Apa yang diperiksa oleh tes pneumatik. Program Pengujian Kekuatan dan Kebocoran Pipa - Tekanan Maksimum
GOU SPO "Chelyabinsk State Industrial and Humanitarian College dinamai V.I. Yakovleva A.V.”
Robot kontrol
Dengan disiplin: "Kontrol kualitas struktur yang dilas"
Topik: "Tes pneumatik dan mekanik"
Lengkap:
Rudnev V.A.
Kursus V grup 505z
Pengawas:
Panafidina G.V.
Bentuk studi: paruh waktu
Gunakan alat dan bahan yang sesuai untuk kegiatan yang dilakukan. dengan mempertimbangkan semua tindakan pencegahan untuk pelaksanaannya. A. Memberi tahu dan memberi tahu Inspektur C. Menghadiri kursus. Memelihara minat motivasional dalam keselamatan karyawan. Pencatatan dan pelaporan insiden selama pelaksanaan pekerjaan. yang mencerminkan aman dan metode yang efektif dan prosedur untuk melakukan tindakan yang ditugaskan. Pertimbangan kondisi kerja yang aman. Mengkoordinasikan dan mengarahkan berbagai kegiatan prosedur.
Kepala departemen sopir yang bertanggung jawab atas perjalanan bisnis selama relokasi darurat. dengan mempertimbangkan kondisi transmisi yang aman. Perencana dan pengawas lapangan tentang risiko yang dihadapi pekerja. Waspada akan perlunya pengawas lapangan dalam hal alat atau bahan yang akan digunakan selama kegiatan meninggalkan kendaraan perusahaan yang diparkir.
Chelyabinsk 2009
pengantar
1. Tes mekanis
2. Pengujian pneumatik
Bibliografi
1. Tes mekanis
Metode destruktif untuk mengontrol sambungan las. Metode kontrol destruktif meliputi metode untuk menguji sampel kontrol untuk mendapatkan: karakteristik yang dibutuhkan sambungan las.
O. tunduk pada kondisi aman. Lakukan izin kerja tak terbatas di wilayah tersebut. Personil yang berpartisipasi dalam kegiatan ini harus mendapatkan folder dari supervisor yang harus berisi tindakan pencegahan berikut: Format Pendaftaran Tes Pneumatik dan Rencana Isometrik. Tinjauan ketersediaan alat dan perlengkapan yang disertifikasi dengan benar untuk digunakan di tempat kerja. dalam keadaan baik dan sesuai untuk kegiatan yang akan dilakukan. sebelum pengungkapan dan tanda tangan semua personel. 12 Pengelola Zona 2. Penyediaan dana perlindungan pribadi.
Metode ini dapat digunakan baik pada sampel kontrol maupun pada segmen yang dipotong dari sambungan itu sendiri. Sebagai hasil dari metode kontrol destruktif, kebenaran bahan yang dipilih, mode dan teknologi yang dipilih diperiksa, dan kualifikasi tukang las dinilai.
Pengujian mekanis adalah salah satu metode utama pengujian destruktif. Menurut data mereka, adalah mungkin untuk menilai kepatuhan bahan dasar dan sambungan las dengan spesifikasi teknis dan standar lain yang ditetapkan dalam industri ini.
Personil yang terlibat dalam kegiatan ini harus sepenuhnya diberitahu tentang risiko yang terkait dengan setiap kegiatan dan pada saat yang sama cocok untuk pelaksanaannya. Urutan tindakan selama kinerja uji keketatan. dalam kasus tekanan yang terkandung dalam tangki kompresor. Tutup ujung bebas pipa yang akan diperiksa. lanjutkan dengan tindakan berikut: Buang alat pelindung diri. Memiliki pekerja dengan pengalaman yang cukup dan pengalaman yang terbukti dalam melaksanakan tugasnya.
Planner Planner Planner 3 Periksa ketersediaan dan sertifikat kompresor. Periksa sendi. untuk memeriksa status mereka. Memastikan status fisik dan kesehatan karyawan yang baik. Segera setelah ditunjukkan oleh perencana. C. Koordinator 4 Paramedis 5 Resident Engineer. antara lain. Jaga agar saluran komunikasi tetap gratis dan tersedia lebih cepat.
Pengujian mekanis meliputi: pengujian sambungan las secara keseluruhan di berbagai bagiannya (logam yang diendapkan, logam tidak mulia, zona yang terpengaruh panas) untuk tegangan statis (jangka pendek);
tikungan statis;
pembengkokan benturan (pada spesimen berlekuk);
untuk ketahanan terhadap penuaan mekanis;
Pastikan pasokan udara benar dan terus menerus. hingga 100% dari kapasitas kompresor dan menjalankan tekanan hingga mencapai 100 psi. Jika pipa tidak bocor, lanjutkan depressurizing setelah pengujian selesai. Lanjutkan mengisi laporan pendaftaran. Ketika jaringan memiliki lebih dari satu titik koneksi. Disk perekam akan diurai dan hasilnya akan dibandingkan dengan sebuah titik. Katup injeksi udara akan terbuka untuk mengurangi tekanan. Model. setelah perbaikan, semua tes harus diulang.
Pengukur tekanan dibaca pada interval 1 jam selama hari kerja untuk memeriksa perilaku. Jika kebocoran terdeteksi. menandai dan mengukur jangkauan dan kepala kontrol. jika tidak ada tanda-tanda kebocoran atau tidak memuaskan. Area uji coba akan ditutup dan buletin peringatan akan dipasang. Setelah periode pengujian selesai dan disetujui pemangku kepentingan. Tekanan uji. yang sama harus ditempatkan dengan larutan air sabun. Tanda tangan klien, antara lain.
pengukuran kekerasan logam daerah yang berbeda sambungan las.
Sampel kontrol untuk pengujian mekanis dilas dari logam yang sama, dengan metode yang sama dan oleh tukang las yang sama dengan produk utama.
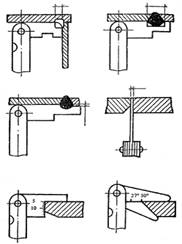
Dalam kasus luar biasa, sampel kontrol dipotong langsung dari produk yang dikontrol. Pilihan sampel untuk penentuan peralatan mekanis sambungan las ditunjukkan pada Gambar 1.
Mulai merekam tekanan dengan peralatan untuk tujuan ini. Hubungkan selang kompresor tekanan ke katup ujung bebas perangkat uji. perangkat uji pneumatik akan dibongkar. Tutup katup yang digunakan untuk injeksi udara dan lepaskan sumber udara. tutup ujung pipa yang bebas, hanya menyisakan koneksi injeksi udara terkompresi, atur perangkat uji dengan perekam dan pengukur tekanan yang dikalibrasi. Untuk: Penyediaan dan penggunaan alat pelindung diri adalah wajib.
Gambar 1. Varian sampel untuk menentukan sifat mekanik (dimensi dalam mm): A-B - untuk tegangan logam yang diendapkan (A) dan sambungan las (B); B - untuk menekuk; G - kekuatan benturan.
Tegangan statis menguji kekuatan sambungan las, kekuatan luluh, perpanjangan relatif dan penyempitan relatif. Pembengkokan statis dilakukan untuk mengetahui plastisitas sambungan dengan besarnya sudut lentur sebelum terbentuknya retakan pertama pada daerah teregang. Uji lentur statis dilakukan pada sampel dengan las memanjang dan melintang dengan tulangan las dilepas, rata dengan logam dasar.
Itu juga akan diposting jika pekerjaan belum selesai. Evakuasi area untuk mencegah cedera lebih lanjut dan memungkinkan akses ke personel terlatih. masker. Ini juga mencakup langkah-langkah selanjutnya jika terjadi kebakaran dan rencana darurat. patah tulang. Langkah-langkah yang harus diikuti: Laporkan kecelakaan ke manajer lini Anda area kerja. Situasi darurat dapat disebabkan oleh alasan berikut: kebakaran. untuk mencegah masuknya pihak ketiga ke dalam area kerja. Mengungkapkan prosedur pengendalian risiko terkait. sembilan belas.
Impact bending adalah pengujian yang menentukan kekuatan impak dari sambungan las. Menurut hasil penentuan kekerasan, seseorang dapat menilai tentang karakteristik kekuatan, perubahan struktural pada logam dan stabilitas lasan terhadap patah getas. Tergantung pada spesifikasi produk dapat mengalami benturan akibat pecah. Untuk pipa berdiameter kecil dengan jahitan memanjang dan melintang, uji perataan dilakukan. Ukuran plastisitas adalah celah antara permukaan yang ditekan pada munculnya retakan pertama. Studi metalografi sambungan las dilakukan untuk menetapkan struktur logam, kualitas sambungan las, dan mengidentifikasi keberadaan dan sifat cacat. Berdasarkan jenis fraktur, sifat penghancuran sampel ditetapkan, struktur makro dan mikro dari lasan dan zona yang terpengaruh panas dipelajari, dan struktur logam dan plastisitasnya dinilai.
Melakukan pemeriksaan dan berkala Pemeliharaan alat dan perlengkapan kerja. Bersihkan tempat di mana korban harus memberinya lebih banyak ventilasi. memiliki rencana darurat. Tetap tenang dan kendalikan situasi. usungan.
Rencana ini mencakup prosedur yang menentukan tindakan yang akan diambil jika terjadi: keadaan darurat selama pelaksanaan pekerjaan. Pindahkan korban segera ke tempat terdekat Pusat layanan kesehatan. Jika terjadi kebakaran: Sumber daya yang tersedia: 10 pon alat pemadam api kimia kering.
Analisis makrostruktur menentukan lokasi cacat yang terlihat dan sifatnya, serta makroseksi dan rekahan logam. Dilakukan dengan mata telanjang atau di bawah kaca pembesar dengan perbesaran 20x.
Analisis mikrostruktur dilakukan dengan perbesaran 50-2000 kali menggunakan mikroskop khusus. Dengan metode ini dimungkinkan untuk mendeteksi oksida pada batas butir, burnout logam, partikel inklusi non-logam, ukuran butir logam dan perubahan lain dalam strukturnya yang disebabkan oleh perawatan panas. Jika perlu, buat analisis kimia dan spektral sambungan las.
Menyiapkan laporan dan melengkapi informasi yang diperlukan dalam format untuk tujuan ini. Dalam kasus ketidakmungkinan untuk mengendalikan situasi. Tujuan: Untuk memobilisasi personel segera jika memungkinkan selama prosedur ini. Rute akses dan rute darurat: Rute akses dan rute pelarian ditunjukkan dalam sketsa rute pelarian. untuk mengambil tindakan yang tepat yang layak untuk itu. Langkah-langkah: Jika terjadi kebakaran. Ambulans akan tersedia dengan persediaan pertolongan pertama. 21.
Karyawan akan menerima instruksi dari pengawasan lapangan pekerjaan. sedemikian rupa sehingga akan terus melaporkan. Rencana penggusuran khusus: Tujuan: Rencana ini menetapkan tindakan yang diperlukan untuk mengendalikan semua personel selama jam darurat untuk menghindari bahaya bagi personel. Dukungan logistik: dalam kasus situasi yang memerlukan pemindahan personel ke pusat medis. Gunakan bahan kimia kering pemadam api bubuk kapasitas 10kg. Lingkup aplikasi: Memahami semua personel yang terlibat dalam prosedur ini. segera mengungsikan daerah tersebut. ke lingkungan.
Tes khusus dilakukan untuk struktur kritis. Mereka memperhitungkan kondisi operasi dan dilakukan sesuai dengan metode yang dikembangkan untuk jenis produk ini.
2. Pengujian pneumatik
Tes pneumatik dalam kasus di mana tidak mungkin untuk melakukan tes hidrolik. Tes pneumatik melibatkan pengisian bejana dengan udara terkompresi pada tekanan melebihi tekanan atmosfer sebesar 10-20 kPa atau 10-20% lebih tinggi dari yang bekerja. Jahitannya dibasahi dengan air sabun atau produk direndam dalam air. Tidak adanya gelembung menunjukkan sesak. Ada varian pengujian pneumatik dengan detektor kebocoran helium. Untuk melakukan ini, ruang hampa dibuat di dalam bejana, dan di luarnya ditiup dengan campuran udara dan helium, yang memiliki permeabilitas luar biasa. Helium yang masuk ke dalam tersedot dan jatuh pada perangkat khusus - detektor kebocoran yang memperbaiki helium. Dengan jumlah helium yang terperangkap, kekencangan bejana dinilai. Kontrol vakum dilakukan ketika tidak mungkin untuk melakukan jenis pengujian lainnya.
Strategi dari rencana ini adalah untuk menangani keadaan darurat untuk melindungi integritas fisik staf dan organ eksternal pekerja yang terkait dengan pekerjaan yang mereka lakukan. Atau dengan objek yang terlibat dalam operasi. Rasional : karena kompleksitas pekerjaan yang dilakukan. Peregangan Rute yang akan digunakan ditampilkan secara skematis dalam hal apa pun. Apa saja jalur evakuasi? pindah daerah. Hanya personel yang berpartisipasi dalam rencana yang akan diizinkan mengakses area ini.
Kendaraan ini akan tetap berada di lokasi kerja selama pekerjaan sedang dilakukan. Ini diharapkan untuk mengontrol tindakan darurat atau lainnya Fenomena alam yang dapat mengganggu alur kerja normal. Prosedur: setelah pemberitahuan kebakaran. Atau sampai keadaan darurat diajukan. 22. Walter Flores. Pemilik penerbangan.
Ketatnya jahitannya bisa diperiksa dengan minyak tanah. Untuk melakukan ini, satu sisi jahitan dicat dengan kapur dengan pistol semprot, dan sisi lainnya dibasahi dengan minyak tanah. Minyak tanah memiliki daya tembus yang tinggi, oleh karena itu, dengan jahitan yang longgar, sisi sebaliknya dicat nada gelap atau bintik-bintik muncul.
Uji udara terkompresi (uji pneumatik). Tes ini digunakan untuk menguji keketatan bejana dan kabel pipa, sebagai suatu peraturan, hanya pada tekanan kerja produk. Kepadatan sambungan las diperiksa dengan larutan sabun atau dengan merendam bejana dalam air. Gelembung muncul di tempat-tempat di mana gas lewat.
Tetap tenang dan kendalikan situasi. Pipa pneumatik membutuhkan langkah-langkah keamanan yang ketat. Pengujian pneumatik adalah prosedur yang menggunakan tekanan udara untuk menguji kebocoran pipa. Metode ini tidak hanya berfungsi untuk mendeteksi kebocoran, tetapi juga untuk membersihkan dan mengeringkan sistem perpipaan, sehingga konveyor siap pada akhir pengujian. Uji pneumatik digunakan ketika metode lain tidak memungkinkan; misalnya, dalam kasus pembekuan, tes air tidak mungkin dilakukan.
Saat pengujian berlanjut, semua personel stasiun harus menjauh dari area pengujian. Personil yang terlibat dalam tugas harus ditempatkan di belakang penghalang keamanan dan lokasi harus ditetapkan sebagai area berbahaya. Area lalu lintas padat dan pejalan kaki harus diberitahu terlebih dahulu sebelum mengikuti tes. Kebocoran atau pecah selama pengujian dapat mengakibatkan kerusakan properti atau cedera serius. Sebelum pengujian, semua perpipaan di bagian uji harus diperiksa untuk memastikan tidak ada gerakan yang terjadi.
Inspeksi eksternal adalah jenis kontrol yang paling umum dan terjangkau yang tidak memerlukan biaya material. Semua jenis sambungan las dikenai kontrol ini, meskipun menggunakan metode lebih lanjut. Pemeriksaan eksternal mengungkapkan hampir semua jenis cacat eksternal. Dengan jenis kontrol ini, bukan penetrasi, kendur, undercut, dan cacat lain yang terlihat yang ditentukan. Pemeriksaan luar dilakukan dengan mata telanjang atau menggunakan kaca pembesar dengan perbesaran 10x. Inspeksi eksternal tidak hanya mencakup pengamatan visual, tetapi juga pengukuran sambungan dan sambungan las, serta pengukuran tepi yang disiapkan. Dalam produksi massal, ada templat khusus yang memungkinkan Anda mengukur parameter lasan dengan tingkat akurasi yang memadai.
Sebelum pengujian dimulai, personel juga harus memastikan bahwa semua sambungan uji dipasang dengan benar, katup penutup akhir stabil, pengisian pada tempatnya dan penyegelan, dan lasan telah didinginkan. Personil pengujian harus memakai pelindung mata dan telinga.
Insinyur desain menentukan tekanan maksimum, yang akan digunakan dalam pengujian, dan pipa yang sedang diuji. Panjang tes yang direkomendasikan tidak boleh melebihi 400 kaki. Semua bukaan yang tidak ditutup oleh katup harus ditutup dengan flens buta 150 pon atau tutup lain yang sesuai. Tidak perlu menghubungkan semua saluran pembuangan dan kisi-kisi ventilasi ke pengujian, dan juga tidak membuka semua sektor yang tidak terlibat dalam pengujian ke atmosfer. Manajer proyek menentukan tekanan pembukaan tes, yang biasanya 25 psi, dan ditahan selama minimal 10 menit.
Dalam kondisi produksi tunggal, sambungan las diukur dengan alat ukur universal atau templat standar, contohnya ditunjukkan pada Gambar 2.
Beras. 2 Pengukuran tepi tajam, celah, dan dimensi jahitan dengan template ShS-2
Satu set templat ShS-2 adalah satu set pelat baja dengan ketebalan yang sama, terletak di sumbu di antara dua pipi. Pada masing-masing as, 11 pelat dipasang, yang ditekan di kedua sisi oleh pegas datar. Dua pelat dirancang untuk memeriksa simpul ujung tombak, sisanya - untuk memeriksa lebar dan tinggi jahitan. Dengan templat serbaguna ini, Anda dapat memeriksa sudut kemiringan, celah, dan dimensi las dari sambungan butt, tee, dan fillet.
Kebocoran yang ditemukan selama fase pengujian ini akan menyebabkan pengujian berhenti. Tekanan kemudian akan ditingkatkan sebesar 25 psi pada interval lima menit. Ketika tekanan maksimum tercapai, dipertahankan selama 10 menit. Akhirnya, tekanan dikurangi menjadi 100 psi dan ditahan selama 24 jam. Pada saat ini, tekanan dihilangkan dengan hati-hati di sekitar knalpot, kotoran, dan kebisingan.
Insinyur desain menentukan tempat yang sesuai untuk menyerahkan formulir. Pipa siap digunakan segera setelah pengujian selesai. Dari pipa, katup dan aksesori serta sambungan lainnya. Bahan isolasi termal. Gaya gesekan berurutan dari gerakan pipa Gaya karena ekspansi termal.
Kekencangan wadah dan bejana yang beroperasi di bawah tekanan diperiksa oleh hidrolik dan tes pneumatik. Tes hidrolik dilakukan dengan tekanan, pengisian atau penyiraman. Untuk uji tuang, lasan dikeringkan atau dilap kering dan wadah diisi dengan air sehingga tidak ada uap air yang masuk ke dalam lasan. Setelah mengisi wadah dengan air, semua jahitan diperiksa, tidak adanya jahitan basah akan menunjukkan kekencangannya.
Tes irigasi dikenakan produk besar yang memiliki akses ke jahitan dari kedua sisi. Satu sisi produk dituangkan dengan air dari selang di bawah tekanan dan kekencangan jahitan di sisi lain diperiksa.
Dalam uji tekanan hidrolik, bejana diisi dengan air dan tekanan berlebih, melebihi tekanan operasi sebesar 1,2-2 kali. Dalam keadaan ini, produk disimpan selama 5 hingga 10 menit. Kekencangan diperiksa dengan adanya uap air dalam jumlah besar dan besarnya penurunan tekanan. Semua jenis uji hidraulik dilakukan pada suhu positif.
Bibliografi
1. Volchenko V.N. "Kontrol kualitas pengelasan" - M: Mashinostroenie, 1995
2. Stepanov V.V. Buku Pegangan Tukang Las. Ed. 3 - e.M., "Teknik", 1974
Pengujian pipa pneumatik dilakukan untuk menguji mereka untuk kekuatan dan kepadatan atau hanya untuk kepadatan. Dalam kasus terakhir, pipa harus terlebih dahulu diuji kekuatannya dengan metode hidrolik. Pipa amonia dan freon tidak diuji kekuatannya secara hidraulik.
Pengujian pneumatik seharusnya dilakukan dengan udara atau gas inert, yang mereka gunakan kompresor seluler atau jaringan udara tekan pabrik.
Dalam kasus luar biasa, yang timbul dari persyaratan proyek, diizinkan untuk melakukan uji kekuatan pneumatik pipa dengan penyimpangan dari data yang diberikan dalam tabel. Dalam hal ini, pengujian harus dilakukan secara ketat sesuai dengan instruksi yang dikembangkan secara khusus (untuk setiap kasus) yang memastikan keselamatan kerja yang tepat.
Uji kekuatan pneumatik besi tuang yang ditinggikan, serta pipa faolitik dan kaca dilarang. Dalam kasus instalasi pada pipa baja fitting besi cor (kecuali fitting besi ulet), uji kekuatan pneumatik diperbolehkan pada tekanan tidak melebihi 4 kgf/cm 2, sedangkan semua fitting besi cor harus lulus uji pendahuluan. tes hidrolik kekuatan sesuai dengan GOST.
Tekanan dalam pipa yang diuji harus dinaikkan secara bertahap, memeriksanya ketika mencapai: 0,6 dari tekanan uji untuk pipa dengan tekanan kerja hingga 2 kgf / cm 2; 0,3 dan 0,6 dari tekanan uji untuk pipa dengan tekanan kerja di atas 2 kgf / cm 2.
Saat memeriksa pipa, peningkatan tekanan tidak diperbolehkan. Pemeriksaan akhir dilakukan pada tekanan operasi dan dikombinasikan dengan uji kekencangan pipa. Pada saat yang sama, kekencangan sambungan las, sambungan flensa, dan kelenjar diperiksa dengan melapisinya dengan sabun atau larutan lain.
Mengetuk pipa di bawah tekanan dengan palu tidak diperbolehkan.
Hasil pengujian pneumatik dianggap memuaskan jika selama pengujian kekuatan tidak terjadi penurunan tekanan pada pengukur tekanan dan selama pengujian kekencangan berikutnya, tidak ditemukan kebocoran atau celah pada las, sambungan flensa, dan gland.
Pengangkutan pipa zat beracun yang kuat dan produk lainnya dengan sifat beracun, gas minyak cair, gas yang mudah terbakar dan aktif, serta cairan yang mudah terbakar dan mudah terbakar diangkut pada suhu di atas titik didihnya, mengalami pengujian lebih lanjut untuk kepadatan.
Dalam hal ini, pengujian dilakukan dengan penentuan penurunan tekanan. Pipa toko yang mengangkut produk yang tercantum di atas menjalani uji kepadatan tambahan bersama dengan peralatan yang terhubung dengannya.
Uji densitas dengan penentuan penurunan tekanan hanya dapat dilakukan setelah suhu di dalam pipa menjadi sama, di mana termometer harus dipasang di awal dan akhir bagian uji. Durasi pengujian pipa intershop untuk kepadatan dengan penentuan penurunan tekanan ditetapkan oleh proyek; itu harus setidaknya 12 jam.
Penurunan tekanan dalam pipa selama uji kepadatannya ditentukan oleh rumus:
DYA=10O / Rkon X Rnach
dimana nilai DYa penurunan tekanan, %;
Rcon dan Rnach jumlah tekanan gauge dan barometrik, masing-masing, pada akhir dan awal pengujian, kgf/cm 2 ;
Tcon dan Tnach adalah suhu mutlak udara atau gas, masing-masing, pada akhir dan awal pengujian, derajat.
Tekanan dan suhu udara atau gas dalam pipa ditentukan sebagai rata-rata aritmatika dari pembacaan semua pengukur tekanan dan termometer yang dipasang pada pipa.
Pipa antar bengkel dengan lintasan bersyarat 250 mm diakui telah lulus uji tambahan untuk. kepadatan, jika penurunan tekanan di dalamnya selama 1 jam sebagai persentase dari tekanan uji tidak lebih dari: 0,1 saat mengangkut produk beracun; 0.2 saat mengangkut gas yang mudah meledak, mudah terbakar, mudah terbakar dan aktif (termasuk yang dicairkan).
Saat menguji pipa dengan diameter lain, laju jatuh di dalamnya ditentukan dengan mengalikan angka-angka di atas dengan faktor koreksi.
Selama pengujian pneumatik, baik di dalam maupun di luar ruangan, perlu untuk menetapkan kawasan lindung dan menandainya dengan bendera. Jarak minimum ke segala arah dari pipa yang diuji ke batas zona: dengan peletakan di atas tanah 25 m, dan dengan peletakan bawah tanah 10 m.
Pos kontrol didirikan untuk memantau kawasan lindung. Selama peningkatan tekanan dalam pipa dan ketika menguji kekuatannya, tidak diperbolehkan bagi orang untuk tinggal di kawasan lindung, kecuali untuk orang yang secara khusus ditunjuk untuk tujuan ini dan diinstruksikan. Tindakan dibuat untuk hasil tes pneumatik pipa.
Kami juga merekomendasikan
 Pemikiran produktif dan reproduktif
Pemikiran produktif dan reproduktif
 Egoisme yang masuk akal - apa teori egoisme yang masuk akal?
Egoisme yang masuk akal - apa teori egoisme yang masuk akal?
 Boris Nikolaevich Yeltsin, Presiden pertama Rusia
Boris Nikolaevich Yeltsin, Presiden pertama Rusia
 Perkelahian bawah tanah. Raja bawah tanah. Apa itu "berjuang bukan untuk massa"? Di mana Anda bisa berjuang untuk uang?
Perkelahian bawah tanah. Raja bawah tanah. Apa itu "berjuang bukan untuk massa"? Di mana Anda bisa berjuang untuk uang?
 Yakov Pavlov dan Pahlawan Stalingrad Lainnya yang Perlu Anda Ketahui
Yakov Pavlov dan Pahlawan Stalingrad Lainnya yang Perlu Anda Ketahui
 Selamat dari kecelakaan di laut dalam mimpi - pada kenyataannya mengalami cinta baru
Selamat dari kecelakaan di laut dalam mimpi - pada kenyataannya mengalami cinta baru