GOST pour les conduites d'eau et de gaz. Conduites d'eau et de gaz (VGP): types, caractéristiques, application
Les tuyaux de la catégorie VGP sont un groupe de tuyaux d'eau et de gaz en acier. De plus, il existe des options galvanisées et non galvanisées. Les tuyaux sont creux, de forme cylindrique, avec un joint soudé longitudinal.
La catégorie propose trois options d'épaisseur de paroi - à paroi épaisse, à paroi moyenne et à paroi mince. Un assortiment de cette nature permet d'utiliser des tuyaux adaptés spécifiquement au projet dans lequel ils sont utilisés.
Paramètres du produit
Le nom parle de lui-même - un tuyau de ce type peut être utilisé à la fois dans les systèmes de plomberie et dans les gazoducs. En principe, le tuyau VGP est considéré comme une option universelle pour de nombreuses applications.
Les tuyaux standard ont une longueur de segments de 4 m à 12 m.De plus, il existe un choix de matériau - sans filetage, ou avec des filetages cylindriques ou moletés aux extrémités. De plus, il peut être court ou long - tout dépend des nuances d'utilisation.

En règle générale, le tuyau VGP a trois catégories de résistance :
- Ordinaire.
- Poumons.
- Renforcé.
Bien que ces tuyaux soient plus lourds que ceux non galvanisés, d'environ 3%, le revêtement donne un excellent résultat lorsque les liquides traversent la ligne. Le tuyau ne rouille pas et sa durée de vie est considérablement prolongée.
Avantages des tuyaux VGP
- Les tuyaux standard VGP GOST 3262 75 sont en acier de haute qualité.
- Les soi-disant "tuyaux noirs" du VGP ont un joint soudé renforcé.
- Les tuyaux de ce type ont trois catégories pratiques pour le consommateur - légers, renforcés et ordinaires. Cela vous permet de choisir la bonne option pour la conception parfaite de l'autoroute.
- Le filetage aux extrémités des tuyaux peut être long, court ou appliqué, selon les souhaits du client, du côté souhaité dans les paramètres requis.
- Les tuyaux de cette catégorie sont fournis avec ou sans raccords.
- Les paramètres du tuyau peuvent être indiqués en pouces, ce qui est considéré comme la norme.
- Les conduites commercialisées sont soumises à un contrôle hydro-vortex obligatoire, le respect des normes peut donc être considéré comme presque parfait.
- Un faible coût avec une excellente qualité de produit est le garant des normes et réglementations assignées.
- Polyvalence dans l'application. Les tuyaux du bon type sont idéaux pour les travaux d'installation et de réparation de presque toutes les catégories.
- Une vaste gamme de variétés de tuyaux - des options sans soudure laminées à chaud aux options laminées à froid et soudées électriquement.
- La présence de composants - brides, raccords, tés, coudes, transitions et autres, ainsi que la possibilité de leur utilisation facile dans les travaux d'installation.
Comme vous l'avez compris, les tuyaux VGP standard GOST 3262 75 ont un large éventail d'applications. La présence d'au moins trois types de ce type permet de les utiliser dans presque tous les domaines des pipelines. De plus, il est possible de sélectionner une catégorie pour le type de ligne, avec une riche sélection de types de tuyaux pour son installation.
GOST 7502-98
GOST 8026-92
GOST 8694-75
GOST 8695-75
GOST 8944-75
GOST 8954-75
GOST 8965-75
GOST 8966-75
GOST 10006-80
GOST 10692-80
GOST 11358-89
GOST 18242-72
GOST 18360-93
6. La limitation de la durée de validité a été supprimée par le décret de la norme d'État du 12 novembre 1991 N 1726
7. ÉDITION (mai 2007) avec les amendements n° 1, 2, 3, 4, 5, 6 approuvés en novembre 1977, décembre 1978, janvier 1987, mai 1988, novembre 1989, novembre 1991 (IUS 1-78, 2-79 , 4-87, 8-88, 2-90, 2-92)
Cette norme s'applique aux tubes soudés en acier non galvanisés et galvanisés à filetage cylindrique fileté ou moleté et sans filetage utilisés pour les canalisations d'eau et de gaz, les systèmes de chauffage, ainsi que pour les parties de structures de canalisations d'eau et de gaz.
(Édition modifiée, Rev. N 2, 3, 5).
1. ASSORTIMENT
1. ASSORTIMENT
1.1. Les tuyaux sont fabriqués selon les dimensions et le poids indiqués dans le tableau.1.
A la demande du consommateur, les tubes série légère destinés au roulage de filets sont fabriqués selon les dimensions et poids indiqués dans le tableau 2.
(Édition modifiée, Rev. N 1, 3).
1.2. La longueur du tuyau est faite de 4 à 12 m:
longueur mesurée ou multiple mesurée avec une tolérance pour chaque coupe de 5 mm et un écart longitudinal pour toute la longueur plus 10 mm ;
longueur non mesurée.
Par accord entre le fabricant et le consommateur, jusqu'à 5% de tuyaux d'une longueur de 1,5 à 4 m sont autorisés dans un lot de tuyaux hors gabarit.
Tableau 1
Dimensions, mm
Passe conditionnelle | Diamètre extérieur | Épaisseur de paroi de tuyau | Poids de 1 m de tuyaux, kg |
||||
poumons | ordinaire | amélioré | ordinaire | amélioré |
|||
Tableau 2
Dimensions, mm
Passe conditionnelle | Diamètre extérieur | épaisseur du mur | Poids de 1 m de tuyaux, kg |
Remarques:
1. Pour un filetage réalisé par moletage, une réduction de son diamètre intérieur jusqu'à 10% sur toute la longueur du filetage est autorisée sur le tuyau.
2. La masse de 1 m de tuyaux est calculée avec une densité d'acier de 7,85 g/cm. Les tuyaux galvanisés sont 3 % plus lourds que les tuyaux non galvanisés.
1.3. Les écarts limites dans les dimensions des tuyaux ne doivent pas dépasser ceux indiqués dans le tableau 3.
Tableau 3
La taille du tuyau | Écart limite pour les tubes de précision |
|
ordinaire | élevé |
|
Diamètre extérieur avec alésage nominal : | ||
jusqu'à 40 mm incl. | 0,4 mm | |
plus de 40 millimètres | ||
épaisseur du mur | ||
Remarques:
1. L'écart maximal du côté positif le long de l'épaisseur de la paroi est limité par les écarts maximaux de la masse des tuyaux.
2. Des tuyaux de précision de fabrication ordinaire sont utilisés pour les conduites d'eau, les conduites de gaz et les systèmes de chauffage. Des tuyaux de précision de fabrication accrue sont utilisés pour des parties de structures de canalisations d'eau et de gaz.
1.4. Les écarts maximaux dans la masse des tuyaux ne doivent pas dépasser + 8%.
À la demande du consommateur, les écarts maximum de masse ne doivent pas dépasser :
+7,5% - pour la fête ;
+10% - pour un tuyau séparé.
(Édition modifiée, Rev. N 2, 5).
1.5. La courbure des tuyaux par 1 m de longueur ne doit pas dépasser :
2 mm - avec alésage nominal jusqu'à 20 mm inclus;
1,5 mm - avec alésage nominal supérieur à 20 mm.
1.6. Les filetages de tuyaux peuvent être longs ou courts. Les exigences de filetage doivent être telles que spécifiées dans le tableau 4.
Tableau 4
Passage conditionnel, mm | Nombre de threads avec passage conditionnel | Longueur du filetage à la course, mm |
|
long | court |
||
1.7. Les tuyaux d'un alésage nominal de 6, 8, 10,15 et 20 mm sont enroulés en bobines à la demande du consommateur.
Exemples de légende
Tube ordinaire, non galvanisé, de précision de fabrication habituelle, de longueur aléatoire, d'un alésage nominal de 20 mm, d'une épaisseur de paroi de 2,8 mm, sans filetage et sans raccord :
Tuyau 20x2.8 GOST 3262-75
Idem pour l'embrayage :
Tuyau M-20x2.8 GOST 3262-75
La même longueur mesurée, filetée :
Tuyau P-20x2.8-4000 GOST 3262-75
Le même, zingué, longueur aléatoire, fileté :
Tube Ts-R-20x2.8 GOST 3262-75
Le même, avec revêtement en zinc, longueur mesurée, avec filetage :
Tuyau Ts-R-20x2.8-4000 GOST 3262-75
Pour les tubes à fileter, la lettre H est indiquée après le mot "tuyau" dans le symbole.
Pour les tuyaux à long filetage, la lettre D est indiquée après le mot "tuyau" dans le symbole.
Pour les tuyaux de précision de fabrication accrue, la lettre P est indiquée dans le symbole après l'alésage nominal.
(Édition modifiée, Rev. N 1).
2. EXIGENCES TECHNIQUES
2.1. Les tuyaux sont fabriqués conformément aux exigences de cette norme et selon les réglementations technologiques approuvées de la manière prescrite, à partir d'aciers selon GOST 380 et GOST 1050 sans normalisation des propriétés mécaniques et de la composition chimique.
Les tuyaux pour les parties des structures de conduites d'eau et de gaz sont en acier selon GOST 1050.
2.2. À la demande du consommateur, aux extrémités des tuyaux à souder, d'une épaisseur de paroi de 5 mm ou plus, les chanfreins doivent être enlevés à un angle de 35 ° -40 ° par rapport à l'extrémité du tuyau. Dans ce cas, un anneau d'extrémité d'une largeur de 1 à 3 mm doit être laissé.
À la demande du consommateur, sur les tuyaux ordinaires et renforcés d'un alésage nominal supérieur à 10 mm, le filetage est appliqué aux deux extrémités du tuyau.
2.1, 2.2. (Édition modifiée, Rev. N 3, 4).
2.3. À la demande du consommateur, les tuyaux sont équipés de raccords fabriqués conformément aux normes GOST 8944, GOST 8954, GOST 8965 et GOST 8966, à raison d'un raccord pour chaque tuyau.
(Édition modifiée, Rev. N 3).
2.4. Les fissures, les captivités, les gonflements et les couchers de soleil ne sont pas autorisés à la surface des tuyaux.
Aux extrémités des tuyaux, le délaminage n'est pas autorisé.
Les bosses, ondulations, risques, traces de décapage et autres défauts dus à la méthode de production sont autorisés, s'ils ne portent pas l'épaisseur de paroi au-delà des dimensions minimales, ainsi qu'une couche de tartre qui n'interfère pas avec l'inspection.
Sur les tuyaux fabriqués par soudage au four, il est permis de réduire le diamètre extérieur à 0,5 mm sur le site de soudure s'il y a un léger épaississement du diamètre intérieur ne dépassant pas 1,0 mm à cet endroit.
(Édition modifiée, Rev. N 3, 4).
2.5. À la demande du consommateur, sur les tuyaux d'un alésage nominal de 20 mm ou plus, sur la surface intérieure du joint du tuyau, la bavure doit être coupée ou aplatie, tandis que la hauteur de la bavure ou de ses traces ne doit pas dépasser 0,5 mm .
À la demande du consommateur, sur les tuyaux d'un alésage nominal supérieur à 15 mm, fabriqués par la méthode de soudage au four et la méthode de réduction à chaud, un léger épaississement d'une hauteur ne dépassant pas 0,5 mm est autorisé à l'intérieur surface des tuyaux dans la zone de soudure.
(Édition modifiée, Rev. N 2, 3, 4, 5, 6).
2.6. Les extrémités des tuyaux doivent être coupées d'équerre. La valeur du biseau de l'extrémité est autorisée pas plus de 2 °. Les résidus de bavures ne doivent pas dépasser 0,5 mm. Lors de l'élimination des bavures, la formation d'émoussement (arrondi) des extrémités est autorisée. Il est permis de couper des tuyaux dans la ligne de broyage.
Par accord entre le fabricant et le consommateur, des bavures jusqu'à 1 mm sont autorisées sur les tuyaux d'un alésage nominal de 6 à 25 mm, fabriqués par soudage au four.
(Édition modifiée, Rev. N 4, 6).
2.7. Les tuyaux galvanisés doivent avoir un revêtement de zinc continu sur toute la surface d'une épaisseur d'au moins 30 microns. L'absence de revêtement de zinc sur les extrémités et les filetages des tuyaux est autorisée.
À la surface des tuyaux galvanisés, les cloques et les inclusions étrangères (zinc dur, oxydes, charge frittée), le pelage du revêtement du métal de base ne sont pas autorisés.
Des points de flux distincts et des traces de tuyaux capturés par des dispositifs de levage, des rugosités et de légers dépôts locaux de zinc sont autorisés.
Il est permis de corriger les sections individuelles non galvanisées de 0,5% de la surface extérieure du tuyau conformément à GOST 9.307.
(Édition modifiée, Rev. N 3, 4).
2.8. Les tuyaux doivent résister à la pression hydraulique :
2,4 MPa (25 kgf / cm) - tuyaux ordinaires et légers;
3,1 MPa (32 kgf/cm) - tuyaux renforcés.
À la demande du consommateur, les tuyaux doivent résister à une pression hydraulique de 4,9 MPa (50 kgf/cm).
2.9. Les tuyaux d'un alésage nominal jusqu'à 40 mm inclus doivent résister à un essai de pliage autour d'un mandrin de rayon égal à 2,5 du diamètre extérieur et d'un alésage nominal de 50 mm - sur un mandrin de rayon égal à 3,5 du diamètre extérieur diamètre.
A la demande du consommateur, les canalisations doivent résister à l'essai de dilatation :
pour les tuyaux avec un alésage nominal de 15 à 50 mm - pas moins de 7%;
pour les tuyaux d'un alésage nominal de 65 mm ou plus - au moins 4%.
A la demande du consommateur, les tuyaux doivent résister à l'essai d'aplatissement jusqu'à une distance entre les surfaces aplaties égale aux 2/3 du diamètre extérieur des tuyaux.
2.8, 2.9. (Édition modifiée, Rev. N 2, 3, 5).
2.10. À la demande du consommateur, les propriétés mécaniques des tuyaux pour les parties des structures de canalisations d'eau et de gaz doivent être conformes à GOST 1050.
2.11. Le filetage du tuyau doit être propre, sans défauts ni bavures, et conforme à GOST 6357, classe de précision B.
Les tuyaux à filetage cylindrique sont utilisés lors de l'assemblage avec des joints.
2.10, 2.11. (Édition modifiée, Rev. N 3, 4).
2.12. À la place de la couture, la noirceur est autorisée sur les fils du fil, si la diminution de la hauteur normale du profil du fil ne dépasse pas 15% et, à la demande du consommateur, ne dépasse pas 10%.
Les fils avec des fils dénudés (pour coupés) ou incomplets (pour moletés) sont autorisés sur les fils, à condition que leur longueur totale ne dépasse pas 10% de la longueur de fil requise et, à la demande du consommateur, ne dépasse pas 5%.
2.13. Il est permis sur le fil de réduire la longueur utile du fil (sans ruissellement) jusqu'à 15% par rapport à celle indiquée dans le tableau 4, et à la demande du consommateur - jusqu'à 10%.
2.12, 2.13. (Édition modifiée, Rev. N 2, 3, 5).
2.14. Le filetage sur les tuyaux galvanisés est effectué après la galvanisation.
2.15. (Supprimé, Rev. N 3).
2.16. À la demande du consommateur, les cordons de soudure des tuyaux sont soumis à un contrôle par des méthodes non destructives.
(Édition modifiée, Rev. N 5).
3. RÈGLES D'ACCEPTATION
3.1. Les tuyaux sont acceptés par lots. Le lot doit être composé de tuyaux de même taille, de même nuance d'acier et être accompagné d'un document de qualité conforme à GOST 10692 avec un ajout pour les tuyaux destinés à la fabrication de pièces pour les structures de canalisations d'eau et de gaz, en acier conformément avec GOST 1050 ; composition chimique et propriétés mécaniques de l'acier - conformément au document sur la qualité de l'entreprise - le fabricant de la pièce.
Poids de la fête - pas plus de 60 tonnes.
(Édition modifiée, Rev. N 3, 4).
3.2. La surface, les dimensions et la courbure sont vérifiées pour chaque tube du lot.
Il est permis d'appliquer des méthodes de contrôle statistique selon GOST 18242 * avec un niveau normal. Les plans de contrôle sont établis par accord entre le fabricant et le consommateur.
________________
* Sur le territoire de la Fédération de Russie, GOST R 50779.71-99 s'applique.
Le contrôle du diamètre extérieur des tuyaux est effectué à une distance d'au moins 15 mm de l'extrémité du tuyau.
(Édition modifiée, Rev. N 3, 4, 5).
3.3. Pour contrôler les paramètres du filetage, pour tester la dilatation, l'aplatissement, la flexion, la hauteur de la bavure interne, les résidus de bavure, l'angle droit et l'angle de chanfrein (pour les tuyaux à bords biseautés), les propriétés mécaniques ne sont pas sélectionnées à plus de 1%, mais pas moins de deux tubes du lot, et pour les tubes fabriqués par soudage continu au four, deux tubes par lot.
(Édition modifiée, Rev. N 3, 4).
3.4. Tous les tuyaux sont soumis à un contrôle de poids.
(Édition modifiée, Rev. N 3).
3.5. Chaque tuyau est soumis à un test de pression hydraulique. Avec un contrôle qualité à 100% de la soudure par des méthodes non destructives, les tests de pression hydraulique ne peuvent pas être effectués. Dans le même temps, la capacité des tuyaux à résister à la pression hydraulique d'essai est garantie.
(Édition modifiée, Rev. N 6).
3.6. Pour vérifier l'épaisseur du revêtement de zinc sur la surface extérieure et dans des endroits accessibles sur la surface intérieure, deux tuyaux sont prélevés sur le lot.
(Édition modifiée, Rev. N 2).
3.7. Dès réception de résultats de test insatisfaisants pour au moins un des indicateurs, il est répété les tests sur un double échantillon.
Les résultats du nouveau test s'appliquent à l'ensemble du lot.
4. MÉTHODES D'ESSAI
4.1. Pour le contrôle de la qualité, un échantillon est découpé dans chaque tuyau sélectionné pour chaque type de test.
Le test de traction est effectué selon GOST 10006. Au lieu des essais de traction, il est permis de contrôler les propriétés mécaniques par des méthodes non destructives.
(Édition modifiée, Rev. N 3, 6).
4.2. L'inspection de la surface des tuyaux est effectuée visuellement.
4.3. Les essais hydrauliques sont effectués conformément à GOST 3845 avec une exposition sous pression d'essai pendant au moins 5 s.
4.4. Le test de pliage est effectué selon GOST 3728. Les tuyaux galvanisés sont testés avant le revêtement.
(Édition modifiée, Rev. N 3).
4.4a. Le test d'expansion est effectué selon GOST 8694 sur un mandrin conique avec un angle de conicité de 6°.
L'essai peut être effectué sur un mandrin avec un angle de conicité de 30°.
(Édition modifiée, Rev. N 3, 4).
4.4b. Le test d'aplatissement est effectué selon GOST 8695.
(Édition modifiée, Rev. N 3).
4.4c. Le contrôle des cordons de soudure est effectué par des méthodes non destructives conformément à la documentation normative.
(Introduit en plus, Rev. N 3).
4.5. L'épaisseur du revêtement de zinc sur la surface extérieure et dans les endroits accessibles de la surface intérieure est contrôlée conformément aux normes GOST 9.301 et GOST 9.302, ainsi qu'avec les appareils de type MT-41NTs, MTZON ou Impulse conformément à la documentation réglementaire.
4.6. Le filetage est vérifié avec des bagues filetées selon GOST 5378 des deux extrémités du tuyau.
La longueur des tuyaux est mesurée avec un ruban à mesurer selon GOST 7502. Le filetage est contrôlé par des jauges selon GOST 2533.
Le contrôle de la masse d'un lot de tuyaux est effectué sur des échelles ne dépassant pas 10 tonnes avec une valeur de division ne dépassant pas 20 kg.
(Édition modifiée, Rev. N 3, 4, 5, 6).
4.10. Le contrôle des cordons de soudure est effectué par des méthodes non destructives conformément à la documentation technique.
(Introduit en plus, Rev. N 4).
5. MARQUAGE, EMBALLAGE, TRANSPORT ET STOCKAGE
5.1. Le marquage, l'emballage, le transport et le stockage sont effectués conformément à GOST 10692 avec un ajout.
5.1.1. Les filetages des tuyaux doivent être protégés des dommages mécaniques et de la corrosion par la graisse conformément aux documents réglementaires.
Article 5. (Édition modifiée, Rev. N 3).
Texte électronique du document
préparé par Kodeks JSC et vérifié par rapport à :
publication officielle
M. : Standartinform, 2007
GOST 7502-98
GOST 8026-92
GOST 8694-75
GOST 8695-75
GOST 8944-75
GOST 8954-75
GOST 8965-75
GOST 8966-75
GOST 10006-80
GOST 10692-80
GOST 11358-89
GOST 18242-72
GOST 18360-93
6. La limitation de la durée de validité a été supprimée par le décret de la norme d'État du 12 novembre 1991 N 1726
7. ÉDITION (mai 2007) avec les amendements n° 1, 2, 3, 4, 5, 6 approuvés en novembre 1977, décembre 1978, janvier 1987, mai 1988, novembre 1989, novembre 1991 (IUS 1-78, 2-79 , 4-87, 8-88, 2-90, 2-92)
Cette norme s'applique aux tubes soudés en acier non galvanisés et galvanisés à filetage cylindrique fileté ou moleté et sans filetage utilisés pour les canalisations d'eau et de gaz, les systèmes de chauffage, ainsi que pour les parties de structures de canalisations d'eau et de gaz.
(Édition modifiée, Rev. N 2, 3, 5).
1. ASSORTIMENT
1. ASSORTIMENT
1.1. Les tuyaux sont fabriqués selon les dimensions et le poids indiqués dans le tableau.1.
A la demande du consommateur, les tubes série légère destinés au roulage de filets sont fabriqués selon les dimensions et poids indiqués dans le tableau 2.
(Édition modifiée, Rev. N 1, 3).
1.2. La longueur du tuyau est faite de 4 à 12 m:
longueur mesurée ou multiple mesurée avec une tolérance pour chaque coupe de 5 mm et un écart longitudinal pour toute la longueur plus 10 mm ;
longueur non mesurée.
Par accord entre le fabricant et le consommateur, jusqu'à 5% de tuyaux d'une longueur de 1,5 à 4 m sont autorisés dans un lot de tuyaux hors gabarit.
Tableau 1
Dimensions, mm
Passe conditionnelle | Diamètre extérieur | Épaisseur de paroi de tuyau | Poids de 1 m de tuyaux, kg |
||||
poumons | ordinaire | amélioré | ordinaire | amélioré |
|||
Tableau 2
Dimensions, mm
Passe conditionnelle | Diamètre extérieur | épaisseur du mur | Poids de 1 m de tuyaux, kg |
Remarques:
1. Pour un filetage réalisé par moletage, une réduction de son diamètre intérieur jusqu'à 10% sur toute la longueur du filetage est autorisée sur le tuyau.
2. La masse de 1 m de tuyaux est calculée avec une densité d'acier de 7,85 g/cm. Les tuyaux galvanisés sont 3 % plus lourds que les tuyaux non galvanisés.
1.3. Les écarts limites dans les dimensions des tuyaux ne doivent pas dépasser ceux indiqués dans le tableau 3.
Tableau 3
La taille du tuyau | Écart limite pour les tubes de précision |
|
ordinaire | élevé |
|
Diamètre extérieur avec alésage nominal : | ||
jusqu'à 40 mm incl. | 0,4 mm | |
plus de 40 millimètres | ||
épaisseur du mur | ||
Remarques:
1. L'écart maximal du côté positif le long de l'épaisseur de la paroi est limité par les écarts maximaux de la masse des tuyaux.
2. Des tuyaux de précision de fabrication ordinaire sont utilisés pour les conduites d'eau, les conduites de gaz et les systèmes de chauffage. Des tuyaux de précision de fabrication accrue sont utilisés pour des parties de structures de canalisations d'eau et de gaz.
1.4. Les écarts maximaux dans la masse des tuyaux ne doivent pas dépasser + 8%.
À la demande du consommateur, les écarts maximum de masse ne doivent pas dépasser :
+7,5% - pour la fête ;
+10% - pour un tuyau séparé.
(Édition modifiée, Rev. N 2, 5).
1.5. La courbure des tuyaux par 1 m de longueur ne doit pas dépasser :
2 mm - avec alésage nominal jusqu'à 20 mm inclus;
1,5 mm - avec alésage nominal supérieur à 20 mm.
1.6. Les filetages de tuyaux peuvent être longs ou courts. Les exigences de filetage doivent être telles que spécifiées dans le tableau 4.
Tableau 4
Passage conditionnel, mm | Nombre de threads avec passage conditionnel | Longueur du filetage à la course, mm |
|
long | court |
||
1.7. Les tuyaux d'un alésage nominal de 6, 8, 10,15 et 20 mm sont enroulés en bobines à la demande du consommateur.
Exemples de légende
Tube ordinaire, non galvanisé, de précision de fabrication habituelle, de longueur aléatoire, d'un alésage nominal de 20 mm, d'une épaisseur de paroi de 2,8 mm, sans filetage et sans raccord :
Tuyau 20x2.8 GOST 3262-75
Idem pour l'embrayage :
Tuyau M-20x2.8 GOST 3262-75
La même longueur mesurée, filetée :
Tuyau P-20x2.8-4000 GOST 3262-75
Le même, zingué, longueur aléatoire, fileté :
Tube Ts-R-20x2.8 GOST 3262-75
Le même, avec revêtement en zinc, longueur mesurée, avec filetage :
Tuyau Ts-R-20x2.8-4000 GOST 3262-75
Pour les tubes à fileter, la lettre H est indiquée après le mot "tuyau" dans le symbole.
Pour les tuyaux à long filetage, la lettre D est indiquée après le mot "tuyau" dans le symbole.
Pour les tuyaux de précision de fabrication accrue, la lettre P est indiquée dans le symbole après l'alésage nominal.
(Édition modifiée, Rev. N 1).
2. EXIGENCES TECHNIQUES
2.1. Les tuyaux sont fabriqués conformément aux exigences de cette norme et selon les réglementations technologiques approuvées de la manière prescrite, à partir d'aciers selon GOST 380 et GOST 1050 sans normalisation des propriétés mécaniques et de la composition chimique.
Les tuyaux pour les parties des structures de conduites d'eau et de gaz sont en acier selon GOST 1050.
2.2. À la demande du consommateur, aux extrémités des tuyaux à souder, d'une épaisseur de paroi de 5 mm ou plus, les chanfreins doivent être enlevés à un angle de 35 ° -40 ° par rapport à l'extrémité du tuyau. Dans ce cas, un anneau d'extrémité d'une largeur de 1 à 3 mm doit être laissé.
À la demande du consommateur, sur les tuyaux ordinaires et renforcés d'un alésage nominal supérieur à 10 mm, le filetage est appliqué aux deux extrémités du tuyau.
2.1, 2.2. (Édition modifiée, Rev. N 3, 4).
2.3. À la demande du consommateur, les tuyaux sont équipés de raccords fabriqués conformément aux normes GOST 8944, GOST 8954, GOST 8965 et GOST 8966, à raison d'un raccord pour chaque tuyau.
(Édition modifiée, Rev. N 3).
2.4. Les fissures, les captivités, les gonflements et les couchers de soleil ne sont pas autorisés à la surface des tuyaux.
Aux extrémités des tuyaux, le délaminage n'est pas autorisé.
Les bosses, ondulations, risques, traces de décapage et autres défauts dus à la méthode de production sont autorisés, s'ils ne portent pas l'épaisseur de paroi au-delà des dimensions minimales, ainsi qu'une couche de tartre qui n'interfère pas avec l'inspection.
Sur les tuyaux fabriqués par soudage au four, il est permis de réduire le diamètre extérieur à 0,5 mm sur le site de soudure s'il y a un léger épaississement du diamètre intérieur ne dépassant pas 1,0 mm à cet endroit.
(Édition modifiée, Rev. N 3, 4).
2.5. À la demande du consommateur, sur les tuyaux d'un alésage nominal de 20 mm ou plus, sur la surface intérieure du joint du tuyau, la bavure doit être coupée ou aplatie, tandis que la hauteur de la bavure ou de ses traces ne doit pas dépasser 0,5 mm .
À la demande du consommateur, sur les tuyaux d'un alésage nominal supérieur à 15 mm, fabriqués par la méthode de soudage au four et la méthode de réduction à chaud, un léger épaississement d'une hauteur ne dépassant pas 0,5 mm est autorisé à l'intérieur surface des tuyaux dans la zone de soudure.
(Édition modifiée, Rev. N 2, 3, 4, 5, 6).
2.6. Les extrémités des tuyaux doivent être coupées d'équerre. La valeur du biseau de l'extrémité est autorisée pas plus de 2 °. Les résidus de bavures ne doivent pas dépasser 0,5 mm. Lors de l'élimination des bavures, la formation d'émoussement (arrondi) des extrémités est autorisée. Il est permis de couper des tuyaux dans la ligne de broyage.
Par accord entre le fabricant et le consommateur, des bavures jusqu'à 1 mm sont autorisées sur les tuyaux d'un alésage nominal de 6 à 25 mm, fabriqués par soudage au four.
(Édition modifiée, Rev. N 4, 6).
2.7. Les tuyaux galvanisés doivent avoir un revêtement de zinc continu sur toute la surface d'une épaisseur d'au moins 30 microns. L'absence de revêtement de zinc sur les extrémités et les filetages des tuyaux est autorisée.
À la surface des tuyaux galvanisés, les cloques et les inclusions étrangères (zinc dur, oxydes, charge frittée), le pelage du revêtement du métal de base ne sont pas autorisés.
Des points de flux distincts et des traces de tuyaux capturés par des dispositifs de levage, des rugosités et de légers dépôts locaux de zinc sont autorisés.
Il est permis de corriger les sections individuelles non galvanisées de 0,5% de la surface extérieure du tuyau conformément à GOST 9.307.
(Édition modifiée, Rev. N 3, 4).
2.8. Les tuyaux doivent résister à la pression hydraulique :
2,4 MPa (25 kgf / cm) - tuyaux ordinaires et légers;
3,1 MPa (32 kgf/cm) - tuyaux renforcés.
À la demande du consommateur, les tuyaux doivent résister à une pression hydraulique de 4,9 MPa (50 kgf/cm).
2.9. Les tuyaux d'un alésage nominal jusqu'à 40 mm inclus doivent résister à un essai de pliage autour d'un mandrin de rayon égal à 2,5 du diamètre extérieur et d'un alésage nominal de 50 mm - sur un mandrin de rayon égal à 3,5 du diamètre extérieur diamètre.
A la demande du consommateur, les canalisations doivent résister à l'essai de dilatation :
pour les tuyaux avec un alésage nominal de 15 à 50 mm - pas moins de 7%;
pour les tuyaux d'un alésage nominal de 65 mm ou plus - au moins 4%.
A la demande du consommateur, les tuyaux doivent résister à l'essai d'aplatissement jusqu'à une distance entre les surfaces aplaties égale aux 2/3 du diamètre extérieur des tuyaux.
2.8, 2.9. (Édition modifiée, Rev. N 2, 3, 5).
2.10. À la demande du consommateur, les propriétés mécaniques des tuyaux pour les parties des structures de canalisations d'eau et de gaz doivent être conformes à GOST 1050.
2.11. Le filetage du tuyau doit être propre, sans défauts ni bavures, et conforme à GOST 6357, classe de précision B.
Les tuyaux à filetage cylindrique sont utilisés lors de l'assemblage avec des joints.
2.10, 2.11. (Édition modifiée, Rev. N 3, 4).
2.12. À la place de la couture, la noirceur est autorisée sur les fils du fil, si la diminution de la hauteur normale du profil du fil ne dépasse pas 15% et, à la demande du consommateur, ne dépasse pas 10%.
Les fils avec des fils dénudés (pour coupés) ou incomplets (pour moletés) sont autorisés sur les fils, à condition que leur longueur totale ne dépasse pas 10% de la longueur de fil requise et, à la demande du consommateur, ne dépasse pas 5%.
2.13. Il est permis sur le fil de réduire la longueur utile du fil (sans ruissellement) jusqu'à 15% par rapport à celle indiquée dans le tableau 4, et à la demande du consommateur - jusqu'à 10%.
2.12, 2.13. (Édition modifiée, Rev. N 2, 3, 5).
2.14. Le filetage sur les tuyaux galvanisés est effectué après la galvanisation.
2.15. (Supprimé, Rev. N 3).
2.16. À la demande du consommateur, les cordons de soudure des tuyaux sont soumis à un contrôle par des méthodes non destructives.
(Édition modifiée, Rev. N 5).
3. RÈGLES D'ACCEPTATION
3.1. Les tuyaux sont acceptés par lots. Le lot doit être composé de tuyaux de même taille, de même nuance d'acier et être accompagné d'un document de qualité conforme à GOST 10692 avec un ajout pour les tuyaux destinés à la fabrication de pièces pour les structures de canalisations d'eau et de gaz, en acier conformément avec GOST 1050 ; composition chimique et propriétés mécaniques de l'acier - conformément au document sur la qualité de l'entreprise - le fabricant de la pièce.
Poids de la fête - pas plus de 60 tonnes.
(Édition modifiée, Rev. N 3, 4).
3.2. La surface, les dimensions et la courbure sont vérifiées pour chaque tube du lot.
Il est permis d'appliquer des méthodes de contrôle statistique selon GOST 18242 * avec un niveau normal. Les plans de contrôle sont établis par accord entre le fabricant et le consommateur.
________________
* Sur le territoire de la Fédération de Russie, GOST R 50779.71-99 s'applique.
Le contrôle du diamètre extérieur des tuyaux est effectué à une distance d'au moins 15 mm de l'extrémité du tuyau.
(Édition modifiée, Rev. N 3, 4, 5).
3.3. Pour contrôler les paramètres du filetage, pour tester la dilatation, l'aplatissement, la flexion, la hauteur de la bavure interne, les résidus de bavure, l'angle droit et l'angle de chanfrein (pour les tuyaux à bords biseautés), les propriétés mécaniques ne sont pas sélectionnées à plus de 1%, mais pas moins de deux tubes du lot, et pour les tubes fabriqués par soudage continu au four, deux tubes par lot.
(Édition modifiée, Rev. N 3, 4).
3.4. Tous les tuyaux sont soumis à un contrôle de poids.
(Édition modifiée, Rev. N 3).
3.5. Chaque tuyau est soumis à un test de pression hydraulique. Avec un contrôle qualité à 100% de la soudure par des méthodes non destructives, les tests de pression hydraulique ne peuvent pas être effectués. Dans le même temps, la capacité des tuyaux à résister à la pression hydraulique d'essai est garantie.
(Édition modifiée, Rev. N 6).
3.6. Pour vérifier l'épaisseur du revêtement de zinc sur la surface extérieure et dans des endroits accessibles sur la surface intérieure, deux tuyaux sont prélevés sur le lot.
(Édition modifiée, Rev. N 2).
3.7. Dès réception de résultats de test insatisfaisants pour au moins un des indicateurs, il est répété les tests sur un double échantillon.
Les résultats du nouveau test s'appliquent à l'ensemble du lot.
4. MÉTHODES D'ESSAI
4.1. Pour le contrôle de la qualité, un échantillon est découpé dans chaque tuyau sélectionné pour chaque type de test.
Le test de traction est effectué selon GOST 10006. Au lieu des essais de traction, il est permis de contrôler les propriétés mécaniques par des méthodes non destructives.
(Édition modifiée, Rev. N 3, 6).
4.2. L'inspection de la surface des tuyaux est effectuée visuellement.
4.3. Les essais hydrauliques sont effectués conformément à GOST 3845 avec une exposition sous pression d'essai pendant au moins 5 s.
4.4. Le test de pliage est effectué selon GOST 3728. Les tuyaux galvanisés sont testés avant le revêtement.
(Édition modifiée, Rev. N 3).
4.4a. Le test d'expansion est effectué selon GOST 8694 sur un mandrin conique avec un angle de conicité de 6°.
L'essai peut être effectué sur un mandrin avec un angle de conicité de 30°.
(Édition modifiée, Rev. N 3, 4).
4.4b. Le test d'aplatissement est effectué selon GOST 8695.
(Édition modifiée, Rev. N 3).
4.4c. Le contrôle des cordons de soudure est effectué par des méthodes non destructives conformément à la documentation normative.
(Introduit en plus, Rev. N 3).
4.5. L'épaisseur du revêtement de zinc sur la surface extérieure et dans les endroits accessibles de la surface intérieure est contrôlée conformément aux normes GOST 9.301 et GOST 9.302, ainsi qu'avec les appareils de type MT-41NTs, MTZON ou Impulse conformément à la documentation réglementaire.
4.6. Le filetage est vérifié avec des bagues filetées selon GOST 5378 des deux extrémités du tuyau.
La longueur des tuyaux est mesurée avec un ruban à mesurer selon GOST 7502. Le filetage est contrôlé par des jauges selon GOST 2533.
Le contrôle de la masse d'un lot de tuyaux est effectué sur des échelles ne dépassant pas 10 tonnes avec une valeur de division ne dépassant pas 20 kg.
(Édition modifiée, Rev. N 3, 4, 5, 6).
4.10. Le contrôle des cordons de soudure est effectué par des méthodes non destructives conformément à la documentation technique.
(Introduit en plus, Rev. N 4).
5. MARQUAGE, EMBALLAGE, TRANSPORT ET STOCKAGE
5.1. Le marquage, l'emballage, le transport et le stockage sont effectués conformément à GOST 10692 avec un ajout.
5.1.1. Les filetages des tuyaux doivent être protégés des dommages mécaniques et de la corrosion par la graisse conformément aux documents réglementaires.
Article 5. (Édition modifiée, Rev. N 3).
Texte électronique du document
préparé par Kodeks JSC et vérifié par rapport à :
publication officielle
M. : Standartinform, 2007
La société METALLSERVICE fournit toute la gamme de conduites d'eau et de gaz en acier répondant aux exigences de GOST 3262-75. Les prix de gros s'appliquent à tous les produits métalliques.
Le catalogue contient des produits galvanisés et non galvanisés DN 8–100 mm, avec ou sans filetages cylindriques moletés ou coupés. Le métal laminé de ce type est toujours disponible dans les entrepôts de Moscou, Saint-Pétersbourg, Samara, Rostov-sur-le-Don, Penza, Novossibirsk, Khabarovsk et d'autres villes. La livraison est effectuée dans toute la Russie et la République de Biélorussie. La rapidité d'expédition dépend du lot commandé et est en moyenne de 1 à 12 heures.
Classification des conduites de gaz selon GOST 3262-75
Plusieurs options de longueur sont disponibles :
- mesuré (4–12 m);
- multiple mesuré (jusqu'à 12 m, tolérance pour chaque contre-dépouille - 5 mm, écart longitudinal sur toute la longueur - jusqu'à 10 mm);
- non mesuré (par taille individuelle, entre 4 et 12 m).
Jusqu'à 5% du nombre total de tuyaux VGP hors gabarit fabriqués conformément à GOST 3262-75 peuvent être fabriqués avec une longueur de 1,5 à 4 m.Pour toute la longueur du filetage réalisé par moletage, le diamètre intérieur du les produits peuvent être réduits de 10 %.
La masse de 1 m des produits métalliques présentés est indiquée en tenant compte de la densité de l'alliage d'acier de 7,85 g par mètre cube. voir Dans le même temps, les tuyaux galvanisés VGP pèsent 3% de plus que les tuyaux non galvanisés.
Selon le degré de conformité aux paramètres géométriques réglementaires, les canalisations sont réparties en 2 classes :
Selon l'épaisseur de la paroi, les produits sont divisés en légers, ordinaires et renforcés. Sur les produits des deux derniers types, ayant un alésage nominal supérieur à 10 mm, des filetages peuvent être appliqués aux deux extrémités. Le choix comprend des produits sans filetage et sans raccords, et avec les deux.
Nous recommandons également
 Quel est le nom de la somme d'argent en jeu dans le jeu Le système monétaire moderne est une pyramide financière
Quel est le nom de la somme d'argent en jeu dans le jeu Le système monétaire moderne est une pyramide financière
 Comment nommer un cheval: nous sélectionnons un surnom approprié
Comment nommer un cheval: nous sélectionnons un surnom approprié
 Comment nommer un cheval: nous sélectionnons un surnom approprié
Comment nommer un cheval: nous sélectionnons un surnom approprié
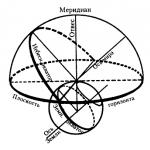 Point de la sphère céleste au-dessus de la tête de l'observateur
Point de la sphère céleste au-dessus de la tête de l'observateur
 Paon commun (Indien)
Paon commun (Indien)
 Quel est le nom du mâle et de la femelle
Quel est le nom du mâle et de la femelle