La forme et les dimensions de la première feuille de la feuille de route
3.1. Enregistrement des formulaires, formulaires et documents - conformément à GOST 3.1104-81.
3.2. Pour la présentation procédés technologiques MK utilise une méthode de remplissage dans laquelle les informations sont saisies ligne par ligne avec plusieurs types de lignes. Chaque type de ligne a son propre caractère de service.
3.4. Les lettres de l'alphabet russe sont utilisées comme désignation des caractères de service, posées avant le numéro de la ligne correspondante et exécutées lettre capitale, par exemple, M01, A12, etc.
3.5. L'indication des caractères de service correspondants pour les types de lignes, en fonction du contenu des informations à placer, dans les colonnes du MK doit être effectuée conformément au tableau. 2.
Tableau 2
| Le contenu des informations saisies dans les colonnes situées sur la ligne | |
| MAIS | Le numéro de l'atelier, de la section, du lieu de travail où l'opération est effectuée, le numéro de l'opération, le code et le nom de l'opération, la désignation des documents utilisés dans l'opération (s'applique uniquement aux formulaires avec un champ de classement horizontal) |
| B | Code, nom de l'équipement et informations sur les coûts de main-d'œuvre (s'applique uniquement aux formulaires avec une position horizontale du champ de classeur) |
| À | Le numéro de l'atelier, de la section, du lieu de travail où l'opération est effectuée, le numéro de l'opération, le code et le nom de l'opération (s'applique uniquement aux formulaires avec une position verticale du champ de classement) |
| g | Désignation des documents utilisés dans l'opération (s'applique uniquement aux formulaires avec une position verticale du champ du classeur) |
| ré | Code, nom de l'équipement (s'applique uniquement aux formulaires avec un champ de classement vertical) |
| E | Informations sur la main-d'œuvre (s'applique uniquement aux formulaires avec une marge de reliure verticale) |
| À | Informations sur la configuration du produit (unité de montage) parties constitutives indiquant le nom des pièces, les unités d'assemblage, leurs désignations, la désignation des départements d'où proviennent les pièces constitutives, le code unité, l'unité de rationnement, la quantité par produit et le taux de consommation (s'applique uniquement aux formulaires avec un champ de classement horizontal) |
| M | Informations sur le matériau principal utilisé et la pièce initiale, informations sur les matériaux auxiliaires et composants utilisés, indiquant le nom et le code du matériau, la désignation des départements d'où proviennent les matériaux, le code unitaire, l'unité de rationnement, la quantité par produit et le taux de consommation |
| O | Le contenu de l'opération (transition) |
| J | Informations sur les équipements technologiques utilisés lors de l'opération |
| L | Informations sur la configuration du produit (unité d'assemblage) avec des composants indiquant le nom des pièces, des unités d'assemblage (s'applique uniquement aux formulaires avec un emplacement vertical du champ de classement) |
| H | Informations sur la configuration du produit (unité d'assemblage), composants indiquant la désignation des pièces, les unités d'assemblage, la désignation des départements d'où proviennent les pièces constitutives, le code unité, l'unité de rationnement, la quantité par produit et la consommation taux (s'applique uniquement aux formulaires avec une disposition verticale du champ de classement) |
Remarques:
1. En cas de non-utilisation de tout équipement technologique, l'équipement est enregistré, suivant l'ordre de priorité.
2. Il est permis de ne pas indiquer le nombre d'unités d'équipement technologique utilisées.
3.11. La séquence de remplissage des informations pour chaque opération par type de ligne est donnée dans le tableau. 3.
Noter. S'il n'y a aucune information avec un caractère de service, les informations sont enregistrées avec le caractère de service suivant dans l'ordre.
Tableau 3
| Type de processus technologique | Type de description du procédé technologique (opération) | Numéro de formulaire MK | Ordre de remplissage des caractères de service |
| Processus technologiques uniques réalisés à l'aide de diverses méthodes de traitement | Itinéraire | 1, 5 | M01, M02, A, B, O, T |
| 1a, 1b, 5a | A, B, O, T | ||
| 3 | M01, M02, M03, V, G, D, E, O, T | ||
| en fonctionnement | 3a, 3b | C, D, D, E, O, T | |
| 1, 5 | M01, M02, A, B | ||
| 1a, 1b, 5a | UN B | ||
| 3 | M01, M02, M03, V, D, D, E | ||
| Itinéraire | 3a, 3b | C, D, D, E | |
| 2, 6 | A, B, K, M, O, T | ||
| 1a, 1b, 5a | A, B, K, M, O, T | ||
| 4 | V, D, D, E, L, N, M, O, T | ||
| 3a, 3b | V, D, D, E, L, N, M, O, T | ||
| Procédés d'assemblage technologiques uniques | en fonctionnement | 2, 6 | A, B, K, M |
| 1a, 1b, 5a | A, B, K, M | ||
| 4 | C, D, D, E, L, N, M | ||
| 3a, 3b | C, D, D, E, L, N, M | ||
| Processus technologiques typiques et de groupe exécutés à l'aide de diverses méthodes de fabrication et de réparation | Itinéraire | 2, 6 | A, B, K, M, T |
| 1a, 1b, 5a | A, B, K, M, T | ||
| 4 | C, D, D, E, L, N, M, T | ||
| 3a, 3b | C, D, D, E, L, N, M, T | ||
| en fonctionnement | 2, 6 | A, B, K, M, T | |
| 1a, 1b, 5a | A, B, K, M, T | ||
| 4 | C, D, D, E, L, N, M, T | ||
| 3a, 3b | C, D, D, E, L, N, M, T |
Noter. Dans la description route-opérationnelle du processus technologique, l'ordre dans lequel les symboles de service sont remplis dépend du type de description de cette opération.
3.12. Les colonnes des formulaires doivent être remplies conformément au tableau. quatre.
3.13. Les dimensions des formes graphiques doivent être sélectionnées conformément au tableau. 5, basé sur un pas d'imprimante de 2,6 mm.
3.14. La séparation des graphiques doit être effectuée par des segments verticaux d'une ligne droite de 0,5 à 1,5 mm de long. Dans la conception assistée par ordinateur, la division verticale des graphiques et la division horizontale des lignes doivent être effectuées avec des jeux de caractères appropriés conformément à GOST 27464-87.
Remarques:
1. Il est permis de séparer les colonnes par une ligne verticale continue sur toute la largeur de la ligne.
2. Il est permis de diviser le graphique pas sur chaque ligne.
3. En conception assistée par ordinateur, il est permis de ne pas diviser les lignes horizontalement.
Tableau 4
| Numéro de colonne | Symbole d'entretien | Contenu de l'information | |
| 1 | - | - | Désignation du caractère de service et numéro de série de la ligne. L'enregistrement est effectué au niveau d'une ligne, par exemple, M02 ; B04. Lors de la spécification d'un numéro de ligne dans la plage de 01 à 09, il est permis d'utiliser le signe dia au lieu de 0, par exemple, M dia. 2, diamètre B. quatre |
| 2 | - | M01 | Nom, assortiment, taille et marque du matériel, désignation standard, Caractéristiques. L'entrée est effectuée au niveau d'une ligne en utilisant la fraction de délimitation "/", par exemple, feuille BON-2,5 X 1000 X 2500 GOST 19903-74 / III-IV B Art.3 GOST 14637-89 |
| 3 | Le code | M02 | Code matière par classificateur |
| 4 | VE | M02, K, N, M | Code d'unité de mesure (masse, longueur, surface, etc.) d'une pièce, pièce, matériau selon le classificateur SOEVS. Il est permis d'indiquer les unités de mesure |
| 5 | MARYLAND | M02 | Masse de la pièce selon le document de conception |
| 6 | FR | M02, B, K, E, N, M | L'unité de taux sur laquelle le taux de consommation de matière ou le taux de temps est défini, par exemple 1, 10, 100 |
| 7 | N. contre. | M02, K, N, M | Taux de consommation de matière |
| 8 | Kim | M02 | Facteur d'utilisation du matériau En conception assistée par ordinateur, il est permis de ne pas remplir la colonne |
| 9 | Code de passation des marchés | M02, M03 | Code d'approvisionnement selon le classificateur. Il est permis d'indiquer le type de pièce (pièces moulées, produits laminés, pièces forgées, etc.) |
| 10 | Profil et dimensions | M02, M03 | Profil et dimensions de la pièce d'origine. Les informations dimensionnelles doivent être indiquées en fonction des dimensions disponibles, par exemple, feuille 1,0 X 710 X 1420, 115 X 270 X 390 (pour le moulage). Il est permis de ne pas spécifier de profil. |
| 11 | KD | M02, M03 | Le nombre de pièces fabriquées à partir d'une pièce |
| 12 | MS | M02, M03 | Poids de la pièce |
| 13 | - | - | Colonne pour les instructions spéciales. La procédure de remplissage de la colonne et le remplissage obligatoire sont établis dans les documents réglementaires et techniques de l'industrie |
| 14 | Boutique | UN B | Numéro (code) de l'atelier dans lequel l'opération est effectuée |
| 15 | Euh. | UN B | Numéro (code) de la section, du convoyeur, de la ligne de production, etc. |
| 16 | RM | UN B | Numéro (code) du lieu de travail |
| 17 | Oper. | UN B | Numéro d'opération (processus) dans séquence technologique fabrication ou réparation du produit (y compris inspection et déplacement) |
| 18 | Code, nom de l'opération | UN B | Code opération selon le classificateur technologique, nom de l'opération. |
| Noter. Le code d'opération peut ne pas être spécifié. | |||
| 19 | Désignation des documents | A, G | Désignation des documents, instructions sur la protection du travail utilisées dans l'exécution de cette opération. La composition des documents doit être indiquée par signe séparateur";" avec possibilité, si nécessaire, de reporter les informations sur les lignes suivantes |
| 20 | B, D | Code matériel selon le classificateur, nom abrégé du matériel, son numéro d'inventaire | |
| Les informations doivent être spécifiées avec un caractère séparateur ";". | |||
| Il est permis d'indiquer son modèle à la place du nom abrégé de l'équipement. Il est permis de ne pas indiquer le numéro d'inventaire | |||
| 21 | CM | ÊTRE | Degré de mécanisation (code du degré de mécanisation). Le remplissage obligatoire de la colonne est établi dans les documents réglementaires et techniques de l'industrie |
| 22 | Prof. | ÊTRE | Code de profession selon le classificateur OKPDTR |
| 23 | P | ÊTRE | La quantité de travail nécessaire pour terminer l'opération |
| 24 | Utah | ÊTRE | Code des conditions de travail selon le classificateur OKPDTR et code du type de norme |
| 25 | PC | ÊTRE | Le nombre d'exécutants impliqués dans l'exécution des opérations |
| 26 | COID | ÊTRE | Le nombre de pièces fabriquées (traitées, réparées) simultanément (unités d'assemblage) en une seule opération |
| Noter. Lors de l'exécution du processus de transfert, vous devez indiquer le volume de l'unité de fret - le nombre de pièces dans le conteneur | |||
| 27 | OP | ÊTRE | Le volume du lot de production en pièces. Aux stades de l'élaboration de l'avant-projet et prototype il est permis de ne pas remplir la colonne. |
| Noter. Lors de l'exécution du processus de mouvement, la colonne doit indiquer le volume du lot de transport, le nombre d'unités de fret déplacées en même temps | |||
| 28 | K pièces. | ÊTRE | Facteur temps unitaire pour la maintenance multi-machines |
| 29 | Tpz | ÊTRE | Norme de temps préparatoire et final pour l'opération |
| 30 | Tsht. | ÊTRE | La norme du temps à la pièce pour l'opération |
| Noter. Il est permis, conformément aux documents réglementaires et techniques de l'industrie, pour le MC utilisé dans la production d'un prototype (lot pilote), au lieu des informations fournies pour la saisie dans les colonnes 29 et 30, de saisir, respectivement, des informations sur Tsht. k (la norme du temps de calcul des pièces pour le fonctionnement) et Rasc. (prix par unité de rationnement appliqué à l'opération) | |||
| 31 | Nom de la pièce, Sat. unité ou matériel | K, L, M | Nom des pièces, unités d'assemblage, matériaux utilisés dans l'opération |
| Noter. Il est permis de ne pas remplir la ligne | |||
| 32 | Désignation, code | K, N, M | Désignation des pièces, des unités d'assemblage selon le document de conception ou des matériaux selon le classificateur |
| 33 | Police provinciale de l'Ontario | K, N, M | Désignation du lotissement (entrepôt, garde-manger, etc.) d'où proviennent les pièces constitutives, les unités d'assemblage ou les matériaux ; lors du démontage - où vont-ils |
| 34 | CI | K, N, M | Le nombre de pièces, d'unités d'assemblage utilisées dans l'assemblage du produit ; lors du démontage - le nombre de reçus |
Tableau 5
| Numéro de colonne | Formulaires MK | Nom ( symbole) graphiques | Désignation du symbole de service | Taille du graphique, mm | Nombre de signes |
| 1 | 1, 1a, 1b, 2, | - | - | 13,0 | 5 (4) |
| 3, 3a, 3b, 4, | |||||
| 5, 5a, 6 | |||||
| 2 | 1, 5 | - | M01 | 231,4 | 89 (88) |
| 3 | M01 | 169,0 | 65 (64) | ||
| 3 | 1, 3, 5 | Le code | M02 | 33,8 | 13 (12) |
| 4 | 1, 3, 5 | VE | M02 | 10,4 | 4 (3) |
| 1a, 1b, 2 | K, M | 13,0 | 5 (4) | ||
| 5a, 6 | |||||
| 3a, 3b, 4 | H, M | 13,0 | 5 (4) | ||
| 5 | 1, 3, 5 | MARYLAND | M02 | 18,2 | 7 (6) |
| 6 | 1, 3, 5 | FR | M02 | 15,6 | 6 (5) |
| 1, 5 | B | 13,0 | 5 (4) | ||
| 1a, 1b, 2 | B, K, M | 13,0 | 5 (4) | ||
| 5a, 6 | |||||
| 3 | E | 13,0 | 5 (4) | ||
| 3a, 3b, 4 | E, H, M | 13,0 | 5 (4) | ||
| 7 | 1, 5 | N. contre. | M02 | 18,2 | 7 (6) |
| 3 | M02 | 26,0 | 10 (9) | ||
| 1a, 1b, 2, | K, M | 20,8 | 8 (7) | ||
| 5a, 6 | H, M | 20,8 | 8 (7) | ||
| 3a, 3b, 4 | |||||
| 8 | 1, 5 | Kim | M02 | 13,0 | 5 (4) |
| 3 | M02 | 18,2 | 7 (6) | ||
| 9 | 1, 5 | Code de passation des marchés | M02 | 33,8 | 13 (12) |
| 3 | M03 | 33,8 | 13 (12) | ||
| 10 | 1, 5 | Profil et dimensions du CD | M02 | 54,6 | 21 (20) |
| 3 | M03 | 64,6 | 21 (20) | ||
| 11 | 1, 5 | M02 | 15,6 | 6 (5) | |
| 3 | M03 | 15,6 | 6 (5) | ||
| 12 | 1, 5 | MS | M02 | 18,2 | 7 (6) |
| 3 | M03 | 18,2 | 7 (6) | ||
| 13 | 1 | M01, M02 | 41,6 | 16 (15) | |
| 3 | M02, M03 | 46,8 | 18 (17) | ||
| 3, 3a, 3b, 4 | C, D, D, E | 15,6 | 6 (5) | ||
| 3a, 3b, 4 | L, N, M | 15,6 | 6 (5) | ||
| 5 | M01, M02 | 88,4 | 34 (33) | ||
| 14 | 1, 1a, 1b, 2, | Boutique | MAIS | 10,4 | 4 (3) |
| 5, 5a, 6 | |||||
| 3, 3a, 3b, 4 | À | 10,4 | 4 (3) | ||
| 15 | 1, 1a, 1b, 2, 5, | Euh. | MAIS | 10,4 | 4 (3) |
| 5a, 6 | À | 18,2 | 7 (6) | ||
| 3, 3a, 3b, 4 | |||||
| 16 | 1, 1a, 1b, 2, | RM | MAIS | 10,4 | 4 (3) |
| 5, 5a, 6 | |||||
| 3, 3a, 3b, 4 | À | 10,4 | 4 (3) | ||
| 17 | 1, 1a, 1b, 2, | Oper. | MAIS | 13,0 | 5 (4) |
| 5, 5a, 6 | |||||
| 3, 3a, 3b, 4 | À | 13,0 | 5 (4) | ||
| 18 | 1, 1a, 1b, 2 | Code, nom de l'opération | MAIS | 75,4 | 29 (28) |
| 5, 5a, 6 | MAIS | 122,2 | 47 (46) | ||
| 3, 3a, 3b, 4 | À | 101,4 | 39 (38) | ||
| 19 | 1, 1a, 1b, 2, | Désignation des documents | MAIS | 153,4 | 59 (58), |
| 5, 5a, 6 | |||||
| 3, 3a, 3b, 4 | g | 153,4 | 59 (58) | ||
| 20 | 1, 1a, 1b, 2, | Code, nom de l'équipement | B | 119,6 | 46 (45) |
| 5, 5a, 6 | B | 166,4 | 64 (63) | ||
| 3, 3a, 3b, 4 | ré | 153,4 | 59 (58) | ||
| 21 | 1, 1a, 1b, 2, | CM | B | 10,4 | 4 (3) |
| 5, 5a, 6 | |||||
| 3, 3a, 3b, 4 | E | 10,4 | 4 (3) | ||
| 22 | 1, 1a, 1b, 2, | Prof. | B | 18,2 | 7 (6) |
| 5, 5a, 6 | |||||
| 3, 3a, 3b, 4 | E | 18,2 | 7 (6) | ||
| 23 | 1, 1a, 1b, 2, | R | B | 10,4 | 4 (3) |
| 5, 5a, 6 | |||||
| 3, 3a, 3b, 4 | E | 10,4 | 4 (3) | ||
| 24 | 1, 1a, 1b, 2, | Utah | B | 13,0 | 5 (4) |
| 5, 5a, 6 | |||||
| 3, 3a, 3b, 4 | E | 13,0 | 5 (4) | ||
| 25 | 1, 1a, 1b, 2, | KR | B | 10,4 | 4 (3) |
| 5, 5a, 6 | |||||
| 3, 3a, 3b, 4 | E | 10,4 | 4 (3) | ||
| 26 | 1, 1a, 1b, 2, | COID | B | 13,0 | 5 (4) |
| 5, 5a, 6 | |||||
| 3, 3a, 3b, 4 | E | 13,0 | 5 (4) | ||
| 27 | 1, 1a, 1b, 2, |
Télécharger le document

NORME D'ÉTAT DE L'UNION DE LA SSR
SYSTÈME UNIFIÉ DE DOCUMENTATION TECHNOLOGIQUE
FORMES ET RÈGLES DE CONCEPTION
CARTES D'ITINÉRAIRE
GOST 3.1118-82
MAISON D'ÉDITION DES NORMES
Moscou
ETAT LA NORME SYNDICAT RSS
Décret Comité d'État URSS selon les normes du 30 décembre 1982 n ° 5311, la période d'introduction est fixée
depuis le 1984-01-01
Cette norme établit les formes et les règles de conception des cartes routières utilisées dans le développement de procédés technologiques pour la fabrication ou la réparation de produits dans les industries principales et auxiliaires.
1. EXIGENCES GÉNÉRALES
1.1. La feuille de route (MK) fait partie intégrante de l'ensemble des documents technologiques (ci-après dénommés documents) élaborés pour les procédés technologiques de fabrication ou de réparation des produits et de leurs composants.
1.2. Les formulaires MK établis par cette norme sont unifiés et doivent être utilisés quels que soient le type et la nature de la production et le niveau de détail dans la description des processus technologiques.
2. RÈGLES DE CANDIDATURE
2.1. Le choix et l'établissement du périmètre des fiches de MC concernées dépendent des types de procédés technologiques en cours de développement, spécialisés dans les procédés utilisés pour la fabrication et la réparation des produits et de leurs composants, de la finalité de la fiche dans le cadre d'un ensemble de documents et les méthodes utilisées pour concevoir des documents. Le choix et l'établissement du champ d'application des formulaires MK sont effectués par le développeur de documents conformément à la procédure établie dans l'industrie ou dans l'entreprise (dans l'organisation) selon le tableau. une.
2.2. Dans la description de l'itinéraire et de l'itinéraire-opérationnel du processus technologique, le MC est l'un des principaux documents décrivant l'ensemble du processus dans la séquence technologique des opérations.
2.3. Dans la description opérationnelle du processus technologique, le MC agit comme un document de synthèse, qui indique les informations d'adresse (le numéro de l'atelier, de la section, du lieu de travail, de l'opération), le nom de l'opération, la liste des documents utilisés dans l'exécution de l'opération, équipement technologique et les coûts de main-d'œuvre.
Tableau 1
|
Type de processus technologique |
Numéro de formulaire MK |
Objet du formulaire MK |
Méthode de conception appliquée |
Application |
|
Première page ou page de titre |
Toutes les méthodes |
Avec l'impression automatisée des formulaires sur l'ATsPU, les dimensions de la hauteur du graphique doivent être augmentées à 8,5 mm en réduisant le nombre de lignes principales destinées à décrire les opérations (voir formulaire 5) |
||
|
automatique |
Le formulaire prévoit une localisation verticale du champ de dépôt avec l'application d'un bloc d'informations supplémentaires de l'inscription principale avec un tampon en caoutchouc. Le formulaire est conçu pour accueillir 128 caractères par ligne |
|||
|
(connexions détachables et non détachables) |
Toutes les méthodes |
Voir les formulaires de demande 1 et 3 |
||
|
automatique |
Voir le formulaire de demande 5 |
|||
|
Toutes les méthodes |
Voir formulaires de candidature 1 et 3 |
|||
|
automatique |
Voir formulaire de candidature 5 |
|||
|
Processus technologiques uniques réalisés à l'aide de diverses méthodes de fabrication et de réparation |
Première page ou page de titre |
Toutes les méthodes |
Dans le cas de l'utilisation de MC, au lieu du KTP correspondant, avec le CTI correspondant contenant des informations variables |
|
|
automatique |
||||
|
Processus technologiques uniques, typiques et de groupe exécutés à l'aide de diverses méthodes de fabrication et de réparation |
Feuilles suivantes |
Toutes les méthodes |
Voir les formulaires de demande 1 et 3 |
|
|
automatique |
Voir formulaire de candidature 5 |
|||
|
Verso |
Non mécanisé et non automatisé |
|||
3. RÈGLES DE CONCEPTION
3.1. Enregistrement des formulaires, formulaires et documents - conformément à GOST 3.1104-81.
3.2. Pour la présentation des processus technologiques dans MK, une méthode de remplissage est utilisée, dans laquelle les informations sont saisies ligne par ligne avec plusieurs types de lignes. Chaque type de ligne a son propre caractère de service.
3.3. Les symboles de service expriment conditionnellement la composition des informations placées dans les colonnes de ce genre lignes de la forme du document, et sont destinés au traitement des informations contenues au moyen de la mécanisation et de l'automatisation.
L'utilisation de caractères de service est obligatoire et ne dépend pas de la méthode de conception de document appliquée.
Noter. Il est permis de ne pas apposer de caractère de service sur les lignes suivantes portant la même information lorsqu'elles décrivent la même opération sur une feuille donnée d'un document, pour les documents remplis à la main ou à la machine à écrire et non soumis à un traitement par mécanisation et automatisation.
3.4. En tant que désignation des caractères de service, les lettres de l'alphabet russe sont acceptées, placées avant le numéro de la ligne correspondante et exécutées par une lettre majuscule, par exemple M01, A12, etc.
3.5. L'indication des caractères de service correspondants pour les types de lignes, en fonction du contenu des informations à placer, dans les colonnes du MK doit être effectuée conformément au tableau. 2.
3.6. Les symboles de service utilisés sur les lignes, qui indiquent les noms et les désignations des colonnes, sont recommandés pour être exécutés de manière typographique.
Tableau 2
|
Le numéro de l'atelier, de la section, du lieu de travail où l'opération est effectuée, le numéro de l'opération, le code et le nom de l'opération, la désignation des documents utilisés dans l'opération (s'applique uniquement aux formulaires avec un champ de classement horizontal) |
|
|
Et des informations sur les coûts de main-d'œuvre (s'applique uniquement aux formulaires avec un emplacement horizontal du champ de classeur) |
|
|
Le numéro de l'atelier, de la section, du lieu de travail où l'opération est effectuée, le numéro de l'opération, le code et le nom de l'opération (s'applique uniquement aux formulaires avec une position verticale du champ de classement) |
|
|
Désignation des documents utilisés dans l'opération (s'applique uniquement aux formulaires avec une position verticale du champ du classeur) |
|
|
Code, nom de l'équipement (s'applique uniquement aux formulaires avec un champ de classement vertical) |
|
|
Informations sur la main-d'œuvre (s'applique uniquement aux formulaires avec une marge de reliure verticale) |
|
|
Informations sur l'assemblage du produit (unité d'assemblage) avec les composants indiquant le nom des pièces, les unités d'assemblage, leurs désignations, la désignation des départements d'où proviennent les pièces constitutives, le code unité, l'unité de rationnement, la quantité par produit et le taux de consommation (s'applique uniquement aux formulaires avec une position horizontale de la marge du classeur) |
|
|
Informations sur le matériau principal utilisé et la pièce initiale, informations sur les matériaux auxiliaires et composants utilisés, indiquant le nom et le code du matériau, la désignation des départements d'où proviennent les matériaux, le code unitaire, l'unité de rationnement, la quantité par produit et le taux de consommation |
|
|
Informations sur les équipements technologiques utilisés lors de l'opération |
|
|
Informations sur la configuration du produit (unité d'assemblage) avec des composants indiquant le nom des pièces, des unités d'assemblage (s'applique uniquement aux formulaires avec un emplacement vertical du champ de classement) |
|
|
Informations sur l'assemblage du produit (unité d'assemblage) avec des composants indiquant la désignation des pièces, les unités d'assemblage, la désignation des départements d'où proviennent les composants, le code de l'unité, l'unité de normalisation, la quantité par produit et la consommation taux (s'applique uniquement aux formulaires avec un emplacement vertical du champ de dépôt) |
3.7. Sur les lignes en dessous des colonnes, qui indiquent leurs noms et désignations, les caractères de service sont apposés par le développeur de documents, en tenant compte de la méthode de remplissage des documents qu'il a choisie.
3.8. Lors du remplissage des informations sur les lignes avec les symboles de service A, B, C, D, D, E, K, L, M, N, il convient d'être guidé par les règles de remplissage des colonnes correspondantes situées sur ces lignes.
3.9. Lorsque vous remplissez des informations sur les lignes portant le symbole de service O, vous devez être guidé par les exigences normes d'état ESTD du septième groupe de classification, qui établit les règles d'enregistrement des opérations et des transitions. L'enregistrement des informations doit être effectué dans une séquence technologique sur toute la longueur de la ligne avec la possibilité, si nécessaire, de transférer les informations sur les lignes suivantes. Dans la description opérationnelle du processus technologique sur le MC, le numéro de transition doit être placé au début de la ligne.
3.10. Lors du remplissage des informations sur les lignes avec le symbole de service T, il convient d'être guidé par les exigences des classificateurs pertinents, les normes nationales et industrielles de codage (désignation) et le nom de l'équipement technologique. Les informations sur l'équipement technologique utilisé dans l'opération sont enregistrées dans l'ordre suivant:
agencements;
outil auxiliaire ;
outil de coupe;
outil de montage et d'assemblage;
un outil spécial utilisé dans l'exécution de processus technologiques spécifiques (opérations), par exemple, dans le soudage, l'emboutissage, etc.;
mesure.
L'enregistrement doit être effectué sur toute la longueur de la ligne avec la possibilité, si nécessaire, de reporter les informations sur les lignes suivantes. La séparation des informations pour chaque outil de l'équipement technologique doit être effectuée par le signe ";". Le nombre d'unités d'équipement technologique utilisées simultanément doit être indiqué après le code (désignation) de l'équipement, en mettant entre parenthèses, par exemple, ABVG ХХХХХХ.ХХХ (2) coupe-disque.
Remarques:
|
Type de processus technologique |
Type de description du procédé technologique (opération) |
Numéro de formulaire MK |
Ordre de remplissage des caractères de service |
|
Processus technologiques uniques réalisés à l'aide de diverses méthodes de traitement |
Itinéraire |
M01, M02, A, B, O, T |
|
|
M01, M02, M03, V, G, D, E, O, T |
|||
|
en fonctionnement |
C, D, D, E, O, T |
||
|
M01, M02, A, B |
|||
|
M01, M02, M03, V, D, D, E |
|||
|
Procédés d'assemblage technologiques uniques |
Itinéraire |
||
|
A, B, K, M, O, T |
|||
|
A, B, K, M, O, T |
|||
|
V, D, D, E, L, N, M, O, T |
|||
|
V, D, D, E, L, N, M, O, T |
|||
|
Procédés d'assemblage technologiques uniques |
en fonctionnement |
||
|
V. G, D, E, L, N, M |
|||
|
C, D, D, E, L, N, M |
|||
|
Processus technologiques typiques et de groupe exécutés à l'aide de diverses méthodes de fabrication et de réparation |
Itinéraire |
A, B, K, M, T |
|
|
A, B, K, M, T |
|||
|
C, D, D, E, L, N, M, T |
|||
|
C, D, D, E, L, N, M, T |
|||
|
en fonctionnement |
A, B, K, M, T |
||
|
A, B, K, M, T |
|||
|
C, D, D, E, L, N, M, T |
|||
|
C, D, D, E, L, N, M, T |
Noter. Dans la description route-opérationnelle du processus technologique, l'ordre dans lequel les symboles de service sont remplis dépend du type de description de cette opération.
3.12. Les colonnes des formulaires doivent être remplies conformément au tableau. quatre.
3.13. Les dimensions des formes graphiques doivent être sélectionnées conformément au tableau. 5, basé sur un pas d'imprimante de 2,6 mm.
3.14. La séparation des graphiques doit être effectuée par des segments verticaux d'une ligne droite de 0,5 à 1,5 mm de long.
Dans la conception assistée par ordinateur, la division verticale des graphiques et la division horizontale des lignes doivent être effectuées avec des jeux de caractères appropriés conformément à GOST 27464-87.
Remarques:
1. Il est permis de séparer les colonnes par une ligne verticale continue sur toute la largeur de la ligne.
2. Il est permis de diviser le graphique pas sur chaque ligne.
3. En conception assistée par ordinateur, il est permis de ne pas diviser les lignes horizontalement.
Tableau 4
|
Numéro de colonne |
Symbole d'entretien |
||
|
Désignation du caractère de service et numéro de série de la ligne. L'enregistrement est effectué au niveau d'une ligne, par exemple, M02, B04. Lors de la spécification d'un numéro de ligne dans la plage de 01 à 09, il est permis d'utiliser le signe ? au lieu de 0, par exemple, M?2, B?4 |
|||
|
Nom, assortiment, taille et marque du matériel, désignation de la norme, spécifications. L'entrée est effectuée au niveau d'une ligne en utilisant la fraction délimitatrice "/", par exemple, feuille BON-2.5?1000?2500 GOST 19903-74 / III-IV B Art. 3 GOST 14637-89 |
|||
|
Code matière par classificateur |
|||
|
M02, K, N, M |
Code d'unité de mesure (masse, longueur, surface, etc.) d'une pièce, pièce, matériau selon le classificateur SOEVS. Il est permis d'indiquer les unités de mesure |
||
|
Masse de la pièce selon le document de conception |
|||
|
M02, B, K, E, N, M |
L'unité de taux sur laquelle le taux de consommation de matière ou le taux de temps est défini, par exemple 1, 10, 100 |
||
|
M02, K, N, M |
Taux de consommation de matière |
||
|
Facteur d'utilisation des matériaux. En cas de conception assistée par ordinateur, il est permis de ne pas remplir la colonne |
|||
|
Code de passation des marchés |
Code d'approvisionnement selon le classificateur. Il est permis d'indiquer le type de pièce (pièces moulées, produits laminés, pièces forgées, etc.) |
||
|
Profil et dimensions |
Profil et dimensions de la pièce d'origine. Les informations sur les dimensions doivent être indiquées en fonction des dimensions disponibles, par exemple, feuille 1,0 × 710 × 1420, 115 × 270 × 390 (pour le moulage). Il est permis de ne pas spécifier de profil. |
||
|
Le nombre de pièces fabriquées à partir d'une pièce |
|||
|
Poids de la pièce |
|||
|
Colonne pour les instructions spéciales. La procédure de remplissage de la colonne et le remplissage obligatoire sont établis dans les documents réglementaires et techniques de l'industrie |
|||
|
Numéro (code) de l'atelier dans lequel l'opération est effectuée |
|||
|
Numéro (code) de la section, du convoyeur, de la ligne de production, etc. |
|||
|
Numéro (code) du lieu de travail |
|||
|
Le numéro de l'opération (processus) dans la séquence technologique de la fabrication ou de la réparation du produit (y compris le contrôle et le mouvement) |
|||
|
Code, nom de l'opération |
Code opération selon le classificateur technologique, nom de l'opération. Noter. Le code d'opération peut ne pas être spécifié. |
||
|
Désignation des documents |
Désignation des documents, instructions sur la protection du travail utilisées dans l'exécution de cette opération. La composition des documents doit être indiquée par le signe séparateur ";" avec possibilité, si nécessaire, de reporter les informations sur les lignes suivantes |
||
|
Code, nom de l'équipement |
Code matériel selon le classificateur, nom court du matériel, son numéro d'inventaire. Les informations doivent être spécifiées par le caractère séparateur ";". Il est permis d'indiquer son modèle à la place du nom abrégé de l'équipement. Il est permis de ne pas indiquer le numéro d'inventaire |
||
|
Degré de mécanisation (code du degré de mécanisation). Le remplissage obligatoire de la colonne est établi dans les documents réglementaires et techniques de l'industrie |
|||
|
Code de profession selon le classificateur OKPDTR |
|||
|
La quantité de travail nécessaire pour terminer l'opération |
|||
|
Code des conditions de travail selon le classificateur OKPDTR et code du type de norme |
|||
|
Le nombre d'artistes impliqués dans l'opération |
|||
|
Le nombre de pièces fabriquées (traitées, réparées) simultanément (unités d'assemblage) en une seule opération Noter. Lors de l'exécution du processus de transfert, vous devez indiquer le volume de l'unité de fret - le nombre de pièces dans le conteneur |
|||
|
Le volume du lot de production en pièces. Aux stades de développement d'un avant-projet et d'un prototype, il est permis de ne pas remplir la colonne. Noter. Lors de l'exécution du processus de mouvement, la colonne doit indiquer le volume du lot de transport, le nombre d'unités de fret déplacées en même temps |
|||
|
Facteur temps unitaire pour la maintenance multi-machines |
|||
|
Norme de temps préparatoire et final pour l'opération |
|||
|
La norme du temps à la pièce pour l'opération Noter. Il est permis, conformément aux documents réglementaires et techniques de l'industrie, pour le MC utilisé dans la production d'un prototype (lot pilote), au lieu des informations fournies pour la saisie dans les colonnes 29 et 30, de saisir, respectivement, des informations sur Tsht. k (la norme du temps de calcul des pièces pour le fonctionnement) et Rasc. (prix par unité de rationnement appliqué à l'opération) |
|||
|
Nom de la pièce, Sat. unité ou matériel |
Nom des pièces, unités d'assemblage, matériaux utilisés dans l'opération Noter. Il est permis de ne pas remplir la ligne |
||
|
Désignation, code |
Désignation des pièces, des unités d'assemblage selon le document de conception ou des matériaux selon le classificateur |
||
|
Désignation du lotissement (entrepôt, garde-manger, etc.) d'où proviennent les pièces constitutives, les unités d'assemblage ou les matériaux ; lors du démontage - où vont-ils |
|||
|
Le nombre de pièces, d'unités d'assemblage utilisées dans l'assemblage du produit ; lors du démontage - le nombre de reçus |
Tableau 5
|
Numéro de colonne |
Nom (symbole) de la colonne |
Désignation du symbole de service |
Taille du graphique, mm |
Nombre de signes |
|
|
1, 1a, 1b, 2, 3, 3a, 3b, 4, 5, 5a, 6 |
|||||
|
1a, 1b, 2, 5a, 6 |
|||||
|
1a, 1b, 2, 5a, 6 |
|||||
|
1a, 1b, 2, 5a, 6 |
|||||
|
Code de passation des marchés |
|||||
|
Profil et dimensions |
|||||
|
1, 1a, 1b, 2, 5, 5a, 6 |
|||||
|
1, 1a, 1b, 2, 5, 5a, 6 |
|||||
|
1, 1a, 1b, 2, 5, 5a, 6 |
|||||
|
1, 1a, 1b, 2, 5, 5a, 6 |
|||||
|
Code, nom de l'opération |
|||||
|
1, 1a, 1b, 2, 5, 5a, 6 |
Désignation des documents |
||||
|
Code, nom de l'équipement |
|||||
|
1, 1a, 1b, 2, 5, 5a, 6 |
|||||
|
1, 1a, 1b, 2, 5, 5a, 6 |
|||||
|
1, 1a, 1b, 2, 5, 5a, 6 |
|||||
|
1, 1a, 1b, 2, 5, 5a, 6 |
|||||
|
1, 1a, 1b, 2, 5, 5a, 6 |
|||||
|
1, 1a, 1b, 2, 5, 5a, 6 |
|||||
|
1, 1a, 1b, 2, 5, 5a, 6 |
|||||
|
1, 1a, 1b, 2, 5, 5a, 6 |
|||||
|
1, 1a, 1b, 2, 5, 5a, 6 |
Tpz (Tsht.k) |
||||
|
3, 3a, 3b, 4 |
1.1. La feuille de route (MK) fait partie intégrante de l'ensemble des documents technologiques (ci-après dénommés documents) élaborés pour les procédés technologiques de fabrication ou de réparation des produits et de leurs composants.
1.2. Les formulaires MK établis par cette norme sont unifiés et doivent être utilisés quels que soient le type et la nature de la production et le niveau de détail dans la description des processus technologiques.
2.1. Le choix et l'établissement du périmètre des fiches de MC concernées dépendent des types de procédés technologiques en cours de développement, spécialisés dans les procédés utilisés pour la fabrication et la réparation des produits et de leurs composants, de la finalité de la fiche dans le cadre d'un ensemble de documents et les méthodes utilisées pour concevoir des documents. Le choix et l'établissement de la portée des formulaires MK sont effectués par le développeur de documents conformément à la procédure établie dans l'industrie ou dans l'entreprise (dans l'organisation) selon le tableau 1.
2.2. Dans la description de l'itinéraire et de l'itinéraire-opérationnel du processus technologique, le MC est l'un des principaux documents décrivant l'ensemble du processus dans la séquence technologique des opérations.
2.3. Dans la description opérationnelle du processus technologique, le MC joue le rôle d'un document de synthèse, qui indique les informations d'adresse (le numéro du magasin, de la section, du lieu de travail, de l'opération), le nom de l'opération, la liste des documents utilisés dans la performance de l'opération, l'équipement technologique et les coûts de main-d'œuvre.
3.2. Pour la présentation des processus technologiques dans MK, une méthode de remplissage est utilisée, dans laquelle les informations sont saisies ligne par ligne avec plusieurs types de lignes. Chaque type de ligne a son propre caractère de service.
3.3. Les symboles de service expriment conditionnellement la composition des informations placées dans les colonnes de ce type de ligne du formulaire de document et sont destinés au traitement des informations contenues au moyen de la mécanisation et de l'automatisation.
Noter. Il est permis de ne pas apposer de caractère de service sur les lignes suivantes portant la même information lorsqu'elles décrivent la même opération sur une feuille donnée d'un document, pour les documents remplis à la main ou à la machine à écrire et non soumis à un traitement par mécanisation et automatisation.
3.4. En tant que désignation des caractères de service, les lettres de l'alphabet russe sont acceptées, placées avant le numéro de la ligne correspondante et exécutées en majuscules, par exemple, M01, A12, etc.
3.5. L'indication des caractères de service correspondants pour les types de lignes, en fonction du contenu de l'information à placer, dans les colonnes du MK doit être effectuée conformément au Tableau 2.
Nous recommandons également
 Quel est le nom de la somme d'argent en jeu dans le jeu Le système monétaire moderne est une pyramide financière
Quel est le nom de la somme d'argent en jeu dans le jeu Le système monétaire moderne est une pyramide financière
 Comment nommer un cheval: nous sélectionnons un surnom approprié
Comment nommer un cheval: nous sélectionnons un surnom approprié
 Comment nommer un cheval: nous sélectionnons un surnom approprié
Comment nommer un cheval: nous sélectionnons un surnom approprié
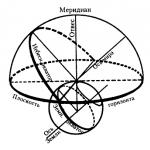 Point de la sphère céleste au-dessus de la tête de l'observateur
Point de la sphère céleste au-dessus de la tête de l'observateur
 Paon commun (Indien)
Paon commun (Indien)
 Quel est le nom du mâle et de la femelle
Quel est le nom du mâle et de la femelle