Amit pneumatikus tesztekkel ellenőriznek. Csővezeték szilárdsági és szivárgásvizsgálati program – Maximális nyomás
GOU SPO "Cseljabinszki Állami Ipari és Humanitárius Főiskola V.I. Yakovleva A.V.”
Irányító robot
Szakterület szerint: "Hegesztett szerkezetek minőségellenőrzése"
Téma: "Pneumatikus és mechanikai vizsgálatok"
Elkészült:
Rudnev V.A.
V. tanfolyam 505z csoport
Felügyelő:
Panafidina G.V.
Tanulási forma: részidős
Használja a végzett tevékenységhez megfelelő eszközöket és anyagokat. figyelembe véve a végrehajtásukhoz szükséges összes megelőző intézkedést. A. C. felügyelő értesítése és tájékoztatása tanfolyamokon való részvétel. A munkavállalók biztonsága iránti motivációs érdeklődés fenntartása. A munkavégzés során bekövetkezett események rögzítése, jelentése. amely tükrözi biztonságos és hatékony módszerekés a hozzárendelt műveletek végrehajtására vonatkozó eljárások. A biztonságos munkakörülmények figyelembe vétele. Koordinálja és irányítja az eljárás különböző tevékenységeit.
A sürgősségi költöztetés során az üzleti utakért felelős sofőr osztály vezetője. figyelembe véve az átvitel biztonságos feltételeit. A munkavállalók által kitett kockázatok tervezője és helyszíni felügyelője. Ügyeljen arra, hogy helyszíni felügyelőre van szükség a tevékenység során felhasználandó eszközök vagy anyagok tekintetében, hogy a céges járművet parkolva hagyja.
Cseljabinszk 2009
Bevezetés
1. Mechanikai vizsgálatok
2. Pneumatikus tesztelés
Bibliográfia
1. Mechanikai vizsgálatok
A hegesztett kötések roncsoló ellenőrzési módszerei. A roncsoló ellenőrzési módszerek magukban foglalják a kontrollminták vizsgálatára szolgáló módszereket annak érdekében, hogy megszerezzék szükséges jellemzőket hegesztett kötés.
O. biztonságos feltételek mellett. Korlátlan számú munkavállalási engedélyt kell kiadni a településen. Az ebben a tevékenységben részt vevő személyzetnek be kell szereznie a felügyelőtől egy mappát, amelyben a következő óvintézkedéseket kell tartalmaznia: Pneumatikus teszt regisztrációs formátuma és izometrikus tervek. A munkahelyen használható, megfelelően tanúsított eszközök és felszerelések rendelkezésre állásának felülvizsgálata. jó állapotú és az elvégzendő tevékenységre alkalmas. nyilvánosságra hozatala és az összes személyzet aláírása előtt. 12 Zónakezelő 2. Pénzeszközök biztosítása személyi védelem.
Ezek a módszerek mind a kontrollmintákon, mind a magából az ízületből kivágott szegmenseken alkalmazhatók. A roncsolásos ellenőrzési módszerek eredményeként a kiválasztott anyagok, kiválasztott módok és technológiák helyességének ellenőrzése, a hegesztő képesítésének értékelése történik.
A mechanikai vizsgálat a roncsolásos vizsgálat egyik fő módszere. Adataik alapján meg lehet ítélni, hogy az alapanyag és a hegesztett kötés megfelel-e az iparágban előírt műszaki előírásoknak és egyéb szabványoknak.
Az e tevékenységben részt vevő személyzetnek teljes körű tájékoztatást kell kapnia az egyes tevékenységekhez kapcsolódó kockázatokról, és egyúttal alkalmasnak kell lennie annak végrehajtására. Műveletek sorrendje a tömörségi tesztek végrehajtása során. a kompresszor tartályában lévő nyomás esetén. Zárja le az ellenőrizendő cső szabad végeit. hajtsa végre a következő műveleteket: Az egyéni védőfelszerelést ártalmatlanítsa. Olyan munkavállalókkal rendelkezzenek, akik elegendő tapasztalattal és bizonyított tapasztalattal rendelkeznek feladataik ellátásában.
Tervezőmérnök Tervezőmérnök 3 Ellenőrizze a kompresszor rendelkezésre állását és a tanúsítványokat. Vizsgálja meg az ízületeket. állapotuk ellenőrzésére. Biztosítani kell a dolgozók jó fizikai és egészségi állapotát. Amint a tervező jelezte. C. Koordinátor 4 Mentős 5 Rezidens mérnök. többek között. A kommunikációs csatornákat tartsa szabadon és mielőbb elérhetővé.
A mechanikai vizsgálatok a következőket foglalják magukban: a hegesztett kötés egészének vizsgálata annak különböző szakaszaiban (lerakódott fém, nemesfém, hőhatás zóna) statikus (rövid távú) feszültségre;
statikus hajlítás;
ütési hajlítás (hornyolt mintákon);
ellenáll a mechanikai öregedésnek;
Győződjön meg arról, hogy a levegőellátás megfelelő és folyamatos. a kompresszor kapacitásának 100%-áig, és üzemi nyomás a 100 psi érték eléréséig. Ha a cső nem szivárog, folytassa a nyomáscsökkentést a teszt befejezése után. Folytassa a regisztrációs jelentés kitöltését. Ha a hálózatnak több csatlakozási pontja van. A felvevő lemezt elemzi, és az eredményt összehasonlítja egy ponttal. A levegő befecskendező szelep kinyílik, hogy csökkentse a nyomást. Modell. javítás után minden vizsgálatot meg kell ismételni.
A nyomásmérőt a munkanap folyamán 1 óránként leolvassák a viselkedés ellenőrzésére. Ha szivárgást észlel. jelölő és mérési tartomány és vezérlőfej. ha nincsenek szivárgásra utaló jelek vagy egyéb módon nem kielégítő. A vizsgálati területet lezárják, és figyelmeztető közleményeket fognak kifüggeszteni. A tesztelési időszak befejezése és jóváhagyása után érdekelt felek. Próbanyomás. ugyanezt szappanos vizes oldattal kell elhelyezni. Többek között az ügyfél aláírásai.
fém keménység mérése különböző területeken hegesztett kötés.
A mechanikai vizsgálathoz használt kontrollmintákat ugyanabból a fémből, ugyanazzal a módszerrel és ugyanazzal a hegesztővel hegesztik, mint a főterméket.
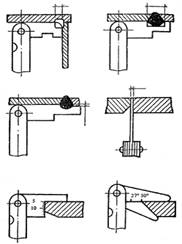
Kivételes esetekben a kontrollmintákat közvetlenül az ellenőrzött termékből vágják le. Mintalehetőségek a meghatározáshoz mechanikai tulajdonságok hegesztett kötések az 1. ábrán láthatók.
Kezdje el a nyomás rögzítését erre a célra szolgáló berendezéssel. Csatlakoztassa a nyomáskompresszor tömlőjét a vizsgálókészülék szabad végszelepéhez. pneumatikus vizsgálati eszközöket leszerelnek. Zárja el a levegő befecskendezéséhez használt szelepet, és válassza le a levegőforrást. zárja le a csövek szabad végeit, csak a sűrített levegő befecskendező csatlakozását hagyja meg, állítsa be a vizsgálókészüléket kalibrált rögzítővel és nyomásmérővel. Címzett: Egyéni védőfelszerelés biztosítása és használata kötelező.
1. ábra. A minták változatai a mechanikai tulajdonságok meghatározásához (méretek mm-ben): A-B - a lerakott fém (A) és a hegesztett kötés (B) feszítésére; B - hajlításhoz; G - ütési szilárdság.
A statikus feszültség teszteli a hegesztett kötések szilárdságát, a folyáshatárt, a relatív nyúlást és a relatív szűkületet. Statikus hajlítást végeznek a csatlakozás plaszticitásának meghatározására a hajlítási szög nagyságával, mielőtt az első repedés kialakulna a feszített zónában. A statikus hajlítási vizsgálatokat hosszanti és keresztirányú varratokkal ellátott mintákon végzik el, a hegesztési vasalás eltávolításával, az alapfémmel egy szintben.
Azt is kifüggesztik, ha a munka nem készül el. A további sérülések elkerülése érdekében evakuálja a területet, és engedje el a képzett személyzet hozzáférését. maszk. Tartalmazza továbbá a következő lépéseket tűz esetén és egy vészhelyzeti tervet is. törések. Követendő lépések: Jelentse a balesetet közvetlen vezetőjének munkaterület. Vészhelyzetet a következő okok okozhatnak: tűz. hogy megakadályozzák harmadik felek behatolását munkaterület. A kapcsolódó kockázatkezelési eljárások közzététele. 19.
Az ütési hajlítás egy olyan vizsgálat, amely meghatározza a hegesztett kötések ütésállóságát. A keménységmeghatározás eredményei alapján kb szilárdsági jellemzők, a fém szerkezeti változásai és a hegesztési varratok ridegtörés elleni stabilitása. Attól függően, hogy a specifikációk a termék ütéstől elszakadhat. Kis átmérőjű, hosszanti és keresztirányú varratokkal rendelkező csövek esetében lapítási vizsgálatokat kell végezni. A plaszticitás mértéke a préselt felületek közötti rés az első repedés megjelenésekor. A hegesztett kötések metallográfiai vizsgálatát végzik a fém szerkezetének, a hegesztett kötés minőségének megállapítására, valamint a hibák jelenlétének és jellegének megállapítására. A törés típusa szerint megállapítják a minták roncsolódásának jellegét, tanulmányozzák a hegesztési varrat makro- és mikroszerkezetét, valamint a hőhatászónát, valamint megítélik a fém szerkezetét és plaszticitását.
Végezzen ellenőrzéseket és időszakos Karbantartás szerszámok és munkaeszközök. Tisztítsa meg azt a helyet, ahol az áldozatnak nagyobb szellőzést kell biztosítania. vészhelyzeti terve van. Őrizze meg a nyugalmát és irányítsa a helyzetet. hordágy.
Ez a terv tartalmaz egy eljárást, amely meghatározza, milyen intézkedéseket kell tenni abban az esetben, ha a vészhelyzet a munkavégzés során. Azonnal vigye az áldozatot a legközelebbi helyre Egészségközpont. Tűz esetén: Rendelkezésre álló erőforrások: 10 font tömegű száraz vegyi tűzoltó készülékek.
A makroszerkezeti elemzés meghatározza a látható hibák helyét és jellegét, valamint a fém makrometszeteit és töréseit. Szabad szemmel vagy 20-szoros nagyítású nagyító alatt történik.
A mikroszerkezeti elemzést 50-2000-szeres nagyítással végezzük speciális mikroszkópok segítségével. Ezzel a módszerrel kimutathatók a szemcsehatárokon lévő oxidok, a fémek kiégése, a nem fémes zárványok részecskéi, a fémszemcsék mérete és a szerkezetében bekövetkező egyéb változások, amelyeket hőkezelés. Szükség esetén végezze el a hegesztett kötések kémiai és spektrális elemzését.
Készítsen jelentéseket és töltse ki a szükséges információkat erre a célra szolgáló formátumban. A helyzet irányításának lehetetlensége esetén. Cél: A személyzet azonnali mozgósítása, ha lehetséges az eljárás során. Megközelítési és menekülési útvonalak: A menekülési útvonalak vázlatai tartalmazzák a megközelítési és menekülési útvonalakat. hogy megtegye az azt érdemlő megfelelő intézkedést. Lépések: Tűz esetén. mentőautó elsősegélynyújtó kellékekkel lesz elérhető. 21.
Az alkalmazottak utasításokat kapnak a munka helyszíni felügyeletétől. oly módon, hogy továbbra is jelentést tegyen. Konkrét kilakoltatási terv: Cél: Ez a terv megállapítja szükséges intézkedéseket az összes személyzet ellenőrzése a vészhelyzet idején, hogy elkerülje a személyzet sérülését. Logisztikai támogatás: olyan helyzetekben, amelyek indokolják a személyzet áthelyezését az egészségügyi központba. Használjon száraz vegyszert porral oltó készülékek 10 font kapacitás. Alkalmazási terület: Megérti az eljárásban részt vevő összes személyzetet. azonnal evakuálják a területet. a környezetre.
A kritikus szerkezetekre speciális vizsgálatokat végeznek. Figyelembe veszik a működési feltételeket, és az ilyen típusú termékekre kidolgozott módszerek szerint hajtják végre.
2. Pneumatikus tesztelés
Pneumatikus vizsgálatok olyan esetekben, amikor nem lehet hidraulikus vizsgálatokat végezni. A pneumatikus tesztek során az edényt 10-20 kPa-val, vagy az üzemi nyomásnál 10-20%-kal magasabb nyomású sűrített levegővel töltik fel. A varratokat szappanos vízzel megnedvesítik, vagy a terméket vízbe merítik. A buborékok hiánya feszességet jelez. A pneumatikus tesztelésnek létezik egy változata héliumszivárgás-érzékelővel. Ehhez az edény belsejében vákuumot hoznak létre, kívül pedig levegő és hélium keverékével fújják be, amely kivételes áteresztőképességgel rendelkezik. A bejutott héliumot leszívják, és egy speciális eszközre esik - egy szivárgásérzékelőre, amely rögzíti a héliumot. A csapdába esett hélium mennyisége alapján ítéljük meg az edény tömítettségét. A vákuumszabályozást akkor hajtják végre, ha más típusú tesztek elvégzése lehetetlen.
Ennek a tervnek a stratégiája a vészhelyzetek kezelése a személyzet és a dolgozók által végzett munkához kapcsolódó külső szervei testi épségének védelme érdekében. Vagy a műveletben részt vevő tárgyakkal. Indoklás: az elvégzett munka összetettsége miatt. Nyújtás. A használandó útvonal minden esetben sematikusan látható. Melyek az evakuálási útvonalak? mozgassa a területet. Csak a tervben részt vevő személyek léphetnek be erre a területre.
Ez a jármű a munkavégzés ideje alatt a munkaterületen marad. Ez várhatóan szabályozza a vészhelyzeti intézkedéseket vagy másokat természetes jelenség ami zavarhatja a normál munkafolyamatot. Eljárások: tűzeset bejelentése után. Vagy a vészhelyzet bejelentéséig. 22. Walter Flores. Repülőgép tulajdonos.
A varratok tömítettsége kerozinnal ellenőrizhető. Ehhez a varrás egyik oldalát szórópisztollyal krétával festik, a másik oldalt kerozinnal megnedvesítik. A kerozin nagy áthatoló képességgel rendelkezik, ezért laza varratokkal a hátoldal be van festve sötét tónusú vagy foltok jelennek meg.
Sűrített levegő teszt (pneumatikus teszt). Ezt a tesztet az edények és csővezetékek tömítettségének tesztelésére használják, általában csak a termék üzemi nyomásán. A hegesztett kötések sűrűségét szappanos oldattal vagy az edény vízbe merítésével ellenőrizzük. Buborékok jelennek meg azokon a helyeken, ahol a gáz áthalad.
Őrizze meg a nyugalmát és irányítsa a helyzetet. A pneumatikus csövek szigorú biztonsági intézkedéseket igényelnek. A pneumatikus tesztelés olyan eljárás, amely levegőnyomást használ a szivárgó csövek tesztelésére. Ez a módszer nemcsak a szivárgások észlelésére szolgál, hanem a csőrendszer tisztítására és szárítására is, lehetővé téve, hogy a szállítószalag készen álljon a teszt végén. A pneumatikus tesztet akkor alkalmazzák, ha más módszerek nem lehetségesek; például fagyás esetén a vízpróba nem lehetséges.
Amikor a teszt folytatódik, az állomás összes személyzetének el kell távolodnia a vizsgálati helyszínről. A feladatban részt vevő személyeket a biztonsági sorompó mögött kell elhelyezni, és a helyszínt veszélyes területként kell kijelölni. A nagy forgalmú területeket és a gyalogosokat a teszt letétele előtt előzetesen értesíteni kell. A tesztelés során fellépő szivárgások vagy szakadások anyagi károkat vagy súlyos sérüléseket okozhatnak. A tesztelés előtt a vizsgálati szakaszban lévő összes csővezetéket ellenőrizni kell, hogy ne legyen elmozdulás.
A külső ellenőrzés a legelterjedtebb és legkedvezőbb árú ellenőrzési típus, amely nem igényel anyagköltségeket. A további módszerek alkalmazása ellenére minden típusú hegesztett kötés alá van vetve ennek az ellenőrzésnek. A külső vizsgálat szinte minden típusú külső hibát feltár. Az ilyen típusú vezérlésnél nem a behatolások, megereszkedések, alávágások és egyéb hibák láthatók. A külső vizsgálatot szabad szemmel vagy 10-szeres nagyítású nagyítóval végezzük. A külső ellenőrzés nem csak a szemrevételezést foglalja magában, hanem a hegesztett kötések és varratok mérését, valamint az előkészített élek mérését is. A tömeggyártásban vannak speciális sablonok, amelyek lehetővé teszik a hegesztési varratok paramétereinek megfelelő pontosságú mérését.
A tesztelés megkezdése előtt a személyzetnek meg kell győződnie arról is, hogy minden tesztcsatlakozás megfelelően fel van szerelve, a végső elzáró szelepek stabilak, a helyükön töltődnek és tömítenek, és a hegesztési varratok lehűlnek. A vizsgáló személyzetnek szem- és fülvédőt kell viselnie.
A tervezőmérnök határozza meg maximális nyomás, amelyet a tesztben használni fognak, és a tesztelés alatt álló csővezeték. Az ajánlott teszthossz nem haladhatja meg a 400 lábot. Minden olyan nyílást, amelyet nem zárnak le szelepek, le kell fedni 150 lb-s vakkarimával vagy más megfelelő sapkával. Nem szükséges az összes lefolyót és szellőzőrácsot a teszthez csatlakoztatni, és nem kell kinyitni az összes olyan szektort, amely nem vesz részt a tesztelésben. A projektmenedzser határozza meg a próbanyitási nyomást, amely általában 25 psi, és legalább 10 percig tart.
Egyetlen gyártás körülményei között a hegesztett kötések mérése univerzális mérőeszközökkel vagy szabványsablonokkal történik, amelyre egy példa a 2. ábrán látható.
Rizs. 2 Vágóélek, hézagok és varratok méretének mérése ShS-2 sablonnal
Az ShS-2 sablonkészlet egy azonos vastagságú acéllemez készlet, amelyek két pofa közötti tengelyeken helyezkednek el. Minden tengelyen 11 lemez van rögzítve, amelyeket mindkét oldalon lapos rugók nyomnak. Két lemez a vágóélek csomóinak ellenőrzésére szolgál, a többi - a varrás szélességének és magasságának ellenőrzésére. Ezzel a sokoldalú sablonnal ellenőrizheti a ferde szögeket, hézagokat és hegesztési méreteket a tompa-, póló- és sarokkötéseknél.
A vizsgálat ezen szakaszában észlelt szivárgások miatt a teszt leáll. A nyomást ezután 25 psi-rel növeljük ötperces időközönként. A maximális nyomás elérésekor a nyomást 10 percig fenntartjuk. Végül a nyomást 100 psi-re csökkentjük, és 24 órán át tartjuk. Ekkor a nyomás megszűnik, óvatosan a kipufogó körül, a szennyeződés és a zaj.
A tervezőmérnök határozza meg megfelelő helyen nyomtatványok benyújtására. A csővezeték a teszt befejezése után azonnal használatra kész. Csövekből, szelepekből és egyéb tartozékokból és csatlakozásokból. Hőszigetelő anyagok. Csőmozgások szekvenciális súrlódási ereje Hőtágulásból eredő erők.
A nyomás alatt üzemelő tartályok és tartályok tömítettségét hidraulikus ill pneumatikus tesztek. A hidraulikus tesztek nyomással, töltéssel vagy öntözéssel történnek. Az öntési próbához a hegesztési varratokat megszárítjuk vagy szárazra töröljük, és a tartályt megtöltjük vízzel, hogy ne kerüljön nedvesség a varratokba. A tartály vízzel való feltöltése után minden varrat ellenőrzésre kerül; a nedves varratok hiánya jelzi a tömítettséget.
Az öntözési teszteket olyan terjedelmes termékeken végzik, amelyek mindkét oldalról hozzáférnek a varratokhoz. A termék egyik oldalát nyomás alatt lévő tömlőből vízzel öntik, a másik oldalon pedig a varratok tömítettségét ellenőrzik.
Hidraulikus nyomáspróbánál az edényt vízzel és túlnyomás 1,2-2-szeresével túllépve az üzemi nyomást. Ebben az állapotban a terméket 5-10 percig tartják. A tömítettséget az ömlesztett nedvesség jelenléte és a nyomásesés mértéke ellenőrzi. Minden típusú hidraulikus tesztet pozitív hőmérsékleten végeznek.
Bibliográfia
1. Volcsenko V.N. "A hegesztés minőségellenőrzése" - M: Mashinostroenie, 1995
2. Sztyepanov V.V. Hegesztői kézikönyv. Szerk. 3 - e.M., "Mérnökség", 1974
Csővezetékek pneumatikus vizsgálata a szilárdság és a sűrűség, vagy csak a sűrűség vizsgálata céljából végezzük el. Utóbbi esetben a csővezetéket előzetesen hidraulikus módszerrel szilárdsági vizsgálatnak kell alávetni. Az ammónia és freon csővezetékek szilárdságát hidraulikusan nem vizsgálják.
A pneumatikus tesztelést levegővel vagy inert gázzal kell elvégezni, amelyhez használják mobil kompresszorok vagy gyári sűrített levegő hálózat.
Kivételes esetekben, a projekt követelményeiből adódóan megengedett a csővezetékek pneumatikus szilárdsági vizsgálata a táblázatban megadott adatoktól való eltéréssel. Ebben az esetben a vizsgálatot szigorúan egy speciálisan kidolgozott (minden esetre) utasítás szerint kell elvégezni, amely biztosítja a megfelelő munkabiztonságot.
Pneumatikus szilárdsági vizsgálat emelt öntöttvas, valamint faolit és üveg csővezetékek tilosak. Beszerelés esetén acél csővezetékeköntöttvas szerelvények (kivéve a gömbgrafitos öntöttvas szerelvények), pneumatikus szilárdsági vizsgálat megengedett 4 kgf / cm 2 -t meg nem haladó nyomáson, míg minden öntöttvas vasalatnak át kell mennie egy előzetesen hidraulikus teszt erő a GOST szerint.
A vizsgált csővezetékben a nyomást fokozatosan növelni kell, ellenőrizve, amikor eléri: a 2 kgf / cm 2 üzemi nyomásig terjedő csővezetékek próbanyomásának 0,6-át; A próbanyomás 0,3 és 0,6 értéke 2 kgf / cm 2 feletti üzemi nyomású csővezetékeknél.
A csővezeték vizsgálatakor a nyomás növelése nem megengedett. A végső ellenőrzést üzemi nyomáson, csővezeték tömítettségi próbával kombinálva végezzük. Ezzel egyidejűleg a hegesztett kötések, karimás kötések és tömszelencék tömítettségét szappanos vagy más oldattal történő bevonással ellenőrzik.
Nyomás alatt lévő csővezeték kalapáccsal megütögetése nem megengedett.
A pneumatikus vizsgálat eredménye akkor tekinthető kielégítőnek, ha a szilárdsági vizsgálat során nem volt nyomásesés a nyomásmérőn, és az azt követő tömítettségi vizsgálat során nem találtak szivárgást vagy hézagot a hegesztési varratokban, karimás kötésekben és tömszelencékben.
Csővezetékek szállítása erős mérgező anyagokés egyéb mérgező tulajdonságokkal rendelkező termékek, cseppfolyósított kőolajgázok, gyúlékony és aktív gázok, valamint gyúlékony és éghető folyadékok forráspontjuk feletti hőmérsékleten szállítják, további vizsgálatnak vetik alá a sűrűségért.
Ebben az esetben a vizsgálatot a nyomásesés meghatározásával kell elvégezni. A fent felsorolt termékeket szállító bolti csővezetékeken további sűrűségvizsgálatok esnek át a csatlakoztatott berendezésekkel együtt.
A nyomásesés meghatározásával végzett sűrűségvizsgálat csak a csővezetéken belüli hőmérsékletek kiegyenlítődése után végezhető el, amelyhez hőmérőket kell felszerelni a vizsgálati szakasz elején és végén. A műhelyközi csővezetékek sűrűségvizsgálatának időtartamát a nyomásesés meghatározásával a projekt határozza meg; legalább 12 órának kell lennie.
A csővezeték nyomásesését a sűrűségvizsgálat során a következő képlet határozza meg:
DYA=10O / Rkon X Rnach
ahol a nyomásesés DYa értéke, %;
Rcon és Rnach a túlnyomás és a légköri nyomás összege a vizsgálat végén és elején, kgf/cm 2 ;
Tcon és Tnach a levegő vagy a gáz abszolút hőmérséklete a vizsgálat végén és elején, fok.
A csővezetékben lévő levegő vagy gáz nyomását és hőmérsékletét a csővezetékre szerelt összes nyomásmérő és hőmérő leolvasásának számtani átlagaként határozzák meg.
A 250 mm-es feltételes áthaladással rendelkező műhelyközi csővezeték megfelelt a kiegészítő vizsgálaton. sűrűség, ha a nyomásesés benne 1 órán keresztül a próbanyomás százalékában nem több, mint: 0,1 mérgező termékek szállításakor; 0,2 robbanásveszélyes, gyúlékony, éghető és aktív gázok (beleértve a cseppfolyósítottakat is) szállításakor.
Más átmérőjű csővezetékek tesztelésekor a bennük lévő esési sebességet a fenti számok korrekciós tényezővel való megszorzásával határozzuk meg.
A pneumatikus vizsgálatok idejére bel- és kültéren egyaránt védett terület kialakítása és zászlókkal való megjelölése szükséges. Minimális távolság a vizsgált csővezetéktől az övezet határáig bármely irányban: föld feletti fektetéssel 25 m, föld alatti fektetéssel 10 m.
A védett terület megfigyelésére ellenőrző állomásokat állítanak fel. A csővezeték nyomásemelkedése és szilárdsági vizsgálata során a védett területen tartózkodni tilos, kivéve a külön erre a célra kijelölt és eligazított személyeket. A csővezeték pneumatikus vizsgálatának eredményeiről jegyzőkönyv készül.
Azt is ajánljuk
 Kapcsolt tápegység: javítás és finomítás
Kapcsolt tápegység: javítás és finomítás
 A fény távirányítója
A fény távirányítója
 Úszásoktatás óvodás korú gyermekek számára
Úszásoktatás óvodás korú gyermekek számára
 Megjegyzések a mesternek - otthoni háztartási riasztók
Megjegyzések a mesternek - otthoni háztartási riasztók
 Óracsavar az Atmega8-on
Óracsavar az Atmega8-on
 Példák az eszközre és a relé alkalmazására, hogyan válasszuk ki és helyesen csatlakoztassuk a relét Mikrokontroller és relé egyszerű kapcsolóáramkörök
Példák az eszközre és a relé alkalmazására, hogyan válasszuk ki és helyesen csatlakoztassuk a relét Mikrokontroller és relé egyszerű kapcsolóáramkörök