Խառատային գիդերի նորոգում կոմպոզիտային նյութերով. Խառատահաստոցների ուղեցույցների վերանորոգում
Քերիչ մեքենաների ուղեցույցները ամենաշատերից մեկն է արդյունավետ ուղիներերկրաչափական և տեխնիկական պարամետրերայս շրջադարձային միավորը և այլ միավորներ: Այն օգտագործվում է շատ հաճախ և ցույց է տալիս վերանորոգման աշխատանքների գերազանց արդյունքներ։
1 Ուղղորդող մահճակալներ քերելու համար. ե՞րբ է դա արվում:
Ցանկացած մասնագետ գիտի, որ օգտագործվող մեքենաների վերանորոգումը տարբեր ձեռնարկություններ, ըստ կանխորոշվածի օրացուցային պլանհամարվում է շատ կարևոր ընթացակարգ: Պլանային վերանորոգման ընթացքում վերականգնվում են մշակման ագրեգատների տարբեր մեխանիզմներ, այդ թվում՝ ուղեցույցներ։
Բացի այդ, ռելսերը կարող են վերականգնվել ժամանակացույցից դուրս, եթե դրանք անհապաղ վերանորոգման կարիք ունեն: Նրանց մաշվածության արժեքը որոշվում է հատուկ մեթոդով, որը մենք նկարագրելու ենք։ Ուղեցույցների վիճակի ստուգումն իրականացվում է զոնդերի և հսկիչ քանոնի միջոցով: Վերջինիս երկարությունը միշտ ընտրվում է այնպես, որ այն լինի ստուգվող մակերեսի երկարության առնվազն 2/3-ը։
Մաշվածության քանակի որոշման սխեման հետևյալն է.
- Մեզ հետաքրքրող հանգույցի մակերեսը մաքրվում է, որպեսզի դրանից հեռացվեն լուրջ քերծվածքներն ու ծակերը.
- քանոնը տեղադրվում է ուղեցույցի վրա, և դրանց միջև եղած բացը չափվում է զոնդերի միջոցով (չափումները կատարվում են յուրաքանչյուր 30-50 սանտիմետրը մեքենայի տարրի ողջ երկարությամբ):
Այն վայրը, որտեղ բացը առավելագույնն է, որոշվում է որպես այն տարածքը, որտեղ կա ուղեցույցի ուղիղության առավելագույն փոփոխություն (այսինքն, դրա վրա ակնհայտ մաշվածություն կա): Հաջորդը կատարվում է թեստի հաջորդ քայլը, որը հնարավորություն է տալիս հաստատել ուղեցույցի հարթությունը։ Դա արվում է այսպես.
- նույն երկրաչափական պարամետրերի սալիկների վրա դրվում է քանոն.
- օգտագործելով զոնդերը՝ միջև հեռավորությունը որոշելու համար չափիչ գործիքև ուսումնասիրվող մակերեսը։
Նմանատիպ վիրահատություն կատարվում է երկարությամբ 2-3 կետով, այն էլ՝ տարբեր ուղղություններով։ Փորձառու մասնագետներն էլ ավելի են հեշտացնում ստուգումը:Նրանք վերցնում են շատ բարակ թղթի փոքր թիթեղներ (օրինակ՝ ծխախոտի թուղթ, որի հաստությունը չի գերազանցում 0,02 միլիմետրը), մի քանի հատվածներում գցում են ուղեցույցների վրա, իսկ հետո քանոնով սեղմում են ներքև։

Այնուհետև, չափիչ սարքի տակից այս տերևները մեկ առ մեկ դուրս են քաշվում։ Երբ մասի ուղիղությունը կոտրված չէ, կարելի է միայն թղթի կտորների ծայրերը կտրել, բայց դուրս չքաշել։ Հորիզոնական ուղեցույցների վիճակը ստուգվում է մակարդակի և կամրջի միջոցով.
- դրանք տեղադրվում են շրջանակի այն մասի վրա, որը տեսողականորեն թվում է, թե որքան հնարավոր է մաշված է (նման հատվածում մակարդակի փուչիկը կշեղվի տարբեր ուղղություններով մոտավորապես նույն հեռավորությունների վրա);
- չափիչ գործիքները տեղափոխել հարակից գոտի, որտեղ նշվում է փուչիկի շեղումը, ընթերցումը մուտքագրելով գրաֆիկ-աղյուսակ.
- այնուհետև կամուրջը տեղափոխեք ավելի և նորից գրանցեք արդյունքը:
Աղյուսակի հիման վրա հետագայում հեշտ է որոշել, թե կոնկրետ որտեղ է տեղի ունեցել մաշվածությունը:
2 Ինչպես են քերվում մեքենայի ուղեցույցները - ընդհանուր դրույթներ
Մահճակալը դրված է կոշտ շերտի վրա հատակներկամ հատուկ տակդիրի վրա, որից հետո այն ուսումնասիրվում է ըստ մակարդակի երկայնական ուղղությամբ (կատարվում է վերը նկարագրված ստուգումը), այնուհետև՝ լայնակի ուղղությամբ։ Օգտագործելով սեպ կամ կոշիկներ, հնարավորինս ճշգրիտ կարգավորեք մահճակալի գտնվելու վայրը:
Այն կարող է տեղադրվել նաև պտուտակների վրա: Այս դեպքում մահճակալի դիրքի կարգավորումը շատ պարզ կլինի, պարզապես անհրաժեշտ է այն իջեցնել կամ բարձրացնել՝ պտուտակները պտուտակելով կամ հանելով։ Շրջանակին ճիշտ դիրք տալու գործողությունը շարունակվում է այնքան ժամանակ, մինչև մակարդակի պղպջակը ամրագրվի զրոյական նիշի վրա։

Հավասարեցումն ավարտելուց հետո դրանք որոշվում են բազային մակերեսի հետ։ Այն կծառայի որպես ուղեցույց՝ վերականգնված ուղեցույցների զուգահեռությանը հետևելու համար։ Եթե մենք խոսում ենք o, հիմնականները առավել հաճախ ընտրվում են այն ուղեցույցների կողմից, որոնք անցնում են գլխի տակ (հետևի): Պրակտիկան ցույց է տալիս, որ հենց նրանք են ամենաքիչը մաշվում սարքավորումների շահագործման ընթացքում։ Որպես հիմնական ընտրված ուղեցույցները ցանկալի է նախապես քերել։ Սա կհեռացնի աննշան մաշվածությունը:
Դրանից հետո կարելի է սկսել քերել մահճակալը՝ անընդհատ ստուգելով մշակման ենթակա մակերեսների զուգահեռությունը։ Վերականգնված տարրի կորությունը (պարույրը) ստուգելու համար որոշ դեպքերում օգտագործվում է ցուցիչ։ Բայց դրա օգտագործումը ներկայումս ճանաչվում է որպես անվստահելի՝ հիմքի ուղեցույցների հորիզոնականից շեղման (մինչև 0,01 մմ) պատճառով։ Նման շեղումը թույլ կտա զգալի հաշվարկային սխալ, որը կլինի որքան բարձր, այնքան մեծ կլինի թեստային ցուցիչի կրիչի երկարացումը:

Մենք նշում ենք այն փաստը, որ հաճախ խախտվում է գլխի տակ գտնվող ուղեցույցների զուգահեռությունը հոսող գլանափաթեթի և պտուտակի, ինչպես նաև սնուցման տուփի ամրացման հարթությունների հետ կապված: Զուգահեռությունից շեղումները դառնում են ավելի մեծ, քանի որ մեծ քանակությամբմիավորը ենթարկվել է պլանային վերանորոգման։ Ամեն անգամ վերանորոգողները պետք է զգալի ժամանակ ծախսեն սարքավորումները հավաքելիս, քանի որ նշված գլանափաթեթը, պտուտակն ու կերակրման տուփը տեղում տեղադրելու գործընթացը իսկապես ժամանակատար և բարդ է:
Բոլոր մակերեսների պատրաստումն ավարտելուց հետո նրանք սկսում են քերել ուղեցույցները: Պրոցեդուրայի ընթացքում մշտապես վերահսկվում է դրանց պարուրաձև ոլորումը և զուգահեռությունը։
- Սեղմող ձողերի տակ և անմիջապես կառքի տակ: Ավելի քան 15 մկմ երկարությամբ զուգահեռականությունից շեղում չի թույլատրվում:
- Աջակցություն (լայնակի): Ուղղակիության համար սխալը հնարավոր է մինչև 10 մկմ, զուգահեռության համար՝ մինչև 15 մկմ (ցուցանիշները վերահսկվում են տրամաչափման կամրջով և տրամաչափման ափսեով):
- Վագոններ (փոխադարձ ուղեցույցներ). Աշխատանքի ընթացքում համոզվեք, որ պտուտակի առանցքի և ուղեցույցների միջև զուգահեռության տարբերությունը չի գերազանցում 35 միկրոնը՝ օգտագործելով եռանկյուն քանոն:
- Վագոններ (երկայնական ուղեցույցներ). Եթե միավորի այս տարրերը բավականաչափ մաշված են, ապա դրանք վերականգնելու համար անհրաժեշտ է օգտագործել հակաշփման միացություններ: Աշխատանքի նկարագրված փուլում կարևոր է հասնել լիսեռի (վազքի) և դրա նստատեղի համակցվածության, դարակաշարի և պինոնի հետ երկայնական ուղղությամբ ճամփորդական ռելսի միացման հուսալիությանը, լիսեռի ուղղահայացությանը: առանցքը և տրամաչափի շարժումը լայնակի ուղղությամբ:
Հետագայում վերականգնումն իրականացվում է պոչամբարի ուղեցույցների հակաշփման բաղադրությամբ։ Այս ընթացակարգերի նպատակն է հասնել.
- Շրջանակի ուղեցույցների և կափարիչի առանցքի զուգահեռությունը (20 սմ երկարության վրա հնարավոր է մինչև 30 մկմ սխալ);
- Գլխի և լիսեռի անցքի համակցվածությունը (հորիզոնական հարթությունում 30 սմ երկարությամբ թույլատրելի շեղումները 10 մկմ են, ուղղահայաց հարթությունում՝ 30 միկրոն):

Հաստոցային գործիքի մահճակալը, խառատահաստոցը կամ այլը, հիմնական հիմքն է, որի վրա տեղակայված և ամրացված են գրեթե բոլոր բաղադրիչներն ու մասերը, և բոլոր շարժվող մեխանիզմներն ու մասերը շարժվում են մահճակալի համեմատ: Այս հոդվածը մանրամասն կներկայացնի բոլորը կարևոր կետերկապված մահճակալի ճշգրտության, ստուգման և վերականգնման հետ խառատահաստոցքերելու օգնությամբ կդիտարկվեն նաև այս և այլ նրբերանգների համար նախատեսված սարքեր։
Ցանկացած հաստոցների մահճակալը պետք է ունենա բավականաչափ բարձր կոշտություն, ապահովի, որ մեքենան երկար ժամանակ պահպանի պահանջվող ճշգրտությունը և միևնույն ժամանակ թույլ տա, որ չիպսերը հեշտությամբ հեռացվեն կտրման գոտուց: Ավելին, բավարար կոշտությամբ և ճշգրտությամբ, շրջանակի չափերն ու քաշը պետք է լինեն նվազագույն: Իհարկե, մահճակալների դիզայնը և ձևը տարբեր են, և դրանք որոշվում են մեքենայի նպատակներով և չափերով:
Միջին չափի խառատահաստոցի մահճակալը ձուլված է մարմնի խոռոչի մասի տեսքով (տես նկար 1), իսկ հաստոցի մահճակալն ավելի կոշտ դարձնելու համար փոքր քաշով (և չիպը հեռացնելու հնարավորությամբ)՝ երկայնական կողիկներ։ մահճակալի միացված են անկյունագծով (նկ. 1բ) կամ զուգահեռ (նկ. 1 ա) միջնորմները, որոնք միաձուլված են շրջանակի հետ:
Դե, մահճակալի երկայնական կողերի վրա կան ուղեցույցներ, որոնք նախատեսված են մեքենայի հենարանի և պոչամբարի երկայնական շարժման համար։ Մահճակալի ուղեցույցների չափերը և ձևը տարբեր են, օրինակ՝ միջին չափի մեքենաների մեծ մասում, դրանք սովորաբար կազմում են հարթ և եռանկյուն ուղեցույցների համադրություն, արտաքին ուղեցույցներով օգտագործվում են տրամաչափը տեղադրելու և տեղափոխելու համար, իսկ ներքին ուղեցույցները ծառայում են տեղադրմանը: , շարժեք և ամրացրեք պոչամբարը:
Ինչպես ասացի, մետաղահատ մեքենաների մահճակալները (ինչպես նաև մուրճերի և գոլորշու շարժիչներ) սովորաբար ունենում են հարթ, եռանկյունաձև (V-աձև) ուղեցույցներ, ինչպես նաև պրիզմատիկ։ Իսկ մետաղահատ մեքենաների տրամաչափերի ու սեղանների, տարբեր սլայդերների և այլնի վրա աղավնու պոչի տեսքով ուղեցույցներ են պատրաստվում։
Ցանկացած մեքենայի ճշգրտությունը, իհարկե, կախված է արտադրության ճշգրտությունից և մահճակալի ուղեցույցների և այլ զուգակցող մասերի վիճակից, այնպես որ մեքենայի ուղեցույցները մանրակրկիտ մշակվում են (լավ կամ վերականգնվում են, եթե մեքենան մաշված է, և ինչպես և ինչպես ինչ օգնություն է դա արվում, ես մանրամասն կգրեմ ստորև):
Որպես կանոն, հաստոցային մահճակալները ձուլվում են մոխրագույն չուգունից (դրա թիվը ըստ ԳՕՍՏ 1412-70-ի): Ամենից հաճախ սովետական փոքր և միջին հաստոցների մահճակալները ձուլվում էին SCH21-41 մոխրագույն թուջից, իսկ ավելի ծանր մեքենաների մահճակալները ձուլվում էին SCh32-52 մոխրագույն թուջից։
Նշենք, որ թուջե մահճակալներն ունեն մեքենայի ցածր ինքնարժեք, ունեն ավելի մեծ թրթռումային դիմադրություն, բացի այդ՝ ավելի հեշտ են մշակվում և վերականգնվում)։ Բայց թուջե մահճակալների հիմնական թերությունն այն է, որ դրանց ուղեցույցները կարճատև են, քանի որ դրանք արագ մաշվում են, իսկ թուջե մահճակալի քաշը բավականին մեծ է (չնայած շատ մեքենաների համար մեծ քաշը ավելի շատ առավելություն է, քան մինուս):
Եվ, հետևաբար, վերը նկարագրված թերություններից խուսափելու համար նրանք ավելի ու ավելի հաճախ սկսում են պողպատից եռակցված մահճակալներ պատրաստել, ինչը, բնականաբար, ավելի մաշվածության դիմացկուն է, քան չուգունը: Իսկ որոշ հազվագյուտ ծանր և ծավալային մեքենաների համար մահճակալները պատրաստված են երկաթբետոնից:
Բայց, այնուամենայնիվ, թուջե մահճակալները ամենատարածվածն են և ունեն իրենց առավելությունները: Բացի այդ, զգույշ խնամքով (ժամանակին քսում և չիպսերի հեռացում) թուջե մահճակալները բավականին դիմացկուն են, բացի այդ, գրեթե միշտ հնարավոր է վերականգնել մաշված մահճակալը, ընդ որում, ձեր սեփական ձեռքերով, առանց թանկարժեք երկայնական հարթիչներ ունենալու: կամ սրճաղացներ, բայց ինչպես դա անել ինչի օգնությամբ, ես մանրամասն կներկայացնեմ ստորև:
Մահճակալի (և այլ հավաքույթների) հավաքումը դրա երկայնքով շարժվող մասերի հետ աստիճանաբար հանգում է ուղեցույցների ավարտին և այս մասերի զուգավորմանը: Մեքենաշինության մեջ աստիճանաբար շարժվող զուգավորվող մասերի մակերեսները ավարտվում են քերիչով, լայն կտրիչներով նուրբ հարթեցմամբ, ինչպես նաև հղկման և փաթաթման միջոցով:
Բայց չնայած այն հանգամանքին, որ քերելը բավականին ժամանակատար գործողություն է (և հնարավորության դեպքում այն փոխարինվում է մանրացնելով), այն օգտագործվում է մահճակալի ուղեցույցները վերականգնելու համար (և ոչ միայն): Ի վերջո, ոչ բոլորն ունեն հղկող մեքենա: Իսկ մեքենայական մահճակալը քերիչով վերականգնելու համար պարզապես պետք է գնել քերիչ և մի քանի այլ գործիք ու հարմարանք (որոնք, ի դեպ, կարող եք ինքներդ պատրաստել, բայց ստորև գրված կլինի) և համբերատար եղեք։
Ես արդեն մանրամասն գրել եմ քերիչների (ինչ են դրանք) և քերելու մասին, և այնտեղ նկարագրված են նաև բուն քերիչ գործընթացի հիմունքները, որակի վերահսկումը և այլն: կարևոր նրբերանգներ. Հետևաբար, ով որոշել է գրագետ կերպով վերականգնել իր մեքենայի մահճակալը ինքնուրույն, խորհուրդ է տրվում նախ կարդալ քերման գործընթացի մասին առաջին հոդվածը՝ կտտացնելով վերևի հղմանը, այնուհետև կարդալ այն, ինչ նկարագրված եմ իմ կողմից ստորև:
Խառատահաստոց մահճակալի քերում, ինչպես նաև դրա հետ զուգակցվող թարգմանաբար շարժվող մասերը։
Ստորև կնկարագրեմ մահճակալի քերծվածքը և խառատահաստոցի աստիճանաբար շարժվող մասերը, որն ունի մահճակալի ուղեցույցի երկարությունը 3 մ-ից ավելի:
Եվ այսպես, նախքան աշխատանքը սկսելը, սկսնակների համար պետք է հիշել, որ Նկար 2-ում ներկայացված ինքնաթիռները պետք է համապատասխանեն որոշակի պահանջների, որոնք ես կթվարկեմ ստորև.
- Ուղղորդող մահճակալները պետք է ուղիղ լինեն երկայնական ուղղությամբ 0,02 մմ-ի սահմաններում 1 մետր (1000 մմ) երկարությամբ.
- իսկ ուղեցույցների ոչ զուգահեռությունը իրենց ողջ երկարությամբ չպետք է գերազանցի նույն 0,02 մմ;
- Բացի այդ, հաստոցային մահճակալը չպետք է լինի պտուտակաձև կորի ամբողջ երկարությամբ, թույլատրվում է միայն 0,03 մմ շեղում (որքան փոքր է, այնքան լավ) 1 մետր երկարությամբ (1000 մմ);
- տրամաչափի (ներքևի) մասերը, որոնք զուգակցվում են շրջանակի հետ, պետք է սերտորեն հարմարվեն շրջանակի ուղեցույցներին, կամ թույլատրվում է դրա և ուղեցույցի միջև 0,04 մմ-ից ոչ ավելի հաստությամբ զոնդ դնել՝ երկարությամբ: ոչ ավելի, քան 25 մմ;
- տրամաչափի ստորին մասի լայնակի ուղեցույցները պետք է լինեն միմյանց զուգահեռ և ճիշտ ուղղահայաց շրջանակի ուղեցույցներին, մինչդեռ զուգահեռությունից և ուղղահայացությունից շեղումների հանդուրժողականությունը 0,02 մմ-ից ոչ ավելի է, կրկին 1000 մմ երկարությամբ.
- իսկ ուղեցույցները քերելու ճշգրտությունը պետք է այնպես լինի, որ ներկը ստուգելիս 25x25 մմ չափսերով շրջանակից քառակուսիում 12-15 բծեր ստանաք (Ես արդեն մանրամասն գրել եմ որակի հսկողության մասին քերիչների և քերելու մասին հոդվածում): - հղում վերը նշված հոդվածին);
Մեքենայի մահճակալը քերելու գործընթացը.
Նախքան քերելը, շրջանակը պետք է տեղադրվի զանգվածային հիմքի վրա, այնուհետև, օգտագործելով ձող (կամ շրջանակ) մակարդակ, հարթեցրեք շրջանակը երկայնական և լայնակի ուղղություններով: Մենք սկսում ենք քերել հետ բազային մակերեսներ.
Մեքենայի մահճակալ տրամաչափով. 1 - հարթություն գործիքակալի համար, 2 - խաչաձև սլայդ, 3 - խաչաձև սլայդ ուղեցույց, 4 և 13 - մահճակալի հետ զուգակցվող հենարանային մակերևույթներ, 7,8,9 - ուղեցույցներ պոչի ներբանի համար, 5 ,10 և 12 - վերին ուղեցույցներ տրամաչափի համար, 6 և 11 - ստորին ուղեցույցներ տրամաչափի սեղմիչ ձողերի համար, 14 - խաչաձև սահիկի սեպ, 15 - 18 - տրամաչափի լայնակի ուղեցույցներ:
Եվ մահճակալի հիմքի մակերեսները ընտրված են այնպես, որ մնացած բոլոր ուղեցույցները կարողանան կտրվել դրանց համեմատ, և մեքենայի հենարանը կարող է տեղադրվել և կարգավորվել, հարթություններ 6, 8, 12 - տես Նկար 2:
Քերելու համար նախատեսված ինքնաթիռները (այսինքն՝ հաստոցային մահճակալի ուղեցույցները) ներկի համար ստուգվում են հատուկ քանոնով (օրինակ՝ ShD-630 - ԳՕՍՏ 8026) կամ հատուկ թիթեղով 3 (տե՛ս ստորև նկար 3), որում ուղեցույցների վրա կիրառվող աշխատանքային մակերեսի պրոֆիլը համապատասխանում է մահճակալի ուղեցույցների պրոֆիլին, որը պետք է վերականգնվի քերման միջոցով (ով ափսե չունի, կարող եք նաև օգտագործել մեքենայի հենարանը, բայց իհարկե այն կարող է մաշվել, ուստի նախընտրելի է օգտագործել ափսեը):
Թիթեղ 3-ի վերևում կա հատուկ հարթ կառավարման հարթակ, որը զուգահեռ է ստորին մակերեսներին և որի վրա տեղադրված է բար կամ շրջանակի մակարդակ:
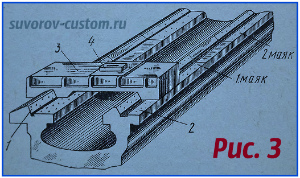
Դակիչ փարոսներ մեքենայի մահճակալի ուղեցույցների վրա.
1 և 2 - ուղեցույց վագոններ, 3 - քերող ափսե, 4 - մակարդակ:
Եռանկյուն (պրիզմատիկ) և հարթ ուղեցույցները սկզբում կոպտորեն քերվում են քանոնի երկայնքով, այնուհետև այսպես կոչված փարոսները կիրառվում են կոպիտ մաքրված հարթությունների վրա:
Փարոսների կիրառման էությունն այն է, որ ուղեցույցի մակերեսին միայն փոքր հողամաս, որը մի փոքր ավելի երկար է, քան բուն ափսեի երկարությունը։ Եվ դուք պետք է քերեք այնքան ժամանակ, մինչև ուղեցույցների հարթությունները սկսեն հավասարապես ներկվել ներկի համար ափսեով ստուգելիս (ես մանրամասն գրել եմ ներկի ստուգման մասին քերիչների և քերելու մասին հոդվածում - վերևի հղումը):
Դե, տեղադրված է վերին հարթակսալերի մակարդակը չպետք է ցույց տա հորիզոնական հարթությունից շեղումներ՝ լայնակի կամ երկայնական ուղղություններով: Փարոսները կիրառվում են ուղեցույցների երկու ծայրերում, բայց եթե քերումը կատարվում է քանոնի և մակարդակի երկայնքով, ապա մեքենայի մահճակալի մնացած մասի վրա փարոսները պետք է կիրառվեն միմյանցից այնպիսի հեռավորության վրա, որ հսկիչ քանոնը համընկնի դրանց երկարությամբ: Եվ որքան ավելի մոտ են փարոսները միմյանց նկատմամբ, այնքան ավելի ճշգրիտ կլինի ուղեցույցների քերծվածքը:
Միջին փարոսները կիրառվում են այնպես, ինչպես ծայրահեղները, բայց քանի որ դրանք խորանում են, փարոսների քերծվածքն ինքնին անընդհատ վերահսկվում է քանոնով, ափսեով կամ «ինքնաթիռով» (կամուրջ - դրա մասին ավելին ստորև) մակարդակով: դրված նրանց վրա:
Կատարելով փարոսներից յուրաքանչյուրը (հաջորդին իր հսկողությամբ) մենք աստիճանաբար բոլոր փարոսները բերում ենք նույն մակարդակի և վերջում նրանք բոլորը կտեղակայվեն նույն ուղիղ գծի վրա։ Պետք է նշել, որ բոլոր փարոսները պետք է տեղադրվեն և կատարվեն շատ զգույշ, քանի որ հետագայում դրանք հիմք կհանդիսանան դրանց միջև ընկած հատվածների (փարոսների) ձևավորման համար:
Փարոսների միջև ընկած հատվածները մենք քերում ենք քանոնի երկայնքով սովորական ձևով, բայց փարոսների վրա ներկված հատվածները (բծերը) չեն քերվում։ Դե, մենք քերում ենք փարոսների միջև ընկած հատվածները, մինչև որ փարոսների միջև և փարոսների վրա մակերեսը ծածկվի հավասարաչափ բծերով, բայց ավելի փոքր քանակությամբ, քան անհրաժեշտ է ուղեցույցների վերջնական քերած մակերեսին:
Փարոսների միջև ընկած հատվածները քերելուց հետո դուք պետք է ստուգեք ուղեցույցի ամբողջ մակերեսը ուղիղության համար, անհրաժեշտության դեպքում շտկեք անճշտությունները, այնուհետև կարող եք անցնել վերջնական հարդարման քերծվածքին: Վերջնական քերումը փայլով ենք կատարում ափսեի վրա (փայլով ստուգելու մասին գրել էի քերելու մասին առաջին հոդվածում - վերևի հղումը) կամ տրամաչափի վրա փայլով, և նրանք ղեկավարում են ուղեցույցների ամբողջ մակերեսը ըստ քանոնի և մակարդակի։
Հիմնական հիմքը քերելուց հետո (ուղեցույցներ տրամաչափի համար), նրանք հետագայում քերում են պոչամբարի ուղեցույցների հարթությունները - այս հարթությունները 5.7 և 10 ներկայացված են Նկար 2-ում:
Մեքենայի մահճակալի ուղեցույցների հարթությունները, որոնք ներկայացված են նկարում 5 և 10 համարներում, քերվում են փարոսների երկայնքով և ստուգվում են ափսեի միջոցով, ինչպես նկարագրված է վերևում: Դե, մենք ստուգում ենք ինքնաթիռի 10-ի և պոչամբարի պրիզմատիկ ուղեցույցի զուգահեռությունը ցուցիչի օգնությամբ, որը տեղադրված է ափսեի վրա (ես կխոսեմ հատուկ կամուրջ սարքի մասին, կամ ինչպես կոչվում է նաև «ինքնաթիռ» , ավելի մանրամասն՝ քիչ ուշ)։
Կալիպերի քերում.
Ընդհանուր առմամբ, այս հոդվածը հաստոցային մահճակալի և դրա վերականգնման մասին է, բայց մահճակալի հետ կապված են նաև մեքենայի այլ մասեր, որոնք նույնպես մաշվում են և պետք է վերականգնվեն, և իհարկե անիմաստ է վերականգնել միայն մահճակալը։ Հետևաբար, տրամաչափի քերծվածքը կնկարագրվի ստորև:
Խառատային տրամաչափի ստորին հատվածը քերելը պետք է սկսվի ստորին սահող ուղեցույցի մակերեսների տեղադրմամբ, որոնք զուգակցվում են (շփում) մահճակալի ուղեցույցների հետ: Այս հարթությունները ներկայացված են Նկար 2-ում 4-րդ և 13-րդ համարներում: Եվ քանի որ այս հարթությունների երկարությունը շատ փոքր է, դրանք քերվում և ստուգվում են քանոնի և մեքենայի մահճակալի վրա (կամ հատուկ ափսեի վրա, որն ունի աշխատանքային մակերեսի պրոֆիլը: մահճակալի ուղեցույցները, այսինքն՝ մահճակալի մոդելը): Կլիպերի ստորին մասի ստորին սահող մակերեսները վերջապես քերվում են մահճակալի ուղեցույցների երկայնքով:
Եվ երբ ավարտվի ստորին ուղեցույցների և տրամաչափի ստորին հատվածի քերումը, ապա կարող եք սկսել քերել տրամաչափի լայնակի ուղեցույցները, որոնց պրոֆիլը պատրաստված է աղավնու պոչի տեսքով. սրանք 16 համարով մակերևույթներն են. 17,18 ցույց է տրված Նկար 2-ում: Այս մակերեսները (հարթությունները) օգտագործվում են տրամաչափի խաչաձեւ սլայդը տեղափոխելու համար:
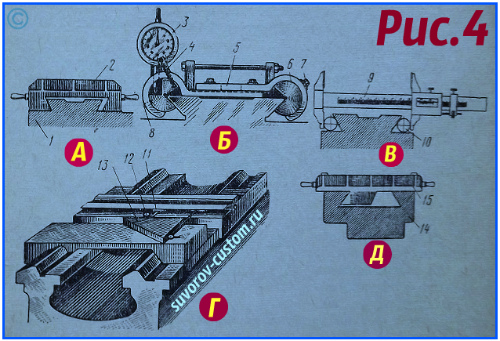
Տրամաչափը քերելը և ստորին տրամաչափի ուղեցույցների ուղիղության ստուգումը. A - քերիչ ափսեով քերելը, B - տրամաչափի ուղեցույցների ստուգումը ցուցիչով սահիչով, C - տրամաչափի ուղեցույցների ստուգումը գլանափաթեթներով, D - ուղեցույցների ստուգումը ցուցիչով: ցուցիչով և հսկիչ քառակուսի սահիչ, D - ուղեցույցների թեքված մակերեսը քերիչ ափսեով քերել:
Սկզբից մենք կոպտորեն քերում ենք բոլոր զուգավորվող մակերեսները անկյունային քանոնի երկայնքով, այնուհետև տրամաչափի 1-ի ստորին հատվածը դնում ենք մահճակալի վրա (տես նկար 4ա) և հատուկ քերող թիթեղ 2-ի օգնությամբ քերում ենք լայնակի ուղեցույցները, որոնք զուգավորվում է մեքենայի տրամաչափի խաչաձև սնուցման սլայդով (եթե հատուկ թիթեղ չկա, ապա մենք այն ձեռքով քերում ենք քերիչով՝ ներկի համար անկյունային քանոնով անընդհատ ստուգումով):
Երբ հասնենք բծերի միատեսակ դասավորությանը, ապա կարող ենք քերել աղավնու պոչի երկրորդ անկյունային (թեքված) հարթությունը։ Աշխատանքի ընթացքում անհրաժեշտ է պարբերաբար ստուգել ինքնաթիռները՝ օգտագործելով հատուկ սարք (սողուն), որը ներկայացված է Նկար 4բ-ում, որի վրա ամրագրված է 3-ժամյա ցուցիչ։ Այս սարքում տեղադրված են բալոններ 6, որոնք սեղմված են պտուտակներով 7 և պտուտակներ 8: Սարքի 6-րդ բալոններն ունեն ճշգրիտ պրոֆիլ: dihedral անկյունաղավնի պոչը պետք է սերտորեն սեղմվի ստուգման ենթակա հարթությունների վրա, այնուհետև վերևում ամրացված ցուցիչի քիթը հենվի հսկիչ քառակուսի 13 դարակին (տես Նկար 4դ):
Քառակուսի 13-ը պետք է տեղադրվի հատուկ տակդիրի վրա (հնարավոր է պոչամբարի ներքևի ափսեի վրա), այնուհետև տեղադրում ենք քառակուսի կողմերից մեկը հաստոցային մահճակալի ուղեցույցներին ճիշտ զուգահեռ։ Եվ հիմա, երբ սարքը (սահիկ 11) շարժվում է թեք աղավնու պոչի ուղեցույցի ամբողջ երկարությամբ, ցուցիչի քիթ 12-ը կսահի եռանկյունու կողքով և ցույց կտա այս մակերեսի շեղումը ուղղահայացությունից: Եթե ստուգման ընթացքում թույլատրելիության սահմաններում տեսանելի են բավարար արդյունքներ (հանդուրժողականությունները վերևում գրել եմ), ապա կարելի է վերջնական (ավարտական) քերել։
Ով նման սարք չունի, ապա ինքնաթիռների զուգահեռությունը ստուգելու համար կարող եք օգտագործել Նկար 4c-ում ներկայացված երկու նույնական գլանափաթեթներ (օրինակ՝ համապատասխան տրամագծի առանցքակալից գլանափաթեթներ) և տրամաչափ 9 (ցանկալի է միկրոմետր):
Վերջնական քերծվածք.
Մենք վերջնական քերել ենք ուղղորդող ինքնաթիռների երկայնքով խաչաձեւ տրամաչափ. Իսկ երբ ավարտվի տրամաչափի լայնակի ուղեցույցների երեք հարթությունների կարգավորումը (մեկը թեքված և երկու հարթ), ապա սեպը 14 պետք է քերել (նկ. 2):
Միաժամանակ ներկ ենք քսում (օրինակ՝ պրուսական կապույտ) սահնակի այն մակերևույթներին, որոնք զուգավորվում են (շփվում) սեպով, այնուհետև դնում ենք խաչաձև սահնակի ուղեցույցների վրա և փոքր մուրճով թեթև հարվածներ ենք հասցնում։ սեպը և տեղադրեք այն տրամաչափի և սահնակի ուղեցույցների հարթությունների միջև:
Այժմ դուք պետք է խաչաձև սլայդը մի քանի անգամ ետ և առաջ շարժեք (սեպի հետ միասին), այնուհետև զգուշորեն հանեք սեպը: Մնում է ներկի հետքերը (նկատի ունի ուռուցիկները) հետևելով սեպի մակերեսից քերիչով հեռացնել, այսինքն՝ քերել։
Եթե պատրաստվում է նոր սեպ, ապա վերջնական քերումից հետո կտրում ենք սեպից ավելցուկը (երկարությամբ) և մանրացնում ենք սեպը կարգավորող պտուտակի կտրվածքը։
Մեքենայի մահճակալի զուգահեռության, ուղիղության և ուղղաձիգության ստուգում:
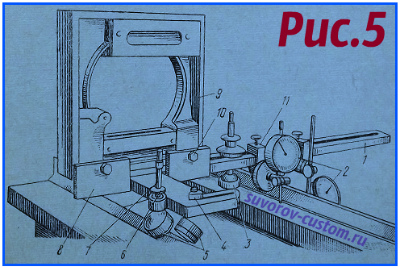
Ստուգման համար օգտագործվում են տարբեր սարքեր: Ամենատարածված սարքը, որը կոչվում է կամուրջ (հանրաճանաչ «ինքնաթիռ») ներկայացված է Նկար 5-ում: Այն ունի հիմք 1՝ պատրաստված մետաղական թիթեղից, առնվազն 10 մմ հաստությամբ, որն ունի T-աձև (երբեմն՝ H-աձև) և չորս աջակցություն 5, և լրացուցիչ աջակցություն 3:
Նկարի 5-րդ համարի հենարանները կարող են շարժվել ուղղահայաց հարթության վրա 7-րդ պտուտակների երկայնքով և սեղմել դրանք ընկույզներով 6: Մնացած երկու հենարանները կարող են շարժվել հորիզոնական հարթության վրա (երկայնական ակոսների երկայնքով), լավ, դրանք ամրացված են: մեջ ցանկալի դիրքօգտագործելով ընկույզներ 4. Դե, հենարանները 5 կարող են հեռանալ և շարժվել՝ կախված շրջանակի ուղեցույցների լայնությունից և նրանց միջև եղած հեռավորությունից: Իսկ հենարանը 3-ն ի վիճակի է շարժվել հորիզոնական և ուղղահայաց հարթություններում:
Կա նաև բլոկ 8, որը պտուտակներով կոշտ ամրացված է բազային 1-ին (դրանք պատկերված չեն նկարում), իսկ 8-րդ բլոկին կցվում է շրջանակի մակարդակ 9՝ օգտագործելով պտուտակներ 10: Ամրագրվող մակարդակը պետք է լինի հիմնական ամպուլայի բաժանման արժեքը 0,02 (լավ, կամ 0,05) 1000 մմ-ի համար: Սարքն ունի նաև հատուկ կռվան ագրեգատներ 11, որոնց մեջ ամրացված են երկու 2: Ցուցանիշ 2-ի դիրքը միշտ կարելի է կարգավորել, իսկ դրանք ամրացնող սեղմիչները կարող են ամրագրվել հիմքի վրա տարբեր տեղերում (կախված մեքենայի չափսից: մահճակալ):
Նկար 6-ը ցույց է տալիս ուղեցույցների ստուգման օրինակներ՝ օգտագործելով հատուկ սարք՝ կամուրջ (ինքնաթիռի մարդկանց մեջ): Նկար 6ա-ում ներկայացված է եռանկյունաձև (տրապեզոիդ, պրիզմատիկ) պրոֆիլ ունեցող ուղեցույցների ստուգումը: Նման պրոֆիլով ուղեցույցները սովորաբար պատրաստվում են պտուտահաստոց խառատահաստոցների մահճակալներում:
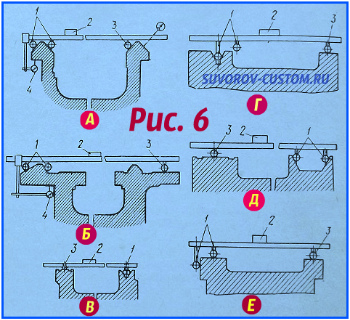 Ինչպես երևում է Նկար 6ա-ում, ամրացման չորս հենարաններ (նկարում տեսանելի են միայն 2 հենարաններ) տեղադրված են շրջանակի ձախ պրիզմատիկ ուղեցույցի վրա, իսկ մեկ հենարան 3 հենված է աջ ուղեցույցի կողմերից մեկին։ շրջանակը. Հենարանները պատրաստվում են գլանափաթեթների տեսքով - հաճախ ներս տնական սարքերԱյս տեսակի առանցքակալները օգտագործում են համապատասխան չափի առանցքակալներ, բայց դեռ պետք է հաշվի առնել, որ առանցքակալները ունեն ցեղերի միջև բացեր: Հետևաբար, շատ ավելի ճշգրիտ կլինի գլանների (առանցքակալների) փոխարեն կոշտ հենարաններ (սահիկներ) տեղադրել:
Ինչպես երևում է Նկար 6ա-ում, ամրացման չորս հենարաններ (նկարում տեսանելի են միայն 2 հենարաններ) տեղադրված են շրջանակի ձախ պրիզմատիկ ուղեցույցի վրա, իսկ մեկ հենարան 3 հենված է աջ ուղեցույցի կողմերից մեկին։ շրջանակը. Հենարանները պատրաստվում են գլանափաթեթների տեսքով - հաճախ ներս տնական սարքերԱյս տեսակի առանցքակալները օգտագործում են համապատասխան չափի առանցքակալներ, բայց դեռ պետք է հաշվի առնել, որ առանցքակալները ունեն ցեղերի միջև բացեր: Հետևաբար, շատ ավելի ճշգրիտ կլինի գլանների (առանցքակալների) փոխարեն կոշտ հենարաններ (սահիկներ) տեղադրել:
Կամուրջը (ինքնաթիռը) շրջանակի ուղեցույցների երկայնքով տեղափոխելիս, 4-ժամյա ցուցիչը որոշում է ձախ ուղեցույցի շրջանակի զուգահեռությունը բազային մակերևույթի համեմատ (Նկար 6ա-ի բազային մակերեսը գտնվում է ցուցիչի քթի 4-ի տեղում):
Եվ ըստ 2-րդ մակարդակի (կարող եք օգտագործել ոչ թե շրջանակ, այլ բարի մակարդակ), որը տեղադրված է շրջանակի ուղեցույցների վրա, որոշեք ուղեցույցների պարուրաձև թեքությունը (այսինքն՝ ուղեցույցի մակերեսների շեղումը հորիզոնական հարթությունում): Հոդվածում վերևում հրապարակել եմ շեղումների հանդուրժողականություն, հուսով եմ, որ սա պարզ է, անցնենք առաջ:
Աջ ուղեցույցի շրջանակի երկրորդ կողմի ստուգումն իրականացվում է ըստ մակարդակի, պարզապես անհրաժեշտ է այն տեղափոխել հենարանի այս (երկրորդ) կողմը 3 (երկրորդ հենարանը 3-ը նկարում տեսանելի չէ), կամ պարզապես վերադասավորել ցուցիչը՝ քիթը հենելով աջ ուղեցույցի շրջանակի երկրորդ հարթության վրա (նկար 6ա-ում նման ստուգմամբ ցուցիչի ելքը ցույց է տրված կետագծով):
Դե, մեքենայի մահճակալի մակերևույթների ուղիղությունը ստուգելու համար մակարդակը պետք է տեղադրվի կամրջի (ինքնաթիռի) վրա ոչ թե երկայնքով, այլ ուղեցույցների երկայնքով, այնուհետև կամուրջը պետք է տեղափոխվի ուղեցույցների երկայնքով՝ պարբերաբար այն կանգնեցնելով տարբեր մասերում։ մահճակալի և մակարդակի ընթերցումների գրանցում (հեռացում):
Նկար 6b-ը ցույց է տալիս կամուրջը (սովորաբար ինքնաթիռ), որը տեղադրված է խառատահաստոցի վրա՝ վերահսկելու և ստուգելու միջին ուղեցույցների զուգահեռությունը բազային մակերեսի նկատմամբ: Իսկ հիմքի մակերեսը փոխանցման դարակի հարթությունն է (Նկար 6b-ում այս հարթությունը ցուցադրված է հաստությամբ կարճ գիծև 4-րդ ցուցիչը հենվում է դրա վրա):
Նկար 6b-ը ցույց է տալիս նաև պտուտակաձև կորության համար մահճակալը ստուգելու մեթոդ: Միայն ուղեցույցների զուգահեռությունը ստուգվում է 4-րդ ցուցիչի միջոցով, իսկ պարուրաձև կորությունը վերահսկվում է բարի մակարդակ 2-ի միջոցով:
Արտաքին ուղեցույցների ստուգումն իրականացվում է նաև հավաքիչի ցուցիչի և բարի մակարդակի միջոցով, միայն կամուրջը վերակազմավորելուց և այս արտաքին ուղեցույցների վրա տեղադրելուց հետո, կամ միայն հավաքիչի ցուցիչի օգնությամբ և որպես հիմք՝ օգտագործելով ստուգված միջին ուղեցույցները: մահճակալ.
Դե, Նկար 6c-ը ցույց է տալիս հղկող մեքենայի մահճակալի ուղեցույցների ստուգումը: Նման մեքենաների (և որոշ այլ մեքենաների) համար, որպես կանոն, պատրաստվում են ուղեցույցներ, որոնք ունեն այլ ձևի ինքնաթիռներ (V-աձև և W-աձև պրոֆիլի համադրություն) - դրանք տեսանելի են Նկար 6c-ում:
Ուղեցույցների ուղիղության և պարուրաձև կորության համար նման մահճակալները ստուգելու համար դրանց վրա տեղադրվում են չորս հենարաններ 1 (V-աձև հարթությունների միջև) և մեկ հենարան մյուս ուղեցույցի հակառակ հարթության վրա: Վերահսկում (ստուգում) իրականացվում է բարի մակարդակի 2-ի միջոցով:
Նկար 6d-ը ցույց է տալիս ստուգման տարբերակ, եթե ուղեցույցների չափերը թույլ չեն տալիս բոլոր կամուրջները (ինքնաթիռների) հենարանները տեղադրել իրենց գեներատորի հարթությունների միջև: Այս դեպքում մենք տեղադրում ենք միայն երկու հենարան 1 և մեկ հենարան 3 երկրորդ ուղեցույցի վրա: Մենք չենք օգտագործում այլ աջակցություն 1.
Իսկ Նկար 6d-ը ցույց է տալիս կամրջի այնպիսի տեղադրումը, որում հենարանները 1 բաժանված են ուղեցույցի մահճակալի պրիզմատիկ մակերեսների միջև պատշաճ հեռավորության վրա:
Դե, վերջին նկարը 6e ցույց է տալիս, թե ինչպես են ստուգվում հարթ մահճակալի ուղեցույցները: Նման ստուգմամբ հիմնական առանձնահատկությունն այն է, որ երկուսն աջակցում են 1 հանգստի դեմ կողային մակերես(նկարում տեսանելի է միայն մեկ հենարան 1), իսկ մնացած երկու հենարանները և հենարանը 3-ը հենվում են ուղեցույցների հորիզոնական հարթությունների վրա: Այս պարամետրը ապահովում է կամրջի վրա 2-րդ մակարդակի կարգավորումների ճշգրիտ ընթերցում:
Հենց որ կատարվի հիմքի մակերեսների պատրաստումը (ստուգումը), կարելի է սկսել մահճակալի ուղեցույցների քերումը։
Հաստոցների հունի մշակման (վերականգնման) այլ եղանակներ.
Լավ սարքավորված գործարաններում քերելը փոխարինվում է հղկմամբ, քանի որ մանրացնելն ավելի արդյունավետ և ճշգրիտ է, քան քերելը (իհարկե, բարձրորակ սարքավորումներով): Բացի այդ, հղկման միջոցով կարելի է մշակել նաև բարձր կարծրություն ունեցող կարծրացած մասերը։
Տարբեր մեքենաների ուղեցույց մահճակալները մանրացնելու համար, հատուկ հղկման մեքենաներ(ունիվերսալ կամ մակերեսային սրճաղացներ) և հատուկ հարմարանքներ, որոնք միայն խոշոր ձեռնարկություններ. Հղկող մեքենաների բացակայության դեպքում հարմար չափսեր, դետալների մշակումը կարող է իրականացվել ֆրեզերային, հարթեցման և կարուսելի մեքենաներօգտագործելով հատուկ հղկող գլուխներ:
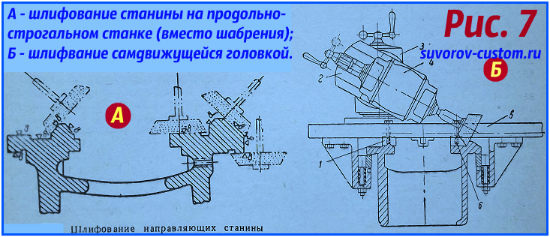 Նկար 7 Ա-ն ցույց է տալիս խառատահաստոցը հղկելու դիագրամը հարթեցնող սարքի վրա՝ օգտագործելով ունիվերսալ հղկման գլուխը: Նման գլխիկների օգտագործումը հնարավորություն է տալիս փոխարինել ձեռքով քերծվածքը մեխանիկական վերանորոգման խանութներում:
Նկար 7 Ա-ն ցույց է տալիս խառատահաստոցը հղկելու դիագրամը հարթեցնող սարքի վրա՝ օգտագործելով ունիվերսալ հղկման գլուխը: Նման գլխիկների օգտագործումը հնարավորություն է տալիս փոխարինել ձեռքով քերծվածքը մեխանիկական վերանորոգման խանութներում:
Իսկ 7B նկարում ներկայացված է մահճակալի մշակումը ինքնագնաց հղկման գլխիկի միջոցով: Դրա առավելությունն այն է, որ այն չի պահանջում մեծ պլանիչներ: Եվ հատուկ սարքի շնորհիվ նման գլուխը կատարում է փոխադարձ աշխատանքային շարժումներ աղացած աշխատանքային մասի երկայնքով:
Թիթեղ 5-ի վրա կան փոխարինելի ուղեցույցներ 1 և 6 (տես Նկար 7B), իսկ հղկման գլուխը 4-ը երկարաձգված լիսեռով էլեկտրական շարժիչ է, որի վերջում ամրացված է գավաթի հղկող անիվ: Կան նաև երկու պտտվող հենարաններ՝ 2 և 3, որոնք թույլ են տալիս գլուխը դնել ցանկալի անկյան տակ, իսկ առանձին շարժիչով ճիճու հանդերձանքը շարժում է նման հղկող սարքը։
Դե, փոխանցման տուփի էլեկտրական շարժիչի ռոտացիայի փոփոխությունը (փոխադարձ շարժում ապահովելու համար) իրականացվում է ավտոմատ կերպով (կանգառների երկայնքով), լավ կամ ձեռքով:
Սակայն, այնուամենայնիվ, փոքր ավտոտնակների արտադրամասերի և պարզապես սիրողական վարպետների համար, ովքեր իրենց արտադրամասում ունեն խառատահաստոց կամ ֆրեզերային մեքենա, որը պետք է վերականգնվի, քերելը ամենամատչելին է և մատչելի: էժան միջոցվերանորոգում, և այն դեռ երկար կօգտագործվի հաստոցների վերականգնման համար։
Եվ հուսով եմ, որ այս հոդվածը օգտակար կլինի շատ սկսնակ արհեստավորների համար, ովքեր որոշում են մեքենան կարգի բերել իրենց արտադրամասում, պտտելով կամ ֆրեզերային, դա կարևոր չէ, քանի որ մեքենայի մահճակալի ուղեցույցները վերանորոգելու և ստուգելու սկզբունքը գրեթե. նույնը, հաջողություն բոլորին:
Խառատահաստոցները օգտագործվում են գլանաձև աշխատանքային մասերը մշակելու համար: Դրանք ներառում են բազմաթիվ սորտեր, որոնք տարբերվում են չափերով և լրացուցիչ գործառույթների առկայությամբ: Արդյունաբերական այնպիսի մոդելներ, որոնք շատ տարածված են և լայնորեն կիրառվում ժամանակակից արդյունաբերության մեջ: Որպեսզի սարքը նորմալ աշխատի, դուք պետք է իմանաք դրա մասերի բոլոր հատկանիշները:
Խառատահաստոց մահճակալը ծառայում է գրեթե բոլոր մեխանիզմներն ու հավաքույթները ամրացնելու համար, որոնք օգտագործվում են այս սարքավորման վրա: Հաճախ այն ձուլվում է չուգունից զանգվածային և ամուր շինարարությունորը կարող է երկար տևել: Դա պայմանավորված է նրանով, որ այն ենթարկվելու է մեծ բեռների։ Պետք չէ նաև մոռանալ կայունության մասին, քանի որ հսկայական մեծ մոդելները շահագործման ընթացքում օգտագործում են հսկայական էներգիա, և բազան պետք է լավ դիմադրի բեռներին:
Մեքենայի մահճակալը և ուղեցույցները ամրացվում են պտուտակներով պահարանների կամ զույգ ոտքերի վրա: Եթե սարքը կարճ է, ապա օգտագործվում է երկու դարակ: Որքան երկար լինի, այնքան ավելի շատ դարակներ կարող են պահանջվել: Պահարանների մեծ մասն ունի դռներ, ինչը թույլ է տալիս դրանք օգտագործել որպես գզրոց։ Ուղեցույցների հետ պետք է վարվել մեծ խնամքով և պաշտպանված լինել վնասից: Ցանկալի չէ դրանց վրա թողնել գործիքներ, բլանկներ և այլ ապրանքներ։ եթե դեռ պետք է դրանց վրա մետաղական իրեր տեղադրեք, ապա մինչ այդ պետք է փայտե աստառ դնել։ Համար ավելի լավ խնամք, մեքենայի յուրաքանչյուր օգտագործումից առաջ շրջանակը պետք է սրբել և յուղել։ Երբ աշխատանքն ավարտված է, դրանից պետք է հեռացնել չիպսերը, կեղտը և այլ ավելորդ առարկաներ:
Մետաղ կտրող մեքենաների շրջանակի նախագծման առանձնահատկությունները կարող են տարբերվել՝ կախված կոնկրետ մոդելից, քանի որ դրանք նախատեսված են սարքավորումների բոլոր բաղադրիչների հարմար և անվտանգ տեղադրման համար: Բայց հիմնական դրույթները շատ դեպքերում մնում են նույնը, ուստի հիմունքները կարելի է դիտարկել՝ օգտագործելով հայտնի մոդելների օրինակը:
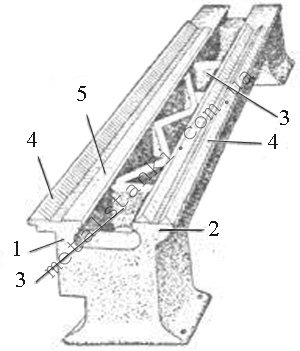
լուսանկար՝ թուջե մահճակալի սարք
- Երկայնական կող;
- Երկայնական կող;
- լայնակի կողոսկր, որը ծառայում է երկայնական կողերի միացմանը.
- Երկայնական կողերի պրիզմատիկ ուղեցույցներ;
- Հարթ ուղեցույցներ, որոնք ծառայում են պոչամբարի և գլխամասի տեղադրմանը, ինչպես նաև դրանց երկայնքով տրամաչափը տեղափոխելու համար.
Հարկ է նշել, որ մահճակալը ուղղորդում է լայնակի հատվածկարող է ունենալ տարբեր ձևեր. Պարտադիր կանոն է պահպանել զուգահեռ դասավորությունը, այնպես որ ամեն ինչ պետք է լինի հավասար հեռավորության վրա կենտրոնների առանցքից: Սա պահանջում է ճշգրիտ ֆրեզերային կամ պլանավորում: Դրանից հետո կատարվում է հղկման և քերման գործողություն։ Այս ամենը ապահովում է արտադրանքի ճշգրիտ մշակումը, ինչպես նաև տրամաչափի շարժման և ցնցումների առաջացման հետ կապված խնդիրների վերացումը։
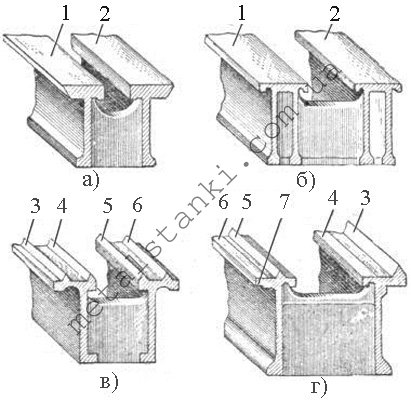
- Մետաղական խառատահաստոցի շրջանակը, որը ցույց է տրված «ա» նկարում 1 և 2 համարների տակ, ունի ուղեցույցների տրապեզոիդ հատված: Այս դեպքում հիմնական շեշտը դրվում է մեծ աջակցող մակերեսի վրա: Նրանք ունեն մեծ մաշվածության դիմադրություն, ինչը թույլ է տալիս երկար ժամանակ պահպանել դրանց ճշգրտությունը։ Միևնույն ժամանակ, տրամաչափը դրանց երկայնքով տեղափոխելու համար մեծ ջանքեր են պահանջվում, հատկապես, եթե այն ծռված է:
- Նկար «բ»-ը ցույց է տալիս բնակարանով մահճակալ ուղղանկյուն հատվածուղեցույցներ. Ի տարբերություն նախորդի, նրանք արդեն ունեն երկու խստացուցիչ, և ոչ թե մեկ, ինչը նրանց ավելի ուժեղ է դարձնում:
- «գ» նկարը ցույց է տալիս եռանկյուն ուղեցույցներով շրջանակ: Հաշվի առնելով այն փաստը, որ այստեղ օգտագործվում է բավականին փոքր կրող մակերես, դժվար է աշխատել մեծ քաշով, ուստի այս տեսակը հիմնականում օգտագործվում է փոքր մեքենաների համար:
- Նկար «դ» ցույց է տալիս եռանկյուն հատվածով և հղման հարթությամբ շրջանակ: Այս դեպքում այն օգտագործվում է նաև փոքր չափսերի մեքենաների համար։
Եթե մահճակալը նախատեսված է ծանր մեքենայի համար, ապա այն ունի ոչ միայն մեծ խաչմերուկ, այլև ավելի մեծ դիմադրություն ճկման: Ամենատարածվածներից մեկը նման տեսակետն է, ինչպես ցույց է տրված «դ» նկարում: Այստեղ տրամաչափի կառքը կենտրոնանում է առջևի թիվ 3 պրիզմայի վրա, իսկ հետևի մասում հենվում է թիվ 6 ինքնաթիռի վրա։ Թեքվելը կանխելու համար այն պահում են թիվ 7 ինքնաթիռով։ Թիվ 3 պրիզման գլխավոր դերն է խաղում ուղղության առաջադրանքում, հատկապես, որ այն իր վրա է վերցնում կտրիչի կողմից գործադրվող ճնշման մեծ մասը։
Եթե գլխի մոտ գտնվող շրջանակի վրա խազ կա, ապա այն ծառայում է արտադրանքի մշակմանը մեծ տրամագիծ. Եթե կա արտադրանքի վերամշակում, որի շառավիղը փոքր է կենտրոնների բարձրությունից, ապա խորշը ծածկված է հատուկ կամրջով։
Խառատահաստոց մահճակալի վերանորոգում
Խառատահաստոց մահճակալի քերումն է տեխնոլոգիական գործընթացորի ընթացքում շրջանակը հավասարեցվում է կերակրման տուփը ապահովելու համար՝ օգտագործելով շրջանակի մակարդակ: Դրա շնորհիվ ապագայում հնարավոր կլինի հեշտությամբ հաստատել տրամաչափի և գոգնոցի մոնտաժային մակերեսի ուղղահայացությունը կերակրման տուփին:
- Նախևառաջ, մահճակալը տեղադրվում է կոշտ հիմքի վրա և ստուգում է երկայնական ուղղությունը մակերևույթի երկայնքով, իսկ լայնակի ուղղությունը շրջանակի մակարդակով: Հանդուրժողականություններարտադրանքի երկարության 1 մետրի համար ոչ ավելի, քան 0,02 մմ:
- Քերեք ուղեցույցի վերին մակերևույթները, նախ մի կողմից, օգտագործելով ներկի ուղիղ եզր: Այս գործընթացի ընթացքում խորհուրդ է տրվում պարբերաբար ստուգել ուղեցույցների ոլորումը:
- Այնուհետեւ երկրորդ ուղեցույցի մակերեսը քերվում է: Այստեղ շեղումների առավելագույն հանդուրժողականությունը մնում է նույնը՝ 0,02 մմ արտադրանքի երկարության 1 մետրի դիմաց:
Խառատահաստոց մահճակալի հղկում
Խառատահաստոցի մահճակալը մանրացնելը բաղկացած է հետևյալ ընթացակարգերից.
- Անհրաժեշտ է մաքրել և սղոցել մակերևույթի վրա առկա փորվածքները և ծակերը.
- Մահճակալը տեղադրված է երկայնական հարթիչի սեղանի վրա և ապահով ամրագրված այնտեղ;
- Հաջորդը գալիս է ուղեցույցների ոլորման ստուգումը, որն իրականացվում է պոչամբարի կամրջի վրա դրված մակարդակով.
- Մահճակալի տեղադրման ընթացքում ստացվում է արտադրանքի մի փոքր շեղում, որը պետք է շտկվի սեղանի հետ հնարավորինս մոտ շփման միջոցով.
- Ուղեցույցների ոլորումը կրկին ստուգվում է, որպեսզի արդյունքները համապատասխանեն այն, ինչ եղել է նախքան ամրագրումը.
- Դրանից հետո միայն սկսում են մանրացնել արտադրանքի բոլոր կոնտակտային մակերեսները։ Պրոցեդուրան իրականացվում է գավաթաձեւ շրջանակի ծայրամասային դեմքով։ դրա հատիկի չափը պետք է լինի K3 46 կամ KCh 46, իսկ կարծրությունը պետք է համապատասխանի CM1K-ին:
5 դեկտեմբերի 2011 թ Հոդվածի երկրորդ մասում քննարկվում են մահճակալները և ուղղորդող մահճակալները վերականգնելու տարբեր եղանակներ:
Մահճակալների ճաքերը հնարավոր է վերանորոգել տարբեր ճանապարհներԵռակցում, որին հաջորդում է մեխանիկական մշակումը (անհրաժեշտության դեպքում), օգտագործելով ծածկույթներ, կապում, կապեր:
Շերտերը օգտագործվում են ճաքերի հետագա տարածումը կանխելու համար: Ճեղքի ծայրերը փորված են փորվածքով Ø 4 ... 5 մմ; ծածկույթը կտրված է 4 ... 5 մմ հաստությամբ փափուկ պողպատից (դրա չափերը պետք է համընկնեն ճաքերի սահմանների վրա առնվազն 15 մմ); ըստ երեսպատման չափի, ստվարաթղթից կամ թերթիկի կապարից կտրվում է միջադիր. երեսպատման և միջադիրի մեջ պարագծի երկայնքով անցքեր են փորված M5 և M6 պտուտակների համար՝ ներծծված գլխով, եզրից 10 մմ և միմյանցից 10 ... 15 մմ հեռավորության վրա. Շրջանակի մեջ նշեք ծածկույթի վրա և փորեք անցքեր և կտրեք M5 կամ M6 թելերը; միջադիրը և երեսպատումը քսվում են կարմիր կապարով կամ սոսինձով (BF2, կարբոնիլային սոսինձ, ցեմենտ և այլն) և ամրացվում են շրջանակի վրա պտուտակներով. աստառի եզրերը կտրատված են և լցոնված։
Կցորդիչների օգնությամբ ճաքերը վերացվում են հետևյալ կերպ. ճեղքից որոշ հեռավորության վրա երկու անցք են փորվում և տեղադրվում դրա երկու կողմերում, որոնց մեջ սեղմված են դուրս ցցված ծայրերով քորոցներ. -ից պողպատե թերթկցորդիչի ափսեը պատրաստված է երկու միջանցքով (կապերի համար), որոնց կենտրոնական հեռավորությունը մի փոքր ավելի փոքր է, քան շրջանակի վրա ամրացված պտուտակների միջև հեռավորությունը. ճեղքը սեղմված է սեղմակներով; երեսպատման ափսեը տաքացվում է և տեղադրվում է կապում: Երբ ցողունի ափսեը սառչում է, ճեղքը փոքրանում է:
Քորոցների միջոցով ճաքերը վերացվում են հետևյալ կերպ. ճեղքի ծայրերը փորվում են Ø 4 ... 5 մմ ակոսով, ճեղքի երկայնքով անցքեր են փորվում նույն փորվածքով 6 ... 8 մմ հեռավորության վրա: միմյանց; թելերը կտրվում են բոլոր անցքերում, դրանց մեջ պտտվում են պղնձից կամ փափուկ պողպատից պատրաստված թելերով կապում, որոնց ծայրերը պետք է դուրս գան շրջանակի մակերևույթից 1,5 ... 2 մմ բարձրությամբ; այնուհետև փորվածքների միջև անցքեր են փորվում, որոնց կապումները համընկնում են տրամագծի առնվազն 1/4-ով. անցքերում թելերը կտրված են, և դրանց մեջ պտտվում են ողողված կտրված կապում; քորոցների ծայրերը կտրված են:
Շրջանակի անցքերն ու չիպսերը վերացվում են եռակցման անցքերի և մակերեսային չիպսերի միջոցով, որին հաջորդում է հաստոցների մշակումը, ինչպես նաև ներդիրի, պտուտակի կամ խրոցակի տեղադրումը:
Ներդիրը տեղադրելիս փորված տեղը լցոնված է կամ աղացած; ներդիրը պատրաստվում է ըստ ակոսի ձևի և սեղմվում է ակոսի մեջ. ներդիրը կարող է լրացուցիչ ամրագրվել պտուտակներով:
Պտուտակը տեղադրելիս շրջանակի վնասված հատվածը վերափոխվում է. թել կտրեք անցքի մեջ; կարմիր կապարով նախապես քսված մետաղական պտուտակային խրոցը պտտվում է անցքի մեջ, որը փակվում է դակիչով:
Խցանափայտը տեղադրելիս փորվում և տեղադրվում են փոքր չիպսեր. ստացված անցքի մեջ սեղմված է մետաղյա խցան, որը սղոցված է վերանորոգման ենթակա մակերեսի ձևի համաձայն:
Շրջանակի կոտրված դուրս ցցված մասերը (փակագծեր, կցորդներ, ձողեր) վերականգնվում են հետևյալ եղանակներով՝ կոտրված հատվածը եռակցելով, ներդիր կամ խցան տեղադրելով։ Վերջին դեպքում հեռացվում է շրջանակի վրա մնացած կոտրված տարրի հատվածը (պլանավորման, ֆրեզերի, կտրելու, սղոցի, հորատման միջոցով); այնուհետև, այս ներդիրի տակ, ակոսը մանրացվում է կամ սղոցվում կամ փորվում և տեղադրվում (կամ թելով) խցանափայտի տակ (կամ թելերով ծայրով քորոցի տակ). ներդիրը սեղմվում է ակոսի մեջ և ամրացվում պտուտակներով; խցանը սեղմվում է ներս, և քորոցը պտտվում է կարմիր կապարով յուղված թելիկ ծայրով: Եթե կոտրված փակագծում անցք կա, ապա ներդիրը տեղադրելուց հետո այն ձանձրանում է կամ վերամշակվում է անվանական չափի:
Շրջանակի մաշված անցքերը վերականգնվում են անցքի մակերևույթի վրա մետաղի շերտը միաձուլելով, որին հաջորդում է ցանկալի տրամագծային չափի մշակումը և վերանորոգման թևը տեղադրելու միջոցով. պտտվելուց վերջիններս դադարեցվում են պտուտակով. թևի մեջ (ապակու), ցանկալի տրամագծային չափի փոսը ձանձրանում կամ տեղակայվում է:
Մահճակալի ուղեցույցների վերականգնման մեթոդի ընտրությունը որոշվում է դրանց մաշվածության բնույթով և աստիճանով, ինչպես նաև վերանորոգման պայմաններով (ձեռնարկության սարքավորումը հատուկ սարքավորումներով և սարքերով): Խնդիրն այն է, որ ընտրել վերականգնման մեթոդ, որը կապահովի ուղեցույցների պահանջվող ճշգրտությունը նվազագույն գնով և ժամանակով: Վերանորոգման պրակտիկայում ուղեցույցները վերականգնելու համար օգտագործվում են քերել, հղկել, մանր ֆրեզեր, հարթեցում, որին հաջորդում է հղկումը, հարթեցումը, որին հաջորդում է քերումը և փաթաթումը: Աղյուսակը ցույց է տալիս տվյալներ, որոնք բնութագրում են ուղեցույցի մահճակալների վերականգնման որոշ մեթոդների բարդությունն ու արդյունավետությունը:
Ուղեցույցների շահագործման ընթացքում առաջացած խորը ռիսկերն ու ճաքերը կնքվում են բաբիթով: Վերանորոգման ենթակա տարածքը խնամքով մաքրվում է, եզրերը կտրված են 90 ° անկյան տակ՝ մակերեսի բարձր կոպտությամբ։ Մակերեւույթը յուղազերծվում է ացետոնով, բենզինով կամ սոդայի լուծույթով, տաքացվում է, կիրառվում է հոսք (ցինկի քլորիդ) և զոդում զանգվածային (1,5 ... 2 կգ) զոդող երկաթով։
Այս թերությունները վերացվում են նաև մետաղացման միջոցով։ Դա անելու համար վերը նշված նախապատրաստական գործողությունները կատարելուց հետո մետաղագործի միջոցով ցինկ կամ արույր ցողում են արատավոր վայրի վրա։ Սրսկումից կամ զոդումից հետո ուղեցույցները մանրացվում կամ քերվում են:
Եթե մահճակալների վերանորոգումն իրականացվում է արտադրամասի վերանորոգման խմբի կողմից, ապա ուղեցույցների մեքենայացման համար հատուկ մեքենաներ օգտագործելը նպատակահարմար չէ նրանց ցածր ծանրաբեռնվածության պատճառով:
Երբ ուղեցույցի մահճակալները մաշված են մինչև 0,12 մմ, այս պայմաններում օգտագործվում է քերել կամ քերել GOI մածուկով քսելու միջոցով: Հարկ է նշել, որ նույնիսկ ուղեցույցների աննշան մաշվածության դեպքում (մինչև 0,05 մմ) դրանց վերականգնումը քերելով բնութագրվում է զգալի աշխատանքի ինտենսիվությամբ և ծախսերով, բայց ցածր արտադրողականությամբ: Այնուամենայնիվ, քերելը ապահովում է զուգավորման մակերեսների միջև շփման բարձր ճշգրտություն (մինչև 30 բծեր 625 մմ2 տարածքի վրա): Ուղեցույցների քերումը կատարվում է կամ առանց շրջանակները հիմքից հանելու, կամ հիմքից հանելով և սալաքարի վրա կամ կոշտ տեղադրմամբ: բետոնե հատակ. Շրջանակը, օրինակ, խառատահաստոցը տեղադրելուց հետո նրա ուղեցույցները տեղադրվում են երկայնական ուղղությամբ՝ ըստ այն մակարդակի, որը տեղադրված է հորիզոնական ուղեցույցի ավելի քիչ մաշված մասերի վրա՝ ամբողջ երկարությամբ: Շրջանակի դիրքը լայնակի ուղղությամբ ստուգվում է շրջանակի մակարդակով, որը կիրառվում է այն հարթության վրա, որի վրա կցված է կերակրման տուփը: Միևնույն ժամանակ, թեքությունը ստուգվում է կամրջի կամ վագոնի միջոցով (օգտագործվում է որպես կամուրջ և մակարդակ): Կամուրջը գտնվում է տարբեր տարածքներուղեցույցների երկայնքով: Կախված մակարդակների ցուցումներից, մահճակալի դիրքը ճշգրտվում է կոշիկներով 14 ( բրինձ. 1, բ) կամ սեպ 15 ( բրինձ. 1, մեջ), որոնք դրված են նրա հիմքի կամ ոտքերի տակ։ Հարմար է հավասարեցնել 16-րդ պտուտակների հետ ( բրինձ. 1, գ): Պտուտակները պտուտակելով կամ հանելով՝ շրջանակը բարձրացվում կամ իջեցվում է: Կարգավորումն իրականացվում է այնքան ժամանակ, մինչև մակարդակի հիմնական ամպուլայի պղպջակը ստանա զրոյական դիրք։ Սա ցույց է տալիս մահճակալի ճիշտ դիրքը:
Շրջանակի հավասարեցումից հետո ընտրվում է բազային մակերես, որի երկայնքով վերահսկվում է վերականգնվող բոլոր ուղեցույցների զուգահեռությունը: Խառատահաստոցի մահճակալի մոտ ( բրինձ. 1, ա) նման հիմքի համար սովորաբար վերցնում են 3, 4 և 6 ուղեցույցներ, որոնց վրա հիմնված է պոչամբարը։ Այս ուղեցույցները մեքենայի շահագործման ընթացքում շատ ավելի քիչ են մաշվում, քան մյուսները: Այս ուղեցույցները սկզբում քերվում են մաշվածությունը վերացնելու համար՝ պարբերաբար վերահսկելով հարթությունն ու ուղիղությունը հսկիչ քանոնի միջոցով: Դրանից հետո 2, 7, 8 ուղեցույցների մակերեսները քերվում են՝ ստուգելով դրանց զուգահեռությունը։ Հարկ է նշել, որ չնայած 3, 4 և 6 ուղեցույցների աննշան մաշվածությանը, հաճախ խախտվում է դրանց զուգահեռությունը մեքենայի սնուցման տուփի տեղադրման և ամրացման հարթությունների նկատմամբ և կապարի պտուտակն ու լիսեռը ամրացնելու համար: Զուգահեռությունից շեղումները մեծանում են մեքենաների վերանորոգման թվի աճով: Հետևաբար, վերանորոգված մեքենաները հավաքելիս ավելանում է սնուցման տուփի և կապարի պտուտակի և լիսեռի ամրացման վրա ծախսվող ժամանակը, որն իրականացվում է ձեռքով քերելով։ Դրանից խուսափելու համար դուք կարող եք օգտագործել ավելի ռացիոնալ տեխնոլոգիա ուղեցույցների վերականգնման համար: Այս դեպքում հիմք են ընդունվում 11 և 72 մակերեսների 200 ... 300 մմ երկարությամբ հատվածները ( տես նկ. 1, ա), որոնք չեն մաշվում և չեն պահանջում նախնական մշակում, ինչպես պոչամբարի ուղեցույցները:
Հիմքի մակերեսները պատրաստելուց հետո 3, 4 և 6 մակերեսները քերվում են ներկի վրա ( տես նկ. 1, ա), պարբերաբար վերահսկելով դրանց զուգահեռությունը և թեքությունը։ Այնուհետև 2-րդ, 7-րդ և 8-րդ մակերեսները քերվում են՝ վերահսկելով դրանց թեքության մակարդակը, իսկ ցուցիչը 7-րդ և 8-րդ մակերեսների զուգահեռությունն է հիմնականների հետ։ 1-ին և 10-րդ մակերեսները քերվում են վերջինը:
Եթե քերվող մակերևույթների վրա կա թույլտվություն, որը գերազանցում է տեղեկատու գրքերում առաջարկվածը, ապա նախ կատարվում է պլանավորում, մանրացում կամ սղոցում, այնուհետև քերում: Քերչի տեսակը և դրա կտրող մասի լայնությունը ընտրվում են՝ կախված քերվող մակերեսի ձևից։ Այսպիսով, նախնական, կոպիտ քերման համար (բծերի քանակը n = 4 ÷ 6 625 մմ 2 տարածքի վրա), օգտագործվում են 20 ... 25 մմ լայնությամբ քերիչներ, կիսամշակ (n = 8 ÷ 15) - 12: ... 16 մմ լայնություն, իսկ վերջնական, հարդարման համար (n = 20 ÷ 30) - 5 ... 10 մմ լայնություն: Քերման ժամանակ տեղադրման, սրման և կտրման անկյունները որոշվում են՝ կախված մշակվող նյութի ֆիզիկական և մեխանիկական հատկություններից։
Քերման որակի հսկողությունն իրականացվում է տրամաչափման քանոնների կամ թիթեղների միջոցով, ինչպես նաև ներկերի համար՝ 25 մմ կողմ ունեցող քառակուսու բծերի քանակով։ Որպես ներկ օգտագործվում են պրուսական կապույտ, լամպի սև, կապույտ և այլ ներկեր, որոնք նոսրացվում են շարժիչի յուղի մեջ։
ShKh15, U12A, R6M5 պողպատներից պատրաստված քերիչները սրվում են կորունդի անիվներով՝ 25-ից ոչ ավելի հատիկի չափով և կարծրությամբ CM1 կամ CM2, իսկ կոշտ խառնուրդից պատրաստված քերիչները սրվում են ադամանդե անիվներով կամ սիլիկոնային կարբիդի անիվներով:
Եթե ուղեցույցի երկարությունը գերազանցում է տրամաչափման քանոնի երկարությունը, ապա քերումը կատարվում է փարոսների երկայնքով, մասնավորապես՝ ուղեցույցի առավելագույն մաշվածության տեղում հարթակ (փարոս) քերվում է, իսկ հեռավորության վրա՝ մի փոքր ավելի քիչ։ քան տրամաչափման քանոնի երկարությունը, քերվում է երկրորդ հարթակը, որը գտնվում է փարոսի հետ նույն հարթության վրա: Այդ տեղամասերում տեղադրվում են նույն բարձրության չափիչ սալիկներ, որոնց վրա տեղադրվում է հարթաչափով քանոն կամ կիրառվում է օպտիկական կառավարման մեթոդ։ Քանոնի երկայնքով այնուհետև ուղեցույցի մի հատվածը քերվում է նշված վայրերի միջև և, հաջորդաբար շարժվելով հարակից հատված, քերվում է ուղեցույցի ամբողջ մակերեսը:
GOI մածուկներով ուղեցույցների քերումը կատարվում է հետևյալ հաջորդականությամբ. Սկզբում կատարվում է կոպիտ քերում, այնուհետև մակերեսը լվանում են կերոսինով և չորացնում լաթերով, որից հետո ծածկում են մակերեսը։ բարակ շերտմածուկ, այնուհետև զուգավորվող մասը պատվում է մածուկի փոխարինմամբ (կերոսինով լվանալով), երբ այն մթնում է, մինչև քերծվածքները անհետանան և ձեռք բերվի անհրաժեշտ աջակցության տարածքը:
Երբ ուղեցույցի մահճակալները մաշված են մինչև 0,03 մմ, դրանք վերանորոգվում են աղալով կամ լցնելով և քերելով: Հղկումը ապահովում է ուղեցույցների բարձր ճշգրտություն և մակերեսի ցածր կոշտություն: Եթե մահճակալների պողպատե կամ չուգուն ուղեցույցները կարծրացած են բարձր հաճախականության հոսանքների միջոցով կամ գամված են (վիբրացիոն գլանվածքով և այլն), ապա դրանք աղացած են։ Հղկման կատարումը մի քանի անգամ ավելի բարձր է, քան քերելը: Հղկումը կատարվում է մակերեսային հղկման կամ երկայնական պլանավորման և ֆրեզերային հաստոցներհագեցած սրճաղացներով: Հղկման ուղեցույցները հաճախ զուգակցվում են ուղեցույցների սեղանների, տրամաչափերի, վագոնների, սահիկների և մեքենայի այլ շարժվող մասերի զուգավորվող մակերեսների քերման հետ:
Եթե ուղեցույցների մաշվածությունը 0,3 ... 0,5 մմ-ի սահմաններում է, ապա դրանց վերանորոգումն իրականացվում է բարակ հարթեցմամբ կամ լցոնմամբ, որին հաջորդում է քերելը կամ մանրացնելը: Ոչ կարծրացած ռելսերի վերանորոգման ժամանակ նախընտրելի է նուրբ պլանավորումը: Այն ապահովում է հաստոցների բարձր ճշգրտություն և մակերեսի կոշտություն Ra = 0,32: Այն իրականացվում է լայն կտրիչներով, որոնք հագեցած են VK6 կամ VK8 կոշտ խառնուրդով թիթեղներով կտրող եզր. Լայն սայրով կտրիչների օգտագործումը հեշտացնում է մեքենայի հենարանը ըստ ուղեցույցի պրոֆիլի հարմարեցնելը և թույլ է տալիս նվազեցնել աշխատանքային հարվածների քանակը պլանավորելիս: Մշակումն իրականացվում է մի քանի անցուղիներով՝ նախ երկու անցում է կատարվում մինչև 0,1 մմ կտրման խորությամբ, այնուհետև երեք կամ չորս անցում 0,03 ... 0,05 մմ կտրման խորությամբ։
Եթե ուղեցույցները մաշված են 0,5 մմ-ից ավելի, ապա դրանք վերանորոգվում են երկայնական պլանավորման կամ երկայնական ֆրեզերային մեքենաների վրա պլանավորելու կամ ֆրեզելու միջոցով մի քանի անցուղիներով (կոպտացնելով, այնուհետև ավարտելով):
Մահճակալի ուղեցույցների պլանավորումը կարող է իրականացվել, եթե դրա ընդհանուր չափերը ավելի փոքր չափսերհարթեցնող սեղան. Մահճակալը տեղադրված է նշված սեղանի միջին մասում ճշգրիտ մեքենաև մի փոքր ամրագրված: Այնուհետև սեղանը տեղափոխելով՝ ստուգում են մակերեսի բազային մակերեսների զուգահեռությունը 11 ( տես նկ. 1, ա): Ստուգումն իրականացվում է մեքենայի հենակետում տեղադրված ցուցիչով։ Զուգահեռությունից շեղումը չպետք է գերազանցի 0,04/1000 մմ: Մահճակալը ամրացված է, փորձնական պլանավորումն իրականացվում է հորիզոնական մակերևույթներից որևէ մեկի վրա, օրինակ՝ մակերես 2, մինչև մաշվածությունը վերանա: Այնուհետև հսկիչ քանոնի և զոնդի միջոցով որոշվում է մակերեսի շեղումը A ուղիղությունից՝ հաստոցային սեղանի շարժման սխալի և այլ պատճառներով։
Դրանից հետո շրջանակն արհեստականորեն դեֆորմացվում է ընկույզներով և պտուտակներ ունեցող պտուտակներով: Պողպատե սեպեր 1 ( բրինձ. 2, ա, բ), ունենալով 0°30"÷0°40" թեքություն և սուր ծայրին մոտ 0,1 մմ հաստություն։ Չորս A և B հատվածների սեղմակները դեֆորմացնում են ուղղահայաց հարթությունում վերանորոգվող շրջանակը՝ D ուղղությունից շեղման չափով, որը որոշվում է փորձնական պլանավորման ժամանակ: Կատարվում է մեկ անգամ; ստացված արժեքը A-ն ընդունվում է որպես հաստատուն մահճակալների հետագա վերանորոգման ժամանակ տարբեր մոդելներնմանատիպ երկարություն: Եթե A շեղումը ուղղված է դեպի գոգավորություն ( բրինձ. 2, ա), ապա մահճակալը նույն ուղղությամբ Δ + 0,02 մմ-ով թեքվում է և ուղղորդիչների մաշվածությունը վերացվում է պլանավորման միջոցով։ Մշակման ավարտից հետո ամրացվող պտուտակներն ազատվում են, սեղմակները և սեպերը հանվում են։ Մահճակալը զսպանակում է, ուղղվում, և նրա ուղեցույցները դառնում են ուղիղ։ Դա պայմանավորված է նրանով, որ մահճակալի ծայրերում մշակման ընթացքում մետաղի ավելի մեծ շերտ է հանվում, քան դրա մեջտեղում։ Ուղեցույցների շեղումը ուռուցիկության ուղղությամբ թույլատրելիի սահմաններում է բնութագրերը. Այն դեպքում, երբ Ա-ի շեղումը ուղիղությունից ուղղված է դեպի ուռուցիկությունը ( բրինձ. 2բ), նույն միջոցի միջոցով շրջանակը թեքվում է ∆ - 0,02 մմ արժեքով։ Մահճակալի ուղեցույցները մշակելուց և հաստոցների սեղանից հանելուց հետո գիդերը, ինչպես և նախորդ դեպքում, ստացվում են ընդունելի տեխնիկական պահանջներուռուցիկություն 0,02/1000 մմ:
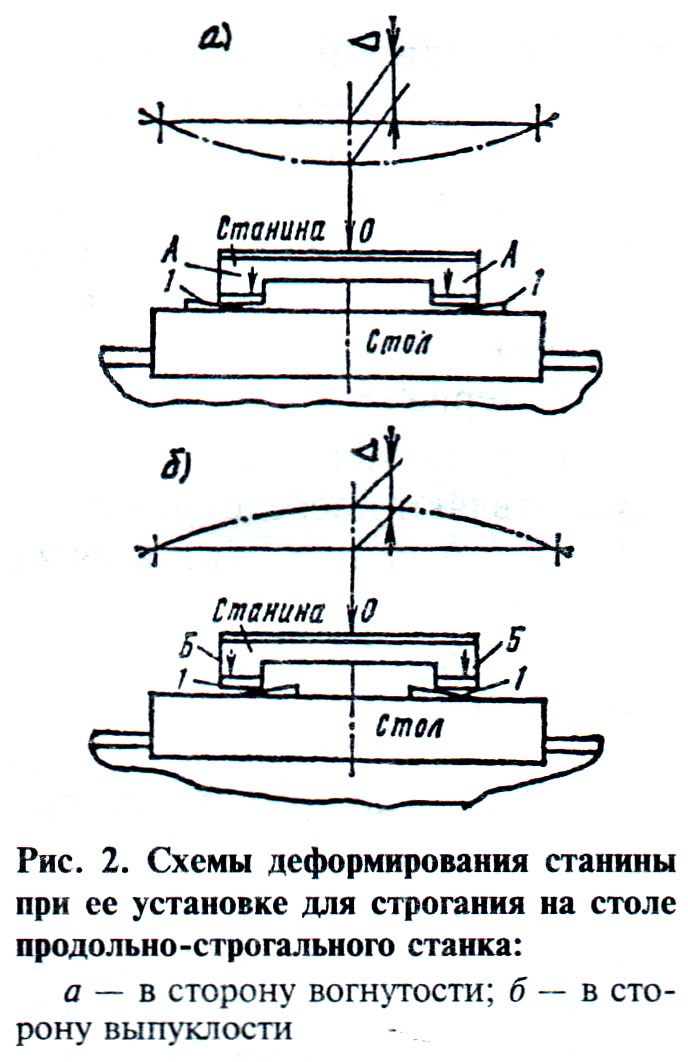
Շրջանակի միջին մասում շեղվելու համար ( տես նկ 2, ա) սեպերը տեղադրվում են ծայրերին ավելի մոտ, իսկ ճարմանդները՝ դեպի մեջտեղը, ինչպես ցույց է տրված Ա սլաքներով: Մահճակալը միջին մասում թեքելու համար ( տես նկ. 2բ) սեպերը տեղադրվում են ավելի մոտ դեպի մեջտեղը, իսկ ճարմանդները ավելի մոտ են եզրերին, ինչպես ցույց է տրված B սլաքներով: Մահճակալի շեղման կամ կամարակապության պահանջվող քանակությունը ապահովվում է պտուտակների հեղույսները սեղմելով և սեպերը մուրճի թեթև հարվածներով շարժելով: . Այս գործողությունը կատարելիս շրջանակի դեֆորմացիան վերահսկվում է ցուցիչով, որի չափիչ ձողը բերվում է 0 կետ՝ առավելագույն դեֆորմացիայի վայր: Ի վերջո, պտուտակները ամրացնելիս ստուգվում է դիրքի ճշգրտությունը: Հարթ մակերեսներ 1, 2, 3, 4, 6, 7, 8 և 10 ( տես նկ. 2, ա), վերացնելով դրանց մաշվածությունը։ 11-րդ և 12-րդ մակերեսները սովորաբար մնում են չմշակված, քանի որ դրանք ենթակա չեն մաշվելու: Պլանավորումից հետո ուղեցույցների ճշգրտությունը ստուգվում է ունիվերսալ մակարդակի կամրջով:
Մեքենայից հետո ուղեցույցների մաշվածության դիմադրությունը բարձրացնելու համար դրանք կարծրացնում են բարձր հաճախականության հոսանքներով կամ գազի բոցով, գնդիկներով գամում, թրթռում գլորում։
Ուղեցույցների վերանորոգման ժամանակ կարող է օգտագործվել հետևյալ մեթոդը. Նախ, ուղեցույցները նախապես մշակվում են պլանավորման կամ ֆրեզերի միջոցով: Այնուհետև ուղեցույցների մակերեսները մշակվում են 500 ... 800 միկրոն հատիկի չափով էլեկտրակորունդի փոշով ռեակտիվ խցիկում սեղմված օդի որոշակի ճնշման տակ և հղկող շիթերի թեքության անկյան տակ 45 ... 70 մակերեսին: °, հեռավորությունը վարդակից մինչև վերջին 20 ... 80 մմ, օդի սպառումը 6 ...8 մ 3 / րոպե: Այնուհետև ուղեցույցների մակերեսները մաքրվում են սեղմված օդով, լվանում օրգանական լուծույթով, որից հետո ողողում են սինթետիկով: լվացող միջոցև չորացնելով մակերեսները սեղմված օդով: Այնուհետև ուղեցույցները ջերմային ցողում են մաշվածության դիմացկուն, ինքնահոսող մեխանիկական համաձուլվածքի փոշիով, որը ներառում է բաղադրիչները՝ ածխածին, քրոմ, նիկել, մանգան, բոր, սիլիցիում, երկաթ, որոնք որոշակի տոկոսով գտնվում են 40 մասնիկի չափով: .. 100 միկրոն. Սրսկելու համար կարող եք օգտագործել UPU-3, UPU-5, UPU-30, պլազմատեխնիկ AG ինստալացիաները դիսպենսերներով։ Սրսկման ռեժիմ՝ հոսանքի ուժը՝ 400...500 Ա, լարումը 50...45 Վ, ցողման հեռավորությունը՝ 80 մմ, տրանսպորտային գազ՝ արգոն կամ հելիում։
Տեղավորումից հետո դանդաղ սառեցումը կատարվում է ասբեստի «մուշտակով», ապա նստվածքի մակերեսների վրա կիրառվում է լազերային ճառագայթում ներծծող շերտ։ Այնուհետև լազերը առաջացնում է ուղեցույցների մակերեսների շարունակական հալեցում: Սառչելուց հետո ծածկույթը փայլեցնում են ASKM, ASK, ASV դասերի ադամանդե անիվներով՝ 200/160, 250/200 հատիկի չափով։ Մշակման որակը և ծածկույթի հաստությունը վերահսկվում են BTI-6, BTI-8 տիպի բետա հաստաչափերի միջոցով: Այնուհետև կիրառվում է շերտ, որը կլանում է լազերային ճառագայթումը, իսկ մանրացնելուց հետո ստացված միկրոռելիեֆը հալեցնում են լազերային ճառագայթով։ Այնուհետեւ ուղեցույցների մակերեսները մաքրվում են «Լաբոմիդ-101» լուծույթով եւ վերահսկվում կոպտությունը, ալիքավորությունը (պրոֆիլոգրաֆ-պրոֆիլոմետր մոդել 201), ինչպես նաեւ գիդերի երկրաչափական պարամետրերը։
Այս կերպ վերականգնված ուղեցույցների մաշվածության դիմադրությունը (համեմատ, օրինակ, կարծրացած պողպատի 45-ի հետ) կրկնապատկվում է: Այս փոշու ծածկույթի լազերային ճառագայթով հալվելը տալիս է մաշվածության դիմադրության լրացուցիչ աճ 1,3...2 անգամ՝ համեմատած. գազի այրիչ. Լազերային հալվելուց հետո ծածկույթների կառուցվածքը սահմանային քսման պայմաններում տարբեր հատուկ բեռներով և սահող արագություններով խլելու միտում ունի, ինչը բնորոշ է ուղեցույց մեքենաների մեծ մասի համար:
Հարդարման կիրառում լազերային մշակում(կոպտության և ալիքների միկրոհալեցումը) նվազեցնում է կոպտությունը 1,5 ... 2,5 անգամ, անկանոնությունների աստիճանները՝ մինչև 4 անգամ։ Ալիքավորությունը նվազեցնելու արդյունքում մակերեսային շերտի շփման կոշտությունը մեծանում է 1,5...2 անգամ, ուղեցույցների գործարկման ժամանակը նվազում է 1,4...1,6 անգամ։
Զգալի մաշվածության դեպքում ուղեցույցները նորոգվում են՝ հարթեցման կամ ֆրեզի միջոցով, որին հաջորդում է ծածկույթների տեղադրում Getinaks B, vinylplast 10, textolite PT կամ PT-1, (վերածումները սոսնձված են BF-2, BF-4, էպոքսիդային սոսինձով. ); պոլիամիդի (նեյլոն և այլն) պտտվող ցողում; styracryl-ի ներարկման ձևավորում; մետաղական համաձուլվածքների երեսապատում կամ մետաղացում (արույր LTs38Mts2S2, մոնել մետաղ, ցինկի համաձուլվածք TsAM 10-5):
Ուղեցույցների զգալի թերությունները և ծանր մաշվածությունը վերացվում են պլանավորման կամ ֆրեզերի կամ դրանց տեղում վերին ուղեցույցների տեղադրման և պտուտակների միջոցով:
Ուղեցույցները վերականգնելուց հետո դրանց երկրաչափական ճշգրտությունը ստուգվում է ունիվերսալ սարքերի միջոցով:
Ուղղորդող մահճակալների վերանորոգման որոշ մեթոդների բարդությունն ու արդյունավետությունը
Ա.Գ.Սխիրտլաձե
Ամսագիր «Վերանորոգում, վերականգնում, արդիականացում» թիվ 3, 2002 թ
Մենք նաև խորհուրդ ենք տալիս
 Արտադրողական և վերարտադրողական մտածողություն
Արտադրողական և վերարտադրողական մտածողություն
 Խելամիտ էգոիզմ - ո՞րն է ողջամիտ էգոիզմի տեսությունը:
Խելամիտ էգոիզմ - ո՞րն է ողջամիտ էգոիզմի տեսությունը:
 Բորիս Նիկոլաևիչ Ելցին, Ռուսաստանի առաջին նախագահ
Բորիս Նիկոլաևիչ Ելցին, Ռուսաստանի առաջին նախագահ
 Ստորգետնյա կռիվներ. Ստորգետնյա արքաներ. Ի՞նչ է «պայքարը հանուն զանգվածների»: Որտեղ կարելի է պայքարել փողի համար:
Ստորգետնյա կռիվներ. Ստորգետնյա արքաներ. Ի՞նչ է «պայքարը հանուն զանգվածների»: Որտեղ կարելի է պայքարել փողի համար:
 Յակով Պավլովը և Ստալինգրադի այլ հերոսներ, որոնք դուք պետք է իմանաք
Յակով Պավլովը և Ստալինգրադի այլ հերոսներ, որոնք դուք պետք է իմանաք
 Երազում գոյատևեք ծովում դժբախտ պատահարից - իրականում փորձեք նոր սեր
Երազում գոյատևեք ծովում դժբախտ պատահարից - իրականում փորձեք նոր սեր