อุปกรณ์เสริมสำหรับเครื่องกลึง สิ่งที่แนบมากลึง
สิ่งที่แนบมาสำหรับเครื่องกลึงทำให้สามารถอำนวยความสะดวกในการทำงานบางอย่างและขยายฟังก์ชันการทำงานของเครื่องซีเรียลได้ อุปกรณ์สามารถผลิตได้ในโรงงาน ซึ่งบางบริษัทผลิตขึ้น หรือสามารถทำเองได้ที่บ้าน ในบทความนี้ ผมจะอธิบายหลายอย่าง แกดเจ็ตที่น่าสนใจซึ่งจะมีประโยชน์มากสำหรับช่างฝีมือที่มีเครื่องกลึงในโรงงานของเขา และอุปกรณ์ติดตั้งส่วนใหญ่สามารถทำด้วยมือได้
ติดตั้งแบบโฮมเมดสำหรับเครื่องกลึง
สิ่งที่แนบมามิลลิ่งสำหรับ กลึง .
เริ่มจากอุปกรณ์ที่จำเป็นและมีประโยชน์มากที่สุดซึ่งจะช่วยเปลี่ยนเครื่องกลึงธรรมดาให้กลายเป็นเครื่องกัดและขยายขีดความสามารถของผู้เชี่ยวชาญได้อย่างมาก อุปกรณ์เสริมสำหรับงานกัดแบบโฮมเมดนี้ออกแบบมาสำหรับเครื่องกลึง TV-4 และเด็กนักเรียนที่คล้ายกัน แต่อุปกรณ์ดังกล่าวทำได้ง่ายสำหรับเครื่องกลึงใด ๆ โดยการปรับขนาดตามขนาดของคาลิปเปอร์โดยเฉพาะ
เรียบง่ายแต่ การออกแบบที่แข็งแกร่งสิ่งที่แนบมากัดได้รับการพัฒนากลับใน ปีโซเวียตและตีพิมพ์ในนิตยสาร Modelist Constructor และด้วยความช่วยเหลือของสิ่งที่แนบมานี้ คุณสามารถทำการกัดเครื่องบินบนเครื่องกลึง ประมวลผลชิ้นส่วนต่างๆ ตามรูปร่าง และสุ่มตัวอย่างร่องและร่องต่างๆ
และโดยทั่วไปแล้ว เป็นไปได้ที่จะประมวลผลพื้นผิวใดๆ ของชิ้นส่วนที่มีดอกกัดปลายและปาดหน้า เนื่องจากการเคลื่อนย้ายและการรองรับของเครื่องจักรเคลื่อนที่ไปตามพิกัดสามพิกัด แคร่ตลับหมึกจะเคลื่อนที่ในระนาบแนวตั้ง และตัวยึดสำหรับยึดจะเคลื่อนที่เข้า ระนาบแนวนอน
ดังที่เห็นได้จากภาพวาด ส่วนหลักของฟิกซ์เจอร์คือขายึดที่ยึดกับฐานรองกลึง แทนที่จะเป็นรางเลื่อน (เลื่อน) ของฟีดตามยาวขนาดเล็ก และตัวป้อนตามยาวขนาดเล็กนั้นจะถูกลบออกจากส่วนรองรับเครื่องจักรและยึดด้วยสลักเกลียวสองตัวที่ผนังด้านหน้าของโครงยึดในแนวตั้ง และช่วยให้คุณเคลื่อนย้ายชิ้นงานในแนวตั้งได้
สามารถใช้ที่จับเครื่องมือเพื่อยึดในนั้นได้ ไม่ใช่คัตเตอร์ แต่เป็นชิ้นส่วนแบนบางประเภทที่จะทำการกัด หรือคุณสามารถถอดที่จับเครื่องมือแล้วใช้คีมจับแบบโฮมเมดแทนได้ หากชิ้นงานมีขนาดใหญ่กว่า
นอกจากนี้ แทนที่จะจับเครื่องมือ มันเป็นไปได้ที่จะแก้ไขไม่ใช่รอง แต่จับจากเครื่องกลึงขนาดเล็กบนแกนมาตรฐาน ถ้าชิ้นส่วนที่จะกัดเป็นทรงกระบอกและไม่แบน หรือใช้แผ่นปิดหน้าจากชุดกลึงแทนหัวจับ และเป็นรุ่นที่มีแผ่นปิดหน้า 3 (มีหมุด 4) ที่แสดงในรูปวาดด้านล่าง
 แผ่นปิดหน้าติดตั้งอยู่บนสตั๊ดปกติสำหรับตัวจับยึดเครื่องมือและยึดด้วยน็อต ชิ้นงานถูกยึดเข้ากับหน้ากากแล้วโดยใช้ที่หนีบ 4 ตามปกติ โดยทั่วไป อาจมีตัวเลือกหลายตัวในการยึดชิ้นงาน ขึ้นอยู่กับการกำหนดค่าและขนาดของชิ้นงาน
แผ่นปิดหน้าติดตั้งอยู่บนสตั๊ดปกติสำหรับตัวจับยึดเครื่องมือและยึดด้วยน็อต ชิ้นงานถูกยึดเข้ากับหน้ากากแล้วโดยใช้ที่หนีบ 4 ตามปกติ โดยทั่วไป อาจมีตัวเลือกหลายตัวในการยึดชิ้นงาน ขึ้นอยู่กับการกำหนดค่าและขนาดของชิ้นงาน
แท่นยึดถูกตัดด้วยเครื่องบดจากเหล็กแผ่นธรรมดาที่มีความหนา 8 มม. จากนั้นผนังด้านหน้า 1 ผนังด้านข้าง 2 และฐาน 3 จะเชื่อมเข้าด้วยกันด้วยการเชื่อมด้วยไฟฟ้า แน่นอนว่าเมื่อทำการเชื่อม เราคำนึงถึงการรักษามุมฉากเสมอ
เมื่อเชื่อมโครงยึด โดยใช้ดอกสว่านและดอกกัด เราจะทำรูตรงกลางและทำรูสำหรับติดขายึดเข้ากับก้ามปูของเครื่องจักรโดยใช้กระดุมและน็อต M8 มาตรฐาน ในการจัดโครงยึดบนฐานรองเครื่องให้อยู่ตรงกลาง ให้ใช้แหวนรอง 4 ซึ่งเชื่อมเข้ากับแผ่นด้านล่างและมองเห็นได้ชัดเจนในรูปวาดด้านบน
ต้องขอบคุณร่องรูปครึ่งวงกลมที่ผนังด้านหน้า 1 ของโครงยึด ซึ่งทำ 30º ในแต่ละทิศทาง จึงสามารถเลื่อนแคร่ตลับหมึกแบบตายตัวและชิ้นส่วนในระนาบแนวตั้งได้ 30º ในทิศทางที่ต่างกัน ซึ่งขยายความเป็นไปได้ ของการแปรรูปชิ้นงานด้วยหัวกัดในมุมต่างๆ
และต้องขอบคุณร่องปกติในคาลิปเปอร์ ทำให้คอนโซลทั้งหมดสามารถติดตั้งในระนาบแนวนอนได้ โดยใช้มาตราส่วนมาตรฐานเป็นองศาบนคาลิปเปอร์ โดยทั่วไป จะสามารถเลื่อนและยึดชิ้นงานในระนาบทั้งสอง และเคลื่อนย้ายระหว่างการประมวลผลทั้งในแนวตั้งและแนวนอน
หัวกัดสำหรับการประมวลผลชิ้นส่วนได้รับการแก้ไขในหัวจับกลึงทั่วไป และหากหัวกัดมีด้ามเรียวที่ตรงกับเทเปอร์มอร์สในสปินเดิลของเครื่อง คุณก็สามารถถอดหัวจับและยึดหัวกัดเข้ากับสปินเดิลของเครื่องจักรได้โดยตรง .
และเพื่อให้ติดตามการเคลื่อนไหวของคัตเตอร์ได้อย่างแม่นยำนั้นไม่เจ็บที่จะทำที่วางแท็บเล็ตสำหรับภาพวาด 7 ซึ่งตัวชี้การติดตาม 8 จะเลื่อนจับจ้องอยู่ที่ส่วนรองรับเครื่องและแสดงในรูป
คุณจะขยายฟังก์ชันการทำงานของเครื่องกลึงได้มากโดยการสร้างอุปกรณ์จับยึดแบบง่ายๆ
อุปกรณ์สำหรับการเคลื่อนไหวที่ราบรื่นของส่วนท้าย
อุปกรณ์ที่เรียบง่ายนี้ทำให้สามารถเคลื่อนย้าย tailstock ได้อย่างราบรื่นและด้วย ต้นทุนขั้นต่ำ. และคุณจะต้องใช้อุปกรณ์ดังกล่าว เช่น สำหรับการเจาะรูที่ลึกมาก เนื่องจากการเคลื่อนที่ของปากกาขนนกบนเครื่องจักรขนาดเล็กเพียง 50-60 มม. และถ้าเครื่องกลึงมีขนาดใหญ่พอ ก็เคลื่อนย้าย tailstock ที่มีน้ำหนักมากได้อย่างง่ายดาย
 ในการเริ่มต้น เราเจาะรูสองสามรูในเพลทท้ายรถที่ด้านข้าง แล้วตัดเกลียว M 10 หรือ M12 เข้าไปด้วยการแตะ นอกจากนี้ โดยใช้รูเหล่านี้กับเพลทท้ายรถ เราโบลต์ฉากยึดมุมที่ทำเอง 1 (ดูรูป) ซึ่งลูกกลิ้ง 4 และ 5 หมุน เฟืองขับ 3 และที่จับไดรฟ์ 2 ติดตั้งอยู่บนลูกกลิ้ง 4
ในการเริ่มต้น เราเจาะรูสองสามรูในเพลทท้ายรถที่ด้านข้าง แล้วตัดเกลียว M 10 หรือ M12 เข้าไปด้วยการแตะ นอกจากนี้ โดยใช้รูเหล่านี้กับเพลทท้ายรถ เราโบลต์ฉากยึดมุมที่ทำเอง 1 (ดูรูป) ซึ่งลูกกลิ้ง 4 และ 5 หมุน เฟืองขับ 3 และที่จับไดรฟ์ 2 ติดตั้งอยู่บนลูกกลิ้ง 4
และบนลูกกลิ้ง 5 ล้อเฟืองขับเคลื่อน 6 และล้อ 7 ที่มีเส้นผ่านศูนย์กลางเล็กกว่าจะถูกติดตั้ง ซึ่งทำงานบนชั้นวางเกียร์มาตรฐานของเตียงเครื่องและด้วยเหตุนี้จึงขับเคลื่อนส่วนท้ายของตัวเครื่อง หากต้องการ คุณยังสามารถทำปลอกหุ้มขนาดเล็กจากพลาสติกดีบุกหรือแผ่น ซึ่งจะปิดบังเฟืองจากฝุ่นซึ่งควรหล่อลื่น
อุปกรณ์สำหรับยึดดอกสว่านบนตัวรองรับเครื่องจักร .
สิ่งที่แนบมากับเครื่องกลึงนี้จะมีประโยชน์เช่นกันหากคุณต้องการเจาะรูให้ลึกเพียงพอด้วยดอกสว่านยาว นอกจากนี้ ยังช่วยให้คุณถอดดอกสว่านออกจากรูเป็นระยะๆ เพื่อขจัดเศษและหล่อลื่นดอกสว่านได้อย่างรวดเร็ว
ท้ายที่สุดแล้วความเร็วของการเคลื่อนที่ของปากกาขนนก tailstock นั้นเล็กมากและความเร็วของการเคลื่อนที่ตามยาว (ฟีดทางกล) ของคาลิปเปอร์นั้นสูงกว่ามาก และอุปกรณ์นี้จะเพิ่มประสิทธิภาพของชิ้นส่วนเจาะโดยเฉพาะอย่างยิ่งหากมีจำนวนมากและหากความลึกของรูมีนัยสำคัญ
 พื้นฐานของฟิกซ์เจอร์คือตัวจับดอกสว่าน 1 (ดูรูป) ซึ่งติดอยู่ในด้ามเครื่องมือของเครื่อง ตัวจับยึดมีรูเรียวสำหรับยึดด้ามเรียวของหัวจับดอกสว่านหรือดอกสว่านที่มีด้ามเรียว
พื้นฐานของฟิกซ์เจอร์คือตัวจับดอกสว่าน 1 (ดูรูป) ซึ่งติดอยู่ในด้ามเครื่องมือของเครื่อง ตัวจับยึดมีรูเรียวสำหรับยึดด้ามเรียวของหัวจับดอกสว่านหรือดอกสว่านที่มีด้ามเรียว
แน่นอน แกนของรูเรียวของที่จับสำหรับดอกสว่าน (หรือหัวจับ) ต้องตรงกับแกนของแกนหมุนของหัวจับของเครื่องกลึง ควรคำนึงถึงสิ่งเดียวกันเมื่อทำการยึดที่จับดอกสว่านในที่จับเครื่องมือของเครื่อง เนื่องจากการเยื้องศูนย์เพียงเล็กน้อย คุณภาพของการเจาะ การแตกของผนังของรู และการแตกของดอกสว่านก็เป็นไปได้
การป้อนเมื่อเจาะรูในส่วนต่างๆ กระทำโดยการเคลื่อนที่ตามยาวของสไลด์ก้ามปู และข้อดีของอุปกรณ์นี้ตามที่กล่าวไว้ข้างต้นคือความเร็วในการเคลื่อนที่ของเครื่องมือตัดที่สูงขึ้น โดยเฉพาะอย่างยิ่งเมื่อคุณต้องเจาะรูลึกและต้องถอดดอกสว่านออกบ่อยครั้งเพื่อขจัดเศษ
เมื่อทำที่จับสว่านนั้นไม่จำเป็นต้องทำให้ลำตัวเป็นทรงกระบอกเหมือนในรูปมันเป็นไปได้ที่จะสร้างร่างกายในรูปแบบของแท่งและง่ายกว่ามาก เครื่องกัด. แต่ก็ยังเป็นไปได้ที่จะสร้างตัวเครื่องทรงกระบอกบนเครื่องกลึง แล้วเชื่อมแผ่นที่มีความหนา 10–15 มม. เข้ากับด้านข้าง ซึ่งฟิกซ์เจอร์จะถูกจับยึดในที่จับเครื่องมือของเครื่องกลึง
ปรับปรุงผู้ถือแม่พิมพ์ .
เมื่อทำเกลียวด้วยดายซึ่งติดตั้งอยู่ในตัวจับยึดไดย์ทั่วไป มักจะได้เกลียวที่ตัดแล้ว คุณภาพไม่ดีเนื่องจากเครื่องมือตัดไม่ตรงแนว เพื่อหลีกเลี่ยงปัญหานี้ ในตอนเริ่มต้นของการกลึงเกลียว คุณจะต้องรองรับตัวจับยึดดายแบบธรรมดาที่มีปลายหางปลาเสมอ
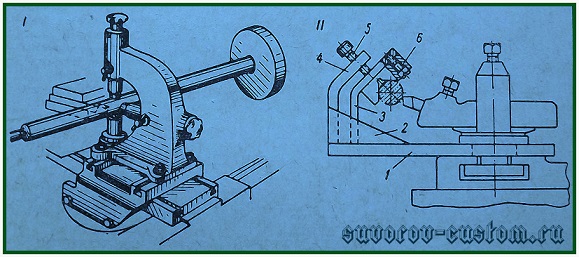
อย่างไรก็ตาม การทำเกลียวทำได้เร็วกว่าและสะดวกกว่ามากโดยใช้ตัวจับยึดแม่พิมพ์ที่ปรับปรุงแล้ว ซึ่งคุณสามารถสร้างตัวเองบนเครื่องกลึงเดียวกันได้ รูปทางซ้ายแสดงการออกแบบตัวจับยึดแม่พิมพ์แบบใดแบบหนึ่ง
 ใส่แมนเดรล 1 ที่มีด้ามเรียวเข้าไปในรูเรียวของปากกาขนนกปลายหาง บนแมนเดรล มีการติดตั้งกระจก 2 และปลอกแบบเปลี่ยนได้ 4 อย่างอิสระ (แต่มีช่องว่างขั้นต่ำ) ซึ่งดายจะยึดด้วยสกรู ส่วนท้ายของเครื่องมือถูกนำไปที่ชิ้นงานที่หมุนได้ นอกจากนี้ การเคลื่อนที่ของเครื่องมือทำได้โดยการขยับปากกา
ใส่แมนเดรล 1 ที่มีด้ามเรียวเข้าไปในรูเรียวของปากกาขนนกปลายหาง บนแมนเดรล มีการติดตั้งกระจก 2 และปลอกแบบเปลี่ยนได้ 4 อย่างอิสระ (แต่มีช่องว่างขั้นต่ำ) ซึ่งดายจะยึดด้วยสกรู ส่วนท้ายของเครื่องมือถูกนำไปที่ชิ้นงานที่หมุนได้ นอกจากนี้ การเคลื่อนที่ของเครื่องมือทำได้โดยการขยับปากกา
เมื่อสัมผัสกับชิ้นส่วน กระจก 2 จะถูกกันไม่ให้หมุนด้วยที่จับ 3 ซึ่งคุณสามารถวางท่อไว้บนโครงเครื่องได้ ถ้วย 2 เคลื่อนที่ได้อย่างอิสระตามแกนหมุน 1 ระหว่างการร้อยด้าย เมื่อสิ้นสุดการกลึงเกลียว การหมุนของสปินเดิลของเครื่องจักรจะกลับด้านและเครื่องมือจะเคลื่อนออกจากชิ้นส่วน
สำหรับผู้ที่ไม่มีการหมุนรอบเล็กน้อย เป็นการดีที่สุดที่จะตัดเกลียวโดยการหมุนแกนหมุนของเครื่องด้วยตนเอง โดยใช้หัวจับ หรือใช้ด้ามจับพิเศษที่สอดจากด้านหลังของแกนหมุน
อุปกรณ์สำหรับการเจาะและต๊าปพร้อมกัน .
ฟิกซ์เจอร์สำหรับเครื่องกลึงที่ให้คุณเจาะรูและตัดเกลียวนอกได้พร้อมกันในการติดตั้งเครื่องมือครั้งเดียวดังแสดงในรูปด้านล่าง
 แมนเดรล 4 ของอุปกรณ์นี้ถูกเสียบเข้าไปในปากกาขนนกของส่วนท้ายของเครื่องกลึงด้วย ด้านหน้าแมนเดรลมีรังสำหรับซ่อมดอกสว่าน และแกนหมุนด้านนอกที่เคลื่อนย้ายได้ 2 จะวางบนแกนหมุน 4 และเคลื่อนไปตามทิศทางแกน คีย์ 3 ทำให้ไม่หมุน
แมนเดรล 4 ของอุปกรณ์นี้ถูกเสียบเข้าไปในปากกาขนนกของส่วนท้ายของเครื่องกลึงด้วย ด้านหน้าแมนเดรลมีรังสำหรับซ่อมดอกสว่าน และแกนหมุนด้านนอกที่เคลื่อนย้ายได้ 2 จะวางบนแกนหมุน 4 และเคลื่อนไปตามทิศทางแกน คีย์ 3 ทำให้ไม่หมุน
ที่ส่วนหน้าของแมนเดรลด้านนอกจะมีรูสำหรับปลอกที่ถอดเปลี่ยนได้ด้วยดาย และมีสกรู 1 ที่ยึดไว้ หลังจากใส่แมนเดรลด้านในเข้าไปในปากกาขนนก tailstock แหวน 5 ที่มีด้ามจับ 6, แมนเดรลด้านนอก 2 จะถูกวางบนแมนเดรลและเจาะและดาย
เมื่อสิ้นสุดการเจาะ โดยไม่ต้องถอดดอกสว่านออกจากรู เราจะเปลี่ยนความเร็วของแกนหมุนเป็นตัวเลขที่สอดคล้องกับการร้อยเกลียว แมนเดรลด้านนอกป้อนด้วยมือจากขวาไปซ้าย ในกรณีนี้ เกลียวนั้นถูกต้องและมีศูนย์กลางอยู่ที่ รูเจาะ. ที่ส่วนท้ายของเกลียวและเมื่อเปลี่ยนทิศทางการหมุนของสปินเดิลของเครื่องจักร แมนเดรลด้านนอกจะเคลื่อนที่กลับกันจากซ้ายไปขวา
มีการอธิบายอุปกรณ์อะแดปเตอร์แบบโฮมเมดที่เรียบง่ายแต่มีประโยชน์อีกเครื่องหนึ่งไว้ในที่นี้ และจะช่วยแก้ไขหัวกัดที่หนากว่าซึ่งไม่พอดีกับตัวจับยึดเครื่องมือกลึงทั่วไป
สรุปว่า อุปกรณ์ทำเองสำหรับงานกลึงฉันเผยแพร่วิดีโออื่นจากช่องกำหนดเอง suvorov ของฉันซึ่งฉันแสดงอีกวิดีโอที่เรียบง่าย แต่มาก อุปกรณ์ที่มีประโยชน์ซึ่งคุณสามารถวางชิ้นงานให้อยู่ตรงกลางได้อย่างรวดเร็ว จากนั้นจึงหนีบเข้ากับหัวจับกลึง
อุปกรณ์ติดตั้งในโรงงานสำหรับเครื่องกลึง.
มีอุปกรณ์โรงงานจำนวนมาก แต่ฉันจะอธิบายอุปกรณ์ที่ใช้บ่อยและมีประโยชน์มากที่สุด
ไม้บรรทัดทรงกรวยสากล .
 ใช้สำหรับแปรรูปพื้นผิวทรงกรวยบนเครื่องกลึง ไม้บรรทัดถูกติดตั้งขนานกับกำเนิดของพื้นผิวรูปกรวยและ ส่วนบนคาลิปเปอร์กลึงหมุนได้ 90 องศา
ใช้สำหรับแปรรูปพื้นผิวทรงกรวยบนเครื่องกลึง ไม้บรรทัดถูกติดตั้งขนานกับกำเนิดของพื้นผิวรูปกรวยและ ส่วนบนคาลิปเปอร์กลึงหมุนได้ 90 องศา
การอ่านมุมการหมุนของไม้บรรทัดรูปกรวยนั้นทำขึ้นตามส่วนต่างๆ (มิลลิเมตรหรือเชิงมุม) ที่ทำเครื่องหมายไว้บนมาตราส่วน มุมการหมุนของไม้บรรทัดต้องเท่ากับมุมของความชันของกรวย
และถ้ามาตราส่วนของไม้บรรทัดไม่มีหน่วยองศา แต่มีหน่วยมิลลิเมตร ปริมาณการหมุนของไม้บรรทัดจะถูกกำหนดโดยสูตรใดสูตรหนึ่งที่เผยแพร่ด้านล่าง:

โดยที่ h คือจำนวนหน่วยมิลลิเมตรตามมาตราส่วนของไม้บรรทัดรูปกรวย
และ H คือระยะทางจากแกนหมุนของไม้บรรทัดถึงจุดสิ้นสุดซึ่งไม่มีมาตราส่วน ตัวอักษร D คือเส้นผ่านศูนย์กลางที่ใหญ่ที่สุดของกรวย ตัวอักษร d คือเส้นผ่านศูนย์กลางที่เล็กที่สุดของกรวย ตัวอักษร L คือความยาวของกรวย ตัวอักษร α คือมุมของเรียว และตัวอักษร R คือเรียว
ที่พักนิ่งคงที่และเคลื่อนย้ายได้ .
ออกแบบมาสำหรับการประมวลผลเพลาที่ไม่แข็ง (บาง) ส่วนที่เหลือที่มั่นคงดังแสดงในรูปประกอบด้วยตัวเหล็กหล่อ 1 ซึ่งฝาครอบบานพับ 6 ถูกยึดด้วยสลักเกลียว 4 ซึ่งอำนวยความสะดวกในการติดตั้งชิ้นส่วน ฐานของที่พักพิงที่มั่นคงมีรูปร่างที่สอดคล้องกับแนวนำของเตียงซึ่งได้รับการแก้ไขโดยใช้แถบ 2 และสลักเกลียว 3
กล้องสองตัว 8 เคลื่อนที่ในร่างกายโดยใช้สลักเกลียวปรับ 9 และลูกเบี้ยว 7 ตัวหนึ่งเคลื่อนที่ในฝาครอบ สกรู 5 ใช้สำหรับยึดลูกเบี้ยวในตำแหน่งที่ต้องการ อุปกรณ์ดังกล่าวช่วยให้คุณสามารถติดตั้งเพลาที่มีเส้นผ่านศูนย์กลางต่างๆ พักผ่อน.
แต่ส่วนที่เหลือคงที่ที่ทันสมัย (ดูรูปด้านล่าง) นั้นมีประสิทธิภาพมากกว่ามากซึ่งลูกเบี้ยวแข็งที่ต่ำกว่าจะถูกแทนที่ด้วยตลับลูกปืน 8 พวกเขาจะถูกปรับตามเส้นผ่านศูนย์กลางของพื้นผิวที่จะกลึงโดยใช้เพลาควบคุมที่อยู่ตรงกลาง หรือโดยส่วนนั้นเอง
 หลังจากนั้น ฝา 2 ของขอบวงแหวนรอบด้านจะลดลงและเมื่อปรับตำแหน่งของแกนหมุน 5 ด้วยน็อต 4 ฝาจะถูกติดตั้งเพื่อให้ช่องว่างระหว่างฐานรองสีกับฝาปิดอยู่ที่ 3-5 มม. ตำแหน่งของแกน 5 นี้ได้รับการแก้ไขด้วยน็อตล็อค 3
หลังจากนั้น ฝา 2 ของขอบวงแหวนรอบด้านจะลดลงและเมื่อปรับตำแหน่งของแกนหมุน 5 ด้วยน็อต 4 ฝาจะถูกติดตั้งเพื่อให้ช่องว่างระหว่างฐานรองสีกับฝาปิดอยู่ที่ 3-5 มม. ตำแหน่งของแกน 5 นี้ได้รับการแก้ไขด้วยน็อตล็อค 3
จากนั้นเมื่อใช้แรงนอกรีต 1 ฝาครอบจะถูกกดลงที่ฐานของส่วนที่เหลือที่มั่นคง ในขณะที่ภายใต้การกระทำของสปริง 6 ตลับลูกปืนด้านบน 7 จะกดชิ้นงานด้วยแรง ส่วนที่ขาดไม่ได้ถูกรับรู้โดยตลับลูกปืน แต่ในสปริง 6 ซึ่งทำหน้าที่เป็นโช้คอัพ
lunettes ที่เคลื่อนย้ายได้ ซึ่งแตกต่างจากที่พักแบบคงที่ซึ่งติดตั้งอยู่บนเครื่องควบคุม นอกจากนี้ยังมีที่พักแบบคงที่ที่เคลื่อนย้ายได้ (ดูรูปด้านล่าง) ซึ่งติดตั้งอยู่บนแคร่คาลิปเปอร์
 เนื่องจากที่พักนิ่งที่เคลื่อนที่ได้นั้นจับจ้องอยู่ที่แคร่ก้ามปู จึงเคลื่อนที่ไปพร้อมกับมันตามชิ้นงาน ไล่ตามคัตเตอร์ ดังนั้นมันจึงรองรับชิ้นส่วนโดยตรงที่จุดที่ใช้แรงและปกป้องจากการโก่งตัว
เนื่องจากที่พักนิ่งที่เคลื่อนที่ได้นั้นจับจ้องอยู่ที่แคร่ก้ามปู จึงเคลื่อนที่ไปพร้อมกับมันตามชิ้นงาน ไล่ตามคัตเตอร์ ดังนั้นมันจึงรองรับชิ้นส่วนโดยตรงที่จุดที่ใช้แรงและปกป้องจากการโก่งตัว
ส่วนที่เหลือแบบเคลื่อนย้ายได้ใช้สำหรับการกลึงละเอียด ชิ้นส่วนยาว. มีกล้องสองสามตัว พวกเขาจะขยายและแก้ไขในลักษณะเดียวกับลูกเบี้ยวของดวงสีแบบตายตัว
กล้องควรได้รับการหล่อลื่นอย่างดีเพื่อไม่ให้เกิดการเสียดสีมากเกินไป เพื่อลดแรงเสียดทาน ปลายลูกเบี้ยวทำด้วยเหล็กหล่อ บรอนซ์หรือทองเหลือง ยังดีกว่าแทนที่จะใช้ลูกเบี้ยวให้ใช้ลูกกลิ้งจากตลับลูกปืน
และโดยสรุป ผู้ที่ต้องการสามารถรับชมวิดีโอด้านล่างว่าฉันได้บันทึกเครื่องจักรที่มีความแม่นยำสูงเป็นพิเศษ 16B05A จากเศษโลหะได้อย่างไร
และต่ำกว่านั้นเล็กน้อย ฉันโพสต์วิดีโอเกี่ยวกับอุปกรณ์แบ่งแบบโฮมเมดสำหรับเครื่องกลึง TV 4 ของฉัน ซึ่งฉันทำในเวลาเพียงไม่กี่ชั่วโมง
แม้แต่ด้านล่างก็มีการแสดงและบอกเกี่ยวกับการคืนค่าทีวีเครื่องของฉัน - 4
ดูเหมือนว่าจะเป็นทั้งหมด แน่นอนว่าไม่ใช่อุปกรณ์ติดตั้งสำหรับเครื่องกลึงทั้งหมดที่ได้รับการตีพิมพ์ที่นี่ แต่หากอย่างน้อยอุปกรณ์ที่ตีพิมพ์ในบทความนี้ปรากฏในเวิร์กช็อปของคุณ ความเป็นไปได้ของเวิร์กช็อปของคุณจะขยายออกไปอย่างมากและประสบความสำเร็จอย่างสร้างสรรค์สำหรับทุกคน
เครื่องมือที่ใช้กันอย่างแพร่หลายมากที่สุดสำหรับงานกลึงและงานเจียรคือ ศูนย์ ขากรรไกร และหัวจับคอลเลทซึ่งใช้ในงานอื่นๆด้วย (เช่น งานเจาะ)
ในรูป 122 แสดงการออกแบบจุดศูนย์กลางของเครื่องกลึง: ปกติ (รูปที่ 122, α) โดยมีปลายเป็นทรงกลม (รูปที่ 122, b) ใช้เมื่อเส้นกึ่งกลางของชิ้นงานถูกชดเชยโดยสัมพันธ์กับเส้นศูนย์ของ ตัวเครื่องแบบ half-center (รูปที่ 122, c) ทำให้สามารถรวมการกลึงตามยาวด้านนอกและการตัดแต่งปลายเข้าด้วยกันได้ เพื่อเพิ่มความต้านทานการสึกหรอของศูนย์ พวกเขาจะเสริมด้วยโลหะผสมแข็งหรือพื้นผิวของกรวยเป็นโลหะ
เนื่องจากความร้อนในระหว่างกระบวนการตัดซึ่งทำให้ชิ้นงานยาวขึ้น แรงจับยึดจึงเปลี่ยนไป เพื่อให้แรงจับยึดคงที่ ตัวชดเชยจะอยู่ในส่วนท้าย การออกแบบต่างๆ: สปริง นิวแมติก และไฮดรอลิก ซึ่งช่วยให้คุณขยับปากกาขนนกได้เล็กน้อยเมื่อชิ้นงานได้รับความร้อน มักใช้ตัวชดเชยดังกล่าวเมื่อทำการยึดชิ้นงานในศูนย์หมุน
เพื่อป้องกันการโก่งตัวของช่องว่างเพลาที่ไม่แข็ง มีการใช้ส่วนรองรับเพิ่มเติม lunettesแบบเคลื่อนย้ายได้หรือแบบตายตัว การออกแบบทั่วไปของที่พักนิ่งคงที่แบบสากลทั่วไปไม่เป็นไปตามข้อกำหนดของการตัดเฉือนความเร็วสูง เนื่องจากลูกเบี้ยวที่พักแบบมั่นคงที่ทำจากทองแดงหรือเหล็กหล่อจะสึกหรออย่างรวดเร็ว และเกิดช่องว่างในส่วนต่อประสานกับชิ้นงาน ซึ่งทำให้เกิดการสั่นสะท้าน V. K. Seminsky เสนอให้ปรับปรุงดวงสีให้ทันสมัย (รูปที่ 123)ที่ฐาน 1 ของที่พักคงที่แทนที่จะติดตั้งตลับลูกปืน 7 และซ็อกเก็ตลูกเบี้ยวในฝาครอบ 2 ถูกเบื่อและเสียบก้าน 4 พร้อมสปริง 5 เข้าไปในนั้น ต่างหู 6 พร้อมตลับลูกปืนสองตัวคือ แก้ไขบนคัน ตลับลูกปืนของฐานที่พักคงที่จะถูกปรับตามเส้นผ่านศูนย์กลางตามลูกกลิ้งควบคุมที่ติดตั้งตรงกลางหรือตามชิ้นงาน
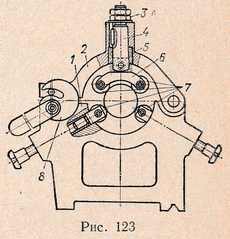
จากนั้นใส่ฝาครอบ 2 ของส่วนที่เหลือคงที่และตำแหน่งของแกน 4 ถูกปรับด้วยน็อต 3 เพื่อให้ช่องว่างระหว่างฐานและฝาครอบ คือ 3…5 mmหลังจากนั้นกดฝาประหลาด 8 ในกรณีนี้ สปริง 5 ถูกบีบอัด และลูกปืนที่ติดตั้งในต่างหูจะเริ่มกดชิ้นงานกับลูกปืนฐานด้วยแรง
สปริง 5 รับรู้ถึงการตีเนื่องจากการตกไข่และความหนาที่ไม่เท่ากันของส่วนต่างๆ ของชิ้นงานด้วยการออกแบบที่พักที่มั่นคงนี้ ซึ่งทำหน้าที่เป็นโช้คอัพ
อุปกรณ์ทั่วไปสำหรับส่งแรงบิดไปยังชิ้นงานบนแกนหมุนของ headstock คือ สายจูง: แคลมป์, ลวดเย็บกระดาษ, แมนเดรลสำหรับการขับขี่, แผ่นปิดหน้า, หัวจับสำหรับขับขี่, หัวจับลูกเบี้ยว, อุปกรณ์แคลมป์คอลเล็ต
แคลมป์แบบธรรมดาและแบบขันแน่นเองมีการใช้งานจำกัด เนื่องจากต้องใช้เวลาในการติดตั้งมาก ดังนั้นจึงมักใช้แมนเดรลสำหรับขับที่ขันให้แน่น ในกรณีนี้ คุณสามารถติดตั้งและถอดชิ้นงานขณะหมุนแกนหมุนได้ชิ้นงานที่ติดตั้งในศูนย์จะถูกย้ายไปทางซ้ายโดยการกดปากกาขนนก ส่วนท้าย ในขณะที่ฟันของสายจูงถูกกดเข้าไปที่ส่วนท้ายของชิ้นงาน ซึ่งช่วยให้มั่นใจได้ถึงการส่งแรงบิดจากแกนหมุนไปยังชิ้นงาน 
ในบรรดาหัวจับที่ใช้สำหรับยึดและจับยึดชิ้นงานบนเครื่องกลึงนั้น หัวจับแบบสามขากรรไกรที่มีจุดศูนย์กลางตัวเองเป็นหัวจับประเภทที่พบได้บ่อยที่สุด ในการแก้ไขชิ้นงานที่ไม่สมมาตร มักใช้หัวจับแบบสี่ขากรรไกรโดยมีการเคลื่อนตัวของลูกเบี้ยวแต่ละตัวด้วยสกรูอย่างอิสระ
เมื่อวางชิ้นงานบนพื้นผิวด้านใน จะใช้แมนเดรลแบบขยายได้พร้อมตัวขับลม การออกแบบที่โดดเด่นที่สุดของหัวจับแบบใช้แรงลมคือหัวจับที่แสดงในรูปที่ 124 ในการออกแบบนี้ คุณสามารถติดตั้งและถอดชิ้นงานได้โดยไม่ต้องหยุดแกนหมุนของเครื่องจักร เชยติดตั้งศูนย์ลอยตัวแบบล็อคอัตโนมัติลูกสูบ 7 ติดตั้งอยู่ในรูของตัวเครื่องในร่องซึ่งมีเฟือง 5 หมุนอยู่บนแกน 6 ที่กดเข้าไปในลูกสูบ 7 เกียร์ 5 ยึดกับชั้นวาง 8 แฉกซึ่งมีมุมเอียงด้วย ความช่วยเหลือของไม้กางเขนแทรก 4 ซึ่งอยู่ในร่องของบล็อก 3 ย้ายแผ่นด้วยลูกเบี้ยวประหลาดไปยังชิ้นงานที่หนีบ แคม 1 หมุนบนเพลา 2 แก้ไขเป็นบล็อก 3ตรงกลางของคาร์ทริดจ์มีปลอกหุ้ม 14 พร้อมคาร์ทริดจ์แบบลอย 16 ที่เชื่อมต่ออย่างแน่นหนากับตัวคาร์ทริดจ์ หัว 10 เชื่อมต่อกับแกนของกระบอกสูบนิวเมติกของตัวโยก 9 
เมื่อทำการหนีบ หัว 10 จะดันลูกสูบ 7 และป้อนปลอกหุ้ม 15 ไปข้างหน้า โดยนั่งบนปลอกหุ้ม 14 ลูกเบี้ยว 1 ถูกกดเข้ากับสกรูหยุด 12 ด้วยลูกสูบสปริง 11 ซึ่งทำให้มั่นใจได้ว่าส่วนตรงกลางของพื้นผิวลูกเบี้ยวและ จับชิ้นงานสัมผัส เมื่อลูกเบี้ยว 1 ชนกับชิ้นงาน เกียร์ 5 กลิ้งทับฟันของเวดจ์แร็ค 8 ย้ายปลอก 15 ซึ่งยึดแกนกลาง 16 ด้วยลำตัวและลูกบอลสามลูก .
ในรูป 125 แสดงการออกแบบส่วนท้ายของเครื่องกลึงที่มีศูนย์กลางการหมุนในตัวและกระบอกสูบนิวเมติกสำหรับเคลื่อนย้ายปากกา อุปกรณ์นี้ช่วยให้คุณลดเวลาที่ใช้ในการเคลื่อนย้ายขนนกปากกาขนนก 2 เคลื่อนที่ด้วยศูนย์กลางการหมุน 1 โดยใช้ก้าน 3 และลูกสูบ 5 ของกระบอกสูบนิวแมติก 4 เมื่ออากาศอัดเข้าสู่ช่องด้านขวาของกระบอกสูบ ลูกสูบเคลื่อนที่ไปทางซ้าย ดันปากกาไปที่ชิ้นงาน กำลังประมวลผลด้วยก้าน
กระบอกลม 4 ถูกยึดอย่างแน่นหนากับลำตัวส่วนท้าย ด้วยความช่วยเหลือของวาล์วกระจาย 6 ไดรฟ์จะถูกควบคุม
ในการประมวลผลชิ้นงานบนเครื่องกลึง จะใช้หัวจับสามขาแบบใช้ลมพร้อมปากจับแบบปรับได้ การใช้ปากจับแบบปรับได้นั้นเกิดจากความจำเป็นในการประมวลผลชิ้นงานขนาดต่างๆการจัดเรียงลูกเบี้ยว (หรือแผ่นรอง) ใหม่บ่อยครั้งทำให้จำเป็นต้องหมุนหรือเจียร ซึ่งทำให้เปลี่ยนได้ยากโดยธรรมชาติ โดยเฉพาะอย่างยิ่งในระหว่างวันทำงาน แสดงในรูป การออกแบบ 126 ไม่เพียงแต่ปรับขากรรไกรตามรูปร่างของชิ้นงานหรือขนาดของชิ้นงานเท่านั้น แต่ยังสามารถปรับหัวจับให้ทำงานได้อย่างรวดเร็วอีกด้วย ศูนย์ ในร่างกาย 2 ของคาร์ทริดจ์มีคัปปลิ้ง 1 เชื่อมต่อด้วยเกลียวกับแกนขับเคลื่อนนิวเมติกปลายด้านยาวของคันโยกทั้งสาม 3 เข้าสู่ร่องของคัปปลิ้ง และปลายด้านสั้นจะเข้าไปในร่องของตัวเลื่อน 4 ที่เชื่อมต่อด้วยสกรู 5 กับลูกเบี้ยว 6. ความเสี่ยงวงแหวน 7 ถูกนำไปใช้กับพื้นผิวด้านท้ายของคาร์ทริดจ์ และ มีการแบ่งแยกบนลูกเบี้ยวที่ให้คุณติดตั้งกล้องล่วงหน้าได้ เมื่อเปลี่ยนหัวจับให้ทำงานที่จุดศูนย์กลาง ปลอกตัวต่อที่มีจุดศูนย์กลางแบบปกติจะถูกเสียบเข้าไปในรูตรงกลาง และใช้ลูกเบี้ยวตัวใดตัวหนึ่งเป็นสายจูง
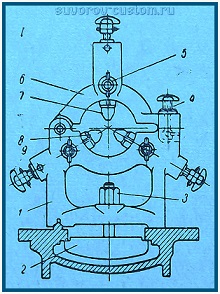
ในบางกรณี ขอแนะนำให้วางชิ้นงานไว้กึ่งกลางด้วยไหล่หรือหน้าแปลนโดยใช้หมุดที่สั้นและแข็ง หรือในช่องและหนีบไว้ตามแนวแกน ในรูป 127 แสดงการออกแบบอุปกรณ์นิวเมติกสำหรับการจับยึดตามแนวแกนของบุชชิ่งแบบมีปีกผนังบางปลอกหุ้มอยู่ตรงกลางใต้คัทของแผ่นดิสก์ 7 ที่ติดอยู่กับตัวเครื่อง 1 และยึดตามแกนด้วยคันโยก 3 อัน 6 ซึ่งวางอยู่บนแกน 5 คันโยกถูกกระตุ้นด้วยก้านที่เชื่อมต่อกับสกรู 2 เมื่อเคลื่อนที่ซึ่งมัน โดยโยก 4 ร่วมกับคันโยก 6 จับชิ้นงานที่จะประมวลผล เมื่อแรงขับเคลื่อนจากซ้ายไปขวา สกรู 2 โดยใช้น็อต 3 จะขยับแขนโยก 4 พร้อมคันโยก 6 ไปด้านข้างนิ้วที่คันโยก 6 นั่งเลื่อนไปตามร่องเฉียงของดิสก์ 7 ดังนั้นเมื่อคลายชิ้นงานที่ผ่านกระบวนการแล้ว พวกมันจะสูงขึ้นเล็กน้อย (ดังแสดงเป็นเส้นบาง) ทำให้ปล่อยชิ้นงานและชิ้นงานใหม่ ที่จะติดตั้ง
การยึดตามไหล่ทำให้คุณสามารถประมวลผลทั้งพื้นผิวภายนอกและภายใน
สถานประกอบการยังใช้อุปกรณ์นิวเมติกพร้อมคันจับแบบเปลี่ยนได้ ซึ่งทำให้มั่นใจได้ถึงศูนย์กลางของพื้นผิวด้านนอกและด้านในที่จะทำการกลึง การออกแบบอุปกรณ์ดังกล่าวแสดงในรูปที่ 128 และเป็นตัวถัง 5 ภายในซึ่งคันโยก 2 และ 4 ติดตั้งอยู่บนเพลาแบบบานพับปลายสั้นของคันโยกยื่นออกมาด้านนอกและติดตั้งปลายยาวในร่องสี่เหลี่ยมของก้าน 3. ใน รูเกลียวก้าน 1 ถูกขันเข้า เชื่อมต่อกับก้านสูบลม (ไม่แสดงในรูป) ร่างกายของฟิกซ์เจอร์อยู่กึ่งกลางที่แผงหน้าปัด 7 ของเครื่องพร้อมปลอกแขน 6 
เมื่อแกน 1 เคลื่อนที่ด้วยแกน 3 จากขวาไปซ้าย ปลายด้านสั้นของคันโยก 2 และ 4 จะยึดชิ้นงาน
คาร์ทริดจ์ยังใช้กับการติดตั้งช่องว่างบนฐานที่ผ่านกระบวนการแล้ว ในรูป 129 แสดงการออกแบบคาร์ทริดจ์พร้อมการติดตั้งชิ้นงานในรูตรงกลางและยึดหน้าแปลน เมื่อทำการยึด ลูกเบี้ยว 3 ซึ่งนั่งอยู่ที่ปลายแท่ง 1 พักบนแถบที่ 2 โดยส่วนที่ยื่นออกมา ปลดแท่งเหล็กออกจากแรงดัด เมื่อคลายชิ้นส่วนที่กลึงแล้ว ลูกเบี้ยว 3 ที่มีส่วนที่ยื่นออกมาด้านนอกด้านล่าง 4 ติดกับแถบ 2 แล้วปล่อยชิ้นส่วนออก และด้วยส่วนที่ยื่นออกมาภายใน 5 จะดันออกจากหมุดยึด 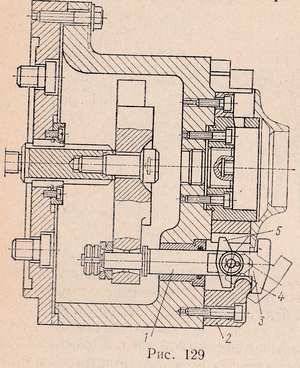
สำหรับการประมวลผลบนแมนเดรลใช้ ประเภทต่างๆการขยายอุปกรณ์นิวเมติก ในรูป 130 แสดงการออกแบบแมนเดรลแบบสามแฉก ประกอบด้วยตัวเครื่อง 2 พร้อมปลอกเกลียวเหล็กหล่อ 3 ขันเข้ากับสปินเดิลของเครื่องจักรชิ้นงานจะถูกจับยึดด้วยลูกเบี้ยว 4 สามตัว ซึ่งทำมุม 120° ในรูของตัวแกนหมุน และหดได้โดยใช้ปลอก 5 ที่มีลิ่มสามอัน บุชชิ่งถูกเคลื่อนย้ายโดยแกน 1 จากตัวขับลม Cams 4 จะกลับสู่ตำแหน่งเดิมเมื่อชิ้นส่วนที่กลึงถูกปลดโดยวงแหวนสปริง 6
ข้อเสียเปรียบหลักของการวางไดรฟ์นิวแมติกที่ส่วนท้ายของสปินเดิลคือความเป็นไปไม่ได้ในการประมวลผลสต็อคบาร์ ในรูป 131 แสดงการออกแบบหัวจับปลอกรัดแบบใช้ลม ซึ่งช่วยให้สามารถประมวลผลชิ้นงานจากแท่งที่เคลื่อนผ่านรูของสปินเดิลของเครื่องจักรได้ ในการออกแบบนี้ อากาศอัดจะเข้าสู่กล่องรวมสัญญาณที่ติดตั้งอยู่ที่ปลายด้านหลังของสปินเดิลของเครื่องจักร ท่ออากาศจาก กล่องแยกไปยังตลับที่อยู่ในท่อโลหะสองอัน 1 บัดกรีในร่องของท่อ 2
เมื่อจับชิ้นงานอากาศอัดจะถูกส่งตรงไปยังช่องด้านขวาของคาร์ทริดจ์โดยขยับลูกสูบ 3 โดยขันสกรูเข้ากับแหวน 5 วงแหวนนี้กดที่ลูกเบี้ยว 6 เคลื่อนไปตามพื้นผิวรูปกรวยของปลอก 4 ด้วยเหตุนี้ หนีบชิ้นงาน ในการคลายชิ้นส่วนที่กลึง อากาศอัดจะถูกส่งตรงไปยังช่องด้านซ้ายของคาร์ทริดจ์ โดยขยับลูกสูบ 3 ไปทางขวา ในขณะที่ลูกเบี้ยว 6 อยู่ภายใต้อิทธิพลของวงแหวนสปริง 7 แตกต่างออกไป
สิ่งที่แนบมาสำหรับเครื่องกลึง
การแข่งขันเป็นตัวแทนของ อุปกรณ์เสริมโดยกำหนดและยึดชิ้นงานหรือเครื่องมือไว้ตามข้อกำหนด กระบวนการทางเทคโนโลยี. สิ่งที่แนบมาสำหรับเครื่องกลึงจะทำให้การกลึงมีประสิทธิภาพมากขึ้น สะดวกยิ่งขึ้น และปรับปรุงความแม่นยำในการประมวลผล นอกจากนี้ เนื่องจากอุปกรณ์ยึดสำหรับเครื่องมือกล จึงสามารถยืดอายุการใช้งานของเครื่องมือและส่วนประกอบทางกลแต่ละรายการของอุปกรณ์ได้
สิ่งที่แนบมาพิเศษสามารถขยายขีดความสามารถของเครื่องกลึงอเนกประสงค์ไปสู่การกัดหรือการเจาะอย่างง่ายได้อย่างมาก
อุปกรณ์จับยึดทั้งหมดสำหรับเครื่องกลึงเพื่อจุดประสงค์ในการรวมกันสามารถจำแนกได้ตามคุณสมบัติหลักดังต่อไปนี้: การออกแบบ; ขนาดอุปกรณ์: ขนาดชิ้นงาน; ความแม่นยำในการตัดเฉือนที่ทำได้โดยใช้ฟิกซ์เจอร์
โดยการออกแบบ (ขึ้นอยู่กับวิธีการติดตั้งและการยึดติดของชิ้นงาน) ฟิกซ์เจอร์การกลึงจะแบ่งออกเป็นกลุ่มต่างๆ ดังต่อไปนี้: หัวจับลูกเบี้ยว ตัวขับ ปลอกรัดและหัวจับเมมเบรน ศูนย์เลี้ยว; การหมุนแกนหมุนตามแกนหมุนเรียว ดวงสี; แผ่นปิดหน้า
หัวจับดอกสว่านมีให้เลือกสอง สามและสี่หัวจับ
หัวจับยึดด้วยตนเองแบบสองขากรรไกรใช้สำหรับจับชิ้นงานขนาดเล็กที่ไม่ต้องการการตั้งศูนย์ที่แม่นยำ หัวจับแบบตั้งศูนย์กลางในตัวเองแบบสองขากรรไกรรองรับการหล่อและการตีขึ้นรูปต่างๆ และปากจับของหัวจับดังกล่าวมักได้รับการออกแบบให้จับชิ้นงานขนาดเดียวเท่านั้น
หัวจับยึดด้วยตนเองแบบสามขากรรไกรที่ใช้กันอย่างแพร่หลายมากที่สุด ใช้ในการประมวลผลชิ้นงานทรงกลมและหกเหลี่ยมหรือเหล็กเส้นกลม เส้นผ่านศูนย์กลางขนาดใหญ่. ตำแหน่งของพื้นผิวจับยึดที่มีหิ้งบนรัศมีที่แตกต่างกันสามแบบจะเพิ่มช่วงของชิ้นงานจับยึดและอำนวยความสะดวกในการเปลี่ยนหัวจับจากขนาดหนึ่งเป็นอีกขนาดหนึ่ง ข้อดีของหัวจับแบบเลื่อนสามขากรรไกรสากลคือความเรียบง่ายของการออกแบบและแรงจับยึดที่เพียงพอ และข้อเสียคือการสึกหรออย่างแรงของเกลียวและการสูญเสียความแม่นยำของหัวจับก่อนเวลาอันควร หัวจับสามขากรรไกรที่อยู่ตรงกลางตัวเองผลิตขึ้นในสามประเภท (1, 2 และ 3) โดยแต่ละรุ่นมี 2 รุ่น หัวจับของรุ่น 1 - พร้อมขาจับแข็ง รุ่น 2 - พร้อมขาจับแบบสำเร็จรูป
ช่องว่างรูปแบบอิสระจะติดตั้งอยู่ในหัวจับแบบสี่ขากรรไกรพร้อมตัวขับขากรรไกรแยก ซึ่งทำให้สามารถจัดตำแหน่งให้อยู่ตรงกลางได้ หัวจับแบบสี่ขากรรไกรพร้อมการเคลื่อนที่อย่างอิสระของลูกเบี้ยวจะติดตั้งโดยตรงที่ปลายหน้าแปลนของสปินเดิลหรือผ่านหน้าแปลนตัวต่อ ในหัวจับยึดแบบตั้งศูนย์ด้วยตัวเองแบบสี่ขากรรไกร ด้ามมีดจะยึดอยู่กับที่ ส่วนสี่เหลี่ยมและในหัวจับที่มีการปรับขากรรไกรแยก - ช่องว่างสี่เหลี่ยมหรืออสมมาตร
หัวจับดอกลูกเบี้ยวทำด้วยกลไกการแคลมป์แบบแมนนวลและแบบกลไก หัวจับแบบสองขากรรไกรแบบอัตโนมัติติดตั้งอยู่บนแกนหมุนด้วยแผ่นปิดหน้า ซึ่งตัวหัวจับยึดด้วยสกรูสี่ตัว ตัวเลื่อนที่เกี่ยวข้องกับขากรรไกรของคาร์ทริดจ์จะเคลื่อนที่ในร่องของตัวเรือน
หัวจับขับเคลื่อนด้วยกระบอกสูบนิวเมติกซึ่งติดตั้งอยู่ที่ปลายสปินเดิล ชิ้นงานถูกยึดในขณะที่ตัวเลื่อนเลื่อนไปทางซ้ายหมุนคันโยกไปรอบ ๆ แกนเลื่อนลูกเบี้ยวไปที่กึ่งกลาง ในการถอดชิ้นส่วนที่กลึง ตัวเลื่อนจะเลื่อนไปทางขวา ปากจับที่เปลี่ยนได้จะถูกปรับล่วงหน้าตามขนาดชิ้นงานที่กำหนดด้วยสกรู ขึ้นอยู่กับขนาดและรูปร่างของช่องว่าง กล้องที่ถอดเปลี่ยนได้จะถูกติดตั้งบนหัวจับที่ส่วนที่ยื่นออกมาของฐานและยึดด้วยสกรู ตัวหยุดถูกกำหนดตามขนาดของชิ้นงานและยึดด้วยสกรูเคลื่อนตัวในร่องรูปตัว T ของตัวเครื่องและด้วยน็อต แกนด้วยความช่วยเหลือของกุญแจช่วยให้สามารถเคลื่อนย้ายลูกเบี้ยวได้พร้อมกันเมื่อทำการปรับคาร์ทริดจ์
การใช้หัวจับอัตโนมัติช่วยลดเวลาในการจับยึดชิ้นงานและถอดชิ้นส่วนกลึงเมื่อเปรียบเทียบกับ กลไกแบบแมนนวลโดย 70...80%; อำนวยความสะดวกในการทำงานของคนงานอย่างมาก คาร์ทริดจ์ประกอบด้วยลำตัว ขากรรไกรหลักและขากรรไกรเหนือศีรษะ เม็ดมีดแบบเปลี่ยนได้โดยมีจุดศูนย์กลางลอยตัวและส่วนนอกรีต ในร่องวงแหวนที่มีหมุดเข้าไป การหนีบและคลายแคลมป์อย่างรวดเร็วของลูกเบี้ยวเหนือศีรษะในระหว่างการปรับใหม่นั้นดำเนินการโดยแท่งผ่านส่วนนอกรีต
สำหรับการแปรรูปชิ้นงาน เช่น เพลา จะติดตั้งเม็ดมีดแบบเปลี่ยนได้ที่มีจุดศูนย์กลางลอยและร่องตามเส้นผ่านศูนย์กลางภายนอกในหัวจับ ชิ้นงานจะถูกวางไว้ที่กึ่งกลาง (ตรงกลางและด้านหลังของตัวเครื่อง) และจับยึดด้วยลูกเบี้ยวแบบลอยตัวโดยใช้บุชชิ่งแบบลิ่มล็อค ซึ่งเชื่อมต่อกับไดรฟ์ที่ติดตั้งอยู่ที่ปลายด้านหลังของสปินเดิลของเครื่องจักร การขยายจะดำเนินการโดยใช้หน้าแปลน
ในเงื่อนไขของการผลิตเดี่ยวและขนาดเล็ก การติดตั้งชิ้นงานขึ้นอยู่กับสถานะของพื้นผิวที่รองรับ จะดำเนินการบนวัสดุบุผิว พื้นผิวรองรับของลูกเบี้ยว หรือโดยตรงบนแผ่นปิดหน้าของเครื่องจักร ชิ้นงานได้รับการแก้ไขด้วยลูกเบี้ยวหรือที่หนีบ
การติดตั้งและการยึดช่องว่างในฟิกซ์เจอร์พิเศษนั้นใช้ในการผลิตแบบอนุกรมและจำนวนมาก เช่นเดียวกับในการผลิตชิ้นส่วนที่มีความแม่นยำสูง ขนาดใหญ่ และผนังบาง
ปากจับแบบปรับได้ใช้สำหรับยึดชิ้นงานที่มีรูปร่างหมุน สามารถใช้เพื่อรองรับชิ้นงานและทำการเคลื่อนไหวเล็กน้อยระหว่างการจัดตำแหน่ง ลูกเบี้ยวได้รับการแก้ไขบนแผ่นปิดหน้าด้วยสลักเกลียวติดตั้งในหนึ่งหรือสองร่อง กล้องสามารถติดตั้งได้ทุกที่บนแผ่นปิดหน้า
Tacks ใช้สำหรับยึดชิ้นงานบนแผ่นปิดหน้าเครื่องหรือในฟิกซ์เจอร์พิเศษ แคลมป์เป็นชุดยึดที่ประกอบด้วยน๊อตยึด แหวนรอง น็อต แคลมป์บาร์ และตัวรองรับ ซึ่งสามารถปรับหรืออยู่ในรูปของบล็อกขั้นบันได
หัวจับและปลอกอะแดปเตอร์ต่างๆ ใช้สำหรับติดตั้งและยึดเครื่องมือตามแนวแกน
เมื่อเจาะรูแล้ว หัวกัดจะได้รับการติดตั้งและยึดเข้ากับก้ามปูแนวตั้งโดยใช้ตัวจับยึดหัวกัดหลายตัว และในป้อมมีด - โดยใช้ตัวจับยึดที่คว้านแบบพิเศษ
ตัวจับยึดที่คว้านทำมาจากหัวกัดเดี่ยวพร้อมหัวกัดโดยตรงและหัวกัดคู่พร้อมหัวกัดเฉียง
สกรูถูกเก็บจากการกระจัดตามแนวแกนโดยแครกเกอร์ ลูกเบี้ยวสามารถหมุนได้ 180° เพื่อยึดชิ้นงานที่ด้านในหรือ พื้นผิวด้านนอก. บนพื้นผิวด้านหน้าของตลับหมึกจะใช้เครื่องหมายศูนย์กลาง (ระยะห่างระหว่างพวกเขาคือ 10 ... 15 มม.) ซึ่งช่วยให้คุณตั้งค่าลูกเบี้ยวที่ระยะห่างเท่ากันจากศูนย์กลางของตลับหมึก
การออกแบบที่หลากหลายของหัวจับดอกสว่านทำให้เราไม่สามารถอธิบายคุณลักษณะการทำงานของหัวจับแต่ละแบบได้ คาร์ทริดจ์ดังกล่าวใช้สำหรับการตัดเฉือนที่มีความแม่นยำ เมื่อจำเป็นต้องแยกความเป็นไปได้ของการเสียรูปของชิ้นงาน อุปกรณ์ยึดชิ้นงานเป็นสองขั้นตอน (ตามลำดับ) โดยใช้ด้ามจับแบบขากรรไกรคู่
ตำแหน่งของลูกเบี้ยวจะถูกกำหนดโดยบุชชิ่งแยกต่างหากที่ขับเคลื่อนพวกมัน ระยะชักเพียงพอที่จะชดเชยความแตกต่างของเส้นผ่านศูนย์กลางชิ้นงานระหว่างขากรรไกรทั้งสอง หัวจับแบบตั้งศูนย์กลางในตัวเองแบบเปิดกว้าง ออกแบบมาสำหรับการกลึงชิ้นส่วนประเภทตะเกียบ แคลมป์สโตรกยาว 210 มม.
ระบบเคลื่อนย้ายชิ้นงาน - คันโยก
หัวจับถูกออกแบบมาสำหรับการกลึงชิ้นงานที่จุดศูนย์กลาง ที่จับแบบลอยตัวจะชดเชยความหยาบบนพื้นผิวของชิ้นงานระหว่างการติดตั้ง ชุดลูกเบี้ยวสามตัวที่ยึดชิ้นส่วนที่บิดงอได้ (ไดอะแฟรม) ของชิ้นงาน จัดให้อยู่ตรงกลางโดยใช้หมุดสำหรับติดตั้งล่วงหน้า จากนั้นชิ้นงานจะถูกยึดด้วยที่หนีบ
ไดรฟ์ Chuck - กระบอกไฮดรอลิก หัวจับดอกสว่านใช้กับเครื่องกลึงเมื่อตัดเฉือนชิ้นงาน เช่น เพลาในศูนย์ หัวจับดอกส่งผ่านการหมุนไปยังชิ้นงานผ่านสลักขับเคลื่อนและด้ามปลอกคอ ซึ่งยึดกับชิ้นงานด้วยสกรู
หัวจับดอกสว่านอเนกประสงค์ได้รับการออกแบบมาเพื่อระบุตำแหน่งชิ้นงาน เช่น เพลา และส่งแรงบิดไปยังชิ้นงานในระหว่างการประมวลผลบนเครื่องกลึง รวมทั้งชิ้นงานที่ใช้ CNC มีการติดตั้งจุดศูนย์กลางลอยตัวและสปริงที่อยู่ระหว่างบูชเกลียวในรูของตัวด้าม มีการติดตั้งแกนที่ส่วนท้ายของศูนย์ ร่างกายของคาร์ทริดจ์มีร่องและดิสก์ซึ่งมีสามนิ้วคงที่ถึง 120 °
มีการติดตั้งสามนิ้วบนดิสก์ซึ่งลูกเบี้ยวที่เปลี่ยนได้นั้นได้รับการแก้ไขด้วยพื้นผิวที่ไม่มีฟันและตัวเรือนแบบหมุน ดิสก์หมุนไปตามลูกเบี้ยวซึ่งครอบคลุมนิ้วคงที่ด้วยร่องและเคลื่อนที่พร้อมกับดิสก์หมุนสัมพันธ์กับนิ้วอันเป็นผลมาจากการที่ลูกเบี้ยวยึดชิ้นงานอย่างสม่ำเสมอส่งแรงบิดไปยังมัน เมื่อฝาครอบหมุนทวนเข็มนาฬิกา กล้องจะเปิดขึ้นและยึดเข้ากับตัวล็อคแบบสปริงโหลด
อุปกรณ์จับยึดสำหรับกลึงทั้งหมดแบ่งออกเป็นแบบสากล ซึ่งออกแบบมาสำหรับการประมวลผลชิ้นงานต่างๆ และแบบพิเศษ - สำหรับการประมวลผลชิ้นงานเพียงชิ้นเดียว
พิจารณาอุปกรณ์จับยึดอเนกประสงค์สำหรับเครื่องกลึงเกลียว
ศูนย์ใช้สำหรับติดตั้ง (ฐาน) ชิ้นงานระหว่างสปินเดิลของเครื่องจักรและปากกาปลายหาง ในการติดตั้งช่องว่างตรงกลาง รูตรงกลางจะถูกเจาะล่วงหน้าที่ปลาย
การส่งแรงบิดจากสปินเดิลเมื่อตัดเฉือนที่ศูนย์มักใช้หัวจับหรืออุปกรณ์ขับเคลื่อน
รูปภาพแสดงหัวจับสำหรับขับที่ขันไว้บนแกนหมุน และแคลมป์ 2 ยึดที่ปลายด้านซ้ายของชิ้นงานด้วยสลักเกลียว 3 สำหรับการประมวลผลเพลาด้วยความเร็วสูง ศูนย์ด้านหลัง 4 จะถูกเชื่อมด้วยซอร์ไมต์หรือติดตั้งเพลทอัลลอยด์แบบแข็ง รวมทั้งศูนย์หมุน
เพื่อลดเวลาในการยึดชิ้นงานและรับรองความปลอดภัยในการทำงาน จึงมีการใช้ปลอกคอขันแน่นด้วยตัวเองแบบต่างๆ หรือหัวจับดอกที่ขันให้แน่นด้วยตัวเอง การกระทำของปลอกคอแบบหนีบตัวเองนั้นง่ายต่อการกระทืบเมื่อพิจารณาจากภาพ เมื่อหมุนหัวจับดอก นิ้ว 2 ของมันวางชิดกับคันโยกแคลมป์ 1 ซึ่งยึดชิ้นงาน 3 ไว้เพื่อดำเนินการ
ในกรณีที่ไม่สามารถแก้ไขชิ้นงานในคาร์ทริดจ์ทั่วไปได้ จะใช้ฟิกซ์เจอร์พิเศษหรือแผ่นปิดหน้าสำหรับติดสี่เหลี่ยม ชิ้นงานที่จะแปรรูป 2 ได้รับการติดตั้งและยึดกับมันแล้ว ในการปรับสมดุลมวลที่หมุน จะมีการติดตุ้มน้ำหนัก 3 เข้ากับแผ่นปิดหน้า
หัวจับแบบตั้งศูนย์และหัวจับแบบสี่ขากรรไกรของการออกแบบข้างต้น เช่นเดียวกับแผ่นปิดหน้า ต้องใช้การจับยึดชิ้นงานด้วยตนเอง นี่คือข้อบกพร่องทั่วไปของพวกเขา ในการผลิตจำนวนมากและต่อเนื่อง เพื่อลดเวลาเสริมจึงใช้คาร์ทริดจ์ไฟฟ้าแบบนิวเมติก ไฮดรอลิก ไฟฟ้า ฯลฯ ความเร็วสูง
เมื่อหมุนเพลาที่ไม่แข็ง (ความยาวมากกว่า 10 เท่าหรือมากกว่าเส้นผ่านศูนย์กลาง) ให้ติดตั้งเฉพาะที่ศูนย์กลางโดยไม่มีส่วนรองรับตรงกลางเนื่องจากในกรณีนี้ภายใต้การดำเนินการ ของแรงตัดจะเกิดการโก่งตัวของชิ้นงานอย่างมีนัยสำคัญ ทำให้การประมวลผลทำได้ยากและทำให้ความแม่นยำลดลง การป้องกันการดัดทำได้โดยการเสริมแรงเสริมให้กับชิ้นงาน Lunettes ถูกใช้เป็นการสนับสนุนดังกล่าว
เครื่องกลึงแต่ละเครื่องมักจะมีที่วางมั่นคงสองตัว - เคลื่อนย้ายได้และอยู่กับที่ ส่วนที่เหลือคงที่คงที่ได้รับการติดตั้งและแก้ไขบนเฟรม มีกล้องสามตัวที่รองรับชิ้นงานระหว่างการประมวลผล ปกติกล้อง Lunette จะติดแผ่นสำริด เติม babbitt หรือให้มากับลูกกลิ้ง ที่ ความเร็วสูงการตัด การให้ความร้อนอย่างมีนัยสำคัญของทองแดง หรือแม้แต่ลูกเบี้ยวแบบบับบิต และชิ้นงาน ดังนั้นจึงมีเหตุผลมากกว่าที่จะใช้ที่พักแบบพิเศษที่มีความเสถียรเป็นพิเศษสำหรับการประมวลผลเพลาด้วยความเร็วสูง
ที่วางมั่นคงแบบเคลื่อนย้ายได้ติดตั้งอยู่บนรางเลื่อนตามยาวของก้ามปู ลูกเบี้ยวของมันสัมผัสกับพื้นผิวที่กลึงและรับแรงกดที่หากไม่มีอยู่จะทำให้ชิ้นงานงอ
มีเหตุผลที่จะใช้ที่พักนิ่งที่เคลื่อนที่ได้ - แดมเปอร์แบบสั่นสะเทือน ซึ่งไม่เพียงแต่ป้องกันการโก่งตัวของชิ้นงาน แต่ในขณะเดียวกันก็ช่วยลดแรงสั่นสะเทือนที่เกิดขึ้นระหว่างการประมวลผลของเพลาด้วย ไม้บรรทัด (กรวย) เป็นอุปกรณ์สำหรับหมุนกรวย บนหลักการเดียวกัน การประมวลผลของพื้นผิวที่มีรูปร่าง (โค้ง) มักจะดำเนินการ ในกรณีนี้ มีการติดตั้งเครื่องถ่ายเอกสารโปรไฟล์พิเศษแทนไม้บรรทัดสำเนา ซึ่งมีโครงร่างที่สอดคล้องกับโปรไฟล์ที่ต้องการของชิ้นส่วน
งานพื้นฐานที่ทำกับเครื่องกลึง
งานหลักต่อไปนี้ดำเนินการกับเครื่องกลึง: กลึงพื้นผิวทรงกระบอก ตัดแต่งพื้นผิวปลาย การตัด เจาะ เคาเตอร์ (เจาะ) คว้านและคว้านรู กลึงกรวยภายนอกและภายในที่น่าเบื่อ เกลียว (เกลียว) กลึง และรูปทรงที่น่าเบื่อ พื้นผิว
การกลึงแบ่งออกเป็นหยาบและเสร็จสิ้น เมื่อกลึงหยาบ เศษจำนวนมากจะถูกลบออก ค่าเผื่อปกติสำหรับการกลึงหยาบมักจะอยู่ที่ 2-5 มม. จากการกลึงหยาบทำให้ได้ระดับความสะอาด 1-3 และระดับความแม่นยำ 5-7 ระดับ ค่าเผื่อการตกแต่งจะแตกต่างกันไปภายใน 1-2 มม. หรือน้อยกว่าต่อด้าน
ป้อนสำหรับการกลึงละเอียดด้วยหัวกัดโค้งมน ล้ำสมัยควรมีขนาดเล็ก และเมื่อฟันหน้ากว้างก็สามารถมีขนาดใหญ่ขึ้นได้ อันเป็นผลมาจากการกลึงละเอียดทำให้ได้คลาสความบริสุทธิ์ 4-8 และคลาสความแม่นยำ 2-4
การกลึงผิวด้านท้ายจะดำเนินการโดยใช้มีดปอกหรือเก็บผิวละเอียด เมื่อทำการประมวลผลพื้นผิวของชิ้นงานดังกล่าวซึ่งติดตั้งอยู่ที่จุดศูนย์กลางของเครื่องกลึงเกลียว เครื่องตัดคะแนน และในบางกรณีจะใช้ศูนย์ตัดพิเศษ การเจาะ, เคาเตอร์, การรีมรูจะดำเนินการด้วยสว่าน, ดอกเคาเตอร์และรีมเมอร์
การคว้านรูที่เจาะไว้ล่วงหน้าหรือรูที่ได้รับระหว่างการตัดเฉือนทำได้โดยการปอกและเก็บผิวละเอียดด้วยหัวกัดที่โค้งมน (ด้วยคมตัดที่โค้งมน) การกลึงผิวทรงกรวยสามารถทำได้โดยใช้หัวกัดแบบกว้าง โดยเลื่อนสไลด์บนของคาลิปเปอร์ ด้วยหางที่ขยับ โดยใช้ไม้บรรทัดคัดลอก หัวกัดกว้างสามารถบดพื้นผิวทรงกรวยที่มีความยาวไม่เกิน 15 มม.
เมื่อกลึงผิวทรงกรวยด้วยการหมุน สไลด์ด้านบนเลื่อนด้านล่างยังคงนิ่งและเลื่อนด้านบนป้อนด้วยตนเองหรือโดยอัตโนมัติ (บนเครื่องขนาดใหญ่) ความยาวของกรวยในกรณีนี้ถูกจำกัดด้วยความยาวระยะชักของสไลด์บน ส่วนหมุนของก้ามปูจะต้องหมุนผ่านมุมเท่ากับมุมเอียงของกำเนิดของกรวยกับแกนของมัน
หมุนกรวยโดยวิธีการเลื่อนตามขวางของหาง ด้วยหางที่ขยับสามารถหมุนกรวยที่มีมุมเล็ก ๆ ได้ตั้งแต่ มูลค่าสูงสุดการเปลี่ยน headstock ในทิศทางตามขวางค่อนข้างเล็ก การคว้านกรวยภายในสามารถทำได้ด้วยมีดคัตเตอร์แบบกว้าง โดยการหมุนสไลด์ด้านบนและด้วยความช่วยเหลือของไม้บรรทัดคัดลอกโดยใช้ใบมีดที่เหมาะสม
อุปกรณ์สำหรับยึดเครื่องมือที่มีหาง
เงื่อนไขที่สำคัญที่สุดเครื่องกลึงป้อมปืนประสิทธิภาพสูงคือ ทางเลือกที่เหมาะสมเครื่องมือเสริมที่ใช้สำหรับติดตั้งและยึดเครื่องมือตัดบนเครื่องมือกล
บูชจับยึดใช้สำหรับยึดใบมีดด้วยแมนเดรลกลม ดอกสว่าน รีมเมอร์ เครื่องมือตัดอื่นๆ รวมถึงตัวจับยึดในป้อมปืน เมื่อตั้งค่า บุชชิ่งจะถูกเลือกตามขนาดเส้นผ่านศูนย์กลางภายนอกของดอกสว่านหรือด้าม
ในการซ่อมเครื่องมือที่ติดตั้งในด้ามจับหรืออุปกรณ์ต่างๆ ของเครื่องกลึงป้อมมีดที่มีแกนแนวตั้งของป้อมมีด จะใช้ชั้นวางแบบแข็ง
อุปกรณ์สำหรับการประมวลผลพื้นผิวที่มีรูปร่าง
เพื่อเพิ่มผลผลิตและความแม่นยำของพื้นผิวที่มีรูปทรงการประมวลผลด้วยหัวกัดทะลุ เครื่องถ่ายเอกสาร. เครื่องถ่ายเอกสารตั้งอยู่ด้านหน้า ครอสคาลิปเปอร์หรือข้างหลัง
เครื่องถ่ายเอกสารเป็นดิสก์ที่มีรัศมี เท่ากับรัศมี R ของทรงกลมที่ผ่านกระบวนการแล้ว เครื่องถ่ายเอกสารจะจับจ้องอยู่ที่แคร่คาลิปเปอร์หรือในช่องวงแหวน มีดคัตเตอร์และเครื่องถ่ายเอกสารถูกตั้งค่าเพื่อให้สัมผัสจุดสูงสุดของทรงกลมบนชิ้นงานและเครื่องถ่ายเอกสาร พื้นผิวของลูกบอลได้รับการประมวลผลด้วยการป้อนตามขวางและตามยาวอัตโนมัติ
อุปกรณ์สำหรับตัดเกลียวหลายเส้น
การแบ่งการเข้าชมสามารถทำได้โดยใช้คาร์ทริดจ์ที่สำเร็จการศึกษา เชยติดตั้งอยู่บนสปินเดิลของเครื่องจักร ที่จุดเริ่มต้นของร่องเกลียวแรกของเกลียว เครื่องหมายศูนย์บนหัวจับทั้งสองส่วนจะต้องตรงกัน เมื่อตัดร่องเกลียวถัดไป ให้คลายน็อตและหมุนส่วนหมุนของหัวจับพร้อมกับหมุดตัวขับไปยังมุมที่เหมาะสม
เมื่อแบ่งออกเป็นรายการต่างๆ จะใช้หัวจับแบบฉากเจาะรูด้วย หลังจากตัดเกลียวหนึ่งเกลียว ชิ้นงานจะถูกหมุน (ปลดจากจุดศูนย์กลาง) และใส่ปลายงอของแคลมป์เข้าไปในช่องที่สอดคล้องกัน
แมนเดรล
แกนกลึงกลึง
ผลิตภัณฑ์ที่จะกัด (คัตเตอร์) นั้นได้รับการประมวลผลบนแมนเดรลซึ่งจะต้องมั่นใจในความแข็งแกร่งของการยึดและความแม่นยำของการหมุน แมนเดรลถูกติดตั้งในรูทรงกรวยของแกนหมุน แรงบิดจะถูกส่งไปยังแกนหมุนจากแกนหมุนดังนี้: ที่ส่วนท้ายของแกนหมุนจะมีร่องรูปสี่เหลี่ยมผืนผ้าซึ่งสอดแกนหมุนเข้าไป ปลายที่สองของแมนเดรลถูกสอดเข้าไปในบูชสีบรอนซ์ที่สอดเข้าไปในปากกาขนนกหาง หัวกัดที่จะตัดเฉือนติดตั้งอยู่บนกุญแจและยึดด้วยน็อต
แมนเดรลยังถูกติดตั้งในสปินเดิลของเครื่องจักรด้วยด้ามเทเปอร์ โดยยึดจากการกลึงโดยใช้แฟลต โดยจะสอดแมนเดรลเข้าไปในร่องที่ปลายด้านหน้าของสปินเดิล ชิ้นงานของหัวกัดติดตั้งอยู่บนปลอกรัดแบบเปลี่ยนได้และกดให้ชิดกับส่วนล่างของส่วนท้าย
ปากกาขนนกจะคลายกลีบของปลอกรัดด้วยจุดศูนย์กลางด้านหลัง จึงยึดใบมีดไว้ตามรู หัวกัดได้รับการปกป้องจากการหมุนด้วยเม็ดมีดแบบเปลี่ยนได้ ซึ่งยึดเข้ากับตัวด้ามมีด ขนาดของแมนเดรลพร้อมปลอกรัดขยายขึ้นอยู่กับโมดูลัสของหัวกัด
เครื่องมือสำหรับสำรองดอกกัดเกลียว
ช่วยให้เคลื่อนที่ได้อย่างแม่นยำตามระยะพิทช์ของหัวกัดเกลียวหลังจากการถอยกลับในแต่ละรอบ ใช้สำหรับสำรองด้วยเครื่องตัด หวี และล้อเจียรเกลียวเดียว ด้วยอุปกรณ์นี้ คุณสามารถประมวลผลหัวกัดเกลียวโดยเลื่อนเครื่องมือไปทางส่วนท้ายและไปในทิศทางตรงกันข้าม
เครื่องแต่งตัวหินเจียร
การแก้ไขวงกลมจะดำเนินการด้วยดินสอเพชรที่ติดตั้งอยู่ในที่ยึด การแก้ไขจะดำเนินการด้วยตนเองเมื่อหยุด ฐานสามารถหมุนได้จากตำแหน่งศูนย์ทั้งสองทิศทาง ในตำแหน่งหยุด ล้อเจียรได้รับการแก้ไขที่มุม20 ̊ . เพื่อให้ได้มุมการแก้ไขที่แตกต่างกัน สต็อปจะถูกเลื่อนไปตามร่องและยึดในตำแหน่งที่ต้องการตามมาตราส่วนบนตัวเครื่องและเวอร์เนียร์ของขอบฐาน มุมแต่งตัวถูกตั้งค่าด้วยความแม่นยำ 6 อี ... สำหรับผู้ควบคุมเครื่องพวกเขาเป็นตัวแทน เครื่องมือตัด, อุปกรณ์ยึดสำหรับยึด สปินเดิล และชิ้นงาน ยึดในขาตั้งและ... เครื่องรุ่น 16K20P เบอร์ 1 ระบุกลุ่มเครื่องกลึง เบอร์ 6 - ประเภทของเครื่อง (เครื่องกลึงเกลียว) เบอร์ 20 - ความสูงของศูนย์ หน่วยเป็น ซม. ...
เครื่องมือและอุปกรณ์ติดตั้งถูกวางไว้เพื่อให้สะดวกในการพกพา: อะไร ...
เครื่องกลึงเกลียว
ในเครื่องจักรดังกล่าว คุณสามารถทำการกลึงได้ทุกประเภท ยกเว้นการกลึงเกลียวด้วยหัวกัด
เส้นผ่านศูนย์กลางการตัดเฉือนที่ใหญ่ที่สุดจำนวนหนึ่งสำหรับเครื่องกลึงเกลียวด้วยเกลียวมีรูปแบบดังนี้: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 และ...
ระดับของการหมุนส่วนใหญ่จะถูกกำหนดโดยการยึดชิ้นส่วนบนเครื่องกลึง ลดราคามีฟองน้ำแบบปรับได้พร้อมตัวยึดยางซึ่งไม่ทิ้งรอยไว้บนชิ้นส่วน แต่มีราคาสูงมาก ฉันคิดว่าด้วยวัสดุจำนวนพอเหมาะ ฉันสามารถทำชิ้นส่วนเหล่านี้ด้วยมือจากเศษไม้อัดได้ งานทั้งหมดใช้เวลาประมาณสามชั่วโมง และฉันมีความสุขมากกับผลงานของฉัน
ฉันทำขาจับสำหรับหัวจับแบบสี่ขากรรไกรที่ปรับได้ แต่ตัวจับยึดสามารถปรับให้เข้ากับหัวจับตัวอื่นได้ ช่วยให้คุณติดชาม แหวน และจาน ขนาดต่างๆ. นอกจากนี้ ฟองน้ำยังสามารถจับชิ้นส่วนที่มีรูปร่างผิดปกติได้

การผลิตตัวฟองน้ำจากไม้อัด
ฉันต้องการไม้อัดชิ้นเล็กๆ ที่ไม่มีข้อบกพร่อง ขนาด 300x300 มม. และความหนา 12 มม. เส้นผ่านศูนย์กลางของขากรรไกรขึ้นอยู่กับระยะห่างระหว่างจุดศูนย์กลางของหัวจับกับสไลด์ของเครื่องจักร ดังนั้นควรทำฟองน้ำที่มีรัศมีน้อยกว่าระยะนี้ 45-50 มม. เพื่อที่ว่าเมื่อเปิดคาร์ทริดจ์จนสุด ฟองน้ำจะไม่โดนเลื่อน
บนสี่เหลี่ยมไม้อัด วาดเส้นทแยงมุมตามไม้บรรทัดด้วยมีด จากจุดสี่แยกที่จุดศูนย์กลาง ให้วาดวงกลมขนาด 0300 มม. เห็นชิ้นส่วนเป็นสี่ชิ้นแล้วยื่นสามเหลี่ยมแต่ละอันให้เป็นเซกเตอร์
พับชิ้นส่วนให้เป็นวงกลม และทำเครื่องหมายที่รูยึดบนตลับหมึก สิ่งสำคัญคือต้องแนบแต่ละส่วนเข้ากับหัวจับด้วยสกรูเครื่องจักรอย่างน้อยสองตัว เจาะและเคาเตอร์ซิงค์แต่ละรู จากนั้นทำเครื่องหมายตำแหน่งของสลัก ในการทำเช่นนี้โดยใช้ไม้โปรแทรกเตอร์ แบ่งส่วนใดส่วนหนึ่งออกเป็นสี่ส่วนที่เหมือนกันและลากเส้นรัศมี (รูปที่) หนึ่งในนั้น ทำเครื่องหมายเจ็ดจุดโดยเพิ่มขึ้นทีละ 12 มม. แนบส่วนต่างๆ เข้ากับหัวจับและเมื่อเปิดเครื่องกลึงด้วยความเร็วต่ำ ให้แตะเครื่องหมายสิ่วเฉียง ในสถานที่ที่มีเครื่องหมายสิ่วตัดกับเส้นรัศมี ให้ทำเครื่องหมายที่รูสำหรับแคลมป์ ก่อนที่จะนำส่วนออกจากตลับด้วยสิ่วหรือเครื่องขูดครึ่งวงกลมให้บดขอบด้านนอกของไม้อัดให้เป็นวงกลมที่สมบูรณ์แบบ

หลังจากแกะส่วนไม้อัดออกจากตลับแล้ว ให้เรียงเป็นกอง แล้วกดให้ชิดโต๊ะ เครื่องเจาะและด้วยสว่านขนาด 05 มม. ให้เจาะรูสำหรับแคลมป์ จากนั้นตัดเกลียว Mb ในทุกรู หากคุณวางแผนที่จะลับคมชิ้นส่วน รูปร่างผิดปกติในแต่ละส่วน ให้เลือกร่องยาวกว้าง 6 มม. ที่เครื่องหมายที่สอดคล้องกับมุม 45° ในแต่ละส่วน ซึ่งจะให้จุดยึดจำนวนไม่สิ้นสุดสำหรับแคลมป์สี่ตัว (ยึดรีเทนเนอร์ในร่องด้วยสกรูและน็อตยาว)
รีเทนเนอร์คู่
เลือกไม้เมเปิ้ลทรงกลมเปล่าสำหรับเดือย 020 มม. เลื่อยเป็น 8 ช่องยาว 20 มม. เจาะช่องว่างทั้งแปดช่องตรงกลางด้วยสว่านจอบ 012 มม. ที่ความลึก 3 มม. (ควรทำบนเครื่องกลึง) จากนั้นเจาะช่องว่างแต่ละอันด้วยดอกสว่าน 06 มม.
สอดสกรู MB ผ่านแต่ละชิ้นงาน จมหัว และเติมด้วยอีพ็อกซี่ วางชิ้นส่วนบนเดือยแต่ละอัน ท่อหดความร้อนจากการเดินสายไฟฟ้าซึ่งจะช่วยยึดชิ้นงานโดยไม่ทำให้เสียหาย

การตรวจสอบประสิทธิภาพ
แนบส่วนต่างๆ เข้ากับหัวจับและทดสอบการทำงาน ส่วนต่างๆ ควรแยกออกจากกันและมาบรรจบกันอย่างอิสระ และในตำแหน่งที่บีบอัดเต็มที่ เคล็ดลับควรตรงกัน ยึดชิ้นส่วนทรงกลม เช่น จานพาย แล้วดูที่สลัก หากบางส่วนไม่พอดี ให้ทำซ้ำส่วนต่างๆ
จิม เลสลี่ แคนาดา
อุปกรณ์ต่างๆ สำหรับเครื่องกลึงที่รู้จักกันในปัจจุบัน ทำให้สามารถขยายศักยภาพการทำงานของหน่วยดังกล่าว และทำให้ประสิทธิภาพการทำงานบางอย่างง่ายขึ้น
1 อุปกรณ์เพิ่มเติม - จะเกิดอะไรขึ้นและทำไมจึงจำเป็น?
อุปกรณ์จับยึดทั้งหมดสำหรับเครื่องกลึงจัดประเภทเป็นหนึ่งในสามประเภท เครื่องมือรุ่นแรกเป็นแบบพิเศษและช่วยเพิ่มความสามารถในการปฏิบัติงานของอุปกรณ์ ตัวที่สองใช้สำหรับแก้ไขเครื่องมือ ตัวที่สามใช้สำหรับแก้ไขชิ้นส่วนที่ประมวลผลบนยูนิต การติดตั้ง ประเภทต่างๆ snap กำหนด:
- ลดเวลาที่ต้องใช้ในการติดตั้งชิ้นส่วนบนอุปกรณ์ซึ่งรับประกันการเพิ่มผลผลิตของผลิตภัณฑ์แปรรูปโลหะ
- เพิ่มความแม่นยำของงานโลหะ
- ความเป็นไปได้ของการดำเนินการกัด
- การยึดช่องว่างคุณภาพสูง
เครื่องมือกลสำหรับเครื่องจักรสามารถผลิตได้ในโรงงาน อุปกรณ์ดังกล่าวมักใช้ในองค์กร บริษัทขนาดเล็กและผู้ใช้ส่วนตัวมักใช้ อุปกรณ์ทำเอง. ในหมู่หลัง, ฟิกซ์เจอร์กัดได้แพร่หลาย - สิ่งที่แนบมาพิเศษที่ทำให้สามารถทำงานได้:
- การเลือกร่องและร่อง
- การประมวลผลรูปร่างของผลิตภัณฑ์ต่างๆ
- การกัดเครื่องบิน
- การประมวลผลด้วยดอกกัดปาดหน้าและดอกเอ็นมิล
ง่ายต่อการค้นหาภาพวาดของคำนำหน้าบนอินเทอร์เน็ตและในนิตยสารเฉพาะ
หัวจับดอกลูกเบี้ยว 2 หัว - อุปกรณ์จับยึดทั่วไป
นอกจากนี้เรายังแนะนำ
 แหล่งจ่ายไฟแบบสวิตชิ่ง: การซ่อมแซมและการปรับแต่ง
แหล่งจ่ายไฟแบบสวิตชิ่ง: การซ่อมแซมและการปรับแต่ง
 การควบคุมระยะไกลของแสง
การควบคุมระยะไกลของแสง
 เรียนว่ายน้ำสำหรับเด็กก่อนวัยเรียน
เรียนว่ายน้ำสำหรับเด็กก่อนวัยเรียน
 หมายเหตุสำหรับเจ้านาย - การเตือนภัยในครัวเรือนที่บ้าน
หมายเหตุสำหรับเจ้านาย - การเตือนภัยในครัวเรือนที่บ้าน
 ใบพัดนาฬิกาบน Atmega8
ใบพัดนาฬิกาบน Atmega8
 ตัวอย่างการใช้งานอุปกรณ์และรีเลย์ วิธีการเลือกและเชื่อมต่อรีเลย์อย่างถูกต้อง ไมโครคอนโทรลเลอร์และรีเลย์ วงจรสวิตชิ่งอย่างง่าย
ตัวอย่างการใช้งานอุปกรณ์และรีเลย์ วิธีการเลือกและเชื่อมต่อรีเลย์อย่างถูกต้อง ไมโครคอนโทรลเลอร์และรีเลย์ วงจรสวิตชิ่งอย่างง่าย