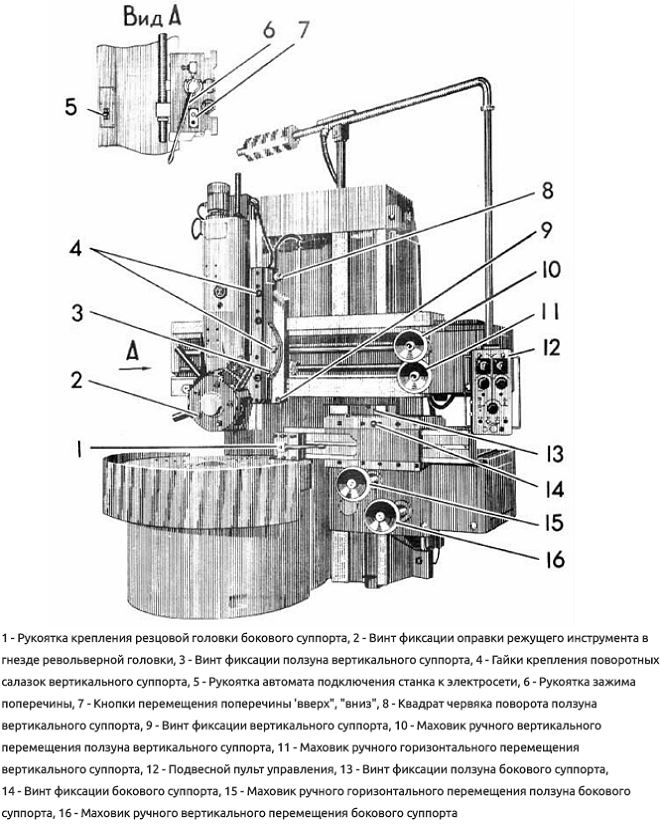
Въртележка 1516
Стругът, който замени устройствата от челния тип и почти напълно ги измести от пазара, е предназначен за обработка на детайли, които се отличават с впечатляващ диаметър и тегло, но имат малка дължина.
Приложение и предимства на стругово-въртележните машини
Използвайки стругове, те се занимават с обработка на цялостни маховици, зъбни колела и други подобни части. Техническите възможности на такива устройства ви позволяват да извършвате следните технологични операции:
- струговане и пробиване на заготовки с цилиндрична и конична конфигурация;
- режещи краища и тяхната обработка;
- обработка на повърхности от наклонен тип;
- образуване на пръстеновидни канали по повърхността на детайла;
- пробиване;
- разгръщане;
- райбертиране.
Вертикалните стругове също са оборудвани със специални устройства, доставени отделно, което ви позволява да извършвате следните операции на това оборудване: фрезоване, длето, резбоване различен тип, обработка на фасонни повърхности с електрокопирна машина, шлайфане, обработка на детайли с помощта на ограничители. Характеристиките на вертикалните стругове дават възможност за обработка на детайли от черни и цветни метали с диаметър до 25 m.

Основното движение в машините от разглежданата група се извършва от работния плот (лицевата плоча), върху който е фиксирана частта. Движението на подаването, както при всички стругове, в стругова и ротационно оборудване се извършва от шублер.
Каруселната машина, поради своите конструктивни характеристики, се отличава с висока безопасност, надеждност, лекота на поддръжка и работа. Сред най-значимите предимства на такова оборудване си струва да се подчертае следното:
- прецизност и високо качество на обработката при минимален процент бракувани стоки;
- лекота на управление на оборудването, което е особено характерно за металорежещи машини, оборудвани със система с ЦПУ;
- висока скорост на изпълнение на всички технологични операции.
Въпреки това, както отбелязват много експерти, най-важните предимства, които имат струговете, са безопасността на тяхната работа.
Как са подредени струговете
Най-значимият елемент от дизайна на групата струг-въртележка е тяхната работна маса, върху която се поставя лицевата плоча. Тук е фиксиран детайлът, който изисква обработка. Работната повърхност на масата е разположена в хоризонтална равнина, което опростява процеса на монтиране на детайли със значителни размери и тегло върху нея.
В зависимост от модела и конструктивните характеристики, сред машините от стругова и ротационна група се разграничават едно- и двуколонни. На първия е монтирана лицева плоча с диаметър до 1600 мм. Такива единици се използват за работа с детайли с диаметър до 1500 mm. Двуколонните модули имат по-впечатляващи характеристики, върху които може да се монтира лицева плоча с диаметър до 25000 mm, което прави възможно обработването на много големи детайли.
Върху рамката на двуколонна единица, разположена във вертикална равнина, има две водачи, по които се движи напречната греда с два монтирани на нея шублери - купол и скучен. Дебеломерите на машината от своя страна се движат по хоризонталните водачи на напречната греда.
Дебеломерът на купола, който може да се движи във вертикална и хоризонтална посока, включва надлъжна шейна и плъзгач, движещ се по вертикалната ос. Монтира се на плъзгача със специални отвори за монтаж режещ инструмент. С помощта на опора на купола и фиксиран в нея режещ инструмент се извършват технологични операции като обработка на външни повърхности, пробиване на отвори, подрязване на краищата на детайла.
Конструкцията на сондажния дебеломер включва надлъжна каретка, върху която е монтирана ротационен механизъм. Последният има плъзгач с монтиран на него държач за инструменти. С помощта на шублер и закрепени в него инструменти се извършва обработка на конични повърхности, пробиване на отвори и изрязване на вътрешни канали.
На едноколонни стругове от групата за струговане и пробиване е монтирана странична опора, състояща се от надлъжна шейна, плъзгач и държач за инструменти. Целта на такъв шублер е да осигури обработката на външни повърхности.

Използването на два режещи инструмента едновременно в процеса на обработка е особено важно в областта на тежкото машиностроене – при производството на хидравлични турбини, генератори и други части, които са с големи размери и тегло.
Основните характеристики на оборудването
При избора на група струг-въртележка трябва да се вземат предвид следните характеристики:
- мощност на машината;
- броя на скоростите и диапазона на скоростта на въртене на лицевата плоча;
- ъгъл на завъртане на плъзгача на вертикалната опора;
- стойността на максималното движение на опорите на оборудването в хоризонтална и вертикална посока;
- максимални размери на обработвания детайл (височина, диаметър);
- максимална стойностдвижение на напречната греда (за машини с две колони);
- размери на лицевата плоча.
Обработката на стругове от групата за струговане и въртележка се извършва при високи скорости. Това е приемливо, тъй като детайлът и шпинделът не изпитват значителни конзолни натоварвания, тъй като лицевата плоча е фиксирана към работния плот по специален начин.
В допълнение към основното движение и движението на подаване, на машините от тази група се използва напречна греда (нарича се още траверса) допълнително движение. С негова помощ режещият инструмент се довежда до повърхността на обработвания детайл.
Както бе споменато по-горе, подробностите голям диаметър(16,5–25 m) се обработват на двуколонни стругове от ротационно-пробивния тип, а едноколонните се използват за детайли с по-малки размери. Системите с ЦПУ са инсталирани на едноколонни въртележки, което прави възможно използването на такова оборудване за обработка на части със сложна конфигурация, характеризираща се с наличието както на праволинейни, така и на криволинейни генератори.

Показателно е, че на стругове, оборудвани с CNC, не е инсталирана странична опора: всички технологични операции върху тях се извършват с помощта на опора за купол, чиято работа, подобно на задвижването на основното движение, се контролира от специална програма. Влязъл в контролния блок на машината, той отговаря за извършването на такива технологични операции като:
- избор и монтаж на необходимата скорост на въртене на лицевата плоча на оборудването;
- завъртане на купола в позицията, необходима за обработка, и фиксирането й в това положение;
- контрол на направените подавания и позицията, заемана от работните устройства;
- монтаж на режещия инструмент в нулева позиция;
- контрол на движенията, които извършват работните инструменти.
Модели на домашно стругово и ротационно оборудване
Историята на домашните стругови и пробивачни машини започва през 1935 г., когато в Краснодарския машиностроителен завод на името на Г.М. Сивата коса беше пусната първата такава единица. Трябва да се отбележи, че това растение дълго времее смятан за най-известния и авторитетен производител на стругове от тип въртележка. Продуктите на завода - висококачествени и надеждни стругови и пробивачни машини - се използват активно на цялата територия съветски съюз. Много от тези устройства все още могат да бъдат намерени в промишлените предприятия.

Най-популярните модели оборудване от този производител включват машина 1516. Този модел на едноколонна машина (заедно с модел 1512) принадлежи към категорията универсални стругови и ротационни устройства, предназначени за обработка на детайли от черни и цветни метали в условия на дребно и серийно производство.
Техническите характеристики на машините и на двата модела, споменати по-горе, осигуряват изпълнението на почти всякакви операции по струговане, но тези устройства се използват главно за струговане и пробиване:
- цилиндрични повърхности;
- плоски краища на заготовки;
- конични повърхности.
Можете да намерите някои модификации на тези машини, на които производителят е инсталирал лицеви панели от самоцентриращ се тип. Естествено, технологичните възможности на оборудването с такива лицеви панели са много по-широки от тези на конвенционалните модели.
Произведено в завода на името на G.M. Сива коса и двуколонни стругове от групата за струговане и въртележка. Тук ярък пример е модел 1525. Сред забележителните характеристики на машината на този модел си струва да се отбележи следното: възможността за промяна на посоката на въртене на лицевата плоча (обратно); наличието в дизайна на два горни шублера от ротационен тип. Задвижването на основното движение на машината модел 1525 беше оборудвано с двустепенна скоростна кутия и електрически двигател, чиято скорост на вала може да се регулира. Два електромагнитни съединителя са отговорни за избора на диапазона на скоростта на въртене на предната плоча в дизайна на машината, а скоростта на въртене на главния вал на двигателя се регулира безстепенно чрез специална електрическа верига.
Всички горепосочени модели металорежещи машини също бяха произведени с ЦПУ, след което маркирането им изглеждаше така: 1512F2, 1516F2, 1525F2. Като система за управление на тези устройства бяха инсталирани домашни софтуерни системи (P32-3M, H55-2) или електронно оборудване от Bosch (Германия) и Alcatel (Франция).
Популярни чуждестранни машини от групата за струговане и въртележка
Представен на вътрешния пазар голям изборстругово и ротационно оборудване от чуждестранни производители. За най-популярните модели и търговски маркитрябва да се споменат отделно.
Добро съотношение цена/качество демонстрират машини на китайската компания Dalian Guofeng Machine Tools, в маркировката на които има буквата "C".
5231, 5240, 5250, 52630Тези модели принадлежат към категорията на стругово и ротационно оборудване от двуколонен тип, според техните технически спецификациив много отношения са подобни на машините на завода. Г.М. Посивяла коса. Тези устройства позволяват извършването на заготовки с достатъчно висока точност, характеризиращи се както с прости, така и с сложни конфигурации.

Dalian Guofeng Machine Tools C5250 - инструментална машина от китайски производител
5110, 5116, 5123, 5125, 5131Това са едноколонни модели на стругово и ротационно оборудване, чиято мощност варира от 22 до 45 kW. На модулите на тези модели е инсталирана опростена CNC система - цифрова индикация, с помощта на която управлението на работата на вертикален струг става по-удобно, просто и ефективно. Снабдени с допълнителни серво двигатели за осите X и Z, тези машини също са много надеждни и точни при обработка.
Ако вземем предвид по-качественото (и следователно по-скъпо) оборудване за вертикално струговане от чуждестранни производители, представено и популярно на вътрешния пазар, тогава си струва да се отбележи продуктите на швейцарската компания ENCE GmbH. Този производител предлага оборудване от няколко серии.

Машинни инструменти Dalian Guofeng C5116
LEN 3000-5000
На оборудването на тези модели се обработват детайли, чийто диаметър е в диапазона 315–500 см. CNC системата не е инсталирана на машините от тази серия, но ако е необходимо, те могат да бъдат оборудвани с такава система много бързо. Двустепенното задвижване, реализиращо основното движение, е оборудвано с електродвигател, чиято скорост на вала може да се променя на 16 стъпки. На тези стругове се използват два вида водачи: вертикален - плъзгащ се, хоризонтален - хидростатичен тип (действат като разтоварващи елементи).
LEN 1250-2000Както става ясно от обозначението, на тези устройства се обработват части с диаметър 125–200 см. Уредите от тази серия са оборудвани с ролкови водачи, в чиито движещи се възли са монтирани високоточни търкалящи лагери. Вертикалните и четирипозиционните плъзгачи на тези вертикални стругове са хидравлично балансирани, което подобрява точността на обработка. Надеждността на оборудването от тази серия се улеснява и от факта, че е оборудвано с електрически компоненти от известна компания Siemens.
SEN 1000-1800Това е оборудване за струговане и струговане, оборудвано с CNC, от Siemens Fanuc. Сред важните характеристики на дизайнаоборудване от тази серия, заслужава да се подчертае сервомотор със скоростна кутия ZF (Германия) и термично симетрична работна маса. Това оборудване се произвежда, характеризиращо се с висока скоростобработка и нисък шум, в три основни категории: стандартни, тежки и високопрецизни.
Руският вертикален струг 1516 е висококачествено и високопроизводително оборудване. Може да се използва за струговане на детайли с диаметър до 1600 мм.
Характеристики на модела
Налични са следните операции:
- струговане и пробиване на заготовки с формата на цилиндър;
- подрязване на краища;
- рязане на канали.
Една от основните характеристики на вертикалния струг е диаметърът на лицевата плоча. На машината 1516 лицевата плоча е с диаметър 1400 мм и може да се върти в диапазона от 1 оборот до 200 оборота в минута.
Допълнителни функции
При инсталиране допълнително оборудванефункционалността на струга 1516 може да бъде разширена, по-специално е възможно да се извършват операции за резба, обработка на конични повърхности, както и извити с помощта на копирна машина. Също така, ако желаете, можете да инсталирате устройство за подаване на охлаждаща течност, както и самоцентрираща се лицева плоча.
На машината модел 1516 е възможно да се инсталира или цифрова индикационна система (DRO) или CNC. В първия случай машината ще има индекс "F1", във втория - "F3".
Фирма Русстанко Ви предлага да закупите вертикален струг 1516 на разумна цена. Можете да обсъдите всички въпроси относно конфигурацията на оборудването с нашите служители по телефона или като изпратите електронно заявление на сайта.
Вертикален струг - специален видметалообработващо оборудване, което е предназначено за работа с големи детайли с голям диаметър, чието тегло е десетки тонове. Характеристика на дизайна на такива машини е работната маса с кръгла форма. Тази специфика значително опростява монтажа, подравняването и фиксирането на детайла.
Стругащите и ротационните машини са необходими за завъртане на въртящи се повърхности с помощта на специален нож. Ако уредът е оборудван със специална купол, тогава централните отвори в детайла могат да бъдат обработени с помощта на бормашини, зенкери или други инструменти.
При избора на стругова и стругова единица, капитанът трябва да се съсредоточи върху такива ключови характеристики като максималната височина и ограничаващ диаметърструктура, която се обработва. Основното движение на режещата част се извършва чрез завъртане на работната маса, върху която е фиксиран детайлът.
Към днешна дата, в зависимост от броя на стелажите, се разграничават едно- и двурафтови вариации на въртележките. Уредите могат да бъдат оборудвани със система за ръчно управление или цифрово управление. Във втория случай машината може да участва в обработката на детайли със сложна конфигурация. Използва се и във фабрики и цехове, където има нужда от обработка на повърхности с извити и прави генератори, за рязане нестандартни нишкиИ така нататък. Разликата в дизайна на машините с програмно управление е липсата на странична опора в първите.

Стругова и ротационна индустриална машина с цифрово управлениеспособни да изпълняват работата на програмата. Освен това, програмен контролозначава коригиране на позицията на режещия елемент. Програмата, създадена от оператора, независимо променя интензивността на въртене на шпиндела, определя подаването, премества инструмента. Всичко това увеличава производителността на машината в пъти.
Помислете за два популярни модела - блок 1516 и 1512, които са успешни продукти на завода Sedin. Това ще ни помогне да разберем спецификата на тази техника.
Вертикален струг 1516
Вертикалният струг 1516 е едноколонна машина, използвана за обработка на метални части в малки и големи партидни магазини. Този модел може да се похвали с широк спектър от операции, като пробиване, струговане, пробиване и други. Освен това машината може да извършва довършителни и полуфинални стругони.

Дизайнът на вертикалния струг 1516 включва вертикални и хоризонтални шублери. Вертикалният шублер е оборудван с 5-позиционна глава, оборудвана с автоматична система за въртене. Хоризонталната опора е оборудвана с 4-позиционен държач за инструменти.
Въпреки че 1516 има много функционалност дори в основната си версия, последната може да бъде разширена с допълнителни опции, като самоцентрираща се лицева плоча, охладителна система и високоспециализирани инструменти за резба и обработка на нестандартни повърхности.

Блок 1516 е оборудван с мощен електродвигател на главното задвижване, което е важното му предимство. Сред предимствата също си струва да се отбележи:
- Отлична твърдост на основните части на агрегата, което осигурява най-точната обработка на детайла.
- Надеждност съставни частикинематична верига.
- Възможност за регулиране на честотата на завъртанията на лицевата плоча в широк диапазон.
- Избор на скорости на подаване за ефективно рязане при високи скорости.
Нека споменем основните характеристики на модела 1516:
- Максималният диаметър на детайла е 160 см;
- Допустима височина на продукта - 100 см;
- Диаметър на лицевата плоча - 140 см;
- Брой скорости - 18 предавки;
- Диапазон на въртене на лицевата плоча - 5-250 мм;
- Мощност на електродвигателя - 30 kW;
- Размери на единицата - 3170x3030x4100 мм;
- Тегло - 20 тона.
Завъртане и въртележка модел 1512
Тъй като дизайнът на струг 1512 е подобен в много отношения на модела 1516, има смисъл да се вземат предвид само онези параметри на машината, които се различават от характеристиките на 1516. Нека ги представим под формата на списък:
- Допустим диаметър на детайла - 125 см;
- Максималната височина на продукта е 100 см;
- Диаметър на лицевата плоча - 112 см;
- Размери - 2750х2975х4100 мм;
- Тегло - 16,5 тона.
За всички останали параметри струг 1512 е идентичен с модел 1516.
Резултати
Вертикалните стругове са незаменими помощници, които могат да изпълняват задачи, с които традиционният струг не може да се справи. Ако трябва да работите с едромащабни детайли с голям диаметър, не можете без тези машини.
Изборът в полза на модели 1512 и 1516 е увереността в дългосрочната работа на машината без никакви проблеми. Това се потвърждава от дългогодишния опит в използването на агрегати на завода за металообработващи машини Sedin в цялата ОНД.
Едноколонните стругове 1512 и 1516 са универсални машини и са предназначени за обработка на различни продукти от черни и цветни метали в дребномащабно и масово производство
Машината може да извършва следните операции:
струговане на цилиндрични и конични повърхности;
пробиване на цилиндрични и конични повърхности;
Завъртане на плоски крайни повърхности с горни и странични шублери. В допълнение, горният шублер може да се използва за шлайфане на плоски крайни повърхности, като същевременно се поддържа стъпаловидно постоянна скорост на рязане в режими на полузавършеност;
пробиване, пробиване и разбиване; нарязване и подрязване.
При използване на специални устройства и устройства, които се доставят с машините по специална поръчка и срещу заплащане, машините могат да се използват за:
обработка на детайли по определени размери (на стопове);
нарязване, струговане и пробиване на конични повърхности;
обработка на оформени повърхности на тела на въртене по протежение на копирна машина (електрокопирна машина); обработка на детайли с охлаждане.
В обичайната версия машините се доставят с горна купола с механично завъртане и захващане на купола и със странична купола.
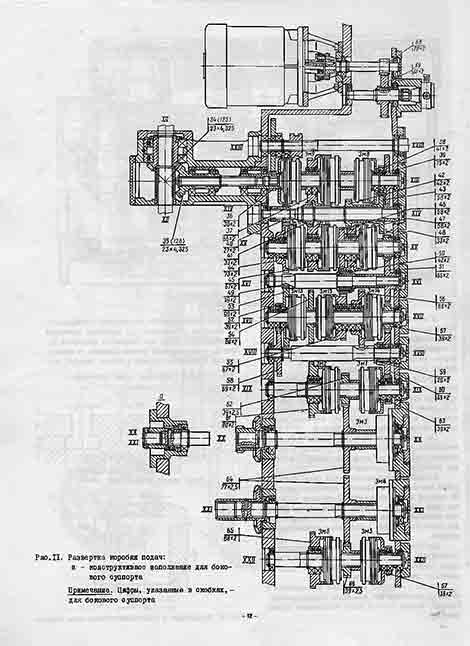
Кинематична схема
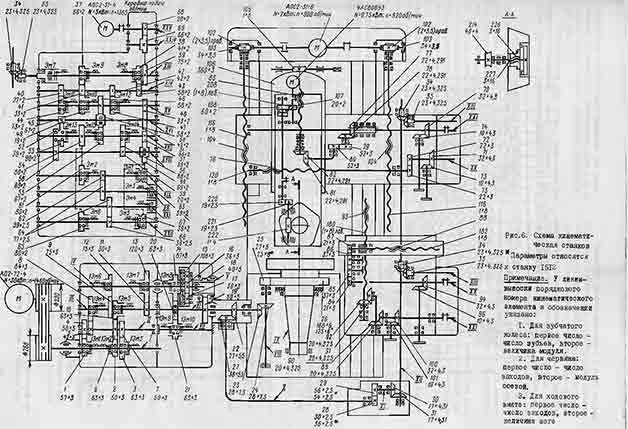
Кинематичните схеми на машините 1512 и 1516 са сходни помежду си и се различават една от друга само по кинематиката на веригата на механизма за предаване на движение към подаването и броя на зъбите на зъбните колела на масата.
Поради различен номерзъби на зъбни колела 25, 26 на масата, машини 1512 и 1516, с една и съща скоростна кутия, имат различни ограничения за скоростта на лицевата плоча.
Кинематиката на веригите на механизма за предаване на движение към захранването е различна за машините, но техните предавателни числа са подбрани по такъв начин, че общото предавателно отношение на кинематичната верига от предната плоча към захранващата кутия да е еднакво и за двете машини. Това ви позволява да използвате едни и същи кутии за подаване и да получавате същите скорости на подаване.
Кинематичните вериги на масата, напречната греда и нейния механизъм за движение, горната и страничните опори са прости и разбираеми.
легло
Леглото служи като основа за всички компоненти на машината, осигурявайки тяхното движение и правилно взаимно уреждане. Той усеща усилията от режещи сили и масата на съставните й части Леглото е куха отливка, подсилена отвътре с усилватели, така че при относително малка маса има достатъчна здравина и твърдост. Към леглото отпред е прикрепена маса с лицева планка.
Масата и леглото са свързани с щифтове, които осигуряват по-голяма твърдост на съединението и безвибрационна работа на машината, което е необходимо за постигане на висока прецизност на обработваните детайли.
От предната страна на рамката има водачи, по които се движат напречната греда и страничната опора. Отдясно на леглото е прикрепен към тялото на механизма за предаване на движение към подаването, а отгоре на механизма за преместване на напречната греда.
В рамката е поставена скоростна кутия. Долната вътрешна кухина на рамката се използва като резервоар за масло, който захранва централизирана системасмазване на скоростна кутия и маса.
скоростна кутия
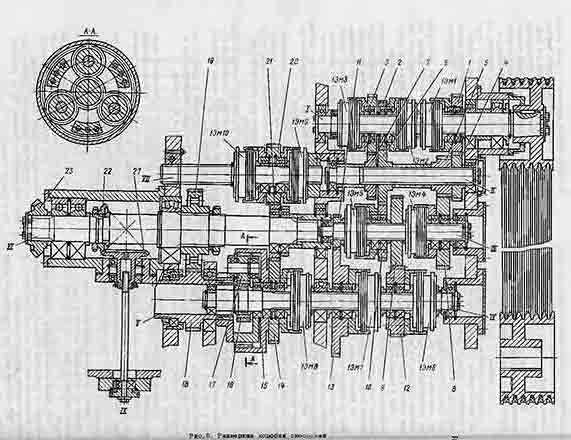
Скоростната кутия служи за осигуряване на въртене на лицевата плоча, както и за стартиране, спиране и промяна на скоростта. Въртенето на входящия вал на скоростната кутия се предава от електродвигателя на главното задвижване чрез задвижване с клинов ремък. Скоростната кутия информира лицевата плоча за 18 скоростни стъпки.
Управление на кутия за скорости - дистанционно от окачения панел.
Наличието на електромагнитни съединители в скоростната кутия ви позволява да превключвате скоростите в движение и по този начин да осигурите поддържане на стъпаловидно постоянна скорост на рязане при обработка на крайни повърхности.
Скоростната кутия има шест вала, монтирани на търкалящи лагери в корпус с разделителна равнина по осите на валовете XY и y за по-лесно сглобяване.
При по-висока скорост стартирането се извършва поетапно на два, три или щифтови етапа. Броят на етапите на ускорение се увеличава с увеличаване на честотата на въртене на лицевата плоча.
Превключването на съединителя по време на стъпковото ускорение се извършва автоматично
Промяната на скоростта от етап I към етап II се извършва чрез включване на съответните комбинации от електромагнитни съединители. В същото време съединителят 1Em8 е изключен и предавателното отношение на планетарния механизъм е 1/4 (съединителите 1Em9 и 1EM10 са включени). Когато са включени 13-18 скоростни стъпки, предните пластини на съединители 1Em9 и 1EM10 се изключват и съединителят 1Em8 се включва и предавателното отношение на планетарния механизъм в този случай е равно на I
За да активирате движението на лицевата плоча, използвана при монтиране и подравняване на детайла, е необходимо да поставите превключвателя на висящото управление в положение "Jog start" на лицевата плоча и да натиснете бутона Старт на лицевата плоча.
В скоростната кутия няма специални спирачни устройства, а предната плоча се спира чрез едновременно включване на няколко електромагнитни съединителя, които затварят две различни кинематични вериги, които образуват "заключване". Останалите съединители на скоростната кутия са изключени. Времето за забавяне на лицевата плоча зависи от скоростта на въртене и теглото на детайла. Приблизителното време за спиране на въртенето на лицевата плоча след началото на спирането е от 2 до 10 s.
За да се осигури едновременно захващане на зъбните колела 15, 16, 17 на планетарния механизъм, зъбното колело 16 е свързано към вала 1U посредством зъбно съединител, което прави възможно тяхното самоподравняване.
В скоростната кутия спираловидни зъбни колела осигуряват плавно зацепване при високи обиколни скорости. Всички зъбни колела са в постоянно зацепване.
При превключване на скоростите в движение са възможни сътресения и забавяне на въртенето на лицевата плоча, което не се отразява на работата на машината и не е неизправност.
Смазването се извършва от отделна зъбна помпа, загрята на страничната стена на леглото. Маслото се подава през тръби към всички работни елементи.
Захранването на напрежението към контактните пръстени на въртящите се електромагнитни съединители се осъществява от четки, монтирани на специални скоби.
Таблица
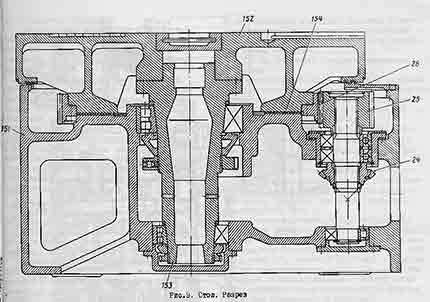
На фиг. е показана таблицата на машината 1516. Няма фундаментални структурни разлики между масите на машините 1516 и 1512. Частите на машината са сходни и се различават една от друга само по размер.
Масата се състои от тяло 151 с кръгли водачи, лицева плоча 152 с шпиндел 153 и задвижване на лицевата плоча.
Корпусът на масата е чугунена отливка с развита система от ребра, което й придава голяма твърдост.
В горната част на тялото на масата има пръстеновидни издатини, които влизат в пръстеновидните канали на лицевата плоча, образувайки лабиринт. Това предотвратява разпръскването на смазка и предпазва от стружки, прах от чугун, емулсия и други замърсители, навлизащи в масата.
Задвижването на предната плоча се осъществява от скоростната кутия чрез двойка конусни зъбни колела с кръгъл зъб 23 на скоростната кутия и маса 24 по-нататък през цилиндрична двойка: зъбно колело 25 и корона 26, здраво свързани с предната плоча.
За да се осигури безпроблемна работа при значителна скорост на машините, зъбните колела на задвижването на челната плоча са направени спирални, а конусните зъбни колела са направени с кръгъл зъб.
Лицевата плоча е кух диск с множество вътрешни радиални и пръстеновидни ребра.
В горната равнина има Т-образни машинни прорези, които служат за фиксиране на затягащите челюсти, различни приспособления или за директно захващане на детайлите.
За прецизно монтиране на части или монтажни устройства в центъра на лицевата плоча се пробива центриращ отвор в лицевата плоча, който е защитен от прорези със специална тапа.
Базовата версия на машината се предлага с четири челюсти за захващане на детайли. Всяка камера има независимо движение.
скоростна кутия
Дизайнът на захранващите кутии на страничните и горните шублери е еднакъв.
скоростна кутия горен шублермонтиран в десния край на напречната греда; кутия за подаване на страничен шублер - директно към тялото му.
Тялото на захранващата кутия е чугунено. отливка във формата на кутия с достатъчна твърдост. Всички валове на захранващата кутия са монтирани на търкалящи лагери.
Задвижването на захранващите кутии се осъществява от вертикалния шлицов вал HP, който получава въртене от изходящия вал U1 на скоростната кутия чрез механизма за прехвърляне на движение към подаването. Кутиите за подаване казват на шублерите 18 работни подавания (мм / оборот) и 18 скорости на монтажни движения (мм / мин.). Това се постига чрез включване на подходящи комбинации от електромагнитни съединители на захранващите кутии.
Всички зъбни колела на захранващите кутии са в постоянна мрежа.
Съединителят Em7 на вала XSh се използва за включване на работните захранвания. Когато е включен, се осъществява кинематична връзка между вертикалния вал на механизма за предаване на движение към подаването и кутията за подаване. Когато този съединител е изключен, е възможно да се включат инсталационните движения на шублера от отделен електродвигател, прикрепен към тялото на захранващата кутия.
В зависимост от желаната посока на подаване - надясно, наляво, нагоре, надолу - съответно се включва един от четирите съединителя Em1, Em2, Em5, EMZ и един от изходните валове XX или XXI получава въртене в избраната посока.
Спирачните съединители Em3, Em4 на валове XX и XXI служат за потискане на инерцията на шублерите и премахване на преливания.
Използването на електромагнитни съединители осигурява дистанционно управление: включване и изключване на работни захранвания и инсталационни движения, както и избор и превключване на подавания в движение от висящия контролен панел.
Механизъм за движение на напречната греда и напречната греда
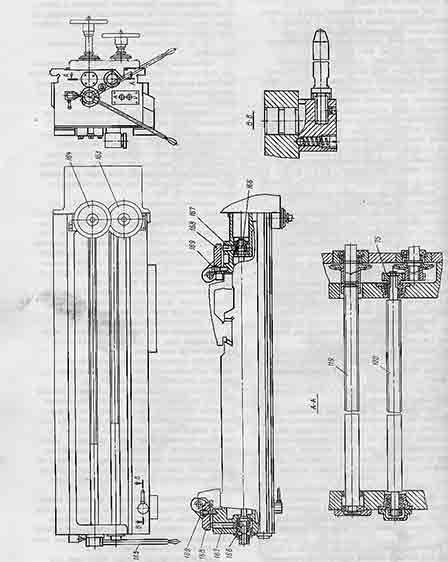
Напречната греда се поставя върху вертикалните водачи на рамката. Тялото на напречната греда е отливка, чието напречно сечение има хоризонтални правоъгълни водачи, по които се движи горният шублер.
Между хоризонталните водачи в нишата са ходовият вал 119 и ходовият винт 120, които са монтирани върху търкалящи лагери, разположени в отворите на напречните елементи.
Напречната греда има вертикално монтажно движение по водачите на рамката, което се осъществява от механизма за преместване на напречната греда с помощта на два винта 116 и гайки 104, неподвижно свързани към напречната греда.
Механизмът за преместване на напречната греда е разположен в горната равнина на рамката и се състои от две червячни предавки, задвижвани от отделен реверсивен електродвигател. Зъбно съединител II7, състоящ се от съединителни половини и свързващ вала на двигателя с вала 118, служи за монтиране на напречната греда успоредно на работната повърхност на лицевата плоча. Чрез завъртане на съединителя наполовина с един зъб, напречната греда се премества с 0,005 mm.
Напречната греда може да се монтира върху водачите на леглото на различни височини в рамките на своя ход. В същото време той се фиксира сигурно ръчно със специален затягащ механизъм.
Движението на напречната греда е блокирано със затягащия механизъм, така че когато напречната греда е захваната, нейното движение не се включва.
Бутоните за преместване на напречната греда "Нагоре" и "Надолу" се намират в левия край на напречната греда под дръжката на механизма за скоба на напречната греда.
За да преместите напречната греда, затягащата дръжка 165 се прибира надясно. Когато натиснете бутона "Нагоре" или "Надолу", напречната греда започва да се движи. Движението продължава докато бутонът е натиснат или докато напречната греда достигне крайното си положение и натисне един от крайните превключватели, които ограничават движението му.
В края на движението затягането на напречната греда върху ненаправляващите стелажи се извършва чрез завъртане на дръжката наляво.
За да се осигури стабилно положение на напречната греда при спускане и за избор на пролуки, електрическата верига е проектирана така, че при отпускане на бутона електродвигателят се обръща и напречната греда се повдига автоматично, след което електродвигателят се изключен.
За да се предотврати падането на напречната греда в случай на случайно срязване на завоите на основната гайка 104, има стоманена захващаща гайка, която захваща напречната греда.
Горен шублер
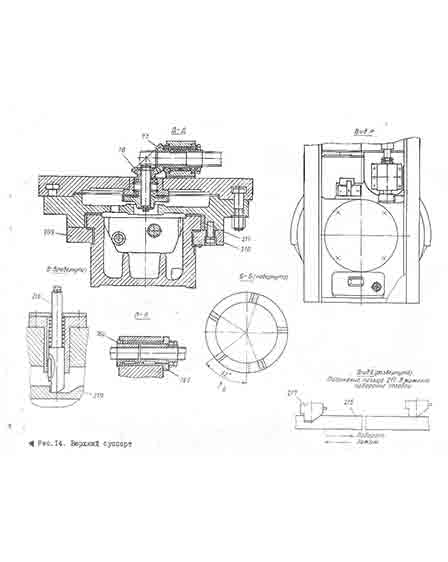
Горният шублер се състои от: долната част - напречен плъзгач 196, движещ се по хоризонталните водачи на напречната греда; горна въртяща се част - въртящ се плъзгач 197, плъзгач 198 с купол, движещ се в водещия въртящ се плъзгач; механизми за задвижване на движението на шублера и плъзгача, завъртане и фиксиране на купола.
Напречната пързалка е направена под формата на плоча.
От задната страна плъзгачът има плоски водачи, чиято форма и размери съответстват на предните водачи на напречната греда.
Дъските 199, 200 и клиновете 201, 202, монтирани на задната страна на напречния плъзгач, ги държат върху напречните релси. С помощта на клинове се регулира междината между водачите и ламелите, която възниква по време на работа на машината. Освен това са монтирани два разтоварващи устройства за избор на пролуката между долния водач на напречната греда и плъзгача, както и за намаляване на износването на средния водач и улесняване на движението на шублера. Ролка 203, монтирана върху иглен лагер, се търкаля по горната релса на напречната греда. Пружините Belleville 204 издърпват шублера нагоре, като същевременно разтоварват водача на напречната греда с около 3/4 от масата му.
В предната равнина на напречния плъзгач има кръгли Т-образни процепи, които включват болтове 224 за закрепване на въртящия се плъзгач.
Въртящата се шейна може да се завърта на 45° от едната или от другата страна. Въртенето се извършва ръчно с помощта на червяк 105, затоплен върху въртящия се плъзгач, и зъбен сектор, чиито зъби се изрязват по периферията на напречния плъзгач.
Хоризонталното движение на шублера по напречните греди, насочени към тях, се извършва с помощта на водещ винт 120 и гайка 76, неподвижно свързани към шублера. Водещият винт получава въртене от изходящия вал XX на захранващата кутия. Гайката 76 се състои от две половини, едната от които 76a е фиксирана спрямо шублера, а другата 76b има възможност за аксиално движение, което ви позволява да регулирате междината в резбова връзкаако гайката е износена.
Хоризонтален шублер (страничен)
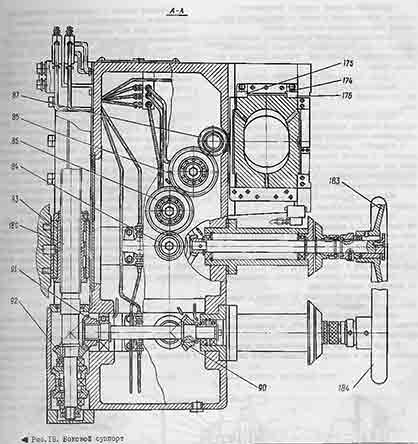
Страничната опора се състои от тяло 170, плъзгач 171 и механизми за задвижване.
Тялото на страничната опора е чугунена отливка с форма на кутия, подсилена с вътрешни стени и усилватели.
Механизмите за задвижване на движението са разположени в тялото. От задната страна тялото има водачи за вертикално движение на шублера по водачите на рамката, а отпред водачи за преместване на плъзгача.
Водачите са с бронзови облицовки, които повишават износоустойчивостта им.
Дебеломерът се държи върху водачите на леглото чрез ремък 172 и клин 173, което прави възможно регулирането на междината и компенсирането на износването на водачите.
Плъзгачът се държи върху водачите от горна лента 174 и клинове 175, 176.
Движенията на шублера в плъзгача са ограничени от крайни превключватели.
За защита на водачите от стружки и прах
монтирани защитни скрепери.
Страничният шублер е закрепен към релсите на леглото с винт 177, а плъзгачът на релсите на шублера се завинтва 178.
Плъзгачът и шублерът могат да се движат както механично, така и ръчно от маховици 183 и 164.
Работните подавания и монтажните движения се отчитат на шублера от кутията за подаване. Движението на изходящия вал XXI на захранващата кутия (вертикално движение) се предава на вала на шублера 179, след това през две двойки конусни зъбни колела 89 и 90,
91 и 92 на ходов винт 180.
Гайката на водещия винт е здраво свързана с рамката. Конструкцията на гайката предвижда възможност за нейното регулиране за компенсиране на износването и избор на празнини.
При хоризонтално движение движението от изходящия вал XX на захранващата кутия се предава към опорния вал 181 и след това през две двойки цилиндрични зъбни колела 84, 85 и 86, 87 към двойка винт-гайка 182-88. Гайката на водещия винт е здраво свързана с плъзгача. Дизайнът на гайката осигурява възможност за избор на пролуки по време на работа.
Плъзгачът на страничната опора има четиристранен въртящ се инструментодържач 195, който е поставен върху щифт 191, неподвижно свързан с плъзгача.
В работно положение държачът на инструмента е здраво фиксиран чрез плоски зъбни съединители 192 и 193.
За едностранно изчистване и изсветляване ръчно движениешублерът и закрепената към него захранваща кутия се балансират от товар, който се поставя във вътрешната кухина на рамката. Страничната опора е свързана с товара чрез стоманено въже, минаващо през направляващите ролки.
Електрическа схема
Струговете тип въртележка са предназначени за обработка на детайли с голяма маса и диаметър със сравнително малка дължина. За да направите това, шпинделът на машината е разположен вертикално - горният му край е свързан към план-шайбата, към която е прикрепен детайла (за закрепване план-шайбата има радиално плъзгащи се гърбици).
Ротационната машина 1516 ви позволява да извършвате всички механични операции, характерни за оборудването на струговата група: стругови повърхности, пробиване, пробиване, райбероване на отвори, обработка на конични и цилиндрични елементи (както отвън, така и отвътре на детайла) и др.
Основен ремонт на машини 1516
Основният ремонт на струг е приемлива алтернатива на закупуването на ново оборудване. По време на основния ремонт се извършва цялостно възстановяване на характеристиките на струга, първоначално заложени в дизайна му от производителя. В същото време цената на основен ремонт се оказва с порядък по-малка от цената на новото оборудване (като се има предвид факта, че много машини вече са спрени, те не могат да бъдат закупени нови, а вносните аналози са много скъп!).

Нашата компания извършва основен ремонтмашинни инструменти различни видове. Високо качествоработата се определя от наличието на необходимите технологични мощности - тъй като ремонтът се извършва във фабрика с съвременни материалии решения.
В процеса на основен ремонт на струг 1516 се извършват следните операции: . пълно разглобяване на машината (включително детайлно разглобяване на възли и възли);
Задълбочено отстраняване на неизправности (определяне на списъка с части за подмяна/възстановяване);
Корекция на геометрията на машината (включително шлайфане на водачи на леглото);
Смяна на двойка винтове на кръстосано подаване;
Пълна смяна на всички гумени изделия (RTI), както и филцови уплътнения, почистващи препарати за замърсявания и др.;
Внимателна ревизия на бабката (ако е необходимо, шлайфане на конуса на шпиндела);
Смяна на всички лагерни възли;
Смяна на зъбни колела в скоростни кутии;
Ревизия на шублера;
Ремонт на захранващата кутия и престилката;
Оценка на задната баба (ако е необходимо - шлайфане на конуса на перна или монтиране на нов);
Подмяна на електропроводи, проводни връзки и други елементи от електрическата верига;
Накрая ремонтни работивсички части на тялото на машината са боядисани.
След това оборудването преминава през тестов цикъл (според спецификациите на производителя).
По желание на клиентите монтираме на струг честотен преобразувател. Това елиминира необходимостта от скоростна кутия. Това намалява разходите за енергия за задвижването и загубите от триене, което означава, че повишава енергийната ефективност на оборудването. Допълнителен плюс: честотният преобразувател ви позволява безстепенно да променяте скоростта на шпиндела с много малка стъпка.
Гарантираме качеството на обновеното оборудване и съответствието на ремонтирания вертикален струг 1516 с всички изисквания за прецизност. Както и разширяване на технологичните му възможности чрез използване на съвременни части, възли и CNC електрически системи за управление в процеса на ремонт.

Ние също препоръчваме
 Импулсно захранване: ремонт и усъвършенстване
Импулсно захранване: ремонт и усъвършенстване
 Дистанционно управление на светлината
Дистанционно управление на светлината
 Уроци по плуване за деца в предучилищна възраст
Уроци по плуване за деца в предучилищна възраст
 Бележки за майстора - домашни битови аларми
Бележки за майстора - домашни битови аларми
 Часовниково витло на Atmega8
Часовниково витло на Atmega8
 Примери за приложение на устройства и реле, как да изберете и свържете правилно реле Микроконтролер и релейни прости превключващи вериги
Примери за приложение на устройства и реле, как да изберете и свържете правилно реле Микроконтролер и релейни прости превключващи вериги