Penunjukan lembaran galvanis menurut GOST. Baja lembaran galvanis dengan garis kontinu
spesifikasi. (ekstrak)
Standar ini berlaku untuk baja canai dingin lembaran dan kumparan, galvanis yang dicelup panas dalam unit galvanis terus menerus, dimaksudkan untuk profil dingin, untuk pengecatan, untuk pembuatan bagian yang dicap, peralatan, wadah dan produk logam lainnya.
Indikator tingkat teknis yang ditetapkan oleh standar ini memenuhi persyaratan kategori kualitas tertinggi dan pertama.
1. Klasifikasi
1.1. Baja lembaran galvanis (OTs) dibagi lagi:
Ditugaskan ke grup
- Untuk stempel dingin - ,
- Untuk profil dingin - HP,
- Untuk mewarnai (pelatihan) - PC,
- tujuan umum- APAKAH DIA;
Menurut kemampuan menggambar (baja kelompok XSh) ke dalam kategori
- Gambar normal - H,
- Menggambar dalam - G,
- Gambar yang sangat dalam - VG;
Menurut keseragaman ketebalan lapisan seng
- Dengan variasi ketebalan normal - HP,
- Dengan variasi ketebalan yang dikurangi - UR.
1.2. Dengan kesepakatan antara konsumen dan pabrikan, baja galvanis dapat diproduksi:
- dengan pola kristalisasi - KR,
- tanpa pola kristalisasi - MT.
1.3. Tergantung pada ketebalan lapisan, baja galvanis dibagi menjadi 3 kelas sesuai dengan tabel. satu.
Tabel 1
Dalam pembuatan baja dengan lapisan yang berbeda, ketebalannya di satu sisi lembaran harus sesuai dengan kelas 2, dan di sisi lain - kelas P (untuk lembaran) atau kelas 1.
2. Bermacam-macam.
2.1. Baja galvanis dibuat dengan lebar inklusif 710 hingga 1800 mm, dengan ketebalan inklusif 0,5 hingga 2,5 mm.
2.2. Dimensi, batas penyimpangan dan persyaratan lain untuk bermacam-macam harus sesuai dengan persyaratan GOST 19904-74.
Contoh simbol
Baja galvanis dengan ketebalan 0,8, lebar 1000, panjang 2000 mm, akurasi rolling normal B, kerataan normal PN, dengan tepi NO dari grup OH, pola kristalisasi KR, lapisan seng kelas pertama menurut GOST 14918-80:
Baja canai galvanis dengan lapisan yang berbeda tebal 0,5, lebar 710 mm, akurasi rolling yang ditingkatkan A, PV planar tinggi, dengan tepi potong O, grade Bst3kp, untuk pengecatan PC, tanpa pola kristalisasi MT dengan variasi ketebalan yang dikurangi UR, dilapisi pada satu sisi terlebih dahulu , dan di kelas kedua lainnya menurut GOST 14918-80:
| OC | A-O-1.5x710 GOST 19904-74 |
| Bst3kp PK-MT-UR-1/2 GOST 14918-80 |
3. Persyaratan teknis
3.1. Baja galvanis harus dibuat sesuai dengan persyaratan Standar Internasional ini. dokumentasi teknis disetujui dengan cara yang ditentukan.
3.2. Baja galvanis terbuat dari baja canai dingin karbon dengan kualitas permukaan sesuai dengan GOST 16523-70. Nilai baja harus sesuai dengan yang diberikan dalam tabel 1.
Tabel 1
| Baja galvanis | Merek baja canai dingin untuk pembuatan baja galvanis | ||
| Kelompok | kategori kerudung | Kualitas kategori pertama | Kategori kualitas terbaik |
| XIII | N, G | Nilai baja dengan kimia. Komposisi menurut GOST 9045-80, GOST 1050-74 dan GOST 380-781 | Nilai baja dengan komposisi kimia menurut GOST 9045-80, serta GOST 1050-74 dengan kandungan belerang tidak lebih dari 0,035% dan fosfor - tidak lebih dari 0,020% dan GOST 380-71 dengan fraksi massa belerang tidak lebih dari 0,035% dan fosfor - tidak lebih dari 0,025% |
| XIII | VG | 08ps, 08kp, o8Yu menurut GOST 9045-80 08PS, 08KP, 10KP menurut GOST 1050-74 | 08ps, 08kp, 08Yu sesuai dengan GOST 9045-80 08ps, 08KP, 10kp sesuai dengan GOST1050-74 dengan fraksi massa belerang tidak lebih dari 0,030% dan fosfor - tidak lebih dari 0,020% |
| XII, PC | - | 08ps menurut GOST 9045-80 08,08ps menurut GOST 1050-74 Bst0, Bst1, bst3 dari semua derajat deoksidasi menurut GOST 380-71 | 08ps sesuai dengan GOST 9045-80 08.08ps sesuai dengan GOST 1050-74 BST0, BST1, BST2, BST3 dari semua derajat deoksidasi sesuai dengan GOST 380-71 dengan fraksi massa belerang tidak lebih dari 0,04% dan fosfor - tidak lebih dari 0,0035% |
| APAKAH DIA | - | Nilai baja dengan komposisi kimia menurut GOST 9045-80, GOST 1050-74, GOST 380-71 | Kelas baja dengan komposisi kimia sesuai dengan GOST 9045-80, GOST 1050-74, GOST 380-71 dengan fraksi massa belerang tidak lebih dari 0,045% dan fosfor - tidak lebih dari 0,04%. |
3.3. Untuk menggembleng, kadar seng Ts0 dan Ts1 digunakan sesuai dengan GOST 3640-79 dengan penambahan aluminium, timbal, dan logam lainnya ke dalam bak. Doping dengan timbal diperbolehkan karena pengenalan kelas seng Ts2.
3.4. Permukaan baja galvanis harus bersih, dengan lapisan kontinu.
3.4.1. Tidak diperbolehkan untuk memutus kontinuitas lapisan dalam bentuk retakan pada nodul kecil yang terletak pada cacat di dasar baja, klasifikasi dan dimensi yang disediakan oleh GOST 16523-70.
3.4.2. Pada lembaran dan strip dengan tepi yang tidak ditekuk, cacat tepi dengan kedalaman melebihi deviasi maksimum lebar tidak diperbolehkan.
3.5. Untuk baja galvanis golongan KhSh, KhP dan OH, kendur kecil (kendur, stratifikasi), butiran dan kristalisasi seng yang tidak merata, bekas kerutan strip dan rol kontrol, kekasaran lokal lapisan (ruam), goresan ringan dan lecet yang jangan merusak kontinuitas lapisan seng yang diizinkan, bintik-bintik terang dan matte, pewarnaan film pasif yang tidak merata.
3.6. Untuk baja galvanis dari kelompok PC, titik-titik gelap dan jalur (jejak) dari kendur kecil yang cacat (kendur, pelapisan), butiran kekasaran lokal lapisan (ruam), pola matte kristalisasi seng, jejak kekusutan, garis-garis, goresan ringan dan lecet yang tidak melanggar kontinuitas diperbolehkan lapisan seng, bintik-bintik terang dan matte, pewarnaan film pasif yang tidak merata.
3.7. Atas permintaan konsumen, film pasif harus memiliki warna yang seragam.
3.8. Variasi pengurangan ketebalan lapisan seng UR tidak boleh lebih dari 16 untuk kelas P, tidak lebih dari 10 untuk kelas 1, dan tidak lebih dari 4 mikron untuk kelas 2. Baja galvanis dengan variasi ketebalan normal HP harus memiliki ketebalan lapisan dalam batas yang ditunjukkan pada Tabel 1.
Baja galvanis dengan kategori kualitas tertinggi diproduksi dengan ketebalan lapisan seng yang berbeda untuk baja kelompok XSh, KhP dan PK kelas P - tidak lebih dari 12, kelas 1 - tidak lebih dari 8 dan kelas 2 - tidak lebih dari 3 mikron.
3.9. Di tempat pembengkokan baja galvanis dengan ketebalan hingga 1,0 mm inklusif, ketika menguji kekuatan adhesi lapisan ke logam dasar pada tikungan 180 °, tidak boleh ada delaminasi lapisan seng yang memaparkan permukaan baja. Jaringan retakan kecil diperbolehkan di sepanjang tikungan dan delaminasi lapisan pada jarak hingga 6 mm dari tepi sampel.
3.10. Baja galvanis mekanis harus memenuhi standar yang ditentukan dalam Tabel. 1b.
- kedalaman lubang bulat baja galvanis kelompok XSh harus sesuai dengan standar yang diberikan dalam tabel. 1b.
- Untuk baja galvanis dari kelompok XSh dengan kategori kualitas tertinggi, perpanjangan relatif harus 1 unit. lebih dari norma meja. 1b, dan kedalaman lubang bola 0,2 mm lebih dari norma Tabel. 1c.
Tabel 1 b
Baja galvanis | Resistensi sementara | Kekuatan hasil | Perpanjangan relatif s 4, %, tidak kurang, pada L0=80 mm untuk ketebalan baja, mm |
||||
| kelompok | kategori kerudung | celah masuk, MPa | s t, MPa, tidak kurang dari | hingga 0,7 | sv 0,7 hingga 1,5 | sv 1,5 hingga 2,0 | sv 2.0 |
| H G VG | 300-490 275-430 255-410 | - - - | 21 23 26 | 22 24 28 | 23 25 29 | 24 26 30 |
|
| HP, PC | - | - | 230 | 20 | 22 | - | - |
| APAKAH DIA | - | - | - | - | - | - | - |
Catatan. Nilai kekuatan tarik dan perpanjangan relatif untuk baja galvanis dari kelompok XSh kategori gambar N dan G perpanjangan relatif untuk baja dari kelompok HP dan PK adalah opsional sampai 07/01/89.
Saat menghitung kekuatan tarik dan kekuatan luluh, ketebalan lapisan seng tidak diperhitungkan.
Tabel 1c
Ketebalan baja galvanis | Kedalaman lubang bulat untuk kategori kap mesin, tidak kurang dari |
||
| VG | G | H | |
| 0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 | 8,5 8,9 9,2 9,5 9,9 10,1 10,3 10,5 10,7 10,8 11,0 11,3 11,4 11,5 11,6 11,7 | 8,0 8,5 8,9 9,3 9,6 9,9 10,1 10,3 10,5 10,6 10,8 11,0 11,1 11,2 11,3 11,4 | 6,9 7,2 7,5 7,8 8,2 8,6 8,7 8,8 8,9 9,0 9,1 9,5 9,6 9,7 9,8 9,9 |
Catatan:
- Untuk baja galvanis dengan ketebalan sedang, kedalaman lubang bulat harus memenuhi standar yang ditetapkan untuk ketebalan terdekat yang lebih kecil.
- Nilai kedalaman lesung pipit bulat untuk baja galvanis dengan ketebalan lebih dari 1,5 mm bersifat opsional hingga 01/07/89.
- Saat diuji pada perangkat tipe MTL-10 g, norma untuk kedalaman lubang bulat berkurang 0,3 mm.
3.11. Baja galvanis dari kelompok diproduksi dengan ukuran butir ferit poin 7, 8, 9, 10 menurut GOST 5639-82 untuk kategori kap VG dan tidak kurang dari 6 poin untuk kategori kap G.
Untuk baja galvanis kategori VG, butiran yang tidak rata diperbolehkan dalam dua nomor yang berdekatan, untuk lembaran kategori G - dalam tiga nomor yang berdekatan.
3.12. Untuk baja galvanis kelompok kategori VG, keberadaan sementit bebas struktural diperbolehkan dalam batas poin 0, 1, 2 dan 3 skala 1 menurut GOST 5640-68. Untuk kategori gambar G dan H, keberadaan sementit bebas struktural tidak distandarisasi.
3.13 Jumlah belokan tanpa patah dari baja galvanis golongan KhP, PK, OH harus memenuhi standar yang ditetapkan pada Tabel. 1g
Tabel 1d
Catatan. Standar lentur untuk baja galvanis dengan ketebalan lebih dari 1,5 mm bersifat opsional hingga 01/07/89.
3.14. (Dihapus, Rev. No. 2).
4. Aturan penerimaan
4.1. Baja galvanis diterima dalam batch. Batch harus terdiri dari lembaran atau gulungan dari kelompok yang sama dari baja galvanis, dengan ukuran yang sama, dari jenis dan kelas yang sama, ketebalan lapisan, jenis, pengawetan, dari merek dan panas yang sama (baja KhSh, KhP dan PK). kelompok) kategori gambar (baja kelompok KhSh), harus diterbitkan dan disertai dengan dokumen kualitas sesuai dengan GOST 7566-81 dengan tambahan indikator kualitas opsional.
Massa batch tidak boleh melebihi produksi pengganti unit.
4.3. Untuk mengontrol dimensi dan kualitas permukaan, dipilih 6% lembaran atau satu gulungan dari batch.
4.4. Untuk mengontrol kekuatan perekat lapisan, peralatan mekanis, struktur mikro mengambil satu lembar atau satu gulungan dari banyak.
4.5. Setelah menerima hasil tes yang tidak memuaskan untuk setidaknya satu indikator, upaya kedua dilakukan sesuai dengan GOST 7566-81.
6. Penandaan, pengemasan, pengangkutan dan penyimpanan.
6.1. Penandaan, pengemasan, pengangkutan, dan penyimpanan - sesuai dengan GOST 7566-81 dengan tambahan.
6.2. Untuk melindungi permukaan baja galvanis dari korosi, dilakukan konservasi: passivation, oiling atau pasivasi dan oiling.
Atas permintaan konsumen, baja galvanis tidak diawetkan.
Saat dikirim ke Far North dan daerah yang sulit dijangkau, konservasi adalah wajib.
6.3. Lembaran baja galvanis dibentuk menjadi satu paket, meletakkan satu lembar di atas yang lain. Untuk lembaran dengan lapisan yang berbeda, sisi dengan ketebalan lapisan kelas 2 harus menghadap ke bagian bawah kemasan.
Selesai dan permukaan samping paket dikelilingi oleh saluran yang terbuat dari anil lembaran baja tebal tidak kurang dari 0,4 mm menurut normatif dan dokumentasi teknis.
Ke bagian bawah paket harus dilampirkan batang kayu sesuai dengan GOST 8486-86 dan GOST 2695-83 dengan bagian setidaknya 80x80 mm atau batang logam sesuai dengan peraturan dan dokumentasi teknis. Jumlah batang kayu dan logam dengan lebar paket hingga 1200 mm - 2 pcs.; lebih dari 1200 mm - masing-masing 3 pcs. dan 2 buah.
6.4. Gulungan baja galvanis dengan lapisan yang berbeda digulung sehingga sisi dengan ketebalan lapisan seng kelas 2 terletak di dalam kumparan.
6.5. Bundel dan gulungan harus diikat erat. Jumlah pengikat - menurut GOST 7566-81.
6.6. Massa satu paket harus minimal 3 ton dan tidak boleh lebih dari 10 ton.
Hingga 01/01/88, atas permintaan konsumen, massa sebungkus lembaran baja galvanis tidak boleh melebihi 5 ton.
6.7. Penandaan pengangkutan paket harus diterapkan sesuai dengan GOST 14192-77 dengan cat gelap pada permukaan ujung paket dan permukaan samping gulungan dan berisi prasasti utama, tambahan dan informasi.
6.8. Transportasi baja galvanis dengan kereta api dilakukan dengan rolling stock terbuka sesuai dengan aturan pengangkutan barang yang berlaku pada jenis angkutan ini dan persyaratan pemuatan dan pengamanan barang yang disetujui oleh Kementerian Perkeretaapian.
6.9. Penyimpanan baja galvanis harus sesuai dengan kondisi Zh3 sesuai dengan GOST 15150-69, tidak termasuk keberadaan sambungan dengan zat aktif kimia.
BAJA BERLAPIS SENG DENGAN GARIS BERKELANJUTAN
KONDISI TEKNIS
RUMAH PENERBITAN STANDAR IPK
Moskow
STANDAR ANTAR NEGARA
Dengan Keputusan Komite Negara Uni Soviet untuk Standar tertanggal 31 Maret 1980 No. 1465, tanggal pengenalan ditetapkan
01.07.81
Masa berlaku telah dihapus sesuai dengan protokol No. 3-93 dari Dewan Antar Negara untuk Standardisasi, Metrologi dan Sertifikasi (IUS 5-6-93)
Standar ini berlaku untuk baja canai dingin lembaran dan kumparan, galvanis yang dicelup panas dalam unit galvanis terus menerus, dimaksudkan untuk profil dingin, untuk pengecatan, untuk pembuatan bagian yang dicap, peralatan, wadah dan produk logam lainnya.
Indikator tingkat teknis yang ditetapkan oleh standar ini memenuhi persyaratan kategori kualitas tertinggi dan pertama.
1. KLASIFIKASI
1.1. Baja lembaran galvanis (OTs) dibagi lagi:
ditugaskan ke grup
untuk stempel dingin - ,
untuk profil dingin - HP,
untuk mewarnai (terlatih) - PC,
tujuan umum - OH;
dengan menarik kemampuan
(kelompok baja X W) per kategori
kap normal - H,
menggambar dalam - G,
gambar yang sangat dalam - VG;
sesuai dengan keseragaman ketebalan lapisan seng
dengan variasi ketebalan normal - HP,
dengan variasi ketebalan yang dikurangi - UR.
1.2. Dengan kesepakatan antara konsumen dan pabrikan, baja galvanis dapat diproduksi:
dengan pola kristalisasi - KR,
tanpa pola kristalisasi - MT.
1.3. Tergantung pada ketebalan lapisan, baja galvanis dibagi menjadi tiga kelas sesuai dengan yang ditunjukkan pada Tabel. satu.
Tabel 1
|
Kelas ketebalan |
Berat lapisan pelapis 1 m 2 diterapkan di kedua sisi, r |
Ketebalan lapisan, m |
|
P (meningkat) |
St. 570 hingga 855 termasuk. |
St 40 sampai 60 termasuk. |
|
» 258 » 570 » |
» 18 » 40 » |
|
|
Dari 142,5" 258" |
Dari 10 » 18 » |
Dalam pembuatan baja dengan lapisan yang berbeda, ketebalannya di satu sisi lembaran harus sesuai dengan kelas 2, dan di sisi lain dengan kelas P (untuk lembaran) atau kelas 1.
2. BERBAGAI
2.1. Baja galvanis diproduksi dengan lebar inklusif 710 hingga 1800 mm, dengan ketebalan inklusif 0,5 hingga 2,5 mm.
2.2. Dimensi, deviasi batas dan persyaratan bermacam-macam lainnya harus sesuai dengan persyaratan.
Baja galvanis dengan kategori kualitas tertinggi diproduksi oleh:
dengan baja canai sabit tidak lebih dari 6 mm per 3 m panjangnya;
dengan kerataan PV dan PU dan penyimpangan ketebalan yang diizinkan sesuai dengan standar peningkatan akurasi rolling;
dengan gulungan teleskopik dengan lebar baja hingga 1000 mm tidak lebih dari 30 mm.
Contoh Legenda
Baja galvanis dengan ketebalan 0,8, lebar 1000, panjang 2000 mm, akurasi rolling normal B, kerataan normal PN, dengan tepi NO dari gugus OH tanpa tepi, dengan pola kristalisasi KR, kelas seng pertama pelapisan menurut GOST 14918-80:
Baja canai galvanis dengan ketebalan 1,2, lebar 1000 mm, peningkatan akurasi rolling A, dengan tepi potong O, grade 08kp, gambar sangat dalam VG, tanpa pola kristalisasi MT, dengan variasi ketebalan yang dikurangi UR, kelas kedua lapisan menurut GOST 14918-80:
Baja canai galvanis dengan lapisan yang dibedakan setebal 0,5, lebar 710 mm, peningkatan akurasi penggulungan A, dengan tepi potong O, grade Bst3kp, untuk pengecatan PC, tanpa pola kristalisasi MT dengan variasi ketebalan yang dikurangi UR, dilapisi pada satu sisi pertama, dan di kelas kedua lainnya menurut GOST 14918-80:
Bab. 2. (Edisi Revisi, Rev. No. 2).
3. PERSYARATAN TEKNIS
3.1. Baja galvanis harus dibuat sesuai dengan persyaratan standar ini untuk dokumentasi teknis yang disetujui dengan cara yang ditentukan.
3.2. Baja galvanis terbuat dari gulungan baja karbon canai dingin dengan kualitas permukaan . Nilai baja harus sesuai dengan yang diberikan dalam tabel. 1a.
Tabel 1sebuah
|
Baja galvanis |
Kelas baja canai dingin untuk membuat baja galvanis |
||
|
Kelompok |
|||
|
N, G |
Nilai baja dengan komposisi kimia , serta dengan kandungan belerang tidak lebih dari 0,035% dan fosfor - tidak lebih dari 0,020% dan dengan fraksi massa belerang tidak lebih dari 0,035% dan fosfor - tidak lebih dari 0,025% |
||
|
VG |
08ps, 08kp, 08Yu |
08ps, 08kp, 08Yu |
|
|
08ps, 08kp, 10cl. |
08ps, 08kp, 10kp dengan fraksi massa belerang tidak lebih dari 0,030% dan fosfor - tidak lebih dari 0,020% |
||
|
HP, PC |
08ps ke |
08ps ke |
|
|
08, 08ps ke |
08, 08 pada |
||
|
BSt0, BSt1, BSt2, BStZ dari semua derajat deoksidasi menurut |
Bst0, Bst1, Bst2, Bst3 dari semua derajat deoksidasi dengan fraksi massa belerang tidak lebih dari 0,04% dan fosfor - tidak lebih dari 0,035% |
||
|
APAKAH DIA |
Nilai baja dengan komposisi kimia sesuai dengan , dan |
Nilai baja dengan komposisi kimia , dengan fraksi massa belerang tidak lebih dari 0,045% dan fosfor - tidak lebih dari 0,040% |
|
(Edisi Revisi, Rev. No. 2).
3.3. Untuk menggembleng, kadar seng Ts0 dan Ts1 digunakan sesuai dengan GOST 3640-94 dengan penambahan aluminium, timbal, dan logam lainnya ke dalam bak. Doping dengan timbal diperbolehkan karena pengenalan kelas seng Ts2.
3.4. Permukaan baja galvanis harus bersih dan dilapisi seluruhnya.
3.4.1. Gangguan kontinuitas lapisan dalam bentuk retakan pada bintil-bintil kecil yang terletak pada cacat pada dasar baja, yang klasifikasi dan dimensinya disediakan, tidak diperbolehkan.
3.4.2. Pada lembaran dan strip dengan tepi yang tidak ditekuk, cacat tepi dengan kedalaman melebihi deviasi maksimum lebar tidak diperbolehkan.
3.4 - 3.4.2. (Edisi yang diubah, Rev. No. 2).
3.5. Untuk baja galvanis golongan KhSh, KhP dan OH, kendur kecil (kendur, stratifikasi), butiran dan kristalisasi seng yang tidak merata, jejak pembengkokan strip dan rol kontrol, kekasaran lokal lapisan (ruam), goresan ringan dan lecet yang jangan melanggar kontinuitas lapisan seng diperbolehkan, bintik-bintik terang dan matte, pewarnaan film pasif yang tidak merata.
3.6. Untuk baja galvanis dari kelompok PC, titik-titik gelap dan jalur (jejak) dari kendur kecil yang cacat (kendur, pelapisan), butiran dan kekasaran lokal lapisan (ruam), pola kristalisasi seng matte dan kabur, jejak kekusutan strip, goresan dan lecet ringan, diperbolehkan mengganggu kontinuitas lapisan seng, bintik-bintik terang dan matte, pewarnaan film pasif yang tidak merata.
3.7. Atas permintaan konsumen, film pasif harus memiliki warna yang seragam.
(Edisi Revisi, Rev. No. 2).
3.8. Variasi pengurangan ketebalan lapisan seng UR tidak boleh lebih dari 16 untuk kelas P, tidak lebih dari 10 untuk kelas 1, dan tidak lebih dari 4 mikron untuk kelas 2. Baja galvanis dengan ketebalan normal HP harus memiliki ketebalan lapisan dalam batas yang ditunjukkan pada Tabel. satu.
Baja galvanis dengan kategori kualitas tertinggi diproduksi dengan ketebalan lapisan seng yang berbeda untuk baja kelompok XSh, KhP dan PK kelas P - tidak lebih dari 12, kelas 1 - tidak lebih dari 8 dan kelas 2 - tidak lebih dari 3 mikron.
3.9. Di tempat pembengkokan baja galvanis dengan ketebalan hingga 1,0 mm inklusif, ketika menguji kekuatan adhesi lapisan ke logam dasar pada tikungan 180 °, tidak boleh ada delaminasi lapisan seng yang memaparkan permukaan baja. Jaringan retakan kecil diperbolehkan di sepanjang tikungan dan delaminasi lapisan pada jarak hingga 6 mm dari tepi sampel.
3.10. Sifat mekanik baja galvanis harus sesuai dengan standar yang ditentukan dalam Tabel. 1b.
|
Baja galvanis |
Kekuatan tekanan s PADA, MPa |
Kekuatan hasil s T, MPa, tidak kurang dari |
Ekstensi relatif d 4 , %, tidak kurang, diaku 0 = 80 mm untuk ketebalan baja, mm |
||||
|
kelompok |
hingga 0,7 |
St. 0,7 |
St. 1.5 |
St. 2.0 |
|||
|
300-490 |
|||||||
|
275-430 |
|||||||
|
VG |
255-410 |
||||||
|
HP, PC |
|||||||
|
APAKAH DIA |
|||||||
Catatan. Nilai kekuatan tarik dan perpanjangan relatif untuk baja galvanis dari kelompok XSh kategori gambar N dan G, perpanjangan relatif untuk baja kelompok HP dan PK adalah opsional sampai 01.07.89.
Saat menghitung kekuatan tarik dan kekuatan luluh, ketebalan lapisan seng tidak diperhitungkan.
3.10.1. Kedalaman lubang bulat baja galvanis kelompok XSh harus memenuhi standar yang diberikan dalam Tabel. 1c.
|
Ketebalan baja galvanis |
Kedalaman lubang bulat untuk kategori kap mesin, tidak kurang dari |
||
|
VG |
G |
H |
|
|
10,1 |
|||
|
10,3 |
10,1 |
||
|
10,5 |
10,3 |
||
|
10,7 |
10,5 |
||
|
10,8 |
10,6 |
||
|
11,0 |
10,8 |
||
|
11,3 |
11,0 |
||
|
11,4 |
11,1 |
||
|
11,5 |
11,2 |
||
|
11,6 |
11,3 |
||
|
11,7 |
11,4 |
||
Catatan:
1. Untuk baja galvanis dengan ketebalan sedang, kedalaman lubang bulat harus memenuhi standar yang ditetapkan untuk ketebalan terdekat yang lebih kecil.
2. Nilai kedalaman lesung pipit bulat untuk baja galvanis dengan ketebalan lebih dari 1,5 mm bersifat opsional hingga 01/07/89.
3. Saat diuji pada perangkat tipe MTL-10 g, norma untuk kedalaman lubang bulat berkurang 0,3 mm.
3.10.2. Untuk baja galvanis dari kelompok XSh dengan kategori kualitas tertinggi, perpanjangan relatif harus 1 unit. lebih dari norma, dan kedalaman lubang bola 0,2 mm lebih dari norma.
3.10 - 3.10.2. (Edisi revisi, Pdt. Nomor 2).
3.11. Baja galvanis dari kelompok XSh dibuat dengan ukuran butir ferit poin 7, 8, 9, 10 sesuai dengan GOST 5639-82 untuk kategori kap VG dan tidak kurang dari 6 poin untuk kategori kap G.
Untuk baja galvanis kategori VG, butiran yang tidak rata diperbolehkan dalam dua nomor yang berdekatan, untuk lembaran kategori G - dalam tiga nomor yang berdekatan.
3.12. Untuk baja galvanis kelompok kategori VG, keberadaan sementit bebas struktural diperbolehkan dalam batas poin 0, 1, 2 dan 4 skala 1 menurut GOST 5640-68. Untuk kategori gambar G dan H, keberadaan sementit bebas struktural tidak distandarisasi.
3.13. Jumlah pembengkokan tanpa patah pada baja galvanis golongan KhP, PK, OH harus memenuhi standar yang ditetapkan pada Tabel. 1g
Tabel 1d
|
Ketebalan baja galvanis, mm |
Jumlah kekusutan |
|
Hingga 0,8 termasuk. |
|
|
0.8 » 1.2 » |
|
|
» 1.2 » 2.0 » |
|
|
» 2.0 |
Catatan. Norma pembengkokan baja galvanis dengan ketebalan lebih dari 1,5 mm bersifat opsional hingga 01/07/89.
(Edisi Revisi, Rev. No. 2).
3.14. (Dihapus, Rev. No. 2).
4. ATURAN PENERIMAAN
4.1. Baja galvanis diterima dalam batch. Batch harus terdiri dari lembaran atau gulungan dari kelompok yang sama dari baja galvanis, dengan ukuran yang sama, dari jenis dan kelas ketebalan lapisan yang sama, jenis konservasi, dari kelas dan panas yang sama (baja KhSh, KhP dan PK kelompok) dan kategori gambar (baja kelompok KhSh), harus dikeluarkan dan disertai dengan dokumen kualitas dengan penambahan nilai untuk indikator kualitas opsional.
Massa batch tidak boleh melebihi produksi pengganti unit.
(Edisi Revisi, Rev. No. 2).
4.2. Dalam dokumen mutu, hasil pengujian dan data komposisi kimia ditunjukkan atas permintaan konsumen.
Untuk baja galvanis yang telah diberikan Tanda Mutu Negara, penunjukan Tanda Mutu Negara ditempelkan pada dokumen mutu.
4.3. Untuk mengontrol dimensi dan kualitas permukaan, dipilih 6% lembaran atau satu gulungan dari batch.
4.4. Untuk mengontrol kekuatan adhesi lapisan, sifat mekanik, struktur mikro, satu lembar atau satu gulungan dipilih dari batch.
4.5. Setelah menerima hasil pengujian yang tidak memuaskan untuk setidaknya satu indikator, pengujian ulang dilakukan sesuai dengan.
5. METODE UJI
5.1. Kualitas permukaan lembaran dan gulungan diperiksa dengan inspeksi eksternal tanpa menggunakan alat pembesar.
5.2. Untuk pengujian, sampel dipotong dari setiap lembar atau gulungan yang dipilih sesuai dengan persyaratan gambar dan tabel. 2
Metode tes
lebar
panjang
Pada kekuatan adhesi lapisan seng ke logam dasar
3, 4, 5
Untuk menentukan berat lapisan seng dan variasi ketebalan
Infleksi
Di kap lubang bulat (x- tempat pengujian)
180-300
tarik
9, 10
Evaluasi struktur mikro
Catatan. Sampel dipotong dengan deviasi maksimum dalam ukuran - ± 3 mm.
5.3. Untuk menentukan massa lapisan seng, sampel uji diturunkan kadarnya, ditimbang, direndam dalam larutan antimon oksida (Sb 2 O 3) atau antimon klorida (Sb C1 3) dalam asam klorida dan disimpan sampai evolusi gas yang hebat berhenti, kemudian sampel dikeluarkan dari larutan, dicuci bersih dengan air dingin, kemudian dengan air panas, dikeringkan dengan kertas saring dan ditimbang. Degreasing dilakukan dengan etil alkohol sintetik teknis.
Larutan antimon oksida atau antimon klorida disiapkan dengan cara berikut: 20 g antimon oksida (atau 32 g antimon klorida) dilarutkan dalam 1000 ml asam klorida pekat (GOST 3118-77) untuk kelas kedua dan pertama atau 50 g antimon oksida kelas P.
Massa lapisan seng yang diterapkan pada kedua sisi lembaran, dalam gram ( m) per 1 m 2 dihitung dengan rumus
di mana massa tiga sampel (3, 4 dan 5) sebelum pembubaran lapisan seng, dengan kesalahan 0,01 g, g;
Massa tiga sampel (3, 4 dan 5) setelah pembubaran lapisan seng, dengan kesalahan 0,01 g, g;
S- luas permukaan sebenarnya dari sampel dengan kesalahan 1·10 -6 m 2 , m 2 .
Untuk menentukan massa lapisan seng, diperbolehkan menggunakan metode lain yang memberikan akurasi yang diperlukan.
Metode yang ditentukan dalam standar ini diterapkan jika terjadi ketidaksepakatan dalam penilaian.
(Edisi yang diubah, Rev. No. 1, 2).
5.4. Variasi ketebalan lapisan dalam arah melintang lembaran ditentukan sebagai perbedaan mutlak antara nilai maksimum dan minimum ketebalan lapisan pada sampel 3, 4 dan 5 sesuai dengan rumus
|
3 - luas permukaan lapisan seng, cm 2 . (Edisi Revisi, Rev. No. 1). 5.4.1. Nilai rata-rata ketebalan dan perbedaan ketebalan lapisan seng dari permukaan lembaran dengan lapisan yang berbeda ditentukan dan dihitung untuk masing-masing sisi. Untuk melakukan ini, setelah menurunkan sampel, salah satu sisi ditutup dengan lapisan padat lem karet atau parafin dan seng dihilangkan dari sisi yang berlawanan, seperti yang ditunjukkan di atas. Setelah ditimbang kembali, lem atau parafin dihilangkan secara mekanis atau dalam air panas. Penghapusan lapisan seng dari sisi lain sampel dilakukan dengan cara yang sama. 5.5. Tes tikungan dilakukan sesuai dengan GOST 13813-68. 5.6. Tes untuk menggambar lubang bulat dilakukan sesuai dengan GOST 10510-80. Buat dua pengukuran di area pengujian dan tentukan mean aritmatika. 5.7. Uji tarik dilakukan sesuai dengan GOST 11701-84. 5.8. Penentuan ukuran butir ferit dilakukan sesuai dengan GOST 5639-82 dan sementit bebas struktur - menurut GOST 5640-68. 5.9. Uji lentur baja galvanis hingga tebal 1 mm inklusif pada sudut 180 ° dilakukan sesuai dengan GOST 14019-80. Sampel baja galvanis diuji pada mandrel yang sama dengan ketebalan produk yang digulung. Baja galvanis dengan kategori kualitas tertinggi harus tahan uji tikungan 180 ° tanpa mandrel sampai kedua sisinya bersentuhan. Dengan persetujuan antara konsumen dan pabrikan, pengujian lentur dapat diganti dengan pengujian untuk kunci atap ganda sesuai dengan OST 1411-196-86, dan untuk baja galvanis dari grup PK, dengan pengujian pada perangkat U-1A sesuai dengan ke. Baja galvanis dengan ketebalan lebih dari 1,0 mm diuji atas permintaan konsumen sesuai dengan prosedur yang disepakati dengan cara yang ditentukan. 5.10. Untuk mengontrol kualitas baja galvanis, diperbolehkan menggunakan metode kontrol non-destruktif. 6. PENANDAAN, KEMASAN, TRANSPORTASI DAN PENYIMPANAN6.1. Penandaan, pengemasan, transportasi dan penyimpanan - dengan tambahan. 6.2. Untuk melindungi permukaan baja galvanis dari korosi, dilakukan konservasi: passivation, oiling atau pasivasi dan oiling. Atas permintaan konsumen, baja galvanis tidak diawetkan. Saat dikirim ke Far North dan daerah yang sulit dijangkau, konservasi diperlukan. 6.3. Lembaran baja galvanis dibentuk menjadi satu paket, meletakkan satu lembar di atas yang lain. Untuk lembaran dengan lapisan yang berbeda, sisi dengan ketebalan lapisan kelas 2 harus menghadap ke bagian bawah kemasan. Permukaan ujung dan samping pak dilapisi dengan saluran yang terbuat dari lembaran baja anil dengan ketebalan setidaknya 0,4 mm sesuai dengan dokumentasi normatif dan teknis. Batang kayu harus dilekatkan pada bagian bawah kemasan bersama dan dengan penampang setidaknya 80 ´ 80 mm atau batang logam menurut dokumentasi normatif dan teknis. Jumlah batang kayu dan logam dengan lebar paket hingga 1200 mm - 2 pcs.; lebih dari 1200 mm - masing-masing 3 pcs. dan 2 buah. 6.4. Kumparan baja galvanis berlapis berbeda digulung sehingga sisi dengan kelas ketebalan lapisan seng ke-2 terletak di dalam kumparan. 6.5. Bundel dan gulungan harus diikat erat. Jumlah strapping harus memenuhi persyaratan. Saat dikirim ke Far North dan daerah yang sulit dijangkau, jumlah minimum strapping harus satu lebih banyak dari norma yang ditetapkan. Untuk pengikat, pita logam digunakan dengan ketebalan 1,2 - 2,0 mm, lebar 30 hingga 40 mm menurut, atau dokumentasi peraturan dan teknis lainnya. Diameter luar dan lebar gulungan tidak boleh melebihi 2 mm, panjang, lebar, dan tinggi bundel masing-masing tidak boleh melebihi 6,2 dan 1 m. 6.6. Massa satu paket harus minimal 3 ton dan tidak boleh lebih dari 10 ton. Hingga 01/01/88, atas permintaan konsumen, massa sebungkus lembaran baja galvanis tidak boleh melebihi 5 ton. 6.7. Penandaan pengangkutan bungkusan harus diterapkan dengan cat gelap pada permukaan ujung bungkusan dan permukaan samping gulungan dan berisi prasasti dasar, tambahan dan informasi. 6.8. Pengangkutan baja galvanis dengan kereta api dilakukan dengan rolling stock terbuka sesuai dengan aturan pengangkutan barang yang berlaku untuk jenis transportasi ini dan persyaratan untuk memuat dan mengamankan barang yang disetujui oleh Kementerian Perkeretaapian. 6.9. Penyimpanan baja galvanis harus sesuai dengan kondisi ZhZ aktif, tidak termasuk lokasi bersama dengan zat aktif kimia. Detik. 6. (Edisi Revisi, Rev. No. 2). |
GOST 14918-80
STANDAR ANTAR NEGARA
KONDISI TEKNIS
Edisi resmi
Informasi standar
STANDAR ANTAR NEGARA
BAJA BERLAPIS SENG DENGAN GARIS BERKELANJUTAN
spesifikasi
Baja lembaran galvanis terus menerus. spesifikasi
GOST 14918-69
MKS 77.140.50 OKP 11 1110
Dekrit Komite Negara Uni Soviet sesuai dengan standar 31 Maret 1980 No. 1465, tanggal pengenalan ditetapkan
Masa berlaku telah dihapus sesuai dengan protokol No. 3-93 dari Dewan Antar Negara untuk Standardisasi, Metrologi dan Sertifikasi (IUS 5-6-93)
Standar ini berlaku untuk baja canai dingin lembaran dan kumparan, galvanis yang dicelup panas dalam unit galvanis terus menerus, dimaksudkan untuk profil dingin, untuk pengecatan, untuk pembuatan bagian yang dicap, peralatan, wadah dan produk logam lainnya.
Indikator tingkat teknis yang ditetapkan oleh standar ini memenuhi persyaratan kategori kualitas tertinggi dan pertama.
1. KLASIFIKASI
1.1. Baja lembaran galvanis (OTs) dibagi lagi:
ditugaskan ke grup
untuk pencetakan dingin - KhSh, untuk pembuatan profil dingin - KhP, untuk pengecatan (terlatih) - PC, tujuan umum - OH;
sesuai dengan kemampuan menggambar (kelompok baja XSh) dalam kategori
gambar normal - H, gambar dalam - G, gambar sangat dalam - VG;
sesuai dengan keseragaman ketebalan lapisan seng
dengan variasi ketebalan normal - HP, dengan variasi ketebalan yang dikurangi - UR.
(Edisi yang diubah, Rev. No. 1).
1.2. Dengan kesepakatan antara konsumen dan pabrikan, baja galvanis dapat diproduksi: dengan pola kristalisasi - KR,
tanpa pola kristalisasi - MT.
1.3. Tergantung pada ketebalan lapisan, baja galvanis dibagi menjadi tiga kelas sesuai dengan yang ditunjukkan pada Tabel. satu.
Publikasi resmi Dilarang mencetak ulang
Edisi (Agustus 2007) dengan Amandemen No. 1, 2, disetujui pada bulan September 1981, Juni 1986
(IUS 11-81, 9-86).
© Standards Publishing House, 1987 © Standartinform, 2007
Tabel 1
Dalam pembuatan baja dengan lapisan yang berbeda, ketebalannya di satu sisi lembaran harus sesuai dengan kelas 2, dan di sisi lain dengan kelas P (untuk lembaran) atau kelas 1. (Edisi yang diubah, Amandemen No. 2).
2. BERBAGAI
2.1. Baja galvanis diproduksi dengan lebar inklusif 710 hingga 1800 mm, dengan ketebalan inklusif 0,5 hingga 2,5 mm.
2.2. Dimensi, penyimpangan batas, dan persyaratan lain untuk bermacam-macam harus sesuai dengan persyaratan GOST 19904-90.
Baja galvanis dengan kategori kualitas tertinggi diproduksi oleh:
dengan baja canai sabit tidak lebih dari 6 mm per 3 m panjangnya;
dengan kerataan PV dan PU dan penyimpangan ketebalan yang diizinkan sesuai dengan standar peningkatan akurasi rolling;
dengan gulungan teleskopik dengan lebar baja hingga 1000 mm tidak lebih dari 30 mm.
Contoh Legenda
Baja galvanis dengan ketebalan 0,8, lebar 1000, panjang 2000 mm, akurasi rolling normal B, kerataan normal PN, dengan tepi NO dari gugus OH tanpa tepi, dengan pola kristalisasi KR, kelas seng pertama pelapisan menurut GOST 14918-80:
B-PN-NO-0.8x 1000 c.u. 2000 GOST 19904-90 IC ON-KR-1 GOST 14918-80
Baja canai galvanis dengan ketebalan 1,2, lebar 1000 mm, peningkatan akurasi rolling A, dengan tepi potong O, grade 08kp, gambar sangat dalam VG, tanpa pola kristalisasi MT, dengan variasi ketebalan yang dikurangi UR, kelas kedua lapisan menurut GOST 14918-80:
A-O-1.2x 1000 GOST 19904-90 OT 08kp VG-MT-UR-2 GOST 14918-80
Baja canai galvanis dengan lapisan yang dibedakan setebal 0,5, lebar 710 mm, peningkatan akurasi penggulungan A, dengan tepi potong O, grade BstZkp, untuk pengecatan PC, tanpa pola kristalisasi MT dengan variasi ketebalan yang dikurangi UR, dilapisi pada satu sisi pertama, dan di kelas kedua lainnya menurut GOST 14918-80:
A-O-0.5x 710 GOST 19904-90 ULL BstZkp-PK-MG-UR- 1/2 GOST 14918-80
Bab. 2. (Edisi yang diubah, Rev. No. 2).
3. PERSYARATAN TEKNIS
3.1. Baja galvanis harus dibuat sesuai dengan persyaratan standar ini untuk dokumentasi teknis yang disetujui dengan cara yang ditentukan.
3.2. Baja galvanis terbuat dari baja canai dingin karbon dengan kualitas permukaan sesuai dengan GOST 16523-97. Nilai baja harus sesuai dengan yang diberikan dalam tabel. 1a.
Tabel 1a
|
Baja galvanis |
Kelas baja canai dingin untuk membuat baja galvanis |
||
|
GOST 9045-93 dan GOST 1050-88 |
Nilai baja dengan komposisi kimia sesuai dengan GOST 9045-93, serta GOST 1050-88 dengan kandungan belerang tidak lebih dari 0,035% dan fosfor - tidak lebih dari 0,020% dan GOST 380-2005 dengan fraksi massa belerang tidak lebih dari 0,035% dan fosfor - tidak lebih dari 0,025% |
||
|
08ps, 08kp, 08Yu menurut GOST 9045-93 08ps, 08kp, 10 kp menurut GOST 1050-88 |
08ps, 08kp, 08Yu sesuai dengan GOST 9045-93 08ps, 08kp, 10KP sesuai dengan GOST 1050-88 dengan fraksi massa belerang tidak lebih dari 0,030% dan fosfor - tidak lebih dari 0,020% |
||
|
08ps menurut GOST 9045-93 08, 08ps menurut GOST 1050-88 BstO, Bst1, Bst2, BstZ dari semua derajat deoksidasi menurut GOST 380-2005 |
08ps sesuai dengan GOST 9045-93 08, 08pa sesuai dengan GOST 1050-88 BstO, Bst1, Bst2, BstZ dari semua derajat deoksidasi sesuai dengan GOST 380-94 dengan fraksi massa belerang tidak lebih dari 0,04% dan fosfor - tidak lebih dari 0,035% |
||
|
Nilai baja dengan komposisi kimia menurut GOST 380-2005, GOST 9045-93 dan GOST 1050-88 |
Nilai baja dengan komposisi kimia menurut GOST 9045-93, GOST 1050-88, GOST 380-2005 dengan fraksi massa belerang tidak lebih dari 0,045% dan fosfor - tidak lebih dari 0,040% |
||
(Edisi Revisi, Rev. No. 2).
3.3. Untuk menggembleng, kadar seng Ts0 dan Ts1 digunakan sesuai dengan GOST 3640-94 dengan penambahan aluminium, timbal, dan logam lainnya ke dalam bak. Doping dengan timbal diperbolehkan karena pengenalan kelas seng Ts2.
3.4. Permukaan baja galvanis harus bersih dan dilapisi seluruhnya.
3.4.1. Tidak diperbolehkan untuk memutus kontinuitas lapisan dalam bentuk retakan pada nodul kecil yang terletak pada cacat di dasar baja, klasifikasi dan dimensi yang disediakan oleh GOST 16523-97.
3.4.2. Pada lembaran dan strip dengan tepi yang tidak ditekuk, cacat tepi dengan kedalaman melebihi deviasi maksimum lebar tidak diperbolehkan.
3.4-3.4.2. (Edisi Revisi, Rev. No. 2).
3.5. Untuk baja galvanis golongan KhSh, KhP dan OH, kendur kecil (kendur, stratifikasi), butiran dan kristalisasi seng yang tidak merata, jejak pembengkokan strip dan rol kontrol, kekasaran lokal lapisan (ruam), goresan ringan dan lecet yang jangan melanggar kontinuitas lapisan seng diperbolehkan, bintik-bintik terang dan matte, pewarnaan film pasif yang tidak merata.
3.6. Untuk baja galvanis dari kelompok PC, titik-titik gelap dan jalur (jejak) dari kendur kecil yang cacat (kendur, pelapisan), butiran dan kekasaran lokal lapisan (ruam), pola kristalisasi seng matte dan kabur, jejak kekusutan strip, goresan dan lecet ringan, diperbolehkan mengganggu kontinuitas lapisan seng, bintik-bintik terang dan matte, pewarnaan film pasif yang tidak merata.
3.7. Atas permintaan konsumen, film pasif harus memiliki warna yang seragam.
(Edisi Revisi, Rev. No. 2).
3.8. Variasi pengurangan ketebalan lapisan seng UR tidak boleh lebih dari 16 untuk kelas P, tidak lebih dari 10 untuk kelas 1, dan tidak lebih dari 4 mikron untuk kelas 2. Baja galvanis dengan ketebalan normal HP harus memiliki ketebalan lapisan dalam batas yang ditunjukkan pada Tabel. satu.
Baja galvanis dengan kategori kualitas tertinggi diproduksi dengan ketebalan lapisan seng yang berbeda untuk baja kelompok XSh, KhP dan PK kelas P - tidak lebih dari 12, kelas 1 - tidak lebih dari 8 dan kelas 2 - tidak lebih dari 3 mikron.
3.9. Di tempat pembengkokan baja galvanis dengan ketebalan hingga 1,0 mm inklusif, ketika menguji kekuatan adhesi lapisan ke logam dasar pada tikungan 180 °, tidak boleh ada delaminasi lapisan seng yang memaparkan permukaan baja. Jaringan retakan kecil diperbolehkan di sepanjang tikungan dan delaminasi lapisan pada jarak hingga 6 mm dari tepi sampel.
3.10. di meja. enambelas.
Sifat mekanik baja galvanis harus sesuai dengan standar yang ditentukan
Tabel 16
|
Baja galvanis |
Militer pemetaan |
Fluiditas Poedel tentang t, MPa, tidak kurang |
Perpanjangan Relatif 5 4 , %, tidak kurang, ketebalan baja poi, mm |
L 0 = 80 mm untuk |
|||
|
kategori |
St. 0,7 hingga 1,5 |
St. 1,5 hingga 2,0 | |||||
Catatan. Nilai perpanjangan relatif untuk baja galvanis golongan KhSh kategori gambar N dan G, perpanjangan relatif untuk baja golongan KhP dan PK adalah Lakultatif sampai dengan 01.07.89.
Pii arus perbandingan militer dan telah memakan fluiditas ketebalan lapisan seng tidak diperhitungkan.
3.10.1. Kedalaman lubang bulat baja galvanis kelompok XSh harus memenuhi standar yang diberikan dalam Tabel. 1c.
Tabel 1c
|
Ketebalan baja galvanis |
Kedalaman dari lubang Leoic untuk kap kategori, tidak kurang dari |
||
Catatan:
1. Untuk baja galvanis dengan ketebalan sedang, kedalaman lubang skema harus sesuai dengan nstma yang ditetapkan untuk ketebalan yang lebih kecil berikutnya.
2. Nilai kedalaman lubang retak untuk baja galvanis dengan ketebalan lebih dari 1,5 mm bersifat opsional hingga 07/01/89.
3. Uji Pii pada MTJI-10 tipe poobooah g.
3.10.2. Untuk baja galvanis dari kelompok XSh dengan kategori kualitas tertinggi, perpanjangan relatif harus 1 unit. lebih dari norma meja. 16, dan kedalaman lubang bola 0,2 mm lebih dari norma Tabel. 1c.
3.10-3.10.2. (Edisi Revisi, Rev. No. 2).
3.11. Baja galvanis dari kelompok XSh dibuat dengan ukuran butir ferit poin 7, 8, 9, 10 sesuai dengan GOST 5639-82 untuk kategori kap VG dan tidak kurang dari 6 poin untuk kategori kap G.
Untuk baja galvanis kategori VG, butiran yang tidak rata diperbolehkan dalam dua nomor yang berdekatan, untuk lembaran kategori G - dalam tiga nomor yang berdekatan.
3.12. Untuk baja galvanis kelompok kategori VG, keberadaan sementit bebas struktural diperbolehkan dalam batas poin 0, 1, 2 dan 4 skala 1 menurut GOST 5640-68. Untuk kategori gambar G dan H, keberadaan sementit bebas struktural tidak distandarisasi.
3.13. Jumlah pembengkokan tanpa patah pada baja galvanis golongan KhP, PK, OH harus memenuhi standar yang ditetapkan pada Tabel. 1g
Tabel 1d
Catatan. Pembengkokan Hodmh baja galvanis dengan ketebalan lebih dari 1,5 mm adalah opsional sampai 07/01/89.
(Edisi Revisi, Rev. No. 2).
3.14. (Dihapus, Rev. No. 2).
4. ATURAN PENERIMAAN
4.1. Baja galvanis diterima dalam batch. Batch harus terdiri dari lembaran atau gulungan dari kelompok yang sama dari baja galvanis, dengan ukuran yang sama, dari jenis dan kelas ketebalan lapisan yang sama, jenis konservasi, dari kelas dan panas yang sama (baja KhSh, KhP dan PK kelompok) dan kategori gambar (baja kelompok KhSh), harus dikeluarkan dan disertai dengan dokumen kualitas sesuai dengan GOST 7566-94 dengan penambahan nilai indikator kualitas opsional.
Massa batch tidak boleh melebihi produksi pengganti unit.
(Edisi Revisi, Rev. No. 2).
4.2. Dalam dokumen mutu, hasil pengujian dan data komposisi kimia ditunjukkan atas permintaan konsumen.
Untuk baja galvanis yang telah diberikan Tanda Mutu Negara, penunjukan Tanda Mutu Negara ditempelkan pada dokumen mutu.
4.3. Untuk mengontrol dimensi dan kualitas permukaan, dipilih 6% lembaran atau satu gulungan dari batch.
4.4. Untuk mengontrol kekuatan adhesi lapisan, sifat mekanik, struktur mikro, satu lembar atau satu gulungan dipilih dari batch.
4.5. Setelah menerima hasil pengujian yang tidak memuaskan untuk setidaknya satu indikator, pengujian ulang dilakukan sesuai dengan GOST 7566-94.
5. METODE UJI
5.1. Kualitas permukaan lembaran dan gulungan diperiksa dengan inspeksi eksternal tanpa menggunakan alat pembesar.
5.2. Untuk pengujian, sampel dipotong dari setiap lembar atau gulungan yang dipilih sesuai dengan persyaratan gambar dan tabel. 2.
Skema obpazp untuk pengujian (b - lembar spike)
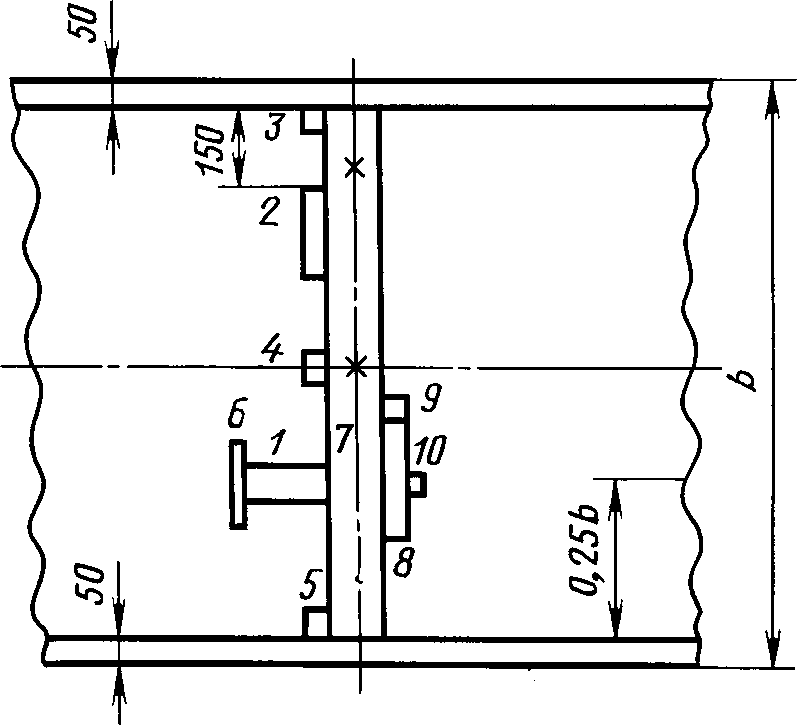
Meja 2
Catatan. Sampel dipotong dengan penyimpangan maksimum dalam ukuran - +3 mm.
5.3. Untuk menentukan massa lapisan seng, sampel uji diturunkan lemaknya, ditimbang, direndam dalam larutan antimon oksida (Sb 2 0 3) atau antimon klorida (SbC1 3) dalam asam klorida dan disimpan sampai evolusi gas yang hebat berhenti, kemudian sampel dikeluarkan dari larutan, dicuci bersih dengan air dingin, dan kemudian air panas, dikeringkan dengan kertas saring dan ditimbang. Degreasing dilakukan dengan etil alkohol sintetik teknis.
Larutan antimon oksida atau antimon klorida disiapkan dengan cara berikut: 20 g antimon oksida (atau 32 g antimon klorida) dilarutkan dalam 1000 ml asam klorida pekat (GOST 3118-77) untuk kelas kedua dan pertama atau 50 g antimon oksida kelas P.
Massa lapisan seng yang diterapkan pada kedua sisi lembaran, dalam gram (t) per 1 m 2, dihitung dengan rumus
di mana m\ adalah massa tiga sampel (.?, 4 dan 5) sebelum pembubaran lapisan seng, dengan kesalahan 0,01 g, g; mi adalah massa tiga sampel (.?, 4 dan 5) setelah pembubaran lapisan seng, dengan kesalahan 0,01 g, g;
S adalah luas permukaan sebenarnya dari sampel dengan kesalahan MO "" 6 m 2 , m 2 .
Untuk menentukan massa lapisan seng, diperbolehkan menggunakan metode lain yang memberikan akurasi yang diperlukan.
Metode yang ditentukan dalam standar ini diterapkan jika terjadi ketidaksepakatan dalam penilaian.
(Edisi yang diubah, Rev. No. 1, 2).
5.4. Variasi ketebalan lapisan dalam arah melintang lembaran ditentukan sebagai perbedaan mutlak antara nilai maksimum dan minimum ketebalan lapisan pada sampel 3, 4 dan 5 sesuai dengan rumus
AT'r - 7L qv - T
yang, pertama, ketebalan lapisan seng dihitung pada masing-masing sampel sesuai dengan rumus
^ _ (t 3 - t "3) 10 4 (3)
3 7.13 A 3 '
di mana?z adalah ketebalan lapisan sampel yang sesuai, mikron;
/dari - massa sampel sebelum penghilangan seng, g; m "z - massa sampel setelah penghilangan seng, g;
7.13 - kerapatan seng, g/cm 3 ;
A3 - luas permukaan lapisan seng, cm 2 .
(Edisi Revisi, Rev. No. 1).
5.4.1. Nilai rata-rata ketebalan dan perbedaan ketebalan lapisan seng dari permukaan lembaran dengan lapisan yang berbeda ditentukan dan dihitung untuk masing-masing sisi. Untuk melakukan ini, setelah menurunkan sampel, salah satu sisi ditutup dengan lapisan padat lem karet atau parafin dan seng dihilangkan dari sisi yang berlawanan, seperti yang ditunjukkan di atas. Setelah ditimbang kembali, lem atau parafin dihilangkan secara mekanis atau dalam air panas. Penghapusan lapisan seng dari sisi lain sampel dilakukan dengan cara yang sama.
5.5. Tes tikungan dilakukan sesuai dengan GOST 13813-68.
5.6. Tes untuk menggambar lubang bulat dilakukan sesuai dengan GOST 10510-80. Buat dua pengukuran di area pengujian dan tentukan mean aritmatika.
5.7. Uji tarik dilakukan sesuai dengan GOST 11701-84.
5.8. Penentuan ukuran butir ferit dilakukan sesuai dengan GOST 5639-82 dan sementit bebas struktur - menurut GOST 5640-68.
5.9. Uji lentur baja galvanis hingga tebal 1 mm inklusif pada sudut 180 ° dilakukan sesuai dengan GOST 14019-2003. Sampel baja galvanis diuji pada mandrel yang sama dengan ketebalan produk yang digulung.
Baja galvanis dengan kualitas terbaik harus tahan uji tekuk 180° tanpa mandrel sampai kedua sisinya bertemu.
Dengan persetujuan antara konsumen dan pabrikan, pengujian lentur dapat diganti dengan pengujian untuk kunci atap ganda sesuai dengan OST 1411-196-86, dan untuk baja galvanis dari grup PK, dengan pengujian pada perangkat U-1A sesuai dengan ke GOST 4765-73.
Baja galvanis dengan ketebalan lebih dari 1,0 mm diuji atas permintaan konsumen sesuai dengan prosedur yang disepakati dengan cara yang ditentukan.
5.10. Untuk mengontrol kualitas baja galvanis, diperbolehkan menggunakan metode kontrol non-destruktif.
(Edisi Revisi, Rev. No. 2).
6. PENANDAAN, KEMASAN, TRANSPORTASI DAN PENYIMPANAN
6.1. Penandaan, pengemasan, pengangkutan, dan penyimpanan - sesuai dengan GOST 7566-94 dengan tambahan.
6.2. Untuk melindungi permukaan baja galvanis dari korosi, dilakukan konservasi: passivation, oiling atau pasivasi dan oiling.
Atas permintaan konsumen, baja galvanis tidak diawetkan.
Ketika dikirim ke daerah-daerah di Utara Jauh dan daerah-daerah yang disamakan dengannya, konservasi adalah wajib.
6.3. Lembaran baja galvanis dibentuk menjadi satu paket, meletakkan satu lembar di atas yang lain. Untuk lembaran dengan lapisan yang berbeda, sisi dengan ketebalan lapisan kelas 2 harus menghadap ke bagian bawah kemasan.
Permukaan ujung dan samping pak dilapisi dengan saluran yang terbuat dari lembaran baja anil dengan ketebalan setidaknya 0,4 mm sesuai dengan dokumentasi normatif dan teknis.
Batang kayu harus dipasang ke bagian bawah kemasan sesuai dengan GOST 2695-83 dan GOST 8486-86 dengan bagian setidaknya 80x80 mm atau batang logam sesuai dengan peraturan dan dokumentasi teknis. Jumlah batang kayu dan logam dengan lebar paket hingga 1200 mm - 2 pcs.; lebih dari 1200 mm - masing-masing 3 pcs. dan 2 buah.
6.4. Kumparan baja galvanis berlapis berbeda digulung sehingga sisi dengan kelas ketebalan lapisan seng ke-2 terletak di dalam kumparan.
6.5. Bundel dan gulungan harus diikat erat. Jumlah pengikat harus memenuhi persyaratan GOST 7566-94.
Saat dikirim ke Far North dan area yang sulit dijangkau, jumlah minimum pengikat harus satu lebih banyak dari norma yang ditetapkan sesuai dengan GOST 7566-94.
Untuk pengikat, pita logam dengan ketebalan 1,2-2,0 mm, lebar 30 hingga 40 mm digunakan sesuai dengan GOST 3560-73, GOST 6009-74 atau dokumentasi peraturan dan teknis lainnya.
Diameter luar dan lebar gulungan tidak boleh melebihi 2 mm, panjang, lebar, dan tinggi bundel masing-masing tidak boleh melebihi 6,2 dan 1 m.
6.6. Massa satu paket harus minimal 3 ton dan tidak boleh lebih dari 10 ton.
Hingga 01/01/88, atas permintaan konsumen, massa satu pak lembaran baja galvanis tidak boleh
adalah lebih dari 5 ton.
6.7. Penandaan pengangkutan paket harus diterapkan sesuai dengan GOST 14192-96 dengan cat gelap pada permukaan ujung paket dan permukaan samping gulungan dan berisi prasasti utama, tambahan dan informasi.
6.8. Pengangkutan baja galvanis dengan kereta api dilakukan dengan rolling stock terbuka sesuai dengan aturan pengangkutan barang yang berlaku untuk jenis transportasi ini dan persyaratan untuk memuat dan mengamankan barang yang disetujui oleh Kementerian Perkeretaapian.
6.9. Penyimpanan baja galvanis harus sesuai dengan kondisi ZhZ sesuai dengan GOST 15150-69, tidak termasuk lokasi bersama dengan zat aktif kimia.
Detik. 6. (Edisi yang diubah, Rev. No. 2).
Editor L.V. Editor teknis Koretnikova N.S. Korektor Grishanova RA. Mentova Tata letak komputer L A. Krugovoi
Ditandatangani untuk diterbitkan pada 25 September 2007. Format 60x84*/8. Kertas offset. Waktu Headset. Pencetakan offset. Uel. oven l. 0.93. Uch.-ed. l. 0,85. Sirkulasi 101 eksemplar. Zach. 728.
FSUE "STANDARTINFORM", 123995 Moskow, Granatny per., 4.
Mengetik FSUE "STANDARTINFORM" di PC.
Dicetak di cabang FSUE "STANDARTINFORM" - ketik. "Printer Moskow", 105062 Moskow, Lyalin per., 6
Spesifikasi.
(ekstrak)
Standar ini berlaku untuk baja canai dingin lembaran dan kumparan, galvanis yang dicelup panas dalam unit galvanis terus menerus, dimaksudkan untuk profil dingin, untuk pengecatan, untuk pembuatan bagian yang dicap, peralatan, wadah dan produk logam lainnya.
Indikator tingkat teknis yang ditetapkan oleh standar ini memenuhi persyaratan kategori kualitas tertinggi dan pertama.
1. Klasifikasi
1.1. Baja lembaran galvanis (OTs) dibagi lagi:
Ditugaskan ke grup
- Untuk stempel dingin - ,
- Untuk profil dingin - HP,
- Untuk mewarnai (pelatihan) - PC,
- Tujuan umum - AKTIF;
Menurut kemampuan menggambar (baja kelompok XSh) ke dalam kategori
- Gambar normal - H,
- Menggambar dalam - G,
- Gambar yang sangat dalam - VG;
Menurut keseragaman ketebalan lapisan seng
- Dengan variasi ketebalan normal - HP,
- Dengan variasi ketebalan yang dikurangi - UR.
1.2. Dengan kesepakatan antara konsumen dan pabrikan, baja galvanis dapat diproduksi:
- dengan pola kristalisasi - KR,
- tanpa pola kristalisasi - MT.
1.3. Tergantung pada ketebalan lapisan, baja galvanis dibagi menjadi 3 kelas sesuai dengan tabel. satu.
Tabel 1
Dalam pembuatan baja dengan lapisan yang berbeda, ketebalannya di satu sisi lembaran harus sesuai dengan kelas 2, dan di sisi lain - kelas P (untuk lembaran) atau kelas 1.
2. Bermacam-macam.
2.1. Baja galvanis dibuat dengan lebar inklusif 710 hingga 1800 mm, dengan ketebalan inklusif 0,5 hingga 2,5 mm.
2.2. Dimensi, batas penyimpangan dan persyaratan lain untuk bermacam-macam harus sesuai dengan persyaratan GOST 19904-74.
Contoh Legenda
Baja galvanis dengan ketebalan 0,8, lebar 1000, panjang 2000 mm, akurasi rolling normal B, kerataan normal PN, dengan tepi NO dari grup OH, pola kristalisasi KR, lapisan seng kelas pertama menurut GOST 14918-80:
Baja canai galvanis dengan lapisan yang berbeda tebal 0,5, lebar 710 mm, akurasi rolling yang ditingkatkan A, PV planar tinggi, dengan tepi potong O, grade Bst3kp, untuk pengecatan PC, tanpa pola kristalisasi MT dengan variasi ketebalan yang dikurangi UR, dilapisi pada satu sisi terlebih dahulu , dan di kelas kedua lainnya menurut GOST 14918-80:
| OC | A-O-1.5x710 GOST 19904-74 |
| Bst3kp PK-MT-UR-1/2 GOST 14918-80 |
3. Persyaratan teknis
3.1. Baja galvanis harus diproduksi sesuai dengan persyaratan standar ini sesuai dengan dokumentasi teknis yang disetujui dengan cara yang ditentukan.
3.2. Baja galvanis terbuat dari baja canai dingin karbon dengan kualitas permukaan sesuai dengan GOST 16523-70. Nilai baja harus sesuai dengan yang diberikan dalam tabel 1.
Tabel 1
| Baja galvanis | Kelas baja canai dingin untuk membuat baja galvanis | ||
| Kelompok | kategori kerudung | Kualitas kategori pertama | Kategori kualitas terbaik |
| XIII | N, G | Nilai baja dengan kimia. Komposisi menurut GOST 9045-80, GOST 1050-74 dan GOST 380-781 | Nilai baja dengan komposisi kimia sesuai dengan GOST 9045-80, serta GOST 1050-74 dengan kandungan belerang tidak lebih dari 0,035% dan fosfor - tidak lebih dari 0,020% dan GOST 380-71 dengan fraksi massa belerang tidak lebih dari 0,035% dan fosfor - tidak lebih dari 0,025% |
| XIII | VG | 08ps, 08kp, o8Yu menurut GOST 9045-80 08PS, 08KP, 10KP menurut GOST 1050-74 | 08ps, 08kp, 08Yu sesuai dengan GOST 9045-80 08ps, 08KP, 10kp sesuai dengan GOST1050-74 dengan fraksi massa belerang tidak lebih dari 0,030% dan fosfor - tidak lebih dari 0,020% |
| XII, PC | - | 08ps menurut GOST 9045-80 08,08ps menurut GOST 1050-74 Bst0, Bst1, bst3 dari semua derajat deoksidasi menurut GOST 380-71 | 08ps sesuai dengan GOST 9045-80 08.08ps sesuai dengan GOST 1050-74 BST0, BST1, BST2, BST3 dari semua derajat deoksidasi sesuai dengan GOST 380-71 dengan fraksi massa belerang tidak lebih dari 0,04% dan fosfor - tidak lebih dari 0,0035% |
| APAKAH DIA | - | Nilai baja dengan komposisi kimia menurut GOST 9045-80, GOST 1050-74, GOST 380-71 | Kelas baja dengan komposisi kimia sesuai dengan GOST 9045-80, GOST 1050-74, GOST 380-71 dengan fraksi massa belerang tidak lebih dari 0,045% dan fosfor - tidak lebih dari 0,04%. |
3.3. Untuk menggembleng, kadar seng Ts0 dan Ts1 digunakan sesuai dengan GOST 3640-79 dengan penambahan aluminium, timbal, dan logam lainnya ke dalam bak. Doping dengan timbal diperbolehkan karena pengenalan kelas seng Ts2.
3.4. Permukaan baja galvanis harus bersih, dengan lapisan kontinu.
3.4.1. Tidak diperbolehkan untuk memutus kontinuitas lapisan dalam bentuk retakan pada nodul kecil yang terletak pada cacat di dasar baja, klasifikasi dan dimensi yang disediakan oleh GOST 16523-70.
3.4.2. Pada lembaran dan strip dengan tepi yang tidak ditekuk, cacat tepi dengan kedalaman melebihi deviasi maksimum lebar tidak diperbolehkan.
3.5. Untuk baja galvanis golongan KhSh, KhP dan OH, kendur kecil (kendur, stratifikasi), butiran dan kristalisasi seng yang tidak merata, bekas kerutan strip dan rol kontrol, kekasaran lokal lapisan (ruam), goresan ringan dan lecet yang jangan merusak kontinuitas lapisan seng yang diizinkan, bintik-bintik terang dan matte, pewarnaan film pasif yang tidak merata.
3.6. Untuk baja galvanis dari kelompok PC, titik-titik gelap dan jalur (jejak) dari kendur kecil yang cacat (kendur, pelapisan), butiran kekasaran lokal lapisan (ruam), pola matte kristalisasi seng, jejak kekusutan, garis-garis, goresan ringan dan lecet yang tidak melanggar kontinuitas diperbolehkan lapisan seng, bintik-bintik terang dan matte, pewarnaan film pasif yang tidak merata.
3.7. Atas permintaan konsumen, film pasif harus memiliki warna yang seragam.
3.8. Variasi pengurangan ketebalan lapisan seng UR tidak boleh lebih dari 16 untuk kelas P, tidak lebih dari 10 untuk kelas 1, dan tidak lebih dari 4 mikron untuk kelas 2. Baja galvanis dengan variasi ketebalan normal HP harus memiliki ketebalan lapisan dalam batas yang ditunjukkan pada Tabel 1.
Baja galvanis dengan kategori kualitas tertinggi diproduksi dengan ketebalan lapisan seng yang berbeda untuk baja kelompok XSh, KhP dan PK kelas P - tidak lebih dari 12, kelas 1 - tidak lebih dari 8 dan kelas 2 - tidak lebih dari 3 mikron.
3.9. Di tempat pembengkokan baja galvanis dengan ketebalan hingga 1,0 mm inklusif, ketika menguji kekuatan adhesi lapisan ke logam dasar pada tikungan 180 °, tidak boleh ada delaminasi lapisan seng yang memaparkan permukaan baja. Jaringan retakan kecil diperbolehkan di sepanjang tikungan dan delaminasi lapisan pada jarak hingga 6 mm dari tepi sampel.
3.10. Baja galvanis mekanis harus memenuhi standar yang ditentukan dalam Tabel. 1b.
- kedalaman lubang bulat baja galvanis kelompok XSh harus sesuai dengan standar yang diberikan dalam tabel. 1b.
- Untuk baja galvanis dari kelompok XSh dengan kategori kualitas tertinggi, perpanjangan relatif harus 1 unit. lebih dari norma meja. 1b, dan kedalaman lubang bola 0,2 mm lebih dari norma Tabel. 1c.
Tabel 1 b
|
Baja galvanis |
Resistensi sementara | Kekuatan hasil |
Perpanjangan relatif s 4, %, tidak kurang, pada L0=80 mm untuk ketebalan baja, mm |
||||
| kelompok | kategori kerudung | celah masuk, MPa | s t, MPa, tidak kurang dari | hingga 0,7 | sv 0,7 hingga 1,5 | sv 1,5 hingga 2,0 | sv 2.0 |
| H G VG |
300-490 275-430 255-410 |
- - - |
21 23 26 |
22 24 28 |
23 25 29 |
24 26 30 |
|
| HP, PC | - | - | 230 | 20 | 22 | - | - |
| APAKAH DIA | - | - | - | - | - | - | - |
Catatan. Nilai kekuatan tarik dan perpanjangan relatif untuk baja galvanis dari kelompok XSh kategori gambar N dan G perpanjangan relatif untuk baja dari kelompok HP dan PK adalah opsional sampai 07/01/89.
Saat menghitung kekuatan tarik dan kekuatan luluh, ketebalan lapisan seng tidak diperhitungkan.
Tabel 1c
|
Ketebalan baja galvanis |
Kedalaman lubang bulat untuk kategori kap mesin, tidak kurang dari |
||
| VG | G | H | |
|
0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 |
8,5 8,9 9,2 9,5 9,9 10,1 10,3 10,5 10,7 10,8 11,0 11,3 11,4 11,5 11,6 11,7 |
8,0 8,5 8,9 9,3 9,6 9,9 10,1 10,3 10,5 10,6 10,8 11,0 11,1 11,2 11,3 11,4 |
6,9 7,2 7,5 7,8 8,2 8,6 8,7 8,8 8,9 9,0 9,1 9,5 9,6 9,7 9,8 9,9 |
Catatan:
- Untuk baja galvanis dengan ketebalan sedang, kedalaman lubang bulat harus memenuhi standar yang ditetapkan untuk ketebalan terdekat yang lebih kecil.
- Nilai kedalaman lesung pipit bulat untuk baja galvanis dengan ketebalan lebih dari 1,5 mm bersifat opsional hingga 01/07/89.
- Saat diuji pada perangkat tipe MTL-10 g, norma untuk kedalaman lubang bulat berkurang 0,3 mm.
3.11. Baja galvanis dari kelompok diproduksi dengan ukuran butir ferit poin 7, 8, 9, 10 menurut GOST 5639-82 untuk kategori kap VG dan tidak kurang dari 6 poin untuk kategori kap G.
Untuk baja galvanis kategori VG, butiran yang tidak rata diperbolehkan dalam dua nomor yang berdekatan, untuk lembaran kategori G - dalam tiga nomor yang berdekatan.
3.12. Untuk baja galvanis kelompok kategori VG, keberadaan sementit bebas struktural diperbolehkan dalam batas poin 0, 1, 2 dan 3 skala 1 menurut GOST 5640-68. Untuk kategori gambar G dan H, keberadaan sementit bebas struktural tidak distandarisasi.
3.13 Jumlah belokan tanpa patah dari baja galvanis golongan KhP, PK, OH harus memenuhi standar yang ditetapkan pada Tabel. 1g
Tabel 1d
Catatan. Standar lentur untuk baja galvanis dengan ketebalan lebih dari 1,5 mm bersifat opsional hingga 01/07/89.
3.14. (Dihapus, Rev. No. 2).
4. Aturan penerimaan
4.1. Baja galvanis diterima dalam batch. Batch harus terdiri dari lembaran atau gulungan dari kelompok yang sama dari baja galvanis, dengan ukuran yang sama, dari jenis dan kelas yang sama, ketebalan lapisan, jenis, pengawetan, dari merek dan panas yang sama (baja KhSh, KhP dan PK). kelompok) kategori gambar (baja kelompok KhSh), harus diterbitkan dan disertai dengan dokumen kualitas sesuai dengan GOST 7566-81 dengan tambahan indikator kualitas opsional.
Massa batch tidak boleh melebihi produksi pengganti unit.
4.3. Untuk mengontrol dimensi dan kualitas permukaan, dipilih 6% lembaran atau satu gulungan dari batch.
4.4. Untuk mengontrol kekuatan adhesi lapisan, sifat mekanik, struktur mikro, satu lembar atau satu gulungan dipilih dari batch.
4.5. Setelah menerima hasil tes yang tidak memuaskan untuk setidaknya satu indikator, upaya kedua dilakukan sesuai dengan GOST 7566-81.
6. Penandaan, pengemasan, pengangkutan dan penyimpanan.
6.1. Penandaan, pengemasan, pengangkutan, dan penyimpanan - sesuai dengan GOST 7566-81 dengan tambahan.
6.2. Untuk melindungi permukaan baja galvanis dari korosi, dilakukan konservasi: passivation, oiling atau pasivasi dan oiling.
Atas permintaan konsumen, baja galvanis tidak diawetkan.
Saat dikirim ke Far North dan daerah yang sulit dijangkau, konservasi adalah wajib.
6.3. Lembaran baja galvanis dibentuk menjadi satu paket, meletakkan satu lembar di atas yang lain. Untuk lembaran dengan lapisan yang berbeda, sisi dengan ketebalan lapisan kelas 2 harus menghadap ke bagian bawah kemasan.
Permukaan ujung dan samping pak dilapisi dengan saluran yang terbuat dari lembaran baja anil dengan ketebalan setidaknya 0,4 mm sesuai dengan dokumentasi normatif dan teknis.
Batang kayu harus dipasang ke bagian bawah kemasan sesuai dengan GOST 8486-86 dan GOST 2695-83 dengan bagian setidaknya 80x80 mm atau batang logam sesuai dengan peraturan dan dokumentasi teknis. Jumlah batang kayu dan logam dengan lebar paket hingga 1200 mm - 2 pcs.; lebih dari 1200 mm - masing-masing 3 pcs. dan 2 buah.
6.4. Gulungan baja galvanis dengan lapisan yang berbeda digulung sehingga sisi dengan ketebalan lapisan seng kelas 2 terletak di dalam kumparan.
6.5. Bundel dan gulungan harus diikat erat. Jumlah pengikat - menurut GOST 7566-81.
6.6. Massa satu paket harus minimal 3 ton dan tidak boleh lebih dari 10 ton.
Hingga 01/01/88, atas permintaan konsumen, massa sebungkus lembaran baja galvanis tidak boleh melebihi 5 ton.
6.7. Penandaan pengangkutan paket harus diterapkan sesuai dengan GOST 14192-77 dengan cat gelap pada permukaan ujung paket dan permukaan samping gulungan dan berisi prasasti utama, tambahan dan informasi.
6.8. Pengangkutan baja galvanis dengan kereta api dilakukan dengan rolling stock terbuka sesuai dengan aturan pengangkutan barang yang berlaku untuk jenis transportasi ini dan persyaratan untuk memuat dan mengamankan barang yang disetujui oleh Kementerian Perkeretaapian.
6.9. Penyimpanan baja galvanis harus sesuai dengan kondisi Zh3 sesuai dengan GOST 15150-69, tidak termasuk keberadaan sambungan dengan zat aktif kimia.
Kami juga merekomendasikan
 Pemikiran produktif dan reproduktif
Pemikiran produktif dan reproduktif
 Egoisme yang masuk akal - apa teori egoisme yang masuk akal?
Egoisme yang masuk akal - apa teori egoisme yang masuk akal?
 Boris Nikolaevich Yeltsin, Presiden pertama Rusia
Boris Nikolaevich Yeltsin, Presiden pertama Rusia
 Perkelahian bawah tanah. Raja bawah tanah. Apa itu "berjuang bukan untuk massa"? Di mana Anda bisa berjuang untuk uang?
Perkelahian bawah tanah. Raja bawah tanah. Apa itu "berjuang bukan untuk massa"? Di mana Anda bisa berjuang untuk uang?
 Yakov Pavlov dan Pahlawan Stalingrad Lainnya yang Perlu Anda Ketahui
Yakov Pavlov dan Pahlawan Stalingrad Lainnya yang Perlu Anda Ketahui
 Selamat dari kecelakaan di laut dalam mimpi - pada kenyataannya mengalami cinta baru
Selamat dari kecelakaan di laut dalam mimpi - pada kenyataannya mengalami cinta baru