Horizontalni strojevi za glodanje. Horizontalne glodalice za metal
Švicarska proizvodna i inženjerska tvrtka ENCE GmbH (ÉNCE GmbH) osnovana je 1999. godine, ima 16 predstavništava i ureda u zemljama ZND-a, nudi opremu i komponente iz proizvodnih pogona u Turskoj i Republici Koreji, spremna je za razvoj i isporuku prema svom pojedincu projektni zadatak strojevi za glodanje.
Proces mljevenja
Glodanje je tehnološka operacija povezana s obradom površine pomoću rezača.
Tijekom procesa glodanja, glodalo se uglavnom okreće, a pomak ide u pravolinijskom i okomitom smjeru u odnosu na rezač, t.j. na svoju os. Na stolu glodalice obradak je pričvršćen škripcem.
Funkcija glodala razlikuje se od funkcije alata s više oštrica koji se nalaze na bušilicama.
Zbog okomitog pomaka u odnosu na os rotacije rezača, svaki njegov zub dodiruje radni komad, ali čini samo mali dio njegove revolucije. Nekoliko zuba rezača radi istovremeno, iako samo jedan zub može raditi. Rezač ima mnogo zuba, od kojih svaki radi kratko vrijeme. Tijekom glavnog dijela rotacije, rezač se hladi, što zauzvrat jamči dug radni vijek samog rezača i učinkovitost procesa glodanja.
Geometrijska struktura svakog reznog zuba rezača slična je vrsti rezača. Proces glodanja, međutim, ima svoju specifičnost: priroda kontakta zubaca rezača s površinom dijela je isprekidana, što povoljno utječe na proces u smislu smanjenja učinka topline koja se oslobađa tijekom glodanja na sječivo alat i uzrokuje ne tako miran i gladak proces, kao kod okretanja.
Prema obliku zuba, rezači se dijele na:
- rezači opremljeni šiljastim zubima;
- glodala s naoštrenim zubima.
Za glodala prve vrste, rezni profil zuba sastoji se od ravnih linija, zubi se izoštravaju duž stražnjeg ruba, a stražnji zubi glodala izoštreni su, naprotiv, uz prednji rub. Prilikom ponovnog brušenja održava se profil zuba glodala s podlogom, što je velika prednost u odnosu na šiljaste glodalice koje se koriste za glodanje pri velikim brzinama pa su stoga izrađene od karbida.
Cilindrična glodala se također koriste za površinsku obradu glodanjem, kada se stol stroja kreće prema glodalu (uzvodno glodanje) ili se pomiče u istom smjeru kao i glodalo (usponsko glodanje). Čipovi u obliku zareza ovim se metodama uklanjaju svakim zubom rezača. Kod gornjeg glodanja debljina strugotine se postupno povećava, dok se kod niskog glodanja, naprotiv, smanjuje tijekom rezanja. Glodanje naviše doprinosi postupnom povećanju opterećenja na zub, što je prednost, a nedostatak ove metode je pokušaj rezača da otkine dio s površine stola. Usponsko glodanje radi sve obrnuto, pa je izbor metode određen specifičnim uvjetima rada.
Podaci rezanja glodanjem
brzina rezanja je periferna brzina rotacije rezača.
V = πD n/1000, m/min,
gdje je D - Ø rezača, mm,
Inings- kretanje obratka duž osi rezača u jedinici vremena.
S m = S z z n, mm/min,
gdje je z broj zubaca rezača,
n - broj okretaja rezača / min
Dubina rezanja- sloj metala koji uklanja rezače u jednom prolazu;
Širina glodanja- duljina površine u dodiru s rezačem u smjeru okomitom na smjer uvlačenja.
Debljina strugotine- vrijednost koju uklanja svaki zub rezača.
Sile rezanja i snaga glodanja
U procesu rezanja na svaki zub rezača djeluje određena sila čiji se smjerovi i veličine razlikuju, ovisno o prirodi glodanja i smjeru uvlačenja. Kod glodanja krajeva glodalom, uz protupomak, sila rezanja P koja djeluje na zub rezača može se podijeliti na dvije sastavne veličine: tangencijalnu P z i radijalnu P y . Prema radijalnoj sili P y, trn na kojem je glodalo smješteno se računa za savijanje. Ukupna vrijednost P z definirana je kao zbroj sila koje djeluju na zube:
P z zbroj \u003d P z 1 + P z 2 + P z 3 kg
Moment glodanja:
M \u003d P z D / 2 kg mm,
gdje je D - rezač Ø,
Snaga mljevenja:
N = M n / 974000 kW,
gdje je M moment,
n je broj okretaja koje napravi rezač u 1 min.
Glavne vrste rezača
Glodalo je alatni stroj za glodanje namijenjen za rezanje i s nekoliko zuba. Zub nije ništa drugo do rezač strugotine.
Rezanje u operaciji glodanja razlikuje se, međutim, od procesa rezanja u mlin za mljevenje ili bušenje. Kod rezača, kao što smo već spomenuli, zubi tijekom rezanja nisu svi uključeni u rad, već naizmjenično. Time se produžuje vijek trajanja rezača i povećava učinkovitost procesa glodanja.
Na slici ispod prikazani su različiti rezači koji se razlikuju različite značajke i značajke:
- za njihovu primjenu,
- prema obliku zuba
- u smjeru zuba
- prema njihovom izvršenju
- po vrsti njihova pričvršćivanja na glodalicu itd.
Rezači prema dizajnu mogu biti:
- cijeli,
- zalemljen,
- slaganje sloga,
- glave za glodanje na temelju zamjenjivih zuba.
1. Čvrsti rezači, to su pozicije 1, 2, 4 i 7 na slici. One su jedan komad od visokokvalitetnog materijala namijenjenog izradi glodala i druge opreme za rezanje.
2. Uobičajeni jeftin konstrukcijski čelik koristi se za lemljene rezače. Na gornji dio zuba ili rezača zalemljen je komad ili ploča od visokokvalitetnog metala.
3. Rezač za postavljanje tipa, ovo je pozicija 3 na našoj slici. To je okruglo tijelo izrađeno od legiranog konstrukcijskog čelika, gdje su zubi umetnuti i učvršćeni klinom ili konusnom zatikom. Za oštrenje, rezač za postavljanje tipa se ne rastavlja, već se obrađuje u sastavljenom stanju.
4. Glave za glodanje, na našoj slici ovo je položaj 15. Glava je opremljena zubima za brzo mijenjanje, konvencionalnim rezačima. Za oštrenje, glava za glodanje se ne može rastaviti, već obraditi u sastavljenom stanju, ili možete pojedinačno naoštriti zube, a zatim ih pričvrstiti na tijelo.
Prema vrsti pričvršćivanja razlikuju se rezači:
- montiran
- rep
- kraj
Glodalice za školjke, pozicije 1, 3, 4 i 7 na našoj slici, su glodala s rupom i utorom za ključeve, montiraju se izravno na osovinu vretena.
Rezači repa, pozicije 6 i 9, nastavak su repa (konusnog ili cilindričnog) i zajedno s repom sastavni su dio.
Čeona glodala, pozicija 15, montiraju se na kraj osovine vijcima.
Prema opsegu rezača, dijele se na sljedeće glavne vrste:
- za obradu avionom,
- prorez (poz.5),
- užljebljen (položaji 4, 9 i 6),
- kut (pozicije 7 i 8),
- oblikovan (položaj 10),
- za rezanje zuba (položaji 11, 12 i 16),
- za urezivanje navoja (položaji 14 i 13) i
- poseban.
Osnovne operacije koje se izvode glodanjem pomoću raznih glodala
Slika ispod prikazuje niz operacija koje se izvode korištenjem različitih vrsta rezača u procesu glodanja.
Cilindrični i čeoni glodali, položaji 1 i 2 na slici 3, služe za obradu ravnina. Svrha rezača za disk, kraj, utore i kutove, pozicija 3 na slici, je stvaranje utora i žljebova na izratku. Na poziciji 4 prikazani su oblikovani rezači koji se koriste za obradu oblikovanih površina. Rezači diska i prstiju u obliku modula, pozicije 5 i 6, rezni zubi na zupčanicima.

Strojevi za glodanje
Glavne vrste glodalica:
1) alatni strojevi Opća namjena: horizontalno glodanje, univerzalno glodanje i vertikalno glodanje.
2) strojevi za određenu namjenu i specijalizirani.
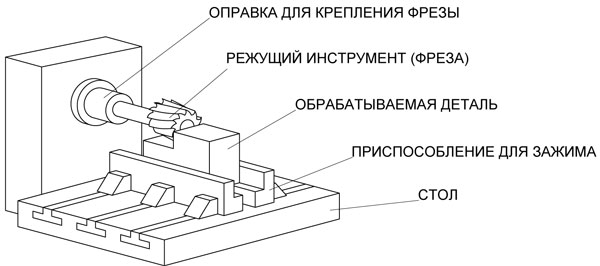
Horizontalni strojevi za glodanje opremljeni su ležajem duž kojeg se konzola s vodilicama pomiče u okomitom smjeru, duž kojega, pak, poprečni klizač ide paralelno s osi vretena. Stol s mjenjačem i kutijom za dovod pomiče se u smjeru okomitom na os vretena.
Glodači su pričvršćeni na trn. Završna glodala su umetnuta u vreteno i centrirana konusnom utičnicom.
Stol univerzalnog glodala, za razliku od horizontalnog glodala, može se okrenuti u vodoravnoj ravnini za 45 stupnjeva. Tako se smjer pomaka stola može promijeniti u odnosu na os vretena od 45 do 90 stupnjeva, što je potrebno kod glodanja spirala.
Vertikalni strojevi za glodanje imaju okomito vreteno, inače su isti kao i horizontalni glodali.
Stolovi strojeva za uzdužno glodanje mogu se kretati samo u vodoravnoj ravnini koja se nalazi okomito na osi vertikalnih ili horizontalnih vretena, čija prisutnost omogućuje obradu dijelova s više strana u isto vrijeme. Dijelovi se obrađuju rezačima u kontaktu s vretenima. Stol se ne proteže i ne pomiče u poprečnom smjeru, a alati se ugrađuju tako da se vretena protežu duž njihove osi i pomiču glave uzduž vodilica.
Strojevi za glodanje s vrtuljkom koji se koriste za kontinuiranu obradu ravnih površina imaju okrugle stolove velikih promjera, dijelovi se uklanjaju kada se stol nastavi okretati.
Namjena bubnjarskih glodalica je ista kao i rotacijskih glodalica. Razlika je u tome što se na strojevima za glodanje s bubnjem paralelne ravnine obrađuju istovremeno s dvije strane. Unutar okvira ovih strojeva rotira se bubanj na koji se postavljaju dijelovi koji se obrađuju i uklanjaju gotovi. Rezači su u prednjim dijelovima, svaki par rezača izvodi uzastopno prvo grubo, a zatim fino glodanje. Ovi strojevi imaju dobru krutost i visoku produktivnost.
Specijalizirani strojevi za glodanje obrađuju uglavnom velike dijelove u masovnoj proizvodnji.
Opis i princip rada glodalica
Jedna od vrsta univerzalnih alata je glodalica. To je alatni stroj s reznim alatom koji se naziva glodalo s mnogo oštrica. Glavno kretanje rezača je njegova rotacija. Rezač je montiran na okomitu osovinu. No, osovina se može postaviti i na drugačiji način tako da gleda na radni komad pod kutom. Stol stroja može se pomicati ručno ili pomoću pogona, međutim, mehaničkog. Istodobno, kontrola se provodi prilično precizno na vagama koje imaju sustav optičkog zumiranja.
Osovina glodalice, ili, kako se obično naziva, vreteno na koje je montiran rezač je vodoravno. Dio koji se obrađuje fiksiran je na stol. Stol je, pak, najjednostavniji, s kretanjem duž 3 osi. Postoje i univerzalni stolovi. Oni imaju sposobnost okretanja pod kutom.
Suvremeno strojarstvo omogućuje obradu dijelova sa složenom profilnom površinom: to mogu biti površine kalupa, kalupa, gdje je važno oblikovanje itd.
Za dobivanje dijelova s takvim površinama koriste se vrste obrade kao što su lijevanje, štancanje, rezanje. Ali samo rezanje omogućuje dobivanje površinskih parametara koji su blizu zadanih vrijednosti (zadanih vrijednosti) i skraćuje vrijeme za naknadnu obradu. Često je jedino mljevenje moguća metoda obavljati ovu vrstu prerade, budući da je toliko strojogradnih tvornica i pogona prešlo na masovnu i malu proizvodnju. A u proizvodnji ove vrste smatra se isplativim obrađivati dijelove glodanjem.
Proces tehnološke obrade površina složenog profila temelji se na sljedećim operacijama:
1) žetva, 2) mljevenje, 3) dorada.
Završni postupak se izvodi ručno. Složenost ove operacije i troškovi rada za nju određuju se konačni parametri površine koji se odvijaju nakon glodanja. Ako je u fazi glodanja osigurana visoka klasa hrapavosti, tada je moguće smanjiti vrijeme utrošeno na doradu. Za doradu je najzahtjevnija faza u procesu tehnološke obrade.
Klasifikacija i namjena glodalica
Površine se mogu obraditi na glodalicama raznim oblicima. To su i vanjske i unutarnje ravni. Možete obraditi:
- žljebovi;
- avioni;
- žljebovi;
- linearno oblikovane površine.
Za obradu potonjeg koriste se posebne vrste glodalica, jer se radi o složenim prostornim ravninama. Iza tokarilica strojevi za glodanje su na jednom od vodećih mjesta u svojoj rasprostranjenosti, jer su vrlo produktivni i prilično svestrani.
Vrste glodalica:
- konzola- strojevi za glodanje;
- glodanje bez konzole;
- uzdužno glodanje;
- kopiranje-glodanje.
Mogu biti okomite, horizontalne, univerzalne i vrlo svestrane. Ovaj stroj je vrlo popularan. Opremanje konzolom razlikuje ga od ostalih vrsta strojeva. Konzola, čvrsto pričvršćena na tijelo samog stroja, pomiče se duž vodilica na okviru, a klizač koji se nalazi na vrhu pomiče konzolu u poprečnom smjeru. Za razliku od vretena, koje se praktički ne pomiče, stol se pomiče na ovom tipu stroja. Na njemu je fiksiran radni komad, zajedno s kojim se pomiče u prostoru, čineći i okomite pokrete i pokrete pod kutom u odnosu na os vretena.
Obrada na glodalicama. Vrste glodanja
Obrada glodanja povezana je s izvođenjem operacija na dijelovima različitih ravnina i površina na glodalicama. To su operacije izravno povezane s:
- obrada u ravnini;
- oblikovane površine;
- rezanje utora;
- rezanje niti;
- rezanje zuba na zupčanicima;
- jednostavnim rezanjem komada metala.
Univerzalna glodalica
Na univerzalnoj glodalici ravne i oblikovane površine (vanjske i unutarnje), žljebovi, izbočine, rotirajuća tijela, rupe, navojne veze, zubi zupčanika. Ova vrsta stroja ima široku primjenu u odjelima za popravke, bravarima, stolarskim radionicama i radionicama, opremljena digitalnim mjernim uređajem u tri osi: vertikalno dovođenje konzole u brzom načinu rada, dovod stola u oba smjera u brzom načinu rada. U stroju je radni sustav rasvjete i hlađenja.
Izvedene operacije: postupci bušenja, glodanja, narezivanja navoja itd.
CNC obradni centar za horizontalno glodanje
Horizontalni CNC obradni centar za glodanje spada u tešku seriju ove vrste dizajna i namijenjen je za sljedeće vrste strojne obrade: grubu, poluzavršnu i završnu obradu. Rad u teškim funkcionalnim uvjetima obrade velikih dijelova tijela s složen dizajn Izrađen od lijevanog željeza, konstrukcijskog čelika, nehrđajućeg čelika, čelika otpornog na toplinu i legura, ovaj centar jamči visoku krutost i otpornost na vibracije. Hidrodinamičke vodilice stroja jamče sigurnost parametara preciznosti, kao i mogućnost rezanja teško rezanih materijala.
Dimenzije stola za obradu: 630x630 mm;
Pokreti u osi X/Y/Z: 900/800/710 mm;
Brzina vretena: 4500 o/min. (910 Nm - 1080 Nm);
Broj alata: 60;
CNC sustav;
Osnovna oprema za CNC obradni centar za horizontalno glodanje
- CNC sustav s grafičkim zaslonom u boji;
- Rotacijski stol;
- Alatnica;
- Sustav hlađenja vretena;
- Sustav opskrbe rashladnom tekućinom;
- Kućište koje u potpunosti pokriva radno područje stroja;
- Daljinski upravljač;
- Komplet alata za održavanje;
- Trakasti transporter s kolicima (za uklanjanje strugotine);
- Svjetiljka za osvjetljavanje radnog prostora;
- Automatsko gašenje prehrana;
- Karter;
- Sustav hlađenja električnih ormara;
- Upute za uporabu i popravak stroja
Radovi se izvode na strojevima za glodanje
Opseg poslova koji se mogu izvoditi na glodalicama vrlo je raznolik i velik. To su postupci obrade ploha, glodanja žljebova i žljebova, glodanja oblikovanih površina, okretnih glodajućih površina, rezanja zuba zupčanika itd.
Vrste rada na glodalicama i alatima koji se koriste:
- Površinska obrada cilindričnim rezačem sa spiralnim zubom
- Obrada plohe s završnom glodalicom s umetnutim zubima
- Bočno rezanje disk rezačem
- Obrada obje strane otvorenog utora dvostranim rezačem za diskove
- Glodanje utora trostranim rezačem
- Glodanje dviju strana otvorenog utora završnom glodalicom
- Glodanje utora završnom glodalicom
- Glodanje stranica izbočine s setom od dva diska obostrano glodala
- Glodanje polukružnog utora oblikovanim polukružnim rezačem
- Glodanje složenog profila s montažnim kompletom rezača raznih vrsta.
Alati za glodalice
Među priborom dostupnim za glodalice postoje univerzalni, normalizirani i posebni. Oni se pak dijele na jednostruke i višestruke, među kojima postoje fiksne, pokretne i rotacijske, za kontinuirano glodanje.
Svima nama poznate razdjelne glave, strojni škripci, rotirajući stolovi, kutni stolovi, rotacijski stolovi su univerzalna oprema za glodanje.
Strojni škripci obično su opremljeni konvencionalnom ručnom vijčanom stezaljkom (ekscentričnom ili pneumatskom) za montažu dijelova na njih.
Najčešće korištena pneumatska škripca s gumenom membranom. Radni komad je stegnut između čeljusti. Ulaskom zraka u komoru stege, dijafragma se pomiče zajedno s diskom i šipkom, a šipka okreće polugu radilice, a radni komad se fiksira silom od 900 kg pri tlaku zraka od 4 atm.
Razdjelne glave mijenjaju kut dijela u odnosu na rezač i dijele se na jednostavne, univerzalne i optičke. Postoje tri metode dijeljenja s razdjelnim glavama: izravna, jednostavna i diferencijalna. Izravna metoda jednostavno uključuje okretanje glave (podjebnog) vretena kroz unaprijed određeni kut. U tu svrhu prikladne su jednostavne i univerzalne glave.
Područja uporabe univerzalnih razdjelnih glava vrlo su raznolika:
- za periodičnu rotaciju obratka određenim zadanih kutova
- za kontinuiranu rotaciju obratka pri glodanju spirala
- da se izratku dobije zadani kutni položaj u odnosu na ravninu stola na stroju
Ako je potrebno promatrati točnu rotaciju obratka do željenog kuta (dopuštena pogreška max. 0,25 '), koriste se optičke razdjelne glave opremljene brojčanikom. Ljestvica udova promatra se kroz okular optičkog sustava unutar razdjelne glave.
Ako je potrebno rotirati radni komad u vodoravnoj ravnini, upotreba rotirajuće univerzalni stolovi. Takvi se stolovi pokreću ručno ili mehanički.
Za postavljanje dijela u odnosu na ravninu samog stola glodalice pod određenim kutom, prednost dajte kutnim stolovima.
Za pozicionu obradu biraju se rotacijski stolovi.
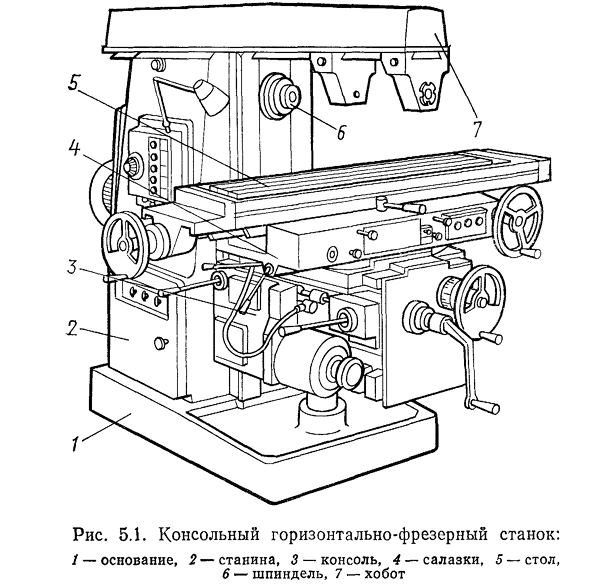
Konzola za glodanje
- baza u obliku kutije, gdje se nalaze mjenjač i upravljačka jedinica mjenjača;
- sklop vretena;
- deblo;
- suspenzija;
- trnovi za glodanje vretena;
- konzola;
- sanke;
- tablica gdje se dio stavlja za obradu;
- osnovna ploča.
Glodalice bez konzole podijeljeno:
- za okomite i
- horizontalno.
Bez konzole strojevi za glodanje vertikalni tip koriste se za izvođenje operacija na dijelovima prilično velike veličine. Glodanje se izvodi velikom brzinom uz automatski kontrolni ciklus. Automatski ciklus izvodi:
- tijek rada,
- unatrag velikom brzinom i
- Stop.
Na modernim glodalima bez konzole, rezač se automatski povlači s površine dijela kako bi se zaštitio. Proces glodanja se na ovim strojevima odvija velikom brzinom, što je njihova velika vrijednost. Stroj obrađuje dijelove tijela s velikim dodatkom za obradu. Stol okomito kretanje nema, samo poprečno i uzdužno kretanje. Glava vretena se pomiče okomito. Samo vreteno stoji uspravno i ima veliki broj okretaja, do 1250 o/min, tako da se mljevenje odvija vrlo velikom brzinom.
CNC glodalica
CNC glodalice su strojevi s automatskim sustavom upravljanja. Automatizacija pomiče stol i kontrolira brzinu vretena. Ponekad se vreteno postavlja na kočiju ili klizač, što pridonosi njegovom kretanju u smjeru duž osi i okomito. Na ovom tipu CNC stroja dijelovi se serijski obrađuju visokopreciznom površinskom obradom u trodimenzionalnom prostoru. Primjerice dijelovi za zrakoplovstvo ili energetska industrija poput lopatica propelera aviona i helikoptera, lopatica turbina i velikih industrijskih ventilatora.
Kad smo već kod strojeva za glodanje, odmah se nameće ideja kopiranja, stvaranja kopije ili reproduciranja nečega, ponavljanja kopije. Stoga, strojevi za glodanje za kopiranje stvaraju neravnu površinu na dijelu, dok obrađuju zakrivljene površine kalupa, probijača, koji se naknadno koriste za štancanje dijelova od čeličnog lima. Istodobno, rezultirajući oblik, takoreći, kopirao je dati uzorak, postajući mu sličan. Prilikom obrade rezač pomiče profil kopirnog stroja na radni komad.
Ako je na CNC glodalici ugrađen automatski izmjenjivač alat za rezanje, tada će stroj obavljati funkcije centra za obradu, dok će u automatskom načinu obavljati puno radnji obrade.
Numerički programsko upravljanje doprinosi provedbi najsloženijih tehnoloških radnji za obradu dijelova u automatskom načinu rada. Radnje operatera nisu potrebne tijekom rada. Upravljački sustav je napunjen programima za različite korake obrade. Program obrade odabire se prije početka procesa. Odabir programa vrši operater s kontrolnog mjesta. Iz istog posta možete kontrolirati stroj u ručnom načinu rada i isključiti stroj u slučaju nužde. Vizualni sustav prikazuje sve radnje koje izvodi stroj, operater prati izvođenje operacija na zaslonu zaslona.
Na CNC glodalici obrađuju se dijelovi od lijevanog željeza, čelika, kao i legura lakih metala. Na ovoj opremi obrađuju se dijelovi tijela s punim rasponom operacija u 3 koordinate (X, Y, Z) u osnovnoj verziji stroja i u četiri ili pet koordinata - u opcijskoj verziji CNC stroja, razvijenoj u svjetlu najnovijih svjetskih tehnologija potrebnih za male i pojedinačne proizvodnje.
Predloženi strojevi opremljeni su CNC sustavom, grafičkim zaslonom, koji jamči visoko precizno izvršavanje naredbi. Servo pogoni opremljeni digitalnom kontrolom jamče precizno i brzo kretanje duž tri osi.
Optimalno tehnički podaci stroj omogućuje izvođenje mnogih operacija s jednom postavkom: glodanje, bušenje, bušenje, narezivanje navoja. Okov stola i čeljusti od specijalnog lijevanog željeza visoke čvrstoće, koji ima visoku krutost i otpornost na vibracije, kao i oblikovati snažno vreteno i automatizirani sustav za dovod rashladne tekućine u zonu rezanja doprinose rastu visoke popularnosti stroja.
Osnovna oprema CNC glodalice:
- Siemens CNC sustav;
- Zaštitna navlaka;
- Automatizirani sustav hlađenje;
- Odvajač ulja i rashladne tekućine;
- Automatizirani sustav podmazivanja;
- Montažni vijci za ugradnju na temelj;
- Električni izmjenjivač topline ormara;
- Signalizacija;
- Dokumentacija na ruskom jeziku.
CNC glodalice su oprema koja odgovara visokoj razini suvremenih umjetnih rješenja, uz pomoć kojih se postižu precizni dijelovi s visokim plodonosnim povratom.
Vertikalna glodalica. Opis.
Glodalica vertikalnog tipa može izvesti mnoge operacije glodanja različite vrste rezači
Namjena vertikalnih glodalica je bušenje, razvrtanje i bušenje rupa, obrada horizontalnih i vertikalnih ravnina, rezanje utora, okvira, uglova, rezanje zubaca zupčanika itd.
Stroj može raditi s površinama od čelika, lijevanog željeza, također obrađivati dijelove od legura, obojenih metala, plastike itd. Tijekom obrade, rezač se počinje okretati s vretenom, čineći rotacijske pokrete. Radni komad koji se obrađuje također je u pokretu. Je li ravno ili krivolinijsko gibanje a naziva se mljevenje. Dio ili radni komad pričvršćen je na stroj pomoću hvataljki, strojnog škripca.
U vertikalnoj konzolnoj glodalici, vreteno je postavljeno okomito.
Vertikalne glodalice tipa bez konzole obrađuju okomite nagnute površine. Krevet se postavlja izravno na temelj. Na vodilicama kreveta pomiču se tobogan i stol. Ova verzija stroja pruža mu visoku krutost, krutost osigurava točnost obrade i mogućnost rada s cjelokupnim obradacima.
strojevi za glodanje vertikalni dizajn jednostavan za korištenje, zahvaljujući brzoj izmjeni alata i pribora.
Horizontalna glodalica. Opis
Za razliku od vertikalnih glodalica, strojevi horizontalni tip vreteno je horizontalno. Gotovo sve vrste rezača mogu se koristiti na horizontalnim glodalicama.
Za ugradnju rezača koristi se trn duljine koja je proporcionalna širini radne površine.
Sva dodavanja za horizontalne glodalice izvode se pomicanjem stola. Kontrola kretanja stola može biti ručna ili mehanizirana. Dio koji se obrađuje učvršćuje se u T-utore stola. U pravilu se stol pomiče u tri smjera. Ali u nekim slučajevima, okomito pomicanje nije osigurano pomicanjem stola, već kretanjem glave za glodanje.
Na nekim strojevima za glodanje horizontalnog tipa postoji stol s rotirajućim uređajem, koji omogućuje vodoravno okretanje od ±45 °. To ima prednost u tome što se radni komad može dovoditi pod kutom prema osi osovine (vretena).
Vertikalno-horizontalna glodalica. Opis
strojevi za glodanje gore navedenog tipa namijenjeni su za obradu vertikalnih, horizontalnih, nagnutih površina, utora u dijelovima velike veličine. U pravilu je njihovo tijelo izrađeno od lijevanog željeza i lijevana je struktura. Prednosti takvog krutog dizajna:
- dobro prigušuje vibracije
- pruža izvrsne parametre hrapavosti tijekom obrade.
Kao i glodalice bez konzole, ovi strojevi također nemaju konzolu. Krevet se postavlja izravno na temelj. Na vodilicama kreveta pomiču se tobogan i stol. Ova verzija stroja također mu pruža visoku krutost, krutost osigurava točnost obrade i mogućnost rada s dimenzionalnim obradacima i dijelovima.
Vertikalna glava ovog vertikalno-horizontalnog glodala ima rotaciju od ±45 stupnjeva.
Upravljačke komponente nalaze se na lokalnoj upravljačkoj ploči. To pruža dodatnu pogodnost pri rukovanju strojem, budući da možete biti u blizini stroja u vrijeme upravljanja.
strojevi za glodanje vertikalno-horizontalni tip spadaju u široku paletu strojeva za glodanje.
Preporučeni strojevi za glodanje
Glodalice serije UNF 1

UNF1 serija - stabilan dizajn i visoka točnost obrade
Prepoznatljive karakteristike:
- vrlo velika radna površina
- univerzalna glava za glodanje, može se ugraditi pod bilo kojim prostornim kutom
Standardni pribor:

| Specifikacije UNF 1 | ||
|---|---|---|
| Radna zona | ||
| Područje montaže stola | 1120x260 | |
| T-oblika žljebovi (broj-širina-udaljenosti) | 5-14-50 | 350 kg |
| Hranilica | X putovanja | 600 mm |
| Putovanje po osi Y | 300 mm | |
| Z putovanja | 440 mm | |
| Brzina putovanja po X-osi | 24 - 720 mm/min | |
| Brzi hod po X-osi | 1040 mm/min | |
| Okomito. glava za glodanje | ||
| Konus vretena | ISO 40 | |
| Brzina vretena | 40–1600 o/min | |
| Konzola | 60–500 mm | |
| Udaljenost od nosa vretena do stola | 0–440 mm | |
| Raspon zakretanja glave | 360° | |
| Horizontalna glava za glodanje | ||
| Konus vretena | ISO 40 | |
| Brzina vretena | 40–1600 o/min | |
| Pogonska snaga | ||
| Glavni motor | 2,2 kW | |
| Dimenzije D x Š x V | 1655 x 1325 x 1730 mm | |
| Težina | 1360 kg | |
Glodalice serije UNF 10, UNF 12B, UNF 15B
Prepoznatljive karakteristike:
- Opremljen sa x, y, z servom
- Veliki radni raspon
- Beskonačno varijabilna brzina pomaka preko servomotora i aksijalnog regulatora (engleska proizvodnja) u svim osovinama
- Brz pristup u svim smjerovima
- Svi zupčanici su kaljeni, brušeni, nitrirani i prolaze kroz uljnu kupelj dok se okreću
- Istodobno uključivanje dovoda i stezanje stola je isključeno
- Vodilice imaju Turcite-B premaz
- Osovine se mogu pokretati istovremeno
- Postoji dvostruki broj svih kontrola: za upravljanje strojem s prednje i s lijeve strane
- Stabilne vodilice nadlaktice otporne na košenje (y-koordinata), kvadratne vodilice u x i z koordinatama
- Univerzalna glava za glodanje može se postaviti na bilo koji prostorni kut
- Automatsko podmazivanje
- Širok izbor dodatne opreme
- Nagibna upravljačka ploča sa svim funkcionalnim elementima
- Kočnica vretena
Standardni pribor:
- univerzalna okretna glava
- pomoćni alati
- centralizirana automatski sustav maziva
- dozator rashladne tekućine
- protokol Gotovi proizvodi prema DIN 8615
| Tehnički podaci | UNF 10 | UNF 12B | UNF 15B |
|---|---|---|---|
| Ploča stola (D x Š) | 1235 x 460 mm | 1635 x 500 mm | 2000 x 500 mm |
| Broj T-utora | 5 | 5 | 5 |
| Veličina T-utora | 18 mm | 18 mm | 18 mm |
| Širina T-utora | 80 mm | 80 mm | 80 mm |
| Udaljenost između T-utora | 900 mm | 1300 mm | 1500 mm |
| Uzdužno pomicanje stola duž X osi | 450 mm | 450 mm | 500 mm |
| Bočno kretanje osi Y | 650 mm | 650 mm | 650 mm |
| Raspon kuta glave | 360° | 360° | 360° |
| Stezaljka za vreteno | ISO 40 | ISO 50 | ISO 50 |
| Brzina vretena | (27) 30–2050 mm/min | (27) 30–2050 mm/min | (27) 30–2050 mm/min |
| Uzdužni dovod (bez stepenica) | 10–1000 mm/min | 10–1000 mm/min | 10–3000 mm/min |
| Poprečni pomak (bez stepenica) | 10–1000 mm/min | 10–1000 mm/min | 10–3000 mm/min |
| Vertikalno uvlačenje (bez stepenica) | 6–640 mm/min | 5–500 mm/min | 5–500 mm/min |
| Velika brzina uzdužno | 2540 mm/min | 2200 mm/min | 2200 mm/min |
| Brzi prijelaz | 2540 mm/min | 2200 mm/min | 2200 mm/min |
| Brzo pomicanje okomito. | 1700 mm/min | 1300 mm/min | 1100 mm/min |
| Udaljenost nos vretena - stol | 50 - 500 mm | 80 - 530 mm | 50 - 530 mm |
| Odlazak | 63 - 713 mm | 60 - 760 mm | 28 - 760 mm |
| Snaga glave. motor | 5,5 kW | 7,5 kW | 7,5 kW |
| Aksijalni pogoni | DC servo | DC servo | DC servo | 800 kg | 1800 kg | 1800 kg |
| Dimenzije (DxŠxV), mm | 1940x2200x2115 | 2140 x 2621 x 1940 | 2140 x 2986 x 1940 |
| Težina | 3000 kg | 3400 kg | 5500 kg |

| Karakteristike | Preporučeni stroj |
| Putovanje duž osi X, mm | 1400 |
| Hod po Y osi, mm | 600 |
| Kretanje duž ogh 2, mm | 600 |
| Dimenzije stola, mm | 1700 x 410 |
| T-utori, mm | 4x 18 x 70 | 1200 |
| Hod osi, mm/min Brzi hod mm/min |
X Y Z 10-3000 X Y Z 4800 |
| Tip vretena | NT50 |
| Promjer, mm | 127,53 |
| Brzina vretena, o/min | 60-3000 |
| Udaljenost od glave vretena do površine stola, mm | 690 |
| Snaga glavnog pogona, kW | 10 |
| Težina stroja, kg | 4300 |
Predloženi stroj ima manju potrošnju energije, što ne utječe na performanse, zbog više velike brzine obrada. Dimenzije tablice omogućuju vam da ujedinite dvije vrste strojeva uključenih u projekt u jednu.
Sadržaj isporuke
Teleskopska os X
Teleskopski strojevi za provlačenje osi Y
U proizvodnji raznih metalnih dijelova gotovo je nemoguće učiniti bez upotrebe. Ono što je prikladno, glodalica za obradu metala jednako se uspješno koristi iu proizvodnim uvjetima iu kućnim radionicama. Valja napomenuti da je oprema ove kategorije najčešća u području obrade metala.
Gotovo sve modifikacije oprema za mljevenje rade na sličnom principu i imaju sličan dizajn. Razlike između modela takvih strojeva mogu biti u njihovoj funkcionalnosti, koja se formira dodavanjem dodatnih komponenti i sustava u njihov dizajn.
Vrste strojeva za glodanje
Navodimo glavne vrste strojeva za glodanje, od kojih se svaka sorta ponekad značajno razlikuje od svojih kolega i ima puno razlika u dizajnu i svojoj radnoj namjeni.
Vertikalno glodanjePrilično čest tip stroja u ovoj kategoriji je vertikalni stroj za glodanje. Radni alati za takve strojeve su oblikovani, cilindrični, krajnji mlinovi, također možete izvoditi operacije bušenja. Vertikalni stroj za glodanje omogućuje vam da izvršite sljedeće tehnološke operacije: obrada zupčanika i raznih utora, uglova, elemenata okvira, vertikalnih i horizontalnih površina na dijelovima od raznih metala.

Strojevi za glodanje ovog tipa nemaju konzolu u svom dizajnu, a njihova se radna površina kreće duž vodilica smještenih na okviru opreme. Stroj vertikalnog tipa, zbog osobitosti svog dizajna, karakterizira visoka krutost, što omogućuje obradu metalnih dijelova na njemu s visoka razina kvaliteta. Mjenjač takvog stroja za glodanje nalazi se u glavi vretena.
Vertikalni strojevi za glodanje podijeljeni su u dvije kategorije, koje se razlikuju po prisutnosti konzole u dizajnu. Njihova imena su redom:
- vertikalni strojevi za glodanje bez konzole;
- vertikalne konzolne glodalice.
Kod konzole se razlikuje po tome što se njezino vreteno i rukavac mogu pomicati u odnosu na os opreme. Razlike u njihovom dizajnu mogu se jasno vidjeti na fotografiji.

Horizontalno glodanje
Horizontalna glodalica je značajna po tome što se njegovo vreteno nalazi u vodoravnoj ravnini. Oprema ove skupine omogućuje obradu dijelova koji imaju male ukupne dimenzije. Svestranost ovaj stroj predviđeno zbog činjenice da kao radni alat koristi glodala krajnja, cilindrična, oblikovana, krajnja i kutni tip. Horizontalna glodalica u svojoj standardnoj konfiguraciji ne dopušta obradu dijela duž zavojne površine, za to mora biti opremljena pomoćnim uređajima.

Uređaj strojeva horizontalne grupe za glodanje omogućuje vam da instalirate njihovu radnu površinu paralelno, kao i okomito na os vretena. Sve radne i pogonske jedinice ove opreme nalaze se na okviru, a mjenjač, koji kontrolira brzinu rotacije vretena, nalazi se u njegovom unutarnjem dijelu.
Bušenje i glodanjeStrojevi koji pripadaju kategoriji bušenja i glodanja dizajnirani su za obradu ne samo horizontalnih i vertikalne površine, ali i sklon. Također se koriste za obradu utora dijelova velikih dimenzija.
Takav stroj za glodanje za metal ima glavu za bušenje-glodanje koja vam omogućuje izvođenje operacija bušenja pod kutom i površine stroja smještene pod kutom u odnosu na vodoravnu os. Posebnost takvog stroja je da njegova radna glava može raditi u obrnutom načinu rada.

Zbog svoje svestranosti, zbog mogućnosti izvođenja dvije najpopularnije operacije, takvi strojevi su vrlo korisni s ekonomskog stajališta, kao i u smislu uštede prostora u proizvodnom prostoru. Malo će domaćih majstora odbiti imati takav stroj kod kuće, jer takav uređaj u svom dizajnu kombinira nekoliko učinkovitih i korisnih uređaja odjednom.
UniverzalniTakvi strojevi za obradu metala vrlo su prikladni za opremanje privatnih radionica ili srednjih radionica specijaliziranih za mehaničke popravke. Univerzalni strojevi omogućuju obradu horizontalnih i okomitih ravnina, kao i površina spiralnog tipa i žigova.

Takav stroj za metal razlikuje se sljedeće značajke dizajna: sklop vretena, kutija, kao i glavni čvorovi nalaze se u unutarnjoj strani okvira. Dizajn stroja ima vertikalne i horizontalne vodilice po kojima se pomiču njegova konzola i stolna površina. Radna površina, osim toga, može se postaviti u odnosu na vreteno opreme pod željenim kutom, što joj omogućuje obradu metalnih dijelova čak i najsloženije konfiguracije.
Radna površina
Tako vrlo kompaktna oprema instalirana kod kuće, u radionicama obrazovne ustanove iu malim proizvodnim radnjama, omogućuje vam izvođenje raznih tehnoloških operacija: rezanje navoja, bušenje rupa, obradu svih vrsta dijelova i materijala različite vrste rezači i još mnogo toga.
Ovu vrstu odlikuje dobra točnost, jer njihov dizajn ima iznimnu krutost (naravno, uz pravilnu instalaciju). Takve konzolne glodalice odlikuju se visokom produktivnošću, što ih omogućuje da se koriste za proizvodnju proizvoda u serijskim serijama. Unatoč visokim performansama i širokoj funkcionalnosti, takve strojeve odlikuju niska potrošnja energije i kompaktna veličina, što im omogućuje prikladno postavljanje čak i na malom prostoru.

Takvi se uređaji aktivno koriste u raznim industrijama u masovnoj proizvodnji visokokvalitetnih dijelova. CNC strojevi su vrlo produktivni i sposobni pružiti nenadmašnu kvalitetu ne u jednom primjerku, već u toku, što ih čini nezamjenjiva oprema u bilo kojoj većoj industriji. Razlike između takvih strojeva i svih ostalih vrsta glodalica toliko su značajne da zahtijevaju detaljnu analizu u zasebnom članku.
CNC strojevi koji obrađuju dijelove od različitih metala s visokom produktivnošću i preciznošću imaju jedan veliki nedostatak: pristojan trošak, ali ga u potpunosti kompenziraju sljedeći pozitivni čimbenici:
- smanjenje potrebe za kvalificiranim stručnjacima u proizvodnji;
- visoka produktivnost u odnosu na ručne strojeve;
- smanjenje trajanja proizvodnih ciklusa;
- ubrzati prijelaz na proizvodnju novih proizvoda.

Razlika između ovakvih uređaja i prethodne vrste glodalica leži u još većoj svestranosti, još većoj točnosti i brzini. Raspon posla koji takvi uređaji mogu obavljati uključuje ogroman popis operacija i procesa koji su traženi u najnaprednijim i najodgovornijim industrijama. Suvremeni softver za obradne centre proizvode velike svjetske tvrtke. Rad obradnih centara bit će detaljno razmotren u zasebnom članku.

Stolni CNC
Posebnu kategoriju čine tipovi glodalica opremljenih CNC-om (računalno numeričko upravljanje). Takva oprema spada u kategoriju profesionalne, njezin rad kontroliraju posebni kontroleri koji moraju biti spojeni na računalni uređaj. Kao i druge vrste glodalica, CNC modeli mogu izvoditi različite tehnološke operacije na metalu: bušenje, upuštanje, bušenje itd.

Imajući na raspolaganju takav stroj, možete izvoditi bilo koju vrstu operacija glodanja s gotovo bilo kojim materijalom. Ako usporedimo horizontalni stroj za glodanje i univerzalni stroj, onda je njegova glavna razlika u tome što njegov dizajn predviđa dodatnu glavu vretena, koja je postavljena na posebno pomično deblo i može se zakrenuti pod bilo kojim kutom u odnosu na radni komad.
Prikladno je da oba vretena takvog stroja mogu obraditi dijelove i zajedno i izvan mreže. Na zakretnu glavu može se ugraditi i druga nadzemna glodalica kojom možete obraditi metalne dijelove još složenije konfiguracije - bušenje, bušenje, upuštanje i tako dalje.

Postoje i modeli strojeva široke namjene koji u svom dizajnu nemaju konzolnu ploču. Umjesto toga, ugrađena je kolica koja se kreće duž okomitih vodilica. Na okomitom klizaču ove kočije mogu se koristiti različiti uređaji (na primjer, razdjelni stol). Takvi strojevi su nešto jeftiniji, ali su također sposobni obavljati prilično velik popis tehnoloških zadataka.
Prilikom odabira stroja za glodanje, prije svega, morate odlučiti čemu služi. Ovakav pristup odabiru opreme pružit će vam priliku da je kupite u potpunosti u skladu sa vašim potrebama, a ne preplatite za značajke koje vam nikada neće trebati.
Princip rada glodalica
Gotovo svi strojevi za glodanje rade na istom principu. Razlike mogu biti samo u njihovoj funkcionalnosti.
Glavni konstruktivni elementi takvih strojeva su: potporni okvir, radni stol, stezni elementi, stezna stezaljka i stezna stezaljka u koju je pričvršćen radni alat, portal s pričvršćenim vretenom koje se može pomicati, pogonski motor .
Radni alat bilo kojeg stroja za glodanje je rezač, čiji dizajn i dimenzije ovise o konfiguraciji dijela koji se obrađuje. Radni alat se učvršćuje u steznu steznu čahuru uz pomoć drške, a rotacija se na njega prenosi s pogonskog motora kroz sustav zupčanika. Glavna svrha rezača je ukloniti višak sloja metala s obratka, što je, zapravo, bit obrade na takvom stroju.
Vreteno stroja postavljeno je na pomični portal čijim se pomacima upravlja posebnim kontrolerima, ako pričamo o CNC opremi. Elektronički sustav takve opreme uključuje CNC kontrolere (računalno numeričko upravljanje), pomoćne elemente sustava i spojne dijelove. Princip rada modela CNC strojeva je sljedeći: poseban program čita crteže dijela koji se dobiva kao rezultat obrade, generira elektroničke naredbe koje se prenose na radno tijelo stroja.
Posebnu pozornost treba posvetiti univerzalnim strojevima, koji su hibrid horizontalnih i vertikalnih modela. Njihov dizajn također ima steznu čahuru, steznu steznu čahuru i stezaljke, ali mjenjač takvih strojeva prenosi sve pokrete s jednog elektromotora. Ih razlikovna značajka je prisutnost ručnog načina rada, s kojim možete kontrolirati rad pokretačkog bloka.
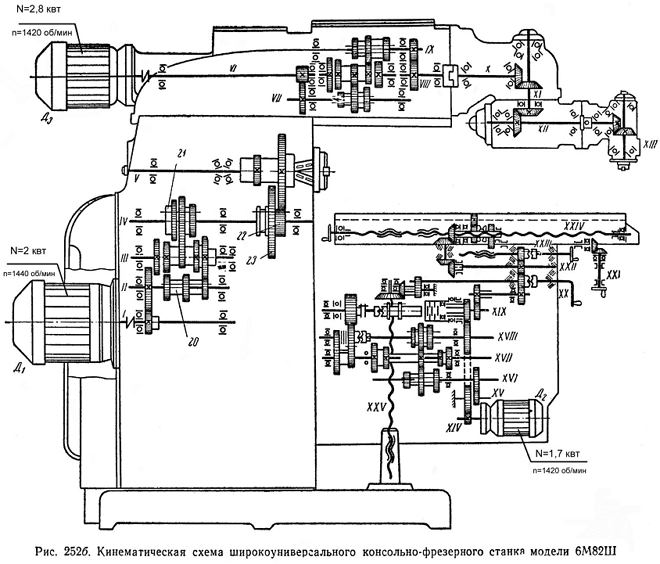
Primjer kinematičkog dijagrama (konzolna glodalica)
Dodatni elementi u svom dizajnu imaju petokoordinatnu i opremu za graviranje. Takva oprema opremljena je dodatnim steznim elementima koji vam omogućuju da na nju instalirate graver. Alat takve opreme rotira se zbog kardanske osovine, s kojom je izravno spojen na elektromotor.
Najjednostavniji u dizajnu su ručni strojevi za glodanje metala. Takva oprema ima malu snagu, a njezin se dizajn sastoji od stezne čahure s steznom čahom, rotora, pogonske glave i elektromotora. Naravno, funkcionalnost takvog stroja također je ograničena: može se koristiti samo za obavljanje najjednostavnijih operacija glodanja.
Resurs rada, koji ima stroj glodalice ručnog tipa, također je nizak i iznosi ne više od 10.000 sati. Najslabije komponente u takvoj opremi, koje prve pokvare, su stezna stezaljka i stezna stezaljka, stezaljke, priključak i vreteno. Ali njegova niska pouzdanost i izdržljivost u potpunosti je nadoknađena niskom cijenom. Ima smisla nabaviti ga ako ga namjeravate koristiti neredovito.
Trošak stroja
Klasifikacija glodalica prema njihovoj cijeni prilično je opsežna. Naravno, najjeftiniji modeli na ovom popisu su modeli kineskih proizvođača. Možete još više uštedjeti na kupnji takve opreme ako je ne kupite preko posrednika, već izravno od proizvođača. Što je zgodno, proizvođači iz Kine nude i najjednostavnije ručni strojevi, i profesionalni, opremljen CNC-om. Ako uzmemo u obzir minimalni raspon cijena, tada varira između 7000-35000 rubalja.

Kineski stolni stroj za bušenje i glodanje Triod MMS-20E (cijena oko 60 tisuća rubalja)
Vertikalni stroj će vas koštati dosta, trošak takve opreme počinje od 20.000 rubalja. Štoviše, po ovoj cijeni ćete kupiti stroj s najjednostavnijom konfiguracijom: stezna stezaljka i stezna stezaljka, stezaljke, priključak, vreteno.
Ako razmišljate o kupnji za svoj proizvodno poduzeće široki univerzalni stroj, onda se pripremite za činjenicu da cijena takve opreme počinje od 250.000 rubalja. Strojevi za glodanje za obradu metala, koji su opremljeni CNC-om, koštaju od 2 milijuna rubalja.
U svakom slučaju, ako postavite cilj, možete kupiti visokokvalitetni stroj za glodanje metala serijskog modela po vrlo atraktivnoj cijeni.
Horizontalni obradni centri za glodanje CNC firma HAAS omogućuju vam uspješno rješavanje raznih zadataka, pružajući visoke performanse s pristupačna cijena. Na strojevima je lako organizirati višestranu obradu velikih dijelova u jednoj postavci, čime se dobivaju složeni visoko precizni proizvodi s minimalni trošak. Još jedna prednost horizontalne glodalice je učinkovita evakuacija strugotine iz zone rezanja.
Na strojevima s automatskom izmjenom paleta, obrada se može obavljati kontinuirano, nema potrebe za zaustavljanjem stroja za uklanjanje gotovih dijelova i ugradnju novih praznina.
Svi horizontalni strojevi za glodanje i obradni centri
* Cijene strojeva su navedene bez PDV-a, uključujući isporuku u tvornicu kupca, uključujući nadzor ugradnje i obuku
Klasifikacija isporučenih horizontalnih glodalica
HAAS CNC horizontalne glodalice koje isporučuje Abamet mogu se podijeliti u sljedeće glavne tipove.
S automatskom izmjenom paleta
Ova skupina uključuje strojeve EC-400 , EC-400PP I EC-500. Radna paleta može se indeksirati u koracima od 1° (osnovna) ili raditi kao puna 4. os (opcija). Horizontalna glodalica EC-400PP ima izmjenjivač sa 6 paleta. paleta koja nije unutra radni prostor stroj, također se može rotirati radi praktičnosti operatera.
Bez ugrađenog izmjenjivača paleta
Ova skupina uključuje velike strojeve EC-1600 i EC-1600ZT. Horizontalni CNC usmjerivač EC-1600ZT ima hod povećan za 203 mm duž "Z" osi. Maksimum dopuštena težina na radnoj površini - 4536 kg. Opciono dostupna je rotirajuća prednja ploča integrirana u radnu površinu (4. os) promjera 762 mm, što značajno proširuje mogućnosti stroja pri obradi velikih dijelova s različitih strana.
Glavne prednosti CNC horizontalnih glodalica
 |
, obrađen u 1 postavljanju s 5 strana, što jamči visoku točnost. Robusna i provjerena konstrukcija s potrebnim rebrima za ukrućenje. Lijevano željezo pruža visoku sposobnost prigušivanja. |
 |
Dizajn, koji je HAAS usavršavao više od 30 godina, jamči precizno pozicioniranje i rad bez problema na duge godine. Dizajn se temelji na visokopreciznom pužnom zupčaniku. |
 |
HAAS nudi brze i pouzdane bočne automatske izmjenjivače alata. Svi uređaji su u potpunosti proizvedeni u tvornici HAAS-a. Mjenjači su dostupni za 24, 40 i 70 alata. |
Što nudi Abamet i kako naručiti
Nudimo sveobuhvatan pristup nabavi opreme: tehnološka studija po zahtjevu, odabir potrebnu opremu, rezni alat, alat i tehnološka oprema. Pružamo kvalitetno i učinkovito održavanje alatnih strojeva od strane ovlaštenih inženjera. 508

Također preporučujemo
 Preklopno napajanje: popravak i usavršavanje
Preklopno napajanje: popravak i usavršavanje
 Daljinsko upravljanje svjetlom
Daljinsko upravljanje svjetlom
 Satovi plivanja za djecu predškolske dobi
Satovi plivanja za djecu predškolske dobi
 Napomene za majstora - kućni kućni alarmi
Napomene za majstora - kućni kućni alarmi
 Propeler sata na Atmega8
Propeler sata na Atmega8
 Primjeri primjene uređaja i releja, kako odabrati i pravilno spojiti relej Mikrokontroler i relej jednostavni sklopovi za prebacivanje
Primjeri primjene uređaja i releja, kako odabrati i pravilno spojiti relej Mikrokontroler i relej jednostavni sklopovi za prebacivanje