Kompozit materiallar bilan torna qo'llanmalarini ta'mirlash. Tokarlik stanoklarining yo'naltiruvchi yotoqlarini ta'mirlash
Oldirish mashinasi qo'llanmalari eng ko'plaridan biridir samarali usullar geometrikni tiklash va texnik parametrlar bu burilish birligi va boshqa birliklar. U juda tez-tez ishlatiladi va ta'mirlash ishlarining ajoyib natijalarini ko'rsatadi.
1 Qo'llanma to'shaklarini qirib tashlash - bu qachon amalga oshiriladi?
Har qanday mutaxassis mashinalarni ta'mirlashda qo'llanilishini biladi turli korxonalar, oldindan belgilangan shartga muvofiq kalendar rejasi juda muhim protsedura hisoblanadi. Rejali ta'mirlash vaqtida ishlov berish birliklarining turli mexanizmlari, shu jumladan hidoyat yotoqlari tiklanadi.
Bundan tashqari, relslar zudlik bilan ta'mirlashni talab qilsa, ularni jadvaldan tashqari tiklash kerak bo'lishi mumkin. Ularning kiyinish qiymati biz tasvirlab beradigan maxsus usul bilan aniqlanadi. Qo'llanmalarning holatini tekshirish problar va nazorat o'lchagich yordamida amalga oshiriladi. Ikkinchisining uzunligi har doim tekshiriladigan sirt uzunligining kamida 2/3 qismi bo'lishi uchun tanlanadi.
Aşınma miqdorini aniqlash sxemasi quyidagicha:
- bizni qiziqtirgan tugunning yuzasi undan jiddiy tirnalgan va tirnalishlarni olib tashlash uchun tozalanadi;
- o'lchagich yo'riqnomaga joylashtiriladi va ular orasidagi bo'shliq problar yordamida o'lchanadi (o'lchovlar mashina elementining butun uzunligi bo'ylab har 30-50 santimetrda amalga oshiriladi).
Bo'shliq maksimal bo'lgan joy yo'riqnomaning to'g'riligida maksimal o'zgarish bo'lgan maydon sifatida aniqlanadi (ya'ni, uning ustida aniq aşınma bor). Keyinchalik, sinovning keyingi bosqichi amalga oshiriladi, bu esa yo'riqnomaning tekisligini o'rnatish imkonini beradi. Bu shunday amalga oshiriladi:
- bir xil geometrik parametrlarning plitkalariga o'lchagich qo'yilgan;
- orasidagi masofani aniqlash uchun zondlar yordamida o'lchash vositasi va o'rganilayotgan sirt.
Xuddi shunday operatsiya uzunlik bo'ylab 2-3 nuqtada va turli yo'nalishlarda amalga oshiriladi. Tajribali mutaxassislar tekshirishni yanada osonlashtiradi. Ular juda yupqa qog'ozning kichik varaqlarini (masalan, qalinligi 0,02 millimetrdan oshmaydigan sigaret qog'ozini) olishadi, ularni bir nechta joylarda yo'riqnomalarga qo'yishadi, so'ngra ularni o'lchagich bilan bosing.

Bundan tashqari, o'lchash moslamasi ostidan bu barglar birma-bir tortib olinadi. Qismning tekisligi buzilmaganda, siz faqat qog'oz parchalarining uchlarini kesib olishingiz mumkin, lekin ularni tortib olmang. Gorizontal yo'riqnomalarning holati daraja va ko'prik yordamida tekshiriladi:
- ular ramkaning vizual ravishda iloji boricha eskirgan ko'rinadigan qismiga joylashtiriladi (bunday bo'limda darajadagi qabariq taxminan bir xil masofalarda turli yo'nalishlarda og'adi);
- o'lchov vositalarini qo'shni zonaga o'tkazing, bu erda qabariqning og'ishi qayd etilgan, o'qishni grafik-jadvalga kiriting;
- keyin ko'prikni oldinga siljiting va natijani yana yozib oling.
Jadvalga asoslanib, keyinchalik aşınma aniq qaerda sodir bo'lganligini aniqlash oson.
2 Mashina qo'llanmalari qanday qirib tashlanadi - umumiy qoidalar
To'shak qattiq joyga qo'yilgan pol qoplamasi yoki maxsus stendda, shundan so'ng u uzunlamasına yo'nalishda (yuqorida tavsiflangan tekshirish amalga oshiriladi), keyin esa ko'ndalang yo'nalishda daraja bilan tekshiriladi. Takozlar yoki poyafzallardan foydalanib, to'shakning o'rnini iloji boricha aniqroq sozlang.
U kriko murvatlariga ham joylashtirilishi mumkin. Bunday holda, yotoqning o'rnini sozlash juda oddiy bo'ladi, siz faqat murvatlarni burama qilish yoki ochish orqali uni tushirishingiz yoki ko'tarishingiz kerak. Kadrga to'g'ri holatni berish operatsiyasi darajadagi qabariq nol belgisiga o'rnatilguncha davom ettiriladi.

Hizalashni tugatgandan so'ng, ular taglik yuzasi bilan aniqlanadi. Qayta tiklangan qo'llanmalarning parallelligini kuzatish uchun ko'rsatma bo'lib xizmat qiladi. Agar gaplashamiz o, asosiylari ko'pincha bosh tagida (orqada) o'tadigan qo'llanmalar tomonidan tanlanadi. Amaliyot shuni ko'rsatadiki, uskunani ishlatish paytida ular eng kam eskiradi. Asosiy sifatida tanlangan qo'llanmalarni oldindan tozalash tavsiya etiladi. Bu kichik eskirish va eskirishni olib tashlaydi.
Shundan so'ng, siz ishlov beriladigan sirtlarning parallelligini doimiy ravishda tekshirib, to'shakni qirib tashlashni boshlashingiz mumkin. Qayta tiklangan elementning egriligini (spiralini) tekshirish uchun ba'zi hollarda indikator ishlatiladi. Ammo uning ishlatilishi hozirda ishonchsiz deb tan olingan, chunki asosiy yo'riqnomalarning gorizontaldan og'ishi (0,01 mm gacha). Bunday og'ish sezilarli hisoblash xatosini beradi, bu qanchalik baland bo'lsa, test indikatori ushlagichining kengayishi shunchalik katta bo'ladi.

Biz shuni ta'kidlaymizki, ishlaydigan rolik va vintni, shuningdek besleme qutisini biriktirish tekisliklariga nisbatan bosh tagidagi yo'riqnomalarning parallelligi ko'pincha buziladi. Parallellikdan og'ishlar kattaroq bo'ladi katta miqdor blok rejali ta'mirdan o'tkazildi. Har safar ta'mirchilar uskunani yig'ishda ko'p vaqt sarflashlari kerak, chunki ko'rsatilgan rolikni, vintni va besleme qutisini bu joyga o'rnatish jarayoni haqiqatan ham ko'p vaqt talab etadi va murakkabdir.
Barcha sirtlarni tayyorlashni tugatgandan so'ng, ular qo'llanmalarni qirib tashlashni boshlaydilar. Jarayon davomida ularning spiral burilishlari va parallelligi doimiy ravishda nazorat qilinadi.
- Siqish panjaralari ostida va to'g'ridan-to'g'ri vagon ostida. 15 mikrondan ortiq uzunlikdagi parallelizmdan chetga chiqishga yo'l qo'yilmaydi.
- Qo'llab-quvvatlash (ko'ndalang). To'g'rilik uchun xatolik 10 mikrongacha, parallellik uchun - 15 mikrongacha bo'lishi mumkin (ko'rsatkichlar kalibrlash ko'prigi va kalibrlash plitasi bilan boshqariladi).
- Vagonlar (o'zaro yo'riqnomalar). Ish paytida, trihedral o'lchagich yordamida vintlar o'qi va qo'llanmalar orasidagi parallellik farqi 35 mikrondan oshmasligiga ishonch hosil qiling.
- Aravalar (bo'ylama yo'riqnomalar). Agar jihozning ushbu elementlari etarlicha eskirgan bo'lsa, ularni qayta tiklash uchun ishqalanishga qarshi aralashmalardan foydalanish kerak. Ishning tavsiflangan bosqichida milning (yugurish) va uning o'tiradigan joyining etarli koaksialligiga, rels va pinion bilan uzunlamasına yo'nalishda harakatlanuvchi relsning ulanishining ishonchliligiga, milning perpendikulyarligiga erishish muhimdir. o'qi va kaliperning ko'ndalang yo'nalishdagi harakati.
Kelajakda tiklash tailstock yo'riqnomalarining ishqalanishga qarshi tarkibi yordamida amalga oshiriladi. Ushbu protseduralarning maqsadi quyidagilarga erishishdir:
- ramkaning yo'riqnomalari va kviling o'qining parallelligi (uzunligi 20 sm, 30 mikrongacha xato bo'lishi mumkin);
- kviling va shpindel teshigining koaksiyalligi (gorizontal tekislikda 30 sm uzunlikdagi ruxsat etilgan og'ishlar 10 mikron, vertikal tekislikda - 30 mikron).

Mashina asbobining, stanokning yoki boshqasining to'shagi deyarli barcha komponentlar va qismlar joylashgan va mahkamlangan va barcha harakatlanuvchi mexanizmlar va qismlar yotoqqa nisbatan harakatlanadigan asosiy tayanch qismidir. Ushbu maqolada hamma narsa batafsil bayon qilinadi muhim nuqtalar to'shakning to'g'riligi, tekshiruvi va tiklanishi bilan bog'liq stanok qirib tashlash yordamida, shuningdek, bu va boshqa nuanslar uchun asboblar ko'rib chiqiladi.
Har qanday dastgohning to'shagi etarlicha yuqori qat'iylikka ega bo'lishi kerak, mashina uzoq vaqt davomida kerakli aniqlikni saqlab turishini ta'minlashi va shu bilan birga chiplarni kesish zonasidan osongina olib tashlanishini ta'minlashi kerak. Bundan tashqari, etarlicha qat'iylik va aniqlik bilan ramkaning o'lchamlari va og'irligi minimal bo'lishi kerak. Albatta, yotoqlarning dizayni va shakllari boshqacha bo'lib, ular mashinaning maqsadi va o'lchamlari bilan belgilanadi.
O'rta o'lchamdagi stanokning to'shagi ichi bo'sh tana qismi shaklida quyiladi (1-rasmga qarang) va mashina to'shagini yanada qattiqroq qilish uchun kichik vaznli (va chiplarni olib tashlash imkoniyati bilan), uzunlamasına qovurg'alar to'shakning diagonal (1b-rasm) yoki parallel (1-rasm a) bo'laklari ramka bilan bir bo'lak qilib quyiladi.
Xo'sh, to'shakning uzunlamasına qovurg'alarida dastgoh tayanchi va dumning uzunlamasına harakati uchun mo'ljallangan qo'llanmalar mavjud. Choyshab yo‘riqnomalarining o‘lchamlari va shakli turlicha bo‘ladi, masalan, ko‘pchilik o‘rta o‘lchamli dastgohlarda ular odatda tekis va uchburchakli yo‘riqnomalar birikmasidan iborat bo‘lib, tashqi qo‘llanmalar kaliperni o‘rnatish va harakatlantirish uchun ishlatiladi, ichki yo‘riqnomalar esa o‘rnatish uchun xizmat qiladi. , harakatlantiring va quyruqni mahkamlang.
Aytganimdek, metall kesish dastgohlarining yotoqlari (shuningdek, bolg'acha va bug 'dvigatellari) odatda tekis, uchburchak (V shaklidagi) qo'llanmalar, shuningdek, prizmatik. Va kaptar shaklidagi yo'riqnomalar kaliperlar va metall kesish dastgohlari stollarida, turli xil slayderlarda va boshqalarda tayyorlanadi.
Har qanday mashinaning aniqligi, albatta, ishlab chiqarishning to'g'riligiga va yotoq yo'riqnomalari va boshqa birlashtiruvchi qismlarning holatiga bog'liq, shuning uchun dastgoh yo'riqnomalari ehtiyotkorlik bilan qayta ishlanadi (yaxshi yoki agar mashina eskirgan bo'lsa va qanday qilib va qanday qilib tiklanadi). bu qanday yordam beradi, men quyida batafsil yozaman).
Qoida tariqasida, mashina yotoqlari kulrang quyma temirdan quyiladi (uning soni GOST 1412-70 ga muvofiq). Ko'pincha kichik va o'rta o'lchamdagi sovet dastgohlarining yotoqlari SCH21-41 kulrang quyma temirdan, og'irroq mashinalarning yotoqlari esa SCH32-52 kulrang quyma temirdan quyilgan.
Shuni ta'kidlash kerakki, quyma temir yotoqlari mashinaning arzon narxiga ega, tebranishlarga qarshilik ko'rsatadi va bundan tashqari, ularni qayta ishlash va tiklash osonroqdir). Ammo quyma temir to'shaklarning asosiy kamchiliklari shundaki, ularning yo'riqnomalari qisqa umr ko'rishadi, chunki ular tezda eskiradi va cho'yan to'shakning og'irligi juda katta (garchi ko'plab mashinalar uchun ko'p og'irlik ko'proq ortiqcha bo'lsa ham. minus).
Va shuning uchun yuqorida tavsiflangan kamchiliklarga yo'l qo'ymaslik uchun ular tobora ko'proq po'latdan payvandlangan to'shaklarni ishlab chiqarishni boshlaydilar, bu tabiiy ravishda quyma temirga qaraganda ko'proq aşınmaya bardoshli. Va ba'zi noyob og'ir va o'lchamli mashinalar uchun to'shaklar temir-betondan qilingan.
Ammo shunga qaramay, quyma temir yotoqlari eng keng tarqalgan va ularning afzalliklariga ega. Bundan tashqari, ehtiyotkorlik bilan (o'z vaqtida moylash va chiplarni olib tashlash) cho'yan to'shaklari juda bardoshli, bundan tashqari, eskirgan to'shakni o'z qo'llaringiz bilan qimmat uzunlamasına planerlarsiz tiklash deyarli har doim mumkin. yoki maydalagichlar, lekin nima yordamida buni qanday qilish kerak, men quyida batafsil tasvirlab beraman.
To'shakni (va boshqa yig'ilishlarni) uning bo'ylab harakatlanadigan qismlari bilan yig'ish bosqichma-bosqich qo'llanmalarni tugatish va bu qismlarning juftligini o'rnatishga to'g'ri keladi. Mashinasozlikda bosqichma-bosqich harakatlanuvchi juftlashuvchi qismlarning sirtlari qirib tashlash, keng kesgichlar bilan nozik tekislash, shuningdek silliqlash va lapping yordamida tugatiladi.
Ammo qirib tashlash juda ko'p vaqt talab qiladigan operatsiya bo'lishiga qaramay (va iloji bo'lsa, u silliqlash bilan almashtiriladi), lekin u yotoq yo'riqnomalarini tiklash uchun ishlatiladi (va nafaqat). Axir, hamma ham silliqlash mashinasiga ega emas. Va mashina to'shagini qirib tashlash yordamida tiklash uchun siz shunchaki qirg'ich va boshqa asboblar va moslamalarni sotib olishingiz kerak (aytmoqchi, siz o'zingiz qilishingiz mumkin, ammo bu quyida yoziladi) va sabrli bo'ling.
Men qirg'ichlar (ular nima) va qirib tashlash haqida batafsil yozganman, shuningdek, qirqish jarayonining asoslari, sifat nazorati va boshqalar ham u erda tasvirlangan. muhim nuanslar. Shuning uchun, kim o'z mashinasining to'shagini mustaqil ravishda to'g'ri tiklashga qaror qilsa, avval yuqoridagi havolani bosish orqali qirib tashlash jarayoni haqidagi birinchi maqolani o'qib chiqish tavsiya etiladi, keyin men quyida tasvirlangan narsalarni o'qing.
Torna to'shagini qirib tashlash, shuningdek, u bilan bog'langan translyatsion harakatlanuvchi qismlar.
Quyida men to'shakni qirib tashlashni va to'shak yo'riqnomasining uzunligi 3 m dan ortiq bo'lgan stanokning asta-sekin harakatlanuvchi qismlarini tasvirlab beraman.Kichikroq qismlarga ega bo'lgan mashinaga ega bo'lganlar uchun ishlash yanada osonlashadi.
Shunday qilib, ishni boshlashdan oldin, yangi boshlanuvchilar uchun esda tutishingiz kerakki, 2-rasmda ko'rsatilgan samolyotlar ma'lum talablarga javob berishi kerak, men ularni quyida sanab o'taman:
- hidoyat yotoqlari 1 metr (1000 mm) uzunlikdagi 0,02 mm ichida uzunlamasına yo'nalishda tekis bo'lishi kerak;
- va yo'riqnomalarning butun uzunligi bo'ylab parallel bo'lmasligi bir xil 0,02 mm dan oshmasligi kerak;
- bundan tashqari, mashina to'shagi butun uzunligi bo'ylab spiral shaklida egilib qolmasligi kerak, faqat 1 metr (1000 mm) uzunlikdagi 0,03 mm (qanchalik kichikroq bo'lsa, shuncha yaxshi) og'ishlariga ruxsat beriladi;
- kalibrning ramka bilan birlashadigan (pastki) qismlari ramkaning yo'riqnomalariga mahkam o'rnatilishi kerak yoki uning va yo'riqnoma orasiga qalinligi 0,04 mm dan oshmaydigan zondni o'rnatishga ruxsat beriladi, uzunligi 25 mm dan oshmasligi kerak;
- kaliperning pastki qismining ko'ndalang yo'riqnomalari bir-biriga parallel va to'shakning yo'riqnomalariga to'liq perpendikulyar bo'lishi kerak, parallellik va perpendikulyarlikdan og'ishlarga tolerantlik yana 1000 mm uzunlikda 0,02 mm dan oshmasligi kerak;
- va yo'riqnomalarni qirib tashlashning aniqligi shunday bo'lishi kerakki, bo'yoq borligini tekshirishda siz 25x25 mm o'lchamdagi ramkadan kvadratda 12-15 dog' olasiz (sifat nazorati haqida men allaqachon qirg'ichlar va qirib tashlash haqidagi maqolada batafsil yozganman. - yuqoridagi maqolaga havola);
Mashina to'shagini qirib tashlash jarayoni.
Chiqib ketishdan oldin, ramka massiv asosga o'rnatilishi kerak, so'ngra bar (yoki ramka) darajasidan foydalanib, ramkani uzunlamasına va ko'ndalang yo'nalishda tekislang. Biz qirqishni boshlaymiz asosiy yuzalar.
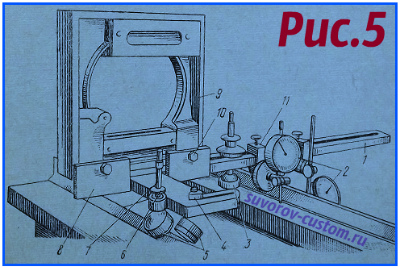
Kaliperli dastgoh to'shagi: 1 - asbob ushlagichi uchun tekislik, 2 - ko'ndalang siljish, 3 - ko'ndalang siljish yo'riqnomalari, 4 va 13 - yotoq bilan birlashtiruvchi tayanch yuzalar, 7,8,9 - taglik tagligi uchun qo'llanmalar, 5 ,10 va 12 - kaliper uchun yuqori yo'riqnomalar, 6 va 11 - kaliperning qisish panjaralari uchun pastki yo'riqnomalar, 14 - ko'ndalang slaydning xanjar, 15 - 18 - kaliperning ko'ndalang yo'riqnomalari.
Va ramkadagi taglik sirtlari boshqa barcha yo'riqnomalarni ularga nisbatan qirib tashlash uchun tanlanadi va mashina tayanchi ham o'rnatilishi va sozlanishi, 6, 8, 12 tekisliklari - 2-rasmga qarang.
Chiqib ketish uchun mo'ljallangan samolyotlar (ya'ni, mashina to'shagining yo'riqnomalari) bo'yoq uchun maxsus o'lchagich (masalan, ShD-630 - GOST 8026) yoki maxsus plastinka 3 (quyida 3-rasmga qarang) bilan tekshiriladi. qo'llanmalarga qo'llaniladigan ishchi yuzaning profili qirib tashlash bilan tiklanishi kerak bo'lgan yotoq yo'riqnomalarining profiliga mos keladi (kimning plastinkasi bo'lmasa, siz mashinaning tayanchidan ham foydalanishingiz mumkin, lekin, albatta, u eskirib ketishi mumkin. va shuning uchun plastinkadan foydalanish afzalroqdir).
Plastinka 3 ning tepasida pastki sirtlarga parallel bo'lgan va bar yoki ramka darajasi o'rnatilgan maxsus tekis boshqaruv platformasi mavjud.
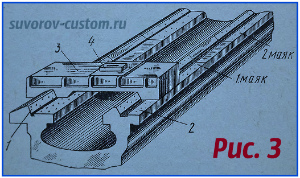
Mashina to'shagining yo'riqnomalarida teshuvchi mayoqlar:
1 va 2 - hidoyat vagonlari, 3 - qirqish plitasi, 4 - daraja.
Uchburchak (prizmatik) va tekis yo'riqnomalar birinchi navbatda o'lchagich bo'ylab taxminan qirib tashlanadi va keyin taxminan tozalangan tekisliklarga mayoqlar deb ataladigan narsalar qo'llaniladi.
Mayoqlarni qo'llashning mohiyati shundaki, yo'riqnoma yuzasida, faqat kichik uchastka, bu plastinkaning o'zi uzunligidan bir oz uzunroqdir. Bo'yoq borligini plastinka bilan tekshirishda yo'riqnomalarning tekisliklari bir tekis bo'yalgan bo'lguncha qirib tashlashingiz kerak (men bo'yoqni tekshirish haqida qirg'ichlar va qirib tashlash haqidagi maqolada batafsil yozganman - yuqoridagi havola).
Xo'sh, o'rnatilgan yuqori platforma Plitalar darajasi gorizontal tekislikdan ko'ndalang yoki bo'ylama yo'nalishdagi og'ishlarni ko'rsatmasligi kerak. Mayoqlar yo'riqnomalarning ikkala uchida ham qo'llaniladi, ammo agar qirib tashlash o'lchagich va sath bo'ylab amalga oshirilsa, u holda mashina to'shagining qolgan qismida mayoqlar bir-biridan shunday masofada qo'llanilishi kerakki, boshqaruv o'lchagich ularni uzunligi bo'yicha bir-biriga yopishtiradi. . Va mayoqlar bir-biriga qanchalik yaqin bo'lsa, yo'riqnomalarni qirib tashlash qanchalik aniq bo'ladi.
O'rta mayoqlar ekstremal mayoqlar bilan bir xil tarzda qo'llaniladi, ammo ular chuqurlashganda, mayoqlarning o'zi doimiy ravishda o'lchagich, plastinka yoki darajali "samolyot" (ko'prik - bu haqda batafsilroq) tomonidan boshqariladi. ularga o'rnating.
Mayoqlarning har birini (keyingisida uning boshqaruvi bilan) bajarib, biz asta-sekin barcha mayoqlarni bir xil darajaga keltiramiz va oxirida ularning barchasi bir xil to'g'ri chiziqda joylashgan bo'ladi. Shuni ta'kidlash kerakki, barcha mayoqlar juda ehtiyotkorlik bilan joylashtirilishi va bajarilishi kerak, chunki keyinchalik ular (mayoqlar) orasidagi maydonlarni shakllantirish uchun asos bo'ladi.
Biz mayoqlar orasidagi joylarni o'lchagich bo'ylab odatdagi tarzda qirib tashlaymiz, ammo mayoqlardagi soyali joylar (dog'lar) o'zlarini qirib tashlamaydi. Xo'sh, biz mayoqlar orasidagi maydonlarni mayoqlar orasidagi va mayoqlar ustidagi sirt bir tekisda joylashgan dog'lar bilan qoplanmaguncha qirib tashlaymiz, lekin yo'riqnomalarning oxirgi qirib tashlangan yuzasi uchun zarur bo'lganidan kamroq miqdorda.
Mayoqlar orasidagi bo'laklarni qirib tashlaganingizdan so'ng, yo'riqnomaning butun yuzasini tekisligini tekshirishingiz kerak, agar kerak bo'lsa, noaniqliklarni to'g'rilab, so'ngra yakuniy pardozlash jarayoniga o'tishingiz mumkin. Yakuniy qirib tashlashni plastinkada porlash orqali amalga oshiramiz (parlatma bo'yicha tekshirish haqida birinchi maqolada qirib tashlash haqida yozganman - yuqoridagi havola) yoki kaliperda porlash orqali va ular yo'riqnomalarning butun yuzasini o'lchagich va daraja bilan boshqaradi.
Asosiy poydevorni (kaliper uchun qo'llanmalar) qirib tashlaganingizdan so'ng, ular quyruq yo'riqnomalarining tekisliklarini yana qirib tashlaydilar - bu tekisliklar 5.7 va 10 2-rasmda ko'rsatilgan.
5 va 10-raqamlardagi rasmda ko'rsatilgan dastgoh yo'riqnomasi yo'riqnomalarining tekisliklari yuqorida aytib o'tilganidek, mayoqlar bo'ylab qirib tashlanadi va plastinka yordamida tekshiriladi. Xo'sh, biz plastinkaga o'rnatilgan indikator yordamida tekislik 10 va prizmatik yo'riqnoma 7 parallelligini tekshiramiz (men maxsus ko'prik moslamasi haqida gapiraman yoki u "samolyot" deb ham ataladi. , birozdan keyin batafsilroq).
Kaliperni qirib tashlash.
Umuman olganda, ushbu maqola mashina to'shagi va uni qayta tiklash haqida, lekin mashinaning boshqa qismlari ham to'shak bilan bog'liq bo'lib, ular ham eskiradi va tiklanishi kerak va, albatta, faqat to'shakni tiklash mantiqiy emas. Shuning uchun, kaliperni qirib tashlash quyida tavsiflanadi.
Torna kaliperining pastki qismini qirib tashlash yotoq yo'riqnomalari bilan bir-biriga bog'langan (ishqalanadigan) pastki toymasin hidoyat sirtlarini o'rnatishdan boshlanishi kerak. Bu tekisliklar 2-rasmda 4 va 13 raqamlarda ko'rsatilgan. Va bu tekisliklarning uzunligi juda kichik bo'lgani uchun ular qirib tashlanadi va o'lchagich va mashina to'shagiga (yoki ishchi sirtining profiliga ega bo'lgan maxsus plastinkada) tekshiriladi. yotoq yo'riqnomalarining - ya'ni to'shak modeli ). Kaliperning pastki qismining pastki toymasin sirtlari nihoyat yotoq yo'riqnomalari bo'ylab qirib tashlanadi.
Va pastki yo'riqnomalarni va kaliperning pastki qismini qirib tashlash tugallangandan so'ng, siz kaliperning ko'ndalang yo'riqnomalarini qirib tashlashni boshlashingiz mumkin, ularning profili kaptar dumi shaklida qilingan - bular 16-raqamli sirtlar, 2-rasmda ko'rsatilgan 17,18. Bu sirtlar (tekisliklar) kaliperning o'zaro siljishini harakatlantirish uchun ishlatiladi.
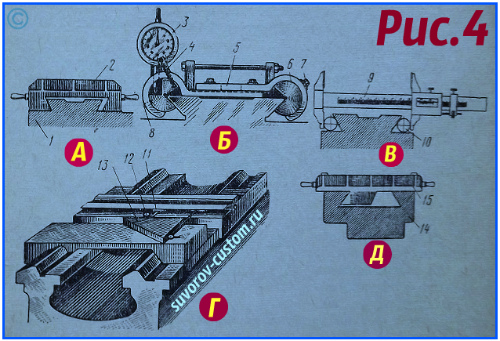
Kaliperni qirib tashlash va pastki kaliper yo'riqnomalarining to'g'riligini tekshirish: A - qirib tashlash plitasi bilan qirib tashlash, B - kaliper yo'riqnomalarini indikatorli slayder bilan tekshirish, C - kaliper qo'llanmalarini roliklar bilan tekshirish, D - yo'riqnomalarni indikator va boshqaruv kvadrati bo'lgan slayder, D - yo'riqnomalarning eğimli yuzasini qirg'ichli plastinka bilan qirib tashlash.
Boshlash uchun biz burchak o'lchagich bo'ylab barcha birlashtiruvchi yuzalarni taxminan qirib tashlaymiz, so'ngra kaliperning 1 pastki qismini yotoqqa yotqizamiz (4a-rasmga qarang) va maxsus qirqish plitasi 2 yordamida biz ko'ndalang qo'llanmalarni qirib tashlaymiz. Mashinaning kaliperining ko'ndalang besleme slaydni bilan ulang (agar maxsus plastinka bo'lmasa, biz uni bo'yoq uchun burchak o'lchagich bilan doimiy tekshirish bilan qo'lda qirg'ich bilan qirib tashlaymiz).
Dog'larning bir xil joylashishiga erishganimizda, biz dumining ikkinchi burchakli (eğimli) tekisligini qirib tashlashimiz mumkin. Ish jarayonida 4b-rasmda ko'rsatilgan, 3 soatlik indikator o'rnatilgan maxsus qurilma (creeper) yordamida samolyotlarni vaqti-vaqti bilan tekshirish kerak. Ushbu qurilmada tsilindrlar 6 o'rnatilgan bo'lib, ular vintlardek 7 va pin 8 bilan tortiladi. Qurilmaning tsilindrlari 6 aniq profilga ega. ikki burchakli burchak kaptar dumi tekshirilishi kerak bo'lgan tekisliklarga mahkam bosilishi kerak, so'ngra tepaga o'rnatilgan indikatorning burni 13-boshqaruv kvadratining tokchasiga tayanadi (4d-rasmga qarang).
Kvadrat 13 maxsus stendga o'rnatilishi kerak (bu tailstockning pastki plitasida mumkin) va keyin kvadratning yon tomonlaridan birini mashina to'shagining yo'riqnomalariga to'liq parallel ravishda joylashtiramiz. Va endi, armatura (slayder 11) eğimli kabutar yo'riqnomasining butun uzunligi bo'ylab harakatlanayotganda, ko'rsatkich burni 12 uchburchakning yon tomoni bo'ylab siljiydi va bu sirtning perpendikulyarlikdan og'ishini ko'rsatadi. Agar tekshirish paytida qoniqarli natijalar toleranslar ichida ko'rinadigan bo'lsa (men yuqorida tolerantliklarni yozganman), keyin yakuniy (tugatish) qirqish amalga oshirilishi mumkin.
Kimda bunday qurilma yo'q bo'lsa, u holda samolyotlarning parallelligini tekshirish uchun siz 4c-rasmda ko'rsatilgan ikkita bir xil rolikdan (masalan, mos diametrli rulmandan rulolar) va kaliper 9 (afzalroq mikrometr) dan foydalanishingiz mumkin.
Yakuniy qirib tashlash.
Biz hidoyat tekisliklari bo'ylab oxirgi qirqishni qilamiz o'zaro faoliyat kaliper. Va kaliperning ko'ndalang yo'riqnomalarining uchta tekisligini (bitta eğimli va ikkita tekis) sozlash tugallangandan so'ng, takoz 14 qirib tashlanishi kerak (2-rasm).
Shu bilan birga, biz chananing xanjar bilan ulanadigan (teguvchi) yuzalariga bo'yoq (masalan, Prussiya ko'k) surtamiz, so'ng uni xoch chananing yo'riqnomalariga qo'yamiz va kichik bolg'acha bilan engil zarbalar qilamiz. xanjar va uni kaliper va chana yo'riqnomalarining tekisliklari orasiga joylashtiring.
Endi siz o'zaro faoliyat slaydni bir necha marta oldinga va orqaga (xanjar bilan birga) siljitishingiz kerak va keyin takozni ehtiyotkorlik bilan olib tashlashingiz kerak. Bo'yoq izlaridan keyin (bo'shliqlarni anglatadi), ularni xanjar yuzasidan qirg'ich bilan olib tashlash, ya'ni uni qirib tashlash qoladi.
Agar yangi xanjar qilinayotgan bo'lsa, so'nggi qirqishdan so'ng biz takozdan ortiqcha qismini (uzunligi bo'ylab) kesib tashlaymiz va takozni sozlash vinti uchun kesmani maydalaymiz.
Mashina tagining parallelligini, to'g'riligini va spiralligini tekshirish.
Tekshirish uchun turli xil qurilmalar qo'llaniladi. Ko'prik (mashhur "samolyot") deb ataladigan eng keng tarqalgan qurilma 5-rasmda ko'rsatilgan. Uning asosi 1, qalinligi kamida 10 mm, T-shakliga ega (ba'zan H-shakli) va to'rtta tayanch 5 va qo'shimcha tayanch 3.
Rasmdagi 5-sonli tayanchlar pinlar 7 bo'ylab vertikal tekislikda harakat qilish qobiliyatiga ega va ularni yong'oqlar bilan qisish 6. Qolgan ikkita tayanch gorizontal tekislikda (bo'ylama oluklar bo'ylab) harakatlanishi mumkin, yaxshi, ular mahkamlangan. ichida kerakli pozitsiya yong'oq yordamida 4. Xo'sh, qo'llab-quvvatlaydi 5, ramka qo'llanmalarining kengligi va ular orasidagi masofadagi farqga qarab, bir-biridan ajralib turishi va harakatlanishi mumkin. Va qo'llab-quvvatlash 3 gorizontal va vertikal tekisliklarda harakatlana oladi.
Bundan tashqari, vintlar bilan (ular rasmda ko'rsatilmagan) poydevor 1 ga qattiq mahkamlangan blok 8 mavjud va vintlar 10 yordamida blok 8 ga ramka darajasi 9 biriktirilgan. O'rnatilishi kerak bo'lgan daraja asosiy ampulaning bo'linish qiymati 1000 mm uchun 0,02 (quduq yoki 0,05). Qurilmada, shuningdek, maxsus qisish moslamalari 11 mavjud bo'lib, ularga ikkita 2 biriktirilgan.Ko'rsatkichlar 2ning holati har doim sozlanishi va ularni mahkamlaydigan qisish birliklari poydevorning turli joylariga (mashinaning o'lchamiga qarab) o'rnatilishi mumkin. yotoq).
6-rasmda maxsus qurilma - ko'prik (samolyot odamlarida) yordamida qo'llanmalarni tekshirish misollari ko'rsatilgan. Shakl 6a uchburchak (trapezoidal, prizmatik) profilga ega bo'lgan qo'llanmalarni tekshirishni ko'rsatadi. Bunday profilga ega bo'lgan yo'riqnomalar odatda turret tornalarining yotoqlarida amalga oshiriladi.
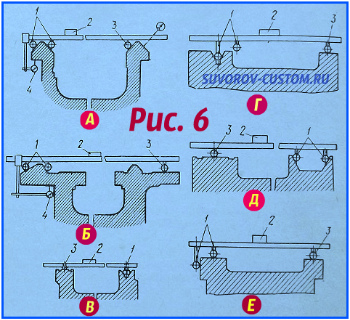 6a-rasmda ko'rinib turibdiki, armaturaning to'rtta tayanchi 1 (rasmda faqat 2 ta tayanch ko'rinib turibdi) romning chap prizmatik yo'riqnomasida, bitta tayanch 3 esa o'ng yo'riqnomaning yon tomonlaridan birida joylashgan. ramka. Qo'llab-quvvatlovchilar rollarda - ko'pincha ichida amalga oshiriladi uy qurilishi qurilmalari ushbu turdagi mos o'lchamdagi podshipniklar ishlatiladi, ammo rulmanlarning poygalar orasidagi bo'shliqlar mavjudligini hisobga olish kerak. Shuning uchun roliklar (rulmanlar) o'rniga qattiq tayanchlarni (slayderlarni) o'rnatish ancha to'g'ri bo'ladi.
6a-rasmda ko'rinib turibdiki, armaturaning to'rtta tayanchi 1 (rasmda faqat 2 ta tayanch ko'rinib turibdi) romning chap prizmatik yo'riqnomasida, bitta tayanch 3 esa o'ng yo'riqnomaning yon tomonlaridan birida joylashgan. ramka. Qo'llab-quvvatlovchilar rollarda - ko'pincha ichida amalga oshiriladi uy qurilishi qurilmalari ushbu turdagi mos o'lchamdagi podshipniklar ishlatiladi, ammo rulmanlarning poygalar orasidagi bo'shliqlar mavjudligini hisobga olish kerak. Shuning uchun roliklar (rulmanlar) o'rniga qattiq tayanchlarni (slayderlarni) o'rnatish ancha to'g'ri bo'ladi.
Ko'prikni (samolyotni) ramkaning yo'riqnomalari bo'ylab harakatlantirganda, 4 soatlik indikator chap yo'naltiruvchi ramkaning taglik yuzasiga nisbatan parallelligini aniqlaydi (6a-rasmdagi taglik yuzasi indikator burni 4 joylashgan joy).
Va 2-darajaga ko'ra (siz ramka emas, balki bar sathidan foydalanishingiz mumkin), u ramka yo'riqnomalari bo'ylab o'rnatiladi, qo'llanmalarning spiral egriligini aniqlang (ya'ni gorizontal tekislikdagi hidoyat yuzalarining og'ishi). Men maqolada yuqoridagi og'ishlarga tolerantliklarni e'lon qildim, umid qilamanki, bu aniq, keling, davom etaylik.
To'g'ri yo'naltiruvchi ramkaning ikkinchi tomonini tekshirish darajaga qarab amalga oshiriladi, siz uni faqat 3 tayanchning bu (ikkinchi) tomoniga o'tkazishingiz kerak (ikkinchi tayanch 3 rasmda ko'rinmaydi) yoki shunchaki o'zgartirishingiz kerak. indikator, burnini o'ng yo'naltiruvchi ramkaning ikkinchi tekisligiga qo'yib (6a-rasmda bunday tekshirish bilan indikator naychasi nuqta chiziq bilan ko'rsatilgan).
Xo'sh, mashina to'shagining sirtlarining tekisligini tekshirish uchun sathni ko'prikka (samolyot) bo'ylab emas, balki yo'riqnomalar bo'ylab qo'yish kerak, so'ngra ko'prikni vaqti-vaqti bilan turli qismlarda to'xtatib, yo'riqnomalar bo'ylab harakatlantirish kerak. yotoqning va daraja ko'rsatkichlarini yozib olish (olib tashlash).
6b-rasmda o'rta yo'riqnomalarning taglik yuzasiga nisbatan parallelligini nazorat qilish va tekshirish uchun torna to'shagiga o'rnatilgan ko'prik (mashhur samolyot) ko'rsatilgan. Va taglik yuzasi tishli tokcha uchun tekislikdir (6b-rasmda bu tekislik qalinlikda ko'rsatilgan. qisqa chiziq va 4 ko'rsatkich unga qarshi turadi).
Shakl 6b, shuningdek, to'shakni spiral egrilik uchun tekshirish usulini ham ko'rsatadi. Faqat qo'llanmalarning parallelligi 4 indikator yordamida tekshiriladi va spiral egriligi 2-darajali novda yordamida nazorat qilinadi.
Tashqi yo'riqnomalar, shuningdek, ko'prik qayta sozlangandan va ushbu tashqi yo'riqnomalarga o'rnatilgandan so'ng yoki faqat terish indikatori yordamida va tayanch sifatida, tekshirilgan o'rta qo'llanmalar yordamida terish indikatori va shtrix sathi yordamida tekshiriladi. Yotoq.
Xo'sh, 6c-rasmda silliqlash mashinasining to'shagining yo'riqnomalarini tekshirish ko'rsatilgan. Bunday mashinalar (va ba'zi boshqalar) uchun, qoida tariqasida, boshqa shakldagi tekisliklarga ega (V shaklidagi va W shaklidagi profillarning kombinatsiyasi) qo'llanmalar tayyorlanadi - ular 6c-rasmda ko'rinadi.
Bunday to'shaklarni yo'riqnomalarning tekisligi va spiral egriligini tekshirish uchun ularga to'rtta tayanch 1 (V shaklidagi tekisliklar o'rtasida) va boshqa yo'riqnomaning qarama-qarshi tekisligidagi bitta tayanch o'rnatiladi. Tekshirish (tekshirish) 2-darajali bar yordamida amalga oshiriladi.
Shakl 6 d, agar yo'riqnomalarning o'lchamlari ko'prikning (samolyotning) barcha tayanchlarini ularning generatrix tekisliklari orasiga joylashtirishga imkon bermasa, tekshirish variantini ko'rsatadi. Bunday holda, biz ikkinchi yo'riqnomada faqat ikkita tayanch 1 va bitta tayanch 3 o'rnatamiz. Biz boshqa tayanchlardan foydalanmaymiz 1.
Va 6d-rasmda ko'prikning bunday o'rnatilishi ko'rsatilgan, unda tayanchlar 1 hidoyat ramkasining prizmatik sirtlari orasidagi munosib masofada ajratilgan.
Xo'sh, oxirgi rasm 6e tekis yotoq yo'riqnomalari qanday tekshirilganligini ko'rsatadi. Bunday tekshirish bilan, asosiy xususiyat ikki qo'llab-quvvatlaydi 1 qarshi dam olish yon yuzasi(rasmda faqat bitta tayanch 1 ko'rinadi), qolgan ikkita tayanch va tayanch 3 yo'riqnomalarning gorizontal tekisliklariga qarshi turadi. Ushbu sozlama ko'prikdagi 2-darajali sozlamani aniq o'qishni ta'minlaydi.
Asosiy sirtlarni tayyorlash (tekshirish) amalga oshirilgandan so'ng, yotoq yo'riqnomalarini qirib tashlashni boshlash mumkin.
Mashina asboblari to'shagini qayta ishlashning (tiklashning) boshqa usullari.
Yaxshi jihozlangan fabrikalarda qirqish silliqlash bilan almashtiriladi, chunki silliqlash qirg'ichdan ko'ra samaraliroq va aniqroqdir (albatta, yuqori sifatli uskunalar bilan). Bundan tashqari, silliqlash yordamida yuqori qattiqlikdagi qotib qolgan qismlar ham qayta ishlanishi mumkin.
Turli xil mashinalarning hidoyat yotoqlarini silliqlash uchun maxsus silliqlash mashinalari(universal yoki sirt maydalagichlar) va faqat maxsus moslamalar yirik korxonalar. Silliqlash mashinalari yo'qligida mos o'lchamlar, qismlarga ishlov berish frezalash, planyalash va amalga oshirilishi mumkin karusel mashinalari maxsus silliqlash boshlari yordamida.
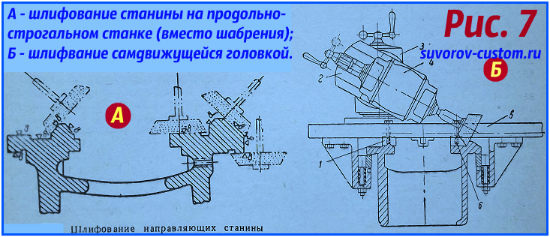 7 A-rasmda universal silliqlash kallagi yordamida stanokni planerda silliqlash sxemasi ko'rsatilgan. Bunday kallaklardan foydalanish mexanik ta'mirlash ustaxonalarida qo'lda qirqishni almashtirish imkonini beradi.
7 A-rasmda universal silliqlash kallagi yordamida stanokni planerda silliqlash sxemasi ko'rsatilgan. Bunday kallaklardan foydalanish mexanik ta'mirlash ustaxonalarida qo'lda qirqishni almashtirish imkonini beradi.
Va 7B-rasmda o'ziyurar silliqlash boshi yordamida yotoqni qayta ishlash ko'rsatilgan. Uning afzalligi shundaki, u katta planerlarni talab qilmaydi. Va maxsus qurilma tufayli, bunday bosh ish qismi bo'ylab o'zaro ish harakatlarini amalga oshiradi.
Plastinka 5 da almashtiriladigan yo'riqnomalar 1 va 6 (7B-rasmga qarang) va silliqlash boshi 4 - cho'zilgan milga ega bo'lgan elektr motor bo'lib, uning oxirida chashka abraziv g'ildiragi biriktirilgan. Bundan tashqari, 2 va 3-gachasi ikkita aylanadigan tayanchlar mavjud bo'lib, ular boshni kerakli burchakka o'rnatishga imkon beradi va alohida dvigatelga ega chuvalchangli uzatma bunday silliqlash moslamasini harakatga keltiradi.
Xo'sh, vites qutisining elektr motorining aylanishini o'zgartirish (o'zaro harakatni ta'minlash uchun) avtomatik ravishda (to'xtash joylari bo'ylab), yaxshi yoki qo'lda amalga oshiriladi.
Ammo baribir, kichik garaj ustaxonalari va ustaxonasida qayta tiklanishi kerak bo'lgan torna yoki frezalash mashinasi bo'lgan shunchaki havaskor hunarmandlar uchun qirib tashlash eng maqbul va arzon hisoblanadi. arzon usul ta'mirlash, va u uzoq vaqt davomida dastgohlarni qayta tiklash uchun ishlatiladi.
Va umid qilamanki, ushbu maqola dastgohni o'z ustaxonasida, burilish yoki frezalashda tartibga solishga qaror qilgan ko'plab yangi hunarmandlar uchun foydali bo'ladi, bu muhim emas, chunki mashina to'shagining yo'riqnomalarini ta'mirlash va tekshirish printsipi deyarli. bir xil, hammaga muvaffaqiyat.
Torna stanoklari silindrsimon ish qismlarini qayta ishlash uchun ishlatiladi. Ular hajmi va qo'shimcha funktsiyalar mavjudligi bilan farq qiluvchi ko'plab navlarni o'z ichiga oladi. Bunday sanoat modellari juda keng tarqalgan va zamonaviy sanoatda keng qo'llaniladi. Qurilmaning normal ishlashi uchun siz uning qismlarining barcha xususiyatlarini bilishingiz kerak.
Torna to'shagi ushbu uskunada ishlatiladigan deyarli barcha mexanizmlar va agregatlarni tuzatishga xizmat qiladi. Ko'pincha massiv va olish uchun quyma temirdan quyiladi mustahkam qurilish bu uzoq vaqt davom etishi mumkin. Bu og'ir yuklarga duchor bo'lishi bilan bog'liq. Siz barqarorlikni ham unutmasligingiz kerak, chunki massiv katta modellar ish paytida juda katta energiya sarflaydi va poydevor yuklarga yaxshi qarshilik ko'rsatishi kerak.
Mashinaning to'shagi va yo'riqnomalari murvatlar bilan shkaflar yoki juft oyoqlarga mahkamlanadi. Agar qurilma qisqa bo'lsa, unda ikkita raft ishlatiladi. Qanchalik uzoqroq bo'lsa, shuncha ko'p tokchalar talab qilinishi mumkin. Shkaflarning ko'pchiligida eshiklar mavjud, bu ularni tortma sifatida ishlatishga imkon beradi. Qo'llanmalarni juda ehtiyotkorlik bilan ishlatish va shikastlanishdan himoya qilish kerak. Ularda asboblar, blankalar va boshqa mahsulotlarni qoldirish tavsiya etilmaydi. agar siz hali ham ularga metall buyumlar qo'yishingiz kerak bo'lsa, unda undan oldin yog'och astar qo'yishingiz kerak. Uchun yaxshiroq g'amxo'rlik, Mashinani har bir ishlatishdan oldin, ramkani artib, moylash kerak. Ish tugagach, undan chiplar, axloqsizlik va boshqa ortiqcha narsalarni olib tashlash kerak.
Metall kesish dastgohlari ramkasining dizayn xususiyatlari muayyan modelga qarab farq qilishi mumkin, chunki ular barcha jihoz komponentlarini qulay va xavfsiz joylashtirish uchun mo'ljallangan. Ammo ko'p hollarda asosiy qoidalar bir xil bo'lib qoladi, shuning uchun asosiy narsalarni mashhur modellar misolida ko'rib chiqish mumkin.
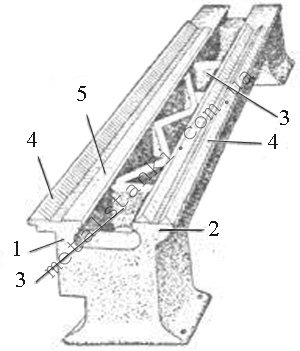
rasm: quyma temir yotoq moslamasi
- Uzunlamasına qovurg'a;
- Uzunlamasına qovurg'a;
- Uzunlamasına qovurg'alarni ulash uchun xizmat qiluvchi ko'ndalang qovurg'a;
- Uzunlamasına qovurg'alarning prizmatik yo'riqnomalari;
- Yassi yo'riqnomalar quyruq va bosh ustunni o'rnatish, shuningdek, ular bo'ylab kaliperni harakatlantirish uchun xizmat qiladi;
Shuni ta'kidlash kerakki, yotoq yo'riqnomalari ko'ndalang bo'lim ega bo'lishi mumkin turli shakllar. Majburiy qoida - parallel tartibga rioya qilish, shuning uchun hamma narsa markazlar o'qidan teng masofada bo'lishi kerak. Bu aniq frezalash yoki rejalashtirishni talab qiladi. Shundan so'ng, silliqlash va oldirish operatsiyasi amalga oshiriladi. Bularning barchasi mahsulotlarni to'g'ri qayta ishlashni ta'minlaydi, shuningdek, kaliperning harakati va zarbalarning paydo bo'lishi bilan bog'liq muammolarni bartaraf etadi.
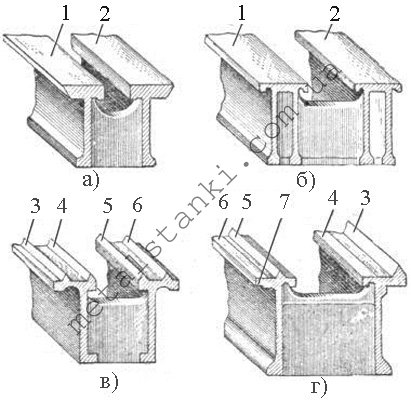
- 1 va 2 raqamlari ostidagi "a" rasmida ko'rsatilgan metall uchun torna dastgohining ramkasi yo'riqnomalarning trapezoidal qismiga ega. Bunday holda, asosiy urg'u katta qo'llab-quvvatlovchi yuzaga qaratilgan. Ular katta aşınma qarshilikka ega, bu ularning aniqligini uzoq vaqt saqlashga imkon beradi. Shu bilan birga, kaliperni ular bo'ylab harakatlantirish uchun ko'p harakat talab etiladi, ayniqsa, agar u egri bo'lsa.
- "B" rasmida kvartira bilan to'shak ko'rsatilgan to'rtburchaklar kesim yo'riqnomalar. Oldingi holatdan farqli o'laroq, ular allaqachon ikkita qattiqlashtiruvchiga ega, bir emas, bu ularni kuchliroq qiladi.
- "c" rasmida uchburchak qo'llanmalari bo'lgan ramka ko'rsatilgan. Bu erda juda kichik qo'llab-quvvatlovchi sirt ishlatilganligini hisobga olsak, katta vazn bilan ishlash qiyin, shuning uchun bu tur asosan kichik mashinalar uchun ishlatiladi.
- “D” rasmida uchburchak kesimi va mos yozuvlar tekisligi bo'lgan ramka ko'rsatilgan. Bunday holda, u kichik o'lchamdagi mashinalar uchun ham qo'llaniladi.
Agar to'shak og'ir mashina uchun mo'ljallangan bo'lsa, unda u nafaqat katta tasavvurga ega, balki egilish uchun ham katta qarshilikka ega. Eng keng tarqalganlardan biri "d" rasmida ko'rsatilganidek, bunday ko'rinishdir. Bu yerda kalibr aravachasi oldingi 3-prizmaga fokuslanadi, orqa tarafdagi 6-sonli tekislikka tayanadi. Tegirishning oldini olish uchun uni 7-sonli samolyot ushlab turadi. Prizma No 3 yo'nalish vazifasida asosiy rol o'ynaydi, ayniqsa, u to'sar tomonidan bosimning katta qismini oladi.
Ramkada boshcha yaqinidagi teshik bo'lsa, u mahsulotlarni qayta ishlashga xizmat qiladi katta diametri. Agar radiusi markazlarning balandligidan kamroq bo'lgan mahsulotni qayta ishlash bo'lsa, u holda chuqurchaga maxsus ko'prik qo'yiladi.
Torna to'shaklarini ta'mirlash
Tokarlik dastgohining qirib tashlashi texnologik jarayon uning davomida ramka darajasidan foydalanib besleme qutisini mustahkamlash uchun ramka hizalanadi. Buning yordamida kelajakda kaliper va apronning o'rnatish yuzasining besleme qutisiga perpendikulyarligini osongina o'rnatish mumkin bo'ladi.
- Avvalo, yotoq qattiq poydevorga o'rnatiladi va sirt bo'ylab sath bo'ylab uzunlamasına yo'nalishni va ramka darajasi bo'ylab ko'ndalang yo'nalishni tekshiring. Tolerantliklar mahsulot uzunligining 1 metriga 0,02 mm dan oshmasligi kerak.
- Yo'riqnomaning yuqori yuzalarini, birinchi navbatda, bo'yoqning tekis chetidan foydalanib, bir tomondan qirib tashlang. Ushbu jarayon davomida qo'llanmalarning burilishini vaqti-vaqti bilan tekshirish tavsiya etiladi.
- Keyin ikkinchi yo'riqnomaning yuzasi qirib tashlanadi. Bu erda og'ishlarning maksimal bardoshliligi mahsulot uzunligining 1 metriga bir xil 0,02 mm bo'lib qoladi.
Torna dastgohini silliqlash
Torna to'shagini silliqlash quyidagi tartiblardan iborat:
- Sirtda mavjud bo'lgan burmalar va nayzalarni tozalash va arralashni amalga oshirish kerak;
- To'shak uzunlamasına planerning stoliga o'rnatiladi va u erda mahkam o'rnatiladi;
- Keyinchalik, dumg'aza ko'prigiga yotqizilgan daraja bilan amalga oshiriladigan yo'riqnomalarning burilishini tekshirish;
- To'shakni o'rnatish vaqtida mahsulotning engil egilishi olinadi, bu esa stol bilan eng yaqin aloqa qilish orqali tuzatilishi kerak;
- Qo'llanmalarning buralishi qayta tekshiriladi, natijada natijalar tuzatishdan oldingi holatga mos keladi;
- Shundan keyingina ular mahsulotning barcha aloqa yuzalarini silliqlashni boshlaydilar. Jarayon kubok shaklidagi doiraning so'nggi yuzi yordamida amalga oshiriladi. uning don hajmi K3 46 yoki KCh 46, qattiqligi esa CM1K ga mos kelishi kerak.
2011 yil 5 dekabr Maqolaning ikkinchi qismida to'shak va yo'l-yo'riqlarni tiklashning turli usullari ko'rib chiqiladi.
To'shaklardagi yoriqlar tuzatilishi mumkin turli yo'llar bilan: payvandlash, keyin mexanik ishlov berish (agar kerak bo'lsa), qoplamalar, pinlar, bog'ichlar yordamida.
Yoriqlarning keyingi tarqalishini oldini olish uchun qoplamalar qo'llaniladi. Yoriqning uchlari Ø 4 ... 5 mm matkap bilan burg'ulanadi; qoplama qalinligi 4 ... 5 mm bo'lgan yumshoq po'latdan yasalgan po'latdan kesilgan (uning o'lchamlari yoriqlar chegaralarini kamida 15 mm ga yopishi kerak); astarning o'lchamiga ko'ra, karton yoki varaq qo'rg'oshindan qistirma kesiladi; perimetri bo'ylab astar va qistirmada M5 va M6 vintlari uchun chetidan 10 mm va bir-biridan 10 ... 15 mm masofada daftar boshi bilan teshiklar burg'ulanadi; ramkada, qoplamada belgilang va teshiklarni burg'ulang va M5 yoki M6 iplarini kesib oling; qistirma va astar qizil qo'rg'oshin yoki elim (BF2, karbonil elim, tsement va boshqalar) bilan yog'langan va vintlar bilan ramkaga o'rnatiladi; astarning chetlari zarb qilinadi va o'raladi.
Ulagichlar yordamida yoriqlar quyidagicha yo'q qilinadi: yoriqdan bir oz masofada, uning ikkala tomonida ikkita teshik burg'ulanadi va joylashtiriladi, ularning ichiga uchlari chiqadigan pinlar bosiladi; dan po'lat plitalar bog'lovchi plitasi ikkita teshikli (pinlar uchun) amalga oshiriladi, uning markaziy masofasi ramkaga o'rnatilgan pinlar orasidagi masofadan bir oz kamroq; yoriq qisqichlar bilan mahkamlanadi; dastani plitasi isitiladi va pinlarga o'rnatiladi. Dastani plitasi soviganida, yoriq qisqaradi.
Pimlar yordamida yoriqlar quyidagicha yo'q qilinadi: yoriqning uchlari Ø 4 ... 5 mm matkap bilan burg'ulanadi, teshiklar yoriq bo'ylab bir xil matkap bilan 6 ... 8 mm masofada burg'ulanadi. bir-biriga, bir-birini, o'zaro; barcha teshiklarda iplar kesiladi, ularga mis yoki yumshoq po'latdan yasalgan tishli pinlar vidalanadi, ularning uchlari yotoq yuzasidan 1,5 ... 2 mm yuqoriga chiqishi kerak; keyin teshiklar diametrining kamida 1/4 qismi bilan bir-biriga yopishgan pinlar o'rtasida burg'ulashadi; teshiklarda iplar kesiladi va ularga bir tekisda kesilgan pinlar vidalanadi; pinlarning uchlari zarb qilinadi.
Ramkadagi teshiklar va chiplar payvandlash teshiklari va sirt chiplari, so'ngra ishlov berish, shuningdek, qo'shimcha, vint yoki vilka o'rnatish orqali yo'q qilinadi.
Qo'shimchani o'rnatayotganda, maydalangan joy fayllanadi yoki maydalanadi; truba shakliga ko'ra qo'shimcha tayyorlanadi va yivga bosiladi; qo'shimcha vintlar bilan o'rnatilishi mumkin.
Vintni o'rnatishda ramkaning shikastlangan joyi qayta ishlanadi; teshikka ipni kesib oling; qizil qo'rg'oshin bilan oldindan yog'langan metall vintli vilka teshikka vidalanadi, u zımbalama bilan qulflanadi.
Mantarni o'rnatishda kichik chiplar burg'ulash va joylashtirish; hosil bo'lgan teshikka metall vilka bosiladi, ta'mirlanadigan sirt shakliga qarab kesiladi.
Ramkaning singan chiqadigan qismlari (qavslar, tirgaklar, novdalar) quyidagi usullar bilan tiklanadi: singan qismni payvandlash, qo'shimcha yoki vilka o'rnatish. Ikkinchi holda, singan elementning ramkada qolgan qismi chiqariladi (planda, frezalash, kesish, arralash, burg'ulash orqali); keyin, bu qo'shimchaning ostida, truba frezalanadi yoki kesiladi yoki burg'ulanadi va mantar ostida (yoki tishli uchi bo'lgan pin ostida) joylashtiriladi (yoki tishlanadi); qo'shimcha yivga bosiladi va vintlar bilan mahkamlanadi; mantar bosiladi va pin qizil qo'rg'oshin bilan yog'langan tishli uchi bilan vidalanadi. Singan qavsda teshik mavjud bo'lsa, qo'shimchani o'rnatgandan so'ng, u zerikarli yoki nominal o'lchamga reamed qilinadi.
Ramkaning eskirgan teshiklari metall qatlamini teshik yuzasiga yopishtirish, so'ngra kerakli diametrli o'lchamga ishlov berish va ta'mirlash gilzasini o'rnatish orqali tiklanadi: eskirgan teshik yeng yoki stakanni bosish uchun raybalanadi yoki zerikiladi; aylanishdan, ikkinchisi vint bilan to'xtatiladi; yengda (shisha) kerakli diametrli o'lchamdagi teshik zerikarli yoki o'rnatiladi.
To'shak yo'riqnomalarini tiklash usulini tanlash ularning eskirish xususiyati va darajasi, shuningdek ta'mirlash shartlari (korxonaning maxsus jihozlar va qurilmalar bilan jihozlanishi) bilan belgilanadi. Qiyinchilik eng kam xarajat va vaqt bilan yo'riqnomalarning kerakli aniqligini ta'minlaydigan tiklash usulini tanlashdir. Ta'mirlash amaliyotida yo'riqnomalarni tiklash uchun qirib tashlash, silliqlash, nozik frezalash, silliqlashdan so'ng silliqlash, so'ngra qirqish va lapping qo'llaniladi. Jadvalda hidoyat yotoqlarini tiklashning ba'zi usullarining murakkabligi va samaradorligini tavsiflovchi ma'lumotlar ko'rsatilgan.
Qo'llanmalarning ishlashi paytida hosil bo'lgan chuqur xavf va tirnalishlar babbitt bilan muhrlanadi. Ta'mirlanadigan joy ehtiyotkorlik bilan tozalanadi, qirralarning yuqori sirt pürüzlülüğü bilan 90 ° burchak ostida kesiladi. Sirt aseton, benzin yoki sodali suv eritmasi bilan yog'sizlantiriladi, isitiladi, oqim (sink xlorid) qo'llaniladi va massiv (1,5 ... 2 kg) lehimli temir bilan lehimlanadi.
Bu nuqsonlar ham metalllashtirish yo'li bilan bartaraf etiladi. Buning uchun yuqoridagi tayyorgarlik operatsiyalari bajarilgandan so'ng, metallizator yordamida nuqsonli joyga sink yoki guruch püskürtülür. Püskürtme yoki lehimlashdan so'ng, yo'riqnomalar maydalanadi yoki qirib tashlanadi.
Agar to'shaklarni ta'mirlash ustaxona ta'mirlash guruhi tomonidan amalga oshirilsa, unda kam yuk tufayli yo'riqnomalarni qayta ishlash uchun maxsus mashinalardan foydalanish tavsiya etilmaydi.
Qo'llanma yotoqlari 0,12 mm gacha eskirgan bo'lsa, bunday sharoitlarda GOI pastasi bilan qirqish yoki lapping bilan qirib tashlash qo'llaniladi. Shuni ta'kidlash kerakki, yo'riqnomalarning engil aşınması (0,05 mm gacha) bo'lsa ham, ularni qirib tashlash orqali tiklash sezilarli mehnat zichligi va narxi, lekin past mahsuldorlik bilan tavsiflanadi. Biroq, qirib tashlash juftlashadigan yuzalar orasidagi aloqaning yuqori aniqligini ta'minlaydi (625 mm2 maydonda 30 tagacha nuqta). Qo'llanmalarni qirib tashlash ramkalarni poydevoridan olib tashlamasdan yoki poydevordan olib tashlash va plitka yoki qattiq taxta ustiga o'rnatish bilan amalga oshiriladi. beton zamin. Ramkani o'rnatgandan so'ng, masalan, torna, uning yo'riqnomalari butun uzunligi bo'ylab gorizontal yo'riqnomaning kamroq eskirgan qismlariga o'rnatiladigan darajaga ko'ra uzunlamasına yo'nalishda o'rnatiladi. Ramkaning transvers yo'nalishdagi holati besleme qutisi biriktirilgan tekislikka qo'llaniladigan ramka darajasi bilan tekshiriladi. Shu bilan birga, egilish ko'prik yoki vagon yordamida tekshiriladi (ko'prik va sath sifatida ishlatiladi). Ko'prik ustida joylashgan turli hududlar yo'riqnomalar bo'ylab. Darajalar ko'rsatkichlariga qarab, to'shakning holati poyabzal bilan o'rnatiladi 14 ( guruch. 1, b) yoki takozlar 15 ( guruch. 1, in), uning tagida yoki oyoqlari ostida joylashgan. Jek murvatlari 16 bilan tekislash qulay ( guruch. 1, g). Boltlarni burab yoki burab, ramka ko'tariladi yoki tushiriladi. Tartibga solish darajaning asosiy ampulasining pufakchasi nol pozitsiyasini egallaguncha amalga oshiriladi. Bu yotoqning to'g'ri holatini ko'rsatadi.
Ramkani tekislashdan so'ng, taglik yuzasi tanlanadi, uning bo'ylab qayta tiklanadigan barcha yo'riqnomalarning parallelligi kuzatiladi. Torna to'shagida ( guruch. 1, a) bunday tayanch uchun ular odatda tailstock asoslangan 3, 4 va 6-yo'riqnomalarni oladi. Mashinaning ishlashi paytida ushbu qo'llanmalar boshqalarga qaraganda kamroq eskiradi. Ushbu yo'riqnomalar eskirishni bartaraf etish uchun avval qirib tashlanadi, vaqti-vaqti bilan nazorat o'lchagich yordamida tekislik va tekislikni nazorat qiladi. Shundan so'ng, 2, 7, 8 yo'riqnomalarning sirtlari ularning parallelligini tekshirib, qirib tashlanadi. Shuni ta'kidlash kerakki, 3, 4 va 6-gachasi yo'riqnomalarning ozgina eskirishiga qaramay, ularning mashinaning besleme qutisini o'rnatish va mahkamlash va qo'rg'oshin vintini va milni mahkamlash uchun tekisliklarga nisbatan parallelligi ko'pincha buziladi. Parallellikdan og'ishlar mashinalarni ta'mirlash sonining ko'payishi bilan ortadi. Shuning uchun, ta'mirlangan mashinalarni yig'ishda, besleme qutisi va qo'rg'oshin vinti va milning braketini o'rnatish uchun sarflangan vaqt ortadi, bu esa qo'lda qirqish orqali amalga oshiriladi. Bunga yo'l qo'ymaslik uchun siz qo'llanmalarni tiklash uchun yanada oqilona texnologiyadan foydalanishingiz mumkin. Bunday holda, 11 va 72-gachasi sirtlarning 200 ... 300 mm uzunlikdagi qismlari asos sifatida olinadi ( rasmga qarang. 1, a) ular eskirmaydi va dumg'aza qo'llanmalari kabi oldindan ishlov berishni talab qilmaydi.
Asosiy yuzalarni tayyorlagandan so'ng, 3, 4 va 6-gachasi sirtlar bo'yoq ustiga surtiladi ( rasmga qarang. 1, a), vaqti-vaqti bilan ularning parallelligi va egriligini nazorat qilish. Keyin 2, 7 va 8-sirtlar qirib tashlanadi, ularning egilish darajasini nazorat qiladi va indikator 7 va 8-sirtlarning taglik bilan parallelligi hisoblanadi. 1 va 10-sonli sirtlar oxirgi marta qirib tashlanadi.
Agar qirqib olinadigan sirtlarda ma'lumotnomalarda tavsiya etilganidan oshib ketadigan ruxsatnoma mavjud bo'lsa, u holda avval tekislash, silliqlash yoki arralash, so'ngra qirib tashlash amalga oshiriladi. Skreper turi va uning chiqib ketish qismining kengligi qirib tashlanadigan sirt shakliga qarab tanlanadi. Shunday qilib, dastlabki, qo'pol qirib tashlash uchun (625 mm 2 maydonda dog'lar soni n = 4 ÷ 6), kengligi 20 ... 25 mm bo'lgan qirg'ichlar ishlatiladi, yarim pardozlash (n = 8 ÷ 15) - 12 ... 16 mm kengligida va yakuniy tugatish uchun (n = 20 ÷ 30) - 5 ... 10 mm kengligida. Olib tashlash paytida o'rnatish, o'tkirlash va kesish burchaklari ishlov beriladigan materialning fizik-mexanik xususiyatlariga qarab belgilanadi.
Chiqib ketish sifatini nazorat qilish kalibrlash o'lchagichlari yoki plitalari yordamida, shuningdek, bo'yoq uchun 25 mm tomoni bo'lgan kvadratdagi dog'lar soni bo'yicha amalga oshiriladi. Bo'yoq sifatida Prussiya ko'k, chiroq qora, ko'k va boshqa bo'yoqlar ishlatiladi, ular mashina moyida suyultiriladi.
ShKh15, U12A, R6M5 po'latlaridan yasalgan qirg'ichlar don o'lchami 25 dan ortiq bo'lmagan va qattiqligi CM1 yoki CM2 bo'lgan korund g'ildiraklari bilan, qattiq qotishma plitalari bilan jihozlangan qirg'ichlar esa olmosli g'ildiraklar yoki kremniy karbidli g'ildiraklar bilan o'tkirlanadi.
Agar yo'riqnomaning uzunligi kalibrlash o'lchagichining uzunligidan oshsa, qirqish mayoqlar bo'ylab amalga oshiriladi, xususan: yo'riqnomaning maksimal aşınma joyida platforma (mayoq) qirib tashlanadi va biroz kamroq masofada. kalibrlash o'lchagichining uzunligidan ko'ra, ikkinchi platforma qirib tashlanadi, bu mayoq bilan bir xil tekislikda joylashgan. Ushbu saytlarda bir xil balandlikdagi o'lchov plitkalari o'rnatiladi va ularga darajali o'lchagich qo'yiladi yoki optik nazorat qilish usuli qo'llaniladi. Keyinchalik o'lchagich bo'ylab yo'riqnomaning bir qismi ko'rsatilgan joylar orasiga qirib tashlanadi va ketma-ket qo'shni qismga o'tib, yo'riqnomaning butun yuzasi qirib tashlanadi.
Qo'llanmalarni GOI pastalari bilan qirqish quyidagi ketma-ketlikda amalga oshiriladi. Birinchidan, qo'pol qirib tashlash amalga oshiriladi, keyin sirt kerosin bilan yuviladi va latta bilan quritiladi, shundan so'ng sirt qoplanadi. yupqa qatlam pasta, keyin tirnalishlar yo'qolguncha va kerakli qo'llab-quvvatlash maydoni olinmaguncha, u qorayganida pastaning almashtirilishi (kerosin bilan yuvish) bilan juftlashuvchi qism o'raladi.
Qo'llanma yotoqlari 0,03 mm gacha eskirgan bo'lsa, ular silliqlash yoki to'ldirish va qirib tashlash orqali ta'mirlanadi. Taşlama yo'riqnomalarning yuqori aniqligi va past sirt pürüzlülüğünü ta'minlaydi. Agar to'shaklarning po'lat yoki quyma temir yo'riqnomalari yuqori chastotali oqimlar bilan qotib qolsa yoki perchinlangan bo'lsa (vibratsiyali prokat va boshqalar), u holda ular maydalanadi. Silliqlashning ishlashi qirg'ichdan bir necha baravar yuqori. Silliqlash sirt silliqlash yoki bo'ylama tekislash va amalga oshiriladi frezalash mashinalari maydalagichlar bilan jihozlangan. Silliqlash qo'llanmalari ko'pincha hidoyat stollari, kaliperlar, aravalar, slayderlar va mashinaning boshqa harakatlanuvchi qismlarining birlashtiruvchi yuzalarini qirib tashlash bilan birlashtiriladi.
Qo'llanmalarning aşınması 0,3 ... 0,5 mm ichida bo'lsa, ularni ta'mirlash nozik rejalashtirish yoki topshirish, so'ngra qirib tashlash yoki silliqlash orqali amalga oshiriladi. Qattiqlashtirilmagan relslarni ta'mirlashda nozik planirovkaga afzallik beriladi. Bu yuqori ishlov berish aniqligi va sirt pürüzlülüğü Ra = 0,32 ni ta'minlaydi. U VK6 yoki VK8 qattiq qotishma plitalari bilan jihozlangan keng kesgichlar bilan amalga oshiriladi zamonaviy. Keng pichoqli to'sarlardan foydalanish yo'riqnoma profiliga ko'ra dastgoh tayanchini sozlashni osonlashtiradi va rejalashtirishda ishchi zarbalar sonini kamaytirishga imkon beradi. Qayta ishlash bir nechta o'tishda amalga oshiriladi: birinchi navbatda, 0,1 mm gacha bo'lgan kesish chuqurligi bilan ikkita o'tish, so'ngra 0,03 ... 0,05 mm kesish chuqurligi bilan uch yoki to'rtta o'tish amalga oshiriladi.
Qo'llanmalar 0,5 mm dan ortiq eskirgan bo'lsa, ular bir necha o'tishda (qo'pol, keyin esa tugatish) bo'ylama planirovka yoki uzunlamasına frezalash dastgohlarida tekislash yoki frezalash orqali ta'mirlanadi.
To'shak yo'riqnomalarini rejalashtirish, agar uning umumiy o'lchamlari bo'lsa, amalga oshirilishi mumkin kichikroq o'lchamlar planer stoli. To'shak ko'rsatilgan stolning o'rta qismiga o'rnatiladi nozik mashina va biroz o'rnatildi. Keyin stolni siljitish orqali ular sirtning 11 tayanch yuzalarining parallelligini tekshiradilar ( rasmga qarang. 1, a). Tekshirish mashina tayanchiga o'rnatilgan indikator bilan amalga oshiriladi. Parallellikdan og'ish 0,04/1000 mm dan oshmasligi kerak. To'shak o'rnatiladi, sinov tekislash har qanday gorizontal sirtda, masalan, 2-sirtda, aşınma yo'qolguncha amalga oshiriladi. So`ngra nazorat o`lchagich va zond yordamida mashina stolining harakatidagi xatolik va boshqa sabablarga ko`ra yuzaning A tekislikdan chetlanishi aniqlanadi.
Shundan so'ng, ramka yong'oq va tirgaklar bilan murvat yordamida sun'iy ravishda deformatsiyalanadi. Chelik takozlar 1 ( guruch. 2, a, b), qiyaligi 0°30"÷0°40" va o'tkir uchida qalinligi taxminan 0,1 mm bo'lgan. To'rt qismli A va B qisqichlari vertikal tekislikda ta'mirlanayotgan ramkani sinovdan tekislash paytida aniqlangan D to'g'rilikdan og'ish miqdori bilan deformatsiya qiladi. U bir marta amalga oshiriladi; olingan qiymat A to'shaklarni keyingi ta'mirlash vaqtida doimiy sifatida qabul qilinadi turli modellar shunga o'xshash uzunlik. Agar og'ish A bo'g'in tomon yo'naltirilgan bo'lsa ( guruch. 2, a), keyin to'shak bir xil yo'nalishda ∆ + 0,02 mm ga egiladi va yo'riqnomalarning aşınması planirovka bilan yo'q qilinadi. Qayta ishlash tugagandan so'ng, mahkamlash murvatlari chiqariladi, qisqichlar va takozlar chiqariladi. Choyshab buloqlari, to'g'rilanadi va uning yo'riqnomalari tekislanadi. Buning sababi, ishlov berish paytida to'shakning uchlarida uning o'rtasiga qaraganda kattaroq metall qatlami olib tashlanadi. Qo'llanmalarning bo'rtiq yo'nalishi bo'yicha og'ishi ruxsat etilgan chegaralar ichida spetsifikatsiyalar. To'g'rilikdan A og'ish qavariq tomon yo'naltirilgan bo'lsa ( guruch. 2b), ramka xuddi shu vositalar yordamida ∆ - 0,02 mm qiymatida egiladi. To'shak yo'riqnomalarini qayta ishlagandan va uni dastgoh stolidan olib tashlaganingizdan so'ng, oldingi holatda bo'lgani kabi, yo'riqnomalar maqbul bo'lib chiqadi. texnik talablar qavariqlik 0,02/1000 mm.
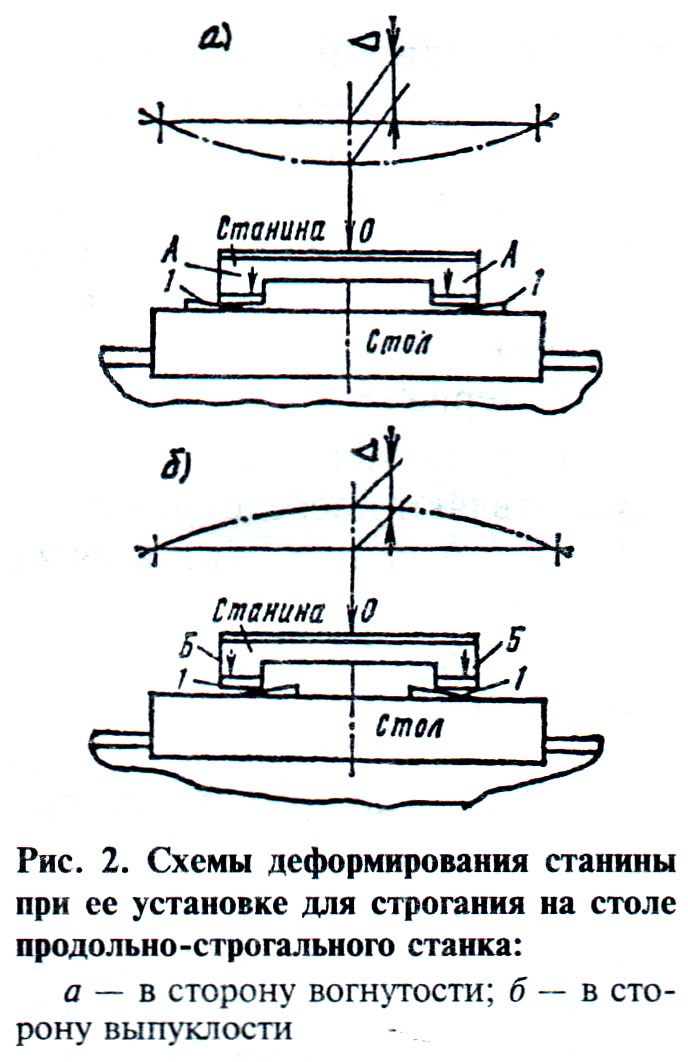
Ramkaning o'rta qismida egilishi uchun ( 2-rasmga qarang, a) strelkalar bilan ko'rsatilgandek, takozlar uchlariga yaqinroq o'rnatiladi va o'rtaga yaqinroq bo'laklar o'rnatiladi A. O'rta qismdagi yotoqni egish uchun ( rasmga qarang. 2b) takozlar o'rtaga yaqinroq o'rnatiladi va strelkalar B bilan ko'rsatilgandek, tirgaklar qirralarga yaqinroq. . Ushbu operatsiyani bajarishda ramkaning deformatsiyasi indikator bilan nazorat qilinadi, uning o'lchov tayog'i 0 nuqtaga - maksimal deformatsiya joyiga keltiriladi. Nihoyat, murvatlarni mahkamlashda pozitsiyaning to'g'riligi tekshiriladi. Tekis yuzalar 1, 2, 3, 4, 6, 7, 8 va 10 ( rasmga qarang. 2, a), ularning eskirishini yo'q qilish. 11 va 12 sirtlari odatda ishlov berilmaydi, chunki ular aşınmaya tobe emas. Rejalashtirilgandan keyin yo'riqnomalarning to'g'riligi universal darajadagi ko'prik bilan tekshiriladi.
Ishlov berishdan keyin qo'llanmalarning aşınma qarshiligini oshirish uchun ular yuqori chastotali oqimlar yoki gaz alangasi bilan qattiqlashtiriladi, sharlar bilan perchinlanadi, vibro-prokat amalga oshiriladi.
Qo'llanmalarni ta'mirlashda quyidagi usuldan foydalanish mumkin. Birinchidan, yo'riqnomalar rejalashtirish yoki frezalash orqali oldindan ishlov beriladi. Keyin yo'riqnomalarning sirtlari siqilgan havoning ma'lum bir bosimida va abraziv oqimning 45 ... 70 yuzasiga moyillik burchagida jet kameralarida 500 ... 800 mikron donadorlikdagi elektrokorund kukuni bilan ishlov beriladi. °, nozuldan oxirgi 20 ... 80 mm gacha bo'lgan masofa, havo iste'moli 6 ...8 m 3 / min. Keyinchalik, yo'riqnomalarning sirtlari siqilgan havo bilan tozalanadi, organik eritma bilan yuviladi, so'ngra sintetik eritma bilan yuviladi. yuvish vositasi va sirtlarni siqilgan havo bilan quritish. Keyin yo'riqnomalar aşınmaya bardoshli o'z-o'zidan oqadigan mexanik qotishma kukun bilan termal püskürtülür, bu tarkibiy qismlarni o'z ichiga oladi: uglerod, xrom, nikel, marganets, bor, kremniy, temir, ma'lum bir foizda zarracha hajmi 40 ga teng. .. 100 mikron. Püskürtme uchun siz UPU-3, UPU-5, UPU-30, dispenserli plazma-texnik AG qurilmalaridan foydalanishingiz mumkin. Püskürtme rejimi: oqim kuchi 400...500 A, kuchlanish 50...45 V, purkash masofasi 80 mm, transport gazi - argon yoki geliy.
Cho'kishdan so'ng, sekin sovutish asbest "mo'ynali kiyimlardan" da amalga oshiriladi, so'ngra cho'kma yuzalariga lazer nurlanishini yutuvchi qatlam qo'llaniladi. Keyin lazer yo'riqnomalar sirtlarining doimiy erishini hosil qiladi. Sovutgandan so'ng, qoplama don o'lchami 200/160, 250/200 bo'lgan ASKM, ASK, ASV markali olmos g'ildiraklari bilan sayqallanadi. Qayta ishlash sifati va qoplama qalinligi BTI-6, BTI-8 tipidagi beta-qalinlik o'lchagichlari yordamida nazorat qilinadi. Keyinchalik, lazer nurlanishini yutadigan qatlam qo'llaniladi va silliqlashdan keyin olingan mikrorelef lazer nurlari bilan eritiladi. So‘ngra yo‘riqnomalarning sirtlari «Labomid-101» eritmasi bilan tozalanadi va pürüzlülüğü, to‘lqinliligi (profilograf-profilometr modeli 201), shuningdek, yo‘riqnomalarning geometrik parametrlari nazorat qilinadi.
Shu tarzda tiklangan yo'riqnomalarning aşınma qarshiligi (masalan, qotib qolgan po'lat 45 bilan solishtirganda) ikki barobar ortadi. Ushbu kukunli qoplamaning lazer nurlari bilan erishi eskirishga chidamliligini qo'shimcha ravishda 1,3...2 barobar oshiradi. gaz gorelkasi. Lazerli eritishdan so'ng qoplamalarning tuzilishi ko'pchilik hidoyat mashinalari uchun xos bo'lgan keng diapazondagi o'ziga xos yuklar va sirpanish tezligi bilan chegaralangan moylash sharoitida tortib olish tendentsiyasini kamaytiradi.
Tugatishni qo'llash lazer bilan ishlov berish(pürüzlülük va to'lqinlarning mikroeritmasi) pürüzlülüğü 1,5 ... 2,5 barobar, nosimmetrikliklar bosqichlari - 4 barobargacha kamaytiradi. To'lqinlilikni kamaytirish natijasida sirt qatlamining aloqa qattiqligi 1,5 ... 2 marta oshadi, yo'riqnomalarning ishlash muddati 1,4 ... 1,6 marta kamayadi.
Katta eskirish holatlarida yo'riqnomalar ta'mirlanadi: tekislash yoki frezalash orqali, so'ngra getinaks B, vinilplast 10, tekstolit PT yoki PT-1 qoplamalarini o'rnatish, (qoplamalar BF-2, BF-4, epoksi elim yopishtirilgan) ); poliamidni (neylon va boshqalar) vorteks bilan püskürtmek; stirakrilni inyeksion kalıplama; metall qotishmalarining sirtini qoplash yoki metalllashtirish (guruch LTS38Mts2S2, monel metall, sink qotishmasi TsAM 10-5).
Yo'riqnomalarning jiddiy nuqsonlari va og'ir eskirishlari rejalashtirish yoki frezalash yoki ularning o'rniga tepalik yo'riqnomalarini o'rnatish va ularni murvat bilan mahkamlash orqali yo'q qilinadi.
Qo'llanmalarni tiklagandan so'ng, ularning geometrik aniqligi universal qurilmalar yordamida tekshiriladi.
Qo'llanma yotoqlarini ta'mirlashning ayrim usullarining murakkabligi va samaradorligi
A. G. Skhirtladze
"Ta'mirlash, tiklash, modernizatsiya" jurnali, 2002 yil 3-son
Biz ham tavsiya qilamiz
 Kommutatsiya quvvat manbai: ta'mirlash va takomillashtirish
Kommutatsiya quvvat manbai: ta'mirlash va takomillashtirish
 Nurni masofadan boshqarish
Nurni masofadan boshqarish
 Maktabgacha yoshdagi bolalar uchun suzish darslari
Maktabgacha yoshdagi bolalar uchun suzish darslari
 Usta uchun eslatmalar - uy-ro'zg'or signallari
Usta uchun eslatmalar - uy-ro'zg'or signallari
 Atmega8-dagi soat pervanesi
Atmega8-dagi soat pervanesi
 Qurilma va o'rni qo'llash misollari, o'rni to'g'ri tanlash va ulash Mikrokontroller va o'rni oddiy kommutatsiya sxemalari
Qurilma va o'rni qo'llash misollari, o'rni to'g'ri tanlash va ulash Mikrokontroller va o'rni oddiy kommutatsiya sxemalari