Faesztergagépet kapcsol be. Hogyan válasszunk asztali faesztergagépet otthonra
Az otthoni esztergagépekkel szemben támasztott fő követelmény a funkcionalitás fenntartása, miközben csökkenti a méretet és a zajt. Az amatőr famegmunkáló eszközök ereje jóval kisebb, mint a professzionálisoké, de a kézművesek ügyes kezei kis asztali gépeken is eredeti, hasznos dolgokat alkotnak.
Tulajdonságok és jellemzők
Amatőr felszereléssel ajándéktárgyakat, edényeket, belső apróságokat, fából bútoralkatrészeket készíthet, szerszámokat és fúrókat élesíthet, hornyokat választhat, és saját kezűleg faraghat. A részletek feldolgozása folyamatban van összetett formák, kúpos és hengeres.
Megfelelő felszereléssel nem csak a fa, hanem bizonyos típusú műanyagok és puha fémek is élezhetők.
Az otthoni kompakt modellek jellemzői:
- kis teljesítmény - 350 - 500 W;
- kis súly - 17-40 kg;
- a munkadarab forgási sebessége 400-3400 ford./perc között.
Az osztály legtermelékenyebb esztergagépein saját kezűleg készíthet kis tételeket eladásra.
Kialakítás és működési elv
Az eszterga minden alkatrésze és alkatrésze a kereten vagy az ágyon található. Főbb szerkezeti elemek: elülső támaszték hajtó- és erőátviteli tengellyel, hátsó támasz a munkadarab rögzítéséhez ill mobil állvány a vágó alatt Benne van egy meghajtó tokmány, amely a forgó mozgást továbbítja a munkadarabnak. A farokrész tartja a munkadarab szabad végét, különösen akkor szükséges, ha hosszú részekkel dolgozik. A vágóállvány vagy a nyomólap a megfelelő helyen tartja a vágót.
A munkadarabot az esztergagépben rögzítik a támasztékok középpontjai között vagy az előlapon. A fadarabokkal végzett munka során gyakrabban használják az első módszert, amely nem teszi lehetővé a végek feldolgozását. Az előlapon történő rögzítést a végfelületek megmunkálásakor használják, ez megbízhatóbb. Az alkatrész csavarokkal van rögzítve, nem tokmányfogakkal.
Rögzítésnél fontos az alkatrész középre állítása, hogy mozgás közben ne „verődjön”. Ehhez egy szögletes típusú középkeresőt biztosítanak.
A vágó adagolása kézzel történik, csak másológéppel végzett munka esetén rögzíthető. Más esetekben a mester saját kezével tartja a vágót, hangsúlyt fektetve a nyomócsapágyra.
A munkadarab megmunkálása két menetben történik:
- huzat: legfeljebb 30 fokos szögben;
- végső: 45 fokos szögben.
Minden egyes bejegyzésnél legfeljebb 1 milliméter vastagságú anyagot távolítanak el.
Kiválasztás esztergapad számára otthoni használatra, figyelni kell az orsó kifutásának mértékére. Nagyon jó eredmény a 0,02 mm, mert a barkácsoló famegmunkáló berendezésen végzett munka nem jelent tökéletes pontosságot.
A legnépszerűbb modellek áttekintése

Tekintsük az amatőr használatra szánt esztergagépek számos modelljének jellemzőit.
| Kinzo 48P5600 | Proxxon DB250 | Jet JML-1014i | STD-350 kaliber | Corvette 71 | |
| típus | asztali | asztali | asztali | asztali | asztali |
| Power, W | 350 | 100 | 370 | 350 | 370 |
| Elektromos motor típusa | aszinkron | gyűjtő | gyűjtő | gyűjtő | aszinkron |
| Forgási sebesség, rpm | 850 — 2150 | 1000-5000 | 500 — 3900 | 500 — 3400 | 760 — 3200 |
| A munkadarab maximális méretei | 1000 x 350 | 250 x 80 | 350 x 250 | 330 x 250 | 420 x 250 |
| Orsó mérete | 1 x 8" | M16x1 | 1 x 8" | 1 x 8" | 1 x 8" |
| Súly, kg | 38 | 2 | 30 | 17,5 | 38 |
1. táblázat: Otthoni esztergagépek műszaki jellemzői
Kinzo 48P5600: csőágy téglalap alakú szakasz, a 40 cm-nél hosszabb munkadarabok megmunkálásához hosszabbító használata biztosított A munkadarab forgási sebességét a szíj átrendezésével a tárcsákon (4 pár) tudja változtatni. Ilyen gép vásárlásakor ügyeljen az első és a hátsó tengelyek beállítására. Ha a hátsó oszlop megnyomja, az alap deformálódhat. törékeny műanyag fogantyúk szorítócsavarokon.
Jet JML-1014i: tömör öntöttvas ágy. A forgási sebesség több tartományban zökkenőmentesen változik. A tartomány megváltoztatásához át kell rendezni a szíjat a szíjtárcsán. Nagyon halkan működik, kényelmes az elektronikus egységen beállítani a sebességet. Az orsó rögzítéséhez egy tolófogantyú található, amely a bal oldalon található.
Proxxon DB250: alumínium ágy, nagyon kis méretű, csak a legkisebb alkatrészek forgatását teszi lehetővé repülőgépmodellezéshez. Működés közben célszerű a készüléket a munkaasztalhoz rögzíteni, különben a könnyűfém szerkezet kilóg. Nagyon halkan működik, nincs verés, viszont kicsi a gép ereje, ezért óvatosan és lassan kell dolgozni.
Corvette 71: öntöttvas váz, a forgási sebesség a szíjtárcsákon történő váltással változtatható. Ellenére kis méret, a dizájn nem tér el a professzionálistól esztergáló berendezés. A motor stabilan fordul, gyakorlatilag nem rezeg és nem ad zajt. A kézidarab rövid, nyilvánvalóan nem elegendő a 110 mm-nél hosszabb alkatrészek belső esztergálásához. Kényelmes excentrikus mechanizmussal felszerelve a kartámasz átrendezéséhez.
STD-350 kaliber: ügyes öntöttvas váz. Előfordulhat, hogy a hátsó és az első tengely közepe nem esik egybe, ami nagyon nehéz, ha sűrű fából készült rövid részekkel dolgozik. Az orsó nem ver, könnyen állítható, masszív ágy, halkan működik. Gyenge frekvenciaszabályozó - a nyomatékot a minimális pozícióban szinte lehetetlen használni.
Házi eszterga

Saját kezűleg otthon gyűjtheti esztergakészülék, semmivel sem rosszabb, mint a gyári.
A keret anyagai: fa, vasfém (hegesztéshez), könnyűötvözet (csavarozott), textolit. A lényeg az, hogy a szerkezet stabil és erős legyen, és a kísérők központja egybeessen.
Hajtás: a legegyszerűbb, ha egy régi fúrógépről szedjük le a kész alkatrészt, de megteszi aszinkron villanymotor minden olyan berendezésről, amelynek teljesítménye legalább 150 watt.
Vezetők: a tok anyagától függően ez lehet egy rés az alapban, fa lécek vagy egy saját szerelésű alumínium sín.
Az első videóban egy házi készítésű esztergagép áttekintése és a munkájának bemutatója, a másodikban pedig a kész eszterga kiválasztása:
Egy speciális faeszterga lehetővé teszi, hogy fát nyerjen fából különféle termékekés azok másolatai, a rendelkezésre állás függvényében másológép. A famegmunkáló eszterga könnyebb, mint a fémmegmunkáló eszterga, és kisebb teljesítményű villanymotorokat is használ. Ha beszélgetünk Az ipari alkalmazásról itt a CNC modellek számítanak, és az előlap munkadarab-bilincsként szolgál.
A piacon lévő összes gép három csoportra osztható.
- Ipari. Ezek elsősorban CNC modellek, amelyek tömege átlagosan 100-200 kg körül mozog. A használt villanymotorok teljesítménye 1 kW. Megkülönböztető tulajdonságok- ez megnövekedett termelékenység, széles körű funkcionalitás és a termelés elindításának lehetősége. Rögzítő - előlap vagy fejtartó.
- Félig professzionális vagy kis termelésre tervezték. Az egységek tömege 40 és 100 kg között változik. A teljesítmény 500 és 900 kW között van. A műszaki jellemzők lehetővé teszik egy félprofesszionális típusú famegmunkáló gép használatát kis termelésben vagy műhelyben.
- Háztartás. Ezek asztali. Egy hasonló famegmunkáló gép súlya nem haladja meg a 40 kg-ot. Az ilyen egységek tömege általában 20-25 kg. Különbözik a tömörségben, a mobilitásban, de nem a termelékenységben. Csak egyedi termékek előállítására szolgálnak, bár felszerelhetők CNC-modullal.
Funkciótól függően az esztergaegységek lehetnek:
- Kombinált. Szakterületük a műveletek széles körének egyetlen gépen történő elvégzése. Ugyanakkor az ilyen gépek ára magas, és feldolgozási minőségük nem mindig felel meg az elvárásoknak és a befektetett pénzeszközöknek;
- Specializált. A speciális gépek lehetővé teszik különféle kézműves, faalapú termékek készítését, bizonyos korlátozott minták szerint dolgozva.
Fontos megjegyezni, hogy a speciális eszközök három altípusra oszthatók:
- Esztergálás és marás. Segítségükkel hornyokat készíthet, megmunkálhat, fúrhat.
- Forgató csavar. Egy ilyen famegmunkáló típusú speciális gépet kúp alakú termékekkel, menetvágással dolgoznak.
- CNC. Többfunkciós eszközök, amelyek a famegmunkálási műveletek teljes ciklusát hajtják végre. A CNC modul fontos tulajdonsága, hogy minden munkát automatikusan elvégz. Az üzemeltető bevonása minimális. Feladata a beállítás kívánt program a CNC listából.
Ugyanakkor bármely famegmunkáló egység képes:
- Vág;
- Fordulat;
- Fúró;
- Készítsen hornyokat;
- Vágott cérna;
- Készítsen lyukakat;
- Fordítsa el a végeket;
- Csiszolás;
- Készítsen nyílásokat.
Műszaki adatok
Sok kézműves saját kezűleg készít faesztergagépet, míg mások inkább kész eszközöket vásárolnak. Ha vannak olyan modellek a piacon, mint STD 120m, Corvette 74, STD 1000, Holzstar db1100, nincs szükség vésőkre vagy gyalukra.
A szakértők azt tanácsolják, hogy a következő paraméterekre összpontosítsanak.
- Motor erő. Az elektromos motorok meghatározzák a gép feldolgozási képességeit, ugyanakkor befolyásolják az energiafogyasztást. Az ipari modellek 1-2 kW teljesítményű motorokat használnak. És háztartási igényekhez válasszon 300-500 wattot.
- Munkadarabok méretei. Itt érdemes figyelni a középpont-közép távolságra és a gépágyra.
- Az orsófej forgási sebessége. Ez a fő munkaeszköz, amely percenként 400-35 000 fordulatszámmal képes forogni. A feldolgozott termékek minősége közvetlenül ettől a paramétertől függ.
- gyártó és garancia. Sok szakértő azt javasolja, hogy olyan márkákat válasszon, mint a Corvette, az STD és a Holzstar.
Az eszközök bemutatott verzióinak választéka nem korlátozott, de megérdemelten népszerűek.
Tervezési jellemzők
Tanuljunk általános elv ilyen berendezések tervezése.
- Az alap az ágy, amelynek minősége meghatározza a famegmunkálás pontosságát és magának az esztergaberendezésnek a stabilitását. Minden elem és mechanizmus közvetlenül a kereten található. Az ágy gyártásához a legjobb megoldás az öntöttvas és a tömör öntvény.
- A munkadarabokat meghajtó tokmányokba szerelik fel, amelyek egy forgó orsón helyezkednek el. A hátsó tokmányos előlap vagy faroktámasz lehetővé teszi, hogy a terméket egyszerre két oldalról rögzítse.
- A vágó hosszától függően a nyomócsapágy elmozdul. A vágó részben ráfekszik a munkadarabok feldolgozása során.
- A munkadarabokat kétféleképpen lehet rögzíteni. Az elsőhöz két kazetta közepét, a másodikhoz pedig egy előlapot használnak. Ha inkább házi készítésű faesztergagépet szeretne készíteni, akkor a végek esztergálásához előlapra lesz szüksége. A sajátosság az, hogy az előlap biztosítja a termékek csavarokkal történő rögzítését, nem pedig pontokkal. Előnyösebb az előlap, mert biztonságosabban rögzíti a terméket.
- A fém- és famegmunkálási esztergaegységek közötti legfontosabb tervezési különbség az, hogy a famegmunkálási lehetőség biztosítja kézi adagolás vágót a termékhez.
Népszerű modellek
A faesztergagépen végzett munka meglehetősen gyakori esemény az otthoni műhelyekben és az iparban. Ha személyes célokra van szüksége egy egységre, a rajzok, fotó- és videóutasítások lehetővé teszik, hogy saját kezűleg kiváló egységet készítsen.
Vagy vedd fel a vésőket és kezdj el dolgozni. A vésők a famegmunkáló gépek elavult alternatívája. Tehát vésők, gyaluk és mások kézi szerszámok nem teszi lehetővé ugyanazt az eredményt, mint az automatizált vésők, azaz a gépek. CNC-vel lesznek-e CNC-modulok vagy anélkül, Ön dönti el.
A népszerű modellek listája ilyen modern "vésőket" tartalmaz:
- Corvette 74;
- STD 1000;
- STD 120 m;
- Holzstar db1100.
Tekintsük őket külön-külön.
- A Corvette 74 egy 550 W-os padlón álló egység. A megmunkálási átmérő 300, illetve 845 mm. A Corvette 74 súlya 85 kg. A Corvette 74 gépen az orsó fordulatszám tartománya 500 és 2000 ford./perc között van. A jelenlegi költség 30 ezer rubel.
- STD 1000. Meghajtó egység 22,9 kg. Határátmérő a modell feldolgozása 350 mm. Az egység teljesítménye 400 W, forgási sebessége 810-2480 ford./perc. Az STD 1000 ára körülbelül 11 ezer rubel.
- Az STD 120m súlya 100 kg, és 380 V-ról működik. Teljesítménye 0,4 kW. A megmunkálási átmérő legfeljebb 190 mm, az STD 120m orsó-fordulatszám 1100 és 2150 ford./perc között van. Az ár körülbelül 45 ezer rubel.
- A Holzstar db1100 egy 92 kg-os német gép, 10 sebességgel és 358 mm maximális munkaátmérővel. A készülék tápellátása 220 V. Becsült érték- 55-60 ezer rubel.
Szüksége van egy CNC-modellre, egy nagy teherbírású előlapra és sokféle beállítási lehetőségre, ha rendszeres kismesterségeket szeretne végezni? Nem. A CNC és az előlap a modern, nagy teljesítményű, magas funkcionalitással rendelkező eszközök kiváltsága. Ha közönséges kézművességet szeretne készíteni, megpróbálhatja saját maga összeszerelni a gépet.
Ha nagyüzemi gyártást tervezünk, nagy termékekkel dolgozzon, az előlap mint retesz nélkülözhetetlenné válik, a CNC modul pedig leegyszerűsíti a munkát.

Mindenki számára, akit érdekel az esztergálás, előbb-utóbb felmerül a megszerzés kérdése. A modern faesztergagép egy univerzális egység a fa mechanikai megmunkálásához. Többfunkciós műveletekhez készült. Több tucat művelet van a számláján. Ezek esztergálás, menetvágás, fúrás, lyukak létrehozása és rejtvények. Végeket, formázott nyersdarabokat, kúpos és hengeres felületeket dolgoz fel. Az eszterga egyaránt nélkülözhetetlen a különböző méretű fafeldolgozó iparágakban, valamint a keretező és asztalos műhelyekben.
Az eszterga vásárlása ésszerű megközelítést igényel, az összes előny és hátrány egyensúlyát. Hiszen nagyon drága berendezésekről beszélünk. Hogyan válasszunk faesztergagépet úgy, hogy a befektetés indokolt legyen? Több száz webhelyet nézhet meg, de soha nem lesz biztos a helyes választásban. Az első lépés a leendő gép feladatterületének kijelölése. Ez határozza meg a kiválasztási lehetőségeket.
TERVEZÉS ÉS KÜLÖNBÖZŐ TÍPUSÚ ESZTERGÁK
A faesztergagép a következőkből áll:
- Ágyak (a szükséges mechanizmusok és elemek elhelyezésének alapja).
- Vezető tokmány (fejszár). Felelős a munkadarab elforgatásáért.
- Orsó. Beállítja a forgási sebességet.
- Hátul nagymama. Biztosítja az alkatrész rögzítését.
- Mozgatható talapzat. Beállítja az optimális távolságot a munkadarabtól

Példák a faesztergagépen végzett munkára
Az esztergagépek asztali típusúak és ágyra szerelhetők. Az ágyak lehetnek öntöttvasak, stabilak és tartósak. Könnyű öntött alumínium keretek vannak. Előnyük a korrózió teljes hiánya. Egy asztali (hordozható) eszterga olcsóbb. Speciális munkapadra vagy állványra is felszerelhető. Ehhez megfelelő rögzítőfuratoknak kell lenniük a házon.Egy faeszterga súlya 18 kg-tól 90 kg-ig terjedhet. Minél nagyobb a súlyérték, annál kisebb a rezgés. Ez kényelmes. Az otthoni kézművesek számára azonban az esztergagépek vásárlása veszteséges. Meg lehet boldogulni egy minigéppel.
A gépek fázisban is különböznek egymástól. Itt két lehetőség van - 220 V vagy 380 V. Gyakran vásárolnak egyfázisú gépet otthonra. Minden a hálózattól függ. A háromfázisú eszterga általában erősebb. Ez egy produktív, helyhez kötött berendezés, így nem szükséges ritka magánháztartási munkákhoz.
Az eszterga kiválasztásának fő kritériuma a megmunkáló alkatrészek teljesítménye és pontossága. Ha az esztergálás hobbi, akkor nincs szükség alapvető pontosságra. Természetesen, ha elég pontos munkát lehet végezni a gépen, akkor ez jó. De az ára egy funkcionális és nagyon precíziós gép felett.Gyakran az otthon dolgozó mesterek gondoskodnak a csendes működésről. A kis teljesítményű gép kevesebb zajt ad. Ha híres és megbízható márkák esztergagépét választja, akkor egy nagyon erős motor zajvédelemmel is rendelkezik.A részletesebb ismerkedéshez elkészítettük a legfontosabbakat specifikációk esztergák. Közvetlenül jelzik munkaképességüket.
TELJESÍTMÉNY – A TELJESÍTMÉNY ÉS TARTÓSSÁG FŐ MUTATÓJA
A teljesítmény kiválasztásakor az a legfontosabb, hogy eldöntse, mire van szüksége a gépre. Ha hobbihoz vagy a "népművészet" kategóriájába tartozó termékekhez, vásároljon olcsó háztartási esztergagépet. Ezek mini gépek. Ideálisak kis szériás gyártáshoz. A teljesítménymutatóikat 350 watttól kezdik számolni, és 500 wattnál fejezik be. Közepes volumenű munkákhoz 500W-1000W teljesítményű faesztergagépet kell választani.
Az eszterga teljesítménye meghaladja az 1000 W-ot - ez már releváns a nagyipari szektorban. Fontos ajánlás: professzionális tehermunkához válasszon többet erős gépek. Ezután, ha az esztergálódás vagy fúrás indexe a maximumra van állítva, nem fog hallani a motor csúszását és a fordulatszám csökkenését. De ha a motor gyenge és nem húzza a terhelést, akkor ez nemcsak a munka minőségére, hanem a motor erőforrására is rossz hatással van.
FELDOLGOZOTT MUNKARÉSZEK MÉRETEI

Kiválasztásnál fontos a munkadarab hossza és átmérője. Mert belépő szint működik, lehet venni háztartási esztergagépet. Kicsi vagy közepes méretű nyersdarabokkal működik. Az ilyen nyersdarabok hossza legfeljebb fél méter, átmérője legfeljebb negyed méter. Nyilvánvaló, hogy egy háztartási gépen nem nagyon lehet gyorsítani.
Ha naponta "százakat" kell feldolgoznia, akkor természetesen válasszon magasabb osztályú faesztergagépet. Professzionális felszerelésből. Az ilyen gépeken hosszabbító kábelek vannak, így lehet élezni hosszú részletek. Kb. 1 méter hosszúságú alkatrészek esztergálhatók.
ORSÓ ÉS TULAJDONSÁGAI
Az orsó fordulatszáma és a menetemelkedés határozza meg a termelékenységet. Vagyis a feldolgozás sebessége és minősége. Ez a két érték felelős az időben történő és teljes körű feldolgozási folyamatért. Minél magasabbak a követelmények a munka mennyiségére és sebességére, annál nagyobbnak kell lennie az orsó fordulatszámának. Nyilvánvaló, hogy a motor teljesítményének meg kell egyeznie. Minél kisebb a teljesítmény, annál kisebb az orsó fordulatszáma.
A feldolgozás minősége az orsó forgási sebességének mutatóitól függ. Az eszterga orsója percenként 400-3500 fordulatot tud tenni. A minőségi gépeken mindig van sebességszabályozó.
KÖZPONTOK KÖZÖTTI TÁVOLSÁG

Az alkatrészt kétféleképpen rögzítik - a hátsó és az elülső fejtartó középpontja vagy egy előlap között. Ennek megfelelően ezeknek a távolságoknak az értékei három intervallumban változnak a különböző gépeken. Ez lehet 600 mm-ig, 1000 mm-ig és 1000 mm feletti érték. Itt ki kell választania a kívánt opciót a feldolgozott anyag méretei alapján. A középpontok távolsága határozza meg a rögzítőelem pontosságát. Az alkatrész helyes rögzítésével elkerülheti az alkatrész kifutását forgás közben.
RPM BEÁLLÍTÁS

Esztergagépen végzett munka során meg kell változtatni a munkadarab forgási sebességét. Különféle műveletekhez szükséges különböző sebességgel. A fordulatszámokat a megmunkálandó fa típusától és a szükséges feldolgozási pontosságtól függően választjuk meg, ezért az esztergagépek fordulatszám-szabályozással vannak felszerelve.
Kétféle beállítás létezik - sima és lépcsős. A lépésbeállítás minden értéknél rögzítve van. A gép három-öt sebesség közül választhat. Ezek megváltoztatásához szíjtárcsák csoportjait kell felszerelni. Eldobják a sebességváltó szíjat a kívánt pontra.
A sima beállítás egy nagyságrenddel jobbnak tekinthető. A sebesség megváltoztatásához nem kell leállítania a gépet. A sebességváltás folyamata zökkenőmentesen, rándulások és rögzítések nélkül megy végbe. A beépített variátor felelős a gördülékeny beállításért.Az RPM szabályozás közvetlenül kapcsolódik a fordulatszámhoz.
ELÉRHETŐ DIGITÁLIS KIJELZŐ

A digitális kijelző jelentős előnyt jelent a munkában. A forgási frekvencia digitális jelzését jeleníti meg a fejrészen. Ez lehetővé teszi a sebességértékek olvasását. A kijelző segítségével sokkal hatékonyabb a beállítás. Vizuális kontrollt alakít ki a munka felett. Ez a lehetőség pozitív hatással van a problémás területek átjárhatóságára.
TELEPÍTHETŐ MÁSOLÓ

Vannak másolóval felszerelt esztergagépek, és nincsenek másológépek. A fénymásoló egy kiegészítő opció a gépben. Ez egy kivehető segédeszköz, amely hagyományos faesztergagépet esztergálmásolóhoz. Leegyszerűsíti a feldolgozást egy nagy szám azonos típusú termékek. A fénymásoló egy szigorúan meghatározott pályán vezeti a vágót, ami megakadályozza, hogy a termékek méretében és alakjában eltérések jelenjenek meg. A munka pontosságának növelése érdekében érdemes másológéppel ellátott esztergagépet választani.
VISSZA KAPCSOLÓ
Hátramenet – hátramenet. Ez is egy kiegészítő funkció. Nem minden gépen van hátramenet. A visszafordítás lényege a gépben, hogy ez biztosítja a kocsi és az orsó hátsó előtolását. Ez felgyorsítja a munkát. Nem kell újra adagolni a munkadarabot, ha újraesztergálásra van szükség. Csak bekapcsolhatja a fordított funkciót.
Melyik fa eszterga a jobb - nincs határozott válasz. Minden az Ön feladataitól, lehetőségeitől, szakmai tudásától és anyagi lehetőségeitől függ. A tanácsok és a visszajelzések is fontosak.felhasználókat.
A tapasztalat és a fenti pontok eligazítanak abban, hogy az elvárásainak megfelelő faesztergagépet válasszon.
Egy ilyen gép segítségével korlátokat faraghat a tornácra és a padlás lépcsőjére, készíthet esztergált alkatrészeket a díszítéshez, bonyolult külső és belső dekoráció házak, bútorrészletek és még sok más.
A faeszterga alapja egy körülbelül 1 kW teljesítményű egyfázisú villanymotor vagy egy körülbelül 1,5 kW teljesítményű háromfázisú villanymotor, amely kondenzátoráramkör szerint van csatlakoztatva. Jobb, ha olyan villanymotort választunk, amelynek percenkénti fordulatszáma csökkentett, legfeljebb 1500 (lehetőleg körülbelül 600-800).
A kondenzátor kapcsoló áramkörökről háromfázisú motorok egyfázisú hálózatban részletesebben kell elmondani.
Elérhető nagy választék háromfázisú villanymotorok, de nem mindegyik alkalmas egyfázisú hálózatba kondenzátoráramkör szerint. Így például az AO, A02, D, AOL, APN, UAD és néhány más sorozat motorja jó erre a célra. Vannak 127/220 V névleges feszültségű villanymotorok (a villanymotor névleges feszültsége a karosszérián található útlevélcímkén van feltüntetve). Az ilyen villanymotorok csak a "csillag" (λ) séma szerint csatlakoznak egy 220 V-os hálózathoz kondenzátorokon keresztül. Elektromos motorok 220/380 V névleges feszültséggel - a "háromszög" séma szerint (Δ).
A tengelyen a lehető legnagyobb teljesítmény elérése érdekében a villanymotorokat egyfázisú 220 V-os hálózatra kell csatlakoztatni az ábrán látható séma szerint. 117 a. Az SA2 kapcsoló lehetővé teszi a motor forgórészének megfordítását.
A 127/220 V névleges feszültségű villanymotor munkakondenzátorának kapacitását a következő képlet határozza meg:
Az indítókondenzátorokat (C) mindkét áramkörben 1,5-2,0-szer nagyobb kapacitással választják ki, mint a működő kondenzátorok. A felsorolt áramkörök kondenzátorainak papírszigetelésűnek (MBGO, MBGP, stb.) kell lenniük, és legalább 350 V üzemi feszültségre kell tervezni: a sorkapocsvégekig (ahol lehetőség van a tekercsek átkapcsolására), akkor a séma a következő: használt (117. ábra, b), amely a legnagyobb elérhető teljesítményt adja a tengelyen.
A motor indítása a következőképpen történik. Nyomja meg a "Start" gombot, és kapcsolja be a "Hálózat" kapcsolót. Amint az elektromos motor felgyorsul, engedje el a "Start" gombot. Ha a kiválasztott munkakondenzátorral a motor működés közben nagyon felforrósodik, válassza ki legjobb lehetőség, a munkakondenzátor kapacitásának csökkentése vagy növelése.
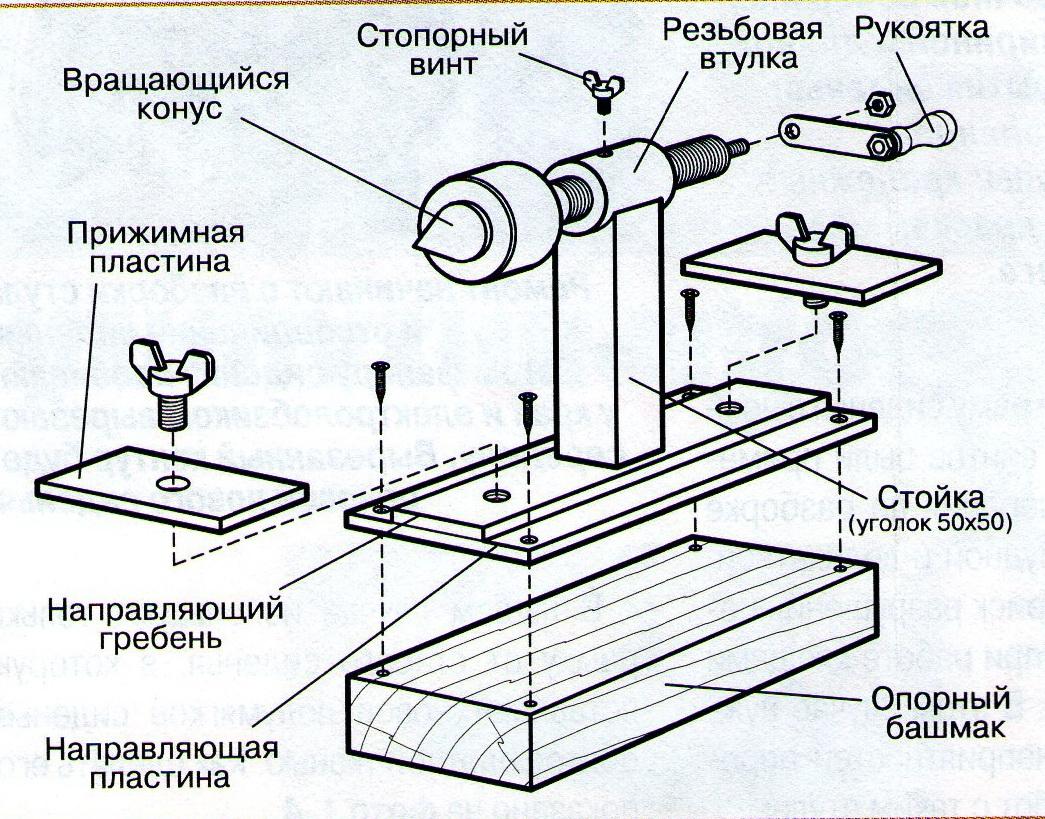
A gép motorjának tengelyére előlap van felszerelve (118. ábra, a). Van egy központi kúpja és négy állítható. A munkadarabot rájuk szerelik és biztonságosan rögzítik. Kisebb alkatrészekhez használjon kisebb előlapot.
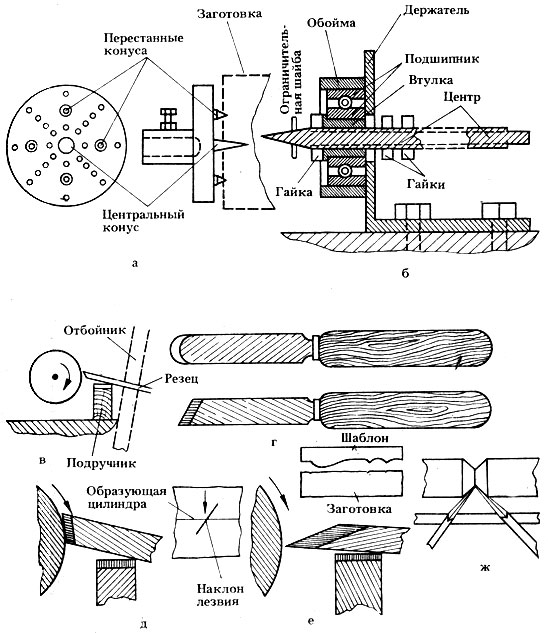
A munkadarab második vége középen van rögzítve (118. ábra, b). 4-5 mm vastag acélból hegesztett saroktartó. A tartóra egy tartó van hegesztve, amelybe ütköző illesztéssel golyóscsapágy kerül. A golyóscsapágy központi furatába egy acélból esztergált persely van benyomva a középponthoz egy menettel. A közepe legalább 16 mm vastagságú acél hegyes rúd, teljes hosszában egybefüggő menettel és két lapos véggel (a középpont elfordításához). Három anya segítségével a közepét rögzítjük a hüvelyhez. A határoló alátét szorosan illeszkedik a hegyes végére. Amikor a gépet munkapadra telepíti, ügyelni kell arra, hogy az előlap központi kúpja és a középső kúp egy vonalban legyen, azaz koaxiális legyen. A középpont bármilyen mozgása esetén ezt az igazítást szigorúan be kell tartani.
A munkapadon a gép működése közben bilincsek vannak felszerelve (118. ábra, c). Általában három méretben készülnek: hosszú, közepes és kicsi. Ez utóbbi úgy készült, hogy az alatta lévő munkaasztalhoz rögzíthető legyen különböző szögekből. A vágó működés közben a kézidarabon nyugszik.
Vágók készíthetők lapos reszelőből (118. ábra, d). A durva (hámozott) vágó félkör alakú. Élezési szöge kemény fánál körülbelül 25 °, puha fánál körülbelül 35 °. A befejező marók ferde alaprajzúak (70-80°-os szöggel), élezési szögük 20-30°. Néha a befejező marókat egyoldalú élezéssel készítik. A vágó teljes hossza (nyéllel együtt) körülbelül 500 mm.
A gépet kettővel kell felszerelni fagerendák szelvény 80X80 mm, az úgynevezett aprítógépek (118. ábra, c). Úgy tervezték, hogy a munkadarabot oldalra dobják, ha az letörik a gépről.
A gépen végzett munka megkezdése előtt ki kell választani egy munkadarabot (lehetőleg csomó nélkül, száraz). Külső részekhez általában nyárfát használnak, amely jól ellenáll a külső hatásoknak. A belső részletekhez jobb a hársat venni - könnyen feldolgozható. A bükk vagy tölgy alkalmas kritikus teljesítményű alkatrészekhez. tűlevelűek rosszul feldolgozva esztergagépen.
Vegyük például a korlátok gyártását. Először egy négyszög alakú gerendát gyalulnak. A végeire kört húzunk és fejszével egy durva hengeres tuskót gyalulunk.
A munkadarabot úgy rögzítjük a gép előlapjához, hogy a kúp pontosan a megjelölt kör közepén álljon. Finoman üsse meg kalapáccsal a munkadarab másik végét úgy, hogy az előlap mind az öt kúpjának bemélyedései megjelenjenek. Ennek a jelölésnek megfelelően öt lyukat fúrnak egy fúróval, amelynek átmérője fele az egyes kúp átmérőjének az alapnál. Furatmélység - három fúróátmérő. A másik végére a jelölésnek megfelelően egy lyukat is fúrnak a közepének.
Helyezze be a munkadarabot a gépbe. Ehhez kalapácsütéssel ütközésig ráhelyezik az előlap kúpjára, és behozzák a közepét a lyuk alá. Reteszelő alátétet helyezünk el, és a közepét becsomagoljuk úgy, hogy a biztosító alátét kissé benyomódjon a munkadarab végébe. Csavarja be teljesen a bal oldali anyát a hüvelybe (118. ábra, b). A tartó másik oldalán az első anya szintén teljesen be van csavarva a hüvelybe, és a második anyával rögzítjük.
Szereljen fel egy hosszú kapaszkodót és aprítót. Kapcsolja be a motort. Hámozóvágóval megkezdik az 1-2 mm-nél nem vastagabb forgácsok eltávolítását (a fa keménységétől függően). A metszőfogat mindkét kezével erősen tartják, és ügyelnek arra, hogy mindvégig a kézidarabon feküdjön (118. ábra, c). Annak érdekében, hogy a vágópenge egyenletesen köszörüljön, különböző szögekben hozzák a munkadarabhoz.
A munkadarabot durván megmunkálják, amíg átmérője 1,5-2,0 mm-rel nagyobb lesz a tervezettnél. Ezután a munkát befejező maróval végezzük. A vágót az ábrán látható módon hozzák a munkadarabhoz. 118, e, és a penge ferde a henger generatrixához képest.
Miután megkapta a kívánt átmérőt, folytassa a korlátok hosszában történő megjelölését az előkészített sablon segítségével. A befejező maró éles vége vezeti (118. ábra, e). Ugyanígy minden keskeny átmenetet megmunkálunk (118. ábra, g). A feldolgozás többi részét (lekerekítések, kúpos részek stb.) a szokásos módon befejező maróval végezzük (118. ábra, e). Az ellenőrzést sablonok végzik, ezeket az alkatrészre alkalmazva, és ügyelve arra, hogy az alkatrész körvonala pontosan illeszkedjen a sablon kontúrjaihoz.
A kész alkatrészt anélkül, hogy kivennénk a gépből, csiszolórétegekkel polírozzuk (a bőrt keskeny csíkra hajtjuk, és a széleinél fogva az alkatrészhez hozzák). Végül az alkatrészt faforgáccsal fényesítjük: egy marék forgácsot a kezünkben tartva nyomjuk a forgó alkatrész felületéhez.
Azt is ajánljuk
 Kapcsolt tápegység: javítás és finomítás
Kapcsolt tápegység: javítás és finomítás
 A fény távirányítója
A fény távirányítója
 Úszásoktatás óvodás korú gyermekek számára
Úszásoktatás óvodás korú gyermekek számára
 Megjegyzések a mesternek - otthoni háztartási riasztók
Megjegyzések a mesternek - otthoni háztartási riasztók
 Órapropeller az Atmega8-on
Órapropeller az Atmega8-on
 Példák az eszközre és a relé alkalmazására, hogyan válasszunk és csatlakoztassunk helyesen relét Mikrokontroller és relé egyszerű kapcsolóáramkörök
Példák az eszközre és a relé alkalmazására, hogyan válasszunk és csatlakoztassunk helyesen relét Mikrokontroller és relé egyszerű kapcsolóáramkörök