Carusel 1516
Strungul, care a înlocuit dispozitivele de tip frontal și le-a eliminat aproape complet de pe piață, a fost proiectat pentru prelucrarea pieselor care se disting printr-un diametru și greutate impresionante, dar având o lungime mică.
Aplicația și avantajele mașinilor cu strung-carusel
Folosind strunguri, aceștia sunt angajați în prelucrarea volantelor generale, angrenajelor și a altor piese similare. Capacitățile tehnice ale unor astfel de dispozitive vă permit să efectuați următoarele operațiuni tehnologice:
- strunjirea și alezarea pieselor de prelucrat având o configurație cilindrică și conică;
- capete tăiate și prelucrarea acestora;
- prelucrarea suprafețelor de tip înclinat;
- formarea de caneluri de tip inel pe suprafața piesei;
- foraj;
- implementare;
- alezaj.
Strungurile verticale sunt, de asemenea, echipate cu dispozitive speciale, furnizate separat, care vă permit să efectuați următoarele operații pe acest echipament: frezare, daltuire, filetare tip diferit, prelucrarea suprafetelor modelate cu ajutorul unui electrocopiator, slefuire, prelucrarea pieselor de prelucrat cu ajutorul opritoarelor. Caracteristicile strungurilor verticale fac posibilă prelucrarea pieselor din metale feroase și neferoase cu un diametru de până la 25 m.

Mișcarea principală în mașinile din grupul luat în considerare este realizată de desktopul (placa frontală), pe care este fixată piesa. Mișcarea alimentului, ca la toate strungurile, în echipamentele de strunjire și rotație este realizată de șubler.
Mașina de carusel, datorită caracteristicilor sale de design, se distinge prin siguranță ridicată, fiabilitate, ușurință în întreținere și operare. Printre cele mai semnificative avantaje ale unui astfel de echipament, merită evidențiate următoarele:
- acuratețea și calitatea ridicată a prelucrării, presupunând un procent minim de respingeri;
- ușurință în controlul echipamentului, care este tipic în special pentru mașinile-unelte echipate cu un sistem CNC;
- viteză mare de execuție a tuturor operațiuni tehnologice.
Cu toate acestea, după cum notează mulți experți, cele mai importante avantaje pe care le au strungurile verticale este siguranța în funcționare a acestora.
Cum sunt aranjate strungurile
Cel mai semnificativ element al designului grupului de strung-carusel este masa lor de lucru, pe care este plasată placa frontală. Aici este fixată piesa de prelucrat care necesită prelucrare. Suprafața de lucru a mesei este situată într-un plan orizontal, ceea ce simplifică procesul de instalare a pieselor de prelucrat cu dimensiuni și greutate semnificative pe ea.
În funcție de model și de caracteristicile de proiectare, dintre mașinile din grupul de strunjire și rotație se disting cele cu una și două coloane. Pe primul, este instalată o placă frontală cu un diametru de până la 1600 mm. Astfel de unități sunt utilizate pentru a lucra cu piese de prelucrat cu un diametru de până la 1500 mm. Unitățile cu două coloane au caracteristici mai impresionante, pe care poate fi instalată o placă frontală cu un diametru de până la 25000 mm, ceea ce face posibilă prelucrarea pieselor de prelucrat foarte mari.
Pe cadrul unei unități cu două coloane, situată într-un plan vertical, există două ghidaje de-a lungul cărora traversa se mișcă cu două etriere montate pe ea - o turelă și una plictisitoare. Etrierele mașinii, la rândul lor, se deplasează de-a lungul ghidajelor orizontale ale barei transversale.
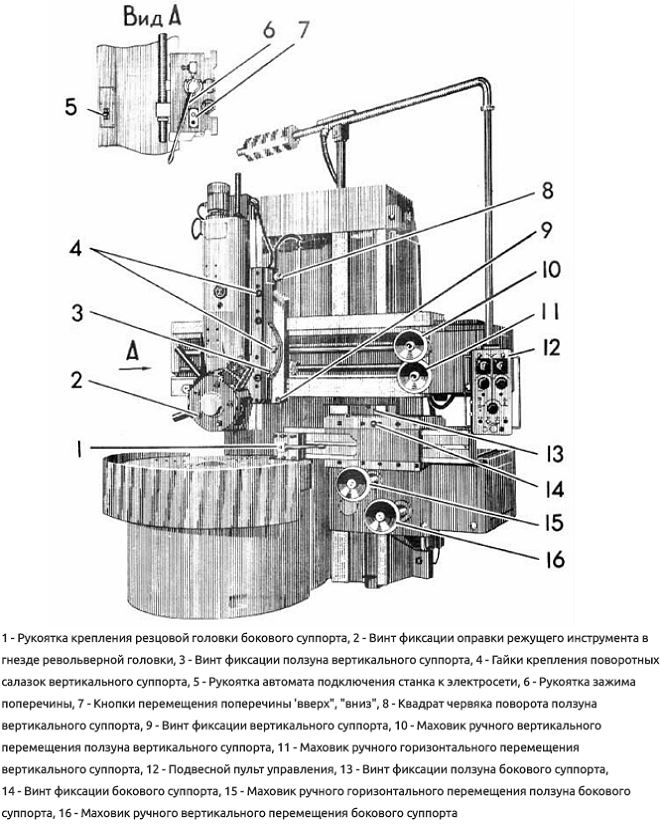
Etrierul turelei, care se poate deplasa în direcții verticale și orizontale, include un cărucior longitudinal și un glisor care se deplasează de-a lungul axei verticale. Se monteaza pe glisor cu gauri speciale pentru instalare sculă de tăiere. Cu ajutorul unui suport de turelă și a unui instrument de tăiere fixat în acesta, se efectuează astfel de operațiuni tehnologice precum prelucrarea suprafețelor exterioare, găurirea, tăierea capetelor piesei.
Designul etrierului de foraj include un cărucior longitudinal pe care este montat mecanism rotativ. Acesta din urmă are un glisor cu un suport de scule montat pe el. Cu ajutorul unui șubler de foraj și unelte fixate în acesta, se efectuează prelucrarea suprafețelor conice, găurile de foraj și tăierea canelurilor interne.
Pe strungurile cu o singură coloană ale grupului de strunjire și alezare, este instalat un suport lateral, format dintr-un cărucior longitudinal, un glisor și un suport de scule. Scopul unui astfel de șubler este de a asigura prelucrarea suprafețelor exterioare.

Utilizarea a două scule așchietoare simultan în procesul de prelucrare este deosebit de importantă în domeniul ingineriei grele - în producția de turbine hidraulice, generatoare și alte piese care sunt mari ca dimensiune și greutate.
Principalele caracteristici ale echipamentului
Atunci când alegeți un grup de strung-carusel, trebuie luate în considerare următoarele caracteristici:
- puterea mașinii;
- numărul de viteze și intervalul de viteză de rotație a plăcii frontale;
- unghiul de rotație al glisorului suportului vertical;
- valoarea mișcării maxime a suporturilor echipamentelor în direcția orizontală și verticală;
- dimensiunile maxime ale piesei de prelucrat (înălțime, diametru);
- valoare maximă mișcarea barei transversale (pentru mașini cu două coloane);
- dimensiunile plăcii frontale.
Prelucrarea pe strungurile grupului de strunjire și carusel se realizează la viteze mari. Acest lucru este acceptabil deoarece piesa de prelucrat și axul nu suferă încărcări semnificative în consolă, deoarece placa frontală este fixată pe birou într-un mod special.
Pe lângă mișcarea principală și mișcarea de avans, pe mașinile acestui grup se folosește o bară transversală (se mai numește și traversă) mișcare suplimentară. Cu ajutorul acestuia, unealta de tăiere este adusă la suprafața piesei de prelucrat.
După cum am menționat mai sus, detaliile diametru mare(16,5–25 m) sunt prelucrate pe strunguri cu două coloane de tip rotativ și alezat, iar unitățile cu o singură coloană sunt utilizate pentru piese de prelucrat cu dimensiuni mai mici. Sistemele CNC sunt instalate pe dispozitive carusel cu o singură coloană, ceea ce face posibilă utilizarea unor astfel de echipamente pentru prelucrarea pieselor cu o configurație complexă, caracterizată prin prezența atât a generatoarelor rectilinie, cât și a celor curbilinii.

În mod evident, pe strungurile echipate cu CNC, un suport lateral nu este instalat: toate operațiunile tehnologice asupra acestora sunt efectuate prin utilizarea unui suport de turelă, a cărui funcționare, ca și antrenarea mișcării principale, este controlată printr-un program special. Intrat în unitatea de control a mașinii, este responsabil pentru efectuarea unor astfel de operațiuni tehnologice precum:
- selectarea și instalarea vitezei de rotație necesare a plăcii frontale a echipamentului;
- rotirea turelei în poziția necesară pentru prelucrare și fixarea acesteia în această poziție;
- controlul alimentărilor efectuate și al poziției ocupate de dispozitivele de lucru;
- instalarea sculei de tăiere în poziția zero;
- controlul mişcărilor pe care le fac uneltele de lucru.
Modele de utilaje casnice de strunjire și rotative
Istoria mașinilor de strunjit și alezat pentru uz casnic a început în 1935, când la Uzina de Mașini-Unelte din Krasnodar, numită după G.M. Părul gri a fost lansat prima astfel de unitate. Trebuie remarcat faptul că această plantă pentru mult timp a fost considerat cel mai faimos și autorizat producător de strunguri de tip carusel. Produsele fabricii - mașini de strunjire și alezat de înaltă calitate și fiabile - au fost utilizate activ pe întreg teritoriul Uniunea Sovietică. Multe dintre aceste dispozitive pot fi încă găsite în întreprinderile industriale.

Cele mai populare modele de echipamente de la acest producător includ mașina 1516. Acest model de mașină cu o singură coloană (împreună cu modelul 1512) aparține categoriei de dispozitive universale de strunjire și rotație concepute pentru prelucrarea pieselor de prelucrat din metale feroase și neferoase în condiții de producție la scară mică și de serie.
Caracteristicile tehnice ale mașinilor ambelor modele menționate mai sus asigură performanța aproape oricăror operațiuni de strunjire, dar aceste dispozitive sunt utilizate în principal pentru strunjire și alezat:
- suprafețe cilindrice;
- capete plate ale semifabricatelor;
- suprafețe conice.
Puteți găsi câteva modificări ale acestor mașini, pe care producătorul a instalat plăci frontale tip autocentrare. Desigur, capacitățile tehnologice ale echipamentelor cu astfel de plăci frontale sunt mult mai largi decât cele ale modelelor convenționale.
Produs la fabrica numită după G.M. Păr gri și strunguri cu două coloane ale grupului de strunjire și carusel. Aici, un exemplu izbitor este modelul 1525. Printre caracteristicile remarcabile ale mașinii acestui model, merită remarcate următoarele: capacitatea de a schimba direcția de rotație a plăcii frontale (invers); prezența în proiectarea a două etriere superioare de tip rotativ. Acționarea mișcării principale a mașinii model 1525 a fost echipată cu o cutie de viteze în două trepte și un motor electric, a cărui viteză a arborelui poate fi reglată. Două ambreiaje electromagnetice sunt responsabile pentru alegerea intervalului de viteză de rotație a plăcii frontale în proiectarea mașinii, iar viteza de rotație a arborelui principal al motorului este reglată în mod continuu prin intermediul unui circuit electric special.
Toate modelele de mașini-unelte de mai sus au fost produse și cu CNC, apoi marcarea lor arăta astfel: 1512F2, 1516F2, 1525F2. Pe aceste dispozitive au fost instalate sisteme software casnice (P32-3M, H55-2) sau echipamente electronice de la Bosch (Germania) și Alcatel (Franța).
Mașini străine populare din grupul de strunjire și carusel
Prezentat pe piata interna alegere mare echipamente de strunjire și rotative de la producători străini. Despre cele mai populare modele și mărci comerciale trebuie menționate separat.
Un bun raport calitate-preț este demonstrat de mașinile companiei chineze Dalian Guofeng Machine Tools, în al căror marcare se află litera „C”.
5231, 5240, 5250, 52630Aceste modele aparțin categoriei echipamentelor de strunjire și rotative de tip cu două coloane, conform acestora specificatii tehnice sunt în multe privințe similare cu mașinile uzinei. G.M. Păr gri. Aceste dispozitive fac posibilă realizarea semifabricatelor cu o precizie suficient de mare, caracterizate atât prin configurații simple, cât și complexe.

Dalian Guofeng Machine Tools C5250 - mașină-uneltă de la un producător chinez
5110, 5116, 5123, 5125, 5131Acestea sunt modele cu o singură coloană de echipamente de strunjire și rotative, a căror putere variază de la 22 la 45 kW. Pe unitățile acestor modele este instalat un sistem CNC simplificat - o indicație digitală, cu ajutorul căreia controlul strungului și al strungului vertical devine mai convenabil, simplu și eficient. Echipate cu servomotoare suplimentare pentru acţionarea axelor X şi Z, aceste maşini sunt, de asemenea, foarte fiabile şi precise în prelucrare.
Dacă luăm în considerare echipamentele de strunjire verticală de calitate superioară (și, prin urmare, mai scumpe) de la producători străini, prezentate și populare pe piața internă, atunci merită remarcată produsele companiei elvețiene ENCE GmbH. Acest producător oferă echipamente din mai multe serii.

Mașini-unelte Dalian Guofeng C5116
LEN 3000-5000
Pe echipamentele acestor modele sunt prelucrate piese, al căror diametru este în intervalul 315–500 cm.Sistemul CNC nu este instalat pe mașinile din această serie, dar, dacă este necesar, pot fi echipate cu un astfel de sistem. foarte repede. Acționarea în două trepte, realizând mișcarea principală, este echipată cu un motor electric, a cărui viteză a arborelui poate fi modificată în 16 trepte. Pe aceste strunguri se folosesc două tipuri de ghidaje: vertical - culisant, orizontal - de tip hidrostatic (acţionează ca elemente de descărcare).
LEN 1250-2000După cum rezultă clar din denumire, pe aceste dispozitive sunt prelucrate piesele cu un diametru de 125–200 cm.Unitățile din această serie sunt echipate cu ghidaje cu role, în unitățile mobile ale cărora sunt instalați rulmenți de înaltă precizie. Glisierele verticale și cu patru poziții ale acestor strunguri verticale sunt echilibrate hidraulic, ceea ce îmbunătățește precizia de prelucrare. Fiabilitatea echipamentelor acestei serii este facilitată și de faptul că este echipată cu componente electrice din firma faimoasa Siemens.
SEN 1000-1800Acesta este un echipament de strunjire și strunjire echipat cu CNC de la Siemens Fanuc. Printre importante caracteristici de proiectare echipamentele acestei serii, merită evidențiat un servomotor cu o cutie de viteze ZF (Germania) și o masă de lucru simetrică termic. Acest echipament este produs, caracterizat prin de mare viteză procesare și zgomot redus, în trei categorii principale: standard, greu și de înaltă precizie.
Strungul vertical rusesc 1516 este un echipament de înaltă calitate și de înaltă performanță. Poate fi folosit pentru strunjirea pieselor de prelucrat cu un diametru de până la 1600 mm.
Caracteristicile modelului
Sunt disponibile următoarele operațiuni:
- strunjirea și alezarea pieselor de prelucrat având formă de cilindru;
- tunderea capetelor;
- tăierea canelurilor.
Una dintre principalele caracteristici ale unui strung vertical este diametrul plăcii frontale. La mașina 1516, placa frontală are un diametru de 1400 mm și este capabilă să se rotească în intervalul de la 1 rotație la 200 de rotații pe minut.
Caracteristici suplimentare
La instalare echipament adițional funcționalitatea strungului 1516 poate fi extinsă, în special, este posibil să se efectueze operații de filetare, prelucrare a suprafețelor conice, precum și a celor curbate folosind un copiator. De asemenea, dacă doriți, puteți instala un dispozitiv de alimentare cu lichid de răcire, precum și o placă frontală cu autocentrare.
Pe mașina model 1516, este posibil să se instaleze fie un sistem de indicare digitală (DRO), fie un CNC. În primul caz, mașina va avea indicele „F1”, în al doilea – „F3”.
Compania „Russtanko” vă oferă să cumpărați un strung 1516 la un preț rezonabil. Puteți discuta cu angajații noștri toate întrebările privind configurarea echipamentelor telefonic sau trimițând o aplicație electronică pe site.
strung vertical - un fel special echipament de prelucrare a metalelor, care este conceput pentru a lucra cu piese mari de diametru mare, a căror greutate este de zeci de tone. O caracteristică a designului unor astfel de mașini este masa de lucru cu formă rotundă. Această specificitate simplifică foarte mult instalarea, alinierea și fixarea piesei.
Mașinile de strunjire și rotative sunt necesare pentru strunjirea suprafețelor de revoluție cu ajutorul unui tăietor special. Dacă unitatea este echipată cu o turelă specială, atunci găurile centrale ale piesei pot fi prelucrate folosind burghie, freze sau alte unelte.
Atunci când alege o unitate de strunjire și strunjire, comandantul trebuie să se concentreze asupra unor caracteristici cheie precum înălțimea maximă și diametru limitator structura în curs de prelucrare. Mișcarea principală a piesei de tăiat se realizează prin rotirea mesei de lucru, pe care este fixată piesa de prelucrat.
Până în prezent, în funcție de numărul de rafturi, se disting variantele cu unul și două rafturi ale mașinilor carusel. Unitățile pot fi echipate cu un sistem de control manual sau cu control numeric. În al doilea caz, mașina poate fi implicată în prelucrarea pieselor de prelucrat cu o configurație complexă. De asemenea, este folosit în fabrici și ateliere unde este nevoie de prelucrare a suprafețelor folosind generatoare curbe și drepte, pentru a tăia fire non-standard Si asa mai departe. Diferența de proiectare a mașinilor cu control program este absența unui suport lateral la primele.

Mașină industrială de strunjire și rotativă cu control numeric capabil să efectueze operarea programului. In afara de asta, controlul programuluiînseamnă corectarea poziţiei elementului de tăiere. Programul creat de operator modifică în mod independent intensitatea rotației axului, determină avansul, mișcă unealta. Toate acestea măresc uneori productivitatea mașinii.
Luați în considerare două modele populare - unitatea 1516 și 1512, care sunt produse de succes ale Uzinei Sedin. Acest lucru ne va ajuta să înțelegem specificul acestei tehnici.
strung vertical 1516
Strungul vertical 1516 este o mașină cu o singură coloană utilizată pentru prelucrarea pieselor metalice în ateliere mici și mari. Acest model se laudă cu o gamă largă de operațiuni, cum ar fi alezarea, strunjirea, găurirea și altele. În plus, mașina este capabilă să finiseze și să semifiniseze strunjirea.

Designul strungului vertical 1516 include etriere verticale și orizontale. Etrierul vertical este echipat cu un cap cu 5 poziții echipat cu sistem de rotație automată. Suportul orizontal este echipat cu un suport de scule cu 4 poziții.
Chiar dacă 1516 are o mulțime de funcționalități chiar și în versiunea sa de bază, acesta din urmă poate fi extins cu opțiuni suplimentare, cum ar fi o placă frontală cu autocentrare, un sistem de răcire și unelte foarte specializate pentru filetarea și prelucrarea suprafețelor nestandard.

Unitatea 1516 este echipată cu un motor electric puternic al acționării principale, care este avantajul său important. Printre avantaje este de remarcat și:
- Rigiditate excelentă a părților principale ale unității, ceea ce asigură cea mai precisă prelucrare a piesei de prelucrat.
- Fiabilitate părțile constitutive lanț cinematic.
- Posibilitatea de reglare a frecvenței rotațiilor unei plăci frontale într-o gamă largă.
- Alegerea vitezei de avans pentru o tăiere eficientă la viteze mari.
Să menționăm caracteristicile cheie ale modelului 1516:
- Diametrul maxim al piesei de prelucrat este de 160 cm;
- Înălțimea admisă a produsului - 100 cm;
- Diametrul plăcii frontale - 140 cm;
- Număr de viteze - 18 trepte;
- Gama de rotație a plăcii frontale - 5-250 mm;
- Putere motor electric - 30 kW;
- Dimensiuni unitate - 3170x3030x4100 mm;
- Greutate - 20 de tone.
Rotire și carusel model 1512
Deoarece designul strungului 1512 este similar în multe privințe cu modelul 1516, este logic să luăm în considerare doar acei parametri ai mașinii care diferă de caracteristicile 1516. Să-i prezentăm sub forma unei liste:
- Diametrul admisibil al piesei de prelucrat - 125 cm;
- Inaltimea maxima a produsului este de 100 cm;
- Diametrul plăcii frontale - 112 cm;
- Dimensiuni - 2750x2975x4100 mm;
- Greutate - 16,5 tone.
Pentru toți ceilalți parametri strung 1512 este identic cu modelul 1516.
Rezultate
Strungurile verticale sunt asistenți indispensabili care pot îndeplini sarcini pe care un strung tradițional nu le poate face față. Dacă trebuie să lucrați cu piese de prelucrat la scară mare, cu diametru mare, nu puteți face fără aceste mașini.
Alegerea în favoarea modelelor 1512 și 1516 este încrederea în funcționarea pe termen lung a mașinii fără probleme. Acest lucru este confirmat de mulți ani de experiență în utilizarea unităților Uzinei de mașini-unelte Sedin în întreaga CSI.
Strungurile cu o singură coloană 1512 și 1516 sunt mașini universale și sunt proiectate pentru prelucrarea unei varietăți de produse din metale feroase și neferoase în producția la scară mică și în masă
Aparatul poate efectua următoarele operații:
strunjirea suprafețelor cilindrice și conice;
găurirea suprafețelor cilindrice și conice;
Întoarcerea suprafețelor de capăt plane cu etrierele superioare și laterale. În plus, șublerul superior poate fi folosit pentru șlefuirea suprafețelor plane, menținând în același timp o viteză de tăiere constantă în trepte în modurile de semifinisare;
găurire, alezare și alezare; canelarea si tunderea.
Când se utilizează dispozitive speciale și dispozitive care sunt furnizate împreună cu mașinile la comandă specială și contra cost, mașinile pot fi utilizate pentru:
prelucrarea pieselor conform dimensiunilor specificate (pe opritoare);
filetarea, strunjirea și alezarea suprafețelor conice;
prelucrarea suprafețelor modelate ale corpurilor de revoluție de-a lungul unui copiator (electrocopiator); prelucrarea pieselor cu racire.
În versiunea obișnuită, mașinile sunt furnizate cu o turelă superioară cu rotație mecanică și prindere a turelei și cu o turelă laterală.
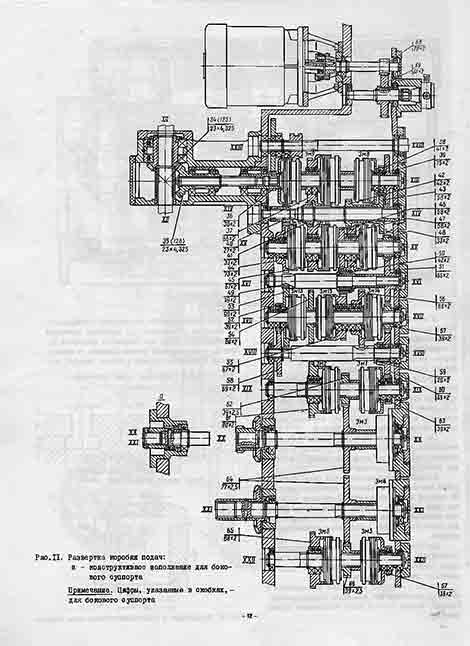
Schema cinematică
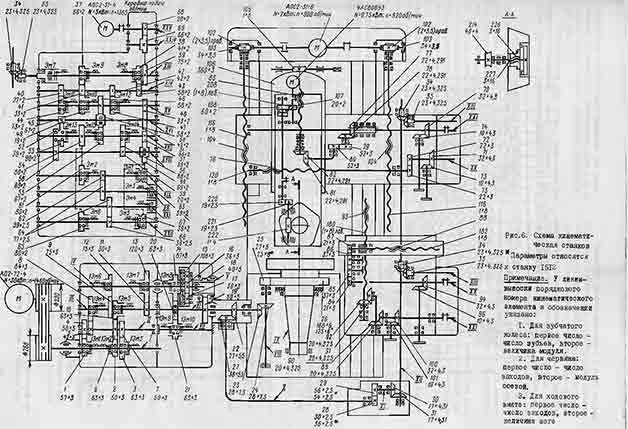
Schemele cinematice ale mașinilor 1512 și 1516 sunt similare între ele și diferă între ele numai prin cinematica lanțului mecanismului de transmitere a mișcării la furaj și numărul de dinți ai angrenajelor mesei.
Din cauza număr diferit dinții angrenajelor 25, 26 ai tabelului, mașinile 1512 și 1516, cu aceeași cutie de viteze, au limite diferite pentru viteza plăcii frontale.
Cinematica lanțurilor mecanismului de transmitere a mișcării către alimentare este diferită pentru mașini, dar rapoartele lor de transmisie sunt selectate în așa fel încât raportul total de transmisie al lanțului cinematic de la placa frontală la cutia de alimentare să fie același pentru ambele masini. Acest lucru vă permite să utilizați aceleași casete de alimentare și să obțineți aceleași rate de alimentare.
Lanțurile cinematice ale mesei, bara transversală și mecanismul său de mișcare, suporturile superioare și laterale sunt simple și se explică de la sine.
pat
Patul servește drept bază pentru toate componentele mașinii, asigurând mișcarea și corectarea acestora aranjament reciproc. Se percepe eforturile din forțele de așchiere și din masa părților sale constitutive.Patul este o turnare tubulară, întărită în interior cu rigidizări, astfel încât cu o masă relativ mică să aibă suficientă rezistență și rigiditate. O masă cu o placă frontală este atașată de patul din față.
Masa și patul sunt conectate cu știfturi, care asigură o mai mare rigiditate a îmbinării și funcționarea fără vibrații a mașinii, ceea ce este necesar pentru a obține o precizie ridicată a pieselor prelucrate.
Pe partea din față a cadrului există ghidaje de-a lungul cărora se deplasează traversa și suportul lateral. În partea dreaptă a patului este atașat la corpul mecanismului de transmitere a mișcării către furaj, iar deasupra mecanismului pentru deplasarea barei transversale.
În interiorul cadrului este introdusă o cutie de viteze. Cavitatea interioară inferioară a cadrului este folosită ca un rezervor de ulei care se alimentează sistem centralizat lubrifiere cutie de viteze și masă.
Cutie de viteze
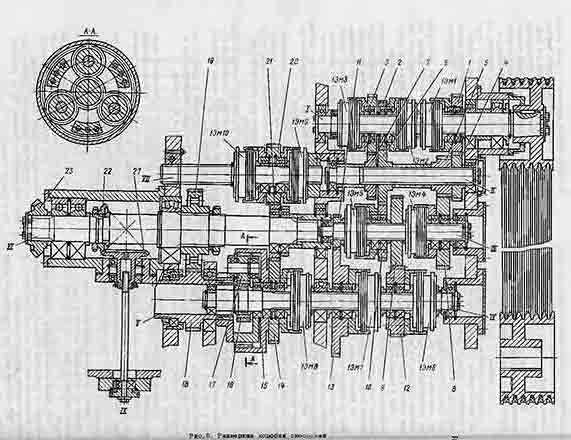
Cutia de viteze este folosită pentru a asigura rotirea plăcii frontale, precum și pentru a porni, opri și schimba viteza. Rotația pe arborele de intrare al cutiei de viteze este transmisă de la motorul electric al transmisiei principale printr-o transmisie cu curele trapezoidale. Cutia de viteze informează placa frontală cu 18 trepte de viteză.
Controlul unei casete de viteze - la distanță de la panoul suspendat.
Prezența ambreiajelor electromagnetice în cutia de viteze vă permite să comutați vitezele din mers și, astfel, să asigurați menținerea unei viteze de tăiere constantă în trepte la prelucrarea suprafețelor de capăt.
Cutia de viteze are șase arbori montați pe rulmenți într-o carcasă cu un plan de separare de-a lungul axelor arborilor XY și y pentru ușurință de asamblare.
La o viteză mai mare, pornirea se efectuează treptat în două, trei sau trepte. Numărul de trepte de accelerație crește odată cu creșterea frecvenței de rotație a plăcii frontale.
Comutarea ambreiajului în timpul accelerării trepte este efectuată automat
Schimbarea vitezei de la etapa I la etapa II se realizează prin pornirea combinațiilor corespunzătoare de ambreiaje electromagnetice. În același timp, ambreiajul 1Em8 este oprit și raportul de viteză al mecanismului planetar este de 1/4 (ambreiajele 1Em9 și 1EM10 sunt pornite). Când sunt pornite 13-18 trepte de viteză, plăcile frontale ale ambreiajelor 1Em9 și 1EM10 sunt oprite, iar ambreiajul 1Em8 este pornit și raportul de viteză al mecanismului planetar în acest caz este egal cu I
Pentru a permite operarea de avans a plăcii frontale, utilizată la instalarea și alinierea piesei, este necesar să setați comutatorul de pe controlul suspendat în poziția „Pornire în avans” a plăcii frontale și să apăsați butonul Start al plăcii frontale.
În cutia de viteze nu există dispozitive speciale de frânare, iar placa frontală este frânată prin pornirea simultană a mai multor ambreiaje electromagnetice care închid două circuite cinematice diferite care formează o „blocare”. Ambreiajele rămase ale cutiei de viteze sunt dezactivate. Timpul de decelerare al plăcii frontale depinde de viteza de rotație și de greutatea piesei de prelucrat. Timpul aproximativ pentru oprirea rotației plăcii frontale după începerea frânării este de la 2 la 10 s.
Pentru a asigura cuplarea simultană a roților dințate 15, 16, 17 ale mecanismului planetar, roata dințată 16 este conectată la arborele 1U prin intermediul unui cuplaj cu roți dințate, care le face posibilă auto-alinierea.
În cutia de viteze, angrenajele elicoidale asigură o angrenare lină la viteze circumferențiale mari. Toate vitezele sunt într-o plasă constantă.
La comutarea vitezei din mers, sunt posibile șocuri și încetiniri în rotația plăcii frontale, ceea ce nu afectează funcționarea mașinii și nu este o defecțiune.
Lubrifierea se realizează dintr-o pompă cu angrenaje separată, încălzită pe peretele lateral al cadrului. Uleiul este furnizat prin tuburi către toate elementele de lucru.
Alimentarea cu tensiune a inelelor de contact ale ambreiajelor electromagnetice rotative se realizează cu perii montate pe console speciale.
Masa
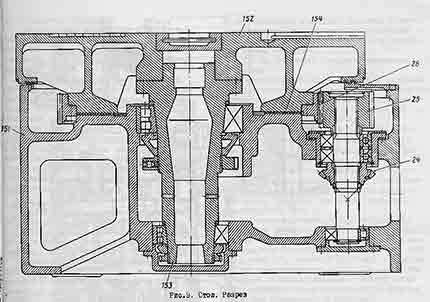
Pe fig. este prezentat tabelul mașinii 1516. Nu există diferențe structurale fundamentale între tabelele mașinilor 1516 și 1512. Piesele mașinii sunt similare și diferă unele de altele doar prin dimensiune.
Masa constă dintr-un corp 151 având ghidaje circulare, o placă frontală 152 cu un ax 153 și un dispozitiv de antrenare a plăcii frontale.
Corpul mesei este din fontă turnată cu un sistem dezvoltat de nervuri, conferindu-i o rigiditate deosebită.
În partea superioară a corpului mesei există proeminențe inelare care intră în canelurile inelare ale plăcii frontale formând un labirint. Acest lucru previne stropirea lubrifiantului și protejează împotriva așchiilor, a prafului de fontă, a emulsiei și a altor contaminanți care pătrund pe masă.
Acționarea plăcii frontale se realizează din cutia de viteze printr-o pereche de roți dințate conice cu un dinte circular 23 al cutiei de viteze și masa 24 mai departe printr-o pereche cilindrică: angrenajul 25 și angrenajul coroană 26 conectate rigid la placa frontală.
Pentru a asigura o funcționare lină la o viteză semnificativă a mașinilor, angrenajele de antrenare ale plăcii frontale sunt realizate elicoidale, iar roți dințate conice sunt realizate cu un dinte circular.
Placa frontală este un disc gol cu un număr de răburi radiale și inelare interne.
Pe planul superior există fante de mașină în formă de T, care servesc la fixarea fălcilor de prindere, a diferitelor dispozitive de fixare sau pentru a fixa direct piesele de prelucrat.
Pentru instalarea precisă a pieselor sau a dispozitivelor de montare în centrul plăcii frontale, în placa frontală se găsește un orificiu de centrare, care este protejat de spărturi printr-un dop special.
Versiunea de bază a mașinii vine cu patru fălci pentru prinderea pieselor de prelucrat. Fiecare came are mișcare independentă.
Cutie de viteze
Designul cutiilor de alimentare ale etrierelor laterale și superioare este același.
Cutie de viteze etrier superior montat la capătul drept al traversei; cutie de alimentare laterală a etrierului - direct pe corpul său.
Corpul cutiei de alimentare este din fontă. o turnare în formă de cutie cu suficientă rigiditate. Toți arborii cutiei de alimentare sunt montați pe rulmenți.
Acționarea cutiilor de alimentare se realizează de la arborele canelat vertical HP, care primește rotația de la arborele de ieșire U1 al cutiei de viteze prin mecanismul de transfer al mișcării la alimentare. Cutiile de alimentare spun etrierelor 18 avansuri de lucru (mm / turație) și 18 viteze de mișcări de instalare (mm / min). Acest lucru se realizează prin includerea unor combinații adecvate de ambreiaje electromagnetice ale cutiilor de alimentare.
Toate angrenajele cutiilor de alimentare sunt în plasă constantă.
Ambreiajul Em7 al arborelui XSh este folosit pentru a porni alimentarea de lucru. Când este pornit, se realizează o legătură cinematică între arborele vertical al mecanismului de transmitere a mișcării către furaj și cutia de alimentare. Când acest ambreiaj este oprit, este posibil să porniți mișcările de instalare ale etrierului de la un motor electric separat atașat la corpul cutiei de alimentare.
În funcție de direcția de avans necesară - dreapta, stânga, sus, jos - respectiv, unul dintre cele patru ambreiaje de direcție Em1, Em2, Em5, EMZ este pornit și unul dintre arborii de ieșire XX sau XXI primește rotație în direcția selectată.
Ambreiajele de frână Em3, Em4 pe arborii XX și XXI servesc la atenuarea inerției etrierelor și la eliminarea depășirilor.
Utilizarea ambreiajelor electromagnetice oferă control de la distanță: pornirea și oprirea fluxurilor de lucru și mișcările de instalare, precum și selectarea și comutarea fluxurilor din mers de la panoul de control suspendat.
Bară transversală și mecanism de mișcare a barei transversale
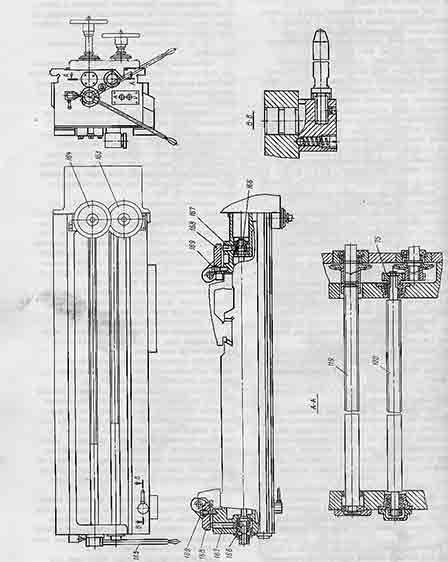
Bara transversală este plasată pe ghidajele verticale ale cadrului. Corpul barei transversale este o turnare, a cărei secțiune transversală are ghidaje dreptunghiulare orizontale de-a lungul cărora se mișcă etrierul superior.
Între ghidajele orizontale din nișă se află arborele de rulare 119 și șurubul de rulare 120, care sunt montate pe rulmenți de rulare amplasați în orificiile traverselor.
Bara transversală are o mișcare de instalare verticală de-a lungul ghidajelor cadrului, realizată de mecanismul de deplasare a traversei folosind două șuruburi 116 și piulițe 104 legate rigid de bara transversală.
Mecanismul de deplasare a traversei este situat în planul superior al cadrului și constă din două roți melcate antrenate de un motor electric reversibil separat. Cuplajul angrenat II7, constând din jumătăți de cuplare și care conectează arborele motorului cu arborele 118, servește la instalarea barei transversale paralel cu suprafața de lucru a plăcii frontale. Prin rotirea cuplajului pe jumătate cu un dinte, traversa se deplasează cu 0,005 mm.
Bara transversală poate fi instalată pe ghidajele patului la diferite înălțimi în cursa sa. În același timp, este fixat în siguranță manual cu un mecanism special de prindere.
Mișcarea barei transversale este interblocată cu mecanismul de strângere, astfel încât atunci când bara transversală este strânsă, mișcarea acesteia să nu pornească.
Butoanele pentru deplasarea barei transversale „Sus” și „Jos” sunt situate la capătul stâng al barei transversale, sub mânerul mecanismului de cleme a barei transversale.
Pentru a deplasa bara transversală, mânerul de prindere 165 este retras la dreapta. Când apăsați butonul „Sus” sau „Jos”, bara transversală începe să se miște. Mișcarea durează atâta timp cât butonul este apăsat sau până când bara transversală ajunge în poziția finală și apasă unul dintre întrerupătoarele de limită care îi limitează mișcarea.
La sfârșitul mișcării, strângerea traversei pe rafturile nedirijate se realizează prin rotirea mânerului spre stânga.
Pentru a asigura o poziție stabilă a barei transversale atunci când este coborâtă și pentru a selecta golurile, circuitul electric este proiectat astfel încât atunci când butonul este eliberat, motorul electric să fie inversat, iar bara transversală să fie ridicată automat, după care motorul electric este oprit.
Pentru a preveni căderea traversei în caz de forfecare accidentală a spirelor piuliței principale 104, există o piuliță de prindere din oțel care prinde traversa.
Etrier superior
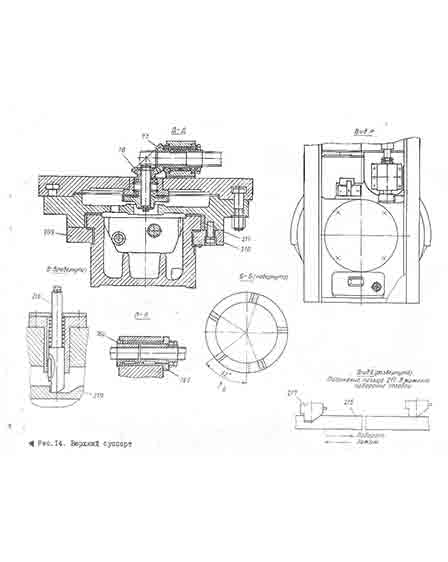
Etrierul superior este format din: partea inferioară - o glisă transversală 196 care se deplasează de-a lungul ghidajelor orizontale ale traversei; partea rotativă superioară - glisor rotativ 197, glisor 198 cu o turelă care se deplasează în glisa rotativă de ghidare; mecanisme de antrenare a mișcării etrierului și cursorului, rotirea și fixarea turelei.
Glisiera încrucișată este realizată sub formă de placă.
Pe partea din spate, toboganul are ghidaje plate, a căror formă și dimensiuni corespund ghidajelor frontale ale traversei.
Scândurile 199, 200 și penele 201, 202 montate pe partea din spate a glisierei transversale le țin pe șinele transversale. Cu ajutorul penelor, se reglează distanța dintre ghidaje și șipci, care apare în timpul funcționării mașinii. În plus, sunt instalate două descărcatoare pentru a selecta spațiul dintre ghidajul traversei inferioare și glisier, precum și pentru a reduce uzura ghidajului din mijloc și a facilita mișcarea etrierului. Rola 203, montată pe un rulment cu ace, rulează de-a lungul șinei superioare a traversei. Arcuri Belleville 204 trag etrierul în sus, în timp ce descarcă ghidajul barei transversale cu aproximativ 3/4 din masa sa.
Pe planul frontal al glisierei transversale există fante circulare în T, care includ șuruburi 224 pentru fixarea glisierei rotative.
Sania pivotantă poate fi rotită cu 45° într-o parte sau în cealaltă. Rotirea se efectuează manual cu ajutorul unui melc 105, încălzit pe glisier rotativ, și a unui sector de angrenaj, ai cărui dinți sunt tăiați la periferia culisului transversal.
Mișcarea orizontală a etrierului de-a lungul traverselor îndreptate către acestea se realizează cu ajutorul unui șurub de plumb 120 și a unei piulițe 76 conectată rigid la etrier. Șurubul primește rotație de la arborele de ieșire XX al cutiei de alimentare. Piulița 76 este formată din două jumătăți, dintre care una 76a este fixată față de etrier, iar cealaltă 76b are posibilitatea de mișcare axială, ceea ce vă permite să reglați distanța în racord filetat dacă piulița este uzată.
etrier orizontal (lateral)
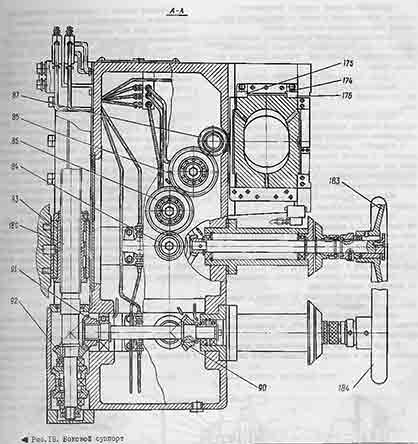
Suportul lateral constă dintr-un corp 170, un glisor 171 și mecanisme de antrenare a mișcării.
Corpul suportului lateral este o turnare din fontă în formă de cutie, întărită cu pereți interiori și rigidizări.
Mecanismele de antrenare a mișcării sunt localizate în corp. Pe partea din spate, caroseria are ghidaje pentru deplasarea verticală a etrierului de-a lungul ghidajelor cadrului, iar în față, ghidaje pentru deplasarea glisorului.
Ghidajele au căptușeli din bronz care le măresc rezistența la uzură.
Etrierul este ținut pe ghidajele patului printr-o curea 172 și o pană 173, ceea ce face posibilă reglarea distanței și compensarea uzurii ghidajelor.
Glisorul este ținut pe ghidaje printr-o curea de deasupra capului 174 și pene 175, 176.
Mișcările etrierului în glisor sunt limitate de întrerupătoare de limită.
Pentru a proteja ghidajele de așchii și praf
instalate racle de protectie.
Etrierul lateral este fixat de șinele patului cu șurubul 177, iar glisorul de pe șinele etrierului este înșurubat 178.
Glisorul și etrierul pot fi deplasate atât mecanic, cât și manual cu ajutorul volantelor 183 și 164.
Alimentarea de lucru și mișcările de instalare sunt raportate etrierului de către cutia de alimentare. Mișcarea arborelui de ieșire XXI al cutiei de alimentare (mișcare verticală) este transmisă arborelui etrier 179, apoi prin două perechi de roți dințate conice 89 și 90,
91 și 92 pe șurubul 180.
Piulița șurubului este conectată rigid la cadru. Designul piuliței oferă posibilitatea de a o ajusta pentru a compensa uzura și a selecta golurile.
Cu mișcarea orizontală, mișcarea de la arborele de ieșire XX al cutiei de alimentare este transmisă la arborele suport 181 și apoi prin două perechi de roți dințate cilindrice 84, 85 și 86, 87 la o pereche de șurub-piuliță 182-88. Piulița șurubului este conectată rigid la glisor. Designul piuliței oferă posibilitatea de a alege goluri în timpul funcționării.
Glisorul suportului lateral are un suport de sculă rotativ pe patru laturi 195, care este așezat pe un bolț 191 conectat rigid la glisor.
În poziția de lucru, suportul de scule este fixat în siguranță prin cuplaje cu roți dintate plate 192 și 193.
Pentru degajare și iluminare pe o singură față mișcare manuală etrierul și cutia de alimentare fixată de acesta sunt echilibrate de o sarcină care este plasată în cavitatea internă a cadrului. Suportul lateral este conectat la sarcină printr-o frânghie de oțel care trece prin rolele de ghidare.
Schema de conexiuni
Strungurile carusel sunt concepute pentru prelucrarea pieselor de prelucrat de masă și diametru mare, cu o lungime relativ mică. Pentru a face acest lucru, axul mașinii este amplasat vertical - capătul său superior este conectat la șaiba plană, de care este atașată piesa de prelucrat (pentru fixare, șaiba plană are came glisante radial).
Mașina rotativă 1516 vă permite să efectuați toate operațiunile de prelucrare tipice echipamentelor grupului de strunjire: suprafețe de strunjire, alezare, găurire, alezare găuri, prelucrare elemente conice și cilindrice (atât în exterior, cât și în interiorul piesei de prelucrat), etc.
Revizia utilajelor 1516
Revizia unui strung este o alternativă acceptabilă la cumpărarea de echipamente noi. În timpul reviziei, are loc o restaurare completă a caracteristicilor strungului, încorporate inițial în proiectarea acestuia de către producător. În același timp, costul unei revizii majore se dovedește a fi cu un ordin de mărime mai mic decât prețul echipamentelor noi (ținând cont de faptul că multe mașini au fost deja întrerupte, nu pot fi achiziționate noi, iar analogii importați sunt foarte scump!).

Firma noastra desfasoara revizuire masini-unelte tipuri variate. Calitate superioară munca este determinată de disponibilitatea capacităților tehnologice necesare - deoarece reparația se efectuează într-o fabrică folosind materiale moderne si solutii.
În procesul de revizie a strungului 1516 se efectuează următoarele operațiuni: . dezasamblarea completă a mașinii (inclusiv dezasamblarea detaliată a unităților și ansamblurilor);
Depanare amănunțită (determinarea listei pieselor de înlocuit/restaurat);
Corectarea geometriei mașinii (inclusiv șlefuirea ghidajelor de pat);
Înlocuirea unei perechi de șuruburi de alimentare în cruce;
Înlocuirea completă a tuturor produselor din cauciuc (RTI), precum și a etanșărilor din pâslă, a curățării murdăriei etc.;
Revizuirea atentă a capului (dacă este necesar, șlefuirea conului axului);
Înlocuirea tuturor unităților de rulmenți;
Înlocuirea angrenajelor dintate în cutiile de viteze;
Revizuirea ansamblului etrierului;
Repararea cutiei de alimentare și a șorțului;
Evaluarea contrapuntului (dacă este necesar - șlefuirea conului penei sau instalarea unuia nou);
Înlocuirea liniilor electrice, a conexiunilor conductorilor și a altor elemente ale circuitului electric;
La sfarsit lucrări de reparații toate părțile corpului mașinii sunt vopsite.
Apoi echipamentul trece printr-un ciclu de testare (conform specificațiilor producătorului).
La cererea clientilor, montam pe strung convertor de frecvență. Acest lucru elimină necesitatea unei cutii de viteze. Acest lucru reduce costurile de energie pentru transmisia angrenajului și pierderile prin frecare, ceea ce înseamnă că crește eficiența energetică a echipamentului. Un plus suplimentar: convertizorul de frecvență vă permite să modificați în mod continuu viteza axului cu un pas foarte mic.
Garantam calitatea echipamentelor reconditionate si conformitatea strungului vertical 1516 reconditionat cu toate cerintele de precizie. Precum și extinderea capacităților sale tehnologice prin utilizarea de piese moderne, ansambluri și sisteme de control electric CNC în procesul de reparație.

Recomandăm și noi
 Smartphone xperia z5 premium negru
Smartphone xperia z5 premium negru
 Descărcați planul de afaceri pentru hârtie igienică
Descărcați planul de afaceri pentru hârtie igienică
 Descriere Nokia X2 dual sim pe platforma Android, procesor puternic și suport pentru două carduri SIM
Descriere Nokia X2 dual sim pe platforma Android, procesor puternic și suport pentru două carduri SIM
 Este posibil să deschizi un hostel într-un apartament?
Este posibil să deschizi un hostel într-un apartament?
 Servicii pentru public: cele mai promițătoare idei de afaceri
Servicii pentru public: cele mai promițătoare idei de afaceri
 Cum sa incepi agricultura?
Cum sa incepi agricultura?