Yog'och uchun uch tegirmonlarni charxlash uchun qurilma. Chuvalchang kesgichlarni charxlash va ishlab chiqarish
Freze - ishlov berish uchun ishlatiladigan asbob turli mahsulotlar. Har xil turdagi frezalashtirgichlar ishlatiladi, bu sizga tashqi va o'zgartirish imkonini beradi ichki yuzalar kerakli aniqlik bilan. Yuqori mahsuldorlikka erishish uchun to'sar yuqori holatga ega bo'lishi kerak - keskin o'tkir bo'lishi kerak. O'tkirlash uchi, yog'och, plastmassa, shisha maxsus mashinalar va uskunalar yordamida amalga oshiriladi.
Asbobni keskinlashtirish
Kesish qobiliyatini tiklash uchun o'tkirlash amalga oshiriladi, operatsiyalar kontur bo'yicha va alohida amalga oshiriladi.
Keskinlik uchun olingan to'sarlar odatda silindrsimon yuzada dumaloq maydalagich yordamida tishlarning orqa yoki old qismini yanada keskinlashtirish bilan zararni bartaraf etish uchun oldindan maydalanadi.
O'tkir tish shaklidagi uch tegirmonlar orqa yuzasi bo'ylab maxsus disk shaklidagi yoki chashka shaklidagi doira bilan o'tkirlashadi. Buning uchun aylana o'qga nisbatan 89 ° burchak ostida o'rnatiladi, bu esa kontakt yuzalar orasidagi kerakli aloqaga erishish imkonini beradi.
Tegirmonlarning orqa yuzalarini keskinlashtirishda ikkita asosiy usul qo'llaniladi:
- polielement;
- kontur.
Ko'p elementli usuldan foydalanganda, chiqib ketish qirralari alohida o'tkirlashadi. Birinchidan, barcha tishlarning asosiy sirtlari o'tkirlashadi, keyin yordamchi va o'tish.
Kontur usuli bilan - o'tkirlash bitta operatsiyada har bir tish uchun ketma-ket amalga oshiriladi. Bir burilishli o'tkirlash usuli, shuningdek, kesish qirralari bir operatsiyada ishlov berilganda ham qo'llaniladi. Barcha tishlar bir inqilobda o'tkirlashadi, nafaqa silliqlash operatsiyasi yordamida chiqariladi.
Amaldagi asboblar turlari
Ustida sanoat korxonalari murojaat qiling turli xil turlari vosita:
- Silindrsimon - gorizontal mil bilan jihozlangan mashinalar yordamida ish qismlarini qayta ishlash uchun.
- Tugatish - uchun frezalash vertikal shpindelli mashinalarda ish qismlari.
- Oxirgi - cho'kish qirralari, chuqurchalar, konturlar uchun (egri chiziqli). Vertikal frezalashda o'rnatishlarda qo'llaniladi.
- Disk - gorizontal mashinalarda oluklar, oluklar haydash uchun.
- Klaviatura - vertikal shpindelli mashinalarda yiv ochish uchun.
- Burchakli - frezalash tekisliklari (eğimli), oluklar, burmalar uchun.
- Shakli - shakllangan sirtlarni qayta ishlashda.

Blankalarni qayta ishlash uchun ish uchun mo'ljallangan uskunalar ishlatiladi:
- metall uchun;
- yog'och ustida.
Tegishli uskunaga ega bo'lgan to'sarlar odatda komplekt sifatida ishlab chiqariladi qo'nish o'lchamlari turli diametrli mahkamlagichlar. To'sarni uzoq vaqt davomida ishlatish uchun uni har doim o'tkirlash kerak va ish operatsiyasini bajarishda zarur harorat rejimi, bu haddan tashqari issiqlikka yo'l qo'ymaydi, bu ularning kuch xususiyatlarini pasaytiradi.
Plitalarni o'tkirlash uchun uskunalardan foydalanish
Ish qismlarini qayta ishlashda ko'pincha qurtlarni kesgichlar ishlatiladi.

Xususiyatlari qurtlarni kesuvchilar GOST 9324-60 tomonidan qat'iy tartibga solinadi va ishlab chiqariladi:
- butun;
- prefabrik (payvandlangan, plagin).
Prefabrik plitalar (10 dan 16 gacha modullar uchun) yuqori tezlikda quyma po'latdan yasalgan yoki zarb qilingan qo'shimchalar bilan ishlatiladi.
Plitalar (modullar 18 dan 30 gacha) payvandlash va o'tirish tishlari bilan amalga oshiriladi karbonli po'lat asosda.
Silindrsimon tishli g'ildiraklarni kesish uchun chuvalchang kesgichlardan foydalanganda tishning ishchi qismlari notekis eskiradi.
Chuvalchang kesgichlardan foydalanish muddatini ko'paytirish uchun ish jarayonini tavsiflovchi fazoviy egri shaklini o'zgartirish orqali balandlikni to'g'rilash usuli taklif etiladi. Asbobni eksenel siljish usuli ham qo'llaniladi, bu chuvalchang kesgichlarning ishlash muddatini ko'paytirish bilan operatsiyalar tezligini oshiradi.
Plitalarni o'tkirlash jarayoni old qism bo'ylab amalga oshiriladi va tishning orqa yuzasi bo'ylab o'tkirlashadi. Keskinlik jarayoni tugagandan so'ng o'lchovlar olinadi:
- old yuzaning profili;
- tuman bosqichi;
- fleyta mosligi.
Asbobni tuzatish uchun ishlatiladigan uskunalar turlari
Asbobni o'rnatish uchun ishlatiladigan uskunalar 2 turga bo'linadi:
- qadoqlangan;
- Terminal.
Oxirgi uskuna kollet va chuck bilan biriktiriladi va ko'krak uskunasi uni maxsus mandrel yordamida milga o'rnatish orqali ishlatiladi.
Asbobni mahkamlash uchun 2 turdagi mandrellar ishlab chiqariladi:
- markaz;
- Terminal.
Markaziy novdalar shpindeldagi teshikka mos keladigan o'lchamlarga ega bo'lgan konusli novda bilan ishlab chiqariladi va 2 turdagi 7:24 va Morze konusda ishlab chiqariladi.
Foydalanishda ruxsat beriladi bu turdagi maxsus halqalar bilan mahkamlangan bir nechta kesish asboblarini o'rnatish uchun mandrellar.
Silindrsimon uchli tegirmondan foydalanilganda, kollet chuck talab qilinadi. Odatda uskunada 7-11 ta kollet mavjud bo'lib, ular sizni olishga imkon beradi talab qilinadigan o'lcham xavfsiz mahkamlash uchun.

Ish qismini mahkamlash uchun asboblar
Frezeleme jarayonini amalga oshirish uchun ular ishlatiladigan ish qismini mahkamlash kerak:
- aylanuvchi stollar;
- tirgak;
- qisqichlar.
Aylanadigan dumaloq stollar egri sirtli ish qismlarini frezalash uchun ishlatiladi.
Ushbu turdagi jadvallar ofsetlarning keng doirasiga ega:
- aylanish;
- stol tekisligining moyillik burchagini o'zgartirish;
- mahsulotlarni vertikal holatda qayta ishlash imkoniyati.
Qisqichlar yoki qisqichlar mahsulotlarni maxsus elementlar yordamida tuzatishga imkon beradi, ular o'z navbatida murvat va yong'oqlar bilan stolga biriktiriladi. Kichkina o'lchamdagi ish qismlarini mahkamlash uchun oddiy va aylanadigan mexanizmga ega vitse ishlatiladi.
Aksessuarlardan foydalanish
Silindrsimon shaklga ega qismlarni mahkamlash uchun uch jag'li chuck va maxsus markazlar qo'llaniladi, ular qisqichlar va lunettalar yordamida mahkamlashni amalga oshiradilar, shuningdek, bo'linuvchi kallaklardan foydalanadilar. Ushbu moslamalar aylanish jarayonida ma'lum bir burchak ostida qismlarga ishlov berish uchun ishlatiladi.
Ajratish boshi quyidagi elementlardan iborat:
- korpus;
- aylanadigan prokladkalar;
- mil.
Ish qismini mahkamlash uchun mo'ljallangan, uch jag'li shpindelga biriktirilgan, ikkinchi uchi esa bosh ustunga tayanadi. Blok kerakli burchak ostida fiksatsiya bilan aylanishi mumkin. Uzoq ish qismini qayta ishlashda mahkamlash uchun barqaror dam olish joylari ishlatiladi.
Qayta qo'ng'iroq qilishni talab qiling:
Biz keskinlashtiramiz:
- kesuvchi tishlar
- dolbyakov
To'g'ri bajarilgan asbobni keskinlashtirish uning sarfini kamaytiradi va shunga mos ravishda uning resursini oshiradi. Shuning uchun, chiqib ketish qirralarining holatini diqqat bilan kuzatib borish va asbobni o'z vaqtida keskinlashtirishni amalga oshirish, ortiqcha aşınma va bundan tashqari, uning sinishi oldini olish kerak.
Chuvalchang kesgichlarni charxlash va ishlab chiqarish
Spetsstanmash zavodining ishlab chiqarish majmuasi metall qismlar va konstruksiyalarni ishlab chiqarish va ta'mirlash bo'yicha xizmatlarning to'liq spektrini taklif etadi, jumladan: metall, yog'och, quyma temir, alyuminiy, grafit yoki plastmassa uchun frezalarni ishlab chiqarish va charxlash.
To'sar muhim vosita sanoat va ustaxonalarda. Turli shakllarning tafsilotini ifodalaydi, bilan o'ziga xos xususiyat o'tkir tishlar. Uning asosiy vazifasi yig'ilgan materialni mexanik qayta ishlashdir.
Frezelemening ishlash printsipi to'sar tishlarining tarjima aylanish harakatidir.
Amaldagi vosita turiga qarab, natija olinadi:
- chekka tegirmonlardan foydalanganda kichik oluklar yoki oluklar;
- katta sirtlarni frezalash;
- baget kesish, deraza romlari, tishli va boshqalarni spiral kesgichlar yordamida,
- diskli kesgich bilan kesish (plinth, panel, plitka qoplamasi, devor nuri va boshqalar).
To'sarning muhim xarakteristikasi uni ishlab chiqarish materiali, xususan, chiqib ketish qismidir. Bu yuqori tezlikda ishlaydigan po'lat, mineral-keramika, sermet yoki olmosdan yasalgan tishlar bo'lishi mumkin.
Olmos to'sarlari tabiiyligi sababli eng bardoshli hisoblanadi jismoniy xususiyatlar. Biroq, ular eng qimmat. Boshqa barcha materiallar, ayniqsa, to'g'ri ishlatilmasa, ish paytida bir muncha vaqt o'tgach xiralashadi. Yangi asboblarni sotib olish qimmat, ammo bizning malakali ustalarimiz va yuqori aniqlik zamonaviy uskunalar sifatli har qanday geometriya kesgichlari uchun o'tkir pichoqlar kabi ta'mirlash turini bajarishga ruxsat bering:
- chuvalchang kesgichlarni charxlash
- diskli kesgichlarni keskinlashtirish
- toj kesgichlar va boshqa turdagi.
Kesuvchilarni o'tkirlash bo'yicha professional ish qismning chidamliligini oshiradi va kesish tishlarining sarfini sezilarli darajada kamaytiradi.
O'tkir chuvalchang kesgichlar: 600 rubldan / PCS. (kiyishga qarab)
Minimal o'tkirlash vaqti: 10 ish kunidan boshlab
Minimal buyurtma miqdori: 3500 rub.
* Aniq narxni forma yoki telefon orqali bilib olishingiz mumkin
Kesish vositasi ertami-kechmi xira bo'ladi. Agar u bir martalik bo'lsa, unda bitta chiqish yo'li bor - poligonga. Ammo qimmatbaho qurilmalarning eng yaxshi qirralari ko'pincha tiklanishi mumkin. ushbu maqolada biz ularga "ikkinchi yoshlik" ni qanday berish kerakligini aytamiz.
Turli kesish vositasi talab qiladi tabaqalashtirilgan yondashuv keskinlashganda. Bugun biz chisellarni, planerlarni, yog'och kesgichlarni va metall matkaplarni tiklash haqida gapiramiz.
Chisellar va planerlarni charxlash
Qo'rg'oshin ish holati chisel yoki planer pichog'i unchalik qiyin emas. Keskinlik jarayoni faqat ikki bosqichdan iborat. Asbobni keskinlashtirish ustida ishlayotganda sizga muntazam kerak bo'ladi maydalagich. Chisel yoki planer pichog'i uchun yumshoq jinslar yog'och 250 ° burchak ostida o'tkirlashadi. Qattiq jinslar uchun - 350 °. O'tkirlashda doimo ushlab turing oldindan belgilangan burchak, bu unchalik oson emas. Vazifani soddalashtirish uchun 25 dan 35 ° gacha bo'lgan diapazonda ishlashga imkon beruvchi keskilarni o'tkirlash uchun maxsus qurilmalardan foydalanish mumkin. Haddan tashqari qizib ketishning oldini olish uchun asbobni vaqti-vaqti bilan suvda sovutib turing.
Kesish qismi paydo bo'lguncha dazmolning chetini darhol maydalamang. Uning qalinligini kvadrat bilan yarim millimetrga yetkazganda, o'qning chiqib ketish tomoniga perpendikulyar ekanligini tekshiring. Yakuniy o'tkirlash eng yaxshi qo'lda yoki past tezlikda, suv bilan sovutilgan maydalagichda amalga oshiriladi, bu esa asbobni kerakli aniqlikka olib keladi. zamonaviy.
Tashqi qirrali dumaloq chiselni o'tkirlashda asbob "sakkizta" ni tasvirlab, toshning butun uzunligi bo'ylab novda bo'ylab chetdan chetga siljiydi. Burr bilan ichida o'tkirlash paytida majburiy ravishda hosil bo'lgan truba shaklli tosh yordamida chiqariladi. Kesish qirrasini yakuniy keskinlashtirish amalga oshiriladi silliqlash qog'ozi turli darajadagi donlilik.
Yog'och uchun o'tkir kesgich
Shakllangan uch tegirmonlarni keskinlashtirish uchun maxsus qurilmalarga ega bo'lish shart emas. Stol yoki ish stolining chetiga yotqizilgan olmos barga ega bo'lish kifoya. To'sar o'zining old yuzasini bar bo'ylab ushlab, o'tkirlashadi, ilgari qatron qoldiqlari, axloqsizlik va changdan erituvchi bilan tozalanadi.
Agar yo'naltiruvchi podshipnik bo'lsa, uni keskinlashtirishdan oldin demontaj qilish kerak. Bir necha daqiqani tejashga urinish, agar uning deformatsiyasida bo'lmasa, lekin, ehtimol, shikastlangan to'sarga olib keladi. O'tkirlash jarayonida bar bir oz suv bilan namlanadi va ish tugagandan so'ng u quritiladi. Old yuza pastga tushganda, to'sarning qirrasi keskinlashadi va uning diametri biroz kamayadi.
Asboblarni o'tkirlashda, istalgan yakuniy natijaga va ishlov beriladigan sirtning tozaligiga qarab, turli xil don o'lchamdagi toshlardan foydalanish kerak. Simmetriyani saqlab qolish uchun kesmalarni keskinlashtirishda bir xil bosim bilan bir nechta harakatlar amalga oshiriladi. To'sar qilingan materialga qarab, bar o'rniga po'latdan yasalgan chiziq yoki yog'och lata ustiga o'rnatilgan abraziv qog'oz ishlatilishi mumkin.
Agar sizning ixtiyoringizda past tezlikda maydalagich bo'lsa, unda tegishli abraziv g'ildirakni o'rnatish kamayishi mumkin qo'l mehnati yo'q.
Metall uchun matkapni keskinlashtirish
Vaqt o'tishi bilan matkaplar zerikarli bo'lib qoladi va ko'pchilik ularni shunchaki tashlab, yangilarini sotib oladi. Biroq, deyarli har doim matkapga "ikkinchi imkoniyat" berilishi va uning ishlash muddatini uzaytirishi mumkin. Buning uchun silliqlash g'ildiragida zerikarli sirtni qayta ishlash kifoya.
Ishni boshlashdan oldin, haddan tashqari qizib ketmaslik uchun matkap vaqti-vaqti bilan botiriladigan suv idishida to'plang. Keskinlik ketma-ketlikda amalga oshiriladi va orqa yuzani qayta ishlash bilan boshlanadi, silliqlash g'ildiragi yuzasiga muntazam konus hosil bo'lguncha yumshoq, lekin mahkam bosiladi.
Shundan so'ng, uning chiqib ketish qismi keskinlashtiriladi va orqa yuzani yakuniy tugatish amalga oshiriladi. Keskinlik paytida siz matkap uchidagi jumperni doimiy ravishda kuzatib borishingiz kerak. Diametri 8 mm yoki undan kam bo'lgan matkaplar uchun u 0,4 mm dan oshmasligi kerak. Katta namunalar uchun ko'prikning o'lchami 1-1,5 mm gacha o'zgarib turadi. Esda tutingki, burg'ulash uchi emas, balki matkapning yon tomonlarini hosil qiladi!
elektr maydalagich
Strukturaviy ravishda, elektr maydalagichlar juda oddiy.
Ulardan iborat induksion vosita, silliqlash g'ildiraklari va g'iloflar. Suhbatni ma'lum bir ishlab chiqaruvchi va modelni tanlash tekisligiga o'tkazgandan so'ng, shuni ta'kidlash kerakki, agar siz shaxsiy maqsadlar uchun qurilma sotib olishni rejalashtirmoqchi bo'lsangiz, unda brend hal qiluvchi emas. Bunday uskunalar tarmoqqa qisqa vaqt ichida kiritilgan va juda katta resursga ega. O'tkirlashtirgichning narxi to'g'ridan-to'g'ri uning diametriga bog'liq.
U qanchalik katta bo'lsa, qurilma qimmatroq. Elektr maydalagichni sotib olishdan oldin tekshirganda, milni siljitishga harakat qiling. Agar u nafaqat aylansa, balki "yuradigan" bo'lsa, uni tashlang va keyingisini tanlang. Albatta, tarmoqqa o'tkirroqni qo'shish yaxshidir, lekin har bir do'kon sizni bu masalada yarim yo'lda kutib olmaydi.
Elektr maydalagichlar yoki silliqlash mashinalari uch guruhga bo'linadi:
- Uchun almashtiriladigan ushlagichlar bilan jihozlangan yuqori tezlikda o'tkirlashtirgichlar har xil turlari asbob.
- Muayyan asbob uchun mo'ljallangan yuqori ixtisoslashtirilgan mashinalar (masalan, matkaplar).
- Past tezlikda suv sovutadigan mashinalar.
Agar yuqori tezlikda ishlaydigan o'tkir asboblar 3000 rpm gacha aylansa, unda bunday mashinalar maksimal 150 aylanish tezligida aylanadi va har qanday kesish asbobini o'tkirlashi mumkin. Past tezlik va suvni sovutish - ideal sharoitlar sifatli kesish uchun.
Bugungi kunda yetarlicha ishlab chiqarilmoqda katta miqdorda turli o'lchamdagi kesgichlar. Ularni funktsional va konstruktiv sifatlariga ko'ra tasniflash mumkin.
Oxirgi tegirmonlarni keskinlashtirish bunday asboblar uchun maxsus qurilmalar yordamida amalga oshiriladi. Ba'zi hollarda keskinlashtirish qo'lda amalga oshirilishi mumkin.
To'sarlarning kesish uchun nisbatan katta uzunligi va notekis tishlari bor. Keskinlash jarayonida siz aylana poydevorining chekka bo'ylab harakatlanishiga e'tibor berishingiz kerak bo'ladi. Bunday holda, orqa burchakka ega bo'lgan shaklli kesgichlarni keskinlashtirish kerak bo'ladi. O'tkirlash juda qiyin ekanligini bilishingiz kerak. Strukturaning profilini saqlab qolish va o'tkirlash jarayonini osonlashtirish uchun orqa tishlarni faqat old poydevor bo'ylab keskinlashtirish kerak bo'ladi. Yassi yoki kavisli shaklga ega o'tkir tishlar faqat orqa poydevor bo'ylab keskinlashtirilishi kerak. Tishlarning old va orqa asoslarida tirqish va ajratish kesgichlari o'tkirlashi mumkin.
Tish geometriyasi

To'sar tishlarining geometriyasi: a - o'tkir tish, b - tayanch tish.
To'g'ri keskinlashtirish uchun siz to'sar tishlarining geometriyasini bilishingiz kerak. Tishlarning dizayni bo'yicha, orqa va o'tkir tishli kesgichlar ajralib turadi. Ikkinchisida, orqa tayanchning chiqib ketish tomoniga ulashgan qismi tekislikdir. O'tkir uchlari bo'lgan tishlar ko'p hollarda orqa poydevor bo'ylab o'tkirlashadi, ammo ular tishning old poydevori bo'ylab ham o'tkirlashadi.
Oxirgi tegirmonlar bilan birga keladigan orqa tishlar Arximed spiralida qilingan orqa poydevorga ega. Shakllangan poydevorni texnologik qayta ishlash juda qiyin, shuning uchun faqat old poydevor bo'ylab orqa tishlari bo'lgan kesgichlarni o'tkirlash mumkin.
To'sardagi tishlar sonidan qat'i nazar, ularning har birini alohida tish sifatida ko'rib chiqish mumkin, bu tish uchun odatiy parametrlar - old va orqa burchaklar, silliqlash maydonining o'lchami va burchakning burchagi bilan tavsiflanadi. tishlar.
O'tkirlash platformasi - bu tishning orqa poydevorining elementi bo'lib, u orqa poydevor bo'ylab o'tkirlash paytida silliqlashga duchor bo'ladi. Shu asosda tishlarning maksimal aşınması sodir bo'ladi. Uning o'lchami asbob va ish qismi o'rtasidagi ishqalanish kuchining kattaligiga ta'sir qiladi, shuning uchun taglik ma'lum bir diapazonda saqlanishi kerak.

Universal silliqlash mashinasida yig'ma to'sarlarni charxlash sxemasi.
Asosiy tirgak burchagi oldingi poydevorga teginish va eksa asosi orasidagi burchakdir. Uni asosiy kesish chetiga perpendikulyar berilgan nuqtadan o'tadigan tekislikda o'lchash mumkin.
Asosiy orqa burchak - bu orqa poydevorga teginish orasidagi burchak berilgan nuqta kesish uchun asosiy chekka va bu nuqtaning aylanish tekisligiga teginish. Bu burchak asbob va ish qismi orasidagi ishqalanishni kamaytirishga yordam beradi.
Yordamchi orqa burchak yordamida frezalashtirilgan taglik va chinnigullar tanasi o'rtasidagi katta bo'shliqni tavsiflash mumkin. Asbobga ma'lum miqdorda zarar etkazish va o'tkirlash uchun maydonni oshirish bilan qo'shimcha burchak bo'ylab asbobni keskinlashtirish kerak. Ushbu harakatning maqsadi tish va ishlov beriladigan qism o'rtasidagi ishqalanishni kamaytirishdir. Shuni bilishingiz kerakki, ushbu turdagi barcha asboblar bunday burchakka ega emas.
Indeks sahifasiga qaytish
Yog'ochga ishlov berish uchun uch tegirmonlarni qanday o'tkirlash kerak?

Tishlarning shakli tekis yoki spiral bo'lishi mumkin. Asbob tishlarining moyilligini spiral tipdagi rivojlangan qirrasi va asbobning eksenel qismi orasidagi burchak deb ta'riflash mumkin.
Tish burchaklarining qiymatlari asbob turiga, u ishlab chiqarilgan qotishma va po'latning markasiga, shuningdek asbob frezalash uchun mo'ljallangan material turiga bog'liq bo'ladi.
Yopishqoq materiallarni frezalashda asosiy rake burchagi 15-20 ° yoki undan ortiq oraliqda tanlanishi kerak. dan asboblar uchun qattiq metallar po'lat frezalash uchun burchak 0 ° yoki -5 ° bo'ladi. Orqa burchak keng diapazonda o'zgaradi.
Sizga kerak bo'ladigan narsalar:
- Olmos nuri.
- Jadval.
- Suv yoki sovunli eritma.
- Solvent.
- abraziv qog'oz.
- Qattiq yog'och taxta yoki temir chiziq.
- abraziv doira.
Shakllangan uch tegirmonlarni o'tkirlash uchun maxsus moslamalarsiz, oldingi poydevor bo'ylab, kichik qalinlikdagi olmosli novda bilan o'tkirlash mumkin. Nurni stolning o'ta qismiga o'rnatish kerak. Agar asbob katta chuqurchaga ega bo'lsa, unda asbob stol bo'ylab o'rnatilishi kerak.

Issiqlikka chidamlilik jadvali turli materiallar, °C.
O'tkirlashda yog'ochni namlash kerak bo'ladi toza suv yoki sovunli eritma. Keskinlashdan keyin asbobni yuvish va quritish kerak bo'ladi.
Old poydevorni keskinlashtirish jarayonida qirrasi keskinroq bo'ladi, lekin asbobning diametri biroz kamayadi.
Agar asbobga rulman o'rnatilgan bo'lsa, unda birinchi qadam uni demontaj qilish va keyin uni keskinlashtirishdir. Bu holatda vaqtni tejashga urinish shikastlangan rulman va singan to'sar bilan yakunlanishi mumkin.
To'sarni daraxtlardan ortiqcha qatronlardan tozalashni unutmang. Buning uchun erituvchidan foydalanish yaxshidir.
Indeks sahifasiga qaytish
Asboblarni o'tkirlash jarayonida turli xil o'lchamdagi barlardan foydalanish kerak bo'ladi. Grit olib tashlangan material qatlamining qalinligi va poydevorning kerakli tozaligiga bog'liq bo'ladi. O'tkirlashdan oldin, yog'och to'g'ri shaklga ega ekanligiga ishonch hosil qilishingiz kerak.

Shakl 1. Silliqlash g'ildiragi shakllari.
Agar to'sar tishlari nisbatan qilingan bo'lsa yumshoq material, nur o'rniga, tekis asosga yopishtirilgan abraziv qog'ozdan foydalanishingiz mumkin. Baza sifatida siz qattiq yog'ochdan yasalgan taxta yoki temir chiziqdan foydalanishingiz mumkin.
Yog'ochni frezalash uchun uch tegirmonlar aylana aylanish tezligi past bo'lgan maxsus qurilmada o'tkirlashadi. Bunday holda, siz mos abraziv g'ildirakdan foydalanishingiz kerak bo'ladi.
Indeks sahifasiga qaytish
O'tkirlash g'ildiraklari
Modulli kesgichlarni keskinlashtirish oq yoki oddiy elektrokorund, olmos va boshqalar doiralari bilan amalga oshirilishi mumkin. Masalan, elektrokorund g'ildiraklaridan foydalanib, asbob yoki boshqa standart po'latdan yasalgan metall va yog'och bilan ishlash uchun frezalarni sifatli keskinlashtirishingiz mumkin. Elborovymi doiralari yuqori samarali po'lat konstruktsiyalarni keskinlashtirish qobiliyatiga ega. Silikon karbid va olmosli g'ildiraklar qattiq metall kesgichlarni charxlash uchun ishlatiladi.
Haroratni oshirib, bunday qurilmaning qattiqligi pasayadi. 1000 ° S harorat qattiqlikni deyarli 2 barobar kamaytirishi mumkin. 1300 ° S haroratda bu ko'rsatkich taxminan 6 barobar kamayadi.

Shakl 2. Tegirmonni charxlash: a - asosiy kesuvchi qirrasi, b - yordamchi kesuvchi qirrasi, c - yordamchi kesuvchi qirraning tishlarini charxlash uchun kesgichni o'rnatish sxemasi.
Haroratni pasaytirish uchun suvdan foydalanish ko'p hollarda mashinaning ish qismlari va burchaklarida zang paydo bo'lishiga olib keladi. Korroziyani bartaraf qilish uchun suvga sovun va ba'zi elektrolitlar qo'shilishi kerak, ular himoya qilish uchun plyonkalar hosil qilishi mumkin. Silliqlashda deyarli har doim sovun yoki sodali eritma ishlatiladi. Agar nozik silliqlash amalga oshirilsa, unda past konsentratsiyali emulsiyadan foydalanish kerak.
Aşındırıcı g'ildirak bilan silliqlash sifatini oshirish va sezilarli zararni kamaytirish uchun, ta'minlaydigan maksimal qumni tanlash tavsiya etiladi. talab qilinadigan sinf ishlatiladigan to'sar asosining tozaligi.
Qattiq metall tishlarni keskinlashtirishda g'ildirakning aylana tezligi taxminan 15-18 m / s bo'lishi kerak. Misol uchun, diametri 12,5 sm bo'lgan doiradan foydalanish jarayonida vosita tezligi taxminan 1600-2700 rpm bo'lishi kerak. Agar ko'proq mo'rt materiallarni o'tkirlash kerak bo'lsa, operatsiyalar past tezlikda bajarilishi kerak. Qattiq metall asboblardan foydalanilganda, qattiq rejimdan foydalanish yuqori kuchlanish va yoriqlarga olib keladi va ba'zi hollarda chiqib ketish qirralarning shikastlanishiga olib keladi. Bu holda g'ildiraklarning aşınması ortadi.
Tishlarning orqa burchagini silindrsimon shakl asosida keskinlashtirish uchun doira shakli chashka yoki plastinka bo'lishi kerak. Old burchakni keskinlashtirish uchun siz disk shaklidagi yoki tekis shakldagi doiradan foydalanishingiz kerak.
Silliqlash g'ildiraklarining mavjud shakllarini (1-rasm) ko'rish mumkin.
To'sar - dumaloq aylanuvchi to'sarning bir turi. Uning kesimida har doim aylana bor va shaklning o'zi har qanday bo'lishi mumkin, shu jumladan juda murakkab. Aylana bo'ylab jo'yaklar (turli xil chuqurliklar mavjud) yoki tishlar mavjud. Ular to'sarning aylanishi paytida materialni qayta ishlaydilar. murakkab va mashaqqatli jarayondir. Mutaxassisning nafaqat ma'lum bir malakaga ega bo'lishi, balki ayni paytda ham muhimdir keskinlashtiruvchi vosita eng yuqori talablarga javob berdi. Aks holda, ishlov berishdan keyin kesgichda chiplar, yoriqlar yoki o'tkir bo'lmagan joylar qoladi, bu esa frezalash ishlarining keyingi bajarilishiga bevosita ta'sir qiladi.
Turlari
Kesishlar eng ko'p turli xil turlari- uchi, oxiri, diskli, tirqishli, silindrsimon, uyasi. Va bu barcha navlar emas. Ular, shuningdek, maqsadlariga ko'ra bo'linadi va T-shaklidagi oluklar uchun burchakli, shaklli, kalitli. Boshqa bo'linish - ishlov beriladigan sirt turiga ko'ra:
- metall uchun;
- yog'ochda;
- plastmassada;
- shisha ustida;
- va boshqalar.
Metall uchun o'tkir kesgichlar chiqib ketish yuzasining katta uzunligi bilan murakkablashadi. Bunday ish faqat maxsus vositalardan foydalangan holda mumkin. Ba'zi hollarda siz qo'l bilan maydalashingiz kerak, ammo buning uchun siz ko'p tajribaga ega bo'lishingiz kerak. Aks holda, avvalgi barcha ishlar drenajga tushadi. Oluklarda (tishlarda) chuqurchalar, tirqishlar, chiplar va yoriqlar paydo bo'ladi. Qismni qayta maydalash kerak bo'ladi, bu har doim uning hajmini kamaytiradi.
Biz ham tavsiya qilamiz
 O'yinda xavf ostida bo'lgan pul miqdori qanday nomlanadi Zamonaviy pul tizimi moliyaviy piramidadir.
O'yinda xavf ostida bo'lgan pul miqdori qanday nomlanadi Zamonaviy pul tizimi moliyaviy piramidadir.
 Otni qanday nomlash mumkin: biz mos taxallusni tanlaymiz
Otni qanday nomlash mumkin: biz mos taxallusni tanlaymiz
 Otni qanday nomlash mumkin: biz mos taxallusni tanlaymiz
Otni qanday nomlash mumkin: biz mos taxallusni tanlaymiz
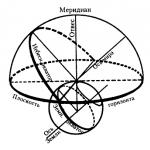 Osmon sferasining kuzatuvchining boshi ustidagi nuqtasi
Osmon sferasining kuzatuvchining boshi ustidagi nuqtasi
 Oddiy tovus (hind)
Oddiy tovus (hind)
 Erkak va ayolning ismi nima
Erkak va ayolning ismi nima