Tokarski stroj za rezanje vijaka i njegove glavne komponente. Strugovi za rezanje vijaka - principi rada
Tokarilica za rezanje vijaka (TVS), prije nego što je postala ono što je danas, prešla je dug put evolucije. Sa svakom se fazom razvoja ova vrsta opreme mijenjala u veličini, rasla je snaga jedinica, proširivala se funkcionalnost, poboljšali su se parametri točnosti, ergonomije i niza drugih pokazatelja.
Zanimljivo je da se princip rada ove tehnike zapravo nije promijenio od njenog izuma. Uređaj tokarilice za rezanje vijaka je nepromijenjen u globalnom smislu riječi, kao i njegove temeljne komponente. Sačuvani su i osnovni principi rada na ovoj tehnici.
Razmotrimo detaljnije što je to oprema, bez koje je nemoguće zamisliti ne samo pojedine industrijske strukture, već i cijele sektore gospodarstva.
Bit rada TVS-a prilično je jednostavna i logična. Fiksni dio rotira duž uzdužne osi. Taj se proces naziva glavnim pokretom. Zauzvrat, alat se dovodi do dijela i čini poprečni i translacijski hod. Takve manipulacije omogućuju vam da uklonite dio izratka prava mjesta da dobijem gotov dio.
Dom razlikovna značajka tokarilica za rezanje vijaka iz konvencionalne jedinice za okretanje, smatra se da njezin dizajn predviđa prisutnost posebnog olovnog vijka, koji omogućuje vrlo precizno stvaranje novog navoja s vani praznine.
Ključne komponente jedinice
Strugovi za rezanje vijaka sastoje se od nekoliko velikih jedinica. Krevet je temeljni dio stroja, gdje su sve ostale komponente fiksirane. Krevet je izrađen od vrlo čvrstog lijevanog željeza. Teška baza s nekoliko vodilica na vrhu dizajn je koji se dokazao prije mnogo godina. Zato proizvođači tokarilica za rezanje vijaka ne mijenjaju ovaj vremenski provjereni format. Vodilice pomiču stražnji dio i čeljust.

Još jedan važan čvor u dizajnu je glava, gdje se nalazi vreteno, opremljeno steznom glavom za pričvršćivanje obratka. Također na uzglavlju se nalazi mjenjač koji prenosi rotaciju iz električni motor vreteno.
Podrška je važan element za napajanje reznog alata. Dizajn uključuje poseban nosač, držač alata i pregaču. Za pričvršćivanje alata potreban je držač alata. Nosač pomiče alat duž vodilica.
Dizajn pregače uključuje mehanizme za upravljanje čeljustima i posebne klizače koji se kreću izravno duž pregače u uzdužnom i poprečnom smjeru. Pogon do pregače javlja kutiju za hranu. Gitara ugrađena u kutiju omogućuje podešavanje visine niti. Zadnji nosač služi kao držač za nestandardne veličine. Osim toga, na njemu se nalazi alat, bilo da se radi o bušilicama, razvrtačima ili upuštačima.
Treba napomenuti da se ovaj dizajn tokarilice za rezanje vijaka smatra standardnom opremom za ovu vrstu opreme. To ne isključuje prisutnost neobaveznih čvorova. NA posljednjih godina mnogi proizvođači opremaju opremu mehanizmima za kopiranje i posebnim mlaznicama za mljevenje, što značajno proširuje funkcionalnost tradicionalne jedinice.
Štoviše, ozbiljna konkurencija standardni modeli su CNC tokarilice za rezanje vijaka. Usput, potonje karakterizira povećana produktivnost, točnost i jednostavnost korištenja.
Ovisno o uređaju tokarilice za rezanje vijaka, ovu opremu moguće je klasificirati prema nizu značajki. To može biti stupanj automatizacije procesa obrade obratka, značajke dizajna jedinicu i namjenu određenog modela.
Danas gruba podjela ove tehnike može biti njezina klasifikacija na automatske i poluautomatske. Također, tokarilice za rezanje vijaka su horizontalnog i vertikalnog tipa. Ovisi o tome gdje se nalazi vreteno. Jedinice vertikalnog tipa koriste se kada postoji potreba za obradom kratkih, teških dijelova.

Jedan od najvažnijih parametara na koji majstor treba obratiti pažnju pri odabiru stroja je razina opterećenja na pokretnim konstrukcijskim elementima. Što je svaki pojedini dio stroja slabiji, veća je vjerojatnost da će oprema često otkazivati i stajati u stanju mirovanja. To se posebno odnosi na one koji koriste nenovu tehnologiju.
Čak i nakon godina aktivne upotrebe, krutost okvira mora ostati na izvornoj razini, a svaki čvor mora besprijekorno obavljati svoju funkciju. Samo u ovom slučaju možemo govoriti o visokim performansama jedinice na granici svojih mogućnosti.
Danas će tokarski strojevi za rezanje vijaka zadovoljiti visokom preciznošću, neusporedivom s jedinicama proizvedenim sredinom prošlog stoljeća. Alati kojima je ova tehnika opremljena izrađeni su od visokokvalitetnih tvrdih legura izvrsne čvrstoće. Gotovo svi moderni alatni strojevi standard su točnosti i produktivnosti. Sve to još jednom potvrđuje da, iako se ova tehnika izvana nije toliko promijenila, njene operativne karakteristike svake godine napreduju.
nalazima
Strugovi za rezanje vijaka su oprema koja je stabilno tražena u Rusiji. Danas je majstor dostupan ogroman izbor nove i rabljene jedinice. domaći proizvođači takve tehnologije u potpunosti zadovoljiti potrebe za njom. Istodobno, imaju i ozbiljne konkurente, posebice među azijskim i europskim markama.
Kako god bilo, ruske proizvodne tvrtke imaju sve za stvaranje visokokvalitetne konkurentne opreme. Pristupačne cijene, visoka kvaliteta komponente i učinkovit razvoj inženjeringa čine ovu tehniku vrlo popularnom u postsovjetskom prostoru.
Laboratorijski rad
Proizvodnja i industrijske tehnologije
Riža. Tokarilica za rezanje vijaka Glavne komponente i pokreti stroja 16K20 U glavi 1 sl. Kratak Tehničke specifikacije stroj Najveći promjer izratka koji se obrađuje iznad ležišta mm 400 Najveći promjer obratka koji se obrađuje iznad donjeg nosača mm 220 Najveći promjer obrađene šipke mm 53 Najveća duljina obratka za obradu mm 71010001400 Brzina vretena min1 1251600 Broj brzina vretena 22 navoja:...
Uređaj tokarilice za rezanje vijaka, rad na njemu, pribor i alati
Cilj: proučiti uređaj tokarilice za rezanje vijaka i namjenu njegovih glavnih sastavnih dijelova i dijelova; upoznat sa alati za rezanje, ^ služi za izvođenje raznih operacija tokarenja; Upoznajte se s vrstama tokarenja i priborom koji se za to koristi.
Oprema. Tokarilica za rezanje vijaka mod. 16K20; alati za tokarenje, bušilice, upuštači, razvrtači, slavine, matrice; patrone, centri, lunete;
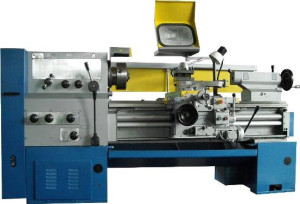
Univerzalni tokarski stroj za rezanje vijaka mod.16K20 je dizajniran za obradu izratka u obliku tijela okretanja, kao i za rezanje različite vrste niti
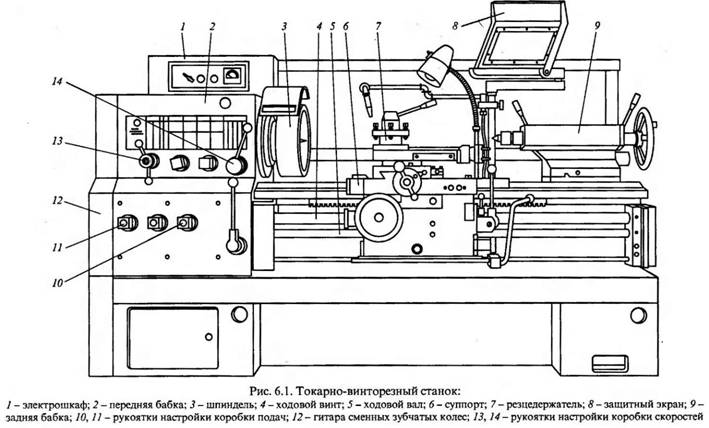
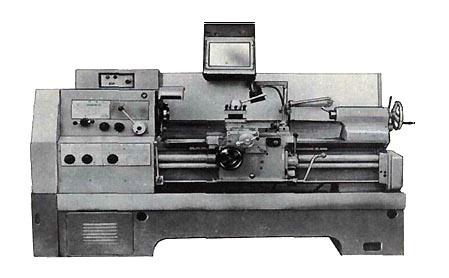
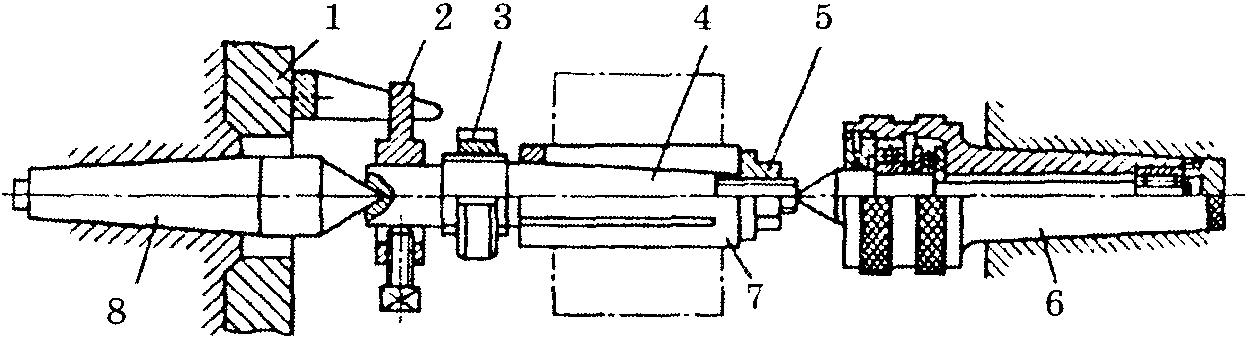
Sl. 1. Tokarilica za rezanje vijaka
Glavne komponente i pokreti stroja 16K20
U uzglavlju 1 (sl. 1), postavljen vreteno i mjenjač.,dizajniran za promjenu frekvencije i smjera vrtnje vretena s obratkom. stražnji dio 2 podupire radni komad pri radu centrima i služi za osiguranje instrument, rupa za obradu(bušilice, upuštači, razvrtačiitd.). Prilikom promjene duljine izratka, stražnji dio se pomiče duž vodilica. Kaliper 3 nosi držač alata s rezačem i obavještava ga o uzdužnom ili poprečnom kretanje duž osi obratka. Pregača 4 je dizajniran za prijenos kretanja na čeljust iz olovni vijak 5 ili olovna osovina 6 u uzdužnom i poprečnom smjeru. Mjenjač 8 regulira dovod i uključuje vodeći vijak.
Na krevetu 7 montirane glavne komponente stroja. Prilikom obrade na tokarilica glavni pokret je rotacija vretenas pripremom. Prilikom okretanja cilindrične površine, nosač čeljusti s rezačem ima uzdužni pomak, a kada se klizač čeljusti pomiče,križno napajanje. Prilikom rezanja kraja površine, poprečno pomicanje postaje kontinuirano kretanje, a uzdužno služi za povremeno uranjanje rezača u radni komad. Nanavoj glavni pokret i uzdužno kretanje hrane čine složen pokret oblikovanja.
Gitara izmjenjivih zupčanika 9 služi za postavljanje stroja pri rezanju raznih vrsta niti rezačem.
Kratke tehničke karakteristike stroja
Najveći promjer obrađenog obratka
iznad kreveta, mm 400
Najveći promjer izratka koji se obrađuje
iznad donjeg nosača čeljusti, mm 220
Najveći promjer obrađenog
šipka, mm 53
Najveća duljina obrađene
praznine, mm 710,1000,1400
Brzina vretena, min-1 12,5-1600
Broj brzina vretena 22
Podnošenje, mm/okr.:
uzdužno 0,05-2,8
poprečno 0,025-1,4
Izrežite niti:
metrički, korak u mm 0,5-112
inča, broj niti po 1 inču 56-0,5
modularni, korak u modulima 0,5-112
visina, u terenima 56-0,5
Promjer rupe za vreteno, mm 55
Snaga glavnog motora, kW 11
Glavne vrste tokarskih radova
Na strugovima, tokarenje cilindričnih površina, obrezivanje krajeva, tokarenje vanjskih utora, rezanje metala, bušenje, razvrtanje, razvrtanje, razvrtanje, bušenje rupa i unutarnjih žljebova, centriranje, obrada, "površine s oblikovanim rezačima, narezivanje navoja s kalupima, slavine, glodala, glave za valjanje navoja, obrada konusnih površina.
Glavni alati u tokarstvu su rezači. Ovisno o prirodi obrade, rezači su grubi i završni. Geometrijski parametri reznog dijela ovih rezača su takvi da su prilagođeni za rad s velikim i malim površinama presjeka rezanog sloja.
Prema obliku i položaju oštrice u odnosu na štap, sjekutići se dijele na ravne (sl. 2, a), savijena (slika 2, b), i nacrtana (slika 2, c). Kod uvučenih sjekutića širina oštrice obično je manja od širine dijela za pričvršćivanje. Oštrica se može postaviti simetrično u odnosu na os držača rezača ili se može pomaknuti udesno ili ulijevo.
U smjeru kretanja hrane, rezači su podijeljeni na desno i lijevo. Za desne sjekutiće, glavni rezni rub je sa strane palac desna ruka, ako ga stavite na sjekutić odozgo (slika 2, a). U radnom kretanju takvi se glodala pomiču s desna na lijevo (od stražnjeg dijela prema naprijed). U lijevim sjekutićima, sa sličnim nametanjem lijeve ruke, glavni rezni rub također se nalazi sa strane palca (slika 2, b). Takvi se rezači u pomaku kreću s lijeva na desno.
 Prema namjeni, alati za tokarenje se dijele na prolazne, bušene, rezne, rezne, oblikovane, s navojem i utore.
Prema namjeni, alati za tokarenje se dijele na prolazne, bušene, rezne, rezne, oblikovane, s navojem i utore.
Kako bi se osigurala potrebna točnost i kvaliteta površine dijela uz održavanje visoke produktivnosti rada,
Lijevo Desno Lijevo Desno
sl.2. Vrste alata za tokarenje: a - ravno
b - savijen, c - zakrivljen, d - nacrtan
potrebno je odabrati ispravnu geometriju rezača. Planski kutovi ovdje igraju važnu ulogu. Kutovi u planu (slika 3) su kutovi između reznih rubova rezača i smjera pomaka: φ je glavni kut u planu, φ 1 - pomoćni kut u tlocrtu, ε - kut na vrhu (ε = 180° - φ - φ jedan ). Kutovi φ i φ 1 ovise o oštrenju i ugradnji rezača, a kut ε ovisi samo o oštrenju. Pri malom kutu φ, veliki dio reznog ruba je uključen u rad, odvođenje topline se poboljšava, a vijek trajanja alata se povećava. Pri velikom kutu φ radi manji dio reznog ruba pa se smanjuje vijek trajanja alata. Prilikom obrade dugog i tankog obratka, kada postoji opasnost od njegovog otklona, koriste se rezači s velikim kutom φ, jer će u tom slučaju sila pritiskanja biti manja. Za oblikovanje radnih komada veliki promjer odaberite φ \u003d 30 - 45 °, za tanke (nekrute) - φ \u003d 60 - 90 °.
Pomoćni kut φ 1 je kut između sekundarnog ruba i smjera dodavanja. Ako je φ 1 mali, zatim se uslijed nekog pritiska rezača pomoćni rub urezuje u obrađeni
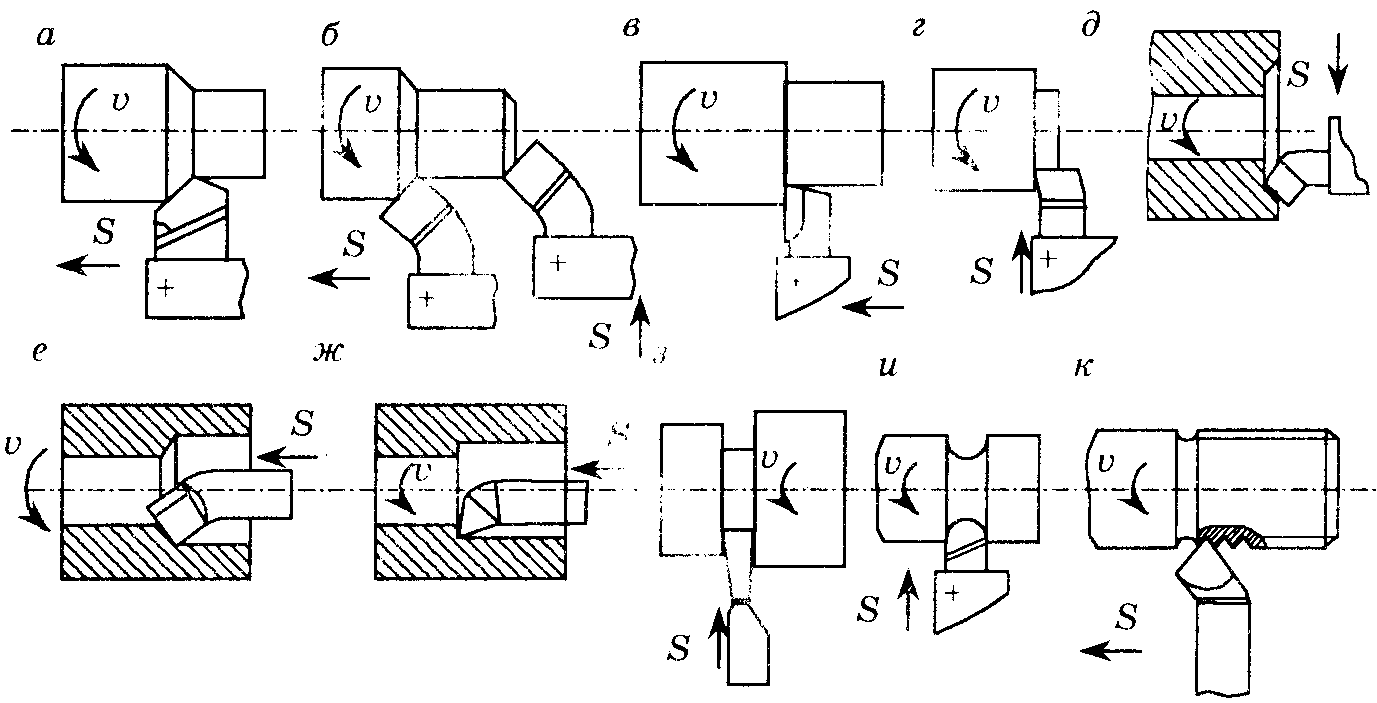
sl.4. Vrste alata za tokarenje: a - ravne linije i b - ravno-kroz savijen, u - kroz potisak, d, d - podrezivanje, e - bušenje kroz prolaz, w - bušenje potiska, h - rezanje, i - oblikovano, k - navojno
površine i pokvariti ga. Veliki kut φ 1 neprihvatljivo zbog slabljenja vrha sjekutića. Obično φ 1 = 10 - 30°.
Kroz ravne linije (slika 5.5, a) i savijen (slika 4, b) rezači se koriste za obradu vanjskih površina. Za ravne rezače, obično glavni kut u planu φ \u003d 45 - 60 °, a pomoćni φ 1 = 10-15°. Za kroz savijene sjekutiće, kutovi u planu φ \u003d φ 1 = 45°. Ovi rezači rade kao prolazi tijekom uzdužnog pomaka i kao rezači za zarezivanje tijekom poprečnog pomaka.
Za istodobnu obradu cilindrične površine i krajnje ravnine koriste se prolazi. uporni rezači(sl.4, u), rad s uzdužnim pomakom. Glavni kut u planu φ = 90°.
Rezači za zarezivanje koriste se za rezanje krajeva obratka. Rade s poprečnim pomakom prema središtu (slika 4, G) ili iz središta (slika 4, e) praznine.
Dosadni rezači koristi se za bušenje rupa, prethodno izbušenih ili dobivenih utiskivanjem ili lijevanjem. Koriste se dvije vrste glodala za bušenje: prolazni - za prolazno bušenje (slika 4, e), potisni - za gluhe (slika 4, g). Razlikuju se po obliku oštrice. Za glodala za bušenje, kut u tlocrtu φ = 45-60°, a za potisne bušotine kut φ je nešto veći od 90°.
Rezači se koriste za rezanje obradaka na komade, odrezivanje obrađenog obratka i žlijebljenje. Rade s poprečnim pomakom (slika 2, h). Alat za rezanje ima glavni rezni rub koji se nalazi pod kutom φ = 90° i dva pomoćna s kutovima φ 1 = 1-2°.
Oblikovani rezači se koriste za obradu kratkih oblikovanih površina s duljinom generatriksa do 30-40 mm. Oblik reznog ruba oblikovanog rezača odgovara profilu dijela. Po dizajnu, takvi se rezači dijele na šipke, okrugle, prizmatične, au smjeru kretanja hrane - na radijalne i tangencijalne. Na rezanje vijaka Na strojevima se oblikovane površine obrađuju, u pravilu, rezačima za jezgre, koji su pričvršćeni u držač alata stroja (Sl. 4, i).
Rezači s navojem (slika 5.5, j) koriste se za oblikovanje vanjskih unutarnjih navoja bilo kojeg profila: pravokutni, trokutasti, trapezni. Oblik njihovih reznih oštrica odgovara profilu i dimenzijama poprečnog presjeka navoja koji se reže.
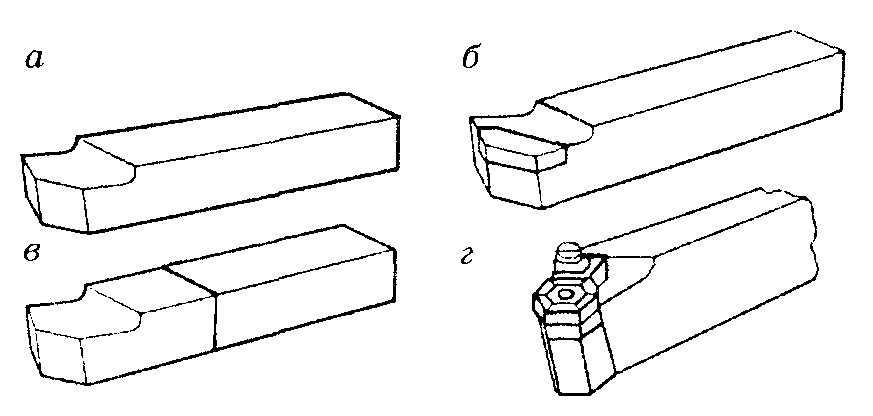 Po dizajnu se razlikuju jednodijelni rezači, izrađeni od jednog obratka; kompozitni (s integralnim spojem njegovih dijelova); s lemljenim pločama; uz mehaničko pričvršćivanje ploča (slika 5).
Po dizajnu se razlikuju jednodijelni rezači, izrađeni od jednog obratka; kompozitni (s integralnim spojem njegovih dijelova); s lemljenim pločama; uz mehaničko pričvršćivanje ploča (slika 5).
sl.5. Vrste alata za tokarenje ali izvedbe: čvrsti(a, b) kompozit s lemljenim (u) ili s mehaničkim pričvršćivanjem(d) ploče
Držači alata se obično izrađuju od konstrukcijskih čelika 40, 45, 50 i 40X s različitim presjecima: kvadratnim, pravokutnim, okruglim itd.
Rezači s mehanički pričvršćenim karbidnim umetcima imaju značajne prednosti u odnosu na lemljene glodalice, budući da ova izvedba sprječava mogućnost pukotina na umetcima tijekom lemljenja, te produljuje vijek trajanja montažnog dijela rezača.
Višestruki rezni umetci izrađuju se s tri,četiri, pet i šest lica (slika 6). Kako bi se stvorio pozitivan kut na prednjoj površini umetka, uz rezne rubove rupe i kosi se izrađuju prešanjem nakon čega slijedi sinteriranje.
Svestranost stroj za rezanje metala proširivo priborom i priborom. Na tokarskom stroju glavni su: patrone, centri (slika 7), lunete. Koriste se i pomoćni uređaji: stezna glava, adapterske čahure, stezaljke.
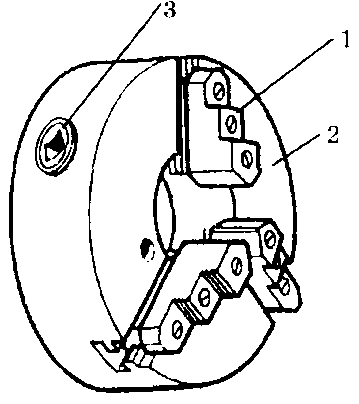
Od patrona najviše se koristi samocentrirajuća tročeljusna stezna glava (slika 8). Njegov dizajn omogućuje istovremeno pomicanje tri grebena u radijalnom smjeru, zbog čega se izradak postavlja duž osi vretena.
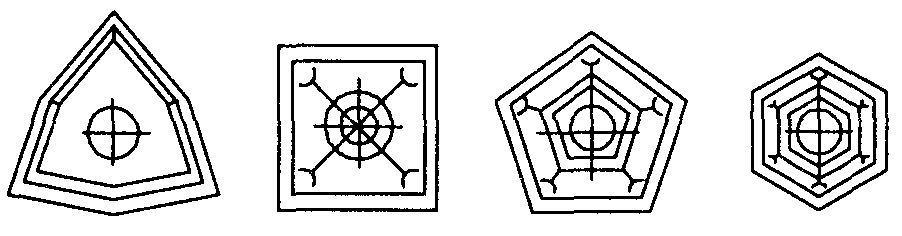
 sl.6. Višestruki umetci
sl.6. Višestruki umetci
sl.7. okretno središte
sl.8. Samocentrirajuća stezna glava s tri čeljusti
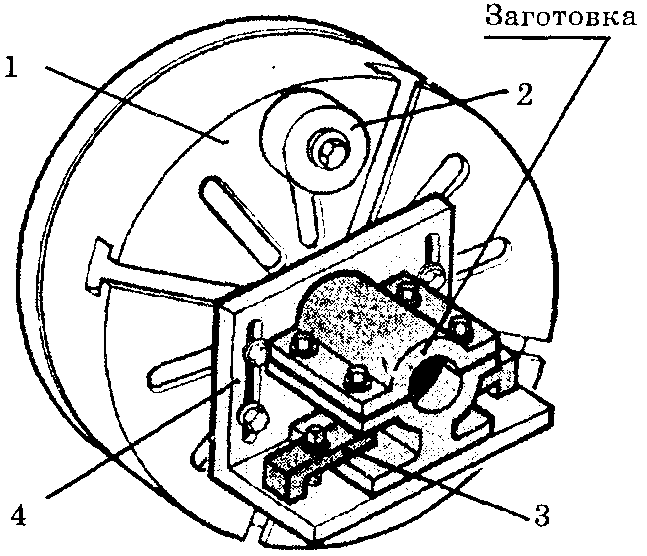 Kod asimetričnog presjeka obratka, kada ga nije moguće pravilno učvrstiti u tročeljusnu steznu glavu, koristi se četveročeljusna stezna glava s odvojenim čeljusnim stezanjem ili prednjom pločom (slika 9).
Kod asimetričnog presjeka obratka, kada ga nije moguće pravilno učvrstiti u tročeljusnu steznu glavu, koristi se četveročeljusna stezna glava s odvojenim čeljusnim stezanjem ili prednjom pločom (slika 9).
Prilikom obrade u središtima, za dodavanje rotacije obratku, koristite uloške za uzice (slika 10). Prilikom vanjske obrade dugih obratka malog promjera, kako bi se spriječilo otklon, koriste se
sl.9. Prednja ploča
fiksne (sl. 11, a) ili pomične (sl. 11, a) lunete.
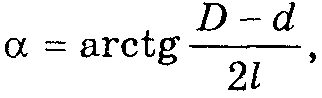
 Stožaste površine na tokarskom stroju obrađuju se na sljedeće načine: širokim tokarskim alatom, okretanjem gornjeg klizača,pomicanjem tijela stražnjeg dijela u poprečnom smjeru i korištenjem kopirnog ili konusnog ravnala.
Stožaste površine na tokarskom stroju obrađuju se na sljedeće načine: širokim tokarskim alatom, okretanjem gornjeg klizača,pomicanjem tijela stražnjeg dijela u poprečnom smjeru i korištenjem kopirnog ili konusnog ravnala.
Široki rezač (Sl. 12, a) obično se okreću kratke konične plohe duljine 25-30 mm.
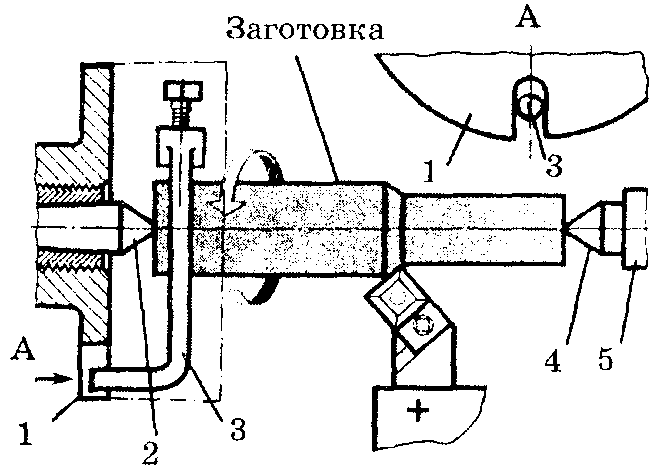
Kod obrade stožastih površina tokanjem gornja čeljust(slika 12, b) postavljen je pod kutom,jednak polovici kuta na vrhu obrađenog konusa. Obrada se vrši na ručno hranjenje. Kut rotacije određuje se formulom
sl.10. Obrada u centrima: 1 - pogonska stezna glava, 2 - prednja središnja, 3 - kragna, 4 - stražnja stezna glava, 5 - stražnja osovina
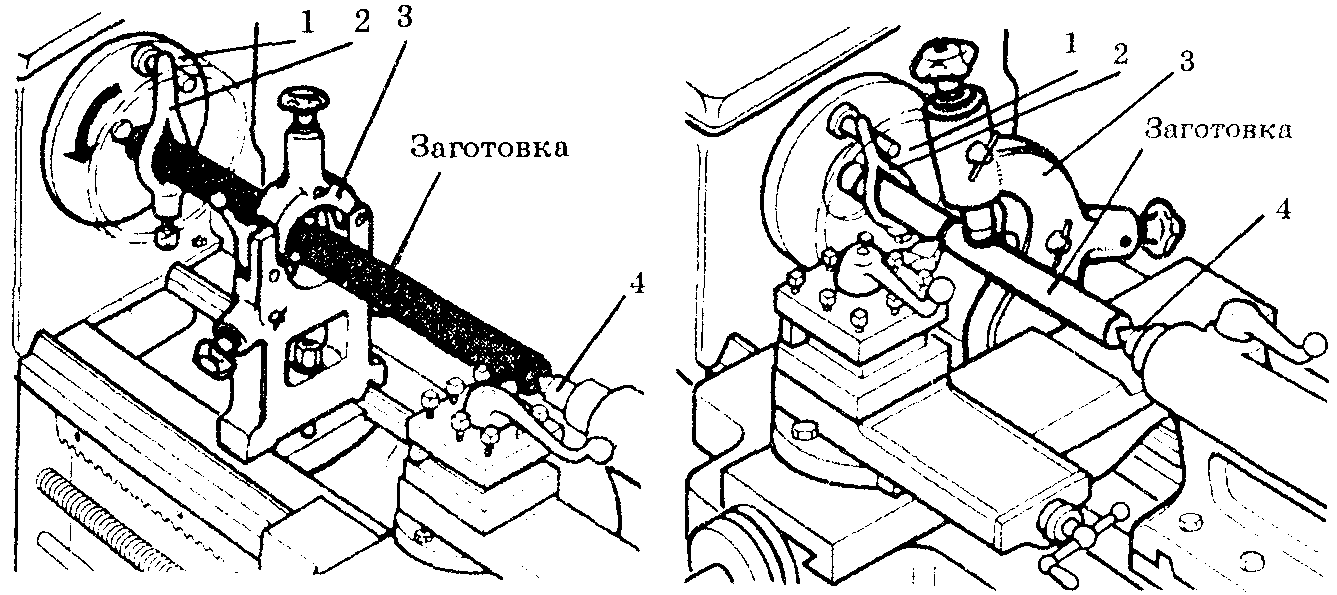
sl.11. Obrada dugih obradaka pomoću stacionarne(a) i pokretne (b) lunete
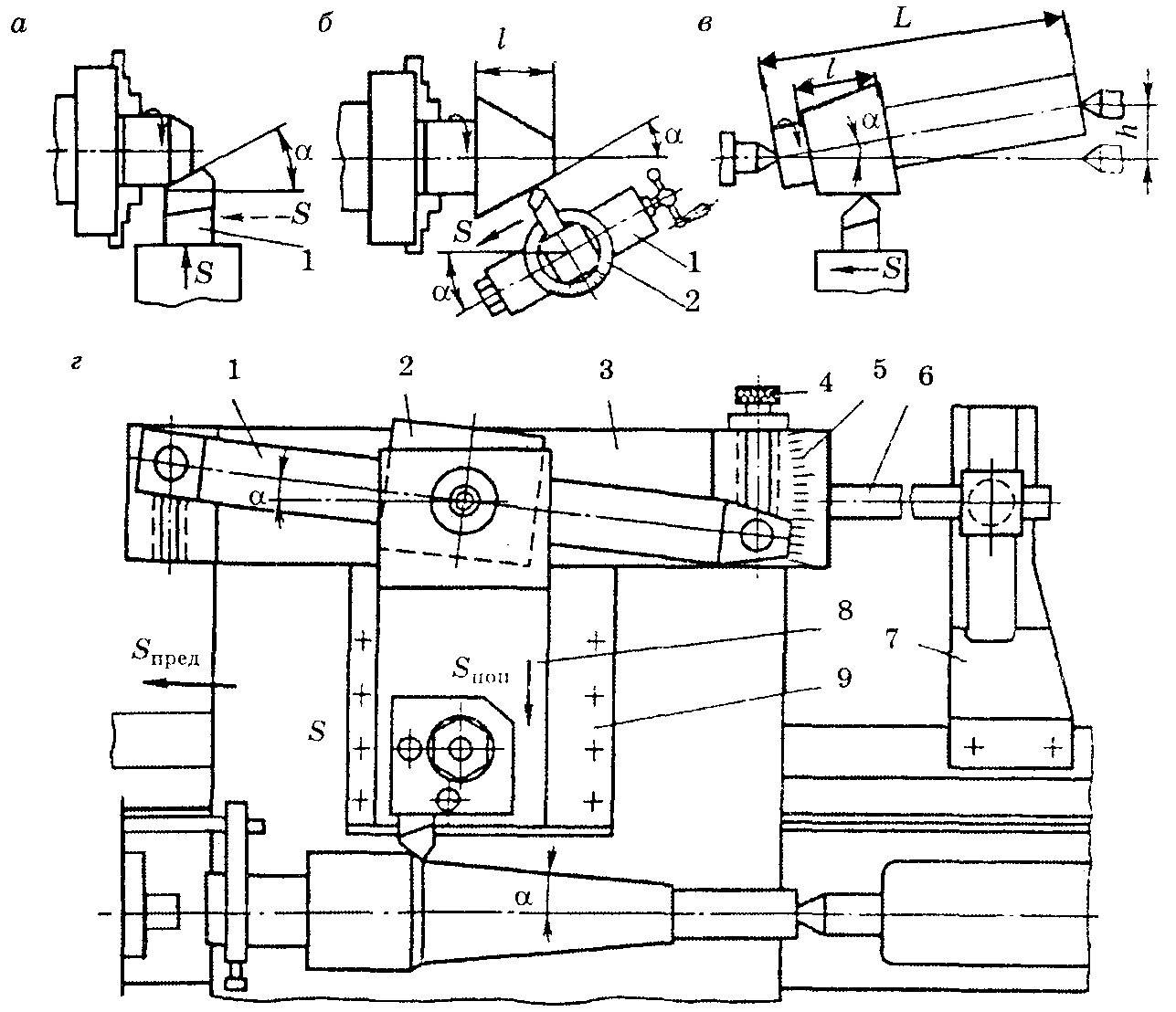
sl.12. Načini okretanja čunjeva: a - sa širokim rezačem, b - okretanje gornje čeljusti, u - pomicanje tijela stražnje batine; G - pomoću konusnog ravnala, 1 - rotacijskog ravnala, 2 - gumi, 3 - fiksnog ravnala, 4 - vijka, 5 - vage, 6 - šipke, 7 - nosača, 8 - sanjki, 9 - kućišta
gdje su D i d — promjere obrađenih konusnih površina, mm; l - visina konusa, mm.
Pomicanjem tijela stražnje konice u poprečnom smjeru (slika 12, b), brusi duge konične površine s malim kutom stošca na vrhu (do 12 °). U ovom slučaju, pomak stražnjeg središta u poprečnom smjeru određuje se iz izraza
gdje je L — ukupna duljina obrađenog obratka, mm.
Metoda obrade konusnih površina konusnim ravnalom (sl. 12, G), pričvršćen na ležaj stroja, omogućuje vam da dobijete stožastu površinu s kutom na vrhu do 40 °. Obrada se provodi uz uključivanje mehaničke hrane.
Ovisno o obliku i veličini izratka, razne načine njihova pričvršćivanja. Kada je omjer duljine obratka i promjera L/D < 4 заготовку закрепляют в патроне. При4 < L/D < 10 заготовку устанавливают в центрах, а при L/D >10 koristiti stalne odmore.
Uobičajena metoda je obrada u centrima (slika 13), budući da vam omogućuje preuređenje dijela sa stroja na stroj bez naknadnog poravnanja. Istodobno, središnje rupe su prethodno izbušene na krajevima obratka. Oblik i dimenzije središnjih rupa (slika 14) su standardizirane. Kada se ugrade na stroj, točke središta prednjeg i stražnjeg dijela stroja ulaze u te rupe.
sl.13. Obrada u centrima: 1 - stezna glava, 2 - obujmica, 3 - matica, 4 - šipka, 5 - matica, 6 - živa sredina, 7 - rukavac, 8 - prednji centar
Za prijenos rotacije s vretena glave glave na obradak koristi se pogonska stezna glava 1 (slika 13), postavljena
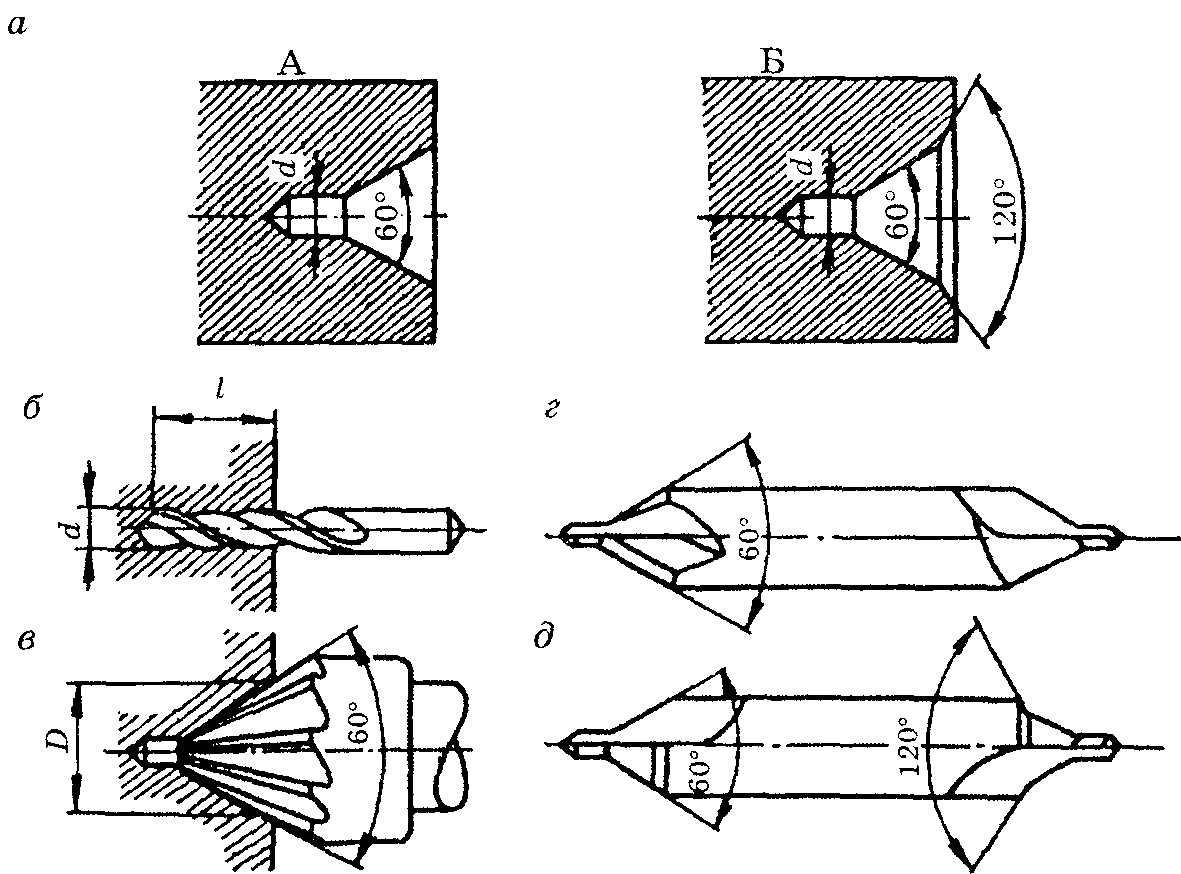
sl.14. Centralne rupe (a) i alat (b - cilindrična bušilica, c - upuštač, d, d - kombinacija bušilice)
izlivena na vreteno, i stezaljka 2, pričvršćena na izradak.
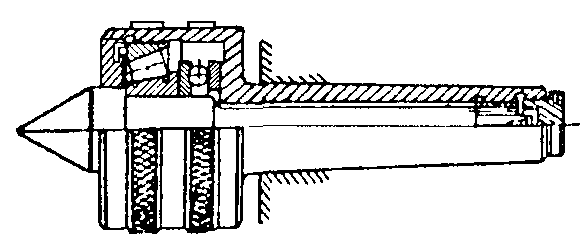
Centri su ugrađeni u vreteno stroja i repne osovine. Središte postavljeno u vretenu rotira se s izratkom. Jednostavno središte (Sl. 15, a) ugrađeno u pero stražnjeg dijela ne rotira, stoga se istroši i istroši središnji otvor obratka. Kako bi se spriječilo trošenje, koristi se rotirajući centar (vidi sliku 7). Ponekad se koristi: izrezati središte pri podrezivanju kraja; obrnuto središte (slika 15, b) pri okretanju obratka malog promjera (do 5 mm).
![]()
sl.15. Središta za okretanje: a - jednostavno središte (1 - konus, 2 - vrat, 3 - konus, 4 - drška); b - obrnuto središte
Kao i ostali radovi koji bi vas mogli zanimati |
|||
| 58029. | Završetak formiranja svjetskih kolonijalnih carstava. Međunarodni odnosi u posljednjoj trećini 19. stoljeća | 122 KB | |
| Ciljevi: Formirati predodžbu o Indiji u drugoj polovici 19. stoljeća; upoznati s principima britanske kolonijalne politike u Indiji; otkriti razloge tijeka i rezultate ustanka sepoja; stvaraju vlastite sudove o ideologiji tereta bijelog čovjeka... | |||
| 58030. | Indija. Kulturno-povijesna obilježja. Gospodarsko-geografske karakteristike | 118 KB | |
| Svrha: formirati opće predodžbe učenika o kulturi i gospodarskim značajkama Indije; unaprijediti umijeće učenika za samostalan odabir i analizu gradiva; nastaviti s formiranjem vještina generaliziranja i donošenja zaključaka; njegovati odgovornost... | |||
| 58031. | Stara Indija | 78,5 KB | |
| Riječ čitatelja: Shanovní uchní shogodní mi s tobom pomandruêmo na Skhid do tsíkavoí̈ i zagonetne Índíí̈. Upoznavanje s novim materijalom Geografski položaj Indije Robot s kartom. | |||
| 58032. | Zastosuvannya díêprikmetnik kao poseban oblik díêslív na obrani projekata "Posebnosti nadzora iza paravana pidlítkív" | 1,94 MB | |
| META: pretvoriti se u učenje ljubavi prije nego što se pretvoriš u ukrajinski jezik; Stvaram inicijativu i viziju postavljanja za poboljšanje i zaštitu vašeg zdravlja; razvijati kompetenciju učenja kod učenika i učenika za komunikacijsku komunikaciju jezikom u različitim životnim situacijama... | |||
| 58033. | Jednostavni i sklopivi zadaci za uključivanje dimenzija preko jedinica površine | 58,5 KB | |
| Tsílí: osvítní: formirati broj pametnih i početnika, pametnije rješavati probleme, analizirati matematičke zadatke; razvoj: razvijati logičke i algoritamske ideje, znanje i intelektualnu sposobnost, stimulirati razvoj, smanjiti učenje, argumentirati svoje mišljenje... | |||
| 58034. | Implementacija integrala u modeliranje procesa | 2,54 MB | |
| U početku: proučiti i sistematizirati znanja učenika s temama “Integralni i joga studij”; steći konsolidirano znanje o geometrijskoj, fizikalnoj i ekonomskoj promjeni integrala; samostalno formirati svjesnost novopridošlica za sistematizaciju i produbljivanje znanja... | |||
| 58035. | Primjena integrala | 107 KB | |
| Svrha: Uopćiti i sistematizirati znanja na temu Primjena integrala. Aktualizacija temeljnih znanja Definicija antiderivata; Definicija neodređenog integrala; Definicija integrala... | |||
| 58036. | OPIS ODREĐENOG INTEGRALA | 558,5 KB | |
| Stjecati konsolidirano znanje o geometrijskoj i fizikalnoj promjeni integrala. Učitelj izriče kraj govora kako bi formulacija čvrstoće bila istinita: Krivolinijski trapez se zove Diya omotan je do diferencijacije Prvo za jednu, a druge funkcije se samo ponovno razmatraju... | |||
| 58037. | arapsko osvajanje. Osnivanje arapskog kalifata | 248,5 KB | |
| Pregledajte povijest stvaranja arapski kalifat i nastanak islama, da se upoznaju s najsvjetlijim dostignućima islamske kulture; unaprijediti vještine rada s povijesnom kartom | |||
Na Tokarno stroj za rezanje vijaka jednostavan princip rada: radni komad, koji je stegnut u vodoravnom položaju, počinje se okretati i rezač koji je pomičan ne uklanja se željeni materijal. Ali za provedbu ovog principa potreban je mehanizam koji se sastoji od veliki broj precizno usklađeni elementi. Strugovi objedinjuju devet tipova alatnih strojeva koji se razlikuju na različite načine: po dizajnu, po namjeni, po stupnju automatizacije.
Korištenje posebnih dodatnih uređaja na strojevima (za glodanje, za brušenje, za bušenje radijalnih rupa) uvelike proširuje tehnološku funkcionalnost opreme.
Strugovi, automatski i poluautomatski, dijele se na okomite i horizontalne, ovisno o mjestu vretena, koje nosi učvršćenje za postavljanje izratka dijela koji se obrađuje. Vertikalni strojevi se uglavnom koriste za obradu dijelova velikih dimenzija i težine, ali male duljine. Najpoznatiji tokarski strojevi tog vremena Sovjetski Savez- 16K20 i 1K62. Tokarilica je dizajnirana za obradu materijala rezanjem kako bi se dobili dijelovi u obliku tijela okretanja. Danas postoji nekoliko glavnih vrsta tokarilica. Najsvestranija grupna tehnika tokarenja je tokarilice za rezanje vijaka koristi se u maloj proizvodnji. A strugovi za rezanje vijaka, zauzvrat, također su podijeljeni u vrste:
Tokarilica za rezanje vijaka
Tokarilica za rezanje vijaka ima svoje pojedinačni uređaj. Glavni dio opreme je fiksiran, a alat počinje s radom pritiskom na posebne glave. Dio koji se dobije tijekom obrade može se koristiti u takvim operacijama. Sada mnogi ljudi vjeruju da uporaba tokarilice za rezanje vijaka nije optimalna. Obrada materijala može se povećati i provesti s većom učinkovitošću. Ali element koji su proizvođači primili nakon rada obično je zadovoljan.Tokarilica za rezanje vijaka - sjekire
Tokarilica za rezanje vijaka po osovini Ovo je prilično nova oprema. No, unatoč tome, već je uspio steći popularnost među stručnjacima u industrijskom sektoru. Tokarilica s osovinom, inače poznata kao RAM, kombinira značajke konvencionalnih tokarilica s perom u stilu osovine.Na tokarskom stroju ovog tipa princip rada je prilično jednostavan i razumljiv čak i onim ljudima koji se nikada nisu susreli s industrijom. U trenutku kada je oprema spojena s izratkom koji se obrađuje, počinje kliziti po njegovoj površini. Tako obrada postaje brza, laka i kvalitetna.
CNC tokarilica za rezanje vijaka
Ovaj stroj se može zamijeniti stari pogled oprema. Viševreteni i drugi CNC alati imaju niz prednosti: jednostavni su za ugradnju i rukovanje. Takva tehnika u u cijelosti zadovoljava trendove današnjeg razvoja radnih mjesta.
Izvedba CNC tokarilica za rezanje vijaka mnogo je veća od ostalih postojeće vrste oprema ovaj sat. Može se primijetiti da organizacije koje kupuju takve strojeve rješavaju svoje probleme s produktivnošću sto posto. Tokarilica za rezanje vijaka lako se može smatrati najviše univerzalni stroj od svih postojećih strojeva tokarske skupine. Koristi se u uvjetima male i jednodijelne proizvodnje raznih dijelova. Sada, zbog svoje svestranosti, uživa u velikoj potražnji u mnogim organizacijama koje rade u metaloprerađivačkoj industriji.
Strugovi vam omogućuju obradu unutarnjih i vanjskih površina. Tehnika omogućuje brušenje dijelova različitih oblika (oblikovani, konusni, cilindrični), bušenje, bušenje, razvrtanje rupa, obrezivanje krajeva, narezivanje, narezivanje navoja i druge operacije. Također, mogućnost korištenja posebne opreme pružit će vam mogućnost obavljanja drugih poslova. Na primjer, možete izvesti glodanje, brušenje, rezanje zuba i drugo.
Tehnologija rezanja vijaka, prije svega, namijenjen je pojedinačnoj i maloj proizvodnji. Ali, ako je potrebno, može se opremiti dodatnim uređajima i uređajima koji će omogućiti proširenje na masovnu proizvodnju. U masovnoj proizvodnji koriste se okretni i okretni poluautomatski strojevi i automatski strojevi. Održavanje stroja uključuje periodično podešavanje, dovod materijala u stroj i kontrolu radnih komada.
U poluautomatskom stroju, pokreti povezani s uklanjanjem i utovarom praznina nisu automatizirani. Automatsko upravljanje tijekom rada takvih tokarilice za rezanje vijaka se provodi zahvaljujući bregastoj osovini gdje su ugrađeni bregasti.
Svrha rada: proučiti opći uređaj tokarilice za rezanje vijaka, alate, pribor i vrste radova koji se obavljaju na stroju; naučiti odrediti vrijeme stroja pri okretanju.
Oprema radnog mjesta
1. Tokarilica za rezanje vijaka.
2. Skup alata za tokarenje.
3. Priključci za tokarilicu za rezanje vijaka.
4. Smjernice.
I. Uređaj tokarilice za rezanje vijaka
Strugovi za rezanje vijaka su visokoučinkoviti i najčešći strojevi. Stroj je dizajniran za obradu raznih metala i nemetalnih materijala. Na stroju se izvode sve vrste tokarenja: tokarenje vanjskih i bušenje unutarnjih cilindričnih i konusnih površina, rezanje, bušenje, upuštanje i razvrtanje rupa, rezanje raznih navoja itd. Koristeći hidrokopirni stroj na stroju, možete obavljati radove okretanja i kopiranja. Tokarski strojevi za rezanje vijaka, prema klasifikaciji strojeva za rezanje metala, pripadaju skupini I, tip 6 (na primjer, model stroja 16K20).
Na sl. 2.1 prikazuje dijagram tokarilice za rezanje vijaka.
Za ugradnju svih komponenti stroja koristi se okvir 2 s uzdužnim prizmatičnim vodilicama. Krevet je fiksiran na postolje. U lijevom postolju I montiran je elektromotor glavnog pogona stroja, u desnom postolju 12 - spremnik za rashladnu tekućinu i crpna stanica. Na ram iznad prednjeg postolja postavljena je glava 6. Kutija za brzinu stroja i šuplje vreteno montirani su u uzglavlje. Mehanizmi i prijenosi mjenjača omogućuju vam da dobijete različite brzine vretena, čime se osigurava brzina glavnog kretanja (V). Na vretenu su pričvršćeni stezni uređaji (bregasta stezna glava, pogonska stezna glava, podloška) za prijenos zakretnog momenta na izratk koji se obrađuje. Na prednjoj strani uzglavlja nalazi se upravljačka ploča za 5 mehanizama mjenjača.
5 6 7 8 9 10 11
Riža. 2.1. Shema tokarilice za rezanje vijaka
Na prednjoj strani kreveta, ispod uzglavlja, montirana je kutija za dovod 3. U kutiju su montirani mehanizmi i zupčanici koji vam omogućuju različite brzine kretanja čeljusti. Kutija za napajanje prima rotacijsko kretanje od mjenjača uz pomoć izmjenjivih zupčanika, nazvanih gitara, smještenih na lijevoj krajnjoj strani okvira u kutiji 4.
Uzdužni oslonac 7 pomiče se duž vodilica okvira, osiguravajući uzdužni dovod rezaču (S pr). Uzduž vodilica uzdužnog oslonca okomito na os rotacije obratka, na koji je montiran gornji oslonac 9. Poprečni nosač omogućuje poprečni dovod rezaču (S p). Gornji rotirajući oslonac može se postaviti pod bilo kojim kutom u odnosu na os rotacije obratka, što je neophodno kod obrade konusnih površina.
Na gornji oslonac montiran je četveropozicijski rotirajući držač alata 8 u koji se mogu istovremeno ugraditi četiri glodala. Na uzdužnu čeljust je pričvršćena pregača 10. U pregaču su montirani mehanizmi i zupčanici koji pretvaraju rotacijsko kretanje vodećeg valjka ili olovnog vijka u translacijsko kretanje čeljusti. Pokretni valjak (s uzdužnim utorom) i pogonski vijak (s vanjskim navojem) smješteni su duž okvira i primaju rotacijsko kretanje iz kutije za dovod. Mehanizam pregače je konstruiran na način da se pomicanje čeljusti može izvoditi ili iz vodećeg valjka za glatko okretanje, ili iz vodećeg vijka za urezivanje navoja.
Stražnji nosač 11 postavljen je na desnoj strani okvira i pomiče se duž njegovih vodilica. Kutilica za stražnji dio može biti opremljena stražnjim središtem ili alatom za obradu rupa (bušilice, upuštači, razvrtači). Tijelo stražnje kuke je pomaknuto u odnosu na bazu u poprečnom smjeru, što je neophodno kod okretanja vanjskih dugih konusnih površina.
Kako bi se osigurali normalni radni uvjeti, stroj je opremljen individualnom rasvjetom i posebnim zaštitnim zaslonom koji štiti radnika od ozljeda od pada strugotine.
Strugovi za rezanje vijaka imaju sljedeća učvršćenja i pribor: stezne glave, centre, pogonsku steznu glavu, postolja i ravnala za kopiranje.
Bilo koja tokarilica za rezanje vijaka (stolna, univerzalna, CNC) je oprema kojom se izvodi tokarenje metalnih proizvoda i drugih materijala.
1 Uređaj tokarilice za rezanje vijaka - glavne komponente i mehanizmi
Univerzalni tokarski strojevi za rezanje vijaka omogućuju izvođenje takvih vrsta operacija obrade metala kao što su:
- bušenje rupa;
- tokarenje i bušenje oblikovanih, konusnih, cilindričnih površina;
- razvrtanje;
- obrada i obrezivanje krajeva;
- rezanje niti;
- bušenje.
Svi strojevi ove skupine imaju identičan uređaj. Njihove glavne montažne jedinice su sljedeći čvorovi:
- čeljust;
- sprijeda i;
- mjenjač;
- krevet;
- vreteno;
- oprema za električno pokretanje;
- ormari;
- gitarski zupčanici izmjenjivog tipa;
- valjak za trčanje;
- pregača;
- mjenjač;
- olovni vijak ( to je ono što razlikuje jedinicu za tokarenje za rezanje vijaka od konvencionalnog tokarenja).
Važno je napomenuti da svi sastavni elementi strojeva koji se razmatraju ne samo da imaju istu svrhu i naziv, već se i nalaze na istim mjestima.
To znači da su jedinica 16K20, proizvedena u tvornici Krasny Proletar 1970-ih, i iz Chelyabinsk Stankomash OJSC-a, slične jedna drugoj, poput dva brata. Čak i shema tokarilice za rezanje vijaka s brojčanom upravljanje programom(na primjer,) razlikuje se od starijih modela samo po prisutnosti ovog istog CNC-a.

Osim glavnih jedinica, jedinice grupe za rezanje vijaka imaju niz upravljačkih ručki s kojima operater obavlja svoj posao na stroju. Dostupne su sljedeće ručke:
- promjene brzine vretena;
- podešavanje koraka i pomaka navoja koji se reže;
- ugradnja povećanog ili normalnog koraka navoja;
- pomicanje (uzdužno i poprečno) sanjki;
- pomicanje gornjeg tobogana;
- pokrenuti i deaktivirati vodeći vijak (njegove matice);
- izbor smjera izvođenja niti (desno ili lijevo);
- pokretanje i zaustavljanje glavnog elektromotora;
- fiksacija pera;
- pokretanje automatskog uzdužnog dodavanja;
- kretanje pera (ova ručka se obično naziva volan);
- započeti i zaustaviti hranjenje;
- prebacivanje čeljusti u način brzog kretanja;
- pričvršćivanje stražnjeg dijela;
- zaustavljanje vretena i promjena smjera zadanog elementa mašina.
2 Načela klasifikacije agregata grupe za rezanje vijaka
Opisana oprema podijeljena je u nekoliko tipova prema tri tehničke karakteristike:
- težina stroja;
- maksimalna duljina proizvoda koja se može obraditi na određenoj jedinici;
- najveći promjer dijela koji stroj može podnijeti.
Najduža duljina obratka koja se može obraditi ovisi o razmaku između središta tokarilice. Red maksimalne sekcije obrada za opremu koju razmatramo počinje s promjerom od 100 milimetara i završava s promjerom od 4.000 milimetara. Važno je znati da različite strojeve s istim dopuštenim presjekom obratka često karakteriziraju različite duljine obratka.
Po težini, sva oprema za rezanje vijaka podijeljena je u četiri klase:
- do 400 tona - teški strojevi ( najveći promjer dijelovi za obradu u njima je 1600–4000 mm);
- do 15 tona - veliki (promjer varira od 600 do 1250 mm);
- do 4 tone - srednje (od 250 do 500 mm);
- do 0,5 tona - lagana (od 100 do 200 mm).

Pod laganim strojevima obično se podrazumijevaju njihove desktop modifikacije koje koriste kućni majstori u privatne svrhe i male tvrtke:
- pokusni i pokusni dijelovi biljaka;
- satničke tvrtke;
- tvrtke za instrumente.
Teške i velike jedinice obično se koriste u elektroenergetici i teškom strojarstvu. Također se koriste za posebnu obradu raznih mehanizama:
- rotori turbina;
- parovi kotača željezničkih vagona;
- elemenata u metalurškim postrojenjima.
Većina operacija tokarenja izvodi se na instalacijama koje se odnose na srednja grupa. Na njih otpada oko 80 posto svih radova obrade metala. Omogućuju vam izvođenje poluzavršnih i završnih operacija, rezanje niti različite prirode.
Dizajn takvih strojeva karakterizira veliki raspon posmaka radnog alata i brzina vretena, dovoljna krutost. Opremljeni su elektromotorima prihvatljive snage, što omogućuje obradu metala i drugih proizvoda na vrlo ekonomične načine korištenjem alata od supertvrdih legura i tvrdih materijala.
Osim toga, jedinice srednje težine opremljene su mnogim posebnim uređajima kako bi se proširio njihov tehnološki potencijal. Takva "zvona i zviždaljke" povećavaju kvalitetu obrade obratka na tokarskim jedinicama i olakšavaju rad tokarima. Zahvaljujući ovim uređajima, strojevi postaju višestruko automatiziraniji i praktičniji za korištenje.
Strugovi s programskim upravljanjem (CNC) u SSSR-u su se izrađivali prilično aktivno. Proizvodnju takvih strojeva vršila je tvornica u Lenjingradu (model LA155), Kuibyshev (16B16) i drugi. Često se koriste CNC strojevi velika poduzeća u višeoperativnoj obradi velikog raspona proizvoda koji se proizvode u malim serijama(ne više od par stotina komada). Velika ponovljivost obrade metala i kratko vrijeme zamjene čine CNC strojeve nezamjenjivim u ovoj situaciji.
3 Uobičajene metode rada na strojevima grupe za rezanje vijaka
Najčešće na oprema za okretanje proizvoditi obradu (koristeći glodala) cilindričnih vanjskih površina. U tom slučaju, dio se ubacuje u uložak s dopuštenjem od 7 do 12 milimetara (podrazumijeva se da će potrebna duljina proizvoda biti manja za točno naznačenu količinu). Potreba za takvom "rezervom" nastaje zbog činjenice da će tokar morati odrezati gotov radni komad, kao i obraditi njegove krajeve.
![]()
Za obrezivanje kraja koristite uporne ili ravne, kao i rezače za obrezivanje. Metalni sloj s krajnje površine uklanja se pomicanjem kroz rezač u poprečnom smjeru. Ako se koristi alat za zarezivanje, dio se obrađuje od središta u uzdužnom smjeru. Za izvođenje operacije obrezivanja i okretanja malih izbočina na proizvodu obično se koristi rezač potiska.
Kada tokarilica za rezanje vijaka urezuje vanjsku stranu obratka, operater koristi posebne alate za urezivanje. S njima rade pri malim brzinama (u usporedbi s postupkom obrezivanja krajeva, brzina vretena je postavljena 4-5 puta niža). Pritom se žljebovi režu bez ikakvog napora, što je moguće glatko i mekše.

Isti princip vrijedi i za rezanje. gotov proizvod. Ova operacija je završena u trenutku kada je presjek mosta na radnom komadu oko 2,5 milimetara. Nakon toga, jedinica se zaustavlja, rezač se uklanja iz utora, a zatim se proizvod jednostavno lomi.
Također preporučujemo
 Preklopno napajanje: popravak i usavršavanje
Preklopno napajanje: popravak i usavršavanje
 Daljinsko upravljanje svjetlom
Daljinsko upravljanje svjetlom
 Satovi plivanja za djecu predškolske dobi
Satovi plivanja za djecu predškolske dobi
 Napomene za majstora - kućni kućni alarmi
Napomene za majstora - kućni kućni alarmi
 Propeler sata na Atmega8
Propeler sata na Atmega8
 Primjeri primjene uređaja i releja, kako odabrati i pravilno spojiti relej Mikrokontroler i relej jednostavni sklopovi za prebacivanje
Primjeri primjene uređaja i releja, kako odabrati i pravilno spojiti relej Mikrokontroler i relej jednostavni sklopovi za prebacivanje