի այս տեսակի մշակմամբ բավականին մեծ ծավալներով: Հետևաբար, նրանց համար միանգամայն տեղին է ինքնուրույն սարքի պատրաստումը, որն օգտագործում է կտրող բրոշկա:

Ինքը՝ մեքենան, որը պատրաստվելու է ձեռքով, կարող է լինել պարզ սարք, որն ապահովում է կտրող գործիքի ուղղագիծ շարժումը (բրոշինգը)՝ օգտագործելով հիդրավլիկ կամ էլեկտրամեխանիկա։ Ավելին պարզ տարբերակհիդրավլիկ շարժիչի կատարումն է:
Հիմնական խնդիրը, որն առաջանում է սեփական ձեռքերով աշխատելիս տնական մեքենաարտադրության ապահովումն է բրոշյուրներով ( կտրող գործիք).Դժվար է դա ինքներդ պատրաստելհետեւաբար, իրենց հաշվարկներում, ըստ ժողովի տնային մեքենաձեր սեփական ձեռքերով, դուք պետք է կառուցեք պատրաստի արտադրական բաղադրիչները:
Մեքենաների սարքավորումներ.
- մահճակալ (խոռոչ եռակցված մետաղական թիթեղտուփ);
- հիդրավլիկ (էլեկտրամեխանիկական) շարժիչ;
- տուփի ներսում ուղեցույցների երկայնքով շարժվող սահնակ;
- գավազան, որը ամրացված է սլայդի վրա և ունի փամփուշտ մի ծայրում բրոշը ամրացնելու համար.
- տուփի վերջում աշխատանքային մասի ամրացման սարք;
- վերահսկում է կտրող գործիքի շարժը:
Մանր մասերի հետ աշխատելու համար, օրինակ, պտուտակի փոսում ընտրություն կատարելը, բրոշի ազատ ծայրը ամրացնելը պարտադիր չէ։ Բրոշի կտրող մակերեսի յուղումը և սառեցումը կարող են իրականացվել ձեռքով, առանց դրա համար հատուկ ձևավորում ստեղծելու:
Բրոչինգը գործիք է, որն օգտագործվում է մետաղը բրոշինգով մշակելու համար (մետաղների կտրման ամենատարածված տեխնոլոգիական գործողություններից մեկը): Այս տեխնոլոգիան օգտագործվում է բազմաթիվ ոլորտներում օգտագործվող մասերի համար:
Բրոշների աշխատանքային մակերեսը կարող է ունենալ տարբեր պրոֆիլ՝ կախված գործիքի նպատակից և տեսակից:
Ինչի համար է ձգվելը:
Նման տեխնոլոգիական գործողությունը, ինչպիսին բրոուչինգն է, համարվում է ամենաշատերից մեկը արդյունավետ ուղիներմետաղի կտրում. Դրա իրականացման համար պահանջվում է բրոշող մեքենա և հատուկ գործիք, որի օգտագործումը տալիս է 0,32 մկմ կարգի կոպտությամբ մակերես և 6-րդ դասարանին համապատասխանող երկրաչափական պարամետրերի ճշգրտություն:
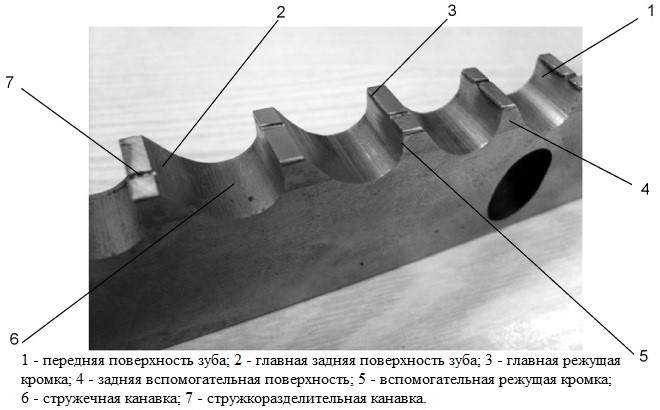
Գործիքը, որով կատարվում է մետաղի կտրումը, բաղկացած է բազմաթիվ ատամներից։ Նրանցից յուրաքանչյուրն ավելի բարձր է, քան մյուսը, երբ չափվում է իրենց բարձրության վրա՝ ուղղահայաց հարթությունում, որտեղ կատարվում է հիմնական կտրման շարժումը: Շեղբայրը բազմաթիվ կտրող շեղբերով հագեցնելը և դրանք որոշակի դիրքում դնելը թույլ է տալիս օգտագործել միայն մեկ այդպիսի գործիք, որպեսզի հեռացվի չիպսերի ամբողջ անհրաժեշտ քանակությունը ինչպես մակերեսը կոպտացնելու, այնպես էլ դրա չափաբերման ընթացքում:

Օգտագործելով բրոշի մեքենաներ, ինչպես նաև մասնագիտացված գործիքներ, հնարավոր է մշակել տարբեր կոնֆիգուրացիաների արտադրանքի ինչպես արտաքին, այնպես էլ ներքին մակերեսները: Բրոուչինգը չի օգտագործում սնուցման շարժում. ամբողջ մշակումն իրականացվում է բրոչինգով հիմնական շարժում կատարելով, որը կարող է լինել պտտվող կամ թարգմանական: Նմանատիպ սկզբունքով է աշխատում անցք ծակող գործիքը: Չնայած այս տեխնոլոգիական գործողությունների բոլոր նմանություններին, նրանց միջև հիմնարար տարբերությունն այն է, որ որոնվածի գործիքը աշխատում է սեղմման մեջ, իսկ բռունցքը աշխատում է լարվածության մեջ:
Ստորև բերված տեսանյութը ցույց է տալիս խողովակի ներքին մակերեսը քաշելով մշակելու գործընթացը։
Բրոուչինգը, երբ համեմատվում է մետաղի կտրման այլ մեթոդների հետ, ունի առավելությունների մի ամբողջ ցանկ, որոնք ներառում են.
- օգտագործվող սարքավորումների շահագործման արժեքը նվազեցնելու հնարավորությունը.
- բրոշի մաշվածության բարձր դիմադրություն;
- բարձր տոկոսադրույքրոպեանոց կերակրումը պայմանավորված է նրանով, որ վերամշակումն իրականացվում է միանգամից մի քանի կտրող ատամներով.
- բրոշինգ մեքենաների վրա աշխատելու ունակություն նույնիսկ ցածր մասնագիտական պատրաստվածություն ունեցող մասնագետների համար.
- Պաշարների հեռացում մակերևույթից բարձր հարաբերական արագությամբ (սա նշանակում է վերամշակման բարձր կատարողականություն);
- բուժված մակերեսի ցանկացած տեսակի ամուսնությունը վերացնելու ունակություն.
- մետաղական արտադրանքի բարձր ճշգրտության մշակում.
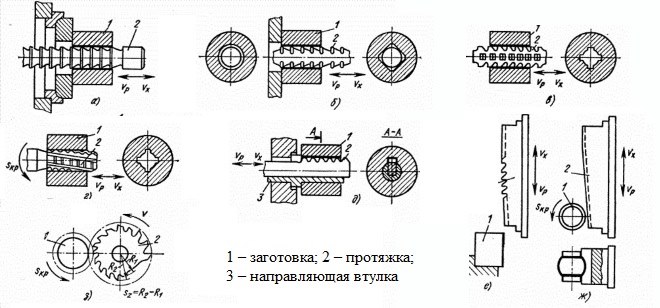
Տարբեր տեսակի հորատման անցքերի և մակերեսների դիագրամներ
Գործիքը, որով հագեցված են բրոշինգ մեքենաները, հիմնականում պատրաստված է միջին լեգիրված նյութերից, որոնք բավականին թանկ են։ Այդ իսկ պատճառով դրա օգտագործումը խորհուրդ է տրվում այն արտադրություններին, որոնք արտադրում են իրենց արտադրանքը մեծ և զանգվածային խմբաքանակներով:
Միևնույն ժամանակ, բրոշինգ մեքենաները և բրոշինգը կարող են օգտագործվել նաև մետաղական իրերի փոքրածավալ և միակողմանի արտադրության մեջ, եթե դրանց երկրաչափական պարամետրերը ստանդարտացված են: Դուք չեք կարող անել առանց նման տեխնոլոգիական գործողության և այն դեպքերում, երբ դա մշակման միակ հնարավոր կամ ամենաեկամտաբեր միջոցն է։
Բրոշների տարատեսակներ և դիզայն
Բրոշները դասակարգվում են ըստ մի շարք պարամետրերի. Գոյություն ունեն բրոշյուրների հետևյալ տեսակները.
- գերարագ, գործիքային պողպատից կամ կոշտ խառնուրդից պատրաստված կտրող մասով.
- պինդ կամ հավաքովի - կախված դիզայն;
- մեկ կամ բազմաբնակարան անցում - կախված նրանից, թե քանի բրոշկա է պարունակվում մեկ աշխատանքային հավաքածուում.
- աշխատել աստիճանավոր, պրոֆիլային կամ առաջադեմ մեթոդով - կախված նրանից, թե ինչպես է նպաստը հանվում մասի մակերեսից.
- աշխատանքային մասի վրա կտրող շեղբերների ուղիղ և թեք կամ պտուտակաձև և օղակաձև դասավորությամբ։

Բրոշների տարբեր տեսակներ առանձնանում են նաև ըստ իրենց հիմնական նպատակի, և այս դասակարգումը կարելի է անվանել ամենակարևորներից մեկը։ Այսպիսով, կախված այս պարամետրից, առանձնանում են արտաքին և ներքին մակերևույթների բրոշյուրները: Բացօթյա աշխատանքի համար նախատեսված գործիքի միջոցով հնարավոր է մշակել տարբեր կոնֆիգուրացիաների մակերևույթներ (փոխանցիկներ, եղլնաձլ տիպի պրոֆիլներ, ակոսներ, այդ թվում՝ T-աձև, գլանաձև լիսեռներ, տարբեր ձևերի ակոսներ, այդ թվում՝ աղավնու պոչ, պտտվող լիսեռներ, և այլն):

Broach-ը կարող է մշակել տարբեր պրոֆիլների մակերեսներ
Ավելի տարածված է անցք բացելը տեխնոլոգիական շահագործումքան արտաքին մակերեսների ճեղքումը: Օգտագործելով բրոշինգ մեքենա և բրոշինգ, դուք կարող եք մշակել հետևյալ տեսակի ներքին մակերեսները.
- առանցքային ուղիներ;
- պտուտակային տիպի ակոսներ;
- կլոր անցքեր (կլոր անցքերի համար բրոշյուրներ);
- տարբեր թվով երեսներով անցքեր (երեսապատված բեկորներ);
- slotted անցքեր (slotted broaches).

Անցքեր պատրաստելու համար նախատեսված ճեղքվածք
Չնայած այն հանգամանքին, որ ներքին մակերեսների բուժման համար օգտագործվում են Տարբեր տեսակներբրոշիկներ, այս գործիքների դիզայնը գրեթե նույնական է և ներառում է մի քանի բաղադրիչ:-ի ճակատը
Սա ուղղորդող տարրն է: Նախքան մշակումը, մասը ամրացվում է գործիքի ճակատային մասում, որն այնուհետև սահուն կերպով տեղափոխում է աշխատանքային մակերեսը կտրող եզրերբրոշներ. Գործիքի առջևի մասի անվանական հատվածը և մշակվող անցքի չափը պետք է համընկնեն, և հարմարեցման աստիճանի ընտրությունը կատարվում է հաշվի առնելով բացվածքի և անցքի պատերի միջև անհրաժեշտ բացը:
ՇանկՕգտագործելով այս տարրը, բրոշը ամրացվում է օգտագործված սարքավորումների փամփուշտի մեջ: Ե՛վ կլոր, և՛ հարթ տիպի վզնոցների համար սրունքների չափերը խստորեն նշված են համապատասխան դրույթներով. նորմատիվ փաստաթղթեր(ԳՕՍՏ 4043-70 և 4044-70):

կտրող մաս
Բրոշի այս տարրը բաղկացած է բազմաթիվ ատամներից և պատասխանատու է մշակված մակերեսից պահանջվող չափը հեռացնելու համար: Աստիճանաբար փոխվում են բրոշի կտրող ատամների երկրաչափական պարամետրերը՝ սկսած նրա առջևի մասից և վերջացրած մեջքով։ Այսպիսով, առջևի ատամն ունի մշակման ենթակա անցքի ձևն ու չափերը, իսկ հետևի կտրող տարրը ունի երկրաչափական պարամետրեր, որոնք համապատասխանում են պատրաստի անցքի բնութագրերին: Հաշվի առնելով այն հանգամանքը, որ ցողունի ատամների բարձրությունը աստիճանաբար մեծանում է դեպի հետևի կողմը, մշակման ընթացքում սնուցման տեղաշարժ չի նկատվում, մինչդեռ ավելցուկը արդյունավետորեն հեռացվում է մշակման ենթակա մակերեսից:
Երկար և ծանր բրոշները հագեցված են այս տարրով, որպեսզի ապահովեն նրանց կայուն հանգիստը:
Հետևի ուղեցույցԲրոշի այս հատվածն անհրաժեշտ է, որպեսզի վերջին կտրող ատամը դուրս գա իր անցքից, մշակման կտորը չծռվի:
Կալիբրացիոն մասԱյս տարրը բնութագրվում է ատամների ավելի փոքր քանակով, քան բրոշի կտրող հատվածը: Կալիբրացիոն մասի վրա տեղադրված ատամների ձևն ու չափերը լիովին նույնական են պատրաստի անցքի հետ:
Փեղկավոր բրոշյուրների տեսակները և դրանց շրջանակը
Սլոտային բրոշը, ինչպես նշվեց վերևում, օգտագործվում է ներքին մակերեսները մշակելու համար, որոնց վրա կան ցցված տարրեր: Նման գործիքները, կախված կտրիչների քանակից և տեսակից, որոնցով հագեցած են, կարող են լինել.
- involute;
- սուր-slotted;
- 6 ցցված;
- 8 ցցված;
- 10 ցցված.

Կախված իր տեսակից, ճեղքավոր բրոշը կարող է արտադրվել հետևյալ կարգավորող փաստաթղթերից մեկի համաձայն.
- involute տիպի պրոֆիլով. 50038-92 - երկու անցուղի համակցված; 50035-92, 28050-89 - կանոնավոր համակցված տեսակ; 25158-82, 25159-82 - 15–90 մմ հատվածով փոս մշակելու համար; 25157-82 - 12–14 մմ խաչմերուկով անցքերի մշակման համար; 25160-82 - 45–90 մմ խաչմերուկով անցքերի մշակման համար;
- ուղիղ միակողմանի պրոֆիլով. 25971-83, 25972-83 - ութ պտտվող անցքերի մշակման համար; 25969-83, 25970-83 - վեց պտտվող անցքերի մշակման համար; 24822-81, 24823-81 - տասը պտտվող անցքերի համար;
- պտուտակային սրունքով` R 50035-92, 50036-92, 50037-92, 28048-89, 28049-89 և այլն:
Որոշ դեպքերում, երբ հնարավոր չէ ընտրել ստանդարտ գործիք, բրոշյուրների արտադրությունը կարող է իրականացվել հատուկ մշակված նախագծային փաստաթղթերի համաձայն:
Օգտագործելով անցքերով բրոշյուրներ, դուք կարող եք արդյունավետորեն կատարել հետևյալ տեխնոլոգիական գործողությունները.
- առանցքային ուղիների և անցքերի կտրում;
- հրացանների տակառների մշակում;
- տարբեր տեսակի ներքին անցքերի չափաբերում;
- օդանավերի շարժիչների համար տուրբինային տարրերի արտադրություն;
- բարդ կոնֆիգուրացիայով արտաքին մակերևույթների բացում:
Ձգող սարքավորում
Բրոուչ մեքենաները բաժանվում են տարբեր տեսակների՝ ըստ մի շարք պարամետրերի. Այս տարբերակները, մասնավորապես, հետևյալն են.
- նպատակը - իրականացնել արտաքին կամ ներքին մակերեսների մշակում.
- ունիվերսալության աստիճան - մեքենաներ ընդհանուր և բարձր մասնագիտացված նպատակների համար.
- ուղղությունը, որով շարժվում է գծված տարրը (աշխատանքային շարժում) - հորիզոնական բրոշող մեքենաներ կամ ուղղահայաց բրոշող մեքենաներ.
- կատարված աշխատանքի շարժման տեսակը՝ հետ շրջանաձեւ երթեւեկություն, բրոշի կամ աշխատանքային մասի շարժման հետ;
- մեքենայի վրա տեղադրված վագոնների քանակը `մեկ կամ բազմավառ.
- մեքենայի աշխատանքային մեխանիզմով զբաղեցրած դիրքերի քանակը՝ մեկ և բազմաբնակարան (պտտվող աշխատասեղանով);
- ավտոմատացման մակարդակ՝ CNC-ով և առանց:
Նման սարքավորումների ամենատարածված տեսակներն են.
- հորիզոնական ձգվող ունիվերսալ մեքենաօգտագործվում է ներքին մակերեսների մշակման համար;
- ուղղահայաց տիպի մեքենաներ, որոնք կարող են օգտագործվել ինչպես արտաքին, այնպես էլ ներքին մակերեսների համար.
Մենք նաև խորհուրդ ենք տալիս
 Արտադրողական և վերարտադրողական մտածողություն
Արտադրողական և վերարտադրողական մտածողություն
 Խելամիտ էգոիզմ - ո՞րն է ողջամիտ էգոիզմի տեսությունը:
Խելամիտ էգոիզմ - ո՞րն է ողջամիտ էգոիզմի տեսությունը:
 Բորիս Նիկոլաևիչ Ելցին, Ռուսաստանի առաջին նախագահ
Բորիս Նիկոլաևիչ Ելցին, Ռուսաստանի առաջին նախագահ
 Ստորգետնյա կռիվներ. Ստորգետնյա արքաներ. Ի՞նչ է «պայքարը հանուն զանգվածների»: Որտեղ կարելի է պայքարել փողի համար:
Ստորգետնյա կռիվներ. Ստորգետնյա արքաներ. Ի՞նչ է «պայքարը հանուն զանգվածների»: Որտեղ կարելի է պայքարել փողի համար:
 Յակով Պավլովը և Ստալինգրադի այլ հերոսներ, որոնք դուք պետք է իմանաք
Յակով Պավլովը և Ստալինգրադի այլ հերոսներ, որոնք դուք պետք է իմանաք
 Երազում գոյատևեք ծովում դժբախտ պատահարից - իրականում փորձեք նոր սեր
Երազում գոյատևեք ծովում դժբախտ պատահարից - իրականում փորձեք նոր սեր