Metall uchun kesuvchi kesgichlarni charxlash. Chuvalchang kesgichlarni charxlash va ishlab chiqarish
Kesish vositasi ertami-kechmi xira bo'ladi. Agar u bir martalik bo'lsa, unda bitta chiqish yo'li bor - poligonga. Ammo qimmatbaho qurilmalarning eng yaxshi qirralari ko'pincha tiklanishi mumkin. ushbu maqolada biz ularga "ikkinchi yoshlik" ni qanday berish kerakligini aytamiz.
Turli xil kesish asboblari talab qilinadi tabaqalashtirilgan yondashuv keskinlashganda. Bugun biz chisellarni, planerlarni, yog'och kesgichlarni va metall matkaplarni tiklash haqida gapiramiz.
Chisellar va planerlarni charxlash
Qo'rg'oshin ish holati chisel yoki planer pichog'i unchalik qiyin emas. Keskinlik jarayoni faqat ikki bosqichdan iborat. Asbobni keskinlashtirish ustida ishlayotganda sizga muntazam kerak bo'ladi maydalagich. Chisel yoki planer pichog'i uchun yumshoq jinslar yog'och 250 ° burchak ostida o'tkirlashadi. Qattiq jinslar uchun - 350 °. O'tkirlashda doimo ushlab turing oldindan belgilangan burchak, bu unchalik oson emas. Vazifani soddalashtirish uchun 25 dan 35 ° gacha bo'lgan diapazonda ishlashga imkon beruvchi keskilarni o'tkirlash uchun maxsus qurilmalardan foydalanish mumkin. Haddan tashqari qizib ketishning oldini olish uchun asbobni vaqti-vaqti bilan suvda sovutib turing.
Kesish qismi paydo bo'lguncha dazmolning chetini darhol maydalamang. Uning qalinligini kvadrat bilan yarim millimetrga yetkazganda, o'qning chiqib ketish tomoniga perpendikulyar ekanligini tekshiring. Yakuniy o'tkirlash eng yaxshi qo'lda yoki past tezlikda suv bilan sovutilgan maydalagichda amalga oshiriladi, bu esa asbobni kesishning kerakli keskinligiga olib keladi.
Tashqi qirrali dumaloq chiselni o'tkirlashda asbob "sakkizta" ni tasvirlab, toshning butun uzunligi bo'ylab novda bo'ylab chetidan chetga o'tadi. Burr bilan ichida o'tkirlash paytida majburiy ravishda hosil bo'lgan truba shaklli tosh yordamida chiqariladi. Kesish qirrasini yakuniy keskinlashtirish amalga oshiriladi silliqlash qog'ozi donadorlikning turli darajalari.
Yog'och uchun o'tkir kesgich
Shakllangan uch tegirmonlarni keskinlashtirish uchun maxsus asboblarga ega bo'lish shart emas. Stol yoki ish stolining chetiga yotqizilgan olmos barga ega bo'lish kifoya. To'sar o'zining old yuzasini bar bo'ylab ushlab, o'tkirlashadi, ilgari qatron qoldiqlari, axloqsizlik va changdan erituvchi bilan tozalanadi.
Agar yo'naltiruvchi podshipnik bo'lsa, uni keskinlashtirishdan oldin demontaj qilish kerak. Bir necha daqiqani tejashga urinish, agar uning deformatsiyasida bo'lmasa, lekin, ehtimol, shikastlangan to'sarga olib keladi. O'tkirlash jarayonida bar bir oz suv bilan namlanadi va ish tugagandan so'ng u quritiladi. Old yuza pastga tushganda, to'sarning qirrasi keskinlashadi va uning diametri biroz kamayadi.
Asboblarni o'tkirlashda, istalgan yakuniy natijaga va ishlov beriladigan sirtning tozaligiga qarab, turli xil don o'lchamdagi toshlardan foydalanish kerak. Simmetriyani saqlab qolish uchun kesmalarni keskinlashtirishda bir xil bosim bilan bir nechta harakatlar amalga oshiriladi. To'sar qilingan materialga qarab, bar o'rniga po'latdan yasalgan chiziq yoki yog'och lata ustiga o'rnatilgan abraziv qog'oz ishlatilishi mumkin.
Agar sizning ixtiyoringizda past tezlikda maydalagich bo'lsa, unda tegishli abraziv g'ildirakni o'rnatish kamayishi mumkin qo'l mehnati yo'q.
Metall uchun matkapni keskinlashtirish
Vaqt o'tishi bilan matkaplar zerikarli bo'lib qoladi va ko'pchilik ularni shunchaki tashlab, yangilarini sotib oladi. Biroq, deyarli har doim matkapga "ikkinchi imkoniyat" berilishi va uning ishlash muddatini uzaytirishi mumkin. Buning uchun silliqlash g'ildiragida zerikarli sirtni qayta ishlash kifoya.
Ishni boshlashdan oldin, haddan tashqari qizib ketmaslik uchun matkap vaqti-vaqti bilan botiriladigan suv idishida to'plang. Keskinlik ketma-ketlikda amalga oshiriladi va orqa yuzani qayta ishlash bilan boshlanadi, silliqlash g'ildiragi yuzasiga muntazam konus hosil bo'lguncha yumshoq, lekin mahkam bosiladi.
Shundan so'ng, uning chiqib ketish qismi keskinlashtiriladi va orqa yuzani yakuniy tugatish amalga oshiriladi. Keskinlik paytida siz matkap uchidagi jumperni doimiy ravishda kuzatib borishingiz kerak. Diametri 8 mm yoki undan kam bo'lgan matkaplar uchun u 0,4 mm dan oshmasligi kerak. Katta namunalar uchun ko'prikning o'lchami 1-1,5 mm gacha o'zgarib turadi. Esda tutingki, burg'ulash uchi emas, balki matkapning yon tomonlarini hosil qiladi!
elektr maydalagich
Strukturaviy ravishda, elektr maydalagichlar juda oddiy.
Ulardan iborat induksion vosita, silliqlash g'ildiraklari va g'iloflar. Suhbatni ma'lum bir ishlab chiqaruvchi va modelni tanlash tekisligiga o'tkazgandan so'ng, shuni ta'kidlash kerakki, agar siz shaxsiy maqsadlar uchun qurilma sotib olishni rejalashtirmoqchi bo'lsangiz, unda brend hal qiluvchi emas. Bunday uskunalar tarmoqqa qisqa vaqt ichida kiritilgan va juda katta resursga ega. O'tkirlashtirgichning narxi to'g'ridan-to'g'ri uning diametriga bog'liq.
U qanchalik katta bo'lsa, qurilma qimmatroq. Elektr maydalagichni sotib olishdan oldin tekshirganda, milni siljitishga harakat qiling. Agar u nafaqat aylansa, balki "yuradigan" bo'lsa, uni tashlang va keyingisini tanlang. Albatta, tarmoqqa o'tkirroqni qo'shish yaxshidir, lekin har bir do'kon sizni bu masalada yarim yo'lda kutib olmaydi.
Elektr maydalagichlar yoki silliqlash mashinalari uch guruhga bo'linadi:
- Uchun almashtiriladigan ushlagichlar bilan jihozlangan yuqori tezlikda o'tkirlashtirgichlar har xil turlari asbob.
- Muayyan asbob uchun mo'ljallangan yuqori ixtisoslashtirilgan mashinalar (masalan, matkaplar).
- Past tezlikda suv sovutadigan mashinalar.
Agar yuqori tezlikda ishlaydigan o'tkir asboblar 3000 rpm gacha aylansa, unda bunday mashinalar maksimal 150 aylanish tezligida aylanadi va har qanday kesish asbobini o'tkirlashi mumkin. Past tezlik va suvni sovutish - ideal sharoitlar sifatli kesish uchun.
Maqolaning barcha fotosuratlari
Endi ishlab chiqaruvchilar turli xil materiallarni, shu jumladan yog'ochni qayta ishlash uchun mo'ljallangan ko'plab turdagi va o'lchamdagi to'sarlarni ishlab chiqaradilar. Siz o'zingizning qo'lingiz bilan universal yoki maxsus mashinada, shuningdek, qo'lda to'mtoq moslamani keskinlashtirishingiz mumkin.

Kesuvchilarning xususiyatlari
Ishlab chiqarish uchun to'sarlar ishlatiladi turli materiallar. Asbob po'latlari yog'och uchun mos keladi: yuqori tezlikda, qotishma va uglerod. Metall, plastmassa, keramika, toshga o'xshash materiallar, qattiq qotishmalar, olmos, elbor va mineral keramikalarni qayta ishlash uchun ishlatiladi.
Yog'och kesgichlar uchun po'lat
- Yog'ochni kesish uchun asbob po'latlarining quyidagi navlari qo'llaniladi: U-9-A, U-8-A, U-7-A, XV-5, 9-XC, KhG, KhVG.
- Yuqori tezlikli po'lat normal ishlashi mumkin. Bular R-18, R-6-M-5, R-9, R-12 va boshqalar brendlari. Vanadiy, kobalt, molibden va volfram bilan qotishma qilingan yuqori samarali metall. Bular R-6-M-3, R-18-F-2-K-5, R-9-F-2-K-10, R-9-F-2-K-5 va boshqalar brendlari.
Eslatma!
Agar to'sarning lehimli tishlari bo'lsa, bu har doim ham ular karbiddan tayyorlanganligini anglatmaydi.
Bundan tashqari, yuqori tezlikda po'lat bo'lishi mumkin.
Tish geometriyasi

Dizayni bo'yicha to'sarlarning kesgichlari o'tkir o'tkir (o'tkir) va orqaga bo'linadi.
- O'tkir tishlar uchun kesish qismiga ulashgan orqa sirt maydoni (kenglik n) tekislikdir. Bunday kesmalar orqa yuza bo'ylab o'tkirlashadi. Biroq, agar kerak bo'lsa, siz ularni oldingi chekka bo'ylab keskinlashtirishingiz mumkin.
- Shakllangan to'sarlarning qo'llab-quvvatlanadigan kesgichlari uchun orqa yuza Arximed spirali shakliga ega. Uni qayta ishlash texnik jihatdan juda qiyin. Shuning uchun bunday tishlar faqat old chetida o'tkirlashadi.
Har bir tish alohida kesuvchidir.
U standart parametrlarga ega: orqa (a) va old (y) burchaklar, o'tkir sirt maydoni (n), nishab burchagi (l).
- Sayt n - burish paytida maydalangan to'sarning orqa yuzasi maydoni. DA bu joy tishlar eng ko'p eskiradi, ularning kattaligi to'sar va ishlov beriladigan qism orasidagi ishqalanish kuchiga ta'sir qiladi. Shu sababli, bu sirt normallashtirilgan diapazonda saqlanishi kerak.
- Etakchi burchak burchagi (y) oldingi qirraga teginish va to'sar radiusi o'rtasida o'lchanadi.
- Asosiy orqa burchak (a) asosiy arra chekkasining normallashtirilgan nuqtasida orqa chetiga teginish va bu nuqtaning aylanish doirasiga tegish o'rtasida o'lchanadi. Bu burchak, kamaytirilganda, ishlov beriladigan qism va to'sar orasidagi ishqalanishni kamaytiradi.
- Qo'shimcha orqa burchak (a1) hamma to'sarlarga ega emas. U kesilgan sirt va to'sarning tanasi orasidagi kengaytirilgan bo'shliqni tavsiflaydi. Ko'rsatma to'sarning ma'lum bir aşınması va platforma n kengayishi bilan bu bo'shliqni keskinlashtirish zarurligi haqida gapiradi. Amaliyotning maqsadi tish va ish qismi orasidagi ishqalanishni kamaytirishdir.

- Chiqib ketish tomonining yo'nalishi va konfiguratsiyasiga ko'ra, tishlar spiral yoki tekis bo'ladi. Ularning qiyaligi asbob o'qi va rivojlangan spiral qirrasi orasidagi burchakni (l) tasvirlaydi.
Burchakning qiymati to'sar turiga, uning materialining markasiga va ishlov beriladigan ish qismining turiga bog'liq. Yog'ochni kesishda o'tkirlashning asosiy old burchagi 10-20 daraja, ba'zan esa ko'proq tanlanadi. Orqa burchak ham keng ko'lamli qiymatlarda o'zgarib turadi.
"Yog'och" uch tegirmonlarni charxlash usullari
Yog'och uchun uchi shaklidagi asboblar nozik olmosli tosh yordamida qo'lda keskinlashtirilishi mumkin. Mutaxassis tomonidan ushbu operatsiyani bajarish narxi ham past.
Qo'lda ishlash

- Blokni ish stolining chetiga qo'yish kerak. Agar to'sar chuqur chuqurchaga ega bo'lsa, uni mahkamlash kerak. To'sarni allaqachon o'rnatilgan zımpara bo'ylab haydash kerak.
- Ish paytida barni sovun yoki toza suv bilan sovutish kerak.
- To'sarning old qismi asta-sekin maydalanadi, uning qirrasi o'tkirlashadi va diametri biroz qisqartiriladi.
Eslatma!
Armatura olinadigan hidoyat podshipnikiga ega bo'lsa, uni keskinlashtirishdan oldin olib tashlash kerak.
Vaqtni tejashga harakat qilib, siz uni va butun to'sarni buzishingiz mumkin.
Nusxa ko'chirish ignasi o'rnini uchi unga tegishi uchun o'zgartirish turli nuqtalar tish yivlari (masalan, markaz, chekka), siz a va a1 orqa burchaklarining qiymatlarini o'zgartirishingiz mumkin.
Endi so'nggi to'sarlarni keskinlashtirish haqida.

- Shu maqsadda, shakllangan kesgichni shunday joylashtirish kerakki, o'tkirlanadigan tish to'liq gorizontal holatda bo'ladi.
- E-90 mashinasining silliqlash tizimi bitiruv bilan halqaga ega. Bu oxirgi kesgichlarni qat'iy gorizontal ravishda joylashtirishni juda oson qiladi.

- Bunday qurilmani o'z ichiga olmaydigan keskinlashtiruvchi mashinadan foydalanilganda, tishlarni o'rnatish uchun kvadratdan foydalanish mumkin.
- To'sar kerakli pozitsiyani egallaganida, siz ishni boshlashingiz mumkin. Bu silliqlash diskining chetini tishning chetiga siljitish orqali amalga oshiriladi.
- Burilish burchagining qiymati aylanani vertikal ravishda siljitish yoki shpindelni to'sar bilan egish orqali o'zgartirilishi mumkin.
Xulosa
Keskinlik - bu ancha murakkab operatsiya. Jarayonga juda ehtiyot bo'lish kerak. Axir, yog'och blankalar bilan ishlashning keyingi samaradorligi bunga bog'liq. Ushbu maqoladagi video sizni keskinlashtirishning nuanslari bilan tanishtirishda davom etadi.
To'sar faqat to'g'ri ishlatilsa, unumli ishlashi mumkin. Agar ish to'g'ri tayinlangan frezalash rejimlari bilan amalga oshirilsa, to'sar ishlov berish mumkin katta miqdorda sezilarli darajada xira bo'lishidan oldin blankalar. Biroq, agar siz sezilarli darajada zerikarli to'sar bilan ishlashni davom ettirsangiz, kesish kuchi sezilarli darajada oshadi, bu ishqalanishning kuchayishiga, to'sar tishlarining tez xiralashishiga va hatto sinishiga olib keladi.
Odatda zerikarli to'sarni o'tkirlash nisbatan oz vaqtni talab qiladi va tish hajmini sezilarli darajada kamaytirmaydi. Juda to'mtoq to'sarni o'tkirlash uzoq va mashaqqatli operatsiya bo'lib, siz juda katta metall qatlamini olib tashlashingiz kerak, shuning uchun to'sarni qattiq to'mtoqlikka keltirish kerak emas.
Ayniqsa, vaziyatni kuzatib borish kerak kesish qirralari va yuqori tezlikda ishlaydigan po'latdan yasalgan va karbid qo'shimchalar bilan jihozlangan qimmatbaho kesgichlarni o'z vaqtida charxlash.
O'tkir tishli silindrsimon kesgichlarni charxlash
Tishli tishli silindrsimon kesgichlar tishning orqa yuzasi bo'ylab chashka doirasi bilan o'tkirlashadi (332-rasm), bunda oldindan belgilangan orqa burchakni saqlab qoladi.

Keskinlashda to'sar silliqlash mashinasining markazlariga o'rnatilgan mandrelga qo'yiladi. Kubok aylanasining o'qi to'sarning o'qiga 1 - 2 ° burchak ostida o'rnatiladi, shuning uchun aylana faqat bir tomoni bilan o'tkirlashuvchi to'sarga tegadi (332-rasm, s).
Agar chashka aylanasining o'qlari va o'tkirlashuvchi kesgich bir xil gorizontal tekislikda joylashgan bo'lsa (332-rasm, a), u holda kesuvchi tishdagi orqa burchak a ishlamaydi. Orqa burchak hosil qilish uchun chashka doirasi to'sarning o'qining ostiga qo'yiladi. H dan aniqlanadi (332-rasm, b). to'g'ri uchburchak tomoni va burchagi a bilan:
Burchak a Jadvalga muvofiq tanlanishi kerak. 35.
Kesuvchi tishning o'tkirlash paytidagi holati oddiy prujina po'lat bar shaklida maxsus to'xtash (332-rasm) bilan o'rnatiladi. O'tkirlashayotgan tishni qo'llab-quvvatlaydigan to'xtash joyi kesish chetiga juda yaqin o'rnatilishi kerak. Bundan tashqari, spiral tishlari bilan kesgichlarni charxlashda qo'llanma bo'lib xizmat qiladi.
Silindrsimon kesgichlarning orqa yuzasini diskli doiralar bilan o'tkirlashda, tish ustida konkav qirrasi olinadi, bu tish pichog'ini zaiflashtiradi va ularning aşınmasını tezlashtiradi. O'tkirlashda chashka g'ildiraklari tekis pah (lenta) beradi, bu esa to'sarlarning mustahkamligini ta'minlaydi; shu sababli, kesgichlarni diskli g'ildiraklar bilan charxlash tavsiya etilmaydi.
Tegirmonni charxlash
charxlash asosiy kesish tomoni yuz kesgichlarning tishi o'tkir tishli silindrsimon kesgichlarning o'tkirlashiga o'xshash orqa yuza bo'ylab amalga oshiriladi (333-rasm, a).

Da ikkilamchi kesish qirrasini keskinlashtirish tish (333-rasm, b), birinchi navbatda, to'sar uning yordamchi kesish qirrasi gorizontal holatda bo'lishi uchun o'rnatiladi. Keyin to'sarning o'qi gorizontal tekislikda ph 1 rejadagi yordamchi burchakning qiymati bo'yicha aylantiriladi va bir vaqtning o'zida vertikal tekislikda ko'ndalang bo'shliq burchagi a 1 bilan egiladi. Yordamchi kesish qirrasi ustidagi old yuzani keskinlashtirish chashka g'ildiragining yon yuzasi tomonidan amalga oshiriladi. To'sar shunday o'rnatiladiki, ikkilamchi kesish qirrasi yuqoriga qaratiladi va kesuvchi o'qi ikkilamchi kesuvchi qirraning old burchagi qiymatiga vertikal tekislikda egiladi.
O'tkirlash uchi tegirmonlar
asosiy kesish tomoni so'nggi tegirmonlar (334-rasm) markazlarga freza o'rnatilganda chashka doirasining so'nggi yuzasi bilan silindrsimon kesgichlar kabi amalga oshiriladi.

Orqa yuzani keskinlashtirish ikkilamchi kesish qirrasi u chashka doirasi bo'lgan chekka tegirmonlar kabi qilingan. To'sar kartrijning rozetkasiga toraytirilgan shpal bilan o'rnatiladi.
Disk kesgichlarni keskinlashtirish
Orqa yuzani keskinlashtirish silindrsimon qirrasi diskli kesgichlar chashka doirasi bo'lgan silindrsimon kesgichlar kabi ishlab chiqariladi.
Oxirgi tishlarning orqa yuzasini charxlash, so'nggi tegirmonlarning yordamchi chiqib ketish chetining tishlarini keskinlashtirishga o'xshash tarzda amalga oshiriladi. Oxirgi tishlarning old yuzasini keskinlashtirish uch tegirmonlarga o'xshash tarzda amalga oshiriladi. O'tkirlash kerak bo'lgan tishlar yuqoriga yo'naltirilgan va to'sar o'qi quyidagi pozitsiyani egallaydi:
a) vertikal - to'sarning oddiy tishlari bo'lsa,
b) qiya - to'sarning ko'p yo'nalishli tishlari bo'lganda va to'sar o'qining vertikal tekislikdagi qiyshayish burchagi silindrsimon kesuvchi chetining qiyalik burchagi ō ga teng bo'lganda.
Orqa tishlari bilan o'tkirlash to'sarlari
To'sarlarning tishlari oldingi yuza bo'ylab o'tkirlashadi. Shaklda. 335 va tish burchagi g bilan o'tkirlash uchun sozlash diagrammasi berilgan, nol(radial old yuza) va rasmda. 335, b - oldingi burchak g noldan kattaroq. Qiymat H Tegirmon g'ildiragining to'sar markazidan 1 siljishi formula bilan aniqlanadi:

To'sarning oqishi oldini olish uchun barcha tishlar uchun o'tkirlash paytida olib tashlangan qatlam miqdori bir xil bo'lishi kerak. Agar bir tish boshqalardan ko'ra kichikroq qatlam olib tashlansa, u uzoqroq bo'ladi, u chiplarni olib tashlaydi kattaroq bo'lim va yo'qolishi ehtimoli ko'proq. Old yuzadagi frezalashtirgichlarni keskinlashtirish disk shaklidagi doira bilan amalga oshiriladi.
Keskinlashtirganda, rasmda ko'rsatilganidek, old yuzaning radiusli ekanligiga ishonch hosil qiling. 336, a (tish 3
). Agar old yuzada pastki kesilgan bo'lsa (tish 1
) yoki aksincha, salbiy burchak burchagi (tish 2
), tish profili buziladi va ish qismidagi noto'g'ri konturni kesib tashlaydi. O'tkirlash paytida kesuvchi tishning holati to'xtash joyi bilan o'rnatiladi, u o'tkir tishning orqa yuzasiga ulashgan bo'lishi kerak.

Kesuvchi qirralarning o'tkirlashdan so'ng minimal oqishi bo'lishi uchun kesuvchi kesgich bilan bir xil tishlarga ega bo'lgan nusxa ko'chirish mashinasi yordamida o'tkirlash tavsiya etiladi (336-rasm, b).
Prefabrik to'sarlarni o'tkirlash (freze kallaklari)
To'sar pichog'i bor Ko'proq keskinlashtiruvchi elementlar. Orqa burchaklarga qo'shimcha ravishda keskinlashtirish kerak: burchak chetining asosiy burchaklari rejadagi ph va o'tish qirrasi ph 0, rejadagi yordamchi burchak ph 1 va o'tish chetining kesimi. f 0 . Rejadagi har bir burchakning keskinligini ta'minlash uchun to'sar bu burchakka mos keladigan pozitsiyani egallaydi (337-rasm). O'tkirlash maxsus silliqlash yoki universal silliqlash mashinalarida amalga oshirilishi mumkin.

O'tkirlashda maxsus mashinalar kesuvchi 1 boshiga uning novdasi yoki mandrel yordamida kiritiladi 2 gorizontal holatda (338-rasm). Bosh 2 vertikal o'q atrofida aylanishi mumkin. Qo'l g'ildiragi yordamida to'sarni o'z o'qi atrofida aylantirish mumkin 3 va to'xtash vositasi yordamida kerakli holatda o'rnatiladi. Bitta tishni keskinlashtirgandan so'ng, unga o'tish amalga oshiriladi keyingi yo'l to'sarning o'z o'qi atrofida aylanishi.

Shaklda. 339 maxsus ustidagi to'sarni o'tkirlashda pozitsiyani ko'rsatadi silliqlash mashinasi. Birinchidan, plitalar yoki pichoqlarning uchlari taqqoslanadi (I), keyin plitalar silindrsimon qirralarning (II) bo'ylab hizalanadi. Orqa burchaklarni hosil qilish uchun silliqlash g'ildiragi bilan bosh egilib, bu holatda (III) o'rnatiladi; reja burchaklarini olish uchun to'sar bilan bosh vertikal o'q atrofida aylanadi (IV, V, VI). Bunday o'tkirlashning murakkabligi yuqori va 3 dan 12 soatgacha, to'mtoqlik darajasiga (olib tashlash qiymati), tishlar soniga va to'sarning diametriga bog'liq.

Shuni ta'kidlash kerakki, mashina mexanizmi tomonidan o'tkirlash paytida silliqlash g'ildiragining aşınması qoplanmaydi. Shuning uchun, birinchi tishning bir elementini charxlashdan oxirgi tishning bir xil nomli elementini charxlashgacha silliqlash g'ildiragining ma'lum aşınması to'planadi. Silliqlash g'ildiragining aşınması paytida paydo bo'ladigan tish elementlarining ishdan chiqishini bartaraf qilish uchun operatsiyaning murakkabligini oshiradigan qo'shimcha tugatish o'tishini kiritish kerak.
Universal silliqlash mashinasida to'sar markazlarda o'tkirlashadi (337-rasmga qarang). Ushbu o'rnatishda o'rnatish teshiklari, ya'ni to'sarning o'rnatish asoslari ishlatilmaganligi sababli, to'sarlarning keskinlashuvini tekislashda xatolik kuchayadi.
Prefabrik to'sarlar yuqori tezlikda kesish usullari uchun asosiy vosita bo'lganligi sababli, o'tkir kesgichlarning mashaqqatliligi yuqori tezlikda frezalashni joriy etishda jiddiy tormoz bo'lishi mumkin. Shuning uchun yuqori tezlikda frezalashni o'zlashtirish jarayonida uning mehnat zichligini kamaytirish maqsadida o'tkirlash jarayoni qayta ishlab chiqilgan. Buning uchun prefabrik to'sarlarni demontaj qilingan kesgichlar va plitalar bilan o'tkirlash va ularni keyinchalik shablon yordamida o'rnatish usuli ishlab chiqilgan, sinovdan o'tkazilgan va amalga oshirildi.
O'tkirlashdan oldin, pichoqlar tanadan chiqariladi va odatda to'plam sifatida o'tkirlashadi. Shaklda. 340, bu maqsad uchun maxsus aylanadigan qurilmani ko'rsatadi, bu keskinlashtirishning murakkabligini keskin kamaytiradi. Qurilma universal silliqlash mashinasining markazlariga o'rnatiladi. Bir elementni keskinlashtirgandan so'ng, qattiq tishlar to'plamiga ega armatura oldindan belgilangan burchakka aylantiriladi va boshqa element keskinlashadi.

Keskinlik tugallangandan so'ng, to'sarlar yordamida bosh tanasiga o'rnatiladi turli xil shablonlar (341-rasm, a - e). Yig'ilgan freze kallagining oqishi uchun tekshirish indikator shablon bilan amalga oshirilishi kerak (341-rasm, e).

Karbid kesgichlarni tugatish
Silliqlash g'ildiragi bilan keskinlashganda, karbid plitasi notekis qiziydi, buning natijasida uning yuzasida mayda yoriqlar paydo bo'lishi mumkin. Kesish jarayonida yoriqlar ko'payadi va ish paytida tishning parchalanishiga sabab bo'lishi mumkin.
Tugatishning maqsadlaridan biri nuqsonli qatlamni yoriqlar bilan olib tashlashdir. Tugatishning ikkinchi vazifasi - tishning ishqalanishi va eskirishini kamaytirish uchun zarur bo'lgan chiqib ketish qirrasining sirtini oshirish, shuningdek (ishlov berilgan sirtning tozaligini oshirish. Tugatishning uchinchi vazifasi - tishning ishqalanishini kamaytirishdir. to'sar tishlari yuzasi va ularga yanada to'g'ri geometriya berish.
Kesish yuzalarini pardozlash quyma temir diskli maxsus pardozlash mashinalarida yoki qo'lda quyma temir toshning zaif bosimi bilan amalga oshiriladi. Eng yaxshi tugatish natijalari tugatish diskining tezligi 1,0-1,5 oralig'ida olinadi. Xonim. Tugatish uchun don o'lchami 170 - 230 bo'lgan bor karbid pastasi ishlatiladi.
Qo'lda pardozlashda, teginish toshining kesish tomoniga nisbatan to'g'ri holatini va teginish toshining to'g'ri harakatini kuzatish kerak. Birinchidan, old va orqa yuzalar keltiriladi, so'ngra pardozlash (qirrali) chandiqlar hosil bo'ladi: buning uchun teginish toshining tekisligi old yuzaga 45 ° burchak ostida o'rnatiladi va kesish qirrasi bo'ylab bir nechta o'tishlar amalga oshiriladi. past bosimli tosh. Chegara chamfer hosil qilish uchun 2-3 soniya kerak bo'ladi. har bir pichoq uchun.
Bor karbid kuchli abraziv hisoblanadi. Bor karbid pastasi bo'lgan quyma temir toshdan foydalanib, kesgichni mashinadan olib tashlamasdan, tishlardagi eskirish teshiklarini olib tashlashingiz mumkin, bu qisqa kesish davrlari bilan kichik ish qismlarini yuqori tezlikda frezalashda juda muhimdir.
Metall uchun to'sarni qanday o'tkirlash kerak 11.09.2017 21:16
Sanoat metall uchun juda ko'p sonli to'sarlarni ishlab chiqaradi va ular bilan ishlaydiganlar uchun ularni keskinlashtirish ko'pincha muammo hisoblanadi. Dizayn xususiyatlari asbob va ko'p sonli tishlar keskinlashtirishni qiyinlashtiradi.
Metall uchun to'sarni qanday keskinlashtirish kerak?
Qoida tariqasida, metall uchun to'sarni keskinlashtirish maxsus jihozlarda amalga oshiriladi. Noto'g'ri o'tkirlash tishning sinishi va to'sarning ishdan chiqishiga olib keladi. To'g'ri keskinlashtirish frezalashtirgichlar asbobni ishda ancha uzoqroq ishlatish va eskirishni kamaytirish imkonini beradi. Bundan tashqari, buning uchun to'sarning tishlarini kesish yuzasini diqqat bilan kuzatib borish kerak.
Metall uchun kesgichlarni keskinlashtirish uchun ishlatiladi maxsus mashinalar va maxsus jihozlar. Shuning uchun, bu ishni professionallarga topshirish yaxshiroqdir.
O'tkirlashtiruvchi to'sarlarning o'ziga xos xususiyati ularning tishlarining kesish qirralarining nisbatan katta uzunligi va egri chiziqliligidir. Keskinlashda aylananing yuzasi to'liq chekka bo'ylab harakatlanishini ta'minlash kerak.
Kesuvchilar nima
- Silindrsimon frezalar gorizontal mil bilan jihozlangan dastgohlar yordamida ish qismlarini qayta ishlash uchun ishlatiladi.
- Oxirgi tegirmonlar - uchun frezalash vertikal shpindelli mashinalarda ish qismlari.
- Oxirgi tegirmonlar - chekkalar, chuqurchalar, konturlarni (egri chiziqli) haydash uchun. Vertikal frezalashda o'rnatishlarda qo'llaniladi.
- Disk kesgichlar - gorizontal mashinalarda oluklar, oluklar haydash uchun.
- Kalit kesgichlar - vertikal shpindelli mashinalarda yiv ochish uchun.
- Burchakli kesgichlar - frezalash tekisliklari (eğimli), oluklar, burchaklar uchun.
- Shakli to'sarlar - shaklli sirtlarni qayta ishlashda.
Metallga ishlov berish sanoatida frezalashtirgichlardan foydalanish kabi kesish vositasi keng tarqalishiga ega. Har xil dvigatellarning deyarli barcha qismlari, ham elektr, ham ichki yonish, frezalash yordamida ishlab chiqariladi. uchun juda ko'p tafsilotlar maishiy texnika, mashinalar va dastgohlar ham kesgichlar yordamida qayta ishlanadi.
Yog'och kesgichni keskinlashtirish kabi operatsiya unchalik oddiy emas. Bu jarayon ma'lum bilim va ko'nikmalarni talab qiladi.
Kiev va boshqa shaharlarda yog'och uchun frezalarni sotib olish hozir emas katta muammo. Ammo ertami-kechmi ularning eng yuqori sifati zerikarli bo'lib qoladi va keyin uni keskinlashtirish kerak bo'ladi. Buni qanday qilib to'g'ri qilish kerak?
Yog'och kesgich: asosiy o'tkirlash qoidalari
Mahsulotning tishlari butunlay boshqacha bo'lishi mumkin. Ushbu elementlarning qiyaligi har xil bo'lishi mumkin va chekkaning asosiy qismi bilan tavsiflanadi. Tegishli tishlarni aniqlash parametrlari asbobga, shuningdek siz tanlagan mahsulotning xususiyatlariga bog'liq.
To'sarni o'tkirlash jarayoni maxsus qimmatbaho jihozlarsiz amalga oshirilishi mumkin, chunki kichik qalinlikdagi olmos barlardan foydalanish mumkin. Bunday holda siz oddiy suv yoki sovunli eritma bilan suyuqlikdan foydalanishingiz kerak. Keskinlik jarayoni tugagach, asbobni yuvish va quritishga arziydi.
Birinchidan, to'sarni demontaj qilish kerak. Asosiysi, uni qatronlar va yog'ochdan tozalashni unutmang. An'anaviy hal qiluvchi bu vazifalarni bajara oladi.
Ushbu muammolarni samarali hal qilish uchun siz sifatli materiallar foydasiga tanlov qilishingiz kerak. Agar buni qilmasangiz, unda ish istalgan natijani keltirmaydi.

- bilan barlardan foydalanishingiz kerak turli darajalar qum. Ushbu sozlama siz olib tashlamoqchi bo'lgan materialga bog'liq;
- Muhim rolni dastlab siz aniqlagan bazaning tozaligi o'ynaydi. Keskinlik jarayonini boshlashdan oldin, yog'och kerakli shaklga ega bo'lishiga ishonch hosil qilishingiz kerak;
- simmetriya faqat mahsulotni keskinlashtirish jarayonida to'sarlarning harakatiga o'xshash konfiguratsiyani yaratishga harakat qilsangizgina saqlanadi;
- agar tishlarning materiali juda yumshoq bo'lsa, unda nurni abraziv qog'oz bilan almashtiring, bu mukammal tekis asosni ta'minlaydi;
- yakuniy mahsulotlar buning uchun mo'ljallangan qurilmada o'tkirlashadi. G'ildirak juda tez aylanmaydi, shuning uchun siz abraziv mahsulotni sotib olishingiz kerak bo'ladi.
Albatta, to'sarni keskinlashtirish jarayoni juda ko'p vaqtni oladi. Biroq, bu resurs vaqt o'tishi bilan o'zini oqlaydi, chunki siz o'z ishingizni maksimal darajada samarali bajarasiz.
Bular ushbu faoliyat sohasi bilan bog'liq bo'lgan asosiy fikrlardir. Maksimal natijaga erishish uchun siz barcha nuanslarni hisobga olishingiz kerak, chunki boshqa barcha qoidalar sizga bir xil ta'sirni ta'minlamaydi.
Yog'och uchun kesgichlarni tez tozalash va charxlash. Yoki qanday qilib keskinlashtirish kerak tegirmon o'z qo'llarim bilan:
Biz ham tavsiya qilamiz
 O'yinda xavf ostida bo'lgan pul miqdori qanday nomlanadi Zamonaviy pul tizimi moliyaviy piramidadir.
O'yinda xavf ostida bo'lgan pul miqdori qanday nomlanadi Zamonaviy pul tizimi moliyaviy piramidadir.
 Otni qanday nomlash mumkin: biz mos taxallusni tanlaymiz
Otni qanday nomlash mumkin: biz mos taxallusni tanlaymiz
 Otni qanday nomlash mumkin: biz mos taxallusni tanlaymiz
Otni qanday nomlash mumkin: biz mos taxallusni tanlaymiz
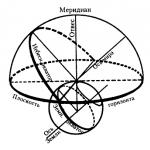 Osmon sferasining kuzatuvchining boshi ustidagi nuqtasi
Osmon sferasining kuzatuvchining boshi ustidagi nuqtasi
 Oddiy tovus (hind)
Oddiy tovus (hind)
 Erkak va ayolning ismi nima
Erkak va ayolning ismi nima