Frässpindel för trä. Vad är den optimala spindeln för CNC
Frasen "spindel för en CNC-fräsmaskin" brukar betyda en motor med en självspännande chuck installerad på den (som i en manual fräsmaskin), som tjänar till att fixera skärverktyget, såsom en fräs, slipsten, borr, etc., och överföra rotationsrörelse till det med hög hastighet.
Cincinnati fräsmaskiner olika storlekar. I sin katalog betonar tillverkaren bekvämligheten och lättheten att hantera och. ramstabilitet säkrad med interna förstärkningsfästen. Mindre modeller var avsedda för stans- och stanstillverkning eller operationer. gravyrer, medan de äldre är särskilt förstärkta.
De var designade för tungt sliparbete med jordgubbar. snabbt stål. Spindeln, mycket starkt placerad, var fri från remspänning. eftersom impulshjulets hylsa roterar i ett speciellt lager. justerbar. Äldre typer hade en moturs mekanism. ett planetsystem placerat inuti impulsremskivans burk. upp till 12 spindelvarv. Spindlarna gängades i änden för att rymma den främre jordgubben. Den vertikala justeringen av spindeln utfördes med en spak eller pedal. små modeller, samt ett handhjul kombinerat med dragkedja. i större modeller som även inkluderade automatisk avancemang och . olika hastighet varierar.
Klassificering
De kan delas in i 2 små grupper - dessa är inhemska och industriella:
- Hemlagad inkluderar olika borrar, små hushållsöverfräsar eller borrar.
- Industrimotorer inkluderar motorer konstruerade för att motstå höga belastningar under drift, med keramiska lager och, ofta utrustade med komplext system vätske- eller luftkylning och ett smörjsystem direkt till områden med hög friktion och värme.
När du använder en borr som en spindel i en hem-CNC-maskin måste det förstås att dess lager inte är konstruerade för hög sidobelastning och kommer att börja "yla" mycket snabbt, vilket kan leda till hög uppvärmning av lindningarna, en minskning av axelkraft, och därefter kommer en sådan spindel helt enkelt att brinna.
Längsgående rörelse var automatisk på båda sidor, med undantag för modellen. mindre och även ett skott. Istället en roterande rörelse. Runt bord gjordes manuellt eller, om nödvändigt, automatiskt. Marknadsföringen av skrivbordet utfördes av en stegad remskiva, en låda. kugghjul och drivaxel.
Hexagonal. En modell med två spindlar användes. för fyrkants- och sexkantfräsning, bitar. brons och mässing, såsom ventillådor och kranar, presstoppar, skiftnycklar, nötter osv. gör båda delarna samtidigt. ytor mitt emot varandra. Maskinen med fyra spindlar hade sin användning vid bearbetning. samtidigt med fyra ytor i ventillådorna. I båda modellerna är spindelhållarna justerbara. med gängad axel, oberoende av varandra.
I det här fallet hjälper inte kylning, och det är nödvändigt att förfina själva borren, nämligen: byt ut axelns kullager med ett rullager (helst med keramiska rullar), fixera det ordentligt i huset och ta hand om konstant närvaro av smörjning i den.

Det finns två huvuden i modellen med fyra spindlar. de är vertikalt justerbara också. de nedre horisonterna är horisontella, för deras anpassning. arbetsstyckets mått. Bordet förflyttas på tvären av ett handhjul och en gängad axel. Spindlarna roterar med 875 rpm. Uppfinningen av funktionerna linjär och cirkulär interpolation och automatisk verktygsväxling gjorde det möjligt att bygga en generation av maskiner som den borrades med. Användningen av numerisk styrning har en gynnsam effekt på produktionskostnaderna, vilket uppmuntrar till en minskning av antalet typer av maskiner som används i bearbetningsverkstaden. för stora partier. såsom borrning. det är nödvändigt att förbereda programmeringen av den numeriska styrningen av processoperationerna. till exempel implementering av sfäriska ytor. eller metrologi.
Spindelfunktioner beroende på typ
I grund och botten, under driften av fräsmaskiner, är alla belastningar vinkelräta mot spindelaxeln, och parallella belastningar uppträder endast i ögonblicket för insättning i arbetsstyckets kropp. Det är därför det är nödvändigt att välja en motor som tål sådana belastningar för lång period tid, eftersom fräsmaskinernas arbete kan vara kontinuerligt under dagen och ännu mer.
Tillämpningen av numerisk kontroll omfattar många olika processer. en tråd. såsom montering. Shtulen. fräsning. körtiden är kortare i bilen med numerisk kontrollän på en vanlig bil. tillagningstiden för en sats är längre i en CNC-maskin än i en konventionell maskin. under loppet av ett decennium. Omfattning av numerisk styrning Användningen av datornumeriska styrsystem i verktygsmaskiner gör det möjligt att öka produktiviteten jämfört med konventionella maskiner och gjorde det möjligt att implementera samordnade operationer som inte kan implementeras med en hög grad av mätnoggrannhet i konventionella maskiner.
Spindlar designade för industriella ändamål behöver inte konstant rengöring och smörjning av lager under hela deras livslängd, men om du börjar märka främmande ljud i tomgången är det fortfarande bättre att demontera motorhuset, blåsa ut all smuts från insidan med tryckluft (om sådan finns) och smörj lagret väl med ett speciellt fett som inte förlorar sina egenskaper vid höga temperaturer.
Processer med CNC-maskiner programledning, har en högre timkostnad än processer som använder konventionella maskiner. Tillämpningar delas in i två kategorier: applikationer med verktygsmaskiner. och applikationer utan maskiner. Princip gemensamt arbete av alla tillämpningar av numerisk styrning är att styra den relativa positionen för verktyget eller bearbetningselementet i förhållande till föremålet som bearbetas. och mestadels användes borrar. så. bibehålla eller förbättra dess kvalitet. spåras.
Till en början var förskjutningarna från punkt till punkt. Begreppet numerisk styrning innefattade användningen av data i en referensram för att bestämma konturytorna på helikopterns propellrar. Denna process är mer ekonomisk med hjälp av specialiserade maskiner med överföringsmekanismer. men sämre än de processer som använder speciella maskiner med överföringsmekanismer som låter dig automatisera leverans och borttagning av delar. valsat laminat. fräsning och till och med svarvning och döptes om till bearbetningscentra istället för själva fräsmaskinerna. bearbetning är mer ekonomisk med digital styrning.
Dessutom är industrispindeln utrustad med en högkvalitativ spännhylsa som har minimalt utlopp under drift, vilket ger den nödvändiga bearbetningsnoggrannheten, den minsta skillnaden mellan den faktiska och verkliga storleken på fräsen och tillåter fastspänningsskär med ett konventionellt cylindriskt skaft.
Spännhylsor
I grund och botten är de vanligaste spännhylsorna av typerna ER11 och ER16, i vilka en borr eller fräs med en änddiameter på 2,5 till 3,2 mm hamnar i, även om den är gjord med en kon. Det finns också patroner avsedda för en större verktygsdiameter, men de används för grov metallbearbetning eller stålfräsning och har ett hål för en verktygsklämma på 6 eller fler millimeter.
Materialen som används i jordgubbstillverkningen är snabba stål och hårda metaller. Rörelser framåt och approximationer utförs i bitar. Jordgubben utför en roterande rörelse som gör upp. men spånavlägsnandet är fördelat över olika kanter. Jordgubbe med hård stålkant används för att bearbeta svåra bearbetningsmaterial som har en stark nötande effekt på kanten. kurvor. Bearbetningen som utförs av en fräsmaskin kallas fräsning.
Förstärkande skärning. Preliminär rörelse. Vi kan också urskilja skrivbordsrörelser. Med blått: framåt. som kan flyttas manuellt eller automatiskt:. vilket är en approximation av jordgubben från det skurna området till det oklippta området. Med rött: skärrörelse. Som med alla maskiner. Fräsmaskinens arbetsrörelser: Skärrörelse. Med grön: djuprörelse. vilket är jordgubbens vändningsrörelse.

Varför kan jag inte installera det på min hem CNC-maskin, frågar du?
Om du klämmer fast en skärare med en diameter på 2 mm med en skaftdiameter på 3,2 mm i en spännchuck, kommer du knappast att märka någon skillnad under bearbetningen, men om du installerar en fräs med en diameter på 10 mm och ett skaft på 3,2 mm på en amatörmaskin kan du enkelt deformera styrningarna, eftersom belastningen på dem i detta fall ökar avsevärt. I maskinen måste alla delar vara perfekt kombinerade med varandra, annars blir det mer problem med det än kvalitetsarbete. Därför rekommenderar vi att du väljer EP-13-hylsan, den räcker ganska bra för små mängder arbete och är lämplig för nästan alla arbetsredskap som används vid bearbetning av olika material.
Sidorörelse upplevs mindre slitage Vrid runt en vertikal axel. Rotation kring längdaxeln. som är vinkelrät mot det längsgående men horisontella planet. mycket högre produktivitet än andra maskiner, eftersom varje tand på deras verktyg inte är i kontakt med stycket under mer än en bråkdel av en sekund och. Det är därför.
Detta är stödpunkten på maskinens golv. tack vare en skruv som kan manövreras manuellt eller mekaniskt. Det här är en låda. spindeln får rörelsen som kommer att nå jordgubbarna. Monteras på ett skjuthandtag som anpassar sig till pelaren och gör att du kan placera dig i den position du vill. i den nedre delen. vid den främre änden 5 tum per fot. Enheten som skrivbordet är monterat på och som ger rörelse längs bordets axel. Längsgående vagn. Den rör sig vertikalt. han går till fästet.
Spindelkraft
När du väljer spindelkraft måste du vägledas av den gyllene regeln - ju mer desto bättre. Grundläggande regler för val av kraft:
- Om du planerar att använda fräsmaskiner endast för att borra eller gravera små delar, räcker det med en spindel med en effekt på upp till 600 watt.
- För fräsning av hårt trä och metall måste du redan överväga en motor med en effekt på 600 till 1400 watt.
- Om ytterligare modernisering av maskinen planeras (det finns maskiner med två eller flera spindlar) eller en stor kraftreserv behövs, är det nödvändigt att titta mot spindlar med en effekt på mer än 1,6 kW, de kommer att tillåta bearbetning av nästan alla material, och kvaliteten på arbetet kommer endast att bero på tillförlitligheten hos den mekaniska delen av CNC-maskiner.

Det är en gjuten rektangulär struktur. Detta är den del som behåller skärverktyg och en som ger den rörelse. Den är monterad på rullager. Den är ihålig och slutar i en standardiserad konisk hona. den del som fungerar som ett stöd och resten av resten av fräsmaskinen. på vilken han halkade manuellt med hjälp av en mekanism. med några guider. med några guider. oavsett hur länge du vill arbeta. Fästet ansvarar för att hålla bilen och bordet. vanligtvis rektangulär till formen.
Fräsmetoder
Låt oss förtydliga några subtiliteter. Fräsning kan göras på två sätt, antingen med snabb matning och långsam rotation av fräsen, eller med långsam matning, men med hög rotationshastighet på fräsen. Den första metoden kallas hastighet, och den andra - kraft.
Inom industrin används vanligen kraftfräsning för att ta bort överskottsmaterial från ett arbetsstycke så snabbt som möjligt. Innan det är det nödvändigt att studera beskrivningen och passdata för en viss skärare och ange de nödvändiga skärförhållandena specifikt för den i maskinen, nämligen: rotationshastighet, penetration och matning. På detta sätt kan du använda fräsen och få maximal prestanda av den utan att överbelasta den.
Med växellåda eller växellåda. med förstärkt bas. lämplig. Fäste eller vertikal vagn: Detta är en enhet monterad på framsidan av en pelare. Så. mycket lika de som kan ses i gjuteriet. Drivningen är oberoende av den som gjordes av framåtblocket. Med hjulkopplingar. Detta är en mekanism som består av en serie kugghjul placerade längst ner på ramen. vilket gör det möjligt att mer rimligt avgöra Bättre förutsättningar skärande. Den kan röra sig i sidled.
För att kunna fixa angivna tillbehör. Lastbil manuella drivningar. korsa. Det är vanligtvis placerat inuti toppen av ramen. Spindelväxellåda. var skruvarna sitter. Det är detta som gör att biten kan fungera. Den består av olika växlar, som kan kopplas in enligt olika utväxlingsförhållanden för att ge ett brett utbud av spindelhastigheter. med bil. En lämplig anordning tillåter dess immobilisering. eller automatiskt genom förskottsfönstret. längsgående och vertikalt.
Om den mekaniska delen av din maskin inte tillåter dig att få en bra kraft och börjar deformeras, är det bättre att inte experimentera utan att använda den andra fräsmetoden - höghastighet, efter att ha utvecklat den maximala rotationshastigheten för maskinen. fräs och ställ in minsta matningshastighet.
Spindelvalskriterier
Efter att ha analyserat ovanstående är det nödvändigt att bestämma vad som är viktigare för oss, spindelns hastighet eller dess kraft. När du köper en högkvalitativ och dyr spindel kan du inte ställa en sådan fråga, eftersom de flesta av dem har en ganska hög effekt och hög rotationshastighet på samma gång.
Dessa delar kan installeras direkt på den eller genom monteringstillbehör. eller på längden. Den tar emot rörelsen direkt från maskinens huvudenhet. Dess möjligheter är mer begränsade än universalhuvud. Denna har ytterligare en cirkulär ås som det tredje skrovet vilar på. Den kan bara rotera i ett vertikalt plan. Undvik stötar som kan skada lagerytorna. Rengör spindelns avsmalning noggrant innan du installerar någon verktygshållare.
Innan du använder maskinen är det bekvämt att vrida den för hand för att säkerställa att monteringen är korrekt utförd. beroende på vilken typ av fräs som ska användas. Observera rätt passform i de rörliga delarna av din maskin. Några rekommendationer för användning av detta tillbehör.
Maximalt används sådana spindlar praktiskt taget inte, men de belastas med 60-80% av all effekt och använder upp till 90% av toppfart, vilket utan tvekan är en stor fördel, eftersom spindeln för en CNC-fräsmaskin under sådana förhållanden inte kommer att överhettas och inte slitas ut. Hög hastighet rotation (18000-20000 rpm) används praktiskt taget inte av den anledningen att vid bearbetning vid sådana hastigheter börjar verktyget och arbetsstycket att värmas upp och brinna, vilket förstör allt arbete.
Ingen glidning vid kontakt med föremålet. De är av varierande längd för att möjliggöra olika kombinationer för att rymma jordgubbar. undvika glidande glidning för att förmedla rörelse. Detta gör att du kan placera nyckeln för att överföra spindelns rörelse och kraft till skärverktyget. Han tar emot muttern som drar åt och låser jordgubben i sitt slutliga läge genom distansringarna. De passar in i spindelns drivstift. gängat hål Impulse axelförlängningar Avsmalnande gängade tapp Gör att du kan låsa änden av en klämstång eller tapp för att fästa den vid spindeln. vilket gör att den kan fästas helt på spindeln med en mutter och en klämmutter som går in i den andra änden. och förhindrar därmed att den går av axeln.

Separat är det värt att överväga spindlar som drivs av trefasnät. De är anslutna med fem ledningar, varav tre är linjära, en är noll och en är för jordning. De kan inte anslutas till ett hushållsnätverk utan ändringar.
Tidigare användes startkondensatorer för sådana ändamål, som, enligt lagarna för elektroteknik, ändrade fasvinkeln och artificiellt skapade 3 faser från en. Men fräsmaskin med CNC för denna metod är osannolikt relevant, eftersom i detta fall förmågan att kontrollera spindlarnas rotationshastighet går förlorad. Därför används i vår tid elektroniska frekvensomvandlare (FC), vars funktionsprincip är baserad på att likrikta hushållsspänningen och generera 3-fas spänning från den med möjlighet till smidig frekvensjustering.
För dessa arbor dras fräsen med en mutter eller skruv. Som inte går att krossa i luften. Hållarskaftet, som har ett huvud, är placerat i valfri vinkel mot bordsytan. det är verkligen en av de viktigaste tillbehören. Övre del kan ledas eller fixeras. Dess huvudsakliga syfte är att göra en uppdelning av den cirkulära arbetsbanan och att behålla materialet som fungerade. designad för användning på ett routerbord. Övriga ska rengöras och smörjas efter användning.
Detta tillbehör är fäst på maskinens huvudspindel. Dessa element ska hålla sina ansikten släta och fria från deformationer som ska användas. Gott i en mångsidig kopp. Detta är ett mycket exakt och mångsidigt tillbehör. men dess arbetsprincip är densamma. Den har en graderad skala för att sätta grader. Håll en bit i ena änden. Universalavdelare kan variera i design och form. mellan skålen och spetsen eller mellan spetsarna, och det är möjligt att göra en rotationsrörelse mot stycket i kombination med bordets längsgående rörelse för fräsning av propellrarna.
Frekvensomvandlaren eller chastotnik, som den kallas populärt, har många användbara funktioner, bland annat: temperaturkontroll av spindlarna, smidig justering av deras rotationshastighet, och den mest användbara funktionen är att den kan anslutas till styrenheten på fräsmaskiner och mjukvara Programvaran kommer automatiskt att ställa in önskad verktygsrotationshastighet. Dessutom gör chastotnik det möjligt att smidigt starta och bromsa spindlarna, vilket avsevärt ökar deras livslängd.

Kyl
Som nämnts ovan kan spindlar förses med både luft- och vätskekylning. Luft är ett konventionellt pumphjul som är monterat på motoraxeln och som blåser runt dess lindningar.
Den stora nackdelen med denna typ av kylning är det faktum att pumphjulet inte bara blåser in luft i den heta motorn, utan också suger in spån, damm och allt som fräsen skär ut ur arbetsstycket i sin kropp. Vid bearbetning vid låga hastigheter är luftkylning ineffektiv, eftersom den direkt beror på spindelaxelns rotationshastighet.

Vattenkylningssystemet har inte en sådan nackdel, men när du använder det krävs en separat plats för behållaren med kylvätska och korrekt fixering av rören med den på fräsmaskinernas kropp, vilket avsevärt komplicerar designen om det är en tvåspindlig fräsmaskin.
Det är mycket mer effektivt än ett luftkylningssystem, eftersom hastigheten på vätskeflödet genom spindeln är densamma hela tiden på grund av användningen av en speciell pump. Huvudvillkoret som måste observeras när du har en vattenkyld spindel är att du inte kan starta motorn utan att slå på pumpen, eftersom den i det här fallet inte kommer att svalna alls, överhettas mycket snabbt och som ett resultat brinna ut .
1 Den mest budgetmässiga spindeln för hemgjord CNC verktygsmaskin - gravör, figur 1, pris från 500 rubel. Effekt 125W. Av nackdelarna med detta val är ett svagt vridmoment vid låga hastigheter och som ett resultat är det endast lämpligt för gravering och för arbete på mjuka raser trä med skärare med liten diameter.
Bild 1
2 Den andra versionen av spindeln för en hemmagjord skrivbordsfräs- och graveringsmaskin - en Proxxon-borr, bild 2, pris från 2000r. Jämfört med billiga gravörer kan följande fördelar noteras: den fungerar mycket tystare, patronklämman är av hög kvalitet, den tappar inte vridmoment vid låga hastigheter så mycket.

figur 2
3 Det tredje alternativet för en billig stationär CNC är spindlar från DC-motorer för 12 ... 48V, figur 3. Effekt upp till 400W. Varv upp till 12 000. En separat strömförsörjning för maskinspindeln krävs. Fördelarna med denna spindel är bland annat: 1) ganska låg utsläpp, vilket gör den bra val som spindel för ledare i produktion tryckta kretskort eller vid tillverkning av modeller från 2) låg ljudnivå, 3) standard ER11A spännhylsa. Nackdelar: 1) krävs ytterligare källa strömförsörjning, 2) relativt låg effekt begränsar möjligheten att använda fräsar upp till 4 mm, lämplig endast för fräsning längs mjuka material, 3) en ganska kraftig överhettning i drift, som kräver god kylning, luftflöde och ett ventilerat rum.
Figur 3
Komplett med elektronik är det möjligt att styra spindelhastigheten (Figur 4, från maskinstyrprogrammet MACH3), för detta har maskinstyrningen en PWM-utgång, indikerad på höljet som PWM.

Figur 4
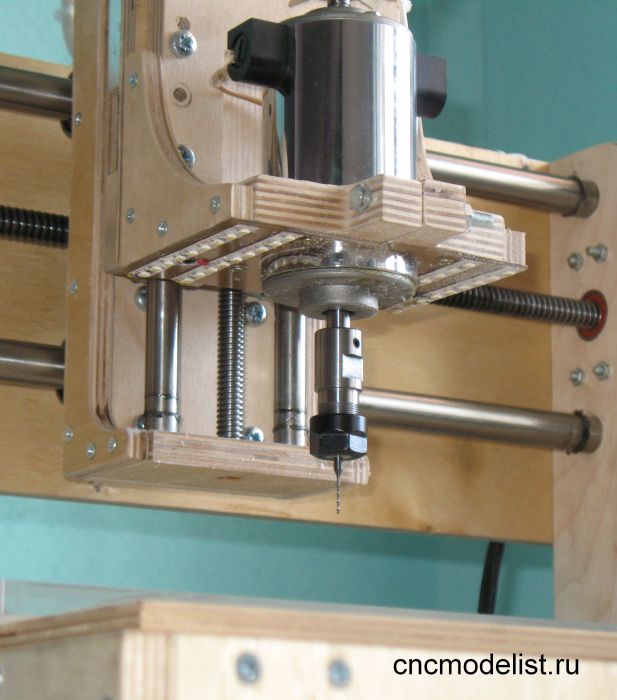
4 Nästa spindelalternativ för en billig stationär CNC självmontering dessa är fräsmaskiner och raka slipmaskiner.
Fräsen Enkor FME-850W har tillräcklig kraft för att bearbeta alla material (trä, plywood, icke-järnmetaller). Mycket bullriga på jobbet. Satsen innehåller en 6 mm hylsa, som gör det möjligt att använda en 3v6 mm adapter för att arbeta med olika skärdiametrar från 0,1 mm till 6 mm. Det bör noteras att inte alla fräsar är utrustade med en 6 mm hylsa, till exempel har den vanliga Interskol ingen 6 mm hylsa, vilket inte tillåter användning av fräsar mindre än 8 mm och gör den olämplig för användning på CNC fräsning maskiner. Nackdelarna med denna router inkluderar bristen på elektronik för att upprätthålla en stabil hastighet, vilket gör det svårt att använda den för bearbetning av akryl och annan plast som bearbetas vid låga hastigheter. Samt den låga kvaliteten på lagren, vilket begränsar den kontinuerliga drifttiden till 2 timmar. Den här tiden räcker för att klippa ut ord från plywood, eller små upp till 10x10 cm snidade 3D-målningar och panoramabilder, 3D-produkter stora storlekar kommer att kräva betydligt mer tid och därför användningen av denna spindel på 3D-produkter stor storlek kommer att leda till ökat lagerslitage och tidigt fel.
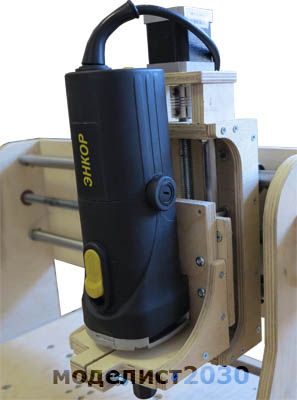
Bild 5
5 Sparky-routrar, figur 6. Effekt från 500W till 1050W. 750W- och 1050W-modellerna har elektronik för att hålla en stabil hastighet, vilket gör att den kan användas för fräsning av akryl (plexiglas), dubbelsidig plast, PVC, modelleringsplast mm. Plast bearbetas med låga spindelhastigheter för att undvika plastsmältning, medan tillräcklig effekt krävs för att säkerställa acceptabel produktivitet, hastighet och undvika överhettning i fräszonen och plast som fastnar på fräsen. För arbete med plast används engängade.

Bild 6
6. Kress router. bästa kvalitet från segmentet av billiga kommutatorspindlar för stationär maskin handgjord. Pris från 13t.r. Utloppet är normaliserat, vilket gör det möjligt att hänföra det till en högre klass av spindlar. Hög tillförlitlighet, livslängd på en CNC-maskin för hem och småföretag är ojämförligt högre än alla ovanstående spindlar och är näst efter professionella borstlösa (asynkrona) spindlar

7. Professionell vätskekylspindlar.
Fördelar: hög tillförlitlighet, i utformningen av sådana spindlar finns det 3 eller 4 lager, medan hushållskommutatorer bara har 2 och frånvaron av slitageborstar som är inneboende i kommutatormotorer.
monteringsnoggrannhet och hög kvalitet balanserare ger också det minsta utloppet på axeln, vilket är nödvändigt för högkvalitativ bearbetning med ett tunt och / eller långt verktyg.
Fördel med vätskekylda spindlar framför luftkylda spindlar:
1) tystare drift, på grund av frånvaron av buller som genereras av det forcerade lufthjulet
2) förmågan att arbeta i okonditionerade rum vid förhöjda omgivningstemperaturer eller under trånga förhållanden där det inte är möjligt att säkerställa normal luftcirkulation.
3) förmågan att arbeta i rum med oren luft som innehåller damm, luftkylda spindlar, vid arbete i dammiga rum, kan samla och samla nötande partiklar som leder till skador på spindelns mekaniska komponenter
Nackdelarna inkluderar endast priset på 10 000 rubel och behovet av att använda frekvensomvandlare för mat (ytterligare 10000r) och kylsystem.

Vi rekommenderar också
 Produktivt och reproduktivt tänkande
Produktivt och reproduktivt tänkande
 Rimlig egoism - vad är teorin om rimlig egoism?
Rimlig egoism - vad är teorin om rimlig egoism?
 Boris Nikolajevitj Jeltsin, Rysslands första president
Boris Nikolajevitj Jeltsin, Rysslands första president
 Underjordiska slagsmål. Underjordiska kungar. Vad är "att slåss inte för massorna"? Var kan man slåss om pengar?
Underjordiska slagsmål. Underjordiska kungar. Vad är "att slåss inte för massorna"? Var kan man slåss om pengar?
 Yakov Pavlov och andra hjältar från Stalingrad du behöver veta
Yakov Pavlov och andra hjältar från Stalingrad du behöver veta
 Överlev en olycka till sjöss i en dröm - upplev i verkligheten en ny kärlek
Överlev en olycka till sjöss i en dröm - upplev i verkligheten en ny kärlek