Մետաղական շրջադարձ - ամեն ինչ պտտման տեխնոլոգիայի մասին: Շրջադարձը և դրա պատմությունը
Ներկայացումների նախադիտումն օգտագործելու համար ստեղծեք Google հաշիվ (հաշիվ) և մուտք գործեք՝ https://accounts.google.com
Սլայդների ենթագրեր.
Նախադիտում:
շրջադարձային բիզնես
Ներածություն
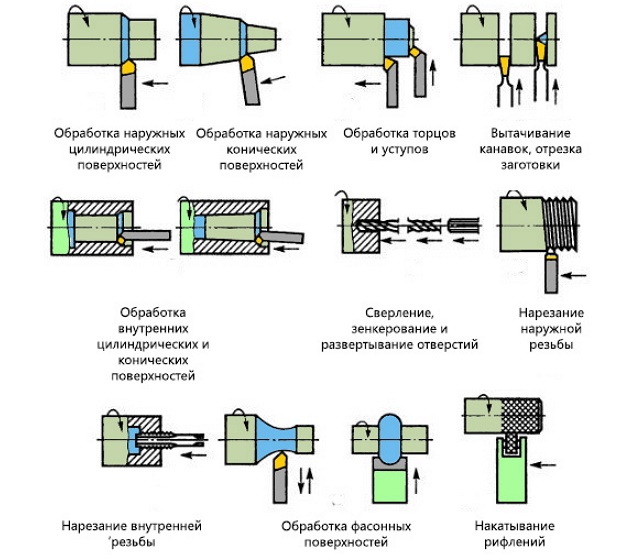
Մեքենաշինության մեջ պտտագործի մասնագիտությունը ամենատարածվածն է։ Շրջադարձը կտրումով մասերի արտադրության տեսակ է, որն իրականացվում է խառատահաստոցների վրա պտտվող աշխատանքային մասի և աստիճանաբար շարժվող կտրող գործիքի փոխազդեցությամբ: Հետևաբար, պտտվող սարքի աշխատանքի արդյունքը այն մասերն են, որոնք ունեն հեղափոխության մարմինների ձև՝ բալոններ, կոններ, բարդ ձևավորված մակերեսներով մասեր, անցքերով մասեր, ակոսներ, ներքին և արտաքին թելեր։ Մանրամասները կարող են լինել փոքր չափսերով՝ մի քանի միլիմետրից մինչև հսկայական, բազմատոննա:
Խառատահաստոցները հարմարեցված են տարբեր մասերի և գործառնությունների համար: Ըստ այդմ, պտտագործի մասնագիտության մեջ առանձնանում են մասնագիտությունների խմբեր.պտտվող-փորող, կլոր պտտվող, պտուտահաստոց պտտվող, հետ-շրջադարձ, պտտվող-օպերատոր, ավտոմատ պտտվողև այլն: Ունիվերսալ Turnerաշխատում է ունիվերսալ պտուտակահատ խառատահաստոցի վրա, որը թույլ է տալիս կատարել բոլոր տեսակի պտույտները։ Սովորաբար սա ամենափորձառու աշխատողն է, ով եզակի արտադրանք է պատրաստում։ Մեքենայից բացի, պտտվողն օգտագործում է տարբեր գործիքներ՝ կտրում - կտրիչներ, ձողիկներ, ծորակներ, փորվածքներ, հսկիչ և չափիչ - տրամաչափեր, միկրոմետրեր, չափիչներ և այլն; հարմարանքներ կտրիչի և աշխատանքային մասի ամրացման համար:
Մասնագիտության «էվոլյուցիա».
Խառատահաստոցները հորինվել և օգտագործվել են դեռևս հին ժամանակներում: Դիզայնով դրանք շատ պարզ էին, աշխատանքում՝ ոչ այնքան կատարյալ, և սկզբում ունեին ձեռնարկ, իսկ ավելի ուշ՝ ոտքով: Մեքենան բաղկացած էր երկու հաստատված կենտրոններից, որոնց միջև սեղմվում էր փայտից, ոսկորից կամ եղջյուրից պատրաստված աշխատանքային կտորը: Ստրուկը կամ աշակերտը պտտում էր աշխատանքային մասը մեկ կամ մի քանի պտույտներով մեկ ուղղությամբ, ապա մյուս ուղղությամբ: Վարպետը ձեռքերում բռնեց սայրը և ներս սեղմելով այն ճիշտ տեղաշխատանքային մասի վրա, հեռացրեց չիպսերը, տալով աշխատանքային մասի ցանկալի ձևը:Այս խառատահաստոցները հիմնականում օգտագործվում էին մշակման համար փայտե արտադրանք. Մեքենաների անհրաժեշտությունը արագացրեց խառատահաստոցների զարգացումը, թեև այս զարգացումը շատ դանդաղ էր: Խառատային հաստոցների մշակման առաջնահերթությունը պատկանում է ռուս տեխնիկներին։
Անդրեյ Կոնստանտինովիչ Նարտովը ծնվել է 1693 թվականի մարտի 28-ին Մոսկվայում: Նա գյուտարարների այն բեկորներից էր, որոնց նկատել և լայն ճանապարհ է բերել Պիտեր I-ը: Իր ոչ այնքան երկար կյանքի ընթացքում նա հորինել և կառուցել է ավելի քան երեսուն հաստոցներ: իր սեփական տարբեր պրոֆիլորը հավասարը չուներ աշխարհում: 17-րդ դարում հայտնվեցին խառատահաստոցներ, որոնցում մշակման կտորն այլևս շարժման էր դրվում ոչ թե պտույտի մկանային ուժով, այլ ջրի անիվի օգնությամբ, բայց կտրիչը, ինչպես նախկինում, պահվում էր պտտվողի ձեռքում։ . 18-րդ դարի սկզբին Խառատահաստոցներն ավելի ու ավելի էին օգտագործվում մետաղներ կտրելու համար, ոչ թե փայտ, և, հետևաբար, կտրիչի կոշտ ամրացման և այն մշակվող սեղանի մակերևույթով տեղափոխելու խնդիրը շատ տեղին է: Եվ առաջին անգամ հաջողությամբ լուծվեց ինքնագնաց տրամաչափի խնդիրը պատճենահանող մեքենաԱ.Կ. Նարտովը 1712 թվականին: 19-րդ դարի վերջում արտադրվել է էլեկտրական խառատահաստոց, որն ընդունվել է որպես ժամանակակից սարքավորումների հիմք: ...
Մասնագիտությունը այսօր
Այսօր ժամանակակից ավտոմատացված խառատահաստոցները հեշտացնում են պտտվողի աշխատանքը։ Turnerսկսում է աշխատանքը առաջադրանք ստանալուց, գծանկար կարդալուց, հաշվարկներից: Նա ընտրում է գործիքը, հաստոցը դնում է մեքենայի վրա, մեքենան դնում է ընտրված կտրման ռեժիմին և կատարում վերամշակում: Պատրաստի մասը ստուգվում է չափերի և մակերեսի մաքրության համար: Մեքենան ունի մեխանիկական և ավտոմատ ռեժիմ։ Առաջին դեպքում, կտրող գործիքը կառավարելիս ձեռքի ճշգրիտ համակարգված շարժումներ են պահանջվում պտտվող սարքից:. Այս մասնագիտությունը պահանջում է առավելագույն ուշադրություն, մեծ ուժ, ինչպես նաև շատ ժամանակ է խլում։. Turner կատարում է խառատահաստոցՏարբեր մակերևույթների, ծայրամասային հարթությունների մշակման և փորման, ինչպես նաև պարուրման, հորատման, հակասուզման, տրամաչափման, մետաղի և այլ նյութերի օգտագործումը որպես բլանկ: Որոշում կամ ճշգրտում է կտրման արագությունն ու խորությունը, ընտրում է կտրող գործիքը՝ հաշվի առնելով նյութի հատկությունները և կտրիչի կոնֆիգուրացիան, ամրացնում (սահմանում) այն և կարգավորում մշակման գործընթացը։ Ապահովում է, որ մասը համապատասխանում է գծագրում նշված չափերին, նշված մաքրությանը և ճշգրտությանը:
Ժամանակակից արդյունաբերությունն անհնար է պատկերացնել առանց մետաղամշակման սարքավորումների։ Խառատահաստոցները օգտագործվում են շրջադարձային տարբեր գործողությունների համար՝ մասերի մակերեսների մշակում և պտտում, ատամներ կտրում, մանրացում և անցքեր փորում: Նրանք նախագծում և արտադրում են ունիվերսալ խառատահաստոցների լայն տեսականի տարբեր կոնֆիգուրացիաներով՝ բավարարելու արտադրության և հաստոցների ցանկացած կարիք: Նրանց առաջարկած մետաղամշակման և մետաղահատման սարքավորումները համապատասխանում են ժամանակակից անվտանգության բոլոր պահանջներին, պահպանում են շահագործման հեշտությունը և առանձնանում են դիզայնի և դասավորության առաջադեմ լուծումներով:
Պտուտակահատ խառատահաստոցները մետաղահատ սարքավորումների եզակի դաս են. դրանք օգտագործվում են պտտելու և պտուտակահան աշխատանքներգունավոր և գունավոր մետաղների համար. Պտուտակահատ խառատահաստոցները օգտագործվում են պտուտակներ, թևեր, առանցքներ և այլ մասեր կտրելու համար: Մետաղ կտրող սարքավորումԱյս տեսակը իդեալական է փոքրածավալ և միանգամյա արտադրության համար: SVSZ-ից պտուտակավոր խառատահաստոցները օգտագործման համար հեշտ են, բարձր արդյունավետությամբ և մեծ աղմուկ չեն առաջացնում:
Ոչ ոք ժամանակակից ձեռնարկությունՄետաղագործությունը չի անի առանց ունիվերսալ CNC խառատահաստոցների: CNC խառատահաստոցները մետաղ կտրող մեքենաների համակարգչային համակարգ են, որոնք կարող են լիովին վերահսկել մասերի արտադրության գործընթացը: Այս դասըհաստոցները վերացնում են սխալներ թույլ տալու հնարավորությունը և նվազագույնի են հասցնում մարդկային ջանքերն այդ գործընթացում: CNC խառատահաստոցները կարող են աշխատել ավտոմատ և կիսաավտոմատ ցիկլերով, երբ մասերը պտտվում են:
Փոքր խմբաքանակի արտադրության համար արդյունաբերական ձեռնարկություններիսկ առանձին արտադրամասերում առավել հաճախ օգտագործվում են SAMAT պտուտակավոր խառատահաստոցներ: SAMAT ունիվերսալ խառատահաստոցներն ունեն բարձր ճշգրտության դաս՝ համաձայն ԳՕՍՏ 8-77-ի, նրանք կարող են կատարել բոլոր տեսակի շրջադարձային գործողություններ՝ ներառյալ կտրելու հնարավորությունը։ տարբեր տեսակիթելեր. Պտուտակահատ խառատահաստոցների շարքի նորույթը՝ SAMAT 400 S/S, կատարում է հատկապես ճշգրիտ տեխնոլոգիական գործողություններ՝ օգտագործելով ավանդական, ինչպես նաև մաշվածության դիմացկուն կոմպոզիտային կտրող գործիքներ:
«Vector 400SC» ունիվերսալ խառատահաստոցը հարմարվողական կառավարման համակարգով չի պահանջում հատուկ ծրագրավորման հմտություններ, հեշտ է օգտագործել և հնարավորություն է տալիս միկրոցիկլերի հետ աշխատել լայն տեսականիով՝ առանց մեխանիկական պարամետրերի:
Ի տարբերություն սովորական խառատահաստոցների, պտտվող հաստոցների կենտրոնները բազմաֆունկցիոնալ են և օգտագործվում են խոշոր ձեռնարկություններմասերի զանգվածային արտադրության համար։ Այս բարձր տեխնոլոգիական մետաղամշակման սարքավորումը նախատեսված է բարդ մասերի դինամիկ բարձր արդյունավետությամբ մշակման համար շինանյութեր. Բարձր ճշգրտության շրջադարձային հաստոցների կենտրոնը օգտագործվում է ունիվերսալ CNC խառատահաստոցների վրա կտրող գործիքի դիրքը փոխելու համար: SVSZ ՓԲԸ-ի շրջադարձային հաստոցների կենտրոնն առանձնանում է բարձր արագությամբ կտրումով, ճշգրտությամբ և հուսալիությամբ:
քսանմեկերորդ դար - դար բարձր տեխնոլոգիաներ. Արհեստական ինտելեկտի ստեղծմամբ խառատահաստոցները հասել են զարգացման նոր մակարդակի, շնորհիվ ծրագրային ապահովման մեքենա ներմուծելու, արտադրանքի որակն ու արտադրողականությունը բարձրացել են։
Նշված երկրաչափական պարամետրերով մասերի արտադրության ամենատարածված մեթոդները ներառում են մետաղի շրջադարձը: Այս տեխնիկայի էությունը, որը նաև հնարավորություն է տալիս անհրաժեշտ կոշտությամբ մակերես ստանալ, այն է, որ մետաղի ավելցուկային շերտը հեռացվի աշխատանքային մասից:
Շրջադարձի սկզբունքները
Մետաղների պտտման տեխնոլոգիան ենթադրում է հատուկ մեքենաների և կտրող գործիքների օգտագործում (հատիչներ, գայլիկոններ, թրթուրներ և այլն), որոնց միջոցով մասից հանվում է անհրաժեշտ չափի մետաղի շերտը։ Այն իրականացվում է երկու շարժումների համակցությամբ՝ հիմնականը (մշակման մասի պտտումը, որը ամրագրված է խցիկում կամ երեսպատման մեջ) և գործիքի կողմից կատարվող սնուցման շարժումը, երբ մասերը մշակում են դրանց չափի, ձևի և մակերեսի որակի նշված պարամետրերով:
Շնորհիվ այն բանի, որ կան այս շարժումները համատեղելու բազմաթիվ մեթոդներ, նրանք աշխատում են տարբեր կոնֆիգուրացիաների մասերի հետ շրջադարձային սարքավորումների վրա, ինչպես նաև իրականացնում են այլ մի շարք այլ տեսակներ: տեխնոլոգիական գործողություններ, որոնք ներառում են.
- տարբեր տեսակի կտրող թելեր;
- անցքերի հորատում, դրանց ձանձրացում, տեղակայում, խորտակում;
- աշխատանքային մասի մի մասի կտրում;
- տարբեր կոնֆիգուրացիաների ակոսներ պտտվող արտադրանքի մակերեսին:
Նման լայն ֆունկցիոնալության շնորհիվ շրջադարձային սարքավորումներդուք կարող եք շատ բան անել դրա վրա: Օրինակ, դրա օգնությամբ մշակվում են այնպիսի ապրանքներ, ինչպիսիք են.
- ընկույզ;
- տարբեր կոնֆիգուրացիաների լիսեռներ;
- թփեր;
- ճախարակներ;
- օղակներ;
- ագույցներ;
- հանդերձում անիվներ.
Բնականաբար, շրջադարձը ներառում է ձեռքբերում պատրաստի արտադրանքորը համապատասխանում է որոշակի որակի չափանիշներին: Որակը այս դեպքում նշանակում է մասերի երկրաչափական չափերի և ձևի պահանջներին համապատասխանելը, ինչպես նաև մակերեսի կոշտության աստիճանը և դրանց հարաբերական դիրքի ճշգրտությունը:
Վերամշակման որակի վերահսկողությունն ապահովելու համար չափիչ գործիքներ չեն օգտագործվում. ձեռնարկություններում, որոնք արտադրում են իրենց արտադրանքը մեծ խմբաքանակներով, սահմանաչափեր. մեկ և փոքր արտադրության պայմանների համար՝ տրամաչափեր, միկրոմետրեր, ներսի մետրեր և այլ չափիչ սարքեր։

Առաջին բանը, որ պետք է հաշվի առնել սովորելիս շրջադարձային բիզնես, մետաղի մշակման տեխնոլոգիան է եւ սկզբունքը, որով այն իրականացվում է։ Այս սկզբունքը բաղկացած է նրանից, որ գործիքը, կտրելով իր կտրող եզրը արտադրանքի մակերեսին, սեղմում է այն: Նման սնուցման արժեքին համապատասխանող մետաղի շերտը հեռացնելու համար գործիքը պետք է հաղթահարի աշխատանքային մասի մետաղի մեջ կպչուն ուժերը: Այս փոխազդեցության արդյունքում հեռացված մետաղական շերտը ձևավորվում է չիպերի: Կան մետաղական չիպսերի հետևյալ տեսակները.
Միաձուլվել է
Նման չիպը ձևավորվում է, երբ բարձր արագություններմշակված աշխատանքային կտորներ՝ պատրաստված մեղմ պողպատից, պղնձից, անագից, կապարից և դրանց համաձուլվածքներից, պոլիմերային նյութերից։
տարերային
Նման չիպսերի ձևավորումը տեղի է ունենում, երբ ցածր մածուցիկությամբ և կոշտ նյութերից աշխատանքային կտորները մշակվում են ցածր արագությամբ:
Չիպի կոտրվածք
Այս տեսակի չիպսերը ձեռք են բերվում ցածր ճկունությամբ բնութագրվող նյութից աշխատանքային մասերը մշակելիս:
քայլեց
Նման չիպսերի ձևավորումը բնորոշ է միջին պինդ պողպատից պատրաստված աշխատանքային մասերի, ալյումինե համաձուլվածքներից պատրաստված մասերի միջին արագությամբ մշակման համար։

Խառատահաստոց կտրող գործիք
Խառատահաստոցի վրա աշխատանքը տարբերող արդյունավետությունը որոշվում է մի շարք պարամետրերով` կտրման խորությունը և արագությունը, երկայնական սնուցման արժեքը: Որպեսզի մասի մշակումը լինի որակյալ, անհրաժեշտ է կազմակերպել հետևյալ պայմանները.
- Աշխատանքային մասի պտտման բարձր արագություն, ամրագրված ճեղքման կամ երեսպատման մեջ;
- գործիքի կայունությունը և դրա վրա դրա ազդեցության բավարար աստիճանը.
- գործիքի մեկ անցումով հեռացված մետաղի առավելագույն հնարավոր շերտը.
- Մեքենայի բոլոր բաղադրիչների բարձր կայունություն և աշխատանքային վիճակում պահպանում:
Կտրման արագությունը ընտրվում է՝ ելնելով այն նյութի բնութագրերից, որից պատրաստված է աշխատանքային մասը, օգտագործվող կտրիչի տեսակը և որակը: Ընտրված կտրման արագության համաձայն՝ ընտրվում է խառատահաստոցով կամ երեսպատման սարքով սարքավորված մեքենայի spindle արագությունը:
Օգնությամբ տարբեր տեսակներկտրիչները կարող են լինել կոպիտ կամ հարդարման տեսակներըշրջադարձային գործառնություններ, իսկ գործիքի ընտրության վրա հիմնականում ազդում է մշակման բնույթը: Գործիքի կտրող մասի երկրաչափական պարամետրերը փոխելով՝ հնարավոր է վերահսկել հանվող մետաղական շերտի քանակը։ Առանձնացվում են աջ կտրիչները, որոնք մասի մշակման ժամանակ պոչից շարժվում են դեպի առջև, իսկ ձախերը՝ համապատասխանաբար հակառակ ուղղությամբ։

Ըստ սայրի ձևի և տեղակայման՝ կտրիչները դասակարգվում են հետևյալ կերպ.
- գծված աշխատանքային մասով գործիքներ, որոնց լայնությունը պակաս է դրանց ամրացման մասի լայնությունից.
- ուղիղ;
- կռացած.
Կտրիչները տարբերվում են ըստ կիրառման նպատակի.
- գնահատում (պտտման առանցքին ուղղահայաց մակերեսների մշակում);
- անցումով (հարթ ծայրամասերի շրջում);
- ակոսավորում (ակոսների ձևավորում);
- ձևավորված (հատուկ պրոֆիլով մասի ձեռքբերում);
- ձանձրալի (ձանձրալի անցքեր աշխատանքային մասում);
- թելերով (ցանկացած տեսակի թելեր կտրող);
- կտրում (տրված երկարության մի մասի կտրում):
Խառատահաստոցի վրա կատարված հաստոցների որակը, ճշգրտությունը և արտադրողականությունը կախված են ոչ միայն ճիշտ ընտրությունգործիքը, այլև դրա երկրաչափական պարամետրերը: Այդ իսկ պատճառով դասերին հատուկ ուսումնական հաստատություններ, որտեղ ուսումնասիրում են ապագա շրջադարձային մասնագետները, մեծ ուշադրություն է դարձվում կտրող գործիքի երկրաչափությանը։

Ցանկացած կտրիչի հիմնական երկրաչափական պարամետրերը նրա կտրող եզրերի և այն ուղղության միջև եղած անկյուններն են, որով իրականացվում է սնուցումը: Կտրող գործիքների այս անկյունները կոչվում են կապարի անկյուններ: Դրանց թվում առանձնանում են.
- հիմնական անկյուն - φ, որը չափվում է գործիքի հիմնական կտրող եզրի և սնուցման ուղղության միջև.
- օժանդակ - φ1, որը գտնվում է, համապատասխանաբար, օժանդակ եզրի և սնուցման ուղղության միջև.
- անկյունը կտրիչի ծայրին - ε.
Վերևի անկյունը կախված է միայն այն բանից, թե ինչպես է գործիքը սրվում, իսկ օժանդակ անկյունները կարող են կարգավորվել նաև այն դնելով: Հիմնական անկյան մեծացմամբ վերևի անկյունը նվազում է, մինչդեռ մշակման մեջ ներգրավված կտրող եզրի մասը նույնպես նվազում է, համապատասխանաբար, գործիքի կյանքը նույնպես կարճանում է: Ինչպես ավելի քիչ արժեքԱյս տեսանկյունից, կտրող եզրի մեծ մասը ներգրավված է ինչպես մշակման, այնպես էլ կտրման գոտուց ջերմության հեռացման մեջ: Նման կտրիչներն ավելի դիմացկուն են։
Պրակտիկան ցույց է տալիս, որ ոչ շատ կոշտ աշխատանքային մասերը շրջելու համար. մեծ տրամագիծօպտիմալը հիմնական անկյունն է, որի արժեքը 60–90 աստիճանի սահմաններում է։ Եթե անհրաժեշտ է մշակել մեծ տրամագծով աշխատանքային կտոր, ապա հիմնական անկյունը պետք է ընտրվի 30-45 աստիճանի սահմաններում: Կտրիչի ծայրի ամրությունը կախված է օժանդակ անկյան արժեքից, ուստի այն մեծ չի լինում (որպես կանոն, այն ընտրվում է 10–30 աստիճանի միջակայքից)։
Պտտման դասերին հատուկ ուշադրություն է դարձվում նաև այն բանին, թե ինչպես ընտրել կտրիչի ճիշտ տեսակը՝ կախված մշակման տեսակից։ Այո, կան որոշակի կանոններ, ըստ որի այս կամ այն տեսակի մակերեսների մշակումն իրականացվում է որոշակի կատեգորիայի կտրիչի միջոցով։
- Մասի արտաքին մակերեսները մշակելու համար անհրաժեշտ են սովորական ուղիղ և կոր կտրիչներ։
- Վերջնական և գլանաձև մակերեսների համար կպահանջվի մղիչ գործիք:
- ընտրեք ակոսավորման և մշակման կտորը կտրելու համար:
- Ձանձրալի կտրիչները օգտագործվում են նախկինում փորված անցքերը մշակելու համար:
առանձին կատեգորիա շրջադարձային գործիքպատրաստել կտրիչներ, որոնցով կարող եք մշակել մինչև 40 մմ գեներատորի երկարությամբ ձևավորված մակերեսներ: Նման կտրիչները բաժանված են մի քանի հիմնական տեսակների.
- վրա դիզայնի առանձնահատկություններըձող, կլոր և պրիզմատիկ;
- արտադրանքի մշակման ուղղությամբ՝ շառավղային և շոշափող:

Շրջադարձային սարքավորումների տեսակները
Պտտման բոլոր տեսակի սարքավորումներից առավել տարածված է ինչպես խոշոր, այնպես էլ փոքր ձեռնարկություններում պտուտակահատ խառատահաստոց. Նման ժողովրդականության պատճառը այս սարքի բազմակողմանիությունն է, որի շնորհիվ այն իրավամբ կարելի է անվանել ունիվերսալ:
Մենք թվարկում ենք նման մեքենայի հիմնական կառուցվածքային տարրերը.
- երկու գլխիկ `առջևի և հետևի (գլխի գլխի մեջ տեղադրված է մեքենայի փոխանցման տուփը; պոչամբարի վրա տեղադրվում են խառատահաստոցով (կամ երեսպատման ափսեով) մի spindle, երկայնական սլայդ և սարքավորումների գլան);
- տրամաչափ, որի ձևավորման մեջ կան վերին և ստորին սլայդներ, պտտվող ափսե և գործիքակալ.
- Սարքավորման կրող տարրը երկու պատվանդանների վրա տեղադրված շրջանակ է, որի մեջ տեղադրված են էլեկտրական շարժիչներ:
- փոխանցումատուփ.

Ավելի լայն տարածում են ստանում հատուկ համակարգչային ծրագրերով կառավարվող հաստոցները՝ CNC հաստոցները։ Նման մեքենաների դիզայնը սովորականից տարբերվում է միայն նրանով, որ այն ունի հատուկ կառավարման միավոր:
- պտուտահաստոց պտտվող սարքավորում, որն օգտագործվում է բարդ կոնֆիգուրացիայի մասերի մշակման համար.
- , որոնց թվում կան մեկ և երկու դարակ;
- բազմակի կտրող կիսաավտոմատ սարքավորումներ, որոնք կարելի է գտնել ձեռնարկություններում, որոնք արտադրում են իրենց արտադրանքը մեծ խմբաքանակներով.
- մշակման համալիրներ, որոնց վրա հնարավոր է կատարել և՛ շրջադարձային, և՛ ֆրեզերային գործողություններ։
Առանց շրջվելու այսօր չափազանց դժվար է պատկերացնել շատերին արտադրական արդյունաբերություններ. Հետևաբար, մետաղի հետ այս տեսակի աշխատանքը շարունակում է զարգանալ, չնայած արդեն բարձր մակարդակ, թույլ տալով ապահովել ամենաբարձր որակըև մշակման արագությունը:
3, միջին գնահատականը: 5,00
5-ից)
ԱՆՎՏԱՆԳՈՒԹՅՈՒՆ ԽԱՌԱՏՈՂԻ ՄԵՋ ԱՇԽԱՏԵԼԻՑ
Անվտանգությունհամակարգ է կազմակերպչական և տեխնիկական միջոցներև միջոցներ՝ կանխելու աշխատողների ազդեցությունը արտադրական վտանգավոր և վնասակար գործոնների նկատմամբ: Անվտանգության միջոցառումների և արդյունաբերական սանիտարական պաշտպանության հիմնական բովանդակությունը վնասվածքների կանխարգելումն է, այսինքն՝ աշխատավայրում դժբախտ պատահարների կանխարգելումը և, մասնավորապես, վերապատրաստման պրակտիկայի ընթացքում:
Յուրաքանչյուր ուսանող պետք է ստանա հրահանգներ անվտանգության, արդյունաբերական սանիտարական և հրդեհային պաշտպանության վերաբերյալ:
Աշխատավայրում ճեպազրույցն իրականացվում է բոլոր նոր ժամանած ուսանողների, ինչպես նաև տեղափոխվածների աշխատանքի ընդունվելուց առաջ:
Նախքան աշխատանքը սկսելը.
1) հագնել կոմբինեզոն; ամրացրեք թևերը; մազերը թաքցրեք գլխազարդի տակ.
2) ստուգել պաշտպանիչ ցանկապատերի ամրացման և պաշտպանիչ հողի կապի առկայությունը և հուսալիությունը մեքենայի մարմնի հետ.
3) Գործիքներն ու բլանկները կողքի տակդիրի վրա շարել որոշակի հերթականությամբ.
4) Ամուր սեղմել կտրիչը և մշակման կտորը: Բանալին հանեք կոճից և տեղադրեք այն իր տեղում:
5) Ստուգեք մեքենայի աշխատանքը պարապ վիճակում և մեկնարկային տուփի սպասարկելիությունը՝ անջատելով կոճակները և կառավարման լծակները:
Աշխատանքի ընթացքում.
1) Խստորեն հետևեք գործառնությունների տեխնոլոգիային.
2) Վնասվածքներից խուսափելու համար մի՝
Գլուխը թեքեք մոտեցեք ցատկին կամ կտրող գործիքին:
· Մեքենաների պտտվող մասերի միջոցով դավաճանել կամ ընդունել առարկաներ.
հենվել կամ հենվել մեքենայի վրա, դրա վրա դնել գործիքներ կամ աշխատանքային մասեր:
Չափեք աշխատանքային կտորը, մաքրեք և հեռացրեք չիպսերը մեքենայից, մինչև այն ամբողջովին դադարի:
· Սառեցրեք կտրող գործիքը կամ աշխատանքային մասը կտորով:
կանգնեցրեք մեքենան՝ ձեռքով արգելակելով մեքենան:
հեռանալ մեքենայից՝ առանց այն անջատելու:
Աջակցեք և բռնեք կտրված կտորը ձեր ձեռքով:
3) Մեքենայի վրայի մասի մաքրում շրջանակին ամրացված թիթեղով կամ հղկաթուղթով. Շրջանակի բռնակը պետք է լինի անվտանգության օղակով։ Աշխատելիս բռնեք ձախ ձեռքով։
4) Մեքենան անջատելիս անհրաժեշտ է կտրիչը հեռացնել աշխատանքային մասից:
5) Կենտրոններում աշխատելիս ստուգեք, թե արդյոք պոչամբարը ապահով ամրացված է և համոզվեք, որ հորատումը բավարար է, և դրա անկյունը համապատասխանում է կենտրոնների անկյունին:
6) Օգտագործեք բանալիներ, համապատասխան ընկույզներ և պտուտակների գլուխներ:
7) Մշակման ենթակա ձողը չպետք է դուրս գա մեքենայից այն կողմ
8) Ցանցում հոսանքազրկելիս, շահագործման ընթացքում անմիջապես անջատեք մեքենան.
Աշխատանքի վերջում.
1) Անջատեք տրամաչափը, անջատեք էլեկտրական շարժիչը.
2) Մեքենայից չիպսերը հանել խոզանակով, մահճակալի ակոսներից՝ կեռիկներով։ Արգելվում է չիպսերը փչել բերանով կամ ավլել ձեռքով։
3) Սրբել մեքենան, յուղել, կարգի բերել գործիքները և անհատական միջոցներպաշտպանություն։ Մեքենան հանձնեք ուսուցչին:
ԿՏՐՈՂ ԳՈՐԾԻՔՆԵՐ
Խառատահաստոցների վրա օգտագործվող կտրող գործիքներն են կտրիչներ.Ըստ մշակման տեսակի՝ կտրիչները բաժանվում են. ձանձրալի, իր հերթին, բաժանվում են կտրիչների՝ անցքերով մշակելու, մոտ հեռավորության վրա կույր անցքերի մշակման, ձանձրալի ակոսների և թելերի։ Կերակրման ուղղությամբ կտրիչները բաժանվում են աջ և ձախ: Աջ կտրիչներ կոչվում են նրանք, որոնցում, երբ դրվում են դրանց վրա, ափերը աջ ձեռքտուն կտրող եզրկարծես կողքից է բութ մատը. Նման կտրիչներով խառատահաստոցով աշխատելիս դրանք շարժվում են աջից ձախ։ Ըստ գլխի ձևի և մարմնի առանցքի համեմատ նրա գտնվելու վայրի, կտրիչները ուղիղ են։ Կտրողի ռացիոնալ ընտրված երկրաչափական պարամետրերը և կտրման տվյալ պայմանների համար առջևի մակերեսի ձևը պետք է ապահովեն գործիքի առավելագույն ժամկետը կամ կտրման ամենաբարձր արագությունը: Նման երկրաչափությունը կոչվում է օպտիմալ և ընտրվում է կտրման պայմանների և կտրող գործիքների նախագծման վերաբերյալ համապատասխան ուղեցույցներից: Կտրիչների նյութը գերարագ պողպատից է (եռակցված կտրիչներ) և կերամիկական կոշտ համաձուլվածքից (հղկված կամ պտուտակավոր ներդիրներով կտրիչներ):
ՄԱՍԵՐԻ ՄՇԱԿՈՒՄ ԽԱՌԱՏՈՂՆԵՐԻ ՎՐԱ
Շրջադարձային- մետաղի կտրման ամենատարածված տեսակներից մեկը, որն իրականացվում է շրջադարձային խմբի մեքենաների վրա: Այս մեքենաների վրա մշակվող մասերը բաժանվում են երեք դասի՝ լիսեռներ, սկավառակներ, թփեր։ Մասերը մշակվում են մասնագիտացված մեքենաների վրա, հարմարեցվում են որոշակի պարզ և միջին բարդության աշխատանքային մասերի մշակման կամ անհատական գործողություններ կատարելու համար՝ արտաքին և ներքին եռանկյունաձև և ուղղանկյուն թելերի կտրում ծորակներով և ձողերով: Նրանք օգտագործում են ունիվերսալ և հատուկ սարքեր, բազմաչափ և միաչափ գործիքներ։
ԽԱՌԱՏՈՍԻ ՏԵՍԱԿՆԵՐԸ
Մեքենան բաղկացած է պատվանդանների վրա ամրացված մահճակալից, առջևի (սպինդի) գլխիկից, գործիքակալով և գոգնոցով տրամաչափից և պոչամբարից։ Մահճակալը հիմքն է և ծառայում է մեքենայի բոլոր հիմնական բաղադրիչները տեղադրելու համար: Մահճակալի ուղեցույցների երկայնքով շարժվում են տրամաչափի կառքը և պոչամբարը։ Գլխակալը ներսից ունի փոխանցման տուփ՝ լիսեռով, որի առջևի մասում ամրացված է ճարմանդ կամ երեսպատում՝ մշակման ենթակա աշխատանքային մասի տեղադրման համար: Կալիպերը նախատեսված է գործիքակալում կտրիչները ամրացնելու և դրանք երկայնական, լայնակի և անկյունային ուղղություններով շարժելու համար։ Գործիքը տեղափոխելու համար տրամաչափն ունի երեք սլայդ (վագոն)՝ երկայնական, լայնակի և վերին: Կերակրման տուփը և փոխարինվող շարժակների կիթառը օգտագործվում են մեքենան հարմարեցնելու համար անհրաժեշտ սնուցմանը կամ կտրվող թելի բարձրությանը: Սնուցման տուփից դեպի տրամաչափ շարժումը կատարվում է կապարի պտուտակով, պարուրվելիս կամ շարժիչի լիսեռի միջով, երբ անհրաժեշտ է տեղափոխել երկայնական և լայնակի սնուցումները աշխատանքային մասերը շրջելիս: Պոչամբարը ծառայում է երկար աշխատանքային մասերի ազատ ծայրին աջակցելու համար: Բաղկացած է երեք հիմնական մասերից՝ մարմին, կեռիկներ և թիթեղներ։ Գլխի կոնաձև անցքի մեջ տեղադրվում է կենտրոն կամ գործիք (գայլ, լոգարան և այլն): Պոչամբարի պատյանը կարող է կողային տեղաշարժվել՝ կոնաձև մակերեսները շրջելու համար: Խառատահաստոցները հագեցած են տրամաչափի արագ սնուցման սարքերով և լիսեռի պտույտն արագ դադարեցնելու մեխանիզմով և ավտոմատ անջատումտրամաչափի մատակարարում գերծանրաբեռնվածության դեպքում. Մեքենայի գլխամասի վրա կան թյունինգային բռնակների դիրքի ցուցիչներ և լիսեռի արագությունների աղյուսակներ:
ԳԼԱՆՆԴՐԱԿԱՆ ԵՎ ՎԵՐՋԱՅԻՆ ՄԱՍԵՐԵՎՈՒԹՅԱՆ ՄԵՔԵՆԱՇԻՆՈՒՄ
Աշխատանքային մասի գլանաձև մակերեսն ամբողջությամբ մեկ տեղադրման մեջ մշակելու համար անհրաժեշտ է օգտագործել հատուկ առջևի կենտրոն (ծալքավոր, ծալքավոր կապանքով լողացող, ինքնասեղմվող կամ հետընթաց) շարժիչ ցախի և սեղմակի փոխարեն և պտտվող հետևի մաս: կենտրոն.
Աշխատանքային մասերի ծայրերը կտրելը բաղկացած է նախորդ վարժություններում նախատեսված տեխնիկայի կատարումից (չաք, կտրիչ և աշխատանքային մասի տեղադրում, մեքենան պտտման անհրաժեշտ արագության սահմանում): Աշխատանքային մասը ամրացրեք պտուտակի մեջ՝ ծնոտներից ոչ ավելի, քան 40 ... 50 մմ ելուստով: Մշակումը պետք է կատարվի j = 90° անկյունով տիֆի ծայրի թեքված կտրիչով կամ j = 45° անկյունով թեքված կտրիչով: Աշխատանքային մասի ծայրային երեսը հետևյալ հաջորդականությամբ մշակելու համար՝ հպեք կտրիչի գլխի ծայրին աշխատանքային մասի ծայրամասային երեսին և կտրիչը հեռացեք աշխատանքային մասից; Դրեք կտրիչը կտրված շերտի պահանջվող չափի վրա (կտրման խորությունը կամ ծայրի չափը), այն տեղափոխելով ձախ, սնուցեք կտրիչը ձեռքով լայնակի սնուցմամբ՝ նվազեցնելով սնուցման արժեքը, երբ կտրիչի ծայրը մոտենում է աշխատանքային մասի առանցքին: Աշխատանքային մասի երկրորդ ծայրը կտրելու համար անջատեք աշխատանքային մասը, չափեք դրա երկարությունը, որոշեք 2-րդ ծայրը մշակելու համար մնացած չափը, մյուս ծայրով ամրացրեք աշխատանքային մասը ցամակի մեջ: Տեղափոխեք կտրիչը՝ հաշվելով շարժումը պտուտակի վերջույթի երկայնքով վերին սլայդ(կամ տրամաչափի կառքի երկայնական սնուցման վերջույթի երկայնքով) աշխատանքային մասի վերջից՝ վերջնական կտրվածքի համար թողնելով 0,1 ... 0,2 մմ:
Կտրեք ծայրը՝ կտրիչը տեղափոխելով խաչի կենտրոն ձեռքով կերակրում. Քաշեք կտրիչը աշխատանքային մասից մինչև իր սկզբնական դիրքը: Տրամաչափի վերին սլայդի պտուտակի վերջույթի վրա կտրիչը տեղափոխեք ձախ դեպի մնացած թողունակությունը և ամբողջությամբ կտրեք երկրորդ ծայրը: Ծայրերը j = 45° անկյունով կոր կտրիչով կտրելիս նախնական անցում կատարեք՝ կտրիչը տեղափոխելով արտաքին մակերեսըաշխատանքային մասը դեպի կենտրոն, վերջնական անցում - կենտրոնից շարժվելով աշխատանքային մասի արտաքին մակերես: Չափիչ քանոնով մշակելուց հետո ստուգեք աշխատանքային մասի վերջի երեսի ուղիղությունը: Վերջի ուռչումն անթույլատրելի է: Կրկնեք վերը նշված բոլոր վարժությունները՝ գլանաձև մակերևույթները շրջելու և ծայրերը մի քանի անգամ կտրելու համար, այնուհետև մշակեք աշխատանքային մասերը, որոնք անհրաժեշտ են հետևյալ դասերի կամ վերապատրաստման սեմինարների կողմից արտադրված արտադրանքի մասերի պատրաստման համար:
Աշխատանքային մասի ծայրը կտրելը կատարվում է հետևյալ հաջորդականությամբ՝ դիպչել աշխատանքային մասի կտրիչի ծայրի գլխի ծայրին և կտրիչը հեռացնել աշխատանքային մասից. կարգավորեք կտրիչը պահանջվող չափի վրա (կտրման խորություն կամ վերջի թույլտվություն), այն տեղափոխելով ձախ; սնուցեք կտրիչը ձեռքով լայնակի սնուցմամբ՝ նվազեցնելով սնուցման արժեքը, երբ կտրիչի ծայրը անցնում է աշխատանքային մասի առանցքին:
ՀՈՐԱՏՈՂ ԵՎ ՀՈՐԱՑՆԵԼՈՎ ՓՈՍԵՐ
Խառատահաստոցների վրա փոսագործությունը կատարվում է տարբեր կտրող գործիքներով, որոնց ընտրությունը կախված է ձեր աշխատանքային կտորներից, անցքի ձևից, անցքի մակերեսի ճշգրտությունից և կոշտությունից: Աշխատանքային մասերը ամրագրված են մեքենայի լիսեռի մեջ և պտտվող շարժում են հաղորդում նրանց, և կտրող գործիքներ- պոչամբարի փեղկերում և պատմիր նրանց թարգմանական շարժումը՝ կերակրումը: Կախված ձևից և չափսերից՝ մշակված մասը ամրացվում է երեք ծնոտով ինքնակենտրոն ճարմանդում, չորս ծնոտի ճարմանդում, ճակատային ափսեի վրա՝ օգտագործելով շերտեր և պտուտակներ կամ այլ ձևերով: Աշխատանքային մասի պինդ մետաղում անցքերի մշակումն իրականացվում է պտտվող հորատանցքերով։ Երբ անցքի երկարությունը գերազանցում է 5 ... 10 տրամագիծը, այսպես կոչված խորը հորատմամբ, օգտագործվում են հատուկ փորվածքներ (ատրճանակ, թնդանոթ, spindle, օղակ , կենտրոնացում և այլն): Մինչև 10 մմ տրամագծով պտտվող հորատանցքերը գլանաձև սրունքով ամրագրված են երեք ծնոտի գայլիկոնի մեջ, որը տեղադրված է անմիջապես պոչամբարի նեղացած անցքի մեջ: Եթե գայլիկոնի սրունքի կոնն ավելի փոքր է, քան փորվածքի կոն անցքի կոնը, ապա պետք է օգտագործել կոնաձև թփ: 10 մմ-ից ավելի տրամագծով պտտվող գայլիկոնները գլանաձև սրունքով ամրացվում են երկու ծնոտի գայլիկոնի մեջ՝ ավելի մեծ սեղմիչ ուժով. գայլիկոնի կոնը ավելի փոքր է, քան փեղկի կոնաձև անցքը, այնուհետև օգտագործվում են մեկ կամ մի քանի ադապտերների թփեր: Տարբերակել նախնական և վերջնական հորատումը: Նախնական հորատման ժամանակ հորատման տրամագիծը ընտրվում է վերջնական տրամագծից պակաս՝ վերջնական մշակման համար թողնված նպաստի չափով: Նախնական հորատումից հետո կարելի է կատարել փորագրություն, այսինքն՝ փորել ավելի մեծ տրամագծով գայլիկոնով, փորել, փորել կամ փորել անցք կտրիչով։ Դիտել ընտրությունը հետագա վերամշակումկախված է մշակվող անցքի ճշգրտությունից: Մեքենաների կենտրոններում աշխատանքային մասերի տեղադրման համար ծայրամասային մակերևույթների կենտրոնական անցքերի մշակումն իրականացվում է կամ հաջորդաբար փորվածքով և լոգարանով, կամ մեկ քայլով համակցված կենտրոնական փորվածքով:
Աշխատանքային մասի մեջ արդեն իսկ անցքի տրամագիծը մեծացնելը և նրան անհրաժեշտ ձևը (գլանաձև, կոնաձև, աստիճանավոր) տալը ձանձրալի կտրիչների օգնությամբ կոչվում է ձանձրալի։ Ձանձրալի կտրիչ, որը տեղադրված է մեքենայի հենարանի գործիքակալում, պետք է ունենա հենարանային մաս, որը դուրս է ցցված գործիքակալից մինչև մշակման մասի հորատող անցքի երկարությունից ավելի երկարություն: Հորատող կտրիչների երկրաչափական պարամետրերը և փորման ընթացքում կտրելու ռեժիմների տարրերը նման են այս պարամետրերին, երբ գլանաձև մշակման մասերը պտտվում են միջանցքներով:
Փոս ձանձրալիքայլերով տարբերվում է ձանձրալի հարթ գլանաձև անցքից ձանձրալիով կոշտ կտրիչայդ մշակումն իրականացվում է մի քանի անցումներով։ Կտրող լիսեռի երկարությունը պետք է լինի այնպիսին, որ հնարավոր լինի փորել ամբողջ աստիճանավոր անցքը մինչև ամբողջ խորությունը, և լայնակի հատվածկտրողի գլուխը և լիսեռը պետք է ավելի փոքր լինեն, քան աստիճանավոր անցքի փոքր տրամագիծը: Եթե ուսի բարձրությունը 5 մմ-ից պակաս է, իսկ ավելի մեծ տրամագծով փորվածքը կատարվում է մեկ անցումով (տ.<5 мм), то применяют резец с главным углом в плане j=90°, подачу резца производят только в продольном направлении. При растачивании глухих цилиндрических отверстий или сквозных отверстий с уступами высотой более 5 мм применяют резец с главным углом в плане j=95°, подача резца в этом случае производится сначала в продольном направлении, а при подходе резца к уступу - в поперечном направлении. Размер от торца заготовки до уступа выдерживают различными способами: по риске на резце плоским упором, закрепленным в резцедержателе, а также продольным упором, установленным на направляющих станины, или по продольному лимбу. Размер от торца заготовки до уступа (или дна глухого цилиндрического отверстия) можно измерить различными измерительными инструментами: измерительной линейкой, глубиномером штангенциркуля, штангенглубиномером или шаблоном. Диаметр отверстия измеряют штангенциркулем. При использовании штангенциркуля с отсчетом по нониусу 0,05 мм необходимо к показаниям штангенциркуля прибавлять толщину губок, указанную на них. Проверить полученный диаметр отверстия можно предельными калибрами-пробками. Проходная сторона пробки (ПР) должна проходить в отверстие без особых усилий, а непроходная сторона (НЕ) не должна проходить в отверстие.
ՆԱԽԱՆՑՈՒՄ
Խառատահաստոցների վրա կոնաձև մակերևույթների մշակումն իրականացվում է տարբեր ձևերով. տրամաչափի վերին մասը պտտելով; պոչի մարմնի տեղաշարժը; պտտելով կոնաձև քանոնը; լայն կտրիչ: Այս կամ այն մեթոդի օգտագործումը կախված է կոնաձև մակերեսի երկարությունից և կոնի անկյունից:
Արտաքին կոնը պտտեցնելով տրամաչափի վերին սլայդը, նպատակահարմար է այն դեպքերում, երբ անհրաժեշտ է ձեռք բերել համեմատաբար փոքր երկարությամբ կոնի թեքության մեծ անկյուն: Կոնի գեներատորի ամենամեծ երկարությունը պետք է փոքր-ինչ փոքր լինի վերին տրամաչափի կառքի հարվածից: Արտաքին կոնի մշակումը պոչամբարի մարմինը տեղափոխելու միջոցով հարմար է փոքր թեքության անկյունով երկար նուրբ կոններ ստանալու համար (3 ... 5 °): Դրա համար պոչամբարի մարմինը մեքենայական կենտրոնների գծից տեղափոխվում է լայնակի ուղղությամբ գլխի հիմքի ուղեցույցների երկայնքով: Մշակման ենթակա աշխատանքային կտորը ամրացվում է մեքենայի կենտրոնների միջև՝ օձիքով շարժվող ճարմանդում: Կոների մշակումը ափսեի վրա խառատահաստոց մահճակալի հետևի մասում ամրացված կոն (պատճեն) քանոնի օգնությամբ օգտագործվում է զգալի երկարությամբ ծանծաղ կոն ստանալու համար։ Աշխատանքային մասը ամրագրված է կենտրոններում կամ երեք ծնոտով ինքնակենտրոն ճարմանդում: Մեքենայի հենարանի գործիքակալում ամրացված կտրիչը միաժամանակ շարժում է ստանում երկայնական և լայնակի ուղղություններով, ինչի արդյունքում մշակում է մշակվող մասի կոնաձև մակերեսը։
Արտաքին կոնի մշակումը լայն կտրիչով օգտագործվում է, եթե անհրաժեշտ է ստանալ կարճ կոն (լ.<25 мм) с большим углом уклона. Широкий проходной резец, режущая кромка которого длинней образующей конуса, устанавливают в резце держатель так, чтобы главная режущая кромка резца составляла с осью заготовки угол а, равный углу уклона конуса. Обработку можно вести как с продольной, так и с поперечной подачей. На чертежах деталей часто не указывают размеры, необходимые для обработки конус и их необходимо подсчитывать. Для подсчета неизвестных элементов конусов и их размеров (в мм) можно пользоваться следующими формулами
ա) taper K= (D-d)/l=2tga
բ) կոնի թեքության անկյուն tga = (D-d)/(2l) = K/2
գ) թեքություն i = K/2=(D-d)/(2l) = tga
դ) կոնի ավելի մեծ տրամագիծ D = Kl + d = 2ltga
ե) ավելի փոքր կոնի տրամագիծը d = D-K1 = D-2ltga
ե) կոնի երկարությունը l \u003d (D-d) K \u003d (D-d) / 2tga
Խառատահաստոցների վրա ներքին կոնաձև մակերևույթների մշակումը կատարվում է նաև տարբեր եղանակներով՝ լայն կտրիչով, տրամաչափի վերին հատվածը (սահնակը) պտտելով, կոնաձև (պատճենային) քանոնը շրջելը։ Մինչև 15 մմ երկարությամբ ներքին կոնաձև մակերեսները մշակվում են լայն կտրիչով, որի հիմնական կտրող եզրը դրվում է կոնի առանցքի նկատմամբ պահանջվող անկյան տակ՝ կատարելով երկայնական կամ լայնակի սնուցում։ Այս մեթոդը կիրառվում է, երբ կոնի թեքության անկյունը մեծ է, և բարձր պահանջներ չեն դրվում կոնի թեքության անկյան ճշգրտության և մակերեսի կոշտության վրա: 15 մմ-ից ավելի երկարությամբ ներքին կոնները թեքության ցանկացած անկյան տակ մշակվում են՝ պտտելով տրամաչափի վերին սլայդը՝ ձեռքով կերակրման միջոցով:
Անկախ կոնի մշակման եղանակից, կտրիչը պետք է տեղադրվի հենց մեքենայի կենտրոնների բարձրության վրա:
ՊԵԼԱՌՈՒՄ ԽԱՌԱՏՈՂՆԵՐԻ ՎՐԱ
Կտրիչներով պարուրելը կատարվում է պտուտակահան խառատահաստոցների վրա՝ ճեղքված ընկույզով կապարի պտուտակով, փոխարինելի անիվների կիթառով, կերակրման տուփով և հետընթաց մեխանիզմով։ Մեքենան կարող է կտրել տարբեր թելեր՝ արտաքին և ներքին, մետրային և դյույմ, աջ և ձախ, մեկ և բազմաթել, ամրացում և բեռներ; ըստ պրոֆիլի ձևի՝ եռանկյունաձև, ուղղանկյուն, տրապեզոիդ և այլն։ Նախքան պարուրելը, մշակման կտորը շրջում են (ձանձրացնում) մինչև որոշակի տրամագիծ, որը պետք է փոքր-ինչ փոքր լինի թելի արտաքին տրամագծից: Դա պայմանավորված է առաձգական և պլաստիկ դեֆորմացիաների առկայությամբ, որոնք տեղի են ունենում աշխատանքային մասի նյութում, որից գավազանի արտաքին տրամագիծը մեծանում է, իսկ անցքի ներքին տրամագիծը նվազում է: Աշխատանքային մասի տրամագծի ընտրությունը կատարվում է ըստ հատուկ աղյուսակների:
Թելերի համար օգտագործվում են ձողային, պրիզմատիկ և կլոր (սկավառակ) կտրիչներ և թելերով սանրեր։ Ձողային կտրիչները ավելի լայն կիրառություն են գտնում: Կտրիչների հարդարման համար փոցխի անկյունը γ = 0, թելերի նախնական մշակման կտրիչների համար, երբ թելի պրոֆիլի աղավաղումը մեծ նշանակություն չունի, օգտագործվում է փոցքի դրական անկյուն γ = 10 ... 20 °: Կտրիչի կտրող մասում պրոֆիլի անկյունը հավասար է թելի պրոֆիլի անկյունին (օրինակ՝ մետրիկի համար՝ 60°, պուբիկի համար՝ 55°)։ Կտրիչի կտրող մասի պրոֆիլի անկյունը և դրա տեղադրումը գործիքակալում չափվում է կաղապարով կամ գոնիոմետրով լույսի միջով: Պարուրակելու համար անհրաժեշտ է կապել աշխատանքային մասի (սպինդի) պտույտը պարուրավոր գործիքի (տրամաչափի) սնուցման հետ։ Ցանկալի բարձրության թելը կստացվի, երբ մշակվող մասի մեկ պտույտով կտրիչը շարժվի ձախողված ուղղությամբ՝ կտրվող թելի մեկ քայլով (թելով):
Ժամանակակից պտուտակով կտրող խառատահաստոցներն ունեն շատ պարզ և կանխորոշված թելի քայլ: Կարգավորելով, ըստ աղյուսակի, կցված, կախված մոդելից, տուփի վերին կամ կողային պատին կամ թմբուկի վրա՝ մեքենան պահանջվող թելի վրա դնելու համար, կերակրման տուփի բռնակների ցանկալի դիրքը հարվածային գործիքներ, կամ փոխարինելի շարժակների ատամների քանակը և դրանք ցանկալի դիրքի վրա դնելը: Հաստոցները սովորաբար ունենում են փոխարինելի անիվների երկու հավաքածու: Այն պտուտակավոր խառատահաստոցներում, որոնք չունեն սնուցման տուփ, կարգավորումը կատարվում է միայն հաշվարկով։ Նման մեքենաները մատակարարվում են 17, 19, 38 կամ մեկ այլ թվով անիվների փոխարինելի շարժակների հավաքածուներով: Թելը կտրվում է մի քանի նախնական և վերջնական քայլերով, որոնց թիվը կախված է թելի բարձրությունից։ Կան մի քանի մեթոդներ (սխեմաներ) յուրաքանչյուր անցումով թելերով կտրիչ կտրվածքի խորությանը մատակարարելու համար: Պ–ով պարուրվելիս< 2 мм резец подается в поперечном направлении перпендикулярно оси нарезаемой заготовки - радиальная подача. При нарезании резьбы с шагом Р>2 ... 2,5 մմ կտրող գոտուց չիպսերի դեֆորմացիան և ազատ ելքը հեշտացնելու համար օգտագործվում է կտրիչի համակցված սնուցում ՝ ինչպես լայնակի, այնպես էլ երկայնական: Երկրորդ կտրման սխեման կարող է իրականացվել նաև տրամաչափի վերին սլայդը 60° անկյան տակ պտտվող մեքենայի կենտրոնների առանցքի վրա սնելու միջոցով: Ավելի ճշգրիտ թել ստանալու համար վերջնական անցումները ցանկալի է կատարել միայն ճառագայթային սնուցմամբ՝ ըստ առաջին սխեմայի։ Թելավոր կտրիչի վերադարձը իր սկզբնական աշխատանքային դիրքին՝ հաջորդ անցումը կատարելու համար, կատարվում է երկու եղանակով, որոնց ընտրությունը կախված է կտրվող թելի քայլից և մեքենայի առաջատար պտուտակի քայլից։ Պտուտակով կտրող խառատահաստոցի վրա կտրելիս լինում են բազմաթիվ (զույգ) և ոչ բազմակի (կենտ) թելեր։ Բազմապատիկը այն թելն է, որում կապարի պտուտակի թելի բարձրության P x հարաբերակցությունը առանց մնացորդի բաժանվում է կտրվող թելի բարձրության P n-ի կամ կտրվող թելերի 1"-ի վրա n n թելերի քանակով բաժանվում է: առանց մնացորդի կապարի պտուտակի n x թելերի քանակով: Այդպիսի թելը կոչվում է ոչ բազմակի, y, որը նշված բաժանման արդյունքում ստացվում են կոտորակային, ոչ թե ամբողջ թվեր: Բազմաթել կտրելիս կտրիչը ( տրամաչափ) վերադարձվում է իր սկզբնական դիրքին՝ միացնելով կապարի պտուտակի ճեղքված ընկույզը և արագ շարժելով սլայդը ձեռքով։ ուղղություն, միացրեք պտուտակի պտույտը հակառակ (արագ) պտույտի վրա՝ առանց ճեղքված ընկույզը բացելու, և տրամաչափը շարժեք կտրիչն իր սկզբնական դիրքի վրա՝ հաջորդ անցումը կատարելու համար:
Ուղղանկյուն և տրապեզոիդ թելերն ու որդերը, կախված չափից և ճշտությունից, կտրվում են մեկ կամ մի քանի կտրիչով։ Թելելիս օգտագործվում են տարբեր կտրող հեղուկներ, որոնք կլանում են ջերմությունը, նվազեցնում են կտրիչի և աշխատանքային մասի քսվող մակերեսների շփումը և հեռացնում մանր չիպերի մասնիկները: Պողպատե մասերը մշակելիս օգտագործվում են էմուլսիա, յուղ, սուլֆրեզոլ; բրոնզ և արույր առանց հովացման կամ ռապսի յուղի; չուգուն առանց սառեցման կամ կերոսինի:
Խառատահաստոցների, պտուտահաստոցների և այլ մեքենաների վրա արտաքին և ներքին եռանկյունաձև ամրացման թելերը ծորակներով և ձուլակտորներով կտրելը բարձր արդյունավետության մշակման մեթոդներից է: Թելը ամբողջությամբ կտրված է մեկ կամ մի քանի գործիքային անցուղիներով: Մեքենայի պարագծման համար հատուկ կարգավորում չի կատարվում: Աշխատանքի մեթոդները պարզ են, շատ առումներով նման են թելավորման տեխնիկային, որոնք յուրացրել են ուսանողները փականագործական պրակտիկայի ընթացքում և չեն պահանջում բարձր որակավորում: Մինչև 25..30 մմ տրամագծով և 3 մմ-ից ոչ ավելի քայլով ոչ ճշգրիտ ամրացման թելերը կտրելու համար առավել նպատակահարմար է օգտագործել ծորակներ և ձողիկներ:
Մեռնելը օղակ է, որի ներքին մակերեսը թելով է և կտրող անցքերով, որոնք կազմում են կտրող եզրերը: Ծորակները օգտագործվում են ներքին թելերը կտրելու համար և բաժանվում են մետաղագործական, մեքենա-մեխանիկական, հաստոցային, ընկույզի և հատուկի։ Մեքենայի ծորակները օգտագործվում են խառատահաստոցների, պտուտահաստոցների պտտման և հորատման մեքենաների վրա թելերը կտրելու ժամանակ, իսկ տարբեր ընկույզ կտրող մեքենաների վրա հատուկ և ընկույզային ծորակներ: Ծորակը բաղկացած է աշխատանքային մասից, որն ունի ակոսավոր մակերևույթ և ակոսներ՝ կտրող եզրեր և սրունքներ ձևավորելու համար, որոնք ծառայում են գործիքը ամրացնելու համար: Սովորաբար մեքենայի վրա պարուրվելիս օգտագործվում է մեկ հաստոց, որն ապահովում է պարուրվել մեկ անցումով։ Կոշտ մետաղական բլանկներում պարուրելու համար օգտագործվում են երկու կամ երեք ծորակ (երկու և երեք ամբողջական): Առաջինը նախնական կտրվածք է անում, իսկ ավարտականը թելը հասցնում է պահանջվող չափերին ու մաքրում։ Երբ ծորակը պտտվում է կամ ձող է պտտվում կտրվող մշակման մասի մակերեսին, գործիքի փորվածքային մասի ատամները աստիճանաբար կտրում են թելի պրոֆիլի պարուրաձև ակոսները: Կտրված շերտի հաստությունը a z շերեփի յուրաքանչյուր ատամի կողմից, և, հետևաբար, կտրող ուժը և պտտվող մոմենտը կախված են ատամների քանակից, թեքվածքի j անկյունից և թելի բարձրությունից: Գործիքը մեքենայի վրա ամրացնելու և կտրելու ընթացքում այն կոտրվելուց և թելից հանելուց պաշտպանելու համար, հատկապես կույր անցքերում և աստիճանավոր գլանափաթեթների վրա, օգտագործվում են տարբեր դիզայնի և չափերի անվտանգության փոխհատուցող փամփուշտներ: Նման ճարմանդների հիմնական առանձնահատկությունն այն է, որ գործիքը սրունքի առանցքի երկայնքով որոշակի հեռավորություն տեղափոխելու և գործիքի իրական սնուցման և կտրվող թելի բարձրության միջև որոշակի անհամապատասխանության փոխհատուցման հնարավորությունն է:
ՁԵՎԱՎՈՐ ՄԱՔԵՐԵՍՆԵՐԻ ՄՇԱԿՈՒՄԸ
Մեքենայի շատ մասեր ունեն ոչ միայն ուղղագիծ և հարթ մակերեսներ, այլև տարբեր կորագիծ եզրագծեր՝ բաղկացած ուղիղ գծերից, տարբեր տրամագծերի շրջանաձև աղեղներից և այլ կորերից։ Ուղղահայաց ֆրեզերային մեքենաների վրա կարելի է ուղղաձիգ ուրվագծեր պատրաստել. գծանշելով՝ համատեղելով երկայնական և լայնակի ձեռքով սնուցումները. պտտվող կլոր սեղանով նշելով; հատուկ սարքերում պատճենահանող սարքի վրա:
Պտտվող կլոր սեղանի վրա խորհուրդ է տրվում մշակել շրջանագծի աղեղի կոր եզրագծերը՝ ձեռքով սնուցմամբ, որը պարտադիր լրասարք է ուղղահայաց ֆրեզերային մեքենայի համար:
ՄԱՍԵՐԻ ՄՇԱԿՈՒՄԸ ՖՐԵԶԱՅԻ ՄԵՔԵՆԻ ՎՐԱ
Ֆրեզը հարթ և տարբեր ձևի մակերեսների, թելերի, ցցերի, անիվի ատամների և այլ մասերի մշակման ամենատարածված մեթոդներից է:
Մասերի մեծ մասն ունի հարթությունների տեսքով մակերեսներ, օրինակ՝ հաստոցների անկողնու ուղեցույցներ, վանդակի հիմքի մակերեսներ, հսկիչ և գծանշման թիթեղներ, մոնտաժային քառակուսի մակերևույթներ, պտուտակների և ընկույզի երեսներ, գործիքների սրունքների քառակուսիներ և այլն: Ինքնաթիռների ֆրեզումը կարող է կատարվել հիմնականում գլանաձևով կտրիչներ հորիզոնական ֆրեզերային մեքենաների վրա, և դեմքի և ծայրամասային ֆրեզերային, ինչպես հորիզոնական, այնպես էլ ուղղահայաց ֆրեզերային մեքենաներ:
Թեք հարթությունը հարթ մակերես է հորիզոնականի նկատմամբ անկյան տակ։ Թեքությունը կարճ թեքված հարթություն է: Աշխատանքային մասի պտտմամբ թեք հարթության ֆրեզումը կարող է իրականացվել ինչպես հորիզոնական, այնպես էլ ուղղահայաց ֆրեզերային հաստոցների վրա՝ օգտագործելով ունիվերսալ հաստոց, անկյունային թիթեղներ կամ հատուկ հարմարանքներ և սեղմակներ:
Ֆրեզերային եզրեր, ուղղանկյուն ակոսներ, ակոսներ և աշխատանքային մասերի կտրում: Մեքենաների և սարքերի մանրամասներում կան մակերեսներ, որոնք կոչվում են եզրեր և ակոսներ: Ակոսները կարող են լինել ուղղանկյուն և ձևավորված, միջով և փակ: Հորիզոնական ֆրեզերային հաստոցների վրա ուղղանկյուն, ձևավորված և ակոսների ու եզրերի միջով մշակելու համար օգտագործվում են տարբեր սկավառակային կտրիչներ։ Հորիզոնական և ուղղահայաց ֆրեզերային հաստոցների վրա փակ ակոսներ, առանցքագծեր և այլ անհասանելի մակերեսներ մշակելու համար օգտագործվում են ծայրային աղացներ: Կրկին մանրացնելիս կտրողի լայնությունը նվազում է, հետևաբար, այն դեպքերում, երբ կտրիչը պետք է պահպանի իր չափը լայնությամբ, խորհուրդ է տրվում օգտագործել երկու կեսից բաղկացած բարդ (կրկնակի) սկավառակային կտրիչներ, որոնց միջև որոշակի հաստության բարակ օղակ: դրված է.
Կտրիչները տեղադրվում են ֆրեզերային մեքենաների մանդրելների վրա այնպես, ինչպես գլանաձևը: Գերարագ պողպատը խնայելու համար մեծ չափսերի սկավառակի կտրիչները պատրաստվում են հավաքովի, միացնող դանակներով։ Սկավառակի կտրիչներով ուսի ֆրեզը կարող է իրականացվել տարբեր ձևերով. յուրաքանչյուր ուսի ֆրեզը կատարվում է մեկ եռակողմ սկավառակի կտրիչով, երկու ուսերը միաժամանակ ֆրացվում են ճիշտ նույն տրամագծով երկու սկավառակային կտրիչների հավաքածուի հետ: Այս դեպքում, եզրերի միջև տրված չափս ստանալու համար, կտրիչների միջև մանդրելի վրա տեղադրվում են համապատասխան միջանկյալ օղակներ կամ ֆրացվում են երկու դիրքով 180 ° պտտվող հարմարանքով: Ծայրը ֆրեզելուց հետո (առաջին դիրքը) պտտվում է դրա մեջ ամրացված աշխատանքային մասով ամրացումը և տեղադրվում երկրորդ դիրքում՝ երկրորդ եզրը ֆրելու համար:
Մեքենայի շատ մասեր ունեն ոչ միայն ուղղագիծ և հարթ մակերեսներ, այլև տարբեր կորագիծ եզրագծեր՝ բաղկացած ուղիղ գծերից, տարբեր տրամագծերի շրջանաձև աղեղներից և այլ կորերից։ Ուղղահայաց ֆրեզերային մեքենաների վրա կարելի է աղալ կոր եզրագծերը. նշագծելով՝ համատեղելով երկայնական և լայնակի ձեռքով սնուցումները. հատուկ սարքերում պատճենահանող սարքի վրա: Ձեռքով սնուցումների համադրմամբ ֆրեզումը բաղկացած է նրանից, որ ֆրեզերային մեքենայի սեղանի վրա ամրացվում է նախապես նշագծված աշխատանքային մասը, իսկ անհրաժեշտության դեպքում՝ փորված անցքերով՝ գործիքը ամրացնելու և տեղադրելու համար: Սեղանը միաժամանակ ձեռքով շարժելով երկայնական և լայնակի ուղղություններով, աշխատանքային մասը բերվում է պտտվող ծայրամասային ջրաղացի տակ, որպեսզի կտրիչը հանի մետաղական շերտը նշված կորագիծ եզրագծին համապատասխան: Որպեսզի կտրիչը ծայրով չդիպչի մեքենայի սեղանի կամ սարքի աշխատանքային մակերեսին, աշխատանքային մասը պետք է տեղադրվի աստառի վրա:
Առաջարկվում է պտտվող կլոր սեղանի վրա շրջանագծի աղեղի ձևի կոր եզրագծերը մշակել ձեռքով սնուցմամբ, որը պարտադիր աքսեսուար է ուղղահայաց ֆրեզերային մեքենայի համար: Պտտվող կլոր սեղանն իր հիմքով պտտվում է մեքենայի սեղանի T-անցքերում: Գլանափաթեթի վրա տեղադրված բռնակից պտույտը փոխանցվում է ճիճու զույգի միջոցով սեղանի պտտվող հատվածին (ֆեյսպլատ): Սեղանի կողային մակերեսի աստիճանավոր սանդղակը ծառայում է հաշվելու դրա պտույտը (ֆիքսված աշխատանքային մասով) պահանջվող անկյան տակ:
Պտտվող սալիկի պտտման առանցքի դիրքը ֆրեզերային մեքենայի սեղանի վրա մեքենայի լիսեռի առանցքի նկատմամբ որոշվում է սեղանի առանցքը ծայրամասային աղացի առանցքի հետ համատեղելով, որի համար կենտրոնացվող քորոցը կամ կենտրոնն է: տեղադրված է պտտվող սեղանի կենտրոնական կոնաձև անցքի մեջ: Աշխատանքային մասի վրա անհրաժեշտ ուրվագծային շառավիղը ստանալու համար մեքենայի սեղանը լայնակի սնուցմամբ տեղափոխվում է եզրագծի շառավղով գումարած կտրիչի շառավիղը:
Աշխատանքային մասի ճիշտ տեղադրումը պտտվող սեղանի առանցքի համեմատ կարելի է ստուգել՝ թեթևակի հպելով աշխատանքային մասին պտտվող կտրիչով երկու տրամագծորեն հակառակ դիրքերում, այսինքն՝ երբ սեղանը պտտվում է 180 °: Այժմ, եթե դուք ցանկացած կետում բերեք աշխատանքային մասը պտտվող կտրիչի մոտ և շարունակեք պտտել սեղանը բռնակով, ապա կտրիչը դրա վրա կմշակի շրջանագծի մի աղեղ, որի շառավիղը հավասար է սեղանի կենտրոնից մինչև այս հեռավորությանը: աշխատանքային մասի կետը. Որքան հեռու է կողային մակերեսի կետը սեղանի առանցքից, այնքան մեծ է այն շրջանակը, որը նկարագրելու է սեղանի պտտման ժամանակ:
Հետևաբար, մշակման այս մեթոդով աշխատանքային մասի ուրվագիծը ձեռք է բերվում առանց երկու սնուցումների համատեղման, և դրա ճշգրտությունը կախված է միայն սեղանի վրա աշխատանքային մասի ճիշտ դիրքավորումից (աշխատանքային մասի ճիշտ շրջադարձային շառավղից): Ֆրեզերային գործընթացի ընթացքում հսկողություն ապահովելու համար աշխատանքային մասը պետք է նախապես նշագրվի:
Կլոր եզրագծով միանման աշխատանքային մասերի մեծ խմբաքանակ մշակելիս նրանք օգտագործում են հատուկ պատճենահանող սարք կամ օգտագործում են պատճենահանող ֆրեզերային մեքենաներ:
ՄԱՍԵՐԻ ՄՇԱԿՈՒՄԸ ՀԱՂԱՑՈՂ ԽՄԲԻ ՄԵՔԵՆԱՆԵՐԻ ՎՐԱ
Հղկելը կարող է մշակել պարզ գլանաձև ուլունքներ և անցքեր, հարթ մակերեսներ, ինչպես նաև բարդ պրոֆիլավորված մակերեսներ, ինչպիսիք են շարժակների, ցցված լիսեռների, թելերի, ճիճուների, մահճակալի ուղեցույցները և այլն:
Հղկման գործընթացն իրականացնելու համար մշակվող կտորը և հղկող գործիքը կատարում են հարաբերական շարժումներ, որոնց ուղղությունները ցույց են տրված հղկման տարբեր տեսակների համար: Արտաքին գլանաձև հղկումը ամենից հաճախ կատարվում է գլանաձև հղկման մեքենաների վրա, երբ աշխատանքային մասը տեղադրվում է կենտրոններում կամ ամրացվում է ճարմանդում: Տարբերում են երկայնական սնուցմամբ հղկելը և սուզումը (լայնակի սնուցմամբ): Երկայնական սնուցմամբ արտաքին գլանաձև հղկման համար անհրաժեշտ են հետևյալ շարժումները. աշխատանքային մասի պտտումը իր առանցքի շուրջ - աշխատանքային մասի շրջանաձև սնուցում. աշխատանքային մասի երկայնական փոխադարձ շարժումը (կամ հաստոցների որոշ մոդելներում՝ հղկող անիվ) իր առանցքի երկայնքով՝ երկայնական սնուցում. Հղկման անիվի լայնակի շարժումը մշակման մասի վրա (կամ մշակման մասի վրա հղկման անիվի վրա) լայնակի սնուցում կամ սնուցում դեպի հղկման խորությունը: Երկայնական սնուցմամբ մանրացնելիս խաչաձև սնուցումը պարբերաբար կատարվում է մեքենայի սեղանի յուրաքանչյուր կրկնակի կամ մեկ հարվածի վերջում: Ներկայումս լայն տարածում է գտել խորը հղկման մեթոդը կամ դրված շրջանով հղկման մեթոդը, երբ փոքր երկայնական սնուցման ժամանակ մեկ անցումով հանվում է ամբողջ նպաստը։ Սողացող հղկման ժամանակ կերակրումն իրականացվում է միայն մեկ ուղղությամբ. Արտաքին շրջանաձև հղկման դեպքում մշակվող կտորը երկայնական շարժում չի ունենում, այլ ամբողջ երկարությամբ միաժամանակ մանրացվում է, իսկ շրջանագծի լայնությունը պետք է հավասար լինի աշխատանքային մասի երկարությանը կամ մի փոքր ավելի մեծ լինի նրանից։ Լայնակի սնուցումն իրականացվում է անընդմեջ, նպաստի հիմնական մասը հանվում է լայնակի սնուցմամբ (0,6...2,0 մմ/րոպե), իսկ մնացած նպաստը հանվում է 0,1 մմ/րոպե լայնակի սնուցմամբ։ Այնուհետև խաչաձև սնուցումն անջատվում է և կայծը դուրս է գալիս, այսինքն՝ աշխատանքը առանց խաչաձև սնուցման, կատարվում է մինչև այն դադարեցվի: Դրանից հետո շրջանակը հանվում է և տեղադրվում է նոր աշխատանքային մաս: Այս կերպ հնարավոր է մանրացնել պրոֆիլը և աստիճանավոր մասերը, որոնց համար հղկող անիվը պետք է ունենա համապատասխան պրոֆիլ՝ ստացված խմբագրմամբ։ Անկենտրոն հղկման դեպքում կտրման գործընթացն իրականացվում է հղկող անիվով այնպես, ինչպես սովորական կենտրոնական հղկման արագություններում: Այս գործընթացի յուրահատկությունը որոշվում է աղացած աշխատանքային մասի ամրագրման և սնուցման առանձնահատկություններով: Առանց կենտրոնացված արտաքին հղկման դեպքում մշակման ենթակա կտորը տեղադրվում է հենարանային դանակի վրա 5 երկու շրջանակների միջև՝ հղկող (աշխատանքային) մեկը, որը գտնվում է նկարի ձախ կողմում, և սնուցող (առաջատար), որը գտնվում է աջ կողմում: Անկենտրոն հղկման գործընթացն իրականացնելու համար պահանջվում են հետևյալ շարժումները՝ հղկման անիվի պտտում, կերակրման անիվի պտտում 4, մշակման մասի շրջանաձև և երկայնական սնուցում: Պտտելով սնուցող անիվը, որը դրված է հղկման անիվի առանցքի նկատմամբ a փոքր անկյան տակ, աշխատանքային մասը պտտվում է` շրջանաձև սնուցում և առանցքի երկայնքով շարժում` երկայնական սնուցում: Եթե անկյունը a-ն հավասար է զրոյի, ապա աշխատանքային մասի երկայնական սնուցում չկա, և հղկումը կտրված է: Կլոր ներքին հղկումը, ինչպես նաև արտաքին հղկումը, բաժանվում է երկայնական կերային հղկման, սուզվող մանրացման և առանց կենտրոնական հղկման:
Շրջանաձև ներքին հղկման սխեման հղկող անիվի երկայնական սնուցմամբ: Աշխատանքային կտորը ամրացվում է ճաղավանդակի մեջ, իսկ շրջանակը, ինչպես երկայնական սնուցմամբ շրջանաձև արտաքին հղկման դեպքում, կատարում է հետևյալ շարժումները. անիվ. Մակերեւութային հղկումը բաժանված է երկու տեսակի՝ ծայրամասով և շրջանագծի վերջի դեմքով մանրացում։ Մակերեւութային հղկման մեքենաները այս երկու տեսակի հղկման համար, բացի այդ, բաժանվում են ուղղանկյուն և կլոր սեղաններով մեքենաների։ Հարթ հղկման համար անհրաժեշտ են հետևյալ շարժումները. հղկման անիվի շարժումը դեպի աշխատանքային մաս (կամ աշխատանքային մասի ուղղահայաց սնուցում դեպի հղկման անիվ) - սնուցում դեպի հղկման խորությունը. աշխատանքային մասի (կամ հղկող անիվի) լայնակի սնուցման շարժումը երկայնական սնուցման շարժմանը ուղղահայաց ուղղությամբ: Այն դեպքում, երբ հղկող անիվը ամբողջությամբ ծածկում է հղկման լայնությունը, խաչաձև սնուցում չկա: Բացի վերը թվարկված հղկման տեսակներից, արտաքին և ներքին կոնաձև մակերեսների և ծայրերի հղկումը լայն տարածում է գտել մեքենաշինության, հաստոցաշինության և գործիքների արտադրության մեջ: Արտաքին կոնաձև մակերեսների հղկման մեթոդները շատ առումներով նման են ապրանքային մեքենաների վրա դրանց մշակմանը: Կախված «աշխատանքային մասի նեղացման» անկյունից
Արտաքին կոնաձև մակերեսների հղկման մեթոդները փոխում են հետևյալ մեթոդները. Եթե կոնի անկյունը չի գերազանցում 15-ը, ապա աշխատանքային կտորը մանրացվում է՝ պտտելով սեղանի վերին մասը։ Մեքենայի վերին սեղանը պտտվում է աշխատանքային մասի կոնի թեքությանը հավասար անկյան տակ: Վերին սեղանի այս տեղադրմամբ, հղկող անիվին նայող կոնի գեներատորը տեղադրվում է մեքենայի սեղանի շարժմանը զուգահեռ: Հղկումն իրականացվում է երկայնական անցումներով։ Հղկող գլխիկի լայնակի շարժումը կատարվում է այնպես, ինչպես գլանաձև մակերեսները մանրացնելու ժամանակ: 15-ից մեծ կոն անկյան տակ գտնվող աշխատանքային կտորները մանրացվում են գլխամասը պտտելու կամ հղկելու միջոցով: Մշակման ենթակա մշակման կտորը սեղմվում է գլխի գլխի վրա ամրացված ճարմանդում: Հղկումն իրականացվում է այնպես, ինչպես երկայնական և լայնակի սնուցումներով գլանաձև մակերեսները մանրացնելիս:
Կարճ կոնաձև մակերևույթներով աշխատանքային կտորները կարելի է մանրացնել լայն տեսականիով` օգտագործելով սուզման մեթոդը: Կոնաձև անցքերով հղկելը ամենից հաճախ իրականացվում է բազմակի երկայնական անցումների մեթոդով, երբ մշակման կտորը, որը ամրագրված է կռունկի կամ այլ սեղմիչ սարքի մեջ, գլխի հետ միասին պտտվում է կոնի անկյան հավասար անկյան տակ: Կույր կոնաձև անցքերի կամ ուսերով ավարտվող անցքերի հղկումը, որը թույլ չի տալիս հղկվող անիվին դուրս գալ աշխատանքային մասի առանցքի երկայնքով, հողակցվում է լայնակի սնուցմամբ՝ օգտագործելով սուզման մեթոդը:
ՄԱՍԵՐԻ ՄՇԱԿՈՒՄԸ ՏՈՒԿԱԿԱՆ ԽՄԲԻ ՄԵՔԵՆԱՆԵՐԻ ՎՐԱ
Խաչաձեւ կտրող մեքենաները հիմնականում նախատեսված են հորիզոնական հարթությունների մշակման համար։ Նրանց վրա ուղղահայաց հարթությունների, ակոսների և ակոսների պլանավորումն իրականացվում է տրամաչափի ուղղահայաց սնուցմամբ: Ուղղահայաց հարթություն պլանավորելիս աշխատանքային մասերը տեղադրվում են այնպես, որ վերջին անցումների ժամանակ կտրիչը չդիպչի սեղանի մակերեսին։ Սա ձեռք է բերվում աշխատանքային մակերեսը սեղանի T-անցքի վրա դնելով բարձիկների կամ որևէ այլ սարքի վրա, որն ապահովում է բացը սեղանի վերին մակերեսի և աշխատանքային մասի միջև: Տրամաչափը դրվում է զրոյական դիրքի, սահնակը բարձրացվում է մինչև խափանումը, այնուհետև իջեցվում է 5 ... 10 մմ ներքև, իսկ կտրիչով ծալովի տախտակը վերածվում է խափանման, իսկ վերին ծայրը հեռու է աշխատանքային մասի մակերեսից: մշակված (հատիչի գլուխն ավելի մոտ է մշակման մասին), այնուհետև սեղանը բարձրացրին այնպես, որ կտրիչի և աշխատանքային մասի միջև բացը լինի մոտ 5 մմ: Նման ճշգրտումը հնարավորություն կտա պլանավորել ուղղահայաց հարթություն, որի բարձրությունը փոքր-ինչ (մինչև 5 մմ) պակաս է տրամաչափի վերին սլայդի շարժման երկարությունից: Ուղղահայաց հարթությունները պլանավորվում են ուղիղ թեքված գլխիկներով կտրիչներ անցնելու և հավաքելու միջոցով: Լավ արդյունքներ են ձեռք բերվում ուղիղ կտրիչով պլանավորելիս՝ անցումային կտրող եզրով, որն ապահովում է մակերեսի ցածր կոպտություն: Զուգավորվող ուղղահայաց և հորիզոնական մակերևույթները մշակելիս նախ մակերևույթը հարթեցվում է կտրիչով հորիզոնական սնուցման ժամանակ, այնուհետև մակերեսը մշակվում է երկու անցուղիով:
Թեք զուգավորվող մակերևույթների պլանավորումն իրականացվում է միջանցիկ և խփող կտրիչներով:
Նախ, ուղղահայաց սնուցմամբ անցքերով կտրիչը մշակում է ուղղանկյուն ակոս մինչև ամբողջ խորությունը: Այնուհետև, հաջորդաբար աջ և ձախ դիպչող կտրիչներով, պլանավորվում են ակոսի երկու թեքված կողմերը: Այնուհետև տրամաչափի պտտվող մասը տեղադրվում է ակոսների պատերի թեքության անկյան վրա համապատասխան անկյան տակ:
Եթե անհրաժեշտ է մշակել աղավնիների լայն ակոսներ, օրինակ, տրամաչափի սահնակները մշակելիս, պլանավորումն իրականացվում է հաջորդականությամբ: T-աձև ակոսների պլանավորումն իրականացվում է հաջորդականությամբ: Նախ անհրաժեշտ լայնությամբ կամ ավելի նեղ կտրող կտրիչ, որին հաջորդում է ակոսի պահանջվող չափսերի ընդլայնումը, ուղղահայաց սնուցմամբ, մշակվում է ուղղանկյուն ակոս, երկրորդ և երրորդ անցումներում աջ և ձախ կողմի ակոսները կտրվում են հատուկ միջոցներով. Հորիզոնական սնուցմամբ կտրիչները, չորրորդ անցումում, երկկողմանի կամ երկկողմանի միջանցքով (γ \u003d 45 °) բեկորները կտրված են ուղղահայաց սնուցման կտրիչով:
Ուղղահայաց և թեք հարթությունների պլանավորման կտրման ռեժիմները ընտրվում են նույն հաջորդականությամբ, ինչ հորիզոնական հարթությունների պլանավորման համար. կտրվածքի խորությունը՝ հաշվի առնելով հաստոցների չափը. տրամաչափի սլայդի ցածր կոշտության պատճառով սնուցումը 1,5 ... 2 անգամ պակաս է, քան հորիզոնական պլանավորման համար; կրճատման արագությունը ստանդարտներից, տեխնոլոգիական փաստաթղթերից կամ վարպետի առաջարկությամբ տվյալ մշակվող նյութի և գործիքի համար: Մշակված մակերեսները ստուգվում են քանոններով, քառակուսիներով, կաղապարներով կամ ունիվերսալ գոնիոմետրերով, իսկ չափերը՝ տրամաչափերով և տրամաչափերով։
ՆԵՐԿԱՅԱՑՆՈՒՄ CNC ՄԵՔԵՆԱՆԵՐ
CNC մեքենաների հիմնական առանձնահատկությունն այն է, որ ծրագիրը, այսինքն՝ աշխատանքային մարմինների շարժման մեծության, արագության և ուղղության մասին տվյալները, նշվում են հատուկ ծրագրի կրիչի վրա տպված նշանների տեսքով։ CNC մեքենայի վրա, նոր կոնֆիգուրացիայի մի մասը մշակելու համար, հաճախ բավական է CNC-ում տեղադրել նոր NC, որը պարունակում է որոշակի կարգավորումների տեղեկատվություն (IM): Ծրագրի մուտքագրման սարքը (PID) կարդում է ծրագիրը, այսինքն՝ այն վերածվում է էլեկտրական ազդանշանների և ուղարկվում ծրագրի մշակման սարքին (PDU), որը սկավառակի կառավարման սարքի (CUP) միջոցով գործում է կառավարման օբյեկտի վրա՝ մեքենայի սնուցման շարժիչ (PP): Սնուցման շարժիչի հետ կապված մեքենայի շարժական մասերի նշված շարժումը վերահսկվում է հետադարձ սենսորների միջոցով: Հետադարձ կապի տեղեկատվությունը սենսորից հետադարձ սարքի միջոցով մտնում է OOP, որտեղ սնուցման միավորի իրական տեղաշարժը համեմատվում է ծրագրի կողմից նշվածի հետ, որպեսզի ճշգրտումներ կատարվեն կատարված շարժումներում: Լրացուցիչ գործառույթներ կատարելու համար UVP-ից էլեկտրական ազդանշաններ են ուղարկվում գործընթացի հրամանի սարքին: Միացված կամ անջատված են տարբեր շարժիչներ, կլատչեր, էլեկտրամագնիսներ և այլն:
Ունիվերսալ սարքավորումների փոխարեն CNC մեքենաների օգտագործումն ունի զգալի առանձնահատկություններ և ստեղծում է որոշակի առավելություններ՝ ապրանքների արտադրության ցիկլի կրճատում, աշխատանքի արտադրողականության բարձրացում և այլն։
ԱՆՎՏԱՆԳՈՒԹՅՈՒՆ ԽԱՌԱՏՈՂԻ ՄԵՋ ԱՇԽԱՏԵԼԻՑ
Անվտանգություն- սա կազմակերպչական և տեխնիկական միջոցառումների և միջոցների համակարգ է, որը կանխում է արտադրության վտանգավոր և վնասակար գործոնների ազդեցությունը աշխատողների վրա: Անվտանգության միջոցառումների և արդյունաբերական սանիտարական պաշտպանության հիմնական բովանդակությունը վնասվածքների կանխարգելումն է, այսինքն՝ աշխատավայրում դժբախտ պատահարների կանխարգելումը և, մասնավորապես, վերապատրաստման պրակտիկայի ընթացքում:
Յուրաքանչյուր ուսանող պետք է ստանա հրահանգներ անվտանգության, արդյունաբերական սանիտարական և հրդեհային պաշտպանության վերաբերյալ:
Աշխատավայրում ճեպազրույցն իրականացվում է բոլոր նոր ժամանած ուսանողների, ինչպես նաև տեղափոխվածների աշխատանքի ընդունվելուց առաջ:
Նախքան աշխատանքը սկսելը.
1) հագնել կոմբինեզոն; ամրացրեք թևերը; մազերը թաքցրեք գլխազարդի տակ.
2) ստուգել պաշտպանիչ ցանկապատերի ամրացման և պաշտպանիչ հողի կապի առկայությունը և հուսալիությունը մեքենայի մարմնի հետ.
3) Գործիքներն ու բլանկները կողքի տակդիրի վրա շարել որոշակի հերթականությամբ.
4) Ամուր սեղմել կտրիչը և մշակման կտորը: Բանալին հանեք կոճից և տեղադրեք այն իր տեղում:
5) Ստուգեք մեքենայի աշխատանքը պարապ վիճակում և մեկնարկային տուփի սպասարկելիությունը՝ անջատելով կոճակները և կառավարման լծակները:
Աշխատանքի ընթացքում.
1) Խստորեն հետևեք գործառնությունների տեխնոլոգիային.
2) Վնասվածքներից խուսափելու համար մի՝
Գլուխը թեքեք մոտեցեք ցատկին կամ կտրող գործիքին:
· Մեքենաների պտտվող մասերի միջոցով դավաճանել կամ ընդունել առարկաներ.
հենվել կամ հենվել մեքենայի վրա, դրա վրա դնել գործիքներ կամ աշխատանքային մասեր:
Չափեք աշխատանքային կտորը, մաքրեք և հեռացրեք չիպսերը մեքենայից, մինչև այն ամբողջովին դադարի:
· Սառեցրեք կտրող գործիքը կամ աշխատանքային մասը կտորով:
կանգնեցրեք մեքենան՝ ձեռքով արգելակելով մեքենան:
հեռանալ մեքենայից՝ առանց այն անջատելու:
Աջակցեք և բռնեք կտրված կտորը ձեր ձեռքով:
4) Մեքենան անջատելիս անհրաժեշտ է կտրիչը հեռացնել աշխատանքային մասից:
5) Կենտրոններում աշխատելիս ստուգեք, թե արդյոք պոչամբարը ապահով ամրացված է և համոզվեք, որ հորատումը բավարար է, և դրա անկյունը համապատասխանում է կենտրոնների անկյունին:
6) Օգտագործեք բանալիներ, համապատասխան ընկույզներ և պտուտակների գլուխներ:
7) Մշակման ենթակա ձողը չպետք է դուրս գա մեքենայից այն կողմ
8) Ցանցում հոսանքազրկելիս, շահագործման ընթացքում անմիջապես անջատեք մեքենան.
Աշխատանքի վերջում.
1) Անջատեք տրամաչափը, անջատեք էլեկտրական շարժիչը.
2) Մեքենայից չիպսերը հանել խոզանակով, մահճակալի ակոսներից՝ կեռիկներով։ Արգելվում է չիպսերը փչել բերանով կամ ավլել ձեռքով։
3) սրբել մեքենան, յուղել, կարգի բերել գործիքներն ու անհատական պաշտպանության միջոցները. Մեքենան հանձնեք ուսուցչին:
ԿՏՐՈՂ ԳՈՐԾԻՔՆԵՐ
Խառատահաստոցների վրա օգտագործվող կտրող գործիքներն են կտրիչներ.Ըստ մշակման տեսակի՝ կտրիչները բաժանվում են. ձանձրալի, իր հերթին, բաժանվում են կտրիչների՝ անցքերով մշակելու, մոտ հեռավորության վրա կույր անցքերի մշակման, ձանձրալի ակոսների և թելերի։ Կերակրման ուղղությամբ կտրիչները բաժանվում են աջ և ձախ: Աջ կտրիչները նրանք են, որոնցում, երբ աջ ձեռքի ափը դրվում է դրանց վրա, հիմնական կտրող ծայրը գտնվում է բթամատի կողքին: Նման կտրիչներով խառատահաստոցով աշխատելիս դրանք շարժվում են աջից ձախ։ Ըստ գլխի ձևի և մարմնի առանցքի համեմատ նրա գտնվելու վայրի, կտրիչները ուղիղ են։ Կտրողի ռացիոնալ ընտրված երկրաչափական պարամետրերը և կտրման տվյալ պայմանների համար առջևի մակերեսի ձևը պետք է ապահովեն գործիքի առավելագույն ժամկետը կամ կտրման ամենաբարձր արագությունը: Նման երկրաչափությունը կոչվում է օպտիմալ և ընտրվում է կտրման պայմանների և կտրող գործիքների նախագծման վերաբերյալ համապատասխան ուղեցույցներից: Կտրիչների նյութը գերարագ պողպատից է (եռակցված կտրիչներ) և կերամիկական կոշտ համաձուլվածքից (հղկված կամ պտուտակավոր ներդիրներով կտրիչներ):
ՄԱՍԵՐԻ ՄՇԱԿՈՒՄ ԽԱՌԱՏՈՂՆԵՐԻ ՎՐԱ
Շրջադարձային- մետաղի կտրման ամենատարածված տեսակներից մեկը, որն իրականացվում է շրջադարձային խմբի մեքենաների վրա: Այս մեքենաների վրա մշակվող մասերը բաժանվում են երեք դասի՝ լիսեռներ, սկավառակներ, թփեր։ Մասերը մշակվում են մասնագիտացված մեքենաների վրա, հարմարեցվում են որոշակի պարզ և միջին բարդության աշխատանքային մասերի մշակման կամ անհատական գործողություններ կատարելու համար՝ արտաքին և ներքին եռանկյունաձև և ուղղանկյուն թելերի կտրում ծորակներով և ձողերով: Նրանք օգտագործում են ունիվերսալ և հատուկ սարքեր, բազմաչափ և միաչափ գործիքներ։
ԽԱՌԱՏՈՍԻ ՏԵՍԱԿՆԵՐԸ
Մեքենան բաղկացած է պատվանդանների վրա ամրացված մահճակալից, առջևի (սպինդի) գլխիկից, գործիքակալով և գոգնոցով տրամաչափից և պոչամբարից։ Մահճակալը հիմքն է և ծառայում է մեքենայի բոլոր հիմնական բաղադրիչները տեղադրելու համար: Մահճակալի ուղեցույցների երկայնքով շարժվում են տրամաչափի կառքը և պոչամբարը։ Գլխակալը ներսից ունի փոխանցման տուփ՝ լիսեռով, որի առջևի մասում ամրացված է ճարմանդ կամ երեսպատում՝ մշակման ենթակա աշխատանքային մասի տեղադրման համար: Կալիպերը նախատեսված է գործիքակալում կտրիչները ամրացնելու և դրանք երկայնական, լայնակի և անկյունային ուղղություններով շարժելու համար։ Գործիքը տեղափոխելու համար տրամաչափն ունի երեք սլայդ (վագոն)՝ երկայնական, լայնակի և վերին: Կերակրման տուփը և փոխարինվող շարժակների կիթառը օգտագործվում են մեքենան հարմարեցնելու համար անհրաժեշտ սնուցմանը կամ կտրվող թելի բարձրությանը: Սնուցման տուփից դեպի տրամաչափ շարժումը կատարվում է կապարի պտուտակով, պարուրվելիս կամ շարժիչի լիսեռի միջով, երբ անհրաժեշտ է տեղափոխել երկայնական և լայնակի սնուցումները աշխատանքային մասերը շրջելիս: Պոչամբարը ծառայում է երկար աշխատանքային մասերի ազատ ծայրին աջակցելու համար: Բաղկացած է երեք հիմնական մասերից՝ մարմին, կեռիկներ և թիթեղներ։ Գլխի կոնաձև անցքի մեջ տեղադրվում է կենտրոն կամ գործիք (գայլ, լոգարան և այլն): Պոչամբարի պատյանը կարող է կողային տեղաշարժվել՝ կոնաձև մակերեսները շրջելու համար: Խառատահաստոցները հագեցված են տրամաչափի արագ սնուցման սարքերով և լիսեռի պտույտն արագ դադարեցնելու և գերծանրաբեռնվածության դեպքում տրամաչափի սնուցումն ավտոմատ անջատելու մեխանիզմով։ Մեքենայի գլխամասի վրա կան թյունինգային բռնակների դիրքի ցուցիչներ և լիսեռի արագությունների աղյուսակներ:
ԳԼԱՆՆԴՐԱԿԱՆ ԵՎ ՎԵՐՋԱՅԻՆ ՄԱՍԵՐԵՎՈՒԹՅԱՆ ՄԵՔԵՆԱՇԻՆՈՒՄ
Աշխատանքային մասի գլանաձև մակերեսն ամբողջությամբ մեկ տեղադրման մեջ մշակելու համար անհրաժեշտ է օգտագործել հատուկ առջևի կենտրոն (ծալքավոր, ծալքավոր կապանքով լողացող, ինքնասեղմվող կամ հետընթաց) շարժիչ ցախի և սեղմակի փոխարեն և պտտվող հետևի մաս: կենտրոն.
Աշխատանքային մասերի ծայրերը կտրելը բաղկացած է նախորդ վարժություններում նախատեսված տեխնիկայի կատարումից (չաք, կտրիչ և աշխատանքային մասի տեղադրում, մեքենան պտտման անհրաժեշտ արագության սահմանում): Աշխատանքային մասը ամրացրեք պտուտակի մեջ՝ ծնոտներից ոչ ավելի, քան 40 ... 50 մմ ելուստով: Մշակումը պետք է կատարվի j = 90° անկյունով տիֆի ծայրի թեքված կտրիչով կամ j = 45° անկյունով թեքված կտրիչով: Աշխատանքային մասի ծայրային երեսը հետևյալ հաջորդականությամբ մշակելու համար՝ հպեք կտրիչի գլխի ծայրին աշխատանքային մասի ծայրամասային երեսին և կտրիչը հեռացեք աշխատանքային մասից; Դրեք կտրիչը կտրված շերտի պահանջվող չափի վրա (կտրման խորությունը կամ ծայրի չափը), այն տեղափոխելով ձախ, սնուցեք կտրիչը ձեռքով լայնակի սնուցմամբ՝ նվազեցնելով սնուցման արժեքը, երբ կտրիչի ծայրը մոտենում է աշխատանքային մասի առանցքին: Աշխատանքային մասի երկրորդ ծայրը կտրելու համար անջատեք աշխատանքային մասը, չափեք դրա երկարությունը, որոշեք 2-րդ ծայրը մշակելու համար մնացած չափը, մյուս ծայրով ամրացրեք աշխատանքային մասը ցամակի մեջ: Տեղափոխեք կտրիչը՝ հաշվելով շարժումը վերին սլայդի պտուտակի վերջույթի երկայնքով (կամ տրամաչափի կառքի երկայնական սնուցման վերջույթի երկայնքով) աշխատանքային մասի վերջից՝ վերջնական կտրվածքի համար թողնելով 0,1 ... 0,2 մմ:
Կտրեք ծայրը՝ կտրիչը դեպի կենտրոն տեղափոխելով լայնակի ձեռքով սնուցմամբ: Քաշեք կտրիչը աշխատանքային մասից մինչև իր սկզբնական դիրքը: Տրամաչափի վերին սլայդի պտուտակի վերջույթի վրա կտրիչը տեղափոխեք ձախ դեպի մնացած թողունակությունը և ամբողջությամբ կտրեք երկրորդ ծայրը: Ծայրերը թեքված կտրիչով j = 45° անկյունով կտրելիս նախնական անցումը կատարվում է կտրիչը մշակման մասի արտաքին մակերևույթից կենտրոն տեղափոխելով, վերջնական անցումը` կենտրոնից դեպի արտաքին մակերևույթ տեղափոխելով: աշխատանքային մասը. Չափիչ քանոնով մշակելուց հետո ստուգեք աշխատանքային մասի վերջի երեսի ուղիղությունը: Վերջի ուռչումն անթույլատրելի է: Կրկնեք վերը նշված բոլոր վարժությունները՝ գլանաձև մակերևույթները շրջելու և ծայրերը մի քանի անգամ կտրելու համար, այնուհետև մշակեք աշխատանքային մասերը, որոնք անհրաժեշտ են հետևյալ դասերի կամ վերապատրաստման սեմինարների կողմից արտադրված արտադրանքի մասերի պատրաստման համար:
Աշխատանքային մասի ծայրը կտրելը կատարվում է հետևյալ հաջորդականությամբ՝ դիպչել աշխատանքային մասի կտրիչի ծայրի գլխի ծայրին և կտրիչը հեռացնել աշխատանքային մասից. կարգավորեք կտրիչը պահանջվող չափի վրա (կտրման խորություն կամ վերջի թույլտվություն), այն տեղափոխելով ձախ; սնուցեք կտրիչը ձեռքով լայնակի սնուցմամբ՝ նվազեցնելով սնուցման արժեքը, երբ կտրիչի ծայրը անցնում է աշխատանքային մասի առանցքին:
ՀՈՐԱՏՈՂ ԵՎ ՀՈՐԱՑՆԵԼՈՎ ՓՈՍԵՐ
Աշխատանքային մասի մեջ արդեն իսկ անցքի տրամագիծը մեծացնելը և նրան անհրաժեշտ ձևը (գլանաձև, կոնաձև, աստիճանավոր) տալը ձանձրալի կտրիչների օգնությամբ կոչվում է ձանձրալի։ Մեքենայի հենարանի գործիքակալում տեղադրված ձանձրալի կտրիչը պետք է ունենա գործիքակալից դուրս ցցված հենարանային մաս մինչև աշխատանքային մասի հորատող անցքի երկարությունից ավելի երկարություն: Հորատող կտրիչների երկրաչափական պարամետրերը և փորման ընթացքում կտրելու ռեժիմների տարրերը նման են այս պարամետրերին, երբ գլանաձև մշակման մասերը պտտվում են միջանցքներով:
Փոս ձանձրալիեզրերով տարբերվում է ձանձրալի կանգառ կտրիչով հարթ գլանաձև փոսը ձանձրացնելուց նրանով, որ մշակումը կատարվում է մի քանի անցումներով: Կտրիչի լիսեռի երկարությունը պետք է լինի այնպիսին, որ հնարավոր լինի փորել ամբողջ աստիճանավոր անցքը մինչև ամբողջ խորությունը, իսկ գլխի և կտրիչի լիսեռի խաչմերուկը պետք է պակաս լինի աստիճանավոր անցքի փոքր տրամագծից: Եթե ուսի բարձրությունը 5 մմ-ից պակաս է, իսկ ավելի մեծ տրամագծով փորվածքը կատարվում է մեկ անցումով (տ.<5 мм), то применяют резец с главным углом в плане j=90°, подачу резца производят только в продольном направлении. При растачивании глухих цилиндрических отверстий или сквозных отверстий с уступами высотой более 5 мм применяют резец с главным углом в плане j=95°, подача резца в этом случае производится сначала в продольном направлении, а при подходе резца к уступу - в поперечном направлении. Размер от торца заготовки до уступа выдерживают различными способами: по риске на резце плоским упором, закрепленным в резцедержателе, а также продольным упором, установленным на направляющих станины, или по продольному лимбу. Размер от торца заготовки до уступа (или дна глухого цилиндрического отверстия) можно измерить различными измерительными инструментами: измерительной линейкой, глубиномером штангенциркуля, штангенглубиномером или шаблоном. Диаметр отверстия измеряют штангенциркулем. При использовании штангенциркуля с отсчетом по нониусу 0,05 мм необходимо к показаниям штангенциркуля прибавлять толщину губок, указанную на них. Проверить полученный диаметр отверстия можно предельными калибрами-пробками. Проходная сторона пробки (ПР) должна проходить в отверстие без особых усилий, а непроходная сторона (НЕ) не должна проходить в отверстие.
ՆԱԽԱՆՑՈՒՄ
Խառատահաստոցների վրա կոնաձև մակերևույթների մշակումն իրականացվում է տարբեր ձևերով. տրամաչափի վերին մասը պտտելով; պոչի մարմնի տեղաշարժը; պտտելով կոնաձև քանոնը; լայն կտրիչ: Այս կամ այն մեթոդի օգտագործումը կախված է կոնաձև մակերեսի երկարությունից և կոնի անկյունից:
Արտաքին կոնը պտտեցնելով տրամաչափի վերին սլայդը, նպատակահարմար է այն դեպքերում, երբ անհրաժեշտ է ձեռք բերել համեմատաբար փոքր երկարությամբ կոնի թեքության մեծ անկյուն: Կոնի գեներատորի ամենամեծ երկարությունը պետք է փոքր-ինչ փոքր լինի վերին տրամաչափի կառքի հարվածից: Արտաքին կոնի մշակումը պոչամբարի մարմինը տեղափոխելու միջոցով հարմար է փոքր թեքության անկյունով երկար նուրբ կոններ ստանալու համար (3 ... 5 °): Դրա համար պոչամբարի մարմինը մեքենայական կենտրոնների գծից տեղափոխվում է լայնակի ուղղությամբ գլխի հիմքի ուղեցույցների երկայնքով: Մշակման ենթակա աշխատանքային կտորը ամրացվում է մեքենայի կենտրոնների միջև՝ օձիքով շարժվող ճարմանդում: Կոների մշակումը ափսեի վրա խառատահաստոց մահճակալի հետևի մասում ամրացված կոն (պատճեն) քանոնի օգնությամբ օգտագործվում է զգալի երկարությամբ ծանծաղ կոն ստանալու համար։ Աշխատանքային մասը ամրագրված է կենտրոններում կամ երեք ծնոտով ինքնակենտրոն ճարմանդում: Մեքենայի հենարանի գործիքակալում ամրացված կտրիչը միաժամանակ շարժում է ստանում երկայնական և լայնակի ուղղություններով, ինչի արդյունքում մշակում է մշակվող մասի կոնաձև մակերեսը։
Արտաքին կոնի մշակումը լայն կտրիչով օգտագործվում է, եթե անհրաժեշտ է ստանալ կարճ կոն (լ.<25 мм) с большим углом уклона. Широкий проходной резец, режущая кромка которого длинней образующей конуса, устанавливают в резце держатель так, чтобы главная режущая кромка резца составляла с осью заготовки угол а, равный углу уклона конуса. Обработку можно вести как с продольной, так и с поперечной подачей. На чертежах деталей часто не указывают размеры, необходимые для обработки конус и их необходимо подсчитывать. Для подсчета неизвестных элементов конусов и их размеров (в мм) можно пользоваться следующими формулами
ա) կոնաձև K= (D-d)/l=2tg ա
բ) կոնի թեքության անկյուն tg a = (D-d)/(2l) = K/2
գ) թեքություն i \u003d K / 2 \u003d (D-d) / (2l) \u003d tg a
դ) կոնի ավելի մեծ տրամագիծը D = Kl + d = 2ltg ա
ե) ավելի փոքր կոնի տրամագիծը d = D-K1 = D-2ltg ա
ե) կոնի երկարությունը l \u003d (D-d) K \u003d (D-d) / 2tga
Խառատահաստոցների վրա ներքին կոնաձև մակերևույթների մշակումը կատարվում է նաև տարբեր եղանակներով՝ լայն կտրիչով, տրամաչափի վերին հատվածը (սահնակը) պտտելով, կոնաձև (պատճենային) քանոնը շրջելը։ Մինչև 15 մմ երկարությամբ ներքին կոնաձև մակերեսները մշակվում են լայն կտրիչով, որի հիմնական կտրող եզրը դրվում է կոնի առանցքի նկատմամբ պահանջվող անկյան տակ՝ կատարելով երկայնական կամ լայնակի սնուցում։ Այս մեթոդը կիրառվում է, երբ կոնի թեքության անկյունը մեծ է, և բարձր պահանջներ չեն դրվում կոնի թեքության անկյան ճշգրտության և մակերեսի կոշտության վրա: 15 մմ-ից ավելի երկարությամբ ներքին կոնները թեքության ցանկացած անկյան տակ մշակվում են՝ պտտելով տրամաչափի վերին սլայդը՝ ձեռքով կերակրման միջոցով:
Անկախ կոնի մշակման եղանակից, կտրիչը պետք է տեղադրվի հենց մեքենայի կենտրոնների բարձրության վրա:
ՊԵԼԱՌՈՒՄ ԽԱՌԱՏՈՂՆԵՐԻ ՎՐԱ
Կտրիչներով պարուրելը կատարվում է պտուտակահան խառատահաստոցների վրա՝ ճեղքված ընկույզով կապարի պտուտակով, փոխարինելի անիվների կիթառով, կերակրման տուփով և հետընթաց մեխանիզմով։ Մեքենան կարող է կտրել տարբեր թելեր՝ արտաքին և ներքին, մետրային և դյույմ, աջ և ձախ, մեկ և բազմաթել, ամրացում և բեռներ; ըստ պրոֆիլի ձևի՝ եռանկյունաձև, ուղղանկյուն, տրապեզոիդ և այլն։ Նախքան պարուրելը, մշակման կտորը շրջում են (ձանձրացնում) մինչև որոշակի տրամագիծ, որը պետք է փոքր-ինչ փոքր լինի թելի արտաքին տրամագծից: Դա պայմանավորված է առաձգական և պլաստիկ դեֆորմացիաների առկայությամբ, որոնք տեղի են ունենում աշխատանքային մասի նյութում, որից գավազանի արտաքին տրամագիծը մեծանում է, իսկ անցքի ներքին տրամագիծը նվազում է: Աշխատանքային մասի տրամագծի ընտրությունը կատարվում է ըստ հատուկ աղյուսակների:
Թելերի համար օգտագործվում են ձողային, պրիզմատիկ և կլոր (սկավառակ) կտրիչներ և թելերով սանրեր։ Ձողային կտրիչները ավելի լայն կիրառություն են գտնում: Կտրիչների հարդարման համար փոցխի անկյունը γ = 0, թելերի նախնական մշակման կտրիչների համար, երբ թելի պրոֆիլի աղավաղումը մեծ նշանակություն չունի, օգտագործվում է փոցքի դրական անկյուն γ = 10 ... 20 °: Կտրիչի կտրող մասում պրոֆիլի անկյունը հավասար է թելի պրոֆիլի անկյունին (օրինակ՝ մետրիկի համար՝ 60°, պուբիկի համար՝ 55°)։ Կտրիչի կտրող մասի պրոֆիլի անկյունը և դրա տեղադրումը գործիքակալում չափվում է կաղապարով կամ գոնիոմետրով լույսի միջով: Պարուրակելու համար անհրաժեշտ է կապել աշխատանքային մասի (սպինդի) պտույտը պարուրավոր գործիքի (տրամաչափի) սնուցման հետ։ Ցանկալի բարձրության թելը կստացվի, երբ մշակվող մասի մեկ պտույտով կտրիչը շարժվի ձախողված ուղղությամբ՝ կտրվող թելի մեկ քայլով (թելով):
Ժամանակակից պտուտակով կտրող խառատահաստոցներն ունեն շատ պարզ և կանխորոշված թելի քայլ: Կարգավորելով, ըստ աղյուսակի, կցված, կախված մոդելից, տուփի վերին կամ կողային պատին կամ թմբուկի վրա՝ մեքենան պահանջվող թելի վրա դնելու համար, կերակրման տուփի բռնակների ցանկալի դիրքը հարվածային գործիքներ, կամ փոխարինելի շարժակների ատամների քանակը և դրանք ցանկալի դիրքի վրա դնելը: Հաստոցները սովորաբար ունենում են փոխարինելի անիվների երկու հավաքածու: Այն պտուտակավոր խառատահաստոցներում, որոնք չունեն սնուցման տուփ, կարգավորումը կատարվում է միայն հաշվարկով։ Նման մեքենաները մատակարարվում են 17, 19, 38 կամ մեկ այլ թվով անիվների փոխարինելի շարժակների հավաքածուներով: Թելը կտրվում է մի քանի նախնական և վերջնական քայլերով, որոնց թիվը կախված է թելի բարձրությունից։ Կան մի քանի մեթոդներ (սխեմաներ) յուրաքանչյուր անցումով թելերով կտրիչ կտրվածքի խորությանը մատակարարելու համար: Պ–ով պարուրվելիս< 2 мм резец подается в поперечном направлении перпендикулярно оси нарезаемой заготовки - радиальная подача. При нарезании резьбы с шагом Р>2 ... 2,5 մմ կտրող գոտուց չիպսերի դեֆորմացիան և ազատ ելքը հեշտացնելու համար օգտագործվում է կտրիչի համակցված սնուցում ՝ ինչպես լայնակի, այնպես էլ երկայնական: Երկրորդ կտրման սխեման կարող է իրականացվել նաև տրամաչափի վերին սլայդը 60° անկյան տակ պտտվող մեքենայի կենտրոնների առանցքի վրա սնելու միջոցով: Ավելի ճշգրիտ թել ստանալու համար վերջնական անցումները ցանկալի է կատարել միայն ճառագայթային սնուցմամբ՝ ըստ առաջին սխեմայի։ Թելավոր կտրիչի վերադարձը իր սկզբնական աշխատանքային դիրքին՝ հաջորդ անցումը կատարելու համար, կատարվում է երկու եղանակով, որոնց ընտրությունը կախված է կտրվող թելի քայլից և մեքենայի առաջատար պտուտակի քայլից։ Պտուտակով կտրող խառատահաստոցի վրա կտրելիս լինում են բազմաթիվ (զույգ) և ոչ բազմակի (կենտ) թելեր։ Բազմապատիկը այն թելն է, որում կապարի պտուտակի թելի բարձրության P x հարաբերակցությունը առանց մնացորդի բաժանվում է կտրվող թելի բարձրության P n-ի կամ կտրվող թելերի 1"-ի վրա n n թելերի քանակի վրա: առանց մնացորդի կապարի պտուտակի n x թելերի քանակով: Այդպիսի թելը կոչվում է ոչ բազմակի, y, որը նշված բաժանման արդյունքում ստացվում են կոտորակային, ոչ թե ամբողջ թվեր: Բազմաթել կտրելիս կտրիչը ( տրամաչափ) վերադարձվում է իր սկզբնական դիրքին՝ միացնելով կապարի պտուտակի ճեղքված ընկույզը և արագ շարժելով սլայդը ձեռքով։ ուղղություն, միացրեք լիսեռի պտույտը հակառակ (արագացված) հարվածի վրա՝ առանց ճեղքված ընկույզը բացելու և շարժեք տրամաչափը։ կտրիչով դեպի իր սկզբնական դիրքը՝ հաջորդ անցումը կատարելու համար:
Ուղղանկյուն և տրապեզոիդ թելերն ու որդերը, կախված չափից և ճշտությունից, կտրվում են մեկ կամ մի քանի կտրիչով։ Թելելիս օգտագործվում են տարբեր կտրող հեղուկներ, որոնք կլանում են ջերմությունը, նվազեցնում են կտրիչի և աշխատանքային մասի քսվող մակերեսների շփումը և հեռացնում մանր չիպերի մասնիկները: Պողպատե մասերը մշակելիս օգտագործվում են էմուլսիա, յուղ, սուլֆրեզոլ; բրոնզ և արույր առանց հովացման կամ ռապսի յուղի; չուգուն առանց սառեցման կամ կերոսինի:
Խառատահաստոցների, պտուտահաստոցների և այլ մեքենաների վրա արտաքին և ներքին եռանկյունաձև ամրացման թելերը ծորակներով և ձուլակտորներով կտրելը բարձր արդյունավետության մշակման մեթոդներից է: Թելը ամբողջությամբ կտրված է մեկ կամ մի քանի գործիքային անցուղիներով: Մեքենայի պարագծման համար հատուկ կարգավորում չի կատարվում: Աշխատանքի մեթոդները պարզ են, շատ առումներով նման են թելավորման տեխնիկային, որոնք յուրացրել են ուսանողները փականագործական պրակտիկայի ընթացքում և չեն պահանջում բարձր որակավորում: Մինչև 25..30 մմ տրամագծով և 3 մմ-ից ոչ ավելի քայլով ոչ ճշգրիտ ամրացման թելերը կտրելու համար առավել նպատակահարմար է օգտագործել ծորակներ և ձողիկներ:
ՁԵՎԱՎՈՐ ՄԱՔԵՐԵՍՆԵՐԻ ՄՇԱԿՈՒՄԸ
Մեքենայի շատ մասեր ունեն ոչ միայն ուղղագիծ և հարթ մակերեսներ, այլև տարբեր կորագիծ եզրագծեր՝ բաղկացած ուղիղ գծերից, տարբեր տրամագծերի շրջանաձև աղեղներից և այլ կորերից։ Ուղղահայաց ֆրեզերային մեքենաների վրա կարելի է ուղղաձիգ ուրվագծեր պատրաստել. գծանշելով՝ համատեղելով երկայնական և լայնակի ձեռքով սնուցումները. պտտվող կլոր սեղանով նշելով; հատուկ սարքերում պատճենահանող սարքի վրա:
Առաջարկվում է պտտվող կլոր սեղանի վրա շրջանագծի աղեղի ձևի կոր եզրագծերը մշակել ձեռքով սնուցմամբ, որը պարտադիր աքսեսուար է ուղղահայաց ֆրեզերային մեքենայի համար:
ՄԱՍԵՐԻ ՄՇԱԿՈՒՄԸ ՖՐԵԶԱՅԻ ՄԵՔԵՆԻ ՎՐԱ
Ֆրեզը հարթ և տարբեր ձևի մակերեսների, թելերի, ցցերի, անիվի ատամների և այլ մասերի մշակման ամենատարածված մեթոդներից է:
Մասերի մեծ մասն ունի հարթությունների տեսքով մակերեսներ, օրինակ՝ հաստոցների անկողնու ուղեցույցներ, վանդակի հիմքի մակերեսներ, հսկիչ և գծանշման թիթեղներ, մոնտաժային քառակուսի մակերևույթներ, պտուտակների և ընկույզի երեսներ, գործիքների սրունքների քառակուսիներ և այլն: Ինքնաթիռների ֆրեզումը կարող է կատարվել հիմնականում գլանաձևով կտրիչներ հորիզոնական ֆրեզերային մեքենաների վրա, և դեմքի և ծայրամասային ֆրեզերային, ինչպես հորիզոնական, այնպես էլ ուղղահայաց ֆրեզերային մեքենաներ:
Թեք հարթությունը հարթ մակերես է հորիզոնականի նկատմամբ անկյան տակ։ Թեքությունը կարճ թեքված հարթություն է: Աշխատանքային մասի պտտմամբ թեք հարթության ֆրեզումը կարող է իրականացվել ինչպես հորիզոնական, այնպես էլ ուղղահայաց ֆրեզերային հաստոցների վրա՝ օգտագործելով ունիվերսալ հաստոց, անկյունային թիթեղներ կամ հատուկ հարմարանքներ և սեղմակներ:
Ֆրեզերային եզրեր, ուղղանկյուն ակոսներ, ակոսներ և աշխատանքային մասերի կտրում: Մեքենաների և սարքերի մանրամասներում կան մակերեսներ, որոնք կոչվում են եզրեր և ակոսներ: Ակոսները կարող են լինել ուղղանկյուն և ձևավորված, միջով և փակ: Հորիզոնական ֆրեզերային հաստոցների վրա ուղղանկյուն, ձևավորված և ակոսների ու եզրերի միջով մշակելու համար օգտագործվում են տարբեր սկավառակային կտրիչներ։ Հորիզոնական և ուղղահայաց ֆրեզերային հաստոցների վրա փակ ակոսներ, առանցքագծեր և այլ անհասանելի մակերեսներ մշակելու համար օգտագործվում են ծայրային աղացներ: Կրկին մանրացնելիս կտրողի լայնությունը նվազում է, հետևաբար, այն դեպքերում, երբ կտրիչը պետք է պահպանի իր չափը լայնությամբ, խորհուրդ է տրվում օգտագործել երկու կեսից բաղկացած բարդ (կրկնակի) սկավառակային կտրիչներ, որոնց միջև որոշակի հաստության բարակ օղակ: դրված է.
Կտրիչները տեղադրվում են ֆրեզերային մեքենաների մանդրելների վրա այնպես, ինչպես գլանաձևը: Գերարագ պողպատը խնայելու համար մեծ չափսերի սկավառակի կտրիչները պատրաստվում են հավաքովի, միացնող դանակներով։ Սկավառակի կտրիչներով ուսի ֆրեզը կարող է իրականացվել տարբեր ձևերով. յուրաքանչյուր ուսի ֆրեզը կատարվում է մեկ եռակողմ սկավառակի կտրիչով, երկու ուսերը միաժամանակ ֆրացվում են ճիշտ նույն տրամագծով երկու սկավառակային կտրիչների հավաքածուի հետ: Այս դեպքում, եզրերի միջև տրված չափս ստանալու համար, կտրիչների միջև մանդրելի վրա տեղադրվում են համապատասխան միջանկյալ օղակներ կամ ֆրացվում են երկու դիրքով 180 ° պտտվող հարմարանքով: Ծայրը ֆրեզելուց հետո (առաջին դիրքը) պտտվում է դրա մեջ ամրացված աշխատանքային մասով ամրացումը և տեղադրվում երկրորդ դիրքում՝ երկրորդ եզրը ֆրելու համար:
Մեքենայի շատ մասեր ունեն ոչ միայն ուղղագիծ և հարթ մակերեսներ, այլև տարբեր կորագիծ եզրագծեր՝ բաղկացած ուղիղ գծերից, տարբեր տրամագծերի շրջանաձև աղեղներից և այլ կորերից։ Ուղղահայաց ֆրեզերային մեքենաների վրա կարելի է աղալ կոր եզրագծերը. նշագծելով՝ համատեղելով երկայնական և լայնակի ձեռքով սնուցումները. հատուկ սարքերում պատճենահանող սարքի վրա: Ձեռքով սնուցումների համադրմամբ ֆրեզումը բաղկացած է նրանից, որ ֆրեզերային մեքենայի սեղանի վրա ամրացվում է նախապես նշագծված աշխատանքային մասը, իսկ անհրաժեշտության դեպքում՝ փորված անցքերով՝ գործիքը ամրացնելու և տեղադրելու համար: Սեղանը միաժամանակ ձեռքով շարժելով երկայնական և լայնակի ուղղություններով, աշխատանքային մասը բերվում է պտտվող ծայրամասային ջրաղացի տակ, որպեսզի կտրիչը հանի մետաղական շերտը նշված կորագիծ եզրագծին համապատասխան: Որպեսզի կտրիչը ծայրով չդիպչի մեքենայի սեղանի կամ սարքի աշխատանքային մակերեսին, աշխատանքային մասը պետք է տեղադրվի աստառի վրա:
Առաջարկվում է պտտվող կլոր սեղանի վրա շրջանագծի աղեղի ձևի կոր եզրագծերը մշակել ձեռքով սնուցմամբ, որը պարտադիր աքսեսուար է ուղղահայաց ֆրեզերային մեքենայի համար: Պտտվող կլոր սեղանն իր հիմքով պտտվում է մեքենայի սեղանի T-անցքերում: Գլանափաթեթի վրա տեղադրված բռնակից պտույտը փոխանցվում է ճիճու զույգի միջոցով սեղանի պտտվող հատվածին (ֆեյսպլատ): Սեղանի կողային մակերեսի աստիճանավոր սանդղակը ծառայում է հաշվելու դրա պտույտը (ֆիքսված աշխատանքային մասով) պահանջվող անկյան տակ:
Պտտվող սալիկի պտտման առանցքի դիրքը ֆրեզերային մեքենայի սեղանի վրա մեքենայի լիսեռի առանցքի նկատմամբ որոշվում է սեղանի առանցքը ծայրամասային աղացի առանցքի հետ համատեղելով, որի համար կենտրոնացվող քորոցը կամ կենտրոնն է: տեղադրված է պտտվող սեղանի կենտրոնական կոնաձև անցքի մեջ: Աշխատանքային մասի վրա անհրաժեշտ ուրվագծային շառավիղը ստանալու համար մեքենայի սեղանը լայնակի սնուցմամբ տեղափոխվում է եզրագծի շառավղով գումարած կտրիչի շառավիղը:
Աշխատանքային մասի ճիշտ տեղադրումը պտտվող սեղանի առանցքի համեմատ կարելի է ստուգել՝ թեթևակի հպելով աշխատանքային մասին պտտվող կտրիչով երկու տրամագծորեն հակառակ դիրքերում, այսինքն՝ երբ սեղանը պտտվում է 180 °: Այժմ, եթե դուք ցանկացած կետում բերեք աշխատանքային մասը պտտվող կտրիչի մոտ և շարունակեք պտտել սեղանը բռնակով, ապա կտրիչը դրա վրա կմշակի շրջանագծի մի աղեղ, որի շառավիղը հավասար է սեղանի կենտրոնից մինչև այս հեռավորությանը: աշխատանքային մասի կետը. Որքան հեռու է կողային մակերեսի կետը սեղանի առանցքից, այնքան մեծ է այն շրջանակը, որը նկարագրելու է սեղանի պտտման ժամանակ:
Հետևաբար, մշակման այս մեթոդով աշխատանքային մասի ուրվագիծը ձեռք է բերվում առանց երկու սնուցումների համատեղման, և դրա ճշգրտությունը կախված է միայն սեղանի վրա աշխատանքային մասի ճիշտ դիրքավորումից (աշխատանքային մասի ճիշտ շրջադարձային շառավղից): Ֆրեզերային գործընթացի ընթացքում հսկողություն ապահովելու համար աշխատանքային մասը պետք է նախապես նշագրվի:
Կլոր եզրագծով միանման աշխատանքային մասերի մեծ խմբաքանակ մշակելիս նրանք օգտագործում են հատուկ պատճենահանող սարք կամ օգտագործում են պատճենահանող ֆրեզերային մեքենաներ:
ՄԱՍԵՐԻ ՄՇԱԿՈՒՄԸ ՀԱՂԱՑՈՂ ԽՄԲԻ ՄԵՔԵՆԱՆԵՐԻ ՎՐԱ
Հղկելը կարող է մշակել պարզ գլանաձև ուլունքներ և անցքեր, հարթ մակերեսներ, ինչպես նաև բարդ պրոֆիլավորված մակերեսներ, ինչպիսիք են շարժակների, ցցված լիսեռների, թելերի, ճիճուների, մահճակալի ուղեցույցները և այլն:
Շրջանաձև ներքին հղկման սխեման հղկող անիվի երկայնական սնուցմամբ: Աշխատանքային կտորը ամրացվում է ճաղավանդակի մեջ, իսկ շրջանակը, ինչպես երկայնական սնուցմամբ շրջանաձև արտաքին հղկման դեպքում, կատարում է հետևյալ շարժումները. անիվ. Մակերեւութային հղկումը բաժանված է երկու տեսակի՝ ծայրամասով և շրջանագծի վերջի դեմքով մանրացում։ Մակերեւութային հղկման մեքենաները այս երկու տեսակի հղկման համար, բացի այդ, բաժանվում են ուղղանկյուն և կլոր սեղաններով մեքենաների։ Հարթ հղկման համար անհրաժեշտ են հետևյալ շարժումները. հղկման անիվի շարժումը դեպի աշխատանքային մաս (կամ աշխատանքային մասի ուղղահայաց սնուցում դեպի հղկման անիվ) - սնուցում դեպի հղկման խորությունը. աշխատանքային մասի (կամ հղկող անիվի) լայնակի սնուցման շարժումը երկայնական սնուցման շարժմանը ուղղահայաց ուղղությամբ: Այն դեպքում, երբ հղկող անիվը ամբողջությամբ ծածկում է հղկման լայնությունը, խաչաձև սնուցում չկա: Բացի վերը թվարկված հղկման տեսակներից, արտաքին և ներքին կոնաձև մակերեսների և ծայրերի հղկումը լայն տարածում է գտել մեքենաշինության, հաստոցաշինության և գործիքների արտադրության մեջ: Արտաքին կոնաձև մակերեսների հղկման մեթոդները շատ առումներով նման են ապրանքային մեքենաների վրա դրանց մշակմանը: Կախված «աշխատանքային մասի նեղացման» անկյունից
Արտաքին կոնաձև մակերեսների հղկման մեթոդները փոխում են հետևյալ մեթոդները. Եթե կոնի անկյունը չի գերազանցում 15-ը, ապա աշխատանքային կտորը մանրացվում է՝ պտտելով սեղանի վերին մասը։ Մեքենայի վերին սեղանը պտտվում է աշխատանքային մասի կոնի թեքությանը հավասար անկյան տակ: Վերին սեղանի այս տեղադրմամբ, հղկող անիվին նայող կոնի գեներատորը տեղադրվում է մեքենայի սեղանի շարժմանը զուգահեռ: Հղկումն իրականացվում է երկայնական անցումներով։ Հղկող գլխիկի լայնակի շարժումը կատարվում է այնպես, ինչպես գլանաձև մակերեսները մանրացնելու ժամանակ: 15-ից մեծ կոն անկյան տակ գտնվող աշխատանքային կտորները մանրացվում են գլխամասը պտտելու կամ հղկելու միջոցով: Մշակման ենթակա մշակման կտորը սեղմվում է գլխի գլխի վրա ամրացված ճարմանդում: Հղկումն իրականացվում է այնպես, ինչպես երկայնական և լայնակի սնուցումներով գլանաձև մակերեսները մանրացնելիս:
Կարճ կոնաձև մակերևույթներով աշխատանքային կտորները կարելի է մանրացնել լայն տեսականիով` օգտագործելով սուզման մեթոդը: Կոնաձև անցքերով հղկելը ամենից հաճախ իրականացվում է բազմակի երկայնական անցումների մեթոդով, երբ մշակման կտորը, որը ամրագրված է կռունկի կամ այլ սեղմիչ սարքի մեջ, գլխի հետ միասին պտտվում է կոնի անկյան հավասար անկյան տակ: Կույր կոնաձև անցքերի կամ ուսերով ավարտվող անցքերի հղկումը, որը թույլ չի տալիս հղկվող անիվին դուրս գալ աշխատանքային մասի առանցքի երկայնքով, հողակցվում է լայնակի սնուցմամբ՝ օգտագործելով սուզման մեթոդը:
ՄԱՍԵՐԻ ՄՇԱԿՈՒՄԸ ՏՈՒԿԱԿԱՆ ԽՄԲԻ ՄԵՔԵՆԱՆԵՐԻ ՎՐԱ
Խաչաձեւ կտրող մեքենաները հիմնականում նախատեսված են հորիզոնական հարթությունների մշակման համար։ Նրանց վրա ուղղահայաց հարթությունների, ակոսների և ակոսների պլանավորումն իրականացվում է տրամաչափի ուղղահայաց սնուցմամբ: Ուղղահայաց հարթություն պլանավորելիս աշխատանքային մասերը տեղադրվում են այնպես, որ վերջին անցումների ժամանակ կտրիչը չդիպչի սեղանի մակերեսին։ Սա ձեռք է բերվում աշխատանքային մակերեսը սեղանի T-անցքի վրա դնելով բարձիկների կամ որևէ այլ սարքի վրա, որն ապահովում է բացը սեղանի վերին մակերեսի և աշխատանքային մասի միջև: Տրամաչափը դրվում է զրոյական դիրքի, սահնակը բարձրացվում է մինչև խափանումը, այնուհետև իջեցվում է 5 ... 10 մմ ներքև, իսկ կտրիչով ծալովի տախտակը վերածվում է խափանման, իսկ վերին ծայրը հեռու է աշխատանքային մասի մակերեսից: մշակված (հատիչի գլուխն ավելի մոտ է մշակման մասին), այնուհետև սեղանը բարձրացրին այնպես, որ կտրիչի և աշխատանքային մասի միջև բացը լինի մոտ 5 մմ: Նման ճշգրտումը հնարավորություն կտա պլանավորել ուղղահայաց հարթություն, որի բարձրությունը փոքր-ինչ (մինչև 5 մմ) պակաս է տրամաչափի վերին սլայդի շարժման երկարությունից: Ուղղահայաց հարթությունները պլանավորվում են ուղիղ թեքված գլխիկներով կտրիչներ անցնելու և հավաքելու միջոցով: Լավ արդյունքներ են ձեռք բերվում ուղիղ կտրիչով պլանավորելիս՝ անցումային կտրող եզրով, որն ապահովում է մակերեսի ցածր կոպտություն: Զուգավորվող ուղղահայաց և հորիզոնական մակերևույթները մշակելիս նախ մակերևույթը հարթեցվում է կտրիչով հորիզոնական սնուցման ժամանակ, այնուհետև մակերեսը մշակվում է երկու անցուղիով:
Թեք զուգավորվող մակերևույթների պլանավորումն իրականացվում է միջանցիկ և խփող կտրիչներով:
Նախ, ուղղահայաց սնուցմամբ անցքերով կտրիչը մշակում է ուղղանկյուն ակոս մինչև ամբողջ խորությունը: Այնուհետև, հաջորդաբար աջ և ձախ դիպչող կտրիչներով, պլանավորվում են ակոսի երկու թեքված կողմերը: Այնուհետև տրամաչափի պտտվող մասը տեղադրվում է ակոսների պատերի թեքության անկյան վրա համապատասխան անկյան տակ:
Եթե անհրաժեշտ է մշակել աղավնիների լայն ակոսներ, օրինակ, տրամաչափի սահնակները մշակելիս, պլանավորումն իրականացվում է հաջորդականությամբ: T-աձև ակոսների պլանավորումն իրականացվում է հաջորդականությամբ: Նախ անհրաժեշտ լայնությամբ կամ ավելի նեղ կտրող կտրիչ, որին հաջորդում է ակոսի պահանջվող չափսերի ընդլայնումը, ուղղահայաց սնուցմամբ, մշակվում է ուղղանկյուն ակոս, երկրորդ և երրորդ անցումներում աջ և ձախ կողմի ակոսները կտրվում են հատուկ միջոցներով. Հորիզոնական սնուցմամբ կտրիչները, չորրորդ անցումում, երկկողմանի կամ երկկողմանի միջանցքով (γ \u003d 45 °) բեկորները կտրված են ուղղահայաց սնուցման կտրիչով:
Ուղղահայաց և թեք հարթությունների պլանավորման կտրման ռեժիմները ընտրվում են նույն հաջորդականությամբ, ինչ հորիզոնական հարթությունների պլանավորման համար. կտրվածքի խորությունը՝ հաշվի առնելով հաստոցների չափը. տրամաչափի սլայդի ցածր կոշտության պատճառով սնուցումը 1,5 ... 2 անգամ պակաս է, քան հորիզոնական պլանավորման համար; կրճատման արագությունը ստանդարտներից, տեխնոլոգիական փաստաթղթերից կամ վարպետի առաջարկությամբ տվյալ մշակվող նյութի և գործիքի համար: Մշակված մակերեսները ստուգվում են քանոններով, քառակուսիներով, կաղապարներով կամ ունիվերսալ գոնիոմետրերով, իսկ չափերը՝ տրամաչափերով և տրամաչափերով։
ՆԵՐԿԱՅԱՑՆՈՒՄ CNC ՄԵՔԵՆԱՆԵՐ
CNC մեքենաների հիմնական առանձնահատկությունն այն է, որ ծրագիրը, այսինքն՝ աշխատանքային մարմինների շարժման մեծության, արագության և ուղղության մասին տվյալները, նշվում են հատուկ ծրագրի կրիչի վրա տպված նշանների տեսքով։ CNC մեքենայի վրա, նոր կոնֆիգուրացիայի մի մասը մշակելու համար, հաճախ բավական է CNC-ում տեղադրել նոր NC, որը պարունակում է որոշակի կարգավորումների տեղեկատվություն (IM): Ծրագրի մուտքագրման սարքը (PID) կարդում է ծրագիրը, այսինքն՝ այն վերածվում է էլեկտրական ազդանշանների և ուղարկվում ծրագրի մշակման սարքին (PDU), որը սկավառակի կառավարման սարքի (CUP) միջոցով գործում է կառավարման օբյեկտի վրա՝ մեքենայի սնուցման շարժիչ (PP): Սնուցման շարժիչի հետ կապված մեքենայի շարժական մասերի նշված շարժումը վերահսկվում է հետադարձ սենսորների միջոցով: Հետադարձ կապի տեղեկատվությունը սենսորից հետադարձ սարքի միջոցով մտնում է OOP, որտեղ սնուցման միավորի իրական տեղաշարժը համեմատվում է ծրագրի կողմից նշվածի հետ, որպեսզի ճշգրտումներ կատարվեն կատարված շարժումներում: Լրացուցիչ գործառույթներ կատարելու համար UVP-ից էլեկտրական ազդանշաններ են ուղարկվում գործընթացի հրամանի սարքին: Միացված կամ անջատված են տարբեր շարժիչներ, կլատչեր, էլեկտրամագնիսներ և այլն:
Ունիվերսալ սարքավորումների փոխարեն CNC մեքենաների օգտագործումն ունի զգալի առանձնահատկություններ և ստեղծում է որոշակի առավելություններ՝ ապրանքների արտադրության ցիկլի կրճատում, աշխատանքի արտադրողականության բարձրացում և այլն։
Մենք նաև խորհուրդ ենք տալիս
 Ի՞նչ SIM է անհրաժեշտ iPhone-ի համար:
Ի՞նչ SIM է անհրաժեշտ iPhone-ի համար:
 Ինչպես լրացնել ձեր Webmoney հաշիվը ձեր հեռախոսից
Ինչպես լրացնել ձեր Webmoney հաշիվը ձեր հեռախոսից
 iPhone-ում զանգի ձայնը սահմանելու բոլոր եղանակները
iPhone-ում զանգի ձայնը սահմանելու բոլոր եղանակները
 Հասցեներ և հեռախոսահամարներ Ճապոնիայում Ինչպես զանգահարել Ճապոնիայից Ռուսաստան
Հասցեներ և հեռախոսահամարներ Ճապոնիայում Ինչպես զանգահարել Ճապոնիայից Ռուսաստան
 Հեռակառավարում հեռուստացույցի համար բջջային հեռախոսում. ինչպե՞ս կառավարել հեռուստացույցը Android-ի միջոցով:
Հեռակառավարում հեռուստացույցի համար բջջային հեռախոսում. ինչպե՞ս կառավարել հեռուստացույցը Android-ի միջոցով:
 Ածխածնի մանրաթելից վինիլային ֆիլմեր
Ածխածնի մանրաթելից վինիլային ֆիլմեր