Strojevi za rezanje metala, prodaja metalorezne opreme u katalogu, opisi, cijene, karakteristike. Vrste opreme za rezanje metala
"strojevi za rezanje metala"
Klasifikacija alatnih strojeva prema tehnološkoj namjeni, stupnju automatizacije, vrste obrade, dimenzije, masa i točnost.
po tehnološkoj namjeni: okretanje; bušenje i bušenje; brušenje, poliranje, dorada, oštrenje; kombinirana i fizikalno-kemijska obrada; obrada zupčanika i navoja; mljevenje; blanjanje, prorezivanje, zadržavanje; izrezati. Svaka grupa je podijeljena u 9 tipova: po namjeni, značajkama dizajna, svestranosti itd. Po stupnju automatizacije: poluautomatski, automatski, CNC, GPM. Po težini: lagani (do 1t), srednji (1-10t), teški (10-100t), jedinstveni (iznad 100t). Po točnosti: N - normalna točnost, P - povećana točnost, V - visoka točnost, A - ekstra visoka točnost, C - posebno precizni strojevi (majstor stroja).
Dimenzije strojeva. Model stroja i njegova oznaka.
Raspon veličina- nazivaju skupinu strojeva iste vrste sličnih kinematičke sheme, dizajna, izgled, ali imaju različite osnovne parametre - veličine. Konstrukcija stroja određene veličine dizajnirana za zadanu vrstu obrade naziva se model. Prva znamenka - označava grupu, druga - vrstu, treća i četvrta - karakterizira radni prostor (osnovnu veličinu). Slovo iza prve ili druge znamenke označava da je stroj moderniziran, a slovo iza brojeva označava preinaku, modifikaciju osnovnog modela stroja. 16K20F3 - tokarilica za rezanje vijaka(prve 2 znamenke) sa središnjom visinom od 200 mm normalne točnosti, F3 - numeričko upravljanje, 3 koordinatna kretanja u x, y, z.
Namjena, obrasci rezanja i tehnološke mogućnosti tokarilica za rezanje vijaka.
Namjena stroja je vanjsko i unutarnje tokarenje, rezanje desnog i lijevog metričkog, colnog, modularnog i koraknog navoja, jednokrevetnih i višestrukih navoja s normalnim i povećanim korakom, čeonih navoja itd. Stroj se koristi u pojedinačnoj i maloj proizvodnji. Uz pravilan rad na strojevima srednje veličine s normalnom točnošću, površine se mogu dobiti prema 8 ... 7 stupnjeva točnosti s hrapavošću R a ne većom od 3,2 ... 1,6 mikrona. Na posebnim strojevima visoke preciznosti, pri korištenju alata od monokristala dijamanata, moguće je dobiti površine s greškom oblika određenom desetinkama mikrona i hrapavosti R z do tisućinki mikrona.
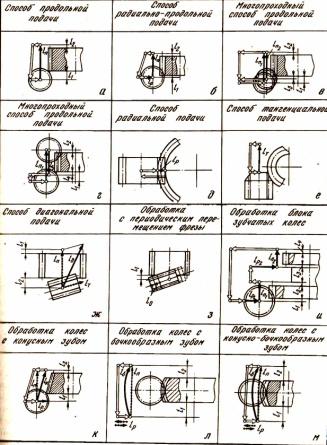
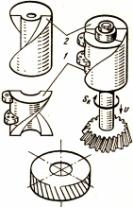
Namjena, sheme rezanja i tehnološke mogućnosti strojeva za brušenje zupčanika.
Strojevi za brušenje zupčanika rade prema metodi kopiranja i metodi savijanja. Za rezanje cilindričnih zupčanika koriste se strojevi koji rade po metodi kopiranja. U slučaju ugradnje posebnog alata, također za izradu kosih kotača. Strojevi za savijanje namijenjeni su za obradu cilindričnih zupčanika s ravnim i kosim zubima, kao i pužnih zupčanika. Alatni strojevi razreda H, P mogu osigurati obradu kotača prema 7. - 5. stupnju točnosti (GOST 1643-81) pri obradi pužnim rezačima i 9 - 8. - pri radu s diskovima i rezačima za prste. Alatni strojevi razreda B.A i C, prilikom obrade modulnih kotača do 12 mm s pužnim rezačima, omogućuju postizanje 4 - 2 stupnja točnosti. Master strojevi, koji su modifikacije strojeva klase C, mogu pružiti 1. stupanj točnosti pri obradi pužnih kotača.
Namjena, klasifikacija, osnovna kretanja i tehnološke mogućnosti glodalica.
Namijenjeni su za obradu vanjskih i unutarnjih, ravnih, oblikovanih površina, izbočina, utora, ravnih i zavojnih utora, utora na vratilima, zupčanika za rezanje itd. Izrađuju univerzalne, specijalizirane i specijalne glodalice prema svojoj izvedbi. Pokreti oblikovanja su rotacija rezača (glavno gibanje) i gibanje pomaka koji informiraju radni komad ili rezač. Glavni pogoni i pogoni za dovod izrađuju se zasebno. Za CNC stroj, prema klasi točnosti P, utvrđuju se sljedeće tolerancije (µm): točnost linearnog jednostranog pozicioniranja s duljinom hoda veće od 400 do 1000 mm - 25; na zaobljenosti rupe obrađene rezačem s konturom PU - 12; za ravnost zaobljenih rubova - 20.
Namjena, shema rezanja i tehnološke mogućnosti strojeva za oblikovanje zupčanika.
Na tim strojevima izrezuju se čelni zupčanici vanjskog i unutarnjeg zupčanika, a uz prisutnost kopirnog stroja i zavojnog rezača izrezuju se čelni zupčanici. Osim toga, na ovim strojevima mogu se rezati blokovi od nekoliko kotača. Prednost ovih strojeva je kontinuitet rada bez gubitka vremena za približavanje izratku i izlazak iz njega. Postavljanje stroja za rezanje zavojnih zupčanika ne razlikuje se od uobičajenog. U tom su slučaju instalirani fotokopirni uređaji s vijčanim vodilicama, koji daju dodatnu rotaciju kopirnom stroju. Kao rezultat rotacijskog i povratnog gibanja, zubi rezača će se kretati duž zavojnice, čiji kut nagiba mora biti jednak kutu nagiba zavojnice zubaca rezanog kotača na razdjelnom cilindru.
Namjena, klasifikacija, osnovna kretanja i tehnološke mogućnosti strojeva za bušenje.
Strojevi za bušenje su dizajnirani za obradu dijelova tijela. Mogu se koristiti za bušenje, bušenje, glodanje, upuštanje, urezivanje navoja itd. Strojevi za bušenje dijele se na sljedeće vrste: strojevi za horizontalno bušenje; strojevi za koordinatno bušenje; strojevi za dijamantno bušenje (završnu obradu i bušenje). Kod korištenja dodatnih izmjenjivih jedinica (glave za glodanje, prednja ploča), moguće je glodati međusobno okomite ravnine, strojno obraditi vanjske cilindrične površine itd. Mogućnost obrade praznina sa četiri strane bez ponovne instalacije. Strojevi za koordinatno bušenje mogu se koristiti i kao mjerni strojevi za kontrolu linearnih dimenzija duž tri osi, kutnih dimenzija razmaka od centra do centra. Moguće je izvršiti precizno označavanje u ideji probijanja, kao i napraviti podjelu i označavanje na metalnim površinama. Na strojevima za završnu obradu postiže se visoka točnost obrade rupa - odstupanje od zaobljenosti od 3 ... 5 mikrona i hrapavost površine R a = 0,16 ... 0,63 mikrona.
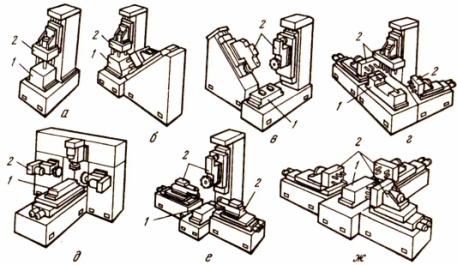
Agregatni strojevi za obradu dijelova karoserije, njihove tehnološke mogućnosti i klasifikacija.
Agregatni strojevi nazivaju se specijalni strojevi, koji se sastavljaju od funkcionalno neovisnih normaliziranih i djelomično posebnih jedinica i dijelova. Na modularnim strojevima izvode se bušenje, bušenje, narezivanje, razvrtanje rupa i njihovo upuštanje i upuštanje, žlijebljenje, obrezivanje krajeva, glodanje. U takvim strojevima obradak je obično nepomičan, što omogućuje istovremenu obradu velikog broja alata s više strana. Klasifikacija: 1) ovisno o dimenzijama obrađenih obratka, zvučnici su podijeljeni u tri skupine, koje se razlikuju po veličini, težini i jedinstvenim jedinicama koje se koriste: Zvučnici srednje veličine opremljeni quill power glavama s pogonom ravnog bregastog pogona snage 1,1 ... 3 kW; Zvučnici velikih veličina, opremljeni hidrauličkim ili elektromehaničkim stolovima, na kojima su ugrađene vretenaste jedinice. 2) prema odsutnosti ili prisutnosti transportnog uređaja za periodično pomicanje izratka koji se obrađuje, AU se dijeli na jedno- i višepozicijske.
Automatske linije, njihova namjena, klasifikacija i tehnološke mogućnosti. rotacijske linije.
Automatske linije nazivaju se proizvodne linije strojeva i jedinica povezanih u jedinstveni sustav u kojem se cijeli kompleks tehnoloških procesa odvija bez izravnog sudjelovanja radnika. Razvrstavaju se: 1) prema stupnju kombinacije vremena obrade i transporta izradaka automatske linije: - stacionarne, - rotacijske, - transportne; 2) po broju navoja: - jednonavoj (svaka operacija se izvodi na jednom izratku), -višenavoj (jedna te ista operacija se izvodi na više izradaka); 3) prema broju tipova simultane obrade praznina: - jednopredmetni, - višepredmetni. Fleksibilna automatska linija se prilagođava zadanoj i rekonfigurira na novu nomenklaturu dijelova. Rotacijske linije - skup rotacijskih automatskih strojeva na kojima se obrađuju izratci, izrađeni u procesu kontinuiranog transporta zajedno s alatom za rezanje. Glavna značajka rotacijskih linija je kombinacija u vremenu transportnih zaliha i njihove obrade.
Strojni moduli i fleksibilni sustavi strojeva, njihov sastav i tehnološke mogućnosti.
Namjena, tehnološke mogućnosti i klasifikacija strojeva za mljevenje.
Za razliku od alata s oštricama, brusne ploče rade na dodir. Rotacijskim kretanjem kruga u zoni njegova kontakta s obratkom dio zrna odsiječe materijal u obliku vrlo velikog broja tankih strugotina (10 8 ppm). Proces rezanja sa svakim zrnom je gotovo trenutan. Razvrstavanje strojeva za brušenje prema obliku površine koja se obrađuje: ravno - brušenje površine, brušenje lica, uzdužno brušenje; cilindrično - kružno brušenje (središte), brušenje bez centra; vijak - brušenje navoja; trčanje (evolutivno) - brušenje zupčanika; oblikovano - profilno brušenje. Strojevi za brušenje odlikuju se visokom preciznošću, što omogućuje da se osigura visoka kvaliteta obrade, određena preciznošću, što omogućuje da se osigura visoka kvaliteta obrade, određena preciznošću dimenzija (2 - 4 mikrona i tokarenje), oblika (npr. nekružnost 0,3 - 0,5 mikrona, cilindričnost 1 - 2 µm, ravnost 2 µm) i položaj tretirane površine, kao i njezina hrapavost (R a - 0,63 - 0,16 µm). Dimenzijska točnost tijekom brušenja određena je malim dubinama reza (0,05 - 0,005 mm ili manje), što zahtijeva mikro pomicanje sklopa
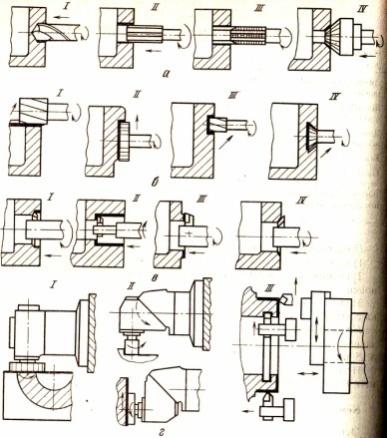
Namjena, klasifikacija, osnovna kretanja i tehnološke mogućnosti strojeva za bušenje.
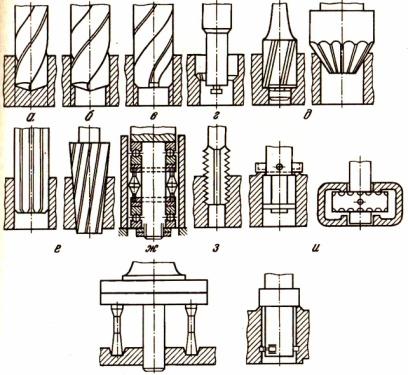
Dizajniran za obradu prolaznih i slijepih rupa krajnjim alatima (bušilice, upuštači, razvrtači, slavine). Vrste operacija koje se izvode na strojevima za bušenje: bušenje, razvrtanje, upuštanje, razvrtanje, urezivanje. Pomoću posebnih alata i učvršćenja na strojevima za bušenje možete izbušiti rupu velikog promjera - trepaniranje, lapiranje rupe, obrezivanje krajeva (zikovka). Najčešći su sljedeći tipovi strojeva za bušenje: vertikalni jednovretenski strojevi za bušenje, strojevi za radijalno bušenje, stolni jednovreteni vertikalni strojevi za bušenje, strojevi za duboko bušenje (horizontalni raspored), agregatni strojevi za bušenje koji se sastoje od normaliziranih jedinica. Može imati do 100 ili više vretena.
Višenamjenski strojevi i njihove tehnološke mogućnosti.
Više od 70% dijelova tipa okretnih tijela, osim tokarenja, zahtijevaju i dodatne operacije: obradu rupa (bušenje, bušenje i sl. od kojih se nalaze // prependikularno ili pod kutom prema osi dijela , glodanje ispod različitim kutovimažljebovi, volumetrijsko glodanje. Izrada višenamjenskih strojeva omogućuje potpunu složenu obradu dijela na jednom stroju u jednoj postavci. Značajno poboljšava točnost obrade i performanse obrade. Polarni koordinatni pogon, ovisno o uvjetima obrade, mora osigurati ili kontrolu položaja (mehanička podjela), ili kontinuirano upravljanje s rezolucijom od 0,001 i uključivanjem na frekvenciji od 0,2-0,25 o/min.
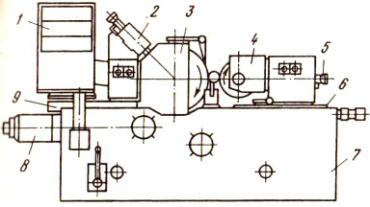
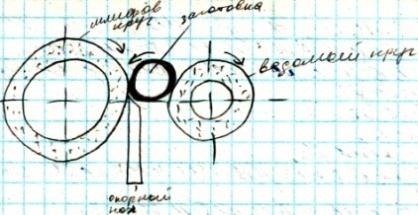
Namjena, glavne jedinice i shema rezanja na strojevima za mljevenje bez centra.
Koriste se u velikoj proizvodnji za visokoučinkovito brušenje površina kao što su okretna tijela malog promjera i velike duljine, kao i obratka bez središnjih rupa. 1 - upravljački blok, 2 i 5 - uređaji za oblaganje brusnog kotača i pogonskog kruga, 3 - naglavak za brušenje, 4 - naglavak vodećeg kruga, 6 - klizač glave za glavu vodećeg kruga, 7 - ležaj stroja, 8 - hranilica za uranjanje, 9 - grah za brušenje saonica.
Proizvedeni strojevi za rezanje metala domaći proizvođači, podijeljeni su u nekoliko kategorija, koje karakteriziraju odgovarajuću klasifikaciju. U koju kategoriju spada ova ili ona oprema možete odrediti po njenom označavanju, što puno govori onima koji je razumiju. No, bez obzira kojoj kategoriji pripada uređaj za rezanje metala, bit obrade na njemu svodi se na to da rezni alat i dio čine pokrete oblikovanja, a upravo oni određuju konfiguraciju i dimenzije gotovog proizvoda. .
Najčešći tipovi strojeva za rezanje metala: 1-6 - tokarenje, 7-10 - bušenje, 11-14 - glodanje, 15-17 - blanjanje, 18-19 - provlačenje, 20-24 - brušenje.
Vrste opreme za rezanje metala
Strojevi za rezanje metala, ovisno o namjeni, podijeljeni su u devet glavnih skupina. To uključuje sljedeće uređaje:
- okrećući se- sve sorte (označene brojem "1");
- bušenje i bušenje– strojevi za bušenje i bušenje (skupina “2”);
- brušenje, poliranje, dorada– strojevi za rezanje metala za doradu, brušenje, oštrenje i poliranje tehnološke operacije(skupina "3");
- kombinirano– uređaji za rezanje metala posebne namjene(skupina "4");
- rezbarenje i rezanje zupčanika- strojevi za obradu elemenata navojnih i zupčastih spojeva (skupina "5");
- mljevenje– strojevi za izvođenje rad na glodanju(skupina "6");
- prorezivanje, blanjanje i provlačenje- strojevi za rezanje metala različitih modifikacija, odnosno za blanjanje, žlijebljenje i provlačenje (skupina "7");
- podjela- oprema za rezanje, uključujući pile (skupina "8");
- razne- primjeri takvih jedinica za rezanje metala - bezcentralno guljenje, piljenje i drugi (skupina "9").
Grupe i vrste strojeva za rezanje metala (kliknite za povećanje)
Osim toga, alatni strojevi mogu biti jedne od sljedećih vrsta:
- više- i jednovreteni, specijalizirani (poluautomatski i automatski), kopirni višerezni, okretni, bušenje i rezanje, vrtuljak, frontalni i specijalni;
- oprema za izvođenje tehnoloških operacija bušenja i bušenja: više- i jednovretenasta, poluautomatska, vertikalnog, horizontalnog i radijalnog tipa, bušilice koordinatne, dijamantne i horizontalni tip, različiti modeli bušenja;
- Različite vrste strojevi za brušenje (ravno, unutarnje i kružno brušenje), oprema za grubo i poliranje, brusne i specijalizirane jedinice;
- vrste strojeva za obradu metala namijenjenih za obradu elemenata zupčanika i navojne veze: rezanje zupčanika (uključujući i one namijenjene za obradu konusnih kotača), rezanje zupčanika - za cilindrične zupčanike, urezivanje zupčanika, narezivanje navoja, narezivanje i brušenje zupčanika, dorada zupčanika, ispitivanje, glodanje navoja, uređaji za obradu krajeva zuba i elemenata pužnih parova ;
- strojevi za rezanje metala koji pripadaju skupini za glodanje: konzolni (okomiti, horizontalni i univerzalni modeli) i bez konzole (okomiti uređaji, uzdužni, modeli za kopiranje i graviranje);
- oprema za blanjanje i modeli za slične namjene: uzdužni strojevi na koje se ugrađuju jedan ili dva stalka; horizontalni i vertikalni uređaji za provlačenje;
- oprema za rezanje: opremljena glatkim metalnim diskom, rezačem ili pilama razni dizajni(traka, disk, pila za metal); pravilno rezne vrste strojeva za obradu metala;
- ostale vrste strojeva za obradu metalnih zaliha: dijeljenje, za upravljanje bušilicama i brusnim pločama, turpijanje, balansiranje, ravnanje i grubo brušenje bez centra, piljenje.

okomito- Glodalica— jedan od predstavnika opsežne mlinarske skupine
Klasifikacija strojeva za rezanje metala također se provodi prema sljedećim parametrima:
- po težini i ukupnim dimenzijama opreme: velika, teška i jedinstvena;
- prema stupnju specijalizacije: strojevi namijenjeni za obradu obradaka iste veličine - posebni; za dijelove različite, ali iste veličine - specijalizirane; univerzalni uređaji, na kojem možete obraditi dijelove bilo koje veličine i oblika;
- prema stupnju točnosti obrade: povećana - P, normalna - N, visoka - B, osobito visoka točnost - A; također razlikuju strojeve na kojima možete izvesti posebno preciznu obradu - C, nazivaju se i preciznim.
Označavanje stroja
Klasifikacija opreme dizajnirane za obradu metalnih praznina sugerira da će svaki stručnjak, nakon što je vidio njegovu oznaku, odmah moći reći koji je stroj za rezanje metala ispred njega. Ova oznaka sadrži abecedne i numeričke znakove koji označavaju individualne karakteristike uređaja.
Prva znamenka je skupina kojoj pripada stroj za rezanje metala, druga je vrsta uređaja, njegova vrsta, treća (iu nekim slučajevima i četvrta) je veličina glavne jedinice.

Nakon brojeva navedenih u oznaci modela mogu biti slova koja određuju ima li model stroja za rezanje metala posebne karakteristike. Takve karakteristike uređaja mogu uključivati njegovu razinu točnosti ili naznaku modifikacije. Često se u oznaci stroja slovo može naći već nakon prve znamenke: to znači da pred sobom imate modernizirani model, u čijem tipičnom dizajnu su napravljene bilo kakve promjene.
Kao primjer, možete dešifrirati oznaku stroja 6M13P. Brojke u ovoj oznaci označavaju da imamo glodalicu („6”) prvog tipa („1”), koja pripada 3. standardnoj veličini („3”) i omogućuje obradu s povećanom preciznošću (slovo „P” ). Slovo "M", prisutno u oznaci ovaj uređaj, ukazuje da je prošao modernizaciju.
Razine automatizacije
Vrste tokarilica, kao i uređaji za bilo koju drugu namjenu, koji se koriste u masovnoj i masovnoj proizvodnji, nazivaju se agregati. Ovo ime su dobili zbog činjenice da su sastavljeni od iste vrste jedinica (sklopova): kreveta, radnih glava, stolova, vretenastih jedinica i drugih mehanizama. U izradi strojeva koji su neophodni za proizvodnju u malom i jednodijelnom obliku koriste se potpuno drugačiji principi. Dizajn takvih uređaja, koji su vrlo svestrani, može biti potpuno jedinstven.

Klasifikacija tokarilica (kao i opreme bilo koje druge kategorije) prema stupnju automatizacije podrazumijeva njihovu podjelu u sljedeće vrste:
- ručni modeli, sve operacije na kojima se izvode u ručnom načinu rada;
- poluautomatski, u kojem se dio tehnoloških operacija (postavljanje izratka, pokretanje uređaja, uklanjanje gotovog dijela) izvodi ručno (sve ostale operacije povezane s pomoćnim provode se automatski);
- automatski, za čiji rad je potrebno samo postaviti parametre obrade, sve ostale operacije obavljaju samostalno, u skladu s zadanim programom;
- CNC jedinice za rezanje metala (svim procesima na takvim strojevima upravlja poseban program koji sadrži kodirani sustav brojčanih vrijednosti);
- oprema za rezanje metala koja spada u kategoriju fleksibilnih automatiziranih modula.
Najistaknutiji predstavnici strojeva za rezanje metala su CNC uređaji čiji se rad kontrolira posebnim računalnim programom. Takav program, koji njegov operater unosi u memoriju stroja, određuje gotovo sve parametre jedinice: brzinu vretena, brzinu obrade itd.
Sve vrste strojeva za obradu metala opremljene CNC sustavom sadrže sljedeće tipične elemente u svom dizajnu.
- Operatorska konzola (ili konzola), putem koje se u memoriju stroja pohranjuje računalni program koji upravlja njegovim radom. Osim toga, uz pomoć takvog daljinskog upravljača možete izvršiti i ručnu kontrolu svih parametara jedinice.
- Kontrolor - važan element CNC sustav, uz pomoć kojeg se ne generiraju samo upravljačke naredbe koje se prenose na radne elemente opreme, te se kontrolira ispravnost njihovog izvođenja, već i sve potrebne izračune. Ovisno o stupnju složenosti modela jedinice, kao kontroler za njegovu opremu mogu se koristiti i snažan kompresor i konvencionalni mikroprocesor.
- Zaslon ili zaslon koji djeluje kao komandna i upravljačka ploča za operatera. Takav element omogućuje praćenje rada stroja za rezanje metala u stvarnom vremenu, kontrolu procesa obrade i, ako je potrebno, brzu promjenu parametara i postavki.
Princip rada strojeva za obradu metala opremljenih CNC sustavom je jednostavan. Preliminarno je napisan program koji uzima u obzir sve zahtjeve za obradu pojedinog obratka, a zatim ga operater unosi u kontroler stroja pomoću posebnog programatora. Naredbe ugrađene u takav program daju se radnim elementima opreme, a nakon njihovog izvršenja stroj se automatski isključuje.
Korištenje strojeva za rezanje metala opremljenih numeričkim upravljanje programom, omogućuje izvođenje obrade s visokom točnošću i produktivnošću, što je razlog za njihovu aktivno korištenje opremiti industrijska poduzeća proizvodnju proizvoda u velikim serijama. Takve jedinice su zbog visoka razina njihove automatizacije savršeno su integrirani u velike automatizirane linije.
Dizajn stroja
Svi strojevi koji pripadaju kategoriji obrade metala imaju mnogo zajedničke značajke u svom dizajnu. Zapravo, uređaj i tehničke karakteristike takvih jedinica moraju osigurati ispravno izvođenje tehnoloških kretanja dvije vrste:
- gibanje pomaka koje čini uređaj za rezanje ili sam radni komad;
- pokret kojim se vrši rezanje.
Za izvođenje ovih pokreta, kao i za osiguranje stabilnosti rada svih ostalih elemenata opreme za obradu metala, njegov dizajn uključuje sljedeća radna tijela:
- upravljački sustav odgovoran za pokretanje i zaustavljanje stroja, praćenje svih parametara njegovog rada;
10.09.2011 18:36
Najčešći tip opreme u suvremenoj strojogradnji i instrumentarskoj proizvodnji bili su strojevi za obradu građevinski materijali uklanjanjem strugotine. Klasifikacija alatnih strojeva, usvojena još u SSSR-u, temeljila se na tehnološkoj metodi obrade obradaka, koju karakterizira vrsta površina koje se obrađuju, vrsta alatnog stroja i vrsta alat za rezanje. Raznolikost obrađenih dijelova i primijenjenih metoda obrade predodredili su postojanje mnogih vrsta i modela alatnih strojeva opće inženjerstvo(strojevi za preciznu instrumentaciju još nemaju jasan sustav klasifikacije prihvaćen standardom).
Najčešći tipovi strojeva za rezanje metala
Ovisno o prirodi posla koji se na njima obavlja i korištenom alatu za rezanje, strojevi se dijele (razvrstavaju) u skupine. Prema klasifikaciji koju je predložio Moskovski institut za eksperimentalna istraživanja alatnih strojeva za rezanje metala (ENIMS) u SSSR-u, svi masovno proizvedeni alatni strojevi podijeljeni su u 11 skupina. Svaka od ovih grupa strojeva je pak podijeljena u deset varijanti (tipova) 0-10 prema sljedećim glavnim značajkama:
- tehnološke značajke stroja (ljuštenje, dorada);
- stupanj automatizacije;
- broj najvažnijih radnih tijela (ili alata) i njihov položaj itd. Svaka vrsta ima 10 standardnih veličina.
Nulta grupa i nulti tip strojeva su rezervirani.
Skupine alatnih strojeva
- Nulta grupa a nulti tip strojeva su u stanju pripravnosti.
- Prva skupina - strugovi(pozicije 1 - 6 na slici) u ovu skupinu spadaju strojevi koji su namijenjeni za obradu rotacijskih površina. Prilikom obrade na strojevima ove skupine, pomicanje rezanja nastaje zbog rotacije obratka.
- Druga skupina - strojevi za bušenje i bušenje(na slikama pozicije 7 - 10). Glavna namjena strojeva ove skupine je obrada okruglih rupa u dijelu. Pokret rezanja dolazi od rotacije alatnog stroja. Kod nekih tipova strojeva ove skupine kretanje se daje pomicanjem stola s fiksnim dijelom.
- Treća skupina - strojevi za mljevenje(na pozicijama slika 20-24). U ovoj skupini strojeva obrada se provodi pomoću abrazivnih brusnih ploča.
- Četvrta skupina - strojevi za glodanje(na pozicijama slika 11-14). U ovoj skupini strojeva obrada (rezanje) se izvodi pomoću rezača.
- Peta skupina - strojevi za blanjanje(na pozicijama slika 15-17). U ovu skupinu strojeva spadaju strojevi čija je zajednička značajka korištenje ravnog povratnog kretanja rezača ili obratka kao reznog pokreta.
- Šesta grupa - strojevi za provlačenje (na slikama pozicije 18 i 19). Ova skupina uključuje alatne strojeve koji koriste provlačenje kao alat za rezanje.
- Sedma skupina - strojevi za poliranje i doradu. Ujedinjujući faktor ove skupine su abrazivni alati za rezanje: abrazivne trake, prašci, paste, abrazivne šipke.
- Osma skupina - zupčani strojevi. Ova grupa strojeva namijenjena je za obradu zubaca kotača, ovdje su uključeni i strojevi za brušenje zupčanika.
- Deveta skupina - strojevi za narezivanje navoja. Ova skupina strojeva namijenjena je za izradu navoja (osim za tokarilice).
- Deseta skupina - razni i pomoćni strojevi. Alatni strojevi koji nisu uključeni u druge grupe.
Ova klasifikacija dopušta svakom stroju za serijsku proizvodnju dodijeliti kodni broj(indeks) - simbol tipa i modela. Indeks se sastoji od tri do četiri znamenke: prva znamenka označava skupinu, druga - tip (raznovrsnost) stroja unutar ove skupine, treća i četvrta - karakteriziraju jednu od najvažnijih dimenzija stroja ili obratka. Veliko slovo nakon prve znamenke označava nadogradnju stroja. Slovo iza svih brojeva označava modifikaciju (izmjenu) osnovnog modela stroja odn tehnološke značajke to (na primjer, povećana točnost). Na primjer, dešifrirajmo oznaku mod. 3740. Broj 3 znači da stroj pripada skupini strojeva za mljevenje; broj 7 označava njegovu vrstu - površinsko brušenje s Okrugli stol; posljednje dvije znamenke označavaju najveći promjer stola - 400 mm. Stroj mod. 2135: broj 2 znači da je stroj druge skupine (bušenje), broj 1 - okomito, 35 - maksimalno dopušteno nazivni promjer bušenje u čeliku srednje čvrstoće 650 MPa. Model 2H135 je modernizirani stroj.
Za označavanje modela specijaliziranih i specijalnih alatnih strojeva u SSSR-u, svakoj tvornici alatnih strojeva dodijeljen je indeks od jednog ili dva slova. Ova slova dopunjena su brojevima koji označavaju serijski broj specijalnog stroja koji se proizvodi (na primjer, AM - Minska tvornica automatskih linija; MP - Minska tvornica alatnih strojeva nazvana Kirov; MK - Moskovska tvornica alatnih strojeva "Crveni proleter" , itd.).
Prema stupnju univerzalnosti i specijalizacije razlikuju se strojevi
- univerzalni, ili Opća namjena, na kojem se izvode razne operacije za obradu dijelova različite nomenklature (tokarilica za rezanje vijaka, okretna i dr.);
- specijalizirani - za obradu dijelova jednog ili nekoliko naziva, sličnih konfiguracije, ali koji imaju razne veličine, koristi se uglavnom u masovnoj proizvodnji;
- posebno - za obradu jednog dijela ili dijelova iste standardne veličine, koji se koriste u masovnoj proizvodnji, ponekad u velikoj proizvodnji.
Ovisno o masi, strojevi za rezanje metala općeg strojarstva dijele se u kategorije
- svjetlo - do 1 tone
- srednje - do 10 tona
- teška - preko 10 tona
A potonje, zauzvrat, u velike - 10-30 tona, zapravo teške - 30-100 tona i posebno teške (jedinstvene) - više od 100 tona.
Prema stupnju točnosti razlikuju se klase alatnih strojeva
- normalna točnost - H;
- povećana točnost - P;
- visoka točnost - B (preciznost);
- posebno visoke točnosti - A
- posebno precizni - C ("master"-strojevi proizvedeni pojedinačno).
Točnost obrade uglavnom je određena metodom obrade i stupnjem točnosti stroja. Dakle, strojevi normalne točnosti namijenjeni su uglavnom za obradu dijelova srednje veličine unutar kvalifikacija 7-9.
Alatni strojevi s programskim upravljanjem (PU)
Alatni strojevi s programskim upravljanjem (PU) mogu biti sa sustavima cikličko programsko upravljanje(CPU) ili sa sustavima numeričkog upravljanja(CNC). Strojevi s digitalnom indikacijom i predpostavkom koordinata raspoređeni su u posebnu skupinu. Kod strojeva s CPU-om (imaju indeks C u oznaci modela) u programski se nosač unose samo tehnološke informacije, a na stroju s graničnicima je omogućeno podešavanje dimenzija. U CNC strojevima (indeksi F2, FZ, F4) upravljanje se provodi s programskog nosača, u kojem su kodirane i tehnološke i dimenzionalne informacije. Alatni strojevi s digitalnom indikacijom i predpostavkom koordinata (indeks F1) imaju elektronički uređaj koji postavlja koordinate točaka površine koja se obrađuje, a križni stol se dovodi u traženi položaj. Križni stol ima senzor povratne informacije, svaki trenutni položaj stola se prikazuje na daljinskom upravljaču (digitalna indikacija). U tim strojevima (najčešće bušilicama) obično se koristi ili unaprijed postavljena koordinata ili digitalna indikacija. Za ukupna procjena kvaliteta stroja koristiti sustav tehničkih i ekonomskih pokazatelja. Među najvažnijim pokazateljima koji određuju savršenstvo dizajna stroja u usporedbi s drugim strojevima slične namjene su: produktivnost, točnost obrade, stupanj automatizacije, obradivost, potrošnja metala, otisak, cijena.
Strojevi za rezanje metala, ovisno o namjeni, podijeljeni su u devet glavnih skupina. To uključuje sljedeće uređaje:
1. okrećući se- sve vrste tokarilica grupe za tokarenje (u oznaci su označene brojem "1");
2. bušenje i bušenje- strojevi za bušenje i bušenje (skupina "2");
3. brušenje, poliranje, dorada- strojevi za rezanje metala za tehnološke operacije dorade, brušenja, oštrenja i poliranja (skupina "3");
4. kombinirano- uređaji za rezanje metala za posebne namjene (skupina "4");
5. rezbarenje i rezanje zupčanika- strojevi za obradu elemenata navojnih i zupčastih spojeva (skupina "5");
6. mljevenje- strojevi za glodanje (skupina "6");
7. prorezivanje, blanjanje i provlačenje- strojevi za rezanje metala različitih modifikacija, odnosno za blanjanje, žlijebljenje i provlačenje (skupina "7");
8. podjela- oprema za rezanje, uključujući pile (skupina "8");
9. razne- primjeri takvih jedinica za rezanje metala - bezcentralno guljenje, piljenje i drugi (skupina "9").
Grupe i vrste strojeva za rezanje metala (kliknite za povećanje)
Osim toga, alatni strojevi mogu biti jedne od sljedećih vrsta:
· više- i jednovretene, specijalizirane (poluautomatske i automatske), kopirne višerezne, okretne, bušaće i rezne, vrtuljke, frontalne i posebne vrste tokarilica;
oprema za izvođenje tehnoloških operacija bušenja i bušenja: više- i jednovretene, poluautomatske, vertikalne, horizontalne i radijalne bušilice, koordinatne, dijamantne i horizontalne bušilice, razni modeli bušenja;
· razne vrste strojeva za brušenje (plosnato, unutarnje i kružno brušenje), oprema za grubo i poliranje, alatno brušenje i specijalizirane jedinice;
Vrste strojeva za obradu metala dizajniranih za obradu elemenata zupčanika i navojnih spojeva: rezanje zupčanika (uključujući i one namijenjene za obradu konusnih kotača), strojevi za rezanje zupčanika za cilindrične zupčanike, urezivanje zupčanika, rezanje navoja, narezivanje navoja i brušenje zupčanika, dorada zupčanika, ispitivanje, navoj glodanje , uređaji za obradu krajeva zuba i elemenata pužnih parova;
· strojevi za rezanje metala koji pripadaju skupini za glodanje: konzolni (vertikalni, horizontalni i univerzalni modeli) i nekonzolni (vertikalni uređaji, uzdužni, kopirni i gravirajući modeli);
oprema za blanjanje i modeli za slične namjene: uzdužni strojevi na koje se ugrađuju jedan ili dva stalka; horizontalni i vertikalni uređaji za provlačenje;
oprema za rezanje: opremljena abrazivnim kotačem ili glatkim metalnim diskom, rezačem ili pilama različitih dizajna (traka, kružna, pila za metal); pravilno rezne vrste strojeva za obradu metala;
Ostale vrste strojeva za obradu metalnih obradaka: dijeljenje, koje se koriste za upravljanje bušilicama i brusnim pločama, turpijanje, balansiranje, ravnanje i grubo brušenje bez centra, piljenje.
Vertikalni stroj za glodanje - jedan od predstavnika opsežne skupine za glodanje
Klasifikacija strojeva za rezanje metala također se provodi prema sljedećim parametrima:
· po težini i ukupnim dimenzijama opreme: velika, teška i jedinstvena;
Po stupnju specijalizacije: strojevi dizajnirani za obradu obradaka iste veličine - posebni; za dijelove različite, ali iste veličine - specijalizirane; univerzalni uređaji na kojima možete obraditi dijelove bilo koje veličine i oblika;
· prema stupnju točnosti obrade: povećana - P, normalna - N, visoka - B, osobito visoka točnost - A; također razlikuju strojeve na kojima možete izvesti posebno preciznu obradu - C, nazivaju se i preciznim.
Označavanje stroja
Klasifikacija opreme dizajnirane za obradu metalnih praznina sugerira da će svaki stručnjak, nakon što je vidio njegovu oznaku, odmah moći reći koji je stroj za rezanje metala ispred njega. Ova oznaka sadrži abecedne i numeričke znakove koji označavaju pojedinačne karakteristike uređaja.
Prva znamenka je skupina kojoj pripada stroj za rezanje metala, druga je vrsta uređaja, njegova vrsta, treća (iu nekim slučajevima i četvrta) je veličina glavne jedinice.
Dešifriranje označavanja strojeva za rezanje metala
Nakon brojeva navedenih u oznaci modela mogu biti slova koja određuju ima li model stroja za rezanje metala posebne karakteristike. Takve karakteristike uređaja mogu uključivati njegovu razinu točnosti ili naznaku modifikacije. Često se u oznaci stroja slovo može naći već nakon prve znamenke: to znači da pred sobom imate modernizirani model, u čijem tipičnom dizajnu su napravljene bilo kakve promjene.
Kao primjer, možete dešifrirati oznaku stroja 6M13P. Brojke u ovoj oznaci označavaju da imamo glodalicu („6”) prvog tipa („1”), koja pripada 3. standardnoj veličini („3”) i omogućuje obradu s povećanom preciznošću (slovo „P” ). Slovo "M", prisutno u oznaci ovog uređaja, označava da je nadograđen.
Razine automatizacije
Vrste tokarilica, kao i uređaji za bilo koju drugu namjenu, koji se koriste u masovnoj i masovnoj proizvodnji, nazivaju se agregati. Ovo ime su dobili zbog činjenice da su sastavljeni od iste vrste jedinica (sklopova): kreveta, radnih glava, stolova, vretenastih jedinica i drugih mehanizama. U izradi strojeva koji su neophodni za proizvodnju u malom i jednodijelnom obliku koriste se potpuno drugačiji principi. Dizajn takvih uređaja, koji su vrlo svestrani, može biti potpuno jedinstven.
CNC tokarilica
Klasifikacija tokarilica (kao i opreme bilo koje druge kategorije) prema stupnju automatizacije podrazumijeva njihovu podjelu u sljedeće vrste:
1. ručni modeli, na kojima se sve operacije izvode u ručnom načinu rada;
2. poluautomatski, u kojem se dio tehnoloških operacija (postavljanje izratka, pokretanje uređaja, uklanjanje gotovog dijela) izvodi u ručnom načinu rada (sve ostale operacije vezane uz pomoćne odvijaju se u automatskom načinu rada);
3. automatske, za čiji rad je potrebno samo postaviti parametre obrade, sve ostale radnje obavljaju samostalno, sukladno navedenom programu;
4. CNC jedinice za rezanje metala (svim procesima na takvim strojevima upravlja se posebnim programom koji sadrži kodirani sustav brojčanih vrijednosti);
5. oprema za rezanje metala koja spada u kategoriju fleksibilnih automatiziranih modula.
Najistaknutiji predstavnici strojeva za rezanje metala su CNC uređaji čiji se rad kontrolira posebnim računalnim programom. Takav program, koji njegov operater unosi u memoriju stroja, određuje gotovo sve parametre jedinice: brzinu vretena, brzinu obrade itd.
CNC može biti opremljen čak i najkompaktnijim stolni strojevi
Sve vrste strojeva za obradu metala opremljene CNC sustavom sadrže sljedeće tipične elemente u svom dizajnu.
· Operaterska konzola (ili konzola), putem koje se u memoriju stroja pohranjuje računalni program koji upravlja njegovim radom. Osim toga, uz pomoć takvog daljinskog upravljača možete izvršiti i ručnu kontrolu svih parametara jedinice.
· Upravljač je važan element CNC sustava, uz pomoć kojeg se ne samo formiraju upravljačke naredbe, prenose na radne elemente opreme, te se kontrolira ispravnost njihovog izvođenja, već se vrše i svi potrebni proračuni. napravio. Ovisno o stupnju složenosti modela jedinice, kao kontroler za njegovu opremu mogu se koristiti i snažan kompresor i konvencionalni mikroprocesor.
· Zaslon ili zaslon koji djeluje kao komandna i upravljačka ploča za operatera. Takav element omogućuje praćenje rada stroja za rezanje metala u stvarnom vremenu, kontrolu procesa obrade i, ako je potrebno, brzu promjenu parametara i postavki.
Princip rada strojeva za obradu metala opremljenih CNC sustavom je jednostavan. Preliminarno je napisan program koji uzima u obzir sve zahtjeve za obradu pojedinog obratka, a zatim ga operater unosi u kontroler stroja pomoću posebnog programatora. Naredbe ugrađene u takav program daju se radnim elementima opreme, a nakon njihovog izvršenja stroj se automatski isključuje.
Korištenje alatnih strojeva opremljenih numeričkim upravljanjem omogućuje obradu s visokom točnošću i produktivnošću, što je razlog njihove aktivne upotrebe za opremanje industrijskih poduzeća koja proizvode proizvode u velikim serijama. Takve jedinice, zbog svoje visoke razine automatizacije, savršeno su integrirane u velike automatizirane linije.
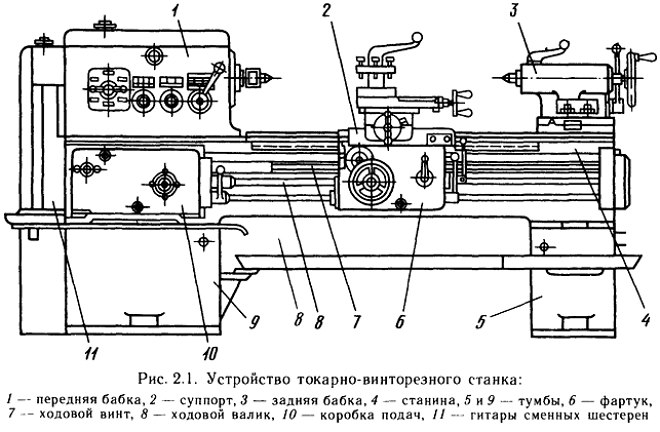
Tokarilica za rezanje vijaka
Dizajn stroja
Svi strojevi koji pripadaju kategoriji obrade metala imaju mnogo zajedničkih značajki u svom dizajnu. Zapravo, uređaj i tehničke karakteristike takvih jedinica moraju osigurati ispravno izvođenje tehnoloških kretanja dvije vrste:
gibanje pomaka koje čini uređaj za rezanje ili sam radni komad;
Pokret kojim se vrši rezanje.
Za izvođenje ovih pokreta, kao i za osiguranje stabilnosti rada svih ostalih elemenata opreme za obradu metala, njegov dizajn uključuje sljedeća radna tijela:
upravljački sustav odgovoran za pokretanje i zaustavljanje stroja, praćenje svih parametara njegovog rada;
čvor uz pomoć kojeg se kretanje iz elektromotora pretvara i prenosi na aktuator;
Sam pogon koji može biti električni, mehanički, pneumatski ili hidraulički.
Stroj za rezanje metala je stroj dizajniran za obradu obradaka kako bi se oblikovale određene površine uklanjanjem strugotine ili plastičnom deformacijom. Obrada se provodi uglavnom rezanjem oštricom ili abrazivnim alatom. Alatni strojevi služe i za zaglađivanje površine dijela, za valjanje površine valjcima. Strojevi za obradu metala izvode rezanje nemetalnih materijala, na primjer, drvo, tekstolit, najlon i druge plastike. Posebni strojevi također obrađuju keramiku, staklo i druge materijale.
Strojevi za obradu metala razvrstavaju se prema različitim kriterijima, ovisno o vrsti obrade, korištenom reznom alatu i rasporedu.
Najčešći tipovi strojeva za rezanje metala
Klasifikacija
Strojevi za rezanje metala, ovisno o prirodi obavljenog posla i vrsti korištenih reznih alata, podijeljeni su u 11 skupina (vidi sliku).
- Skupina tokarilica(poz. 1 - 6) sastoji se od strojeva namijenjenih za obradu rotacijskih površina. Objedinjujuća značajka strojeva ove skupine je korištenje rotacijskog kretanja obratka kao pokreta rezanja.
- Grupa strojeva za bušenje(poz. 7 - 10) također uključuje strojeve za bušenje. Objedinjujuća značajka ove skupine strojeva je njihova namjena - obrada okruglih rupa. Gibanje rezanja je rotacijsko gibanje alata, koje je obično popraćeno i kretanjem pomaka. U strojevima za horizontalno bušenje, dovod se može izvesti i pomicanjem stola s izratkom.
- Grupa strojeva za mljevenje(poz. 20 - 24) kombinira se na temelju upotrebe abrazivnih brusnih ploča kao alata za rezanje.
- Grupa strojeva za poliranje i doradu kombinirani na temelju upotrebe abrazivnih šipki, abrazivnih traka, praha i paste kao alata za rezanje.
- Grupa zupčastih strojeva uključuje sve strojeve koji se koriste za obradu zuba kotača, uključujući i brušenje.
- Grupa glodalica(poz. 11 - 14) sastoji se od strojeva koji kao rezni alat koriste alate s više oštrica - glodala.
- Grupa blanjalica(Poz. 15 - 17) sastoji se od strojeva kod kojih je zajednička značajka korištenje pravocrtnog povratnog kretanja rezača ili obratka kao pokreta rezanja.
- Grupa strojeva za rezanje uključuje sve vrste strojeva namijenjenih za rezanje i piljenje valjanih materijala (šipke, kutovi, kanali itd.).
- Grupa strojeva za provlačenje(loze 18 i 19) ima jednu zajedničko obilježje: koristiti kao alat za rezanje specijalnih alata s više oštrica - broševa.
- Grupa strojeva za narezivanje navoja uključuje sve strojeve (osim strojeva grupe za tokarenje) dizajnirane posebno za proizvodnju navoja.
- Skupina raznih i pomoćnih strojeva objedinjuje sve strojeve koji ne pripadaju niti jednoj od navedenih skupina.
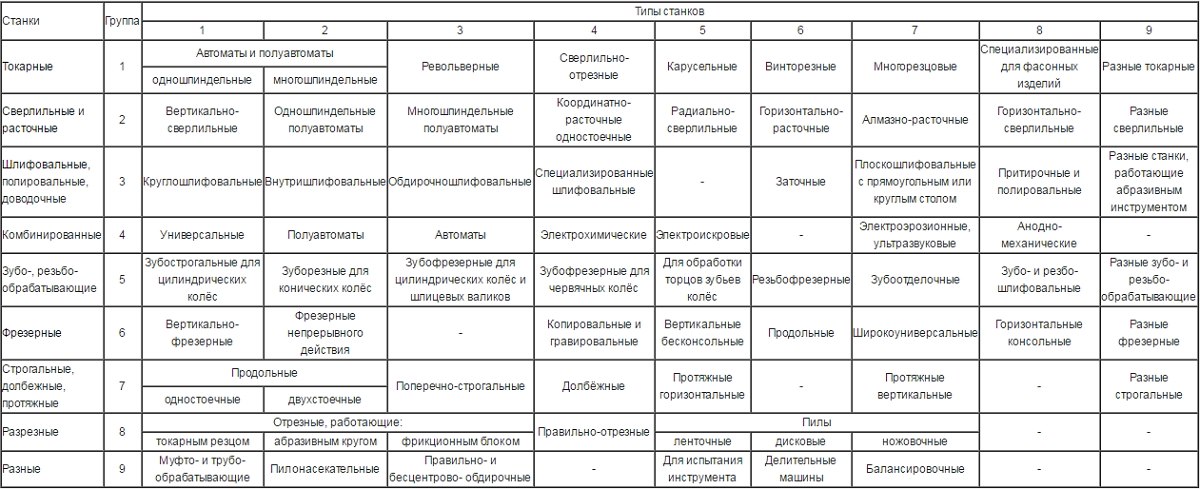
Tablica slika alatnih strojeva
| Naziv strojeva | Šifra grupe |
Unesite kod | |||||||||
| 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||
| Rezervirajte | 0 | - | |||||||||
| Okretanje | 1 | Automatski i poluautomatski: | okretanje- rotirajući |
Bušenje- rezanje |
karusel | Okretanje i frontalni |
Višestruko rezanje i kopiranje |
Specijalizirani kovane |
Razne okrećući se |
||
| specijalizirana kovane |
jedno okretanje- razumno |
više okretaja- razumno |
|||||||||
| Bušenje i bušenje | 2 | - | okomito- bušenje |
poluautomatski | Koordinatna dosadna | radijalno- bušenje |
Horizontalno- dosadno |
Dijamant dosadno |
Horizontalno- bušenje |
Razne bušenje |
|
| jedno okretanje- razumno |
više okretaja- razumno |
||||||||||
| Brušenje i dorada | 3 | Krugloshli- foval |
unutar- foval |
Piling- mljevenje |
Specijalizirani brušeno mljevenje |
- | Oštrenje | Površinsko brušenje | Lapiranje, poliranje, brušenje, dorada | Razne figurativne | |
| Elektro- fizički i električni kemijski |
4 | - | Svjetlosni snop | - | Elektro- kemijski |
Elektro- iskra |
- | Elektro- erozija, ultrazvučni piercing |
Anoda- mehaničko rezanje |
- | |
| Obrada zuba i navoja- ing |
5 | Nit- narezana |
Oblikovanje zupčanika za obradu cilindričnog calic kotači |
Rezanje zupčanika za obradu konusnih kotača | Hobbing zupčanika za strojnu obradu cilindričnih kotača i osovina |
Za rezanje pužnih kotača | Za obradu krajeva zubaca kotača | bez konca žitarice |
Dentalna završna obrada ne, provjeri- nye i trčanje |
Zub i konac boslifoval- nye |
Razni zupčanici i navoji obrađujem- shie |
| Mljevenje | 6 | - | okomito- konzola za glodanje |
glodanje ne- diskontinuirano djelovanje |
Uzdužni jednostupni nye |
Kopirati- nye i šljunak lutajući |
okomito- bez konzole |
Uzdužni dvostupni nye |
Konzola- operacije glodanja racionalno |
Horizont- tal- konzola za glodanje |
Razno mljevenje |
| Rendisanje, prorezivanje, provlačenje | 7 | Uzdužni | Križ- blanjanje |
Prorezivanje | Dugo nacrtana horizontala nye |
Provlačenje okomito za povlačenje | - | Razne blanje | |||
| jedan- stalak |
dva- stalak |
unutarnje | vanjski | ||||||||
| Podjela | 8 | Odsječen, opremljen | Ispravno- rezanje |
Pile | - | - | |||||
| alat za tokarenje | mljevenje krug |
glatki ili urezani disk | traka | disk | Pila za metal | ||||||
| Razne | 9 | Spojnica i cijev boreći se |
Sa zarezima | Ispravno- i bez središta piling |
Balansiranje | Za test- alata |
Šestar- strojevi |
balansir- vojnički |
- | - | |
Strojno numeriranje
SSSR je usvojio jedinstveni sustav simboli strojeva, na temelju dodjele šifre (broja) svakom modelu stroja. Numeracija alatnih strojeva za rezanje metala, koju je razvio Institut za eksperimentalna istraživanja alatnih strojeva za rezanje metala (ENIMS), temelji se na decimalnom sustavu. Svi strojevi su podijeljeni u 10 grupa, svaka grupa je podijeljena na 10 tipova, a svaki tip je podijeljen u 10 veličina. Kao što je vidljivo iz tablice, grupiranje strojeva u skupine tijekom numeriranja temelji se na nešto drugačijem principu nego kod razvrstavanja. Broj dodijeljen svakom modelu stroja može se sastojati od tri ili četiri broja i slova, a slova mogu biti iza prve znamenke ili na kraju broja, na primjer: 612, 1616, 6H82, 2620, 6H12PB.
Prva znamenka broja označava skupinu kojoj pripada. ovaj stroj. Druga znamenka označava vrstu stroja u ovoj skupini. Treća ili treća i četvrta znamenka zajedno označavaju uvjetnu veličinu stroja. Tako, na primjer, za tokarilice, treća i četvrta znamenka pokazuju visinu središta u centimetrima ili decimetrima (1620, 1616, 1670); za tokarilice s kupolom i automatske strojeve - maksimalni promjer obrađenih šipki u milimetrima (1336, 1125, 1265); za strojeve za bušenje - maksimalni promjer bušenja rupe u mekom čeliku u milimetrima (2A125, 2A135, 2150). Za konzolne glodalice, treća znamenka uvjetno označava veličinu tablice. Da bi se razlikovalo oblikovati strojevi iste veličine, ali s različitim tehničke karakteristike, između prve i druge znamenke upisuje se slovo. Tako su, na primjer, svi strojevi modela 162, 1A62, 1B62, 1K62 tokarilice sa središnjom visinom od 200 mm. Međutim, model 162 ima maksimalni broj okretaja od 600, model 1A62-1200, 1B62-1500 i moderan model 1K62 ima 2000 o/min. Slova na kraju broja označavaju različite modifikacije strojeva istog osnovnog modela. Tako, na primjer, horizontalna glodalica model 6N82G je pojednostavljena vrsta osnovnog univerzalnog glodala modela 6N82, kopir glodalica model 6N12K je modifikacija osnovnog vertikalnog glodala modela 6N12, itd. U nekim slučajevima, četvrti znamenka također znači stroj za otpuštanje iste standardne veličine, ali s poboljšanim dizajnom. Na primjer, model 262 je horizontalan stroj za bušenje druga veličina. Slične veličine moderni stroj za bušenje novi dizajn kod-počinje kao model 2620.
Klasifikacija strojeva po vrstama.
Strojevi istog tipa mogu se razlikovati po rasporedu (na primjer, univerzalno glodanje, vodoravno, okomito), kinematici, t.j. skup poveznica koje prenose kretanje, dizajn, sustav upravljanja, dimenzije, točnost obrade itd.
Standardi utvrđuju glavne dimenzije koje karakteriziraju strojeve svake vrste. Za tokarilice i strojeve za cilindrično brušenje, ovo je najveći promjer izratka koji se obrađuje, za glodalice, duljina i širina stola na koji se ugrađuju obradak ili učvršćenje, za strojeve za poprečno blanjanje, najveći hod klizača rezačem.
Skupina strojeva istog tipa, sličnog rasporeda, kinematike i dizajna, ali različitih osnovnih dimenzija, čini raspon veličina. Dakle, prema standardu, za strojeve za glodanje zupčanika opće namjene postoji 12 standardnih veličina s promjerom ugrađenog proizvoda od 80 mm do 12,5 m.
Dizajn alatnog stroja svake veličine, dizajniran za zadane uvjete obrade, naziva se modelom. Svaki model ima svoju šifru - broj koji se sastoji od nekoliko brojeva i slova. Prva znamenka označava grupu stroja, druga - njen tip, treća znamenka ili treća i četvrta znamenka označavaju glavnu veličinu stroja. Na primjer, model 16K20 znači: tokarilica za rezanje vijaka s najveći promjer radni komad 400 mm. Slovo između druge i treće znamenke znači određenu nadogradnju glavnog osnovnog modela stroja.
Klasifikacija alatnih strojeva prema stupnju svestranosti. Postoje sljedeći strojevi - univerzalni, koji se koriste za proizvodnju dijelova širokog raspona s velikom razlikom u veličini. Takvi strojevi su prilagođeni za različite tehnološke operacije:
- specijalizirani, koji su dizajnirani za proizvodnju dijelova iste vrste, na primjer, dijelova tijela, stepenastih osovina sličnog oblika, ali različite veličine;
- posebne, koje su dizajnirane za proizvodnju jednog određenog dijela ili jednog oblika s malom razlikom u veličini.
Klasifikacija alatnih strojeva prema stupnju točnosti. Strojevi su podijeljeni u 5 klasa:
- H - strojevi normalne točnosti;
- P - strojevi povećane točnosti;
- B - strojevi visoke preciznosti;
- A - visoko precizni strojevi;
- C - posebno precizni ili master strojevi;
Oznaka modela može sadržavati slovo koje karakterizira točnost stroja: 16K20P - tokarilica za rezanje vijaka povećane točnosti.
Klasifikacija alatnih strojeva prema stupnju automatizacije. Dodijeliti alatne strojeve i poluautomatske strojeve. Automatski stroj je stroj u kojem se, nakon podešavanja, svi pokreti potrebni za završetak ciklusa obrade, uključujući utovar praznih dijelova i istovar gotovih dijelova, izvode automatski, t.j. izvode mehanizmi stroja bez sudjelovanja operatera.
Poluautomatski radni ciklus također se izvodi automatski, s izuzetkom utovara i istovara koje operater obavlja, on također pokreće poluautomatski stroj nakon utovara svakog obratka.
U svrhu složene automatizacije za veliku i masovnu proizvodnju stvaraju se automatske linije i kompleksi koji kombiniraju različite strojeve, a za malu proizvodnju - fleksibilni proizvodni moduli (FPM).
Automatizacija male proizvodnje dijelova postiže se izradom alatnih strojeva s programskim upravljanjem (ciklički), u oznaku modela uvodi se slovo C (ili brojčano slovo F). Broj iza slova F označava značajku upravljačkog sustava:
- F1 - stroj s digitalnom indikacijom (s prikazom brojeva koji odražavaju, na primjer, položaj pokretnog tijela stroja) i preliminarnim skupom koordinata;
- F2 - stroj s pozicijskim ili pravokutnim sustavom;
- F3 - stroj s konturnim sustavom;
- F4 - stroj s univerzalnim sustavom za pozicijsku i konturnu obradu, na primjer, model 1B732F3 - tokarilica sa CNC sustavom za konturiranje.
Razvrstavanje strojeva prema težini. Strojevi se dijele na:
- pluća - do 1 tone;
- srednje - do 10 tona;
- teški - preko 10 tona Teški strojevi se dijele na velike - od 16 do 30 tona, teške - od 30 do 100 tona;
- posebno teška - preko 100 tona;
Također preporučujemo
 Preklopno napajanje: popravak i usavršavanje
Preklopno napajanje: popravak i usavršavanje
 Daljinsko upravljanje svjetlom
Daljinsko upravljanje svjetlom
 Satovi plivanja za djecu predškolske dobi
Satovi plivanja za djecu predškolske dobi
 Napomene za majstora - kućni kućni alarmi
Napomene za majstora - kućni kućni alarmi
 Propeler sata na Atmega8
Propeler sata na Atmega8
 Primjeri primjene uređaja i releja, kako odabrati i pravilno spojiti relej Mikrokontroler i relej jednostavni sklopovi za prebacivanje
Primjeri primjene uređaja i releja, kako odabrati i pravilno spojiti relej Mikrokontroler i relej jednostavni sklopovi za prebacivanje