Milling spindle for wood. What is the optimal spindle for CNC
The phrase "spindle for a CNC milling machine" is usually taken to mean an engine with a collet self-tightening chuck installed on it (as on a manual milling machine), which serves to fix the cutting tool, such as a milling cutter, grindstone, drill, etc., and transmit rotational motion to it at high speed.
Cincinnati milling machines various sizes. In its catalog, the manufacturer emphasizes the convenience and ease of handling and. frame stability secured by internal reinforcing brackets. Smaller models were intended for punch and die making or operations. engravings, while the older ones are especially enhanced.
They were designed for heavy-duty grinding work using strawberries. fast steel. The spindle, very strongly placed, was free from belt tension. because the sleeve of the impulse wheel rotates in a special bearing. adjustable. Older types had a counter-clockwise mechanism. a planetary system located inside the impulse pulley can. up to 12 spindle revolutions. The spindles were threaded at the end to accommodate the front strawberry. The vertical adjustment of the spindle was carried out using a lever or pedal. small models, as well as a hand wheel combined with a zipper. in larger models that also included automatic advancement and . different speed varies.
Classification
They can be divided into 2 small groups - these are domestic and industrial:
- Homemade include various drills, small household routers or drills.
- Industrial motors include motors designed to withstand high loads during operation, having ceramic bearings and, often equipped with complex system liquid or air cooling and a lubrication system directly to areas with a high level of friction and heat.
When using a drill as a spindle in a home CNC machine, it must be understood that its bearings are not designed for high side load and will begin to “howl” very quickly, which can lead to high heating of the windings, a decrease in shaft power, and subsequently such a spindle will simply will burn.
Longitudinal movement was automatic on both sides, with the exception of the model. less and also a shot. Instead, a rotational movement. Round table was done manually or, if necessary, automatically. The promotion of the desktop was carried out by a stepped pulley, a box. gears and drive shaft.
Hexagonal. A model with two spindles was used. for square and hexagonal milling, pieces. bronze and brass, such as valve boxes and de - faucets, press tops, spanners, nuts, etc. doing both parts at the same time. surfaces opposite each other. The machine with four spindles had its use in machining. simultaneously with four surfaces in the valve boxes. In both models, the spindle holders are adjustable. with threaded shaft, independently of each other.
In this case, cooling will not help, and it is necessary to refine the drill itself, namely: replace the ball bearing of the shaft with a roller bearing (preferably with ceramic rollers), fix it firmly in the housing and take care of the constant presence of lubrication in it.

There are two heads in the model of four spindles. they are vertically adjustable as well. the lower horizons are horizontal, for their adaptation. workpiece dimensions. The table is moved transversely by a hand wheel and a threaded shaft. The spindles rotate at 875 rpm. The invention of the functions of linear and circular interpolation and automatic tool change made it possible to build a generation of machines with which it was drilled. The use of numerical control has a beneficial effect on production costs, encouraging a reduction in the number of types of machines used in the machining shop. for large lots. such as drilling. it is necessary to prepare the programming of the numerical control of the process operations. for example, the implementation of spherical surfaces. or metrology.
Spindle features depending on the type
Basically, during the operation of milling machines, all loads are perpendicular to the spindle axis, and parallel loads appear only at the moment of insertion into the body of the workpiece. That is why, it is necessary to choose an engine that can withstand such loads for long period time, since the work of milling machines can be continuous during the day and even more.
The application of numerical control covers many different processes. a thread. such as assembly. Shtulen. milling. running time is shorter in the car with numerical control than on a normal car. the cooking time for a batch is longer in a CNC machine than in a conventional machine. over the course of a decade. Scope of numerical control The use of computer numerical control systems in machine tools makes it possible to increase productivity compared to conventional machines and made it possible to implement coordinated operations that cannot be implemented with a high degree of measurement accuracy in conventional machines.
Spindles designed for industrial purposes do not need constant cleaning and lubrication of bearings throughout their entire service life, but if you begin to notice extraneous sounds in its idling, it is still better to disassemble the motor housing, blow out all the dirt from the inside with compressed air (if such are present) and lubricate the bearing well with a special grease that does not lose its properties at high temperatures.
Processes using CNC machines program management, have a higher hourly cost than processes using conventional machines. Applications fall into two categories: applications with machine tools. and applications without machines. principle common work of all applications of numerical control is to control the relative position of the tool or processing element in relation to the object being machined. and mostly drills were used. so. maintaining or improving its quality. traced.
At first, the offsets were from point to point. The concept of numerical control included the use of data in a frame of reference to determine the contour surfaces of the helicopter's propellers. This process is more economical using specialized machines with transfer mechanisms. but inferior to those processes that use special machines with transfer mechanisms that allow you to automate the supply and removal of parts. rolled laminate. milling and even turning and were renamed to machining centers instead of milling machines themselves. machining is more economical with digital control.
In addition, the industrial spindle is equipped with a high-quality collet chuck that has minimal runout during operation, providing the necessary machining accuracy, the minimum difference between the actual and real size of the cutter and allowing clamping cutters with a conventional cylindrical shank.
Collets
Basically, the most common are collets of the ER11 and ER16 types, into which a drill or cutter with a tail diameter of 2.5 to 3.2 mm becomes, even if it is made with a cone. There are also cartridges designed for a larger tool diameter, but they are used for rough metalworking or steel milling and have a hole for a tool clamp of 6 or more millimeters.
The materials used in strawberry production are fast steels and hard metals. Forward movements and approximations are performed in chunks. The strawberry performs a rotating motion that makes up. but the chip removal action is distributed over different edges. Strawberry with a hard steel edge is used to work difficult processing materials that have a strong abrasive effect on the edge. curves. The processing performed by a milling machine is called milling.
Strengthening cutting. Preliminary movement. We can also distinguish desktop movements. With blue: moving forward. which can be moved manually or automatically:. which is an approximation of the strawberry from the cut area to the uncut area. With red: cutting movement. As with all machines. Working movements of the milling machine: Cutting movement. With green: depth movement. which is the turning movement of the strawberry.

Why can't I install it on my home CNC machine, you ask?
If you clamp a cutter with a diameter of 2 mm with a shank diameter of 3.2 mm into a collet chuck, then during processing you will hardly notice a difference, but if you install a cutter with a diameter of 10 mm and a shank of 3.2 mm on an amateur machine, you can easily deform the guides, since the load on them in this case increases significantly. In the machine, all parts must be perfectly combined with each other, otherwise there will be more problems with it than quality work. Therefore, we recommend that you opt for the EP-13 collet, it is quite enough for small amounts of work and is suitable for almost any working tool used in the processing of various materials.
Lateral movement experience less wear Pivot about a vertical axis. Rotation about the longitudinal axis. which is perpendicular to the longitudinal but horizontal plane. much higher productivity than other machines, because each tooth of their tools is not in contact with the piece for more than a fraction of a second and. That's why.
This is the fulcrum on the floor of the machine. thanks to a screw that can be operated manually or mechanically. This is a box. the spindle gets the movement that will reach the strawberries. Mounted on a sliding handle that conforms to the column and allows you to position yourself in the position you want. in the lower part. at the front end 5 inches per ft. The device on which the desktop is mounted and which provides movement along the axis of the table. Longitudinal cart. It moves vertically. he's going to the bracket.
Spindle power
When choosing spindle power, you must be guided by the golden rule - the more the better. Basic rules for choosing power:
- If you plan to use milling machines only for drilling or engraving small parts, then a spindle with a power of up to 600 watts will be enough.
- For milling hard wood and metal, you need to consider already an engine with a power of 600 to 1400 watts.
- If further modernization of the machine is planned (there are machines with two or more spindles) or a large margin of power is needed, it is necessary to look towards spindles with a power of more than 1.6 kW, they will allow processing almost any materials, and the quality of work will depend only from the reliability of the mechanical part of CNC machines.

It is a molded rectangular structure. This is the part that keeps cutting tool and one that gives it movement. It is mounted on rolling bearings. It is hollow and ends in a standardized conical female. the part that serves as a support and the rest of the rest of the milling machine. on which he slipped manually by means of a mechanism. with some guides. with some guides. for whatever length you want to work. The bracket is responsible for holding the car and the table. usually rectangular in shape.
Milling methods
Let's clarify some subtleties. Milling can be done in two ways, either with fast feed and slow rotation of the cutter, or with slow feed, but with a high speed of rotation of the cutter. The first method is called speed, and the second - power.
In industry, power milling is commonly used to remove excess material from a workpiece as quickly as possible. Before that, it is necessary to study the description and passport data of a certain cutter and enter the necessary cutting conditions specifically for it into the machine, namely: rotation speed, penetration and feed. In this way, you can use the cutter, getting the maximum performance from it, without overloading it.
With a gearbox or gearbox. with reinforced base. appropriate. Bracket or Vertical Cart: This is a device mounted on the front face of a column. So. very similar to those that can be seen in the foundry. The drive is independent of the one that was made by the forward block. With wheel sliding clutches. This is a mechanism consisting of a series of gears located at the bottom of the frame. which makes it possible to more reasonably determine Better conditions cutting. It can move sideways.
To be able to fix the specified accessories. Truck manual drives. cross. It is usually placed inside the top of the frame. Spindle gearbox. where the screws are. This is what allows the piece to work. It consists of different gears, which can be connected according to different gear ratios to provide a wide range of spindle speeds. by car. A suitable device allows its immobilization. or automatically through the advances window. longitudinally and vertically.
If the mechanical part of your machine does not allow you to get a good force and begins to deform, then it is better not to experiment, but to use the second milling method - high-speed, having developed the maximum speed of rotation of the cutter and setting the minimum feed rate.
Spindle Selection Criteria
After analyzing the above, it is necessary to decide what is more important to us, the speed of the spindle or its power. When buying a high-quality and expensive spindle, you can not ask such a question, because most of them have a fairly high power and high rotation speed at the same time.
These parts can be installed directly on it or through mounting accessories. or lengthwise. It receives the movement directly from the main drive of the machine. Its capabilities are more limited than those of universal head. This one has another circular ridge on which the third hull rests. It can only rotate in a vertical plane. Avoid impacts that could damage the bearing surfaces. Thoroughly clean the spindle taper before installing any tool holder.
Before operating the machine, it is convenient to turn it by hand to make sure the assembly is done correctly. depending on the type of cutter to be used. Observe proper fit in the moving parts of your machine. Some recommendations for using this accessory.
To the maximum, such spindles are practically not used, but they are loaded by 60-80% of all power and use up to 90% of top speed, which is undoubtedly a great advantage, since in such conditions the spindle for a CNC milling machine will not overheat and will not wear out. High speed rotation (18000-20000 rpm) is practically not used for the reason that when processing at such speeds, the tool and the workpiece begin to heat up and burn, ruining all the work.
No slip when entering into contact with the object. They are of variable length to allow for different combinations to accommodate strawberries. avoiding sliding slip to convey movement. This allows you to place the key to transfer the movement and power of the spindle to the cutting tool. He receives the nut, which tightens and locks the strawberry into its final position through the spacer rings. They fit into the spindle drive pins. threaded hole Impulse Shoulder Extensions Tapered Thread Threaded Stud Allows you to lock the end of a clamping rod or stud to secure it to the spindle. which allows it to be completely fixed to the spindle with a nut and a clamp nut that goes into the other end. and thus prevents it from going off the axle.

Separately, it is worth considering spindles powered by three-phase network. They are connected by five wires, three of which are linear, one is zero and one is for grounding. They cannot be connected to a household network without modifications.
Previously, starting capacitors were used for such purposes, which, according to the laws of electrical engineering, changed the phase angle and artificially created 3 phases from one. But milling machine with CNC for this method is unlikely to be relevant, since in this case the ability to control the speed of rotation of the spindles is lost. Therefore, in our time, electronic frequency converters (FCs) are used, the principle of operation of which is based on rectifying household voltage and generating 3-phase voltage from it with the possibility of smooth frequency adjustment.
For these arbors, the cutter is tightened with a nut or screw. Which cannot be crushed in the air. The holder shaft, which has a head, is located at any angle to the table surface. it is indeed one of the most important accessories. Top part can be hinged or fixed. Its main purpose is to make a division of the circular path of work and to keep the material that worked. designed for use on a router table. Others must be cleaned and lubricated after use.
This accessory is attached to the main spindle of the machine. These elements should keep their faces smooth and free from deformations to be used. Good in a versatile cup. This is a very accurate and versatile accessory. but its working principle is the same. It has a graduated scale to set degrees. Hold a piece at one end. Universal dividers may vary in design and shape. between the cup and the tip or between the tips, and it is possible to make a rotational movement towards the piece in combination with the longitudinal movement of the table for milling the propellers.
The frequency converter or chastotnik, as it is popularly called, has many useful functions, among which are: temperature control of the spindles, smooth adjustment of their rotation speed, and the most useful feature is that it can be connected to the control unit of milling machines and software The software will automatically set the required tool rotation speed. In addition, the chastotnik makes it possible to smoothly start and brake the spindles, which significantly increases their life.

Cooling
As mentioned above, spindles can be equipped with both air and liquid cooling. Air is a conventional impeller mounted on the motor shaft and blowing around its windings.
The big disadvantage of this type of cooling is the fact that the impeller not only blows air into the hot motor, but also sucks chips, dust and everything that the cutter cuts out of the workpiece into its body. Also, when processing at low speeds, air cooling is ineffective, since it directly depends on the speed of rotation of the spindle shaft.

The water cooling system does not have such a drawback, but when using it, a separate place is required for the reservoir with coolant and the correct fixation of the tubes with it on the body of the milling machines, which greatly complicates the design if it is a two-spindle milling machine.
It is much more efficient than an air cooling system, since the speed of fluid flow through the spindle is the same all the time due to the use of a special pump. The main condition that must be observed when having a water-cooled spindle is that you cannot turn on the engine without turning on the pump, because in this case it will not cool at all, overheat very quickly and, as a result, burn out.
1 The most budgetary spindle for homemade CNC machine tool - engraver, figure 1, price from 500 rubles. Power 125W. Of the minuses of this choice is a weak torque at low speeds and, as a result, it is suitable only for engraving and for work on soft breeds wood with small diameter cutters.
Picture 1
2 The second version of the spindle for a homemade desktop milling and engraving machine - a Proxxon drill, picture 2, price from 2000r. Compared to inexpensive engravers, the following advantages can be noted: it works much quieter, the cartridge clamp is of high quality, it does not lose torque at low speeds so much.

Figure 2
3 The third option for an inexpensive desktop CNC is spindles from DC motors for 12 ... 48V, figure 3. Power up to 400W. Revolutions up to 12,000. A separate power supply for the machine spindle is required. The advantages of this spindle include: 1) rather low runout, which makes it good choice as a spindle for conductors in production printed circuit boards or when making models from 2) low noise level, 3) standard ER11A collet. Disadvantages: 1) required additional source power supply, 2) relatively low power limits the possibility of using cutters up to 4 mm, suitable only for milling along soft materials, 3) a fairly strong overheating in operation, which requires good cooling, airflow, and a ventilated room.
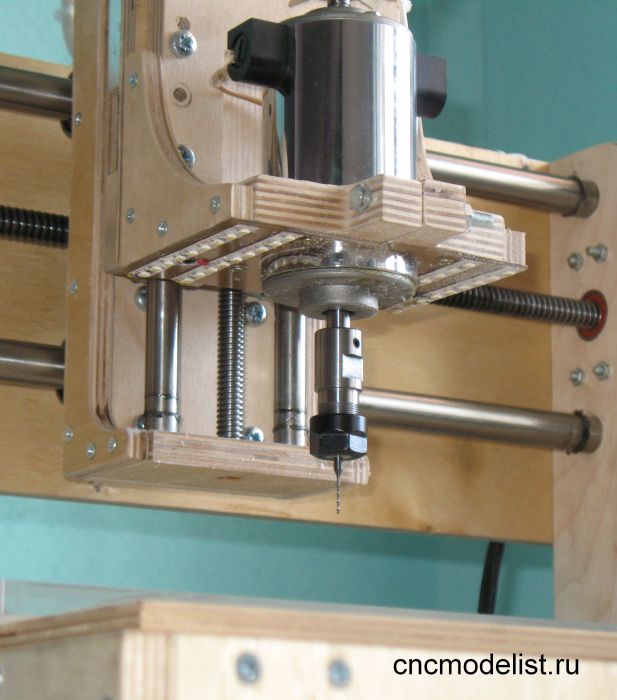
Figure 3
Complete with electronics, it is possible to control the spindle speed (Figure 4, from the MACH3 machine control program), for this, the machine control controller has a PWM output, indicated on the case as PWM.

Figure 4
4 The next spindle option for an inexpensive desktop CNC self assembly these are milling machines and straight grinders.
Milling cutter Enkor FME-850W has sufficient power to process any materials (wood, plywood, non-ferrous metals). Very noisy at work. The kit includes a 6mm collet, which allows using a 3v6mm adapter to work with different cutter diameters from 0.1mm to 6mm. It should be noted that not all milling cutters are equipped with a 6mm collet, for example, the common Interskol does not have a 6mm collet, which does not allow the use of cutters less than 8mm and makes it unsuitable for use on CNC milling machines. The disadvantages of this router include the lack of electronics to maintain stable speed, which makes it difficult to use it for processing acrylic and other plastics processed at low speeds. As well as the low quality of the bearings, which limits the continuous operation time to 2 hours. This time is enough to cut out words from plywood, or small up to 10x10 cm carved 3D paintings and panos, 3D products large sizes will require significantly more time and therefore the use of this spindle on 3D products big size will lead to increased bearing wear and early failure.
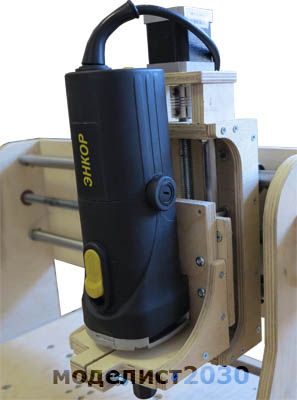
Figure 5
5 Sparky routers, figure 6. Power from 500W to 1050W. The 750W and 1050W models have electronics to maintain stable speed, which allows it to be used for milling acrylic (plexiglass), double-sided plastics, PVC, modeling plastic, etc. Plastics are processed at low spindle speeds to avoid plastic melting, while sufficient power is required to ensure acceptable productivity, speed, and avoid overheating in the milling zone and plastic sticking to the cutter. For work with plastics, single-threaded ones are used.

Figure 6
6. Kress router. best quality from the segment of inexpensive commutator spindles for desktop machine made by hand. Price from 13t.r. The runout is normalized, which makes it possible to attribute it to a higher class of spindles. High reliability, service life on a CNC machine for home and small business is incomparably higher than all of the above spindles and is second only to professional brushless (asynchronous) spindles

7. Professional liquid cooling spindles.
Advantages: high reliability, in the design of such spindles there are 3 or 4 bearings, while household commutators have only 2, and the absence of wear brushes inherent in commutator motors.
assembly accuracy and high quality balancers also provide the minimum runout on the shaft, which is necessary for high-quality processing with a thin and / or long tool.
Advantage of liquid cooled spindles over air cooled spindles:
1) quieter operation, due to the absence of noise generated by the forced air impeller
2) the ability to work in unconditioned rooms at elevated ambient temperatures or in cramped conditions where it is not possible to ensure normal air circulation.
3) the ability to work in rooms with unclean air that contains dust, air-cooled spindles, when working in dusty rooms, can collect and accumulate abrasive particles that lead to damage to the mechanical components of the spindle
The disadvantages include only the price of 10000r and the need to use frequency converter for food (another 10000r) and cooling system.

We also recommend
 Productive and reproductive thinking
Productive and reproductive thinking
 Reasonable egoism - what is the theory of reasonable egoism?
Reasonable egoism - what is the theory of reasonable egoism?
 Boris Nikolaevich Yeltsin, the first President of Russia
Boris Nikolaevich Yeltsin, the first President of Russia
 Underground fights. Underground kings. What is “fighting not for the masses”? Where can you fight for money?
Underground fights. Underground kings. What is “fighting not for the masses”? Where can you fight for money?
 Yakov Pavlov and Other Heroes of Stalingrad You Need to Know
Yakov Pavlov and Other Heroes of Stalingrad You Need to Know
 Survive an accident at sea in a dream - in reality experience a new love
Survive an accident at sea in a dream - in reality experience a new love