मीट - जिग बोरिंग मशीन। समन्वय बोरिंग मशीन: प्रकार और मॉडल।
उपकरणों के बीच, जिग बोरिंग मशीनों को अजीबोगरीब "अभिजात वर्ग" कहा जाता है, जिन्हें सबसे महत्वपूर्ण भागों को बनाने के लिए डिज़ाइन किया गया है - उनके सापेक्ष स्थान में मामूली विचलन के साथ छेद। ऐसी मशीनों पर एक विशेष रीडिंग डिवाइस होता है, जिसके साथ उपकरण के सापेक्ष वर्कपीस को 0.001 मिमी से अधिक की त्रुटि के साथ स्थानांतरित किया जा सकता है, और मशीनी भागों पर आयामी विचलन की जांच के लिए एक नियंत्रण उपकरण है।
जिग बोरिंग मशीन का उद्देश्य
जिग बोरिंग मशीनों को सेंटर-टू-सेंटर होल को प्रोसेस करने के लिए डिज़ाइन किया गया है, जिसके बीच की दूरी को से ठीक से बनाए रखा जाना चाहिए आधार सतहएक आयताकार समन्वय प्रणाली में, उपकरण का मार्गदर्शन करने के लिए उपकरणों के उपयोग के बिना।
ऐसी मशीनों पर ड्रिलिंग, फाइन मिलिंग, बोरिंग, रीमिंग और काउंटर सिंकिंग, भागों का नियंत्रण और माप, सिरों की बारीक मिलिंग, साथ ही अंकन का काम किया जाता है। मशीनों का उपयोग शरीर के अंगों और जुड़नार, साथ ही कंडक्टरों में छेद बनाने के लिए किया जाता है, जिन्हें छोटे पैमाने पर, एकल-टुकड़ा और बड़े पैमाने पर उत्पादन में छेदों के पारस्परिक स्थान में महत्वपूर्ण सटीकता की आवश्यकता होती है।
मशीनों पर, केंद्र की दूरी सहित बोरिंग, मार्किंग और चेकिंग आयामों के साथ प्रदर्शन किया जाता है। मशीन के साथ आने वाली रोटरी टेबल का उपयोग करके, आप मशीन के छेद कर सकते हैं जो ध्रुवीय समन्वय प्रणाली में निर्दिष्ट हैं, परस्पर लंबवत और झुके हुए छेद, साथ ही साथ मशीन की अंत सतहें।

मशीन ऑप्टिकल रीडिंग डिवाइस से लैस है जो आपको निर्देशांक आकार के पूर्णांक और आंशिक भागों की गणना करने की अनुमति देती है। चूंकि जिग बोरिंग मशीनों का उपकरण एक मापने वाली मशीन और धातु काटने वाली मशीन का एक संयोजन है, ऐसे उपकरणों पर काम करना, अन्य मशीनों पर संसाधित भागों को नियंत्रित करना संभव है।
सामान्य संचालन में, एक ऊर्ध्वाधर जिग बोरिंग मशीन 0.004 मिलीमीटर के क्रम की समन्वय प्रणाली में केंद्र से केंद्र की दूरी की सटीकता प्रदान करने में सक्षम है। छिद्रों के केंद्रों के बीच अधिक सटीक दूरी प्राप्त करने के लिए, जिग बोरिंग मशीन एक डिजिटल डिस्प्ले डिवाइस से लैस है, जो ऑपरेटर को लगभग 0.001 मिलीमीटर के रिज़ॉल्यूशन के साथ निर्देशांक सेट करने की क्षमता देता है।
जिग बोरिंग मशीनों का वर्गीकरण
एक और दो रैक वाली जिग बोरिंग मशीनें हैं। उनके डिजाइन में सिंगल-कॉलम मशीनें हैं, एक क्रॉस टेबल, जिसे वर्कपीस को दो दिशाओं में स्थानांतरित करने के लिए डिज़ाइन किया गया है जो परस्पर लंबवत हैं। यहां मुख्य आंदोलन स्पिंडल का रोटरी मूवमेंट है, और फीड मूवमेंट स्पिंडल का वर्टिकल मूवमेंट है।
उनके डिजाइन में दो-स्तंभ मशीनों में एक तालिका होती है जो गाइड पर स्थित होती है। तालिका एक्स समन्वय की दिशा में स्थापित वर्कपीस को स्थानांतरित करने में सक्षम है। जब हेडस्टॉक चलता है, तो स्पिंडल अक्ष वाई समन्वय की दिशा में टेबल पर स्थापित उत्पाद के सापेक्ष चलता है।

स्वचालन के स्तर के आधार पर, जिग बोरिंग मशीनों को सीएनसी, डिजिटल डिस्प्ले और निर्देशांक के एक सेट के साथ-साथ वर्कपीस और टूल्स के स्वचालित परिवर्तन के साथ मशीनों में विभाजित किया जाता है जो आपको अलग-अलग प्रदर्शन करने की अनुमति देते हैं। मिलिंग कार्यउच्च स्तर की सटीकता के साथ।
लेन-देन की प्रकृति के आधार पर, डिज़ाइन विशेषताएँऔर उद्देश्य, जिग बोरिंग मशीनें सार्वभौमिक और विशिष्ट हैं। यूनिवर्सल मशीनें, बदले में, क्षैतिज बोरिंग मशीनों और परिष्करण बोरिंग मशीनों में विभाजित हैं। सभी प्रकार के मशीन टूल्स के लिए सबसे महत्वपूर्ण पैरामीटर बोरिंग स्पिंडल का व्यास है।
समन्वय गणना मशीनों के मॉडल
उनके डिजाइन में जिग बोरिंग मशीनों के लोकप्रिय मॉडल में अनुप्रस्थ और अनुदैर्ध्य आंदोलन के साथ एक आयताकार तालिका है। धुरी सिर का समायोजन आंदोलन प्रदान किया जाता है। अनुप्रस्थ और अनुदैर्ध्य दिशा में तालिका का त्वरित और कार्यशील आंदोलन किया जाता है इलेक्ट्रिक ड्राइवविनियमन की विस्तृत श्रृंखला के साथ, जो आपको मिलिंग के दौरान जिग बोरिंग मशीन की कठोरता और उत्पादकता को बढ़ाने की अनुमति देता है। आइए हम जिग बोरिंग मशीनों के लोकप्रिय मॉडलों की तकनीकी विशेषताओं पर अधिक विस्तार से विचार करें।
जिग बोरिंग मशीन 2a450
स्लाइड और टेबल की यात्रा सहित 2a450 जिग बोरिंग मशीन का आयाम 2670 गुणा 3305 गुणा 2660 मिलीमीटर है। तालिका की कामकाजी सतह में 1100 गुणा 630 मिलीमीटर के आयाम हैं। सहायक उपकरण और विद्युत कैबिनेट को छोड़कर मशीन का वजन 7300 किलोग्राम है। इस मशीन के साथ, अधिकतम 600 किलोग्राम वजन वाले उत्पाद का उपयोग करते समय 30 मिलीमीटर के अधिकतम ड्रिलिंग व्यास और 250 मिलीमीटर के अधिकतम बोरिंग छेद को प्राप्त करना संभव है। धुरी की गति 50-2000 आरपीएम तक पहुंच जाती है, मिलिंग के दौरान उत्पाद की गति 30-200 आरपीएम तक पहुंच जाती है। जिग बोरिंग मशीन 2a450 का उपयोग करते समय, इलेक्ट्रिक मोटर की शक्ति 4.5 VKt तक पहुंच जाती है, रोटेशन की आवृत्ति 1800 rpm है।
जिग बोरिंग मशीन 2d450
2d450 जिग बोरिंग मशीन में निम्नलिखित आयाम हैं (स्लाइड और टेबल यात्रा के साथ) - 3305 x 2705 x 2800 मिलीमीटर। कामकाजी सतह में 1100 गुणा 630 मिलीमीटर के आयाम हैं। बिना बिजली के कैबिनेट और आवश्यक सामान के मशीन का वजन 7800 किलोग्राम है। सबसे बड़ा बोर व्यास 250 मिलीमीटर है, जबकि 600 किलोग्राम तक के वजन वाले उत्पाद का उपयोग करना संभव है। धुरी की गति 50-2000 प्रति मिनट है। मशीन पर स्थापित इलेक्ट्रिक मोटर की शक्ति 2 वीकेटी है, घूर्णन गति 700 आरपीएम है।
समन्वय बोरिंग मशीन 2v440a
स्लाइड और टेबल यात्रा सहित 2v440a जिग बोरिंग मशीन का आयाम 2520 x 2195 x 2430 मिलीमीटर है। तालिका की कामकाजी सतह की लंबाई 800 है, और चौड़ाई 400 मिलीमीटर है। बाहरी सामान के साथ मशीन का द्रव्यमान 3630 किलोग्राम है। 2v440a जिग बोरिंग मशीन का उपयोग करते समय, 320 किलोग्राम के अधिकतम वजन वाले उत्पादों का उपयोग करते समय 25 मिलीमीटर की ठोस सामग्री में अधिकतम ड्रिलिंग व्यास और 250 मिलीमीटर का अधिकतम बोरिंग व्यास प्राप्त करना संभव है। स्पिंडल गति की सीमा प्रति मिनट 50-2000 आरपीएम तक पहुंचती है, इलेक्ट्रिक मोटर की शक्ति 2.2 डब्ल्यूके है, रोटेशन की गति 800 आरपीएम है।

जिग बोरिंग मशीन 2431
मॉडल 2431 के समग्र आयाम हैं - 1900 गुणा 1445 गुणा 2435 मिलीमीटर और बिजली के उपकरणों के बिना वजन - 2510 किलोग्राम। 2431 जिग बोरिंग मशीन के लिए विद्युत उपकरणों का द्रव्यमान 420 किग्रा और सहायक उपकरण का एक सेट 380 किग्रा है। तालिका की कामकाजी सतह का आयाम - 560 गुणा 320 मिलीमीटर। इस मॉडल का उपयोग करते समय, अधिकतम 250 किलोग्राम वजन वाले उत्पादों का उपयोग करते समय 18 मिलीमीटर का अधिकतम ड्रिलिंग व्यास और 125 मिलीमीटर का अधिकतम बोरिंग व्यास प्राप्त किया जाता है। प्रति मिनट स्पिंडल गति की सीमा 75 से 3000 आरपीएम तक है, इलेक्ट्रिक मोटर्स की कुल शक्ति 2.81 डब्ल्यूके है, मुख्य मोटर की शक्ति 2.2 किलोवाट है।
जिग बोरिंग मशीन 2421
2421 जिग बोरिंग मशीन का आयाम 900 गुणा 1615 गुणा 2207 मिलीमीटर है। डेस्कटॉप का आयाम 450 गुणा 250 मिलीमीटर है। सामान के एक सेट के साथ मशीन का द्रव्यमान 1610 किलोग्राम है। इस मॉडल का उपयोग करते हुए, अधिकतम 150 किलोग्राम वजन वाले उत्पादों का उपयोग करते समय 12 मिलीमीटर की ठोस सामग्री में अधिकतम ड्रिलिंग व्यास और 80 मिलीमीटर के अधिकतम बोरिंग छेद को प्राप्त करना संभव है। धुरी की गति 135 से 3000 आरपीएम तक होती है। इलेक्ट्रिक मोटर पावर - 10 वीकेटी।
इस प्रकार, जिग बोरिंग मशीनें सबसे महत्वपूर्ण कार्य करती हैं - छेद बनाना और उनके विचलन को नियंत्रित करना। मशीन एक डिजिटल इंडिकेशन डिवाइस से लैस है, जो ऑपरेटर को 0.001 मिमी के रिज़ॉल्यूशन के साथ निर्देशांक सेट करने की अनुमति देता है, साथ ही निर्देशांक आकार के पूर्णांक और आंशिक भागों को पढ़ने के लिए रीडआउट डिवाइस भी।
परिचय
1. जिग बोरिंग मशीनों के संचालन का उपकरण और सिद्धांत
2. मानदंड की गणना
2.2 मानदंड की गणना
3. जिग बोरिंग मशीनों के विकास की संभावनाएं
निष्कर्ष
ग्रन्थसूची
परिचय
बोरिंग मशीनों को एकल और बैच उत्पादन में प्रसंस्करण भागों के लिए डिज़ाइन किया गया है। इस यूनिवर्सल मशीन, जिस पर छेदों की खुरदरी और बारीक बोरिंग करना, बाहरी बेलनाकार सतहों और छिद्रों के सिरों को मोड़ना, ड्रिलिंग, काउंटरसिंकिंग और रीमिंग होल, मिलिंग प्लेन, थ्रेडिंग और अन्य ऑपरेशन करना संभव है। बड़ी किस्म विभिन्न प्रकारप्रसंस्करण, बोरिंग मशीनों पर किया जाता है, कई मामलों में एक भाग के प्रसंस्करण को अन्य मशीनों में स्थानांतरित किए बिना पूरा करना संभव बनाता है, जो विशेष रूप से भारी इंजीनियरिंग के लिए महत्वपूर्ण है।
अभिलक्षणिक विशेषताबोरिंग मशीन एक क्षैतिज (या ऊर्ध्वाधर) धुरी की उपस्थिति होती है, जो एक अक्षीय फ़ीड गति बनाती है। धुरी से जुड़ा काटने का उपकरण- कटर के साथ एक बोरिंग बार, एक ड्रिल, एक काउंटरसिंक, एक मिलिंग कटर, एक टैप, आदि। प्रोग्राम नियंत्रण के साथ बोरिंग मशीनें, जो उनके परिवर्तन समय को कम करती हैं, श्रम उत्पादकता और प्रसंस्करण की गुणवत्ता को बढ़ाती हैं, व्यापक रूप से उपयोग की जाती हैं।
प्रदर्शन किए गए कार्यों की प्रकृति, उद्देश्य और डिजाइन सुविधाओं के आधार पर, बोरिंग मशीनों को सार्वभौमिक और विशिष्ट में विभाजित किया गया है। बदले में, यूनिवर्सल मशीनों को हॉरिजॉन्टल बोरिंग, जिग बोरिंग और डायमंड बोरिंग (फिनिशिंग बोरिंग) में बांटा गया है। सभी प्रकार के मशीन टूल्स के लिए, मशीन के सभी मुख्य आयामों को निर्धारित करने वाला सबसे महत्वपूर्ण पैरामीटर बोरिंग स्पिंडल का व्यास है।
1. समन्वय बोरिंग मशीनों के संचालन का उपकरण और सिद्धांत
मशीन टूल्स
कोऑर्डिनेट बोरिंग मशीनों को सटीक निर्देशांक के साथ मशीनिंग छेद के लिए डिज़ाइन किया गया है। इस प्रकार की मशीनों के दो संस्करण हैं: सिंगल-कॉलम (चित्र 1, ए) और दो-कॉलम (चित्र। 1, बी)। सिंगल-कोऑर्डिनेट बोरिंग मशीन के मुख्य भाग हैं फ्रेम 1, रैक 2, बोरिंग हेड 3, स्लेज 4 वाली टेबल। 2E470A डबल-कोऑर्डिनेट बोरिंग मशीन में निम्नलिखित मुख्य भाग होते हैं: फ्रेम 1, रैक 2, बोरिंग हेड्स 3, ट्रैवर्स 4, वर्किंग टेबल 5।
वर्कपीस को टेबल के प्लेन पर फिक्स किया जाता है, कटिंग टूल को बोरिंग हेड्स के स्पिंडल में फिक्स किया जाता है। वर्कपीस की ऊंचाई के आधार पर, ट्रैवर्स और बोरिंग हेड को एक निश्चित ऊंचाई पर सेट किया जाता है और तय किया जाता है। स्पिंडल को निर्दिष्ट निर्देशांक पर सेट करना तालिका को दो परस्पर लंबवत दिशाओं (एकल-कॉलम मशीन पर काम करते समय) में स्थानांतरित करके या बेड के गाइड के साथ अनुदैर्ध्य दिशा में तालिका को स्थानांतरित करके और अनुप्रस्थ में उबाऊ सिर को स्थानांतरित करके किया जाता है। ट्रैवर्स के साथ दिशा (दो-स्तंभ पोर्टल प्रकार मशीन पर काम करने के मामले में)। जिग बोरिंग मशीनों के डिजाइन, स्थापना और रखरखाव की विशेषताएं हैं:
सुधारात्मक उपकरणों की उपस्थिति जो लीड स्क्रू पिच त्रुटि (मशीनों के पुराने मॉडल पर) के लिए क्षतिपूर्ति करती है;
निर्देशांक पढ़ने के लिए ऑप्टिकल उपकरणों का उपयोग; रोलर गाइड का उपयोग जो स्लेज, टेबल, उत्पाद और काटने के बल के द्रव्यमान का अनुभव करता है;
भागों के प्रसंस्करण और इकाइयों के संयोजन की उच्च परिशुद्धता और उच्च गुणवत्तासंसाधित सतह; अच्छा कंपन प्रतिरोध और बड़े पैमाने पर नींव; भीतर लगातार कमरे का तापमान (20
1.5) सी;मशीनों की सेवा करने वाले श्रमिकों की उच्च योग्यता; छिद्रों के प्रसंस्करण के लिए न्यूनतम और विनियमित भत्ते।
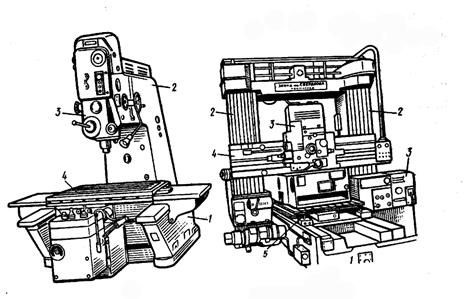
चित्र एक। बोरिंग मशीन कोऑर्डिनेट करें:
ए - सिंगल-कॉलम: 1 - बेड, 2 - स्टैंड, 3 - बोरिंग हेड, 4 - स्लेज के साथ टेबल;
बी - दो कॉलम: 1 - बिस्तर, 2 - रैक, 3 - उबाऊ सिर, 4 - ट्रैवर्स, 5 - डेस्कटॉप
सिंगल-कॉलम वर्टिकल जिग बोरिंग मशीन सटीक कुल्हाड़ियों के साथ मशीनिंग छेद के लिए डिज़ाइन की गई हैं, जिनके बीच के आयाम एक आयताकार समन्वय प्रणाली में दिए गए हैं।
इसके अलावा, मशीन भी संभव है:
धागा काटने;
चेहरे या अंत मिलों के साथ सतहों की बारीक मिलिंग;
ट्रिमिंग समाप्त होता है;
भागों पर रैखिक आयामों का अंकन और नियंत्रण।
मशीनों के साथ आपूर्ति की गई रोटरी टेबल ध्रुवीय समन्वय प्रणाली में निर्दिष्ट मशीनिंग छिद्रों के साथ-साथ परस्पर लंबवत और झुके हुए छेद और विमानों की अनुमति देती है।
सामान्य परिचालन स्थितियों के तहत, मशीनें एक आयताकार समन्वय प्रणाली में 0.06 मिमी तक प्रसंस्करण करते समय केंद्र-से-केंद्र दूरी की सटीकता प्रदान करती हैं।
ड्रिलिंग और बोरिंग होल, थ्रेडिंग, मिलिंग और मार्किंग के लिए मशीनें कई तरह के टूल्स और एक्सेसरीज से लैस हैं:
बारूद:
कोलेट के एक सेट के साथ कोलेट,
ड्रिलिंग,
पिरोया,
उबाऊ।
मोर्स टेंपर वाले टूल के लिए एडेप्टर स्लीव्स
कटर के लिए arbors
बोरिंग बार का सेट
सटीक फ़ीड के साथ यूनिवर्सल टूल होल्डर और टूल होल्डर
सूक्ष्मदर्शी-केंद्र खोजक, खराद का धुरा-केंद्र खोजक
स्प्रिंग कोर
स्थापना केंद्र
· बोरिंग कटर, ड्रिल, रीमर, कटर, नल की एक विस्तृत श्रृंखला।
समन्वय बोरिंग मशीन mod.2E450
मशीन मोड। 2E450A - 630x1120 मिमी के तालिका आयामों के साथ एकल-स्तंभ, ऑन-स्क्रीन रीडिंग के साथ एक ऑप्टिकल माप प्रणाली से लैस, पूर्व-सेटिंग निर्देशांक के लिए एक उपकरण, तालिका का स्वचालित स्टॉप और एक फोटोइलेक्ट्रिक नल संकेतक का उपयोग करके पूर्व निर्धारित स्थितियों में स्लेज। लंबाई मानक फ्लैट ग्लास लाइन उपाय हैं। धुरी के घूर्णन की अवधि एक समायोज्य इलेक्ट्रिक मोटर से की जाती है एकदिश धारातीन-स्पीड गियरबॉक्स के माध्यम से। प्रत्येक चरण के भीतर, स्पिंडल गति को 50-2500 आरपीएम की सीमा के भीतर स्थिर रूप से समायोजित किया जाता है। स्पिंडल फीड भी एक घर्षण चर के माध्यम से असीम रूप से परिवर्तनशील है। एक तंत्र है स्वचालित शटडाउनएक निश्चित गहराई पर धुरी फ़ीड। मैकेनिकल टेबल क्लैम्प्स और हेडस्टॉक की मैनुअल क्लैम्पिंग प्रदान की जाती है। समन्वय सेटिंग सटीकता 0.004 मिमी है, ऊब छेद व्यास सटीकता की अनुमति 0.005 मिमी से अधिक नहीं है।
समन्वय बोरिंग मशीन mod.2D450
सिंगल-कोऑर्डिनेट बोरिंग मशीन मॉड। तालिका 630x1120 मिमी की कामकाजी सतह के साथ 2D450। ऑप्टिकल उपकरणों से लैस है जो निर्देशांक आकार के पूर्णांक और भिन्नात्मक भागों को गिनने की अनुमति देते हैं। विशेष उपकरण के बिना भागों की सटीक मशीनिंग के लिए मशीन का उपयोग उपकरण और उत्पादन की दुकानों दोनों में किया जा सकता है। सामान्य परिचालन स्थितियों के तहत, मशीन 0.004 मिमी के आयताकार समन्वय प्रणाली में केंद्र से केंद्र की दूरी निर्धारित करने की सटीकता प्रदान करती है। और ध्रुवीय प्रणाली में - 5 चाप सेकंड। समन्वय बोरिंग के लिए सामान्य परिस्थितियों में मशीनीकृत छिद्रों की कुल्हाड़ियों के बीच की दूरी की सटीकता, 0.006 मिमी।
स्पिंडल अक्ष के सापेक्ष उत्पाद पर छेद की धुरी को आवश्यक समन्वय के लिए सेट करना तालिका या स्लेज के आंदोलन द्वारा किया जाता है, जिसके आंदोलन को एक विशेष ऑप्टिकल डिवाइस द्वारा नियंत्रित किया जाता है। उत्तरार्द्ध सटीक शासकों पर आधारित है, एक मामले में टेबल (चल शासक) पर तय किया गया है, दूसरे में - फ्रेम (निश्चित शासक) पर। तालिका के शासक में 1 मिमी के माध्यम से 1000 उच्च-सटीक विभाजन होते हैं, बिस्तर के शासक - 630 विभाजन। स्ट्रोक को मैट स्क्रीन पर 75x आवर्धन पर प्रक्षेपित किया जाता है। स्क्रीन प्लेन में एक रूलर अंतराल के सौवें हिस्से का मूल्यांकन करने के लिए, 100 डिवीजनों के साथ एक पैमाना है। उच्च-सटीक रीडिंग प्राप्त करने के लिए, स्क्रीन पर एक अतिरिक्त पैमाना है जो 0.001 मिमी तक पढ़ने की अनुमति देता है।

चावल। 2. मशीन मॉड की गतिज योजना। 2डी450
चित्र 2 मशीन मॉड के गतिज आरेख को दर्शाता है। 2डी450। मुख्य आंदोलन की श्रृंखला काटने के उपकरण के साथ धुरी के रोटेशन को निर्धारित करती है, जो एक समायोज्य डीसी मोटर 1 से बेल्ट ड्राइव 2-3, शाफ्ट I, गियर 6-7, शाफ्ट II, पहियों या 7- के माध्यम से किया जाता है। 10 से स्पिंडल III। 700-2800 आरपीएम की सीमा में इलेक्ट्रिक मोटर 1 को समायोजित करके स्पिंडल की गति स्थिर रूप से बदलती है। टू-स्टेज गियरबॉक्स के स्विचिंग स्पीड चरणों को हैंडव्हील 11 द्वारा चेन ट्रांसमिशन 4-5 के माध्यम से किया जाता है। शाफ्ट I पर लगे टैकोजेनरेटर द्वारा गति को नियंत्रित किया जाता है।
आस्तीन की ऊर्ध्वाधर आपूर्ति, धुरी को एक अलग इलेक्ट्रिक मोटर 17 डीसी से विनियमन की एक विस्तृत श्रृंखला के साथ किया जाता है। वर्म गियर 18-19, स्प्लिंड शाफ्ट IV, गियर 20-21, शाफ्ट V और वर्म जोड़ी 22-23, स्पिंडल स्लीव के रेल 25 के साथ घर्षण क्लच के माध्यम से रोटेशन। क्लच ऑफ के साथ 40 को हैंडल करता है, आप स्पिंडल स्लीव को मैन्युअल रूप से ऊपर या नीचे कर सकते हैं। आस्तीन के अधिक सटीक आंदोलनों के लिए, शंक्वाकार पहियों 42-43 द्वारा शाफ्ट वी से जुड़ा एक हैंडव्हील 41 है। स्वचालित शटडाउननिर्दिष्ट ड्रिलिंग गहराई तक पहुंचने पर स्पिंडल आस्तीन की फीडिंग 17 माइक्रोस्विच के साथ बंद करके की जाती है।
स्पिंडल हेड की एडजस्टिंग मूवमेंट से बनी होती है अतुल्यकालिक मोटर 12 वर्म गियर के माध्यम से 13-14 और रैक और पिनियन 15-16। वर्कपीस को दो स्वतंत्र डीसी मोटर्स 44 और 26 से अनुप्रस्थ दिशा में अनुदैर्ध्य दिशा में तालिका और अनुप्रस्थ दिशा में स्लाइड 27-28 और 31-32, बेवल गियर 35-36 के माध्यम से एक आयताकार समन्वय प्रणाली में ले जाया जाता है। 37-38, रैक और पिनियन गियर 29-30 और 33-34।
टेबल को ठीक करने के लिए, स्लेज और स्पिंडल हेड in आवश्यक प्रावधानएकीकृत क्लैंप का उपयोग किया जाता है।
तालिका नंबर एक।
जिग बोरिंग मशीनों की मॉडल रेंज
| नमूना | विशेषताएं |
| 2ए450 | एक्स और वाई अक्षों के साथ ऑप्टिकल समन्वय संदर्भ प्रणाली वाली मशीन |
| 2A450AF10, 2D450AF10 | एक्स और वाई अक्षों के साथ एक डिजिटल डिस्प्ले डिवाइस सहित इलेक्ट्रॉनिक रीडिंग और मापन प्रणाली के साथ मशीन टूल्स। इलेक्ट्रॉनिक फ्लाईव्हील मोड। |
| 2L450AF11-01 | एक्स, वाई और जेड कुल्हाड़ियों के साथ एक डिजिटल संकेत डिवाइस के साथ एक मशीन और एक्स और वाई कुल्हाड़ियों के साथ निर्देशांक का एक प्रारंभिक सेट है। एक ट्रैकिंग पोजिशनिंग मोड और एक इलेक्ट्रॉनिक फ्लाईव्हील मोड है जिसमें टेबल आंदोलन 0.001 और 0.01 मिमी है। |
| 2E450AFZ0 | सीएनसी डिवाइस के साथ एक मशीन टूल, एक्स और वाई अक्षों के साथ एक इंटरेक्टिव मोड में एक प्रोसेसिंग प्रोग्राम सेट करने की क्षमता और जेड अक्ष के साथ निर्देशांक के डिजिटल संकेत। |
| 2L450AF4 | सीएनसी के साथ मशीन, एक्स, वाई और जेड अक्षों के साथ समोच्चता के साथ। ग्राफिक मॉनिटर आपको अक्षों के साथ आगे बढ़ने के बिना प्रोग्राम डीबग करने की अनुमति देता है। मानक पाठ फ़ाइलों या स्वचालित प्रणालियों के साथ भाग कार्यक्रम ऑनलाइन तैयार किए जा सकते हैं। |
2. मानदंड की गणना
2.1 तकनीकी वस्तुओं के विकास के लिए मानदंड
किसी भी तकनीकी वस्तु की विशेषता वाले मापदंडों और संकेतकों में, हमेशा ऐसे होते हैं जो लंबे समय तक नीरस रूप से बदलते हैं या अपनी सीमा तक पहुंचने पर एक निश्चित स्तर पर बनाए रखने की प्रवृत्ति रखते हैं। इन संकेतकों को हर कोई पूर्णता और प्रगतिशीलता के उपाय के रूप में मान्यता देता है, और तकनीकी वस्तुओं और समग्र रूप से प्रौद्योगिकी के व्यक्तिगत वर्गों के विकास पर उनका एक मजबूत प्रभाव है।
ऐसे मापदंडों और संकेतकों को तकनीकी वस्तुओं के विकास के लिए मानदंड कहा जाता है। उनके महत्व का अंदाजा इस बात से लगाया जा सकता है कि किसी भी तकनीकी वस्तु के क्षेत्र में तकनीकी प्रगति में आमतौर पर कुछ मानदंडों को बिना बिगड़े (कम से कम महत्वपूर्ण बिगड़ने के बिना) सुधार करना शामिल है। विकास मानदंड की एक प्रणाली बनाते समय, कई शर्तों को पूरा करना चाहिए:
मापनीयता: तकनीकी वस्तु के केवल ऐसे पैरामीटर को विकास मानदंड के रूप में लिया जा सकता है, जो माप के पैमाने के अनुसार मात्रात्मक मूल्यांकन की संभावना की अनुमति देता है;
तुलनीयता: विकास मानदंड में ऐसा आयाम होना चाहिए जो आपको अलग-अलग समय और देशों की तकनीकी वस्तुओं की तुलना करने की अनुमति दे;
अपवाद: किसी तकनीकी वस्तु के केवल ऐसे मापदंडों को विकास मानदंड के रूप में लिया जा सकता है, जो मुख्य रूप से इसकी प्रभावशीलता की विशेषता रखते हैं और एक निर्णायक प्रभाव रखते हैं;
न्यूनतमता और स्वतंत्रता: विकास मानदंड के पूरे सेट में केवल वे मानदंड शामिल होने चाहिए जो तार्किक रूप से अन्य मानदंडों से प्राप्त नहीं हो सकते हैं और उनका प्रत्यक्ष परिणाम नहीं हो सकता है।
उत्पाद के तकनीकी स्तर और गुणवत्ता का आकलन तुलनात्मक (तुलनात्मक) विश्लेषण द्वारा निम्नलिखित क्रम में किया जाता है:
आधार उत्पाद का चयन किया जाता है (आदर्श संस्करण, एनालॉग या प्रोटोटाइप);
मूल्यांकन और आधार उत्पादों के मुख्य तकनीकी और आर्थिक संकेतकों के संख्यात्मक मूल्यों का पता चलता है:
तकनीकी स्तर और गुणवत्ता के सापेक्ष संकेतकों के स्तर की गणना की जाती है;
तकनीकी स्तर और उत्पादों की गुणवत्ता के सामान्यीकृत संकेतकों के मूल्य की गणना की जाती है।
यह ध्यान दिया जाना चाहिए कि अनुमानित और की तुलना करने के लिए मुख्य शर्त आधार उत्पाद- उत्पाद तत्वों की तुलना, कार्यात्मक उद्देश्य की पहचान।
तुलना के लिए आधार उत्पाद के रूप में, इस प्रकार का सर्वोत्तम, वास्तविक नमूना और विश्व अभ्यास में उपलब्ध उत्पादों के मानक आकार का चयन किया जाता है। यह घरेलू और विदेशी दोनों हो सकता है और इसे एक एनालॉग कहा जाता है। कभी-कभी, इस प्रकार के उत्पादों के आधुनिकीकरण के लिए समस्याओं को हल करते समय, एक प्रोटोटाइप उत्पाद को मूल उत्पाद के रूप में लिया जाता है, जिसे मौजूदा कमियों को दूर करके सुधार किया जाता है।
कुछ मामलों में, भविष्य के उपकरणों को मूल उत्पाद के रूप में लिया जा सकता है - एक आदर्श विकल्प। तकनीकी स्तर और गुणवत्ता के संदर्भ में आदर्श संस्करण की विशेषता वाले संकेतकों की गणना विकास मानदंडों के अनुसार इस प्रकार की प्रौद्योगिकी के विकास के नियमों के आधार पर की जाती है।
उत्पादों के तकनीकी स्तर और गुणवत्ता का मूल्यांकन करते समय, मुख्य आयामी पैरामीटर (क्षमता, काम करने की सतह, उपयोगी मात्रा, आदि) के मूल्यों को आधार उत्पाद के लिए 20% से अधिक से भिन्न नहीं होना चाहिए।
2.2 गणना
तालिका 2।
टेबल वर्किंग सरफेस 630x1120 मिमी . के साथ जिग बोरिंग मशीनों का तकनीकी डाटा
| जारी करने का वर्ष | मशीन मॉडल | ड्रिलिंग/बोरिंग का सबसे बड़ा व्यास, मिमी | स्पिंडल पहुंच, मिमी | अंत से तालिका की कामकाजी सतह तक की सबसे बड़ी दूरी, मिमी | धुरी गति सीमा, आरपीएम | शक्ति, किलोवाट | वजन (किग्रा | आयाम | ||
| लंबाई, मिमी | चौड़ाई, मिमी | ऊंचाई, मिमी | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 10 | 11 | 12 |
| 1968 | 2ए450 | 30/250 | 710 | 750 | 50-2000 | 2,0 | 7800 | 2670 | 3305 | 2660 |
| 1973 | 2डी450 | 30/250 | 710 | 800 | 50-2000 | 2,2 | 7800 | 3305 | 2705 | 2800 |
| 1978 | 2450ए | 40/250 | 715 | 750 | 32-2000 | 6,3 | 7920 | 2430 | 2750 | 3400 |
| 1983 | 2E450AF1-1 | 30/250 | 710 | 770 | 10-2000 | 7,2 | 8500 | 2760 | 2765 | 3000 |
| 1990 | 2ई450ए | 30/250 | 710 | 770 | 10-2500 | 7,2 | 8050 | 3350 | 2500 | 2885 |
| 1992 | 2E450AF30 | 30/250 | 710 | 770 | 10-2500 | 7,2 | 8000 | 2760 | 2980 | 2980 |
प्रस्तुत आंकड़ों का विश्लेषण करते हुए, जिग बोरिंग मशीनों के विकास के लिए मानदंडों का एक नामकरण संकलित करना संभव है। आइए अध्ययन के तहत मानदंड की गणना करें, जिसके गणना परिणाम तालिका 2 में प्रस्तुत किए गए हैं।
1. विशिष्ट सामग्री खपत।
जहां: के एम - विशिष्ट सामग्री खपत। (किलो / मिमी।)
एम - द्रव्यमान (किलो)
एन मुख्य पैरामीटर (मिमी) का मान है।
2. विशिष्ट ऊर्जा तीव्रता।
जहां: ई वाई - विशिष्ट ऊर्जा तीव्रता (किलोवाट / एम);
पी - पावर (किलोवाट);
एन मुख्य पैरामीटर (एम) का मान है।
3. मशीन के कब्जे वाला विशिष्ट क्षेत्र।
जहां: एस वाई - इस प्रकार कब्जा कर लिया गया विशिष्ट क्षेत्र। (एम 2 / एम)
एस - मशीन के कब्जे वाला क्षेत्र (एम 2)
एन - मुख्य पैरामीटर की इकाई (एम)
4. मशीन के प्रति इकाई द्रव्यमान में विद्युत मोटर शक्ति की इकाई।
तालिका 3. विकास के लिए मानदंड।
विकास मानदंड से प्राप्त आंकड़ों के आधार पर, हम रेखांकन का निर्माण करेंगे, जिसकी बदौलत मापदंड में बदलाव की प्रवृत्ति का पता लगाना और 2007 के लिए पूर्वानुमान लगाना संभव है।
2.3 मानदंड के परिवर्तन का निर्धारण
विशिष्ट ऊर्जा तीव्रता

मशीन की विशिष्ट ऊर्जा खपत के मूल्यों में परिवर्तन को देखते हुए, इस पैरामीटर को बढ़ाने की प्रवृत्ति का पता लगाना संभव है। सन्निकटन विधि का उपयोग करके, 2007 के लिए पूर्वानुमान करना संभव है, पैरामीटर का मान 45 kW/m होगा।
विशिष्ट सामग्री की खपत

प्रवृत्ति सन्निकटन पद्धति का उपयोग करते हुए, हम 2007 में मानदंड स्तर पाते हैं। प्रायिकता की एक निश्चित डिग्री के साथ, हम दावा कर सकते हैं कि मानदंड का मान 32 किग्रा/मिमी होगा।
द्रव्यमान की प्रति इकाई शक्ति की इकाई

परिणामी वक्र जिग बोरिंग मशीन के प्रति इकाई द्रव्यमान में बिजली की इकाई में स्पष्ट वृद्धि दर्शाता है। सन्निकटन विधि का उपयोग करके, हम मान सकते हैं संभव अर्थ 2007 में यह पैरामीटर, जो 1.42 W/kg होगा।
विशिष्ट कब्जा क्षेत्र

प्रवृत्ति सन्निकटन पद्धति का उपयोग करते हुए, हम 2007 में मानदंड स्तर पाते हैं। संभावना की एक निश्चित डिग्री के साथ, हम कह सकते हैं कि मानदंड का मूल्य घट जाएगा और राशि 30 मीटर 2 / मी हो जाएगी।
3. जिग-बोरिंग के आगे विकास की संभावनाएं
मशीन टूल्स
वर्कओवर आधुनिकीकरण
वर्तमान में रूसी उद्योगमॉडल 2A450, 2D450, 2E450 और उनके संशोधनों की नैतिक और शारीरिक रूप से अप्रचलित जिग बोरिंग मशीनों का एक बड़ा बेड़ा है। इन मशीनों की आयु 30-40 वर्ष तक पहुँच जाती है, इसलिए उनके डिज़ाइन समाधान मशीनों के लिए आधुनिक आवश्यकताओं को पूरा नहीं करते हैं। इसके अलावा, इकाइयों के उच्च पहनने और सटीकता मापदंडों के नुकसान के कारण उनके संचालन में समस्या होती है। यह सब मशीन उपकरणों के नवीनीकरण की आवश्यकता है, लेकिन वर्तमान आर्थिक माहौल में अधिकांश उद्यमों के पास इसके लिए पर्याप्त धन नहीं है। इसलिए, इन शर्तों के तहत, मौजूदा उपकरणों का आधुनिकीकरण करना आर्थिक रूप से संभव है, जिसके परिणामस्वरूप उपभोक्ता को एक आधुनिक मशीन प्राप्त होगी, जिसके डिजाइन में मशीन टूल्स के उत्पादन में कई वर्षों का अनुभव शामिल होगा जो सभी आवश्यकताओं को पूरा करता है। पॉइंटिंग (इस मशीन के लिए), आधुनिक घटकों और नियंत्रण प्रणालियों से सुसज्जित है। उसी समय, ग्राहक, आधुनिकीकरण के लिए मशीन सौंपने के बाद, मशीन के पूरे उत्पादन चक्र के आधुनिकीकरण की प्रतीक्षा नहीं कर सकता है, लेकिन इस मॉडल की एक आधुनिक मशीन (या किसी अन्य मॉडल की मशीन) प्राप्त करने के लिए प्लांट में उपलब्ध मशीनों का स्टॉक इस मामले में, सौंपी गई मशीन की अनुमानित लागत खरीदी गई मशीन की कीमत से काट ली जाएगी।
सामान्य स्थिति में मैनुअल नियंत्रण के साथ जिग बोरिंग मशीनों के आधुनिकीकरण के मुख्य घटक हैं:
· एक इलेक्ट्रॉनिक रीडिंग और मापन प्रणाली की स्थापना, जिसमें एलआईआर प्रकार के रैखिक विस्थापन के फोटोइलेक्ट्रिक कन्वर्टर्स और ऑप्टिकल रीडिंग डिवाइस के बजाय एक डिजिटल इंडिकेशन डिवाइस शामिल है;
· एक रिले कंट्रोल सर्किट के बजाय एक मशीन इलेक्ट्रिक सर्किट बनाने के लिए प्रोग्रामेबल कंट्रोलर का उपयोग;
· बॉल स्क्रू और एडजस्टेबल हाई-टॉर्क डीसी इलेक्ट्रिक मोटर्स रैक और पिनियन गियर्स के बजाय टेबल और स्लेज मूवमेंट्स में, साधारण एडजस्टेबल डीसी इलेक्ट्रिक मोटर्स और वर्म गियर्स;
इलेक्ट्रोमैकेनिकल क्लैंप के बजाय टेबल और स्लेज के न्यूमो-क्लैंप की स्थापना;
· स्पिंडल बॉक्स की गति का मशीनीकरण;
· एक समायोज्य डीसी मोटर के साथ आस्तीन विस्थापन ड्राइव डिजाइन का अनुप्रयोग।
निष्कर्ष
उसके में टर्म परीक्षामैंने मुख्य पैरामीटर के रूप में 630x1120mm की टेबल सतह के साथ जिग बोरिंग मशीनों के लिए विकास मानदंड का एक नामकरण विकसित किया सबसे बड़ा व्यासउबाऊ। मैंने मशीन टूल्स के उत्पादन के वर्षों के अनुसार इन मानदंडों की गतिशीलता का विश्लेषण किया। मुझे पता चला कि किन कारकों के कारण मानदंड के मूल्यों में परिवर्तन हुआ है। उन्होंने मशीन का एक आरेख दिया, इसके उपकरण, संचालन के सिद्धांत का वर्णन किया। उन्होंने मशीन के आकार पर विशिष्ट संकेतकों (विशिष्ट ऊर्जा खपत, सामग्री खपत) की निर्भरता का विश्लेषण किया।
उन्होंने 2007 के मानदंड के मूल्यों का पूर्वानुमान दिया। संकेतकों के संख्यात्मक मान सारणीबद्ध और चित्रमय रूप में दिए गए हैं। मैंने जिग बोरिंग मशीनों के विकास की संभावनाओं के विवरण के साथ काम पूरा किया।
ग्रंथ सूची:
1. पोलोविंकिन ए.आई. इंजीनियरिंग रचनात्मकता की मूल बातें। - एम: माशिनोस्ट्रोनी, 1988, -368 एस।
2. बेलिक वी.जी. मशीनों और उपकरणों का तकनीकी स्तर: इसे सुधारने के तरीके। - कीव, तकनीक, 1991.-200s।
3. मोगुनोव वी.आई. धातु काटने की मशीनें. त्वरित संदर्भ। - एम .: गोसिंती, 1964. -505 एस।
4. नामकरण संदर्भ पुस्तक। 1978-1979 में मिनस्टैंकोप्रोम के उद्यमों द्वारा निर्मित यूनिवर्सल मेटल-कटिंग मशीन - एम।: NIIMASH, 1968। - 219p।
5. धातु काटने की मशीनें। निर्देशिका निर्देशिका। भाग 3 - ड्रिलिंग और बोरिंग समूह के मशीन टूल्स - एम।: निमाश, 1973।
6. धातु काटने की मशीनें। निर्देशिका निर्देशिका। भाग 2 - ड्रिलिंग और बोरिंग समूह के मशीन टूल्स। - एम .: निमाश, 1965।
7. धातु काटने की मशीनें। ईडी। वी.ई. पूसा।-एम .: माशिनोस्ट्रोनी, 1986. -571 एस।
8. यूएसएसआर मिनस्टैंकोप्रोम। 1973-1974 में Minstankoprom के उद्यमों द्वारा निर्मित यूनिवर्सल मेटलवर्किंग मशीनें। नामकरण संदर्भ पुस्तक। - एम .: निमाश, 1973। -173 पी।
9. यूएसएसआर मिनस्टैंकोप्रोम। 1970 में Minstankoprom के उद्यमों द्वारा निर्मित यूनिवर्सल मेटलवर्किंग मशीनें। नामकरण संदर्भ पुस्तक। - एम.: निमाश, 1970.- 123पी।
10. धातु काटने वाली मशीनें। नामकरण सूची। भाग 1. 1992-1993 - एम.: एनिम्स, वीएनआईटीईएमआर, 1992।
11. धातु काटने की मशीनें। नामकरण सूची। भाग 1. 1990-1991 - एम.: वीएनआईटीईएमआर, 1990।
12. धातु काटने की मशीनें। ईडी। एन.एस. कोलेवा.-एम.: इंजीनियरिंग, 1980.-500s।
13. स्मिरनोव ए.आई. इंजीनियरिंग प्रौद्योगिकी के दृष्टिकोण। -एम.: 1992
14. स्मिरनोव वी.के. टर्नर-बोरर: प्रो. एसपीटीयू के लिए - 5 वां संस्करण।, संशोधित। और अतिरिक्त - एम।: उच्चतर। स्कूल, 1987. - 255 पी।
प्रति जिग बोरिंग मशीन 2455AF10
मशीन पर छेद को संसाधित करने के अलावा, विमानों और घुंघराले समोच्चों की अर्ध-परिष्करण और परिष्करण मिलिंग का उत्पादन करना संभव है।
मशीन न केवल विभिन्न उत्पादों के सटीक प्रसंस्करण के लिए एक मशीन है, बल्कि एक मापने वाली मशीन भी है जो एक आयताकार समन्वय प्रणाली में सटीक माप की अनुमति देती है। एक फ्लैट या सार्वभौमिक रोटरी टेबल की उपस्थिति में, कोणीय निर्देशांक का सटीक माप भी संभव है।
मशीन की उच्च परिशुद्धता और कठोरता, छोटे तापमान विकृति और सुविधाजनक नियंत्रण उत्पादों के उच्च-सटीक प्रसंस्करण के लिए अनुमति देते हैं और इसका उपयोग करते हैं विभिन्न उद्योग industry.
उन्नत मशीन पर, ऑप्टिकल संदर्भ प्रणाली को 0.001 मिमी के संकल्प के साथ तालिका, हेडस्टॉक और स्पिंडल आस्तीन के आंदोलनों के संदर्भ प्रणाली "डिजिटल संकेत" के साथ बदल दिया गया था, जो मशीन को सटीक मापने वाली मशीन के रूप में उपयोग करने की अनुमति देता है काम को चिह्नित करना, रैखिक आयामों और केंद्र की दूरी की जाँच करना।
मशीन के साथ आपूर्ति की गई रोटरी टेबल का उपयोग करके, विभिन्न कोणों पर स्थित छेदों और विमानों को एक-दूसरे से जोड़ना संभव है।
2455ए एफ10
प्रति जिग बोरिंग मशीन 2A450AF10

एक सिंगल-कॉलम वर्टिकल जिग बोरिंग मशीन को कुल्हाड़ियों की एक सटीक व्यवस्था के साथ मशीनिंग छेद के लिए डिज़ाइन किया गया है, जिसके बीच के आयाम एक आयताकार समन्वय प्रणाली में दिए गए हैं।
मशीन पर बोरिंग, ड्रिलिंग, फाइन मिलिंग, रेखीय आयामों के अंकन और नियंत्रण के साथ, विशेष रूप से केंद्र से केंद्र की दूरी पर प्रदर्शन किया जा सकता है।
रोटरी टेबल का उपयोग करके, ध्रुवीय समन्वय प्रणाली में निर्दिष्ट छेदों को संसाधित करना संभव है, झुका हुआ और परस्पर लंबवत छेद, और अंत विमानों को बदलना।उसमें संरचनात्मक रूप से भिन्न:
टेबल क्लैंप, स्लेज (एक्स, वाई ) और हेडस्टॉक न्यूमेटिक्स द्वारा संचालित होता है;
स्पिंडल हेड की गति एल से की जाती है। यन्त्र।
मशीन के साथ आपूर्ति की गई रोटरी टेबल का उपयोग करके, विभिन्न कोणों पर स्थित छेदों और विमानों को एक-दूसरे से जोड़ना संभव है।
मशीन टूल मॉडल की मुख्य तकनीकी विशेषताएं 2D450A F10
प्रति जिग बोरिंग मशीन 2ए459एएफ4
घूर्णन तालिका के साथ सीएनसी क्षैतिज जिग बोरिंग मशीन।
मशीन को उच्च सटीकता और उत्पादकता के साथ उबाऊ और मिलिंग संचालन करने के लिए डिज़ाइन किया गया है, साथ ही रीमिंग, काउंटरसिंकिंग, रीमिंग, ट्रिमिंग एंड्स, टैपिंग थ्रेड्स, किसी दिए गए प्रोग्राम के अनुसार प्रदर्शन किया जाता है। मशीन में मैनुअल मोड "डिजिटल इंडिकेशन" में काम करने की क्षमता है।
मशीन का दायरा मशीन-निर्माण संयंत्रों के उपकरण और यांत्रिक दुकानों में एकल, छोटे पैमाने पर, उच्च-सटीक भागों का बड़े पैमाने पर उत्पादन है।
मशीन की विशेषता विशेषता है छेद बनानाएक ही अक्ष पर स्थित, समानांतर, लंबवत या मनमाने कोणों पर स्थित, तालिका अक्ष के दर्पण के समानांतर ज्यामिति और उनकी सापेक्ष स्थिति दोनों में उच्च सटीकता के साथ।
मशीन टूल मॉडल की मुख्य तकनीकी विशेषताएं 2A459A F4
प्रति जिग बोरिंग मशीन 2E440AF10

वर्टिकल सिंगल कोऑर्डिनेट बोरिंग मशीन। कंडक्टरों, जुड़नार और भागों में प्रसंस्करण छेद के लिए डिज़ाइन किया गया है, जब मशीनीकृत किए जा रहे छेदों की सापेक्ष स्थिति में उच्च सटीकता प्राप्त करना आवश्यक है।
मशीन पर, आप रैखिक आयामों और केंद्र-से-केंद्र की दूरी का अंकन और सत्यापन भी कर सकते हैं। टेबल और स्लेज के यांत्रिक आंदोलन की उपस्थिति आपको मशीन पर प्रकाश मिलिंग कार्य करने की अनुमति देती है।
मशीन "डिजिटल इंडिकेशन" प्रकार की एक इलेक्ट्रॉनिक रीडिंग और मापन प्रणाली, फीड की आवृत्ति ड्राइव और मुख्य आंदोलन, एसिंक्रोनस मोटर्स के साथ पूर्ण से सुसज्जित है।
मशीन टूल मॉडल की मुख्य तकनीकी विशेषताएं 2E440A F10
प्रति जिग बोरिंग मशीन 2V440AF4
समन्वय बोरिंग मशीन मॉड से मुख्य अंतर। 2E440AF10हैं: बड़ा आकारटेबल, टेबल और स्लेज की बढ़ी हुई गति, आंतरिक स्पिंडल टेपर - (कल्पना 5°)।
विभिन्न क्षेत्रों में उत्पादन गतिविधियाँजिग बोरिंग मशीन जैसे उपकरणों का अक्सर उपयोग किया जाता है। इस उपकरण का उपयोग अक्सर धातुकर्म, मशीन-निर्माण उद्योगों में किया जाता है। मशीनों के इस समूह का मुख्य उद्देश्य धातु की सतह का उपचार है, वर्कपीस के साथ बोरिंग, पंचिंग होल, काउंटरसिंकिंग और कई अन्य ऑपरेशन जैसे ऑपरेशन करना।
डिवाइस जिग बोरिंग मशीन
वास्तव में, एक जिग बोरिंग मशीन उन सभी कार्यों को करती है जो पारंपरिक मशीनें करती हैं, लेकिन इसका लाभ यह है कि ऐसे उपकरण उच्च स्तर की सटीकता के साथ सभी कार्यों को करते हैं। मशीन द्वारा भागों के प्रसंस्करण की ऐसी सटीकता इस तथ्य से प्राप्त की जाती है कि यह उपकरण ऑप्टिकल, यांत्रिक और स्वचालित प्रकृति के सभी प्रकार के तत्वों से सुसज्जित है।
जिग बोरिंग मशीन पर विवरण सीरियल और सिंगल दोनों तरह से संसाधित किया जा सकता है, यह उस उद्यम के प्रकार पर निर्भर करता है जहां यह उपकरण संचालित होता है।
इस उपकरण का मुख्य कार्य तत्व, अन्य खराद की तरह, धुरी है, जो मशीन में क्षैतिज और ऊर्ध्वाधर दोनों स्थिति में स्थित हो सकता है। धुरी पर ही, सभी प्रकार के उपकरण पहले से ही अतिरिक्त रूप से जुड़े हुए हैं, जिसके साथ काम किया जाएगा। उदाहरण के लिए, ऐसे काम करने वाले तत्व कटिंग बोरिंग बार, काउंटरसिंक, ड्रिल और मिलिंग उपकरण हो सकते हैं।
आज तक, सबसे आम ऐसी जिग बोरिंग मशीनें हैं जो संख्यात्मक के माध्यम से काम करती हैं कार्यक्रम नियंत्रण, यह उपकरण आपको उच्च सटीकता के साथ सभी कार्य करने की अनुमति देता है और मशीन की सर्विसिंग करने वाले कर्मियों की लागत को कम करता है।
जिग बोरिंग मशीन के प्रकार
कोऑर्डिनेट बोरिंग मशीनों को सिंगल-कॉलम और डबल-कॉलम मशीनों में वर्गीकृत किया गया है। इन मशीनों के संचालन का सिद्धांत समान है और इस प्रकार है। इसके बाद के प्रसंस्करण के लिए वर्कपीस को एक टेबल पर तय किया जाता है, जो कि भाग को संसाधित करने में सबसे बड़ी सटीकता प्राप्त करने के लिए एक समन्वय-विमान तरीके से किया जाता है। विशिष्ट प्रकार के काम के लिए आवश्यक उपकरण स्वयं धुरी तत्व पर तय किया गया है। प्रसंस्करण के दौरान वर्कपीस के साथ सटीक संपर्क के लिए, स्पिंडल को तालिका के निर्देशांक का उपयोग करके सेट किया जाता है। ऐसा करने के लिए, तालिका को तब तक स्थानांतरित किया जाता है जब तक कि यह ठीक उसी तरह स्थापित न हो जाए जैसा कि नौकरी की आवश्यकता होती है।
जिग बोरिंग मशीनों का उपयोग करने का मुख्य लाभ यह है कि वे विशेष सुधारात्मक उपकरणों से लैस हैं जो वर्कपीस को संसाधित करते समय त्रुटियों को कम करने की अनुमति देते हैं। निर्देशांक स्वयं एक ऑप्टिकल डिवाइस के माध्यम से स्वचालित रूप से पढ़े जाते हैं, जो वर्कपीस को सेट करने के लिए आवश्यक मूल्यों को मापता है।
जिग बोरिंग मशीन की विशेषताएं
इस उपकरण में उत्कृष्ट कंपन प्रतिरोध विशेषताएं हैं, जो ऐसे उपकरणों पर काम करना सुरक्षित बनाती हैं। के अतिरिक्त यह विशेषतासीधे उस सटीकता को प्रभावित करता है जिसके साथ उपकरण काम करेगा।
इस उपकरण की मुख्य कार्य इकाई में रैक, ट्रैवर्स, बोरिंग हेड, स्पिंडल डिवाइस और वर्क टेबल जैसे तत्व शामिल हैं। सभी उपकरण एक ठोस स्टील फ्रेम पर लगाए गए हैं, जो एक बड़े द्रव्यमान के साथ एक स्थिर मंच है, जो काम के दौरान इसकी गतिहीनता सुनिश्चित करता है।
जिग बोरिंग मशीन एक उपकरण है उच्च स्तरइसके अलावा, यह संचालन में बहुमुखी है। मशीन सतह मिलिंग जैसे काम करने में भी सक्षम है, साथ ही मशीन का उपयोग सिरों को काटने और वर्कपीस को चिह्नित करने के लिए किया जा सकता है। इस प्रकार, इस उपकरण के होने से, आप सहायक कार्य उपकरणों की खरीद के लिए अतिरिक्त लागतों से बच सकते हैं, क्योंकि यह मशीनविभिन्न प्रकार के कार्य करता है।
जिग बोरिंग मशीन 2V440A के निर्माता के बारे में जानकारी
जिग बोरिंग मशीन 2बी440ए के निर्माता कोऑर्डिनेट बोरिंग मशीन का कुइबिशेव प्लांट, स्टेन-समारा CJSC 1963 में स्थापित किया गया।
समन्वित बोरिंग मशीनों के कुइबिशेव संयंत्र का इतिहास 1963 का है, जब इस उद्यम का पहला चरण चालू किया गया था। संयंत्र की युवा टीम ने थोड़े समय में उच्च-सटीक मशीन टूल्स के उत्पादन में महारत हासिल की और 1966 में पहले से ही उनमें से कई सौ का उत्पादन किया।
1991 में संयंत्र का अस्तित्व समाप्त हो गया, और इसके उत्पादन क्षेत्रकई मशीन-टूल उद्यम खोले गए हैं, जो जिग बोरिंग मशीनों का उत्पादन जारी रखते हैं, उनकी मरम्मत और आधुनिकीकरण में लगे हुए हैं। जिग बोरिंग मशीनों का संयंत्र "स्टेन-समारा" सीजेएससी, जिग बोरिंग मशीनों का समारा रिसर्च एंड प्रोडक्शन एंटरप्राइज, सीजेएससी, "स्टैंकोसर्विस" एलएलसी, आदि।
बोरिंग मशीनों का समन्वय करें। सामान्य जानकारी
समानार्थी: जिग बोरिंग मशीन, जिग बोरिंग मशीन।
जिग बोरिंग मशीनों को कंडक्टर, फिक्स्चर और भागों में छेद को संसाधित करने के लिए डिज़ाइन किया गया है जिसमें उच्च परिशुद्धता की आवश्यकता होती है। तुलनात्मक स्थितिछेद (0.005 - 0.001 मिमी के भीतर), उपकरण के मार्गदर्शन के लिए उपकरणों के उपयोग के बिना।
इन मशीनों का उपयोग बोरिंग, ड्रिलिंग, काउंटरसिंकिंग और छेदों की रीमिंग, सिरों की बारीक मिलिंग, भागों के माप और नियंत्रण के साथ-साथ मार्किंग कार्य के लिए किया जा सकता है।
मशीनों का उपयोग कंडक्टरों, जुड़नार और भागों में छेदों को संसाधित करने के लिए किया जा सकता है, जिन्हें छिद्रों की सापेक्ष स्थिति में उच्च सटीकता की आवश्यकता होती है। मशीनों पर बोरिंग, मार्किंग और रैखिक आयामों की जाँच, विशेष रूप से केंद्र से केंद्र की दूरी पर किया जा सकता है। मशीन के साथ आपूर्ति की गई रोटरी टेबल और अन्य सहायक उपकरण का उपयोग करके, ध्रुवीय समन्वय प्रणाली में निर्दिष्ट मशीन छेद, झुकाव और परस्पर लंबवत छेद और मशीन अंत सतहों को भी संभव है।
निर्देशांक बोरिंग मशीनों को चिह्नों के उपयोग के बिना उनकी कुल्हाड़ियों के सटीक स्थान के साथ छेदों को संसाधित करने के लिए डिज़ाइन किया गया है। इन मशीनों पर 0.005-0.001 मिमी की सीमा में छिद्रों के स्थान की सटीकता प्राप्त की जाती है। इन मशीनों का उपयोग ड्रिलिंग, रीमिंग, काउंटरसिंकिंग, बोरिंग होल और सतह मिलिंग के लिए किया जा सकता है (मिलिंग शायद ही कभी की जाती है)। सटीक अंकन कार्य के लिए, भागों को मापने और नियंत्रित करने के लिए कोऑर्डिनेट बोरिंग मशीनों का भी उपयोग किया जाता है।
कोऑर्डिनेट बोरिंग मशीनों का उपयोग अक्सर उपकरण और प्रयोगात्मक दुकानों में किया जाता है।
कोऑर्डिनेट बोरिंग मशीन सिंगल और डबल-कॉलम हैं।
सिंगल-कॉलम मशीनों में एक क्रॉस टेबल होती है जिसे वर्कपीस को दो परस्पर लंबवत दिशाओं में ले जाने के लिए डिज़ाइन किया गया है।
दो-स्तंभ वाली मशीनों में बेड के गाइड पर स्थित एक टेबल होती है। तालिका उस पर रखे गए वर्कपीस को केवल x-निर्देशांक की दिशा में ले जाती है। बिस्तर के दोनों किनारों पर रैक स्थित होते हैं, उन पर एक क्रॉस सदस्य रखा जाता है, जिसके गाइड पर एक धुरी सिर होता है। जब हेडस्टॉक क्रॉसबार के गाइड के साथ चलता है, तो स्पिंडल अक्ष दूसरे निर्देशांक y की दिशा में टेबल पर स्थापित उत्पाद के सापेक्ष चलता है। हेडस्टॉक को ऊपर या नीचे करने के लिए, रैक गाइड के साथ क्रॉसबार को ऊपर या नीचे ले जाया जाता है। सभी प्रकार की जिग बोरिंग मशीनों में, एक निश्चित स्पिंडल हेड और टेबल के साथ वर्टिकल स्पिंडल फीड के साथ छेदों को मशीनीकृत किया जाता है।
छिद्रों के केंद्रों के बीच अधिक सटीक दूरी प्राप्त करने के लिए, जिग बोरिंग मशीनों को अलग-अलग कमरों में स्थापित किया जाना चाहिए, जिसमें ± 1 से अधिक के विचलन के साथ +20 डिग्री सेल्सियस का निरंतर तापमान बनाए रखना हमेशा आवश्यक होता है। °.
छिद्रों की कुल्हाड़ियों के बीच की दूरी का मापन निम्न का उपयोग करके किया जा सकता है:
- संकेतक उपकरणों के संयोजन में उपयोग किए जाने वाले कठोर और समायोज्य सीमा उपाय
- अंगों और वर्नियर के साथ सटीक लीड स्क्रू
- ऑप्टिकल उपकरणों के संयोजन में सटीक तराजू
- आगमनात्मक फीडथ्रू स्क्रू सेंसर
पहली विधि के अनुसार गेज ब्लॉक और गेज के एक सेट के साथ मापा जाता है. वे एक टेबल पर लगे चल स्टॉप और एक निश्चित स्टैंड पर लगे एक इंडिकेटर पिन के बीच स्थित होते हैं।
दूसरी विधि के अनुसार सटीक-निर्मित लीड स्क्रू के साथ मापा जाता है, जो टेबल और अन्य भागों को स्थानांतरित करने के लिए डिज़ाइन किए गए हैं। आंदोलन की मात्रा एक वर्नियर के साथ एक अंग द्वारा गिना जाता है। लीड स्क्रू त्रुटियों को खत्म करने के लिए, सुधार शासकों का अक्सर उपयोग किया जाता है, जो लीवर सिस्टम के माध्यम से तालिका के अतिरिक्त आंदोलन का उत्पादन करते हैं।
माप की गणना तीसरी विधि के अनुसार की जाती है माइक्रोस्कोप के माध्यम से देखे गए बहुत सटीक पैमाने पर. पैमाना एक दर्पण स्टील शाफ्ट है जिसकी सतह पर एक चरण t = 2 मिमी या एक सपाट दर्पण पैमाने के रूप में एक पतली पेचदार जोखिम लगाया जाता है। इस माप पद्धति का लाभ यह है कि मिरर शाफ्ट या मिरर स्केल पर कोई घिसाव नहीं होता है, जिसका उपयोग टेबल को स्थानांतरित करने के लिए नहीं किया जाता है।
चौथा माप विधि आगमनात्मक पेंच जांच का उपयोग करनातीर और विद्युत संकेतक के पैमाने के दूरस्थ कम थकाऊ अवलोकन की संभावना प्रदान करता है।
2V440A बोरिंग मशीन कोऑर्डिनेट करें। उद्देश्य और गुंजाइश
मशीन को कुल्हाड़ियों के सटीक स्थान के साथ कंडक्टर, जुड़नार और भागों में छेद के प्रसंस्करण के लिए डिज़ाइन किया गया है, जिसके बीच के आयाम एक आयताकार समन्वय प्रणाली में दिए गए हैं।
मशीन पर बोरिंग, ड्रिलिंग, लाइट (फाइन) मिलिंग, मार्किंग और रैखिक आयामों की जांच, विशेष रूप से, केंद्र से केंद्र की दूरी के साथ किया जा सकता है। मशीन रोटरी टेबल से सुसज्जित है, जो ध्रुवीय समन्वय प्रणाली में निर्दिष्ट छेदों को संसाधित करना संभव बनाता है, झुका हुआ और परस्पर लंबवत छेद और अंत विमानों को मोड़ना।
मशीन व्यास में 40 मिमी तक छेद ड्रिल कर सकती है, सटीक टेम्पलेट चिह्नित कर सकती है, जांच कर सकती है रैखिक आयामऔर केंद्र-से-केंद्र की दूरी के साथ-साथ प्रकाश मिलिंग कार्य भी करते हैं, जिसके लिए टेबल और स्लेज की यांत्रिक फ़ीड प्रदान की जाती है।
इसके लेआउट के संदर्भ में, यह मशीन एक क्रॉस टेबल के साथ सिंगल-कोऑर्डिनेट बोरिंग मशीनों से संबंधित है, जिसमें स्पिंडल हेड एल-आकार के रैक के ऊर्ध्वाधर गाइड के साथ चलता है।
मशीन 2V440A में अनुदैर्ध्य और अनुप्रस्थ गति के साथ एक आयताकार तालिका है। धुरी सिर का समायोजन आंदोलन प्रदान किया जाता है।
तालिका के काम करने और त्वरित गति को स्वतंत्र रूप से अनुदैर्ध्य और अनुप्रस्थ दिशाओं में अतुल्यकालिक इलेक्ट्रिक ड्राइव द्वारा विनियमन की एक विस्तृत श्रृंखला के साथ किया जाता है।
स्पिंडल फीड एक घर्षण चर के साथ असीम रूप से परिवर्तनशील होते हैं। दी गई गहराई पर स्पिंडल फीड को स्वचालित रूप से बंद करने के लिए एक तंत्र है।
मशीन का उपयोग उपकरण की दुकानों (कंडक्टरों और जुड़नार के प्रसंस्करण) और उत्पादन की दुकानों में विशेष उपकरणों के बिना भागों के सटीक प्रसंस्करण के लिए किया जाता है।
किसी दिए गए निर्देशांक के लिए तालिका की सटीक सेटिंग एक हैंडव्हील के साथ मैन्युअल रूप से की जाती है।
मशीन के साथ आपूर्ति की गई रोटरी टेबल और अन्य सहायक उपकरण का उपयोग करके, ध्रुवीय समन्वय प्रणाली में निर्दिष्ट छेद, झुकाव और पारस्परिक रूप से लंबवत छेद, और अंत विमानों को मोड़ना संभव है।
मशीन में कई सहायक उपकरण हैं जो काम (केंद्र खोजक, उपकरण धारक, आदि) और एक क्षैतिज रोटरी टेबल की सुविधा प्रदान करते हैं।
मशीन एक सार्वभौमिक रोटरी टेबल से सुसज्जित है, जो छिद्रों को संसाधित करना संभव बनाती है, जिनमें से कुल्हाड़ियों को ध्रुवीय समन्वय प्रणाली में सेट किया जाता है, अंगों के साथ कोणों को पढ़ने के साथ, विभाजित डिस्क की मदद से विभाजित करने के लिए; मशीन झुका हुआ छेद।
मशीन एक ऑप्टिकल . से लैस है मापने का उपकरणफ्लैट ग्लास लाइन उपायों और पेचदार माइक्रोमीटर के साथ स्क्रीन ऑप्टिक्स के साथ।
मुख्य आंदोलन की ड्राइव - एक प्रत्यक्ष वर्तमान के विनियमित विद्युत मोटर से। गति को जी - ई सिस्टम (जनरेटर - इंजन, लियोनार्ड सिस्टम) के अनुसार 4: 1 की सीमा में नियंत्रित किया जाता है।
चर गति मोटर द्वारा दी गई गति सीमा को स्थानांतरित करने के लिए, उपयोग करें साधारण बॉक्सगति।
मशीन के हेडस्टॉक में केवल एक समायोजन गति होती है। आस्तीन को स्थानांतरित करने के लिए, फीड में स्टेपलेस परिवर्तन के साथ एक कनेक्टेड ड्राइव का उपयोग किया जाता है। टेबल और स्लेज के आंदोलनों को चलाने के लिए, ईएमयू से स्टीप्लेस गति नियंत्रण के साथ डीसी इलेक्ट्रिक मोटर, जिससे वे श्रृंखला में जुड़े हुए हैं, का उपयोग किया जाता है।
इस मशीन में, टेबल और स्लेज ड्राइव को सटीक समन्वय सेटिंग्स को स्वचालित करने के लिए डिज़ाइन नहीं किया गया है, क्योंकि यह इसके लिए आवश्यक निम्न तालिका और स्लेज गति प्रदान नहीं करता है।
मशीन का उपयोग उपकरण, मशीन-निर्माण और उपकरण बनाने की दुकानों में एकल और धारावाहिक उत्पादन के भागों के लिए वर्कपीस के प्रसंस्करण के लिए किया जाता है।
तालिका के काम करने और त्वरित गति को स्वतंत्र रूप से अनुदैर्ध्य और अनुप्रस्थ दिशाओं में अतुल्यकालिक इलेक्ट्रिक ड्राइव द्वारा विनियमन की एक विस्तृत श्रृंखला के साथ किया जाता है, जो मिलिंग के दौरान मशीन की कठोरता और उत्पादकता को बढ़ाना संभव बनाता है।
किसी दिए गए निर्देशांक के लिए तालिका की सटीक सेटिंग एक हैंडव्हील के साथ मैन्युअल रूप से की जाती है। मशीन एक डिजिटल इंडिकेशन डिवाइस से लैस है, जो ऑपरेटर को दो परस्पर लंबवत दिशाओं में 0.001 मिमी के रिज़ॉल्यूशन के साथ निर्देशांक सेट करने में सक्षम बनाता है।
धुरी को घुमाया जाता है नियंत्रित इलेक्ट्रिक ड्राइव प्रत्यावर्ती धारातीन-स्पीड गियरबॉक्स के माध्यम से। स्पिंडल फीड एक घर्षण चर के साथ असीम रूप से परिवर्तनशील होते हैं। दी गई गहराई पर स्पिंडल फीड को स्वचालित रूप से बंद करने के लिए एक तंत्र है।
मशीन को टेबल, स्लेज और स्पिंडल हेडस्टॉक के लिए क्लैंप के साथ प्रदान किया गया है।
GOST 8-71 के अनुसार मशीन सटीकता वर्ग ए।
मशीन का विवरण
मशीन का आधार एक बॉक्स के आकार का बिस्तर है जिसमें आंतरिक स्टिफ़नर होते हैं। स्लाइड अनुप्रस्थ दिशा में बिस्तर के रोलिंग गाइड के साथ चलती है, रोलिंग गाइड के साथ जिसमें तालिका अनुदैर्ध्य दिशा में चलती है।
काम करने की स्थिति में टेबल और स्लाइड को फिक्स करना हैंडल द्वारा किया जाता है, जो लिमिट स्विच की मदद से वर्किंग फीड को ब्लॉक करता है। स्वचालित फ़ीड कट-ऑफ भी होता है चरम स्थितिटेबल और स्लेज।
फ्रेम पर एक कास्ट रैक लगाया जाता है, जिस पर गियरबॉक्स लगा होता है।
काउंटरवेट द्वारा संतुलित एक स्पिंडल बॉक्स रैक के ऊर्ध्वाधर गाइड के साथ चलता है। काउंटरवेट रैक में स्थित होता है और केबल द्वारा स्पिंडल बॉक्स से जुड़ा होता है।
स्पिंडल बॉक्स में एक उबाऊ धुरी, एक अक्षीय फ़ीड तंत्र, एक निश्चित गहराई पर फ़ीड को काटने के लिए एक उपकरण और एक ठीक समायोजन तंत्र होता है। हस्त प्रविष्टि.
मशीन में शीतलन के साथ काम करने के लिए एक उपकरण है।
मशीन के मुख्य सामान
मशीन के सामान में शामिल हैं: प्रोब, फाइन फीड टूल पोस्ट, यूनिवर्सल टूल पोस्ट, एडेप्टर स्लीव्स, कोलेट होल्डर, ड्रिल चक, स्प्रिंग कोर, सेटिंग सेंटर, इंडिकेटर होल्डर, छोटे ड्रिल और कटर को तेज करने के लिए होल्डर, बोरिंग बार, कटिंग टूल्स, रोटरी टेबल .
संकेतक के साथ केंद्र खोजकस्पिंडल और एक आवास 2 में फिक्सिंग के लिए एक पतला टांग के साथ एक गाइड प्लेट 1 होता है, जिस पर संकेतक 3 और संपर्क लीवर 4 तय होते हैं। स्प्रिंग 5 एक बल बनाता है जिसके साथ संपर्क लीवर को सतह के खिलाफ दबाया जाता है जाँच की जाए। शरीर बार की लंबाई के साथ चलता है और किसी भी स्थान पर उस त्रिज्या के आधार पर तय किया जाता है जिस पर परीक्षण होता है।
केंद्र खोजक लागू किया जाता है:
- छेद की धुरी या उत्पाद पर बेलनाकार फलाव की धुरी को धुरी की धुरी के साथ संरेखित करने के लिए
- उत्पाद के किसी भी तल की तालिका के समतल के समानांतरता की जाँच करना (स्पिंडल अक्ष के उत्पाद के समतल के लंबवत)
- अनुदैर्ध्य या अनुप्रस्थ दिशाओं में तालिका की गति के लिए उत्पाद के किसी भी ऊर्ध्वाधर विमान की समानता की जाँच करना
केंद्र खोजक माइक्रोस्कोपस्पिंडल टेंपर में स्थापित।
उत्पाद के किनारे को धुरी की धुरी के साथ सेट करने के लिए, माइक्रोस्कोप से जुड़े दृष्टि वर्ग का उपयोग किया जाता है, जिसे उत्पाद के आधार किनारे पर लगाया जाता है। वर्ग के पॉलिश क्षैतिज तल पर, एक रेखा लागू की जाती है जो ऊर्ध्वाधर संदर्भ विमान के साथ बिल्कुल मेल खाती है, अर्थात। उत्पाद का आधार किनारा। उत्पाद का मिलान करते समय, जोखिम डबल क्रॉस की क्षैतिज या ऊर्ध्वाधर रेखाओं के बीच होना चाहिए।
खराद का धुरा-केंद्र खोजकस्पिंडल अक्ष से एक निश्चित दूरी पर उत्पाद के किनारे या उत्तल बेलनाकार सतह को सेट करने के लिए उपयोग किया जाता है। 20 मिमी के व्यास के साथ एक वॉशर 1 को एक स्प्रिंग द्वारा खराद का धुरा के निचले सिरे के खिलाफ दबाया जाता है। पिन 2 के साथ, वॉशर में रेडियल क्लीयरेंस होता है, जिसके कारण इसे खराद का धुरा की सटीक गर्दन 3 के सापेक्ष विस्थापित किया जा सकता है। खराद का धुरा की बेलनाकार गर्दन में कोई रेडियल रनआउट नहीं होता है, और इसका व्यास वॉशर के व्यास के बराबर होता है। यदि उत्पाद का किनारा वॉशर को ठीक 10 मिमी की दूरी पर छूता है, तो जब स्पिंडल घुमाया जाता है, तो वॉशर खराद का धुरा की गर्दन के सापेक्ष बिना धड़कता हुआ घूमेगा। किनारे के थोड़े से विस्थापन पर, वॉशर की ध्यान देने योग्य धड़कन दिखाई देगी। स्थापना सटीकता 0.005 मिमी तक पहुंचती है।
स्प्रिंग कोरमशीन पर अंकन के लिए डिज़ाइन किया गया। जब मुड़ी हुई आस्तीन को घुमाया जाता है तो कोर सिर अंदर की ओर मुड़ जाता है। उसी आस्तीन के रोटेशन के अंत में, स्ट्राइकर जारी किया जाता है और, वसंत की कार्रवाई के तहत, हमला करता है। कोर का शीर्ष 5.5 मिमी की दूरी पर चिह्नित सतह के ऊपर स्थित होना चाहिए।
टर्नटेबल्स- क्षैतिज और सार्वभौमिक मशीन के साथ विशेष उपकरण के रूप में आपूर्ति की जाती है। तालिकाओं के विभाजन तंत्र के उपकरण समान हैं और किनेमेटिक्स के दृष्टिकोण से, सार्वभौमिक विभाजन प्रमुखों के समान हैं। टेबल्स आकार और उपलब्धता में एक दूसरे से भिन्न होते हैं। यूनिवर्सल टेबलटर्नटेबल टिल्टिंग डिवाइस
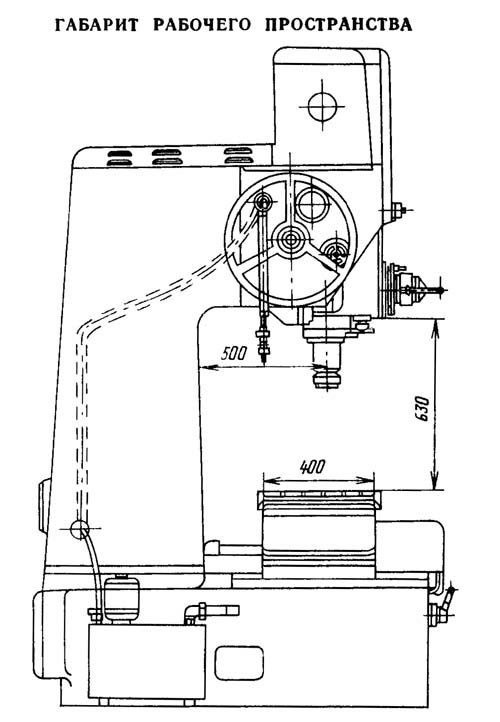
2V440A जिग बोरिंग मशीन के कार्य स्थान के आयाम
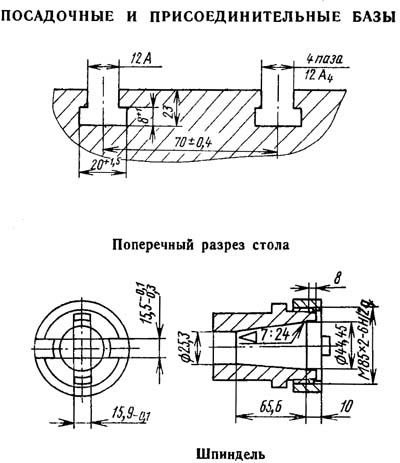
2V440A एक समन्वय बोरिंग मशीन के लैंडिंग और कनेक्टिंग बेस
2V440A जिग बोरिंग मशीन का सामान्य दृश्य

2V440A मशीन नियंत्रण का स्थान
मशीन नियंत्रण की सूची 2V440A
- अनुप्रस्थ पैमाने को शून्य करने के लिए हैंडव्हील
- स्किड गति नियंत्रक
- हाथ पहिया मैनुअल आंदोलनफिसलने की क्रिया
- कवक सर्पिल माइक्रोमीटर अनुप्रस्थ पैमाने
- स्क्रीन और नियंत्रण बटन
- धुरा
- गति संकेतक
- एम्मीटर
- धुरी गति टैकोमीटर
- धुरी फ़ीड दर संकेतक
- स्पिंडल फीड को बंद करने और उलटने के लिए हैंडल
- स्पिंडल बॉक्स को ठीक करने के लिए हैंडल
- धुरी फ़ीड समायोजन हैंडव्हील
- स्पिंडल मैनुअल फीड हैंडव्हील
- टेबल फिक्सिंग हैंडल
- अनुदैर्ध्य पैमाने पर सर्पिल माइक्रोमीटर कवक
- टेबल के मैनुअल मूवमेंट के लिए हैंडव्हील
- टेबल स्पीड कंट्रोलर
- बेपहियों की गाड़ी
- स्लेज फिक्सिंग हैंडल
- अनुदैर्ध्य पैमाने को शून्य करने के लिए हैंडव्हील
- बिस्तर
- रैक
- GearBox
- स्पिंडल बॉक्स मूवमेंट हैंडव्हील
- गाइड ब्लॉक
- गति चरणों को बदलने के लिए हैंडव्हील
- धुरी बॉक्स
- स्पिंडल स्लीव को ऊपर उठाने और कम करने के लिए हैंडल
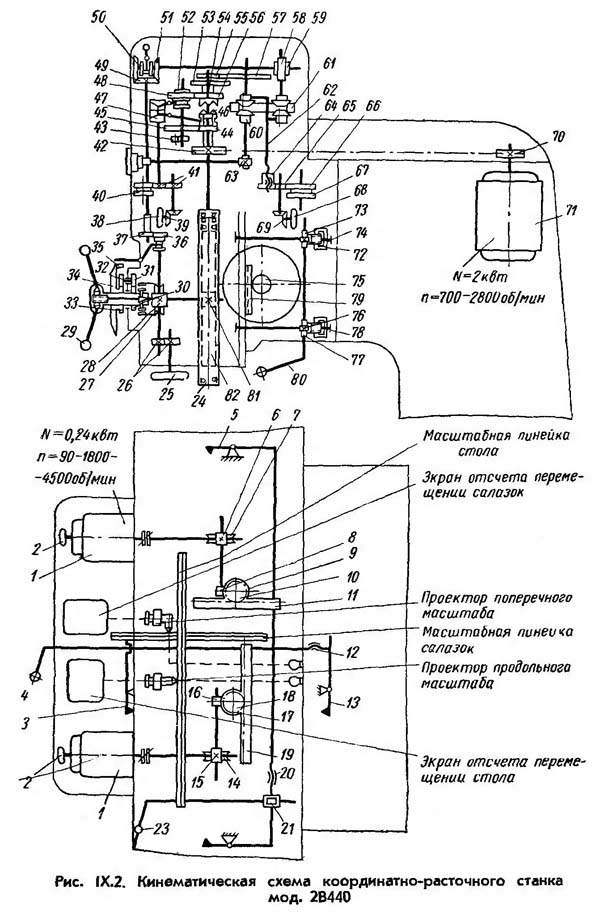
2V440A मशीन का गतिज आरेख
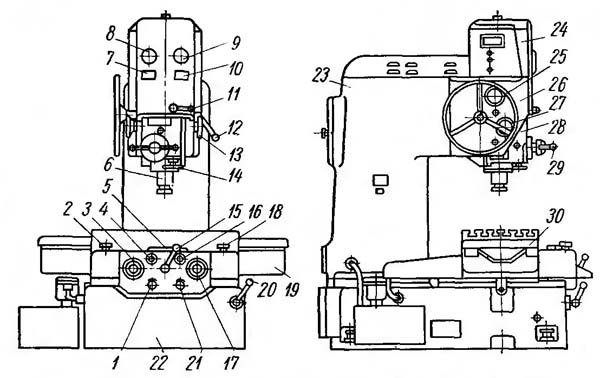
मशीन का आधार फ्रेम 22 है (चित्र IX.1) आंतरिक स्टिफ़नर के साथ बॉक्स के आकार का। स्लाइड 19 फ्रेम के गाइड के साथ अनुप्रस्थ दिशा में चलती हैं, जिसमें ऊपरी हिस्से में समान गाइड होते हैं, जो फ्रेम के गाइड के लंबवत होते हैं। तालिका 30 स्लाइड गाइड के साथ चलती है।
टेबल और स्लेज रोलिंग गाइड के साथ धातु विभाजक में संलग्न रोलर्स के साथ चलते हैं। टेबल और स्लेज दोनों के गाइड का आकार समान है - गाइडों में से एक वी-आकार का है, दूसरा सपाट है।
तालिका को एक डीसी मोटर 1 (चित्र। IX.2, N - 0.24 kW, n = 3600 आरपीएम समायोज्य गति के साथ, एक डबल वर्म गियर 14, 15, 16, 17, एक रैक और पिनियन गियर 18 और रेल के माध्यम से स्थानांतरित किया जाता है। 19 मशीन की मेज पर तय।
स्लेज 6, 7, 8, 9, 10 और 11 को स्थानांतरित करने के लिए ड्राइव टेबल को स्थानांतरित करने के लिए ड्राइव के समान है, एकमात्र अंतर यह है कि स्लेज पर घुड़सवार ड्राइव गियरबॉक्स रेल 11 के सापेक्ष उनके साथ चलता है। ढांचा
इलेक्ट्रिक मोटर्स 1 के शाफ्ट पर स्थित हैंडव्हील 2 को घुमाकर और कंट्रोल पैनल 3, 17 (चित्र IX, 1) की सामने की दीवार पर प्रदर्शित करके, आप मैन्युअल रूप से निर्देशांक को सटीक रूप से सेट कर सकते हैं। प्रत्येक इलेक्ट्रिक मोटर्स 1 (छवि। IX.2) के क्रांतियों की संख्या 50: 1 की सीमा में समायोज्य है, जिससे तालिका को 800 मिमी / मिनट, मिल विमानों की गति से जल्दी से स्थानांतरित करना और बनाना संभव हो जाता है 16-320 मिमी / मिनट की गति से स्थापना आंदोलनों।
हैंडल 4 को मोड़कर टेबल को ठीक किया जाता है; इस मामले में, शाफ्ट का अंत, एक धागे के साथ समाप्त होता है, नट 12 से हटा दिया जाता है और क्लैंप 3 और 13 के बीच एक स्पेसर बल बनाता है।
स्लाइड को उसी तरह से तय किया जाता है, लेकिन हैंडल 23 के रोटेशन को पेचदार गियर 21 के माध्यम से स्क्रू में प्रेषित किया जाता है। स्क्रू, नट 20 से अनसुना, क्लैंप 5 और 22 के बीच एक स्पेसर बल बनाता है।
मशीनी छिद्रों की केंद्र दूरी की सटीकता, उनके ज्यामितीय आकार की शुद्धता और प्रसंस्करण की सफाई काफी हद तक स्पिंडल असेंबली के डिजाइन पर निर्भर करती है। इस मशीन में, स्पिंडल 5 (चित्र। IX.3) के रेडियल बीयरिंग एकल-पंक्ति रोलर बीयरिंग 3 और 4 हैं; असर 4 को एक मामूली प्रीलोड (3 - 6 माइक्रोन) के साथ इकट्ठा किया जाता है, और ऊपरी असर 3 को एक छोटे से अंतराल या प्रीलोड (± 2 माइक्रोन) के साथ इकट्ठा किया जाता है। अक्षीय भार थ्रस्ट बॉल बेयरिंग 2 द्वारा माना जाता है। स्पिंडल 5 एक नट 1 के साथ बंद होता है और एक कनेक्टिंग टूथ (स्प्लिंड) शाफ्ट 1 (चित्र। IX.4) द्वारा मुख्य आंदोलन के ड्राइव से जुड़ा होता है, जिसके ऊपरी छोर जो खोखले शाफ्ट 54 (चित्र। IX.2 और IX.4) के दांतेदार छेद में प्रवेश करता है, और निचला वाला - ऊपरी नोकदार (स्लॉटेड) छेद में। ऐसा कनेक्शन रेडियल बलों से स्पिंडल को उतारता है जो गियरबॉक्स के स्पिंडल और शाफ्ट 54 (छवि IX.4) के गलत संरेखण के कारण उत्पन्न हो सकता है, क्योंकि शाफ्ट 1 छोटी लंबाई की सतहों पर कुछ अंतराल के साथ उनके साथ है। स्पिंडल की कुल लंबाई छोटी होती है, और इसका ऊपरी सिरा गियरबॉक्स के आयामों से आगे नहीं जाता है।
बोरिंग स्पिंडल 5 (चित्र। IX.3) एक निरंतर परिवर्तनशील DC मोटर 71 (चित्र। IX.2) (N = 2 kW, n = 700 ... 2800 rpm) द्वारा V-बेल्ट ट्रांसमिशन 70 के माध्यम से संचालित होता है और 42 और तीन-स्पीड गियरबॉक्स (चित्र। IX.2 और IX.4)।
स्पिंडल का पहला - निम्नतम - गति चरण निम्नलिखित गियर के साथ प्राप्त किया जाता है: ड्राइव की चालित चरखी 42, गियर 44, 45, 52 और 53। दूसरी - मध्य-चरण गति प्राप्त करने के लिए, गियर 52 और 53 हैं बंद हो गया है, और पहिए 48 और 56 लगे हुए हैं। गियर्स 53 और 56 एक दांतेदार (स्प्लिंड) शाफ्ट के माध्यम से स्पिंडल तक रोटेशन संचारित करते हैं। तीसरा - उच्चतम - गति स्तर प्राप्त करने के लिए, चरखी 42 एक कैम क्लच 46 और एक स्प्लिंड शाफ्ट 54 (छवि। IX.2 और 4) का उपयोग करके धुरी से जुड़ा हुआ है; गियर व्हील 48. 52, 53 और 56 काम में शामिल नहीं हैं। इन तीन चरणों में से प्रत्येक के भीतर, स्पिंडल गति 4:1 की सीमा में इलेक्ट्रिक मोटर 71 की गति के सुचारू विनियमन के कारण स्थिर रूप से बदलती है।
गियर लीवर द्वारा स्विच किए जाते हैं, जो एक छोर पर नियंत्रण ड्रम 47 (छवि IX.2) के खांचे में प्रवेश करते हैं, जिसे हैंडव्हील 38 द्वारा बेवल 39 और बेलनाकार 41 गियर के माध्यम से घुमाया जाता है। इसके साथ ही ड्रम 47 के रोटेशन के साथ, डिस्क 40 घूमती है, जिस पर गियरबॉक्स के प्रत्येक चरण के अनुरूप क्रांतियों की श्रेणियों को इंगित करने वाले नंबर लगाए जाते हैं।
फ़ीड आंदोलन निम्नलिखित श्रृंखला के अनुसार किया जाता है: गियर व्हील 55 (चित्र। IX.2 और IX.4) खोखले शाफ्ट 54 के साथ एक साथ घूमता है और पहिया 57 को चलाता है, जिसके शाफ्ट पर ड्राइविंग बैठती है लगातार परिवर्तनशील संचरण के स्लाइडिंग चरखी 60 के शंकु। उनके अनुरूप चालित शंकु स्टील रिंग 61 के माध्यम से रोटेशन प्राप्त करते हैं।
बेवल गियर 69 और बेलनाकार पहिया 65 के माध्यम से हैंडव्हील 68 (चित्र। IX.2) का उपयोग करके गियर नट 64 (चित्र। IX.2 और IX.4) को घुमाएं और इस तरह अक्षीय दिशा में आगे बढ़ें 62 जोर से जुड़ा हुआ है ऊपरी ड्राइव और निचले चालित शंकु लगातार परिवर्तनशील संचरण। इसलिए, या तो ड्राइविंग शंकु को एक साथ लाना और साथ ही साथ संचालित शंकुओं को अलग करना संभव है, इस प्रकार कीड़ा 59 के रोटेशन की गति में वृद्धि, या, इसके विपरीत, ड्राइविंग शंकु को अलग करना और संचालित शंकु को एक साथ लाना, जिससे कम हो कृमि के क्रांतियों की संख्या। इससे धुरी की प्रति क्रांति फ़ीड की मात्रा को चरणबद्ध रूप से बदलना संभव हो जाता है।
फ़ीड दर ड्रम 67 (छवि IX.2) द्वारा निर्धारित की जाती है, जो गियर 65 और 66 के माध्यम से हैंडव्हील 68 के रोटेशन के साथ-साथ घूमती है।
वर्म व्हील 58 (चित्र IX.2 और IX.4) के शाफ्ट पर, जो वर्म 59 द्वारा संचालित होता है, दो बेवल व्हील 51 (चित्र IX.2) स्वतंत्र रूप से स्थापित होते हैं, जो लगातार बेवल व्हील 49 से जुड़े होते हैं क्लच 50 को स्विच करने से वर्म 28 का दायां या बायां घुमाव देता है। इस प्रकार, स्पिंडल को नीचे और ऊपर दोनों तरफ से खिलाया जा सकता है।
वर्म व्हील 27 रैक और पिनियन गियर 81 के शाफ्ट पर शिथिल रूप से बैठा है, जो स्पिंडल के स्लीव 24 (चित्र IX.2 और IX.3) के रैक 82 के साथ निरंतर जुड़ाव में है। वर्म व्हील 27 को वर्म व्हील 27 के अंदर लगे क्लच का उपयोग करके गियर व्हील 81 के शाफ्ट से जोड़ा जाता है, जो गियर व्हील 81 के शाफ्ट पर लगे डबल हैंडल 29 के माध्यम से सक्रिय होता है। जब क्लच बंद होता है, रैक और पिनियन गियर व्हील 81 को सीधे घुमाया जा सकता है, स्पिंडल के स्लीव 24 को जल्दी से ऊपर या नीचे किया जा सकता है।
मैनुअल फाइन फीड हैंडव्हील 25 द्वारा गियर 26 के माध्यम से किया जाता है।
लिम्ब 34 पर सेट की गई पूर्व निर्धारित प्रोसेसिंग डेप्थ तक पहुंचने पर वर्किंग फीड को स्वचालित रूप से बंद करने के लिए, कैम 35 गियर व्हील 36 को गियर व्हील 37 से अलग कर देता है।
डिस्कनेक्शन तब होता है जब अंग का शून्य वर्नियर के शून्य के साथ मेल खाता है; इसके लिए, अंग को उस स्थिति में तय किया जाता है जिसमें आस्तीन के दिए गए स्ट्रोक की लंबाई को इंगित करने वाला विभाजन वर्नियर के शून्य के साथ मेल खाता है। लंबाई के साथ परिणामी आकार की सटीकता 0.2-0.3 मिमी है।
स्पिंडल स्लीव के पूर्ण स्ट्रोक के दौरान लिम्ब 34 के लिए केवल एक क्रांति करने के लिए, रैक और पिनियन शाफ्ट 81 और लिम्ब के बीच एक कमी गियर है, जो गियर 30, 31, 32 और 33 से बना है।
सेट स्पिंडल गति एक टैकोमीटर द्वारा इंगित की जाती है, जो गियर 55 और 57 (छवि। IX.2 और IX.4) और पेचदार गियर 63 (छवि। IX.2) के माध्यम से संचालित होती है।
मध्यवर्ती शाफ्ट से बेलनाकार गियर 43 के माध्यम से, गियर स्नेहन पंप रोटेशन प्राप्त करता है।
स्पिंडल बॉक्स को वर्म गियर, बेवल व्हील्स, रैक और पिनियन गियर 75 (चित्र IX.2) और रेल 79 के माध्यम से हैंडव्हील 25 (चित्र IX.1) के माध्यम से लंबवत गाइड के साथ मैन्युअल रूप से स्थानांतरित किया जाता है, जो है स्पिंडल बॉक्स के शरीर पर तय किया गया।
स्पिंडल बॉक्स 28 (चित्र। IX.1) क्लैंप की मदद से प्रिज्मीय गाइड पर तय किया गया है, जो छड़ और शिकंजा 74, 78 (छवि IX.2) के माध्यम से गियर पहियों के माध्यम से हैंडल 80 से गति प्राप्त करता है। 72 और 76 और गियर व्हील - नट 73 और 77।
मशीन निर्देशांक की 2V440A ऑप्टिकल संदर्भ प्रणाली

मशीन का ऑप्टिकल उपकरण. निर्देशांक विस्थापन के परिमाण को सटीक कांच के तराजू और एक ऑप्टिकल डिवाइस का उपयोग करके मापा जाता है जो स्केल पैमाने पर खरोंच और संख्याओं की छवि में बड़ी वृद्धि के साथ-साथ स्क्रीन पर सर्पिल माइक्रोमीटर के ग्रिड को प्रोजेक्ट करने की अनुमति देता है।
मशीन के ऑप्टिकल डिवाइस में दो मूवमेंट काउंटिंग स्कीम होते हैं: एक टेबल - अनुदैर्ध्य दिशा में और एक स्लाइड - अनुप्रस्थ दिशा में।
अनुदैर्ध्य दिशा में विस्थापन की गणना करने की योजना में, तालिका का स्केल रूलर (चित्र IX.2 देखें) चल है, जो इसके साथ जुड़ा हुआ है और ऑप्टिकल सिस्टम के सापेक्ष इसके साथ चलता है। अनुप्रस्थ दिशा में विस्थापन की गणना करने की योजना में, ऑप्टिकल सिस्टम स्लेज के निश्चित स्केल बार के सापेक्ष चलता है, जो फ्रेम पर तय होता है।
दोनों ऑप्टिकल योजनाएं समान हैं, और केवल लेआउट की सुविधा के लिए, प्रिज्म और दर्पण जो किरणों के पाठ्यक्रम को बदलते हैं, अनुप्रस्थ पैमाने की ऑप्टिकल योजना में शामिल हैं। इसलिए, तालिका आंदोलनों की गिनती के लिए केवल ऑप्टिकल योजना को नीचे माना जाता है (चित्र IX.5, ए)।
लाइट बल्ब 1 से, कलेक्टर 2 और कंडेनसर 3 के माध्यम से, किरणें स्केल बार 5 के स्ट्रोक के प्लेन में संघनित होती हैं। रूलर 4 में कोई खरोंच नहीं होती है और स्केल बार के स्ट्रोक्स के प्लेन की रक्षा करने का कार्य करता है। धूल।
किरणें एक ग्लास स्केल बार 5 से गुजरती हैं, जिस पर विभाजित जोखिम और संख्याएँ छपी होती हैं; लेंस 6 और प्लेन-समानांतर प्लेट 7 से गुजरते हुए, वे सर्पिल ऑक्यूलर माइक्रोमीटर 8 के ग्रिड के प्लेन में पाँच गुना वृद्धि के साथ अंकों और संख्याओं की एक छवि देते हैं।
प्रोजेक्शन ऐपिस 9 और . से गुजरते हुए न टूटनेवाला काँच 10 और समतल दर्पण 11 और 13 से परावर्तित, स्केल बार के निशान की छवि को स्क्रीन 12 पर 60x के आवर्धन के साथ प्रक्षेपित किया जाता है। आकार के भिन्नात्मक भाग का अनुमान स्क्रीन पर प्रक्षेपित ग्रिड का उपयोग करके लगाया जाता है • एक सर्पिल माइक्रोमीटर (चित्र। IX.5, b)। पढ़ने की कीमत 1 एमके।
स्क्रीन पर रीडिंग में सुधार करने के लिए, स्केल बार के विभाजन की अशुद्धि की भरपाई करने के लिए और संचित त्रुटि को खत्म करने के लिए, मशीन के ऑप्टिकल रीडिंग सिस्टम में एक सुधार उपकरण है।
क्षैतिज अक्ष के चारों ओर समतल-समानांतर प्लेट 7 (चित्र IX.5, a) को मोड़कर सुधार किया जाता है; इस मामले में, स्केल बार के स्ट्रोक की छवियों को स्क्रीन के देखने के क्षेत्र में आवश्यक मात्रा में स्थानांतरित कर दिया जाता है।
ऑप्टिकल डिवाइस की किरणों के दौरान स्थापित प्लेट, टेबल (या फ्रेम) पर तय किए गए सुधार शासक से लीवर सिस्टम के माध्यम से घूमती है। सुधार रूलर आपको स्केल बार डिवीजनों में संचित और स्थानीय दोनों त्रुटियों को ठीक करने की अनुमति देता है। संचित त्रुटियों को ठीक करने के लिए, सुधार शासक को एक कोण पर सेट किया जाता है। स्थानीय त्रुटियों का सुधार उपयुक्त रूलर प्रोफाइल कर्व द्वारा प्रदान किया जाता है।
स्क्रीन पर स्ट्रोक छवि का 0.001 मिमी विस्थापन सुधार शासक पर लीवर को 0.2 मिमी तक कम करने या ऊपर उठाने के अनुरूप है।
सर्पिल माइक्रोमीटर 8 में दो ग्रिड होते हैं - चल और स्थिर (चित्र। IX.5, बी)। चल ग्रिड पर एक डबल आर्किमिडीज सर्पिल लगाया जाता है, जिसकी पिच 0.5 मिमी है; यह 0.1 मिमी स्केल स्केल 5 (चित्र। IX.5, ए) से मेल खाती है, जिसकी छवि ग्रिड के विमान में पांच गुना वृद्धि के साथ बनाई गई है।
चलती ग्रिड के केंद्र में (चित्र IX.5, बी) 100 डिवीजनों के साथ एक गोलाकार पैमाना है, जिसे हर पांच डिवीजनों में डिजिटाइज़ किया जाता है। जंगम ग्रिड निश्चित एक के सापेक्ष घूमता है, जिस पर एक तीर के साथ सूचकांक लगाया जाता है। सूचकांक को 10 डिवीजनों (चित्र IX.5, c) में विभाजित किया गया है, जिनमें से प्रत्येक चलती ग्रिड पर लागू सर्पिल की पिच के बराबर है।
सूचकांक के डिवीजनों को डिजीटल किया जाता है और, जब गोलाकार पैमाने को तीर के खिलाफ शून्य पर सेट किया जाता है, तो सर्पिल के संबंधित मोड़ के बीच में होते हैं। जंगम ग्रिड के पूर्ण मोड़ के साथ, सर्पिल को निश्चित सूचकांक के सापेक्ष एक कदम, यानी 0.1 मिमी से स्थानांतरित कर दिया जाता है। एक कदम से सर्पिल की रैखिक गति डायल के पूर्ण मोड़ से मेल खाती है। इसलिए, इसके विभाजन की कीमत \u003d 0.1 मिमी * 1/100 \u003d 0.001 मिमी \u003d 1 माइक्रोन। इस प्रकार, वृत्ताकार पैमाना "माइक्रोन" है और एक मिलीमीटर के सौवें और हज़ारवें हिस्से को पढ़ने का कार्य करता है।
तीर के खिलाफ सौवें और हज़ारवें के स्ट्रोक को सेट करते समय, सर्पिल को इंडेक्स डिवीजनों के सापेक्ष समान मात्रा में स्थानांतरित किया जाता है। जब टेबल (स्लेज) को स्थानांतरित किया जाता है, तो स्केल बार के डिजीटल मिलीमीटर स्ट्रोक इंडेक्स के साथ चलते हैं।
जंगम जाल (चित्र। IX.5, बी) एक फ्रेम में एम्बेडेड है, जिसके रोटेशन को कवक 16 (छवि। IX.1) से गियर की एक प्रणाली के माध्यम से संप्रेषित किया जाता है।
निर्देशांक गिनने की सुविधा के लिए, इसे प्रारंभिक स्थिति के रूप में लिया जाता है, जिस पर टेबल पर तय किए गए उत्पाद के बेस होल का केंद्र स्पिंडल अक्ष के साथ संरेखित होता है। जिसमें:
- कवक को घुमाते हुए 16, लक्ष्य तीर के विरुद्ध वृत्ताकार पैमाने का शून्य सेट करें
- हैंडव्हील 21 को घुमाकर, निकटतम मिलीमीटर स्ट्रोक की छवि को सर्पिल के बीच में सेट करें, जो शून्य द्वारा इंगित किया गया है; स्क्रीन अंजीर में दिखाए गए की तरह दिखेगी। IX.5, इंच
- अनुप्रस्थ निर्देशांक की स्क्रीन पर एक ही सेटिंग बनाई जाती है, जिसके लिए कवक 4 घुमाया जाता है (चित्र। IX.1), और फिर हैंडव्हील 1
- प्रारंभिक रीडिंग में जोड़ना या उनमें से घटाना (आंदोलन की दिशा के आधार पर) दिए गए आयाम, अनुदैर्ध्य और अनुप्रस्थ आंदोलनों के लिए स्थापना निर्देशांक निर्धारित करते हैं
- फंगस 16 (क्रमशः, फंगस 4) को घुमाते हुए, आकार के भिन्नात्मक भाग के सौवें और हज़ारवें हिस्से को एक वृत्ताकार पैमाने पर सेट करें
- तालिका (स्लेज) को उस स्थिति में ले जाएं जहां स्केल स्केल 5 (चित्र IX.5, c) के डिजीटल मिलीमीटर स्ट्रोक को सर्पिल के मध्य के साथ संरेखित किया जाएगा, जो कि आंशिक भाग के दसवें हिस्से की संख्या से दर्शाया गया है। आकार निर्धारित किया जा रहा है।
सेट आयामों के साथ स्क्रीन का दृश्य अंजीर में दिखाया गया है। IX.5, इंच
इस प्रकार से, पूर्ण आकारइसमें पूरे मिलीमीटर होते हैं - स्केल बार के स्ट्रोक का डिजिटलीकरण, मिलीमीटर का दसवां हिस्सा - सर्पिल का डिजिटलीकरण, मिलीमीटर का सौवां और हज़ारवां हिस्सा - सर्कुलर स्केल का रीडिंग।
2V440A मशीन का विद्युत परिपथ आरेख

- विद्युत मोटर्स:
- डी - स्पिंडल ड्राइव
- एसएल - स्किड
- एसटी - टेबल
- D1 - जनरेटर
- D2 - कूलिंग
- D3 - नियामक के स्लाइडर की गति
- D4 - ईएमयू इलेक्ट्रिक मोटर
- 1 - जनरेटर
- संपर्ककर्ता:
- 1K - इलेक्ट्रिक मोटर्स D1, D2, D4
- , 4К - इलेक्ट्रिक मोटर D . की इलेक्ट्रिक मोटर की चरण-दर-चरण शुरुआत
- 5K - ब्रेकिंग मोटर D
- 1KB - इलेक्ट्रिक मोटर CT का "दाईं ओर" स्ट्रोक
- 1KH - इलेक्ट्रिक मोटर CT . के "बाईं ओर" स्ट्रोक
- 2KB - इलेक्ट्रिक मोटर का "फॉरवर्ड" स्ट्रोक SL
- 2KN - इलेक्ट्रिक मोटर का स्ट्रोक "बैक" SL
- बटन:
- 1KU, 2KU - इलेक्ट्रिक मोटर को रोकें और चालू करें D
- जेडकेयू, 4केयू, 5केयू, 6केयू - इलेक्ट्रिक मोटर डी को रोकना और ब्रेक लगाना, शुरू करना, तेज करना, धीमा करना
- 7KU - रोशनी प्रकाशिकी मिलिंग गति सेटिंग
- 8KU - धीमी धुरी रोटेशन
- स्ट्रोक सीमा स्विच:
- BK1 - धुरी
- वीके 3, वीके 4 - टेबल दाईं ओर, बाईं ओर; VK6, VK7 - आगे, पीछे
- अवरुद्ध करने के लिए VK8, VK9 सीमा स्विच: स्लाइड - नियामक के रोटेशन का कोण
- बीके 2, बीके 5 - क्लैंप टेबल स्लेज
- स्विच:
- बी बी - परिचयात्मक
- वीओ - स्थानीय प्रकाश व्यवस्था
- लैंप:
- 1LS, 2LS - संकेत
- 1LO, 2LO - प्रकाश व्यवस्था
- 1L, 2L - प्रकाश प्रकाशिकी
- एलएसएच - रोशनी स्केल स्लाइड
- इलेक्ट्रिक मोटर्स की गति बढ़ाने के लिए इंटरमीडिएट रिले: 1RP - ST; 2RP - SL
- 3RP - प्रकाशिकी की रोशनी पर स्विच करने के लिए मध्यवर्ती रिले;
- 4PT1 - धुरी धीमी रोटेशन रिले
- समय रिले: 1РВ - इलेक्ट्रिक मोटर डी की चरण शुरुआत; 2РВ - प्रकाश प्रकाशिकी
- 1RT, 2RT - थर्मल मोटर सुरक्षा रिले
- 1PP, 2PP, ZPP, 4PP - फ़्यूज़
- 1С10-5С10 - प्रतिरोधों को समायोजित करना
- 1ST - इलेक्ट्रिक मोटर D . का स्टार्ट-ब्रेकिंग प्रतिरोध
- OVG, OVD, OVST, OVSL - जनरेटर और इलेक्ट्रिक मोटर्स L, ST, SL की शंट वाइंडिंग
- एसओजी, एसओडी, ओवीएस - जनरेटर और इलेक्ट्रिक मोटर्स डी और डी 3 . के सीरियल वाइंडिंग
- ShR - मोटर उत्तेजना नियामक D
- सी - संधारित्र को स्थिर करना
- 1TP, 2TP - स्टेप-डाउन ट्रांसफार्मर
- 1PO, 2PO - ST और SL इंजन के लिए गति नियंत्रक
- 1 बी, 2 बी - वोल्टमीटर (उनके पास टेबल और स्लेज की गति की गति का स्नातक है)
- OU-1 और OU-11 - EMU नियंत्रण वाइंडिंग
- एसवी - सेलेनियम दिष्टकारी
- एटी - उत्तेजना नियामक ऑटोट्रांसफॉर्मर ShR
- KO - मुआवजा घुमावदार EMU
- शको - ईएमयू मुआवजा घुमावदार शंट
- 1SD, 2SD, ZSD, SDV - अतिरिक्त प्रतिरोध
2V440A योजनाबद्ध आरेख
मशीन के विद्युत सर्किट में इलेक्ट्रिक ड्राइव शामिल हैं: शीतलन प्रणाली की धुरी, टेबल और स्लेज, और इसके अलावा, मशीन के प्रकाशिकी की रोशनी प्रदान करता है, अलग-अलग इकाइयों के संचालन के विभिन्न तरीकों में अवरोध और सुरक्षा प्रदान करता है।
बोरिंग स्पिंडल का रोटेशन, टेबल और स्लाइड के मूवमेंट डीसी इलेक्ट्रिक मोटर्स से बने होते हैं, और कूलिंग पंप एक एसिंक्रोनस इलेक्ट्रिक मोटर द्वारा संचालित होता है।
स्पिंडल ड्राइव मोटर को पावर देने के लिए, एक जनरेटर-मोटर है, और टेबल और स्लेज मोटर्स के लिए, एक इलेक्ट्रिक मशीन एम्पलीफायर है।
मशीन वोल्टेजपैकेज स्विच बीबी द्वारा आपूर्ति की गई; वहीं, गियरबॉक्स का डायल 1LS और 2LS लैंप से रोशन है।
इलेक्ट्रिक मोटर डी और जनरेटर जी की उत्तेजना वाइंडिंग के लिए वोल्टेज को सेलेनियम रेक्टिफायर सीबी से आपूर्ति की जाती है, जनरेटर जी से मोटर्स एसटी और एसएल की उत्तेजना वाइंडिंग को।
जनरेटर और ईएमयू चालू करना. जब 2KU बटन ("जेनरेटर") दबाया जाता है, तो 1K संपर्ककर्ता चालू होता है, जो इलेक्ट्रिक मोटर्स को चालू करता है: D1 - जनरेटर ड्राइव; डी 4 - इलेक्ट्रिक मशीन एम्पलीफायर; D2 - कूलिंग सिस्टम (जब 1РШ सॉकेट चालू हो)।
धुरी ड्राइव. विद्युत सर्किट रोटेशन को शामिल करने, ब्रेकिंग के साथ और बिना इसके निष्क्रिय होने, क्रांतियों की संख्या में स्टीप्लेस परिवर्तन, साथ ही साथ "रेंगने" गति के साथ धीमी गति से रोटेशन प्रदान करता है।
पहला चरण धुरी प्रारंभ. जब 4KU बटन ("स्पिंडल स्टार्ट") दबाया जाता है, तो ZK कॉन्टैक्टर 1ST स्टार्ट-ब्रेक प्रतिरोध के माध्यम से स्पिंडल रोटेशन मोटर D को जनरेटर से जोड़ता है।
दूसरा चरण धुरी शुरू. इसके साथ ही 4KU बटन दबाने पर, यह 1РВ समय रिले से शक्ति प्राप्त करता है और, समय की देरी के साथ, 4K संपर्ककर्ता को चालू करता है, जो समय रिले को बंद कर देता है और 1ST प्रतिरोध को शंट कर देता है।
धीमी धुरी रोटेशन. 8KU बटन ("स्पिंडल स्लो") इंजन के धीमे रोटेशन (40-60 आरपीएम) को "रेंगने" स्पिंडल गति प्राप्त करने के लिए चालू करता है, जिस पर उत्पाद को केंद्र खोजक का उपयोग करके संरेखित किया जाता है। उसी समय, 4RP रिले चालू होता है, ATS इंजन की उत्तेजना वाइंडिंग पूर्ण वोल्टेज से जुड़ी होती है, और OVG जनरेटर की उत्तेजना वाइंडिंग प्रतिरोध 1SD के माध्यम से जुड़ी होती है। गति में उतार-चढ़ाव को खत्म करने के लिए, एसओजी जनरेटर की सीरियल वाइंडिंग को हिलाया जाता है।
धुरी की गति बदलना. पीपी \u003d 700 के भीतर इलेक्ट्रिक मोटर डी के क्रांतियों की संख्या; nmax = 2800 आरपीएम एक शंट नियामक द्वारा नियंत्रित किया जाता है; 5KU ("फास्ट") या 6KU ("स्लो") बटन दबाकर, कलेक्टर बारी-बारी से चालू मोटर Dz को एक दिशा या किसी अन्य में चालू किया जाता है, जो ShR रेगुलेटर के स्लाइडर को घुमाकर, कम या ज्यादा प्रतिरोध का परिचय देता है स्पिंडल मोटर के एटीएस की उत्तेजना घुमावदार।
सीमा स्विच VK8 और VK9, मोटर D3 को बंद करते हुए, चरम स्थितियों में नियामक के रोटेशन के कोण को सीमित करते हैं।
स्पिंडल ब्रेकिंग. जब ZKU बटन पूरी तरह से दबाया जाता है, तो 5K संपर्ककर्ता चालू हो जाता है और उसी समय ZK और 4K संपर्ककर्ता बंद हो जाते हैं।
ZK संपर्कों के साथ, मोटर D के आर्मेचर को बिजली की आपूर्ति से काट दिया जाता है, और 5K संपर्क के साथ, आर्मेचर को 1ST के प्रतिरोध में बदल दिया जाता है, जो इस मामले में एक ब्रेक है। एटीएस की उत्तेजना वाइंडिंग को पूर्ण वोल्टेज पर चालू किया जाता है। इलेक्ट्रिक मोटर की गहन गतिशील ब्रेकिंग होती है, जो तब तक जारी रहती है जब तक कि ZKU बटन दबाया नहीं जाता है या जब तक लंगर बंद नहीं हो जाता। ब्रेकिंग के बिना इलेक्ट्रिक मोटर डी का स्टॉप ZKU बटन को अपूर्ण रूप से दबाकर किया जाता है, जिस पर संपर्ककर्ता ZK और 4K बंद हो जाते हैं, लेकिन 5K बंद नहीं होता है।
टेबल और स्लेज की इलेक्ट्रिक ड्राइव. वायरिंग का नक्शामशीन निम्नलिखित कार्य प्रदान करती है: निर्देशांक निर्धारित करना; मिलिंग के दौरान टेबल और स्लेज की वर्किंग फीड और उनका तेजी से मूवमेंट। टेबल मूवमेंट और कैरिज मूवमेंट केवल अलग-अलग हो सकते हैं।
टेबल और स्लेज की धीमी गति. एसटी टेबल और एसएल स्लाइड के इलेक्ट्रिक मोटर्स की शुरुआत संबंधित नियामकों 1RO और 2RO को एक दिशा या किसी अन्य में घुमाकर की जाती है। इस स्थिति में, चुंबकीय स्टार्टर्स 1KB, 1KN या 2KB, 2KN चालू होते हैं। EMU OU-11 की नियंत्रण वाइंडिंग गति नियंत्रक 1RO या 2RO और EMU वोल्टेज (नकारात्मक वोल्टेज प्रतिक्रिया) से लिए गए ड्राइविंग वोल्टेज में अंतर से जुड़ी है।
2ए430 जिग बोरिंग मशीन। वीडियो।
समन्वय बोरिंग मशीन की तकनीकी विशेषताओं 2V440A
| मापदण्ड नाम | 2ई440ए | 2वी440ए |
|---|---|---|
| मशीन के मुख्य पैरामीटर | ||
| शुद्धता वर्ग (एन, पी, वी, ए, सी) | लेकिन | लेकिन |
| तालिका की कार्य सतह, मिमी | 710 x 400 | 800 x 400 |
| स्टील में सबसे बड़ा ड्रिलिंग व्यास 45, मिमी | 25 | 25 |
| स्टील में सबसे बड़ा बोरिंग व्यास 45, मिमी | 250 | 250 |
| धुरी के अंत से मेज तक की सबसे छोटी और सबसे बड़ी दूरी, मिमी | 158..630 | 125..585 |
| स्पिंडल अक्ष से रैक तक दूरी (स्पिंडल ओवरहांग), मिमी | 500 | 500 |
| हैडस्टॉक | ||
| धुरी गति (बी / एस विनियमन), आरपीएम | 50...2000 | 50...2000 |
| स्पिंडल की एक क्रांति प्रति स्पिंडल स्लीव की कार्यशील फीड की सीमा, मिमी / रेव | 0,03...0,16 9 कदम |
0,03...0,16 9 कदम |
| स्पिंडल (स्ट्रोक) (मैनुअल, मैकेनिकल), मिमी . का सबसे बड़ा ऊर्ध्वाधर आंदोलन | 210 | |
| हेडस्टॉक का सबसे बड़ा ऊर्ध्वाधर आंदोलन (हाथ से समायोजन), मिमी | 250 | |
| स्पिंडल इनर टेंपर (इनर टेंपर) स्पेशल | № 40 7:24 | 5 |
| क्लैंप किए जाने वाले टूल का सबसे बड़ा टेपर | मोर्स 4 | मोर्स 4 |
| स्पिंडल बॉक्स को रेल से जोड़ना | हाथ से किया हुआ | हाथ से किया हुआ |
| डेस्कटॉप | ||
| तालिका का सबसे बड़ा आंदोलन (अनुदैर्ध्य / अनुप्रस्थ), मिमी | 630 x 400 | 710 x 400 |
| टेबल पर टी-स्लॉट की संख्या | 5 | 5 |
| तालिका और स्लेज के त्वरित आंदोलन का मूल्य, मिमी / मिनट | 1600 | 800 |
| मिलिंग के दौरान टेबल और स्लेज की कार्यशील फीड की सीमा, मिमी/मिनट | 20..315 | 16..800 |
| प्रसंस्कृत उत्पाद का सबसे बड़ा द्रव्यमान, किग्रा | 320 | 320 |
| मशीन सटीकता | ||
| निर्देशांक निर्धारित करने के लिए रेखापुंज ग्रिड को विभाजित करने की कीमत, मिमी | 0,001 | 0,001 |
| समन्वय सेटिंग सटीकता, मिमी | 0,005 | 0,005 |
| मशीन पर बोर हुए छेदों की कुल्हाड़ियों के बीच की दूरी की सटीकता, मिमी | 0,008 | 0,008 |
| ऊब व्यास सटीकता (व्यास स्थिरता), मिमी | 0,004 | 0,004 |
| फ़ीड तंत्र अधिभार संरक्षण | खाना खा लो | खाना खा लो |
| ड्राइव इकाई | ||
| मशीन पर विद्युत मोटरों की संख्या | 5 | 5 |
| मेन ड्राइव इलेक्ट्रिक मोटर, kW | 4,5 | 2 |
| टेबल मूवमेंट ड्राइव की इलेक्ट्रिक मोटर, kW | 0,245 | 0,245 |
| एक स्लेज, kW . की गति के ड्राइव की इलेक्ट्रिक मोटर | 0,245 |





