Glavne vrste tokarilica. Strugovi i njihove značajke
Tokarilica je uređaj neophodan za obradu obradaka izrađenih od metala ili drugih materijala. Na takvim strojevima odvija se tokarenje, bušenje površina takvih oblika kao što su cilindrični, konusni i oblikovani. Također, uređaj je u stanju rezati niti, obrezati i obraditi krajnju stranu obratka. Moderna tokarilica za metal sposobna je izbušiti rupu, izvesti postupke upuštanja i razvrtanja i još mnogo toga. Dio koji se obrađuje počinje se okretati uz pomoć vretena. U tom slučaju rezač pomicanjem obrađuje potrebni dio.
Što je okretna grupa
Kao dio tokarske skupine mogu se izdvojiti strojevi koji izvode široku paletu operacija tokarenja. Na primjer, guljenje, dosadno, skošenje i još mnogo toga.
U strojnom parku uglavnom se nalaze strojevi koji su dio tokarske skupine. U ovu skupinu spada klasifikacija Eksperimentalnog istraživačkog instituta alatnih strojeva za obradu metalnih zaliha, devet različitih alatnih strojeva, koji se međusobno razlikuju po različitim metodama primjene, rasporedu i stupnju automatizacije. Alatni strojevi potrebni su za obradu vanjskih, unutarnjih, cilindričnih, kanonskih i oblikovanih površina, kao i za rezanje navoja i obradu krajnjih površina raznih dijelova raznim rezačima, svrdlima, razvrtačima i drugim alatima. Na primjer, giljotinske škare za metal se često koriste pri radu.
U slučaju korištenja dodatne opreme na takvim strojevima, možete značajno proširiti njihovu funkcionalnost. Strugovi, poluautomatski i automatski strojevi, ovisno o mjestu vretena, podijeljeni su u dvije kategorije - horizontalne i vertikalne. Potonji su namijenjeni za obradu velikih obradaka.
Vrste strojeva
Strojevi mogu biti sljedeći:
1.Strugovi za rezanje vijaka. Ovi strojevi izvode radove rezanja vijaka na raznim metalima. Jesu univerzalni uređaji iz okretne grupe. Glavni parametri takvih strojeva su promjer dijela, koji ne bi trebao biti prevelik. Ovaj stroj je neophodan za većinu razna djela za metal.
2.Vertikalni tokarski strojevi. Ova vrsta uređaja neophodna je za obradu dijelova velike veličine. Na takvim strojevima možete izvoditi bušenje, obrezivanje krajeva, okretanje i druge vrste radova. Ako je postavljeno opcijska oprema, možete izvoditi glodanje, narezivanje navoja i brušenje.
3.tokarilica za lice. Neophodan je za obradu čeonih, konusnih, cilindričnih i oblikovanih površina. Na primjer diskovi, cijevi, osovine, prirubnice itd.
4.Revolverska tokarilica. Koristi se za rad s preparatima iz kalibrirane šipke. Preko ovaj uređaj možete izvoditi tokarenje, bušenje, obrezivanje, tokarenje, bušenje rupa, oblikovano tokarenje i još mnogo toga.
5.Automatsko uzdužno okretanje. Neophodan je za izradu dijelova koji se proizvode u malim serijama. Radi s hladno vučenom, kalibriranom šipkom, kao i s oblikovanom žicom. Uređaj obavlja radove na tokarstvu raznih materijala, od bakra do legiranog čelika.
Takvih strojeva ima još puno, ali ne vrijedi ih sve opisivati. Dovoljno je i pet osnovnih uređaja koji se široko koriste u industriji.
Veći dio strojnog parka čine tokarilice za obradu metala. Među sobom se razlikuju po namjeni, rasporedu, stupnju automatizacije. Strugovi su namijenjeni za obradu vanjskih i unutarnje površine detaljima raznih oblika, bušenje rupa i njihova obrada.
CNC tokarilice mogu se nadopuniti uređajima za glodanje, brušenje. Prema uređaju vretena, strojevi se dijele na opremu s vertikalnim i horizontalnim rasporedom. Glavni parametri tokarilica su maksimalni promjer obratka i udaljenost između središta.
Cjelokupni asortiman reznih alata koji se prodaju u StankoMashComplexu možete pronaći na poveznici.
Najčešća skupina strojeva za tokarenje namijenjena je za pojedinačnu i serijsku proizvodnju. Na strojevima se izvode sve vrste tokarenja. Rezanje svih vrsta navoja izvodi se posebnim alatima (reznici, matrice, glodalice).
Glavni elementi tokarilice za rezanje vijaka su: ležište, naglavak s mjenjačem i rotirajućom steznom glavom, stražnji dio za pričvršćivanje alata za obradu ili podupiranje dugih obradaka, oslonac za stezne glodale i kinematika koja osigurava kretanje.
Ugradnja zazora je moguća u steznu glavu, steznu glavu i prihvatni centar stražnje šipke, na trn, u dva centra. Kada se stegne u steznu glavu, maksimalni preporučeni prevjes je dva do tri promjera. S dužim izbočenim dijelom koristi se stražnji centar. Obrada dugih osovina, kako bi se osiguralo poravnanje nekoliko spojnih površina, provodi se između dva centra. Trnovi se koriste za obradu izradaka s prethodno izrađenim središnjim rupama.
Nedostaci: glavni nedostatak je ovisnost o kvalifikacijama tokara, teško je osigurati serijalizaciju dijelova
Tokarilice s kupolom
Služi za serijsku proizvodnju dijelova od komadnih zareza ili šipkastog materijala. Na vodilice okvira postavljena je čeljust, na koju je ugrađena kupola, namijenjena za ugradnju reznog alata Ovisno o tehnološka karta obrađujući određeni dio, alati su raspoređeni u određenom slijedu.

Kupole mogu biti s okomitom ili vodoravnom osi rotacije. Kupole s okomitom osi rotacije u pravilu imaju veću krutost. Turrets s vodoravnom osi mogu imati više velika brzina promjena alata i veliki broj pozicija.
CNC tokarilice s kupolom mogu imati dva revolvera i sposobne su za obradu u četiri koordinate. U kupole koji se nalaze na gornjim i donjim čeljustima, može se ugraditi velika količina alati za izradu dijelova složenog oblika.
Obrada praznina, koja se provodi u zatvorenom ciklusu, potpuno je automatizirana. CNC sustav, obrađujući podatke senzora, vrši prilagodbe tehnološki proces, čime se poboljšava točnost izrade dijelova.
U ovom trenutku gotovo potpuno zamijenjen tokarilice ili
CNC strugovi
Moderni strojevi visokih performansi postupno zamjenjuju univerzalne tokarilice. Pojednostavljena kinematika, visoka preciznost kretanja, mogućnost obrade s više alata. Zatvoreno područje rezanja sprječava širenje strugotine i prskanje rashladne tekućine. Mogućnost ugradnje hidrauličke stezne glave povećava produktivnost. cm ,
Protuvreteno, alat pod naponom, Y-os i druge opcije pretvaraju strojeve u centre za okretanje. Najčešće se izrađuju u obliku strojeva s nagnutim krevetom.
Takvi strojevi obrađuju dijelove težine nekoliko tona, koji imaju veliki promjer na maloj visini. Horizontalno smješten radni stol (prednja ploča) uvelike olakšava utovar i centriranje teških izratka.
Na rotacijskim strojevima obrada cilindričnih i konusnih površina (vanjskih i unutarnjih) vrši se rezačem. Instalirana kupola s alatima omogućuje bušenje i obradu rupa, rezanje niti.
Glavno kretanje stroja je rotacija prednje ploče. Dvije čeljusti: okomito i bočno - izvode pomake alata. Glavne karakteristike ovih strojeva su dimenzije izratka koji se obrađuju: promjer i visina.
Vertikalne tokarilice proizvode industrija s jednim ili dva nosača. Na jednostupnim strojevima obrađuju se dijelovi do 2500 mm: izvode se površinska obrada, bušenje, razvrtanje i upuštanje rupa; rezati utore, obrađivati krajeve.
Instalacija CNC sustava omogućuje obradu dijelova koji imaju složen, krivolinijski profil. Osnovni mehanizmi CNC strojeva slični su strojevima koji imaju ručno upravljanje. Obično se uz korištenje CNC sustava, digitalnih pogona za pomicanje i višepoložajnog držača alata i zaštite tipa ormara, stroj preimenuje u vertikalni tokarski stroj
Tokarilice za lice
Za obradu izratka čiji je promjer mnogo veći od njihove visine (remenice, željeznički kotači, zamašnjaci) koriste se čeoni tokarski strojevi. Površina za obradu može biti cilindrična ili konusna. Moguće je brusiti žljebove, obrađivati krajeve.

Prednja ploča, promjera do 4 metra, smještena je okomito, nema stražnjeg dijela. Alatni strojevi za obradu posebno velikih dijelova sastoje se od dva dijela smještena na različite osnove: čeljust se nalazi zasebno. Njihova prednja ploča ima posebno udubljenje za pričvršćivanje izratka čija je dimenzija veća od promjera.
Resurfacing je posebna metoda oštrenja stražnjih površina alata za obradu: raznih vrsta glodala, alata za bušenje i narezivanje navoja. Takva se operacija provodi kako bi se očuvao oblik alata tijekom dugotrajnog rada.
Alat za rezanje (okretanje) izradaka od metala i drugih materijala u obliku tijela okretanja. Na tokarskim strojevima izvode tokarenje i bušenje cilindričnih, konusnih i oblikovanih površina, narezivanje navoja, obrezivanje i obradu krajeva, bušenje, upuštanje i razvrtanje rupa i sl. ili olovni vijak koji prima rotaciju od mehanizma za uvlačenje.
Skupina tokarskih strojeva uključuje strojeve koji izvode različite operacije tokarenja: guljenje, skošenje, bušenje i tako dalje.
Značajan udio strojnog parka čine strojevi grupe tokara. Uključuje, prema klasifikaciji ENIMS, devet tipova alatnih strojeva koji se razlikuju po namjeni, dizajnu, stupnju automatizacije i drugim značajkama. Strojevi su uglavnom dizajnirani za obradu vanjskih i unutarnjih cilindričnih, konusnih i oblikovanih površina, narezivanje i obradu krajnjih površina dijelova kao što su tijela okretanja pomoću raznih rezača, svrdla, upuštača, razvrtača, slavina i kalupa.
Korištenje dodatnih posebnih uređaja na strojevima (za brušenje, glodanje, bušenje radijalnih rupa i druge vrste obrade) značajno proširuje tehnološke mogućnosti opreme.
Strugovi, poluautomatski strojevi i automatski strojevi, ovisno o mjestu vretena koje nosi uređaj za ugradnju obratka, dijele se na horizontalne i vertikalne. Vertikalni strojevi su dizajnirani uglavnom za obradu dijelova značajne mase, velikog promjera i relativno male duljine. Najpoznatiji tokarski stroj u sovjetsko vrijeme 16K20
Mjerenje obrađenog tokarilica detaljima
Mrežasta valovitost na cilindričnom dijelu
Tokarilica za rezanje vijaka dizajnirana je za izvođenje raznih tokarenja i radovi na rezanju vijaka za crne i obojene metale, uključujući konuse za okretanje, rezanje metričkih, modularnih, inčnih i koraknih navoja.
Tokarilica za rezanje vijaka
Tokarilice za rezanje vijaka najsvestraniji su strojevi grupe za tokarenje i koriste se uglavnom u jednodijelnoj i maloj proizvodnji. Strukturni raspored strojeva je gotovo isti. Glavni čvorovi stroja 16K20 uzeti kao primjer su:
krevet na koji su montirani svi mehanizmi stroja;
prednja (vretena) glava, u kojoj se nalaze mjenjač, vreteno i drugi elementi;
kutija za uvlačenje koja prenosi kretanje od vretena do čeljusti s potrebnim omjerom (pomoću olovnog vijka kod navoja ili olovnog valjka kod obrade drugih površina);
pregača u kojoj se rotacija vijka ili valjka pretvara u translacijsko kretanje čeljusti s alatom;
središte se može ugraditi u stražnju osovinu za podupiranje obratka ili alat za jezgru (bušilica, razvrtač, itd.) za obradu središnje rupe u dijelu pričvršćenom na steznu glavu;
čeljust služi za pričvršćivanje alata za rezanje i priopćavanje mu pomaka.
Čeljust se sastoji od donjeg klizača (kola) koji se kreće duž vodilica okvira. Uz vodilice donjih saonica pomiču se poprečne saonice u smjeru okomitom na središnju liniju, na kojoj se nalazi kolica za rezanje s držačima alata. Nosač za rezanje je montiran na okretnu ploču koja se može postaviti pod kutom u odnosu na središnju liniju stroja. Glavni parametri strojeva su najveći promjer obradak iznad kreveta i najveća udaljenost između središta. Važna dimenzija stroja je i najveći promjer izratka obrađenog preko poprečnog klizača čeljusti. Tokarilica za rezanje vijaka dizajnirana je za izvođenje raznih operacija tokarenja i rezanja vijaka na željeznim i obojenim metalima, uključujući tokarske konuse, rezanje metričkih, modularnih, inčnih navoja i navoja.
Vertikalni tokarski strojevi
Strojevi su dizajnirani za tokarenje velikih dijelova. Na ovim strojevima možete izvesti: tokarenje i bušenje cilindričnih i konusnih površina, možete obrezati krajeve, rezati utore. Prilikom opremanja stroja dodatnim uređajima, oni mogu izoštriti oblikovane površine na kopirnom stroju. Možete izvoditi glodanje, brušenje i narezivanje navoja rezačem.
Glavni čvorovi:
Stol. Ima prednju ploču na koju je pričvršćen radni komad. Dva stalka. Stalci su povezani portalom. Traverza se kreće duž dva stalka. Na traverzi su dvije čeljusti. Desna čeljust je okretna čeljust. Sastoji se od uzdužne kočije i klizača (pomiču se okomito). Kupola se nalazi na klizaču. U otvore kupole ugrađuju se držači s alatima. Kupola se koristi za rezanje krajeva kod bušenja rupa, ponekad za obradu vanjskih površina. Druga čeljust se zove dosadna čeljust. Sastoji se od uzdužnog nosača, na koji je montiran rotirajući dio, na kojem se nalazi klizač, na koji je montiran držač alata. Šipka za bušenje se koristi za bušenje rupa, unutarnje žlijebove i konusnu obradu. Na desnoj strani nalazi se bočna čeljust. Sastoji se od uzdužnog nosača, klizača i držača alata. Namijenjen je za obradu vanjskih površina.
Karakteristična veličina tokarilica je promjer prednje ploče. Ovisno o ovoj veličini, postoje strojevi s 1 i 2 stupa Strojevi s jednim stupom proizvode se s promjerom prednje ploče d ≤2000 mm Strojevi s dvostrukim stupom proizvode se s promjerom većim od 2000 mm
Pokreti stroja:
Glavni pokret je rotacija prednje ploče s izratkom.
Feed motion - kretanje čeljusti
Pomoćno kretanje – kretanje poprečne trake. Ovaj pokret je potreban kako bi se alat približio radnom komadu.
Tokarilica s čeonom strugom Čeona tokarilica je dizajnirana za obradu frontalnih, cilindričnih, konusnih, oblikovanih površina kao što su osovine, cijevi ili diskovi od lijevanog željeza i čelika u dijelovima kao što su diskovi i prirubnice. Kod frontalnih tokarilica os rotacije dijela je horizontalna
Revolverska tokarilica
Tokarilica s kupolom koristi se za obradu komadnih obradaka ili dijelova iz kalibrirane šipke.
Na stroju se izvode sljedeće vrste tokarenja: tokarenje, bušenje, podrezivanje, tokarenje i bušenje žljebova, bušenje, upuštanje, razvrtanje, profilno tokarenje, narezivanje navoja nareznicama, kalupima i rezačima.
Naziv revolver dolazi od načina pričvršćivanja alati za rezanje u bubnju. Mnogi strojevi ove vrste mogu raditi u poluautomatskom načinu rada. “Program” je skup bregastih i krajnjih graničnika koji se zaustavljaju, odabiru smjer, mijenjaju alate i druge radnje u pravo vrijeme.
Tokarilice s kupolom koriste se u masovnoj proizvodnji za izradu dijelova složene konfiguracije od šipki ili komadnih praznina. Ovisno o tome, strojevi se dijele na šipke i patrone
Automatsko uzdužno okretanje
Strojevi za automatsko uzdužno tokarenje koriste se u proizvodnji malih serijskih dijelova od hladno vučene, kalibrirane šipke, oblikovanog profila i namotane žice.
Stroj može obavljati okretanje raznih materijala- od bakra do legiranih čelika.
Uglavnom se u masovnoj i masovnoj proizvodnji koriste automatski strojevi za uzdužno tokarenje, ali se također mogu koristiti u serijskoj proizvodnji u projektiranju i proizvodnji potrebne opreme za proizvodnju posebnih skupina dijelova uz maksimalno moguće korištenje istog seta bregovi, stezne i dovodne stezne čahure, držači i alati.
Uređaj automatske tokarilice s fiksnom batom: Nosač je pričvršćen na gornju ravninu ležaja. Na njegovoj prednjoj ravnini nalazi se ploča za ugradnju posebnih uređaja. Na stražnjoj ravnini uzglavlja nalazi se zakretni graničnik, a na vrhu - okomiti oslonac. Na gornjoj ravni ležaja nalaze se i pogoni za uređaje, pogon vretena, odnosno pogon kupole, pogoni križne čeljusti. Automatska tokarilica s pokretnom glavom naziva se automatska tokarilica "švicarskog tipa".
Stroj se kontrolira kroz sustav bregastih i bregastih osovina postavljenih u okvir stroja. Također je moguće ugraditi CNC sustave s pogonima za uvlačenje i pogonskim alatima.
Postoje jednovreteni i rotirajući strojevi uzdužnog tokarenja. Za razliku od strojeva s jednim vretenom, revolverski strojevi mogu istovremeno izvoditi nekoliko različitih operacija tokarenja za različite dijelove pričvršćene u vretenu kupole stroja.
Automatska tokarilica s više vretena
Automatski strojevi su dizajnirani za tokarenje složenih i preciznih dijelova od kalibriranih hladno vučenih okruglih, šesterokutnih i kvadratni presjek ili iz cijevi u masovnoj proizvodnji.
Mogu se koristiti za: grubo i oblikovano tokarenje, obrezivanje, bušenje, bušenje, upuštanje, razvrtanje, urezivanje navoja, rezanje, valjanje navoja.
Dovoljna pogonska snaga i strukturna krutost osiguravaju visoku produktivnost. Neki modeli mogu obavljati više od jedne operacije u isto vrijeme, što uvelike povećava produktivnost takvih strojeva.

Strugovi su neophodni za obradu raznih metalnih ili drvenih praznina. Koriste se za bušenje i tokarenje cilindričnih, oblikovanih površina, bušenje rupa i obradu krajeva. Skupina alatnih strojeva za tokarenje podijeljena je u 9 vrsta, svaka ima svoj dizajn, svrhu, stupanj automatizacije. Na strojeve možete instalirati dodatne uređaje koji proširuju njihovu funkcionalnost.
Vrste strojeva
Tokarilica za rezanje vijaka
Ovaj tip stroja se koristi za obradu obojenih i crnih metala, rezanje modularnih, metričkih, inčnih navoja. To su najsvestraniji strojevi, koriste se kako u serijskoj proizvodnji tako iu pojedinačnoj. Raspored ovih strojeva je gotovo isti. Na primjeru stroja 16K20 mogu se razlikovati sljedeći glavni elementi:
Krevet, koji je osnova za sve mehanizme;
Vreteno (prednje) naglavno grlo, koje se sastoji od vretena, mjenjača i ostalog;
Kutija za uvlačenje koja prenosi kretanje od vretena do čeljusti pomoću olovnog vijka ili valjka;
Pregača koja pretvara rotaciju valjka ili vijka u translacijske pokrete čeljusti;
Zadnji dio može imati bušilicu ili razvrtač za podupiranje obratka;
Čeljust koja se koristi za fiksiranje alata za rezanje.
Strugovi za rezanje vijaka, ovisno o točnosti, su sljedećih vrsta:
1. normalna točnost;
2. povećan;
3. visok;
4. osobito visok;
Ovaj tip je dizajniran za obradu velikih dijelova. Takvi se strojevi koriste za bušenje konusnih i cilindričnih površina, kao i za rezanje utora, obrezivanje krajeva. Na njemu također možete mljeti, mljeveti, rezati niti.
Glavni čvor ovdje je stol na kojem se nalazi prednja ploča. Tu su i dva stalka povezana portalom. Uzduž ovih nosača kreće se traverza s dvije čeljusti. Od kojih se jedan vrti, a drugi dosadan. Prvi se koristi za bušenje rupa, obrezivanje krajeva. A druga čeljust je neophodna za obradu konusnih površina, bušenje rupa.
Ovisno o promjeru prednje ploče, razlikuju se jednostupni ili dvostupni strojevi. Prvi imaju promjer do 2000 mm, dok su drugi veći od 2000 mm.
tokarilica za lice
Ova vrsta se koristi za obradu konusnih, čeonih, cilindričnih površina. Struktura takvih strojeva ima horizontalnu os rotacije dijela.
Strug - kupola
Takvi strojevi su potrebni za tokarenje, obrezivanje, bušenje, razvrtanje, oblikovano tokarenje dijelova i praznina iz kalibrirane šipke. Ovo ime dobila je zbog načina pričvršćivanja reznih alata, koji su pričvršćeni u poseban držač, koji može biti statički ili pogonski. Držači pogona proširuju funkcionalnost ovog tipa stroja, s njim možete bušiti rupe, rezati navoje, glodati.
Postoje CNC tokarilice s kupolom ( upravljanje programom), koji ne zahtijevaju gotovo nikakvog rukovatelja ako su opremljeni dodavačem šipki.
Strojni centar za struganje i glodanje
Ovaj centar kombinira funkcije strojeva za glodanje i tokarenje. Takva oprema nadmašuje mogućnosti revolverskih strojeva s konusnom glavom za glodanje (Capto, HSK). Zbog ovoga alat za tokarenje može se ugraditi u glavu za glodanje, što omogućuje izvođenje tokarenja. Mogu se postaviti rezači s četvrtastim ili posebnim drškom. Takvi se centri u pravilu koriste za tokarenje, glodanje radilica i drugih dijelova.
Automatsko uzdužno okretanje
Takva je oprema neophodna za izradu malih dijelova od oblikovanog profila, kalibrirane, hladno vučene šipke. U tom slučaju stroj može raditi s različitih materijala(legirani čelik, bakar itd.). Prednost automatskih strojeva je što su dobri za masovnu proizvodnju. Postoje strojevi s pomičnom i fiksnom glavom. Postoje i okretni i jednovreteni. Prvi može izvoditi nekoliko operacija istovremeno s različitim dijelovima.
Strugovi se koriste za obradu metala, drva ili plastike. Njihov princip rada sastoji se u rezanju i okretanju zareza / praznina posebno pripremljenih za to. Moraju imati određeni oblik koji vam omogućuje rotaciju izratka dok ga okrećete rezačem, iako u nekim slučajevima i kada koristite dodatne uređaje na tokarilicama, iz praznih dijelova možete okretati kvadratne i razne druge oblike, uključujući dijelove ugniježđene jedan u drugi. ne samo okruglog, već gotovo bilo kojeg oblika.
Stolni tokarski strojevi
(Sl. 1) Takvi strojevi su fiksirani i postavljeni na stol. Obično su to uređaji male veličine i težine. Uz njihovu pomoć, obradaci se obrađuju od raznih materijala (metal, drvo, plastika). Takvi uređaji su sposobni izvesti gotovo sve operacije tokarenja. Također se mogu koristiti za bušenje, bušenje i glodanje. Neki modeli stolnih strojeva mogu imati nedovoljno osoblja, što proširuje njihove mogućnosti.
Vrlo je prikladno raditi s takvim uređajima na malim dijelovima, pa se koriste ne samo kod kuće, već iu industrijskoj (uglavnom maloj) proizvodnji, u autoservisima, školama itd. Prednosti stolnih tokarilica su niske razina buke, mala cijena, niska potrošnja energije i jednostavan rad. Strojevi se često mogu rekonfigurirati, a sam proces ponovnog opremanja također nije jako kompliciran.
CNC strugovi
(Sl. 2) Programirano numeričko upravljanje (CNC) može uvelike poboljšati rad stroja, čineći ga preciznijim, a istovremeno povećavajući produktivnost. CNC je skup različitih softverskih alata koji međusobno djeluju.
Postoje tri glavne vrste sustava koji se koriste u CNC-u:
Otvorena. Uključen je jedan tok informacija. Uređaj prvo dešifrira informacije, a tek onda prenosi naredbe mehanizmu za obradu.
Zatvoreno. Oni rade na temelju dva toka informacija primljenih od uređaja za očitavanje i mjerenje.
Samopodešavajući. Na temelju toga kako se mijenja obrada dijelova, oni mogu ispraviti primljene informacije.
Potonji tip CNC sustava značajno povećava točnost obrade dijelova, budući da se sve promjene pohranjuju u memoriju uređaja. Na temelju pohranjenih podataka generira se kontrolni signal.
Ovisno o tome kako se upravlja kretanjem, CNC strojevi se dijele na: pozicijske (precizno postavljeni mehanizam za obradu u željena pozicija, nakon čega počinje radni proces),
Pravokutni (koriste se pri obradi stepenastih obratka, sami mogu mijenjati poprečne i uzdužne zupčanike),
Contour (omogućuju vam kontinuiranu kontrolu radnih elemenata stroja).
Školske tokarilice
(Sl. 3) Za nastavu u školama koriste se laki tokarski strojevi, normalne točnosti (razred H). Ponekad se u učionici koriste poluautomatski uređaji (na primjer, TV-4 stroj, koji je bio naširoko korišten u sovjetsko vrijeme). S malim dimenzijama, školski strojevi obično imaju prilično dobru funkcionalnost. Njihove cijene su često niske. Uz pomoć ovih strojeva možete izvoditi oštrenje i bušenje, rezanje ili podrezivanje, rezanje jednostavnih metričkih navoja, bušenje itd. Promjer proizvoda obično ne prelazi 200 mm, s promjerom okretanja ne većim od 125 mm. Strojevi također mogu obraditi šipke, po mogućnosti promjera do 15 mm. Pogodni su za rad s metalom, drvom, plastikom. Ponekad su školski strojevi opremljeni uređajima koji omogućuju, između ostalog, mljevenje metala.
Tokarilica za rezanje vijaka
(Sl. 4) Tokarilica za rezanje vijaka najčešće se koristi u radu na metalima (i obojenim i željeznim). Ovo je najsvestraniji tip stroja koji se koristi i za jednodijelnu proizvodnju dijelova i za proizvodnju malih grupa.
Koriste se za proizvodnju različiti tipovi navoji (korak, inčni, metrički, modularni); okretanje konusa itd.
Dizajn raznih strojeva ove skupine praktički je isti, među njegovim glavnim elementima:
Krevet (osnova za montažne mehanizme),
Dvije glave glave (prednje i stražnje) s mjenjačima, vretenom, svrdlom itd.
Pregača (uređaj koji pretvara rotaciju u translacijske pokrete),
Čeljust (na nju je pričvršćen alat za rezanje).
To su univerzalni strojevi koji se koriste za sve vrste industrijskih radova.Glavne vrste tokarilica za rezanje vijaka su:
Lagan, koristi se u proizvodnji alata, dijelova, uređaja, satova.
Srednji je najčešći. Postoje podijeljeni i nepodijeljeni pogoni. Imati pouzdan sustav upravljanje. Oni obavljaju 70 - 80% svih tokarskih radova.
Teški imaju nepodijeljeni pogon, obrađuju dijelove promjera 1250 mm i više.
Postoje tri razine točnosti: normalna, napredna, visoka. Dodatno se razlikuju alatni strojevi posebno visoke preciznosti i glavni strojevi.
Strugovi sa/s pogonom
(Sl. 5) Beskonačni pogon (b/s) omogućuje vam glatku i kontinuiranu promjenu brzine vretena. Korištenje strojeva s a / s, omogućuje vam obradu radnog komada izvana i iznutra s optimalnim posmakom pri najpovoljnijim brzinama za to. Takvi su uređaji pouzdani i izdržljivi, zbog nedostatka mjenjača. Istodobno, strojevi s b / s vrlo su jednostavni za održavanje. Njihova se brzina može podesiti na tri različita načina:
mehanički,
hidraulički,
Električno.
Uz pomoć stroja s / s pogonom obrađuju se ne samo metalni proizvodi, već i drveni ili plastični. Većina uređaja podliježe ponovnom prilagođavanju, što im omogućuje obavljanje raznih tehnoloških zadataka. Proces pretvorbe je prilično jednostavan. Ovi strojevi se koriste u industrijska proizvodnja kao i kod kuće. Obavljaju razne funkcije: glodanje, oštrenje, bušenje i druge.
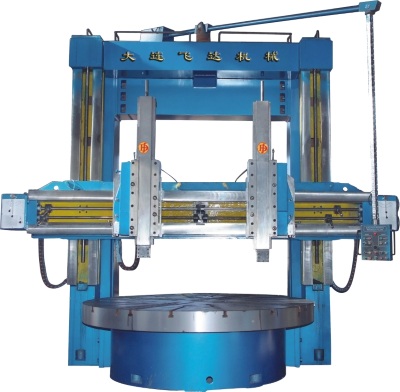
Vertikalni tokarski strojevi
(slika 6) Vrtuljci dizajniran za rad s teškim dijelovima velikog promjera s malom duljinom (zupčanici, zamašnjaci itd.). Radni komad koji se obrađuje pričvršćen je na prednju ploču. Postavlja se vodoravno. Ovo svojstvo olakšava proces pričvršćivanja. Sada se ovi strojevi koriste prilično rijetko zbog njihove niske produktivnosti i poteškoća povezanih s instalacijom i održavanjem.
Uz stol i prednju ploču, vrtuljak je opremljen:
dva stalka,
čeljusti,
Prijeći.
Tri su vrste čeljusti uključene u dizajn:
Revolving (prilikom rada s vanjskim površinama);
Čeljust za bušenje (za bušenje površina, rezanje utora);
Bočni oslonac (koristi se i za rad s vanjskim površinama).
Uređaj radi na temelju tri pokreta: rotacije prednje ploče i pomicanja čeljusti i pomicanja.
Prema promjeru prednje ploče, strojevi za vrtuljke dijele se na jednostupne (D< 200см), двустоечные (D >200 cm). Ovisno o točnosti - do visoke preciznosti, standardne, teške.
CNC strugovi
(Sl. 7) CNC-opremljene vertikalne tokarilice mogu proizvesti dijelove uz minimalan napor od strane operatera. Koriste se i za doradu i za grubu obradu. Obavlja razne funkcije (od tokarenja do glodanja). Korištenje ovaj stroj omogućuje rad s željeznim i obojenim metalima. Osim toga, na njemu se mogu obrađivati i nemetalni proizvodi (uz legure, keramiku).
Tipično, dizajn takvog stroja osigurava uzemljeni mjenjač, nekoliko pogona (štoviše, glavnim se može upravljati motorom s naizmjenična struja). Stol na kojem je stroj montiran često ima toplinska svojstva. Ponekad postoji funkcija za automatsko podešavanje razmaka između vretenastih valjaka.
Sustavi numerička kontrola u nekim modelima mogu se ugraditi ovisno o željama kupca. Također, uređaji se mogu dodatno opremiti (s transporterom strugotine, dodatni alati itd.).
Strojevi za rezanje cijevi
(Sl. 8) Na temelju naziva strojeva, glavni smjer njihove primjene je obrada čelične cijevi. Uz njihovu pomoć, krajevi cijevi se obrađuju, navoje itd. Ovaj tip strojevi se koriste u svim granama metaloprerađivačke industrije koje rade s zarezima u obliku cijevi, kao i u industrijama koje se bave njihovim popravkom i izradom. Značajke strukture strojeva omogućuju vam da bez napora obrađujete duge izratke. A dijelovi proizvedeni uz njihovu pomoć koriste se u ulju i plinske industrije pa čak i u istraživanju.
CNC strojevi za rezanje cijevi
(Sl. 9) Prilikom rada sa strojem za rezanje cijevi opremljenim CNC-om, obradak je učvršćen s dva kraja u steznu glavu (prethodno je prošao kroz vreteno), a ostatak (ugrađuje se na njega). Zatim se postavlja program koji može automatski odrezati neispravne dijelove (obično krajeve) proizvoda. Vodeći elementi aparata obično su kaljeni i brušeni. Time se značajno povećava i pouzdanost jedinice i njezin vijek trajanja, uz zadržavanje njezine točnosti. CNC strojevi za rezanje cijevi, osim svega, često su opremljeni revolverima (s horizontalnom osi), hidrauličkim, pneumatskim, mehaničkim steznim glavama, te CNC upravljanim rezačem. Prisutnost CNC-a također omogućuje korištenje različite vrste operacije tokarenja.
Tokarilice s kupolom
(Sl. 10) Ako je potrebno raditi s kalibriranom šipkom ili steznom glavom, najčešće se koriste tokarilice s kupolom. Uz njegovu pomoć izvode se okretanje, obrezivanje, upuštanje, okretanje i druge operacije. Strojevi ovog tipa omogućuju izradu dijelova vrlo složene izvedbe.
Naziv je povezan s načinom pričvršćivanja alata za rezanje. Nakon što su ih prethodno učvrstili u držač, ugrađuju se u poseban bubanj. Takvi držači ili blokovi su statični i pogonjeni. Učvršćeni su krekerima ili vijcima.
Statički se koriste za nerotirajuće alate, pogonjene - kod bušenja rupa koje odstupaju od osi dijela, glodanja, tokarenja itd. Takvim su blokovima opremljeni samo neki revolverski strojevi.
Ako je stroj dodatno opremljen protuvretenom, to će omogućiti promjenu položaja dijela bez prekida rada cijelog mehanizma, obrađujući radni komad sa svih strana.
administracija Ukupna ocjenačlanci: Objavljeno: 2015.04.24
Također preporučujemo
 Preklopno napajanje: popravak i usavršavanje
Preklopno napajanje: popravak i usavršavanje
 Daljinsko upravljanje svjetlom
Daljinsko upravljanje svjetlom
 Satovi plivanja za djecu predškolske dobi
Satovi plivanja za djecu predškolske dobi
 Napomene za majstora - kućni kućni alarmi
Napomene za majstora - kućni kućni alarmi
 Propeler sata na Atmega8
Propeler sata na Atmega8
 Primjeri primjene uređaja i releja, kako odabrati i pravilno spojiti relej Mikrokontroler i relej jednostavni sklopovi za prebacivanje
Primjeri primjene uređaja i releja, kako odabrati i pravilno spojiti relej Mikrokontroler i relej jednostavni sklopovi za prebacivanje