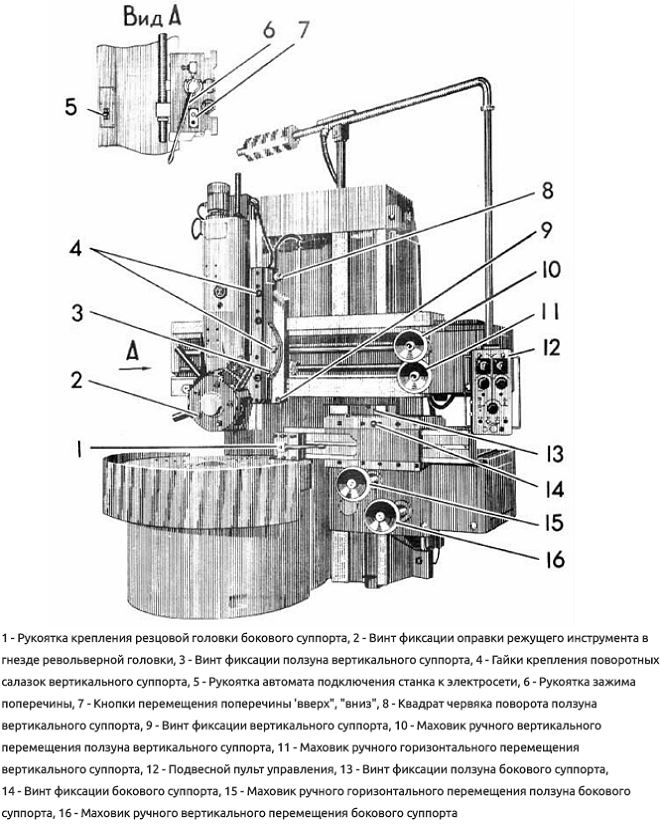
Karusell 1516
Svarven, som ersatte frontanordningarna och nästan helt fördrev dem från marknaden, var designad för att bearbeta arbetsstycken som kännetecknas av en imponerande diameter och vikt, men som har en liten längd.
Användning och fördelar med svarvkarusellmaskiner
Med hjälp av svarvar är de engagerade i bearbetningen av övergripande svänghjul, växlar och andra liknande delar. Den tekniska kapaciteten hos sådana enheter gör att du kan utföra följande tekniska operationer:
- svarvning och borrning av arbetsstycken med en cylindrisk och konisk konfiguration;
- skärande ändar och deras bearbetning;
- bearbetning av ytor av lutande typ;
- bildande av ringformade spår på ytan av delen;
- borrning;
- spridning;
- brotschning.
Vertikala svarvar är också utrustade med speciella enheter, som levereras separat, vilket gör att du kan utföra följande operationer på denna utrustning: fräsning, mejsling, gängning annan typ, bearbetning av formade ytor med hjälp av en elektrokopiator, slipning, bearbetning av arbetsstycken med stopp. Egenskaperna hos vertikala svarvar gör det möjligt att bearbeta arbetsstycken gjorda av järn- och icke-järnmetaller med en diameter på upp till 25 m.

Huvudrörelsen i maskinerna i gruppen under övervägande görs av skrivbordet (frontplattan), på vilken delen är fixerad. Rörelsen av matningen, som i alla svarvar, i vridnings- och rotationsutrustningen utförs av bromsoket.
Karusellmaskinen, på grund av dess designegenskaper, kännetecknas av hög säkerhet, tillförlitlighet, lätt underhåll och drift. Bland de viktigaste fördelarna med sådan utrustning är det värt att lyfta fram följande:
- noggrannhet och hög kvalitet på bearbetningen, förutsatt en minsta procentandel av avslag;
- enkel utrustningskontroll, vilket är särskilt typiskt för verktygsmaskiner utrustade med ett CNC-system;
- hög hastighet för utförande av alla tekniska operationer.
Men som många experter noterar är de viktigaste fördelarna som svarvar har säkerheten för deras drift.
Hur svarvar är ordnade
Det viktigaste inslaget i designen av svarvkarusellgruppen är deras arbetsbord, på vilket frontplattan är placerad. Det är här som arbetsstycket som kräver bearbetning fixeras. Bordets arbetsyta är belägen i ett horisontellt plan, vilket förenklar processen med att installera arbetsstycken med betydande dimensioner och vikt på den.
Beroende på modell och designegenskaper, urskiljs bland maskinerna i svarv- och rotationsgruppen en- och tvåkolonn. På den första är en frontplatta med en diameter på upp till 1600 mm installerad. Sådana enheter används för att arbeta med arbetsstycken med en diameter på upp till 1500 mm. Enheter med två kolumner har mer imponerande egenskaper, på vilka en frontplatta med en diameter på upp till 25000 mm kan installeras, vilket gör det möjligt att bearbeta mycket stora arbetsstycken.
På ramen av en tvåkolumnenhet, belägen i ett vertikalt plan, finns det två styrningar längs vilka tvärbalken rör sig med två bromsok monterade på den - ett torn och ett tråkigt. Maskinens bromsok rör sig i sin tur längs tvärstångens horisontella styrningar.
Tornets bromsok, som kan röra sig i vertikala och horisontella riktningar, inkluderar en längsgående vagn och en glidare som rör sig längs den vertikala axeln. Den är monterad på skjutreglaget med speciella hål för installation skärverktyg. Med hjälp av ett revolverstöd och ett skärverktyg fixerat i det utförs sådana tekniska operationer som bearbetning av yttre ytor, borrhål, skärning av delens ändar.
Utformningen av borroket inkluderar en längsgående vagn på vilken är monterad roterande mekanism. Den senare har en skjutreglage med en verktygshållare monterad på. Med hjälp av en tråkig bromsok och verktyg fixerade i den utförs bearbetningen av koniska ytor, borrhål och skärande inre spår.
På enkolonnsvarvar i svarv- och borrgruppen är ett sidostöd installerat, bestående av en längsgående vagn, en glidare och en verktygshållare. Syftet med en sådan bromsok är att säkerställa bearbetningen av yttre ytor.

Användningen av två skärverktyg samtidigt i bearbetningsprocessen är särskilt viktig inom området tung teknik - vid produktion av hydrauliska turbiner, generatorer och andra delar som är stora i storlek och vikt.
Huvuddragen hos utrustningen
När du väljer en svarvkarusellgrupp bör följande egenskaper beaktas:
- maskinkraft;
- antalet hastigheter och intervallet för rotationshastigheten för frontplattan;
- rotationsvinkel för glidaren för det vertikala stödet;
- värdet av den maximala rörelsen av utrustningsstöden i horisontella och vertikala riktningar;
- maximala dimensioner för arbetsstycket som ska bearbetas (höjd, diameter);
- maximalt värde rörelse av tvärstången (för maskiner med två kolumner);
- frontplattans mått.
Bearbetning på svarvar i svarv- och karusellgruppen utförs med höga hastigheter. Detta är acceptabelt eftersom arbetsstycket och spindeln inte utsätts för betydande fribärande belastningar, eftersom frontplattan är fäst på skrivbordet på ett speciellt sätt.
Förutom huvudrörelsen och matningsrörelsen, på maskinerna i denna grupp, används en tvärstång (det kallas också en travers) ytterligare rörelse. Med sin hjälp förs skärverktyget till ytan av arbetsstycket som bearbetas.
Som nämnts ovan, detaljerna stor diameter(16,5–25 m) bearbetas på tvåkolumniga svarvar av roterande och borrande typ, och enkolonnenheter används för arbetsstycken med mindre dimensioner. CNC-system är installerade på karusellenheter med en kolumn, vilket gör det möjligt att använda sådan utrustning för att bearbeta delar med en komplex konfiguration, kännetecknad av närvaron av både rätlinjiga och krökta generatriser.

Talande nog, på svarvar utrustade med CNC, är ett sidostöd inte installerat: alla tekniska operationer på dem utförs med hjälp av ett revolverstöd, vars funktion, liksom drivningen av huvudrörelsen, styrs av ett speciellt program. Inmatad i maskinens kontrollenhet är den ansvarig för att utföra sådana tekniska operationer som:
- val och installation av den erforderliga rotationshastigheten för utrustningens frontplatta;
- vrida tornet till det läge som krävs för bearbetning och fixera det i detta läge;
- kontroll av de gjorda matningarna och den position som upptas av arbetsanordningarna;
- installation av skärverktyget i nollläget;
- kontroll av de rörelser som arbetsredskapen gör.
Modeller av hushållssvarv och roterande utrustning
Historien om inhemska svarv- och borrmaskiner började 1935, då vid Krasnodar Machine-Tool Plant uppkallad efter G.M. Grått hår släpptes den första sådan enheten. Det bör noteras att denna växt under en lång tid ansågs vara den mest kända och auktoritativa tillverkaren av svarvar av karuselltyp. Anläggningens produkter - högkvalitativa och pålitliga svarv- och borrmaskiner - användes aktivt över hela territoriet Sovjetunionen. Många av dessa enheter kan fortfarande hittas i industriföretag.

De mest populära modellerna av utrustning från denna tillverkare inkluderar maskin 1516. Denna modell av en kolumnmaskin (tillsammans med modell 1512) tillhör kategorin universella svarv- och rotationsanordningar avsedda för bearbetning av arbetsstycken från järn- och icke-järnmetaller under förhållanden av småskalig och serietillverkning.
De tekniska egenskaperna hos maskinerna i båda modellerna som nämns ovan ger prestandan för nästan alla svarvningsoperationer, men dessa enheter används huvudsakligen för svarvning och borrning:
- cylindriska ytor;
- plana ändar av ämnen;
- koniska ytor.
Du kan hitta några modifieringar av dessa maskiner, på vilka tillverkaren installerade självcentrerande frontplattor. Naturligtvis är den tekniska kapaciteten hos utrustning med sådana frontplåtar mycket bredare än för konventionella modeller.
Tillverkad vid fabriken uppkallad efter G.M. Grå hår och tvåkolumniga svarvar i svarv- och karusellgruppen. Här är modell 1525 ett slående exempel. Bland de anmärkningsvärda egenskaperna hos maskinen i denna modell är det värt att notera följande: förmågan att ändra frontplattans rotationsriktning (omvänd); närvaron i designen av två övre bromsok av en roterande typ. Drivningen av huvudrörelsen för maskinmodellen 1525 var utrustad med en tvåstegsväxellåda och en elmotor, vars axelhastighet kan justeras. Två elektromagnetiska kopplingar är ansvariga för att välja området för frontplattans rotationshastighet i maskinens design, och rotationshastigheten för huvudmotoraxeln regleras steglöst med hjälp av en speciell elektrisk krets.
Alla ovanstående modeller av verktygsmaskiner tillverkades också med CNC, då såg deras märkning ut så här: 1512F2, 1516F2, 1525F2. Inhemska mjukvarusystem (P32-3M, H55-2) eller elektronisk utrustning från Bosch (Tyskland) och Alcatel (Frankrike) installerades som ett kontrollsystem på dessa enheter.
Populära utländska maskiner i svarv- och karusellgruppen
Presenteras på den inhemska marknaden stort val svarv- och roterande utrustning från utländska tillverkare. Om de mest populära modellerna och varumärken bör nämnas separat.
Ett bra värde för pengarna visas av maskiner från det kinesiska företaget Dalian Guofeng Machine Tools, i vars märkning det finns bokstaven "C".
5231, 5240, 5250, 52630Dessa modeller tillhör kategorin svarv- och rotationsutrustning av tvåkolonntyp, enligt deras tekniska specifikationer de liknar på många sätt anläggningens maskiner. G.M. Grått hår. Dessa enheter gör det möjligt att utföra ämnen med en tillräckligt hög noggrannhet, kännetecknad av både enkla och komplexa konfigurationer.

Dalian Guofeng Machine Tools C5250 - verktygsmaskin från en kinesisk tillverkare
5110, 5116, 5123, 5125, 5131Dessa är modeller med en kolumn av svarv- och rotationsutrustning, vars effekt varierar från 22 till 45 kW. På enheterna i dessa modeller är ett förenklat CNC-system installerat - en digital indikation, med hjälp av vilken kontrollen av driften av en vertikal svarv blir mer bekväm, enkel och effektiv. Utrustade med extra servomotorer för X- och Z-axlarna är dessa maskiner också mycket pålitliga och exakta vid bearbetning.
Om vi överväger högre kvalitet (och därför dyrare) vertikal svarvutrustning från utländska tillverkare, presenterad och populär på den inhemska marknaden, är det värt att notera produkterna från det schweiziska företaget ENCE GmbH. Denna tillverkare erbjuder utrustning i flera serier.

Dalian Guofeng Machine Tools C5116
LEN 3000-5000
På utrustningen av dessa modeller bearbetas arbetsstycken, vars diameter är i intervallet 315–500 cm. CNC-systemet är inte installerat på maskinerna i denna serie, men om nödvändigt kan de utrustas med ett sådant system väldigt snabbt. Tvåstegsdrivningen, som realiserar huvudrörelsen, är utrustad med en elektrisk motor, vars axelhastighet kan ändras i 16 steg. Två typer av styrningar används på dessa svarvar: vertikal - glidande, horisontell - hydrostatisk typ (de fungerar som avlastningselement).
LEN 1250-2000Som framgår av beteckningen bearbetas delar med en diameter på 125–200 cm på dessa enheter.Enheterna i denna serie är utrustade med rullstyrningar, i de rörliga enheterna för vilka högprecisionsrullager är installerade. De vertikala och fyra lägessliderna på dessa vertikala svarvar är hydrauliskt balanserade, vilket förbättrar bearbetningsnoggrannheten. Tillförlitligheten hos utrustningen i denna serie underlättas också av det faktum att den är utrustad med elektriska komponenter från känt företag Siemens.
SEN 1000-1800Detta är CNC-utrustad svarv- och svarvutrustning från Siemens Fanuc. Bland de viktiga design egenskaper utrustning i denna serie är det värt att lyfta fram en servomotor med en ZF-växellåda (Tyskland) och ett termiskt symmetriskt arbetsbord. Denna utrustning tillverkas, kännetecknas av hög hastighet bearbetning och lågt brus, i tre huvudkategorier: standard, tung och hög precision.
Den ryska vertikala svarven 1516 är en högkvalitativ och högpresterande utrustning. Den kan användas för svarvning av arbetsstycken med en diameter på upp till 1600 mm.
Modellens egenskaper
Följande operationer är tillgängliga:
- svarvning och borrning av arbetsstycken som har formen av en cylinder;
- trimning av ändar;
- spårskärning.
En av de viktigaste egenskaperna hos en vertikal svarv är frontplattans diameter. På 1516-maskinen har frontplattan en diameter på 1400 mm och kan rotera i området från 1 varv till 200 varv per minut.
Ytterligare egenskaper
Vid installation extra utrustning funktionaliteten hos svarven 1516 kan utökas, i synnerhet är det möjligt att utföra operationer för gängning, bearbetning av koniska ytor, såväl som krökta med en kopiator. Om så önskas kan du också installera en kylvätsketillförselanordning, såväl som en självcentrerande frontplatta.
På maskinen av modell 1516 är det möjligt att installera antingen ett digitalt indikeringssystem (DRO) eller en CNC. I det första fallet kommer maskinen att ha indexet "F1", i det andra - "F3".
Företaget "Russtanko" erbjuder dig att köpa en svarv 1516 till ett rimligt pris. Du kan diskutera alla frågor om utrustningskonfiguration med våra anställda per telefon eller genom att skicka en elektronisk ansökan på hemsidan.
Vertikal svarv - speciell sort metallbearbetningsutrustning, som är utformad för att arbeta med stora arbetsstycken med stor diameter, vars vikt är tiotals ton. En funktion av utformningen av sådana maskiner är arbetsbordet med en rund form. Denna specificitet förenklar avsevärt installationen, inriktningen och fixeringen av delen.
Svarv- och rotationsmaskiner är nödvändiga för att svänga rotationsytor med en speciell fräs. Om enheten är utrustad med ett speciellt torn, kan de centrala hålen i delen bearbetas med borrar, försänkningar eller andra verktyg.
När man väljer en vänd- och vändenhet måste befälhavaren fokusera på sådana nyckelegenskaper som maximal höjd och begränsande diameter struktur som bearbetas. Den skärande delens huvudrörelse utförs genom att vrida arbetsbordet, på vilket arbetsstycket är fixerat.
Hittills, beroende på antalet ställ, urskiljs en- och två-racksvarianter av karusellmaskiner. Enheterna kan utrustas med manuellt styrsystem eller numerisk styrning. I det andra fallet kan maskinen vara involverad i bearbetningen av arbetsstycken med en komplex konfiguration. Det används också i fabriker och verkstäder där det finns ett behov av att bearbeta ytor med hjälp av böjda och raka generatriser, för att skära icke-standardiserade gängor Och så vidare. Designskillnaden för maskiner med programstyrning är frånvaron av ett sidostöd i de första.

Svarv och roterande industrimaskin med numerisk kontroll kan utföra driften av programmet. Förutom, programstyrning innebär att korrigera skärelementets läge. Programmet som skapats av operatören ändrar oberoende spindelrotationens intensitet, bestämmer matningen, flyttar verktyget. Allt detta ökar ibland maskinens produktivitet.
Tänk på två populära modeller - enheten 1516 och 1512, som är framgångsrika produkter från Sedin-fabriken. Detta kommer att hjälpa oss att förstå detaljerna i denna teknik.
Vertikal svarv 1516
Den vertikala svarven 1516 är en maskin med en kolumn som används för att bearbeta metalldelar i små och stora batchbutiker. Denna modell har ett brett utbud av operationer, såsom borrning, svarvning, borrning och andra. Dessutom kan maskinen finbearbeta och halvfärdiga svarvning.

Designen på 1516 vertikala svarv inkluderar vertikala och horisontella bromsok. Den vertikala bromsoken är utrustad med ett 5-lägeshuvud utrustat med ett automatiskt rotationssystem. Det horisontella stödet är försett med en 4-läges verktygshållare.
Även om 1516 har mycket funktionalitet även i sin grundversion kan den senare utökas med ytterligare tillval, såsom en självcentrerande frontplatta, ett kylsystem och högspecialiserade verktyg för gängning och bearbetning av icke-standardiserade ytor.

Enhet 1516 är utrustad med en kraftfull elmotor för huvuddrivningen, vilket är dess viktiga fördel. Bland fördelarna är det också värt att notera:
- Utmärkt styvhet hos enhetens huvuddelar, vilket säkerställer den mest exakta bearbetningen av arbetsstycket.
- Pålitlighet beståndsdelar kinematisk kedja.
- Möjlighet att reglera frekvensen av varv på en frontplatta i ett brett spektrum.
- Val av matningshastigheter för effektiv skärning vid höga hastigheter.
Låt oss nämna de viktigaste egenskaperna hos modellen 1516:
- Arbetsstyckets maximala diameter är 160 cm;
- Tillåten produkthöjd - 100 cm;
- Frontplattans diameter - 140 cm;
- Antal hastigheter - 18 växlar;
- Frontplattans rotationsområde - 5-250 mm;
- Elmotoreffekt - 30 kW;
- Enhetens mått - 3170x3030x4100 mm;
- Vikt - 20 ton.
Svarv och karusell modell 1512
Eftersom utformningen av 1512-svarven på många sätt liknar 1516-modellen, är det vettigt att endast överväga de maskinparametrar som skiljer sig från 1516-egenskaperna. Låt oss presentera dem i form av en lista:
- Tillåten arbetsstyckesdiameter - 125 cm;
- Produktens maximala höjd är 100 cm;
- Frontplattans diameter - 112 cm;
- Mått - 2750x2975x4100 mm;
- Vikt - 16,5 ton.
För alla andra parametrar svarv 1512 är identisk med modell 1516.
Resultat
Vertikala svarvar är oumbärliga assistenter som kan utföra uppgifter som en traditionell svarv inte klarar av. Om du måste arbeta med storskaliga arbetsstycken med stor diameter kan du inte klara dig utan dessa maskiner.
Valet till förmån för modellerna 1512 och 1516 är förtroendet för den långsiktiga driften av maskinen utan problem. Detta bekräftas av många års erfarenhet av användning av enheter från Sedin Machine-Tool Plant i hela OSS.
Enkolumnsvarvar 1512 och 1516 är universella maskiner och är designade för bearbetning av en mängd olika produkter från järn- och icke-järnmetaller i småskalig och massproduktion
Maskinen kan utföra följande operationer:
svarvning av cylindriska och koniska ytor;
borrning av cylindriska och koniska ytor;
Svarvning av plana ändytor med topp- och sidook. Dessutom kan den övre tjockleken användas för att slipa plana ändytor samtidigt som man bibehåller en stegvis konstant skärhastighet i halvbearbetningslägen;
borrning, brotschning och brotschning; räfflor och trimning.
Vid användning av speciella apparater och apparater som levereras med maskinerna på specialbeställning och mot avgift, kan maskinerna användas för att:
bearbetning av delar enligt specificerade dimensioner (på stopp);
gängning, svarvning och borrning av koniska ytor;
bearbetning av formade ytor av rotationskroppar längs en kopiator (elektrokopiator); bearbetning av delar med kylning.
I den vanliga versionen är maskinerna försedda med ett övre tornet med mekanisk rotation och fastspänning av tornet samt med ett sidotorn.
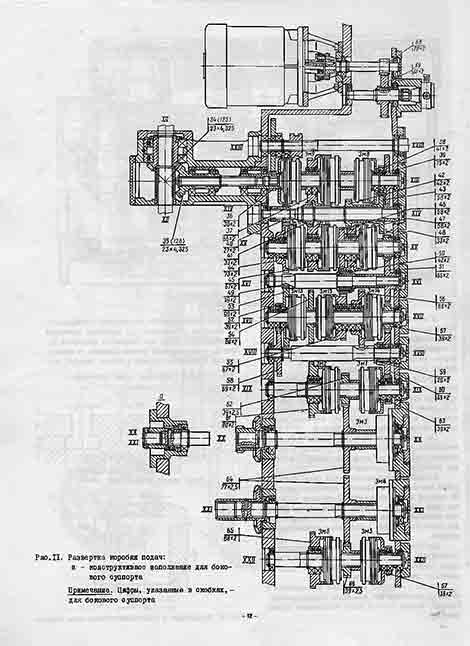
Kinematiskt schema
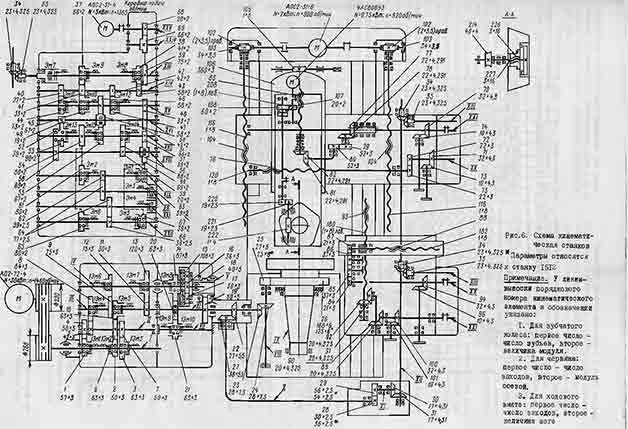
De kinematiska schemana för maskinerna 1512 och 1516 liknar varandra och skiljer sig endast från varandra i kinematiken för kedjan av mekanismen för att överföra rörelse till matningen och antalet tänder på bordets kugghjul.
På grund av annat nummer tänderna på kugghjulen 25, 26 i tabellen, maskinerna 1512 och 1516, med samma växellåda, har olika gränser för frontplattans hastighet.
Kinematiken för kedjorna i mekanismen för att överföra rörelse till matning är olika för maskinerna, men deras utväxlingsförhållanden är valda på ett sådant sätt att den totala utväxlingen för den kinematiska kedjan från frontplattan till matningslådan är densamma för båda maskiner. Detta gör att du kan använda samma foderlådor och få samma matningshastigheter.
Bordets kinematiska kedjor, tvärstången och dess rörelsemekanism, de övre och sidostöden är enkla och självförklarande.
säng
Sängen fungerar som grund för alla komponenter i maskinen, vilket säkerställer deras rörelse och korrekt ömsesidigt arrangemang. Den uppfattar ansträngningar från skärkrafter och massan av dess beståndsdelar.Bädden är en ihålig gjutning, förstärkt inuti med förstyvningar, så att den med en relativt liten massa har tillräcklig styrka och styvhet. Ett bord med en frontplatta är fäst vid sängen framför.
Bordet och sängen är sammankopplade med stift, vilket ger hög styvhet i fogen och vibrationsfri drift av maskinen, vilket är nödvändigt för att erhålla hög precision hos de bearbetade delarna.
På framsidan av ramen finns styrningar längs vilka tvärbalken och sidostödet rör sig. Till höger om sängen är fäst vid kroppen av mekanismen för att överföra rörelse till fodret, och ovanpå mekanismen för att flytta tvärstången.
En växellåda är insatt i ramen. Den nedre inre håligheten i ramen används som en oljereservoar som matar centraliserat system växellåda och bordssmörjning.
Växellåda
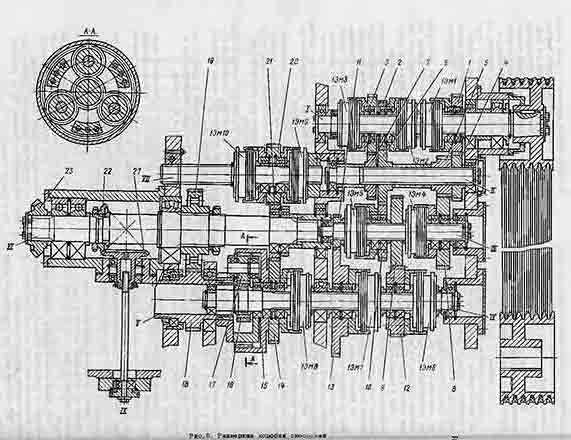
Växellådan används för att säkerställa frontplattans rotation, samt för att starta, stoppa och ändra hastigheten. Rotationen på växellådans ingående axel överförs från huvuddrivningens elmotor genom en kilremsdrift. Växellådan informerar frontpanelen om 18 hastighetssteg.
Styrning av en låda med hastigheter - fjärr från den upphängda panelen.
Närvaron av elektromagnetiska kopplingar i växellådan gör att du kan växla hastighet på språng och därigenom säkerställa bibehållandet av en stegvis konstant skärhastighet vid bearbetning av ändytor.
Växellådan har sex axlar monterade på rullager i ett hus med ett delningsplan längs axlarna XY och y för enkel montering.
Vid högre hastighet utförs starten stegvis i två, tre eller stiftsteg. Antalet accelerationssteg ökar med ökningen av frontplattans rotationsfrekvens.
Kopplingsbyte under stegacceleration utförs automatiskt
Ändring av hastigheten från steg I till steg II utförs genom att koppla på motsvarande kombinationer av elektromagnetiska kopplingar. Samtidigt är 1Em8-kopplingen avstängd och planetmekanismens utväxlingsförhållande är 1/4 (1Em9 och 1EM10-kopplingarna är på). När 13-18 hastighetssteg slås på stängs frontplåtarna av 1Em9 och 1EM10 kopplingarna av och 1Em8 kopplingen slås på och planetmekanismens utväxling är i detta fall lika med I
För att möjliggöra joggning av frontpanelen, som används vid installation och inriktning av delen, är det nödvändigt att ställa omkopplaren på den hängande kontrollen till "Jog start"-läget på frontplattan och trycka på startknappen på frontplattan.
Det finns inga speciella bromsanordningar i växellådan, och frontplattan bromsas genom att samtidigt slå på flera elektromagnetiska kopplingar som stänger två olika kinematiska kretsar som bildar ett "lås". De återstående kopplingarna i växellådan är avstängda. Frontplattans retardationstid beror på rotationshastigheten och arbetsstyckets vikt. Ungefärlig tid för att stoppa frontplattans rotation efter start av bromsning är från 2 till 10 s.
För att säkerställa samtidigt ingrepp av planetmekanismens kugghjul 15, 16, 17 är kugghjulet 16 anslutet till axeln 1U med hjälp av en kuggkoppling, vilket gör det möjligt för dem att självinrikta sig.
I växellådan säkerställer spiralformade växlar jämn växling vid höga omkretshastigheter. Alla växlar är i konstant ingrepp.
När du byter hastighet på språng är stötar och nedgångar i frontplattans rotation möjliga, vilket inte påverkar maskinens funktion och inte är ett fel.
Smörjning utförs från en separat kugghjulspump, uppvärmd på sängens sidovägg. Olja tillförs genom rör till alla arbetselement.
Spänningsförsörjningen till kontaktringarna hos roterande elektromagnetiska kopplingar utförs av borstar monterade på speciella fästen.
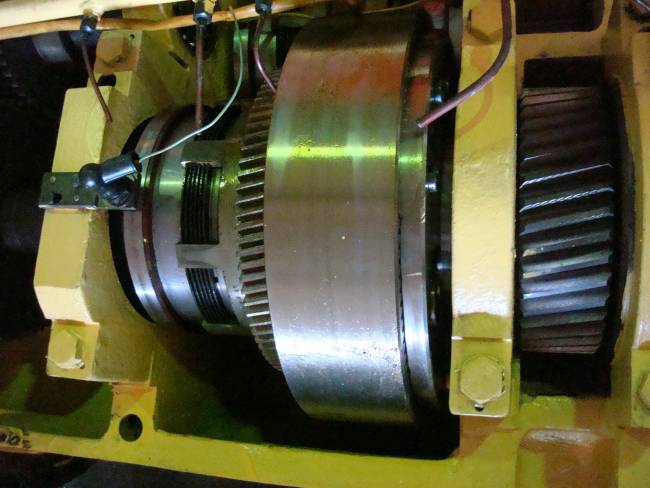
Tabell
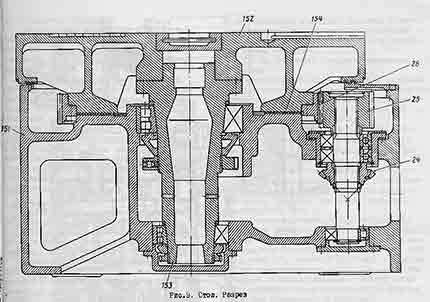
På fig. tabellen för maskinen 1516 visas. Det finns inga grundläggande strukturella skillnader mellan tabellerna för maskinerna 1516 och 1512. Maskindelar är lika och skiljer sig från varandra endast i storlek.
Bordet består av en kropp 151 med cirkulära styrningar, en frontplatta 152 med en spindel 153 och en frontplatta-drivning.
Bordskroppen är en gjutjärnsgjutning med ett utvecklat system av ribbor, vilket ger det stor styvhet.
I den övre delen av bordskroppen finns ringformade utsprång som går in i frontplattans ringformade spår och bildar en labyrint. Detta förhindrar stänk av smörjmedel och skyddar mot spån, gjutjärnsdamm, emulsion och andra föroreningar som kommer in på bordet.
Drivningen av frontplattan utförs från växellådan genom ett par koniska kugghjul med en cirkulär kugg 23 på växellådan och 24 bord vidare genom ett cylindriskt par: kugghjulet 25 och kronhjulet 26 stelt anslutna till frontplattan.
För att säkerställa smidig drift vid en betydande hastighet av maskinerna, är kugghjulen på frontplattans drivning gjorda spiralformade och de koniska kugghjulen är gjorda med en cirkulär tand.
Frontplattan är en ihålig skiva med ett antal inre radiella och ringformiga raber.
På det övre planet finns T-formade maskinslitsar, som tjänar till att fixera klämbackarna, olika fixturer eller för att direkt klämma fast arbetsstyckena.
För exakt installation av delar eller monteringsanordningar i mitten av frontplattan borras ett centreringshål i frontplattan, som skyddas från hack av en speciell plugg.
Grundversionen av maskinen levereras med fyra käftar för fastspänning av arbetsstycken. Varje kam har oberoende rörelser.
Växellåda
Utformningen av matarlådorna på sido- och övre bromsok är densamma.
Växellåda övre bromsok monterad på den högra änden av tvärstången; sidookmatarlåda - direkt till sin kropp.
Matarlådans kropp är av gjutjärn. en lådformad gjutning med tillräcklig styvhet. Alla axlar i matarlådan är monterade på rullager.
Drivningen av matarlådorna utförs från den vertikala splinesaxeln HP, som tar emot rotation från växellådans utgående axel U1 genom mekanismen för att överföra rörelse till matningen. Matarlådorna berättar för bromsoken 18 arbetsmatningar (mm / varv) och 18 hastigheter för installationsrörelser (mm / min). Detta uppnås genom att inkludera lämpliga kombinationer av elektromagnetiska kopplingar i matarlådorna.
Alla växlar i matarlådorna är i konstant ingrepp.
Koppling Em7 på XSh-axeln används för att slå på arbetsmatningarna. När den är påslagen görs en kinematisk förbindelse mellan den vertikala axeln på mekanismen för att överföra rörelse till mataren och matarlådan. När denna koppling är avstängd är det möjligt att slå på bromsokets installationsrörelser från en separat elmotor som är fäst vid matarlådans kropp.
Beroende på den erforderliga matningsriktningen - höger, vänster, uppåt, nedåt - respektive, slås en av de fyra riktningskopplingarna Em1, Em2, Em5, EMZ på och en av utgående axlar XX eller XXI tar emot rotation i den valda riktningen.
Bromskopplingar Em3, Em4 på axlarna XX och XXI tjänar till att dämpa bromsokens tröghet och eliminera överkörningar.
Användningen av elektromagnetiska kopplingar ger fjärrkontroll: slå på och stänga av arbetsmatningar och installationsrörelser, samt välja och växla matningar på språng från den hängande kontrollpanelen.
Rörelsemekanism för tvärstång och tvärstång
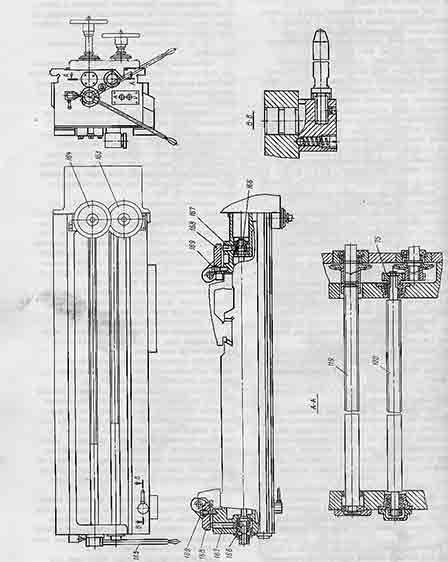
Tvärstången placeras på ramens vertikala styrningar. Tvärstångens kropp är en gjutning, vars tvärsnitt har horisontella rektangulära styrningar längs vilka den övre tjockleken rör sig.
Mellan de horisontella styrningarna i nischen finns löpaxeln 119 och löpskruven 120, vilka är monterade på rullager placerade i tvärbalkarnas hål.
Tvärbalken har en vertikal installationsrörelse längs ramens styrningar, utförd av mekanismen för att flytta tvärbalken med hjälp av två skruvar 116 och muttrar 104 som är stelt förbundna med tvärbalken.
Mekanismen för att flytta tvärstången är placerad på ramens övre plan och består av två snäckväxlar som drivs av en separat vändbar elmotor. Kuggkoppling II7, som består av kopplingshalvor och förbinder motoraxeln med axeln 118, tjänar till att installera tvärstången parallellt med frontplattans arbetsyta. Genom att vrida kopplingen halvt med en tand rör sig tvärbalken 0,005 mm.
Tvärstången kan installeras på sängstyrningarna på olika höjder inom sitt slaglängd. Samtidigt är det säkert fixerat för hand med en speciell klämmekanism.
Tvärstångens rörelse är sammankopplad med klämmekanismen så att dess rörelse inte aktiveras när tvärstången kläms fast.
Knapparna för att flytta tvärstången "Upp" och "Ner" är placerade på den vänstra änden av tvärstången under handtaget på klämmekanismen för tvärstången.
För att flytta tvärstången dras klämhandtaget 165 tillbaka åt höger. När du trycker på "Upp" eller "Ner"-knappen börjar ribban att röra sig. Rörelsen varar så länge som knappen är intryckt eller tills tvärbalken når sitt ändläge och trycker på en av gränslägesbrytarna som begränsar dess rörelse.
I slutet av rörelsen utförs fastspänningen av tvärbalken på de icke-styrande stativen genom att vrida handtaget åt vänster.
För att säkerställa ett stabilt läge för tvärbalken när den sänks och för att välja mellanrum, är den elektriska kretsen utformad så att när knappen släpps vänds elmotorn om och tvärbalken höjs automatiskt, varefter elmotorn är avstängd.
För att förhindra att tvärbalken faller i händelse av oavsiktlig klippning av huvudmutterns 104 varv, finns det en låsmutter av stål som fångar tvärbalken.
Övre bromsok
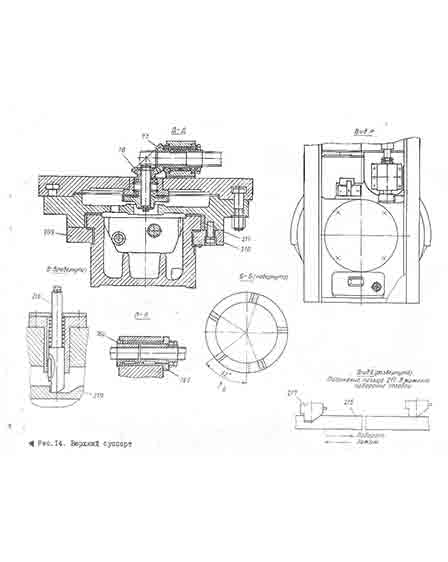
Den övre bromsoket består av: den nedre delen - en tvärglid 196 som rör sig längs tvärstångens horisontella styrningar; övre roterande delen - roterande slid 197, glidare 198 med ett revolver som rör sig i styrsliden; mekanismer för att driva rörelsen av bromsoket och reglaget, vrida och fixera tornet.
Tvärsliden är gjord i form av en platta.
På baksidan har släden platta styrningar, vars form och mått motsvarar tvärbalkens främre styrningar.
Plankor 199, 200 och kilar 201, 202 monterade på baksidan av tvärsläden håller dem på tvärskenorna. Med hjälp av kilar regleras gapet mellan styrningarna och lamellerna, som uppstår under maskinens drift. Dessutom är två avlastare installerade för att välja mellanrummet mellan den nedre tvärbalksstyrningen och sliden, samt för att minska slitaget på mittstyrningen och underlätta rörelsen av bromsoket. Rullen 203, monterad på ett nållager, rullar längs den övre skenan på tvärbalken. Belleville-fjädrar 204 drar upp bromsoket samtidigt som du lossar tvärstångsstyrningen med cirka 3/4 av dess massa.
På tvärslidens främre plan finns cirkulära T-spår, som inkluderar bultar 224 för att fästa den roterande sliden.
Den svängbara släden kan vridas 45° åt ena eller andra sidan. Rotationen utförs manuellt med hjälp av en skruv 105, uppvärmd på den roterande sliden, och en kuggsektor, vars tänder skärs i periferin av tvärsliden.
Den horisontella rörelsen av bromsoket längs tvärbalkarna riktade mot dem utförs med hjälp av en ledskruv 120 och en mutter 76 som är stelt förbunden med bromsoket. Ledskruven tar emot rotation från matarlådans utgående axel XX. Mutter 76 består av två halvor, varav en 76a är fixerad i förhållande till bromsoket, och den andra 76b har möjlighet till axiell rörelse, vilket gör att du kan justera gapet i gängad anslutning om muttern är sliten.
Horisontell bromsok (sida)
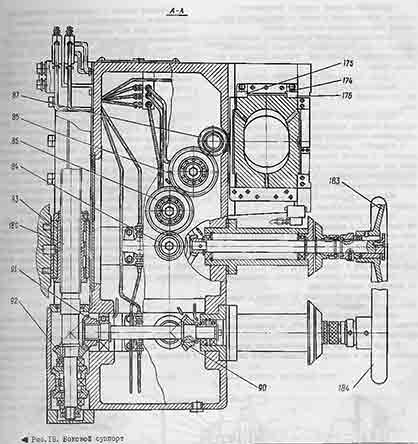
Sidostödet består av en kropp 170, en glidare 171 och rörelsedrivmekanismer.
Sidostödets kropp är en lådformad gjutning av gjutjärn, förstärkt med innerväggar och förstyvningar.
Rörelsedrivmekanismerna är placerade i kroppen. På baksidan har kroppen styrningar för vertikal rörelse av bromsoket längs styrningarna på ramen, och på framsidan styrningar för att flytta reglaget.
Styrningarna har bronsfoder som ökar deras slitstyrka.
Bromsoket hålls på sängens styrningar av ett band 172 och en kil 173, vilket gör det möjligt att justera gapet och kompensera för slitaget på styrningarna.
Reglaget hålls på styrningarna av en överliggande rem 174 och kilar 175, 176.
Bromsokets rörelser i reglaget begränsas av gränslägesbrytare.
För att skydda styrningar från spån och damm
skyddsskrapor installerade.
Sidooket fästs i sängskenorna med skruv 177, och skjutreglaget på bromsokens skenor skruvas 178.
Reglaget och bromsoket kan flyttas både mekaniskt och manuellt med svänghjulen 183 och 164.
Arbetsmatningar och installationsrörelser rapporteras till bromsoket av matarlådan. Rörelsen av matningslådans utgående axel XXI (vertikal rörelse) överförs till okaxeln 179, sedan genom två par koniska kugghjul 89 och 90,
91 och 92 på ledarskruv 180.
Blyskruvmuttern är fast ansluten till ramen. Mutterns design ger möjlighet att justera den för att kompensera för slitage och välja mellanrum.
Med horisontell rörelse överförs rörelsen från matarlådans utgående axel XX till stödaxeln 181 och sedan genom två par cylindriska kugghjul 84, 85 och 86, 87 till ett par skruvmutter 182-88. Blyskruvmuttern är fast ansluten till sliden. Mutterns design ger möjlighet att välja mellanrum under drift.
Sidostödets löpare har en fyrsidig roterande verktygshållare 195, som är placerad på en tapp 191 som är stelt förbunden med löparen.
I arbetsläge är verktygshållaren säkert fastsatt med platta kuggkopplingar 192 och 193.
För enkelsidig frigång och ljusning manuell rörelse bromsoket och matarlådan som är fäst vid den balanseras av en last som placeras i sängens inre hålighet. Sidostödet är anslutet till lasten med ett stålrep som går genom styrrullarna.
Kopplingsschema
Karusellsvarvar är utformade för att bearbeta arbetsstycken med stor massa och diameter med en relativt liten längd. För att göra detta är maskinspindeln placerad vertikalt - dess övre ände är ansluten till planbrickan, till vilken arbetsstycket är fäst (för fastsättning har planbrickan radiellt glidande kammar).
Den roterande maskinen 1516 låter dig utföra alla bearbetningsoperationer som är typiska för svarvgruppens utrustning: svarvningsytor, borrning, borrning, brotschning, bearbetning av koniska och cylindriska element (både utanför och inuti arbetsstycket), etc.
Översyn av maskiner 1516
Att se över en svarv är ett acceptabelt alternativ till att köpa ny utrustning. Under översynen sker en fullständig restaurering av svarvens egenskaper, som ursprungligen ingick i dess design av tillverkaren. Samtidigt visar sig kostnaden för en större översyn vara en storleksordning mindre än priset på ny utrustning (med hänsyn till det faktum att många maskiner redan har utgått, kan de inte köpas nya, och importerade analoger är Väldigt dyr!).

Vårt företag utför översyn maskinverktyg olika typer. Hög kvalitet arbetet bestäms av tillgången på nödvändig teknisk kapacitet - eftersom reparationen utförs i en fabrik med moderna material och lösningar.
I processen för översyn av svarven 1516 utförs följande operationer: . fullständig demontering av maskinen (inklusive detaljerad demontering av enheter och sammansättningar);
Grundlig felsökning (bestämma listan över delar som ska bytas ut / återställas);
Korrigering av maskinens geometri (inklusive slipning av bäddens styrningar);
Byte av ett skruvpar av korsmatning;
Komplett utbyte av alla gummiprodukter (RTI), samt filtpackningar, smutsrengöringsmedel etc.;
Noggrann revidering av huvudstocken (om nödvändigt, slipning av spindelkonen);
Byte av alla lagerenheter;
Byte av kugghjul i växellådor;
Revision av bromsokenheten;
Reparation av foderlåda och förkläde;
Utvärdering av ändstocken (om nödvändigt - slipning av fjäderkonen eller installera en ny);
Byte av kraftledningar, ledaranslutningar och andra delar av den elektriska kretsen;
I slutet reparationsarbete alla kroppsdelar på maskinen är målade.
Därefter går utrustningen igenom en testcykel (enligt tillverkarens specifikationer).
På begäran av kunder installerar vi på en svarv frekvensomvandlare. Detta eliminerar behovet av en växellåda. Detta minskar energikostnaderna för växeldriften och friktionsförlusterna, vilket innebär att utrustningens energieffektivitet ökar. Ett ytterligare plus: frekvensomformaren låter dig steglöst ändra spindelhastigheten med ett mycket litet steg.
Vi garanterar kvaliteten på den renoverade utrustningen och att den renoverade vertikalsvarven 1516 uppfyller alla precisionskrav. Liksom utvidgningen av dess tekniska kapacitet genom användning av moderna delar, sammansättningar och CNC elektriska styrsystem i reparationsprocessen.

Vi rekommenderar också
 Det längsta kriget i mänsklighetens historia: historia, intressanta fakta Teorier om krigets ursprung
Det längsta kriget i mänsklighetens historia: historia, intressanta fakta Teorier om krigets ursprung
 Tuggar godis ROSHEN Galet bi
Tuggar godis ROSHEN Galet bi
 Picodi: Alla rabatter på ett ställe!
Picodi: Alla rabatter på ett ställe!
 Vad är viktigt för en revisor att veta om en särskild bedömning av jobb?
Vad är viktigt för en revisor att veta om en särskild bedömning av jobb?
 P \ 'femårsplaner i USSR Alla femårsplaner för USSR
P \ 'femårsplaner i USSR Alla femårsplaner för USSR
 Skrämmande statistik från det belägrade Leningrad
Skrämmande statistik från det belägrade Leningrad