To'g'ridan-to'g'ri to'sar orqali. Burilish to'sar, to'g'ridan-to'g'ri o'ngdan T15K6: fotosurat, o'lchamlar, geometriya
Bukilgan o'tish to'sar - turli shakldagi qismlarni burish uchun ishlatiladigan kesish asbobi. U silindrsimon roliklar, konuslar va boshqa silindrsimon narsalar kabi qismlarning tashqi yuzalarini qayta ishlash uchun ishlatiladi. To'g'ridan-to'g'ri tishlar egilgan navlari kabi ko'p qirrali emas, lekin ular ulardan kuchliroq va arzonroqdir. Boshqa tomondan, ular borish qiyin bo'lgan joylarda ishlashda muammolarga duch kelishlari mumkin.
rasm: to'g'ri burilish to'sar
To'g'ri chiziqli torna mashinasi mukammal qattiqlikka ega, shuning uchun ular tokarlik ustaxonalarida, shuningdek asbobsozlik, stanoklar va mashinasozlik sanoatida asosiy asboblardan biri sifatida ishlatiladi. Tanlangan modelga qarab, siz silliq yoki qo'pol sirtlarni yaratishingiz, ishlov beriladigan qismdan turli xil metall qatlamlarini olib tashlashingiz mumkin va hokazo.
Ushbu asbobning ishlashi uchun ham uzunlamasına, ham ko'ndalang tishli uzatmalar qo'llaniladi. Harakatlarning mohirona uyg'unligi tufayli siz chiqadigan uchlarini kesishingiz, pahlarni kesishingiz, shuningdek, oddiygina sirtlarni maydalashingiz va kerakli natijaga erishish uchun zarur bo'lgan boshqa operatsiyalarni bajarishingiz mumkin. Ushbu asboblarning bir nechta navlari bor, ular o'lchamiga, ishlab chiqarish materialiga va boshqalarga qarab farq qilishi mumkin. To'g'ridan-to'g'ri kesuvchi qattiq ish qismlari bilan ishlashda yaxshi ishlaydi, ayniqsa karbid materiallardan tayyorlangan asbob tanlangan bo'lsa. Teshik asboblari GOST 18868-73 ga muvofiq, GOST 18879-73 ga muvofiq karbid qo'shimchalarini o'z ichiga olgan bir xil asboblar bilan yaratilgan.
To'g'ri kesgichlarning turlari
O'zining noyob navlariga ega bo'lgan bir necha turdagi asboblar mavjud, ammo hali ham bu turga tegishli. To'g'ridan-to'g'ri to'sarlarni o'tish joyidan burish qo'pol yoki ular ham deyilganidek, peeling va tugatishga bo'linadi. Birinchi variant birinchi bosqichda qo'pol ishlov berish uchun javob beradi. Bu vaqtda siz olishingiz mumkin eng katta raqam metall qatlamlari, shuning uchun ishlov beriladigan qism yaqinlashadi talab qilinadigan o'lchamlar. Tugatish asboblari olib tashlashning qalinligi millimetrning o'ndan bir qismidan oshmasa, nozik va nozikroq ishlov berish uchun mo'ljallangan. Ular o'tkirroq va ishlov berishning aniqligiga ega.
Agar mahsulotlarning dizaynini ko'rib chiqsak, unda plitalar bilan bir qismli variantlar mavjud, ularning ba'zilari olib tashlanishi mumkin. Qoida tariqasida, asosiy qism asbob po'latidan, ishchi qismi esa yuqori tezlikda ishlaydigan po'latdan yoki zich turdagi metall bilan ishlashga mo'ljallangan refrakter materialdan tayyorlanadi.
Kimga umumiy ro'yxat qo'shimcha qilish mumkinki, chap va o'ng to'sar ham mavjud bo'lib, unda ishchi qismning holati o'zi farq qiladi.
To'g'ri kesgichlarning asosiy o'lchamlari
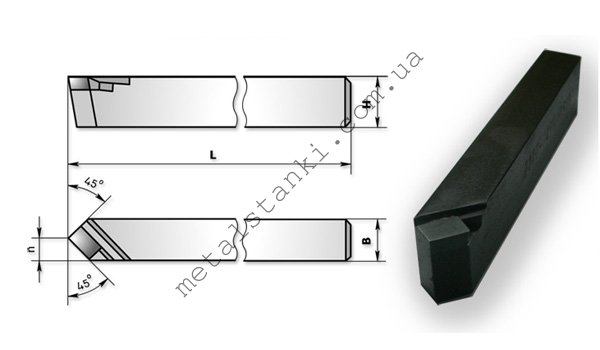
| Balandligi, mm | Kengligi, mm | Uzunlik, mm |
|---|---|---|
| 16 | 12 | 110 |
| 20 | 12 | 120 |
| 25 | 20 | 140 |
| 25 | 20 | 170 |
| 32 | 25 | 170 |
| 40 | 25 | 200 |
| 40 | 32 | 240 |
| 40 | 40 | 240 |
| 50 | 40 | 240 |
| 50 | 50 | 240 |
Yuqori tezlikli po'latlar qotishmagan va qizdirilgan ish qismlari bilan ishlaydigan mahsulotlar uchun ishlatiladi va karbid materiallar ishlov berish qiyin bo'lgan narsalar uchun ishlatiladi.
To'g'ri chiziqli kesgich bir nechta muhim burchaklarga ega. Ularning barchasi asosiy ish qismi sifatida uning boshida joylashgan. Boshning old qismi normal chip oqimini ta'minlaydi, bu ish jarayoniga xalaqit bermaydi. Asbob shuningdek, ishlov beriladigan qismga qaragan kichik orqa tomoni va katta orqa tomoniga ega.

Barcha asosiy kesish jarayonlari asosiy chekka tomonidan amalga oshiriladi. U old yuza va asosiy orqa tomonning kesishmasidan hosil bo'ladi. Asosiyga qo'shimcha ravishda, orqa yordamchi va oldingi yordamchi sirtlarning kesishmasida joylashgan yordamchi chekka ham mavjud. To'sarning uchi yordamchining kesishmasida zamonaviy va uning asosiy qismi. Har bir to'sardagi burchak o'ziga xos modelga bog'liq, chunki u har bir turdagi ish va material uchun alohida tanlanishi kerak.
To'sarni tanlash
To'g'ri chiziqli burilish to'sarlari bir nechta versiyalarda mavjud bo'lishi mumkin, bu ish natijasiga katta ta'sir qiladi. Mahsulotning o'lchamlari, chiqib ketish qismining metalli, kichik dizayn xususiyatlarining ko'rinishi va boshqalar farq qilishi mumkin. Oddiy tanlash uchun mos variant ko'plab omillarni hisobga olish kerak. “Mutaxassislar maslahati! Faol uchun doimiy ish sizda turli xil va zaxira bir xil vositalar to'plami bo'lishi kerak.
Tanlashning birinchi omili har doim qanday ish qismlari bilan ishlashingiz kerakligi, chunki asbobning o'zi ish qismining xususiyatlari uchun tanlangan. To'liq to'plamni olish har doim ham mumkin emas, shuning uchun darhol eng kerakli narsalar haqida qaror qabul qilish tavsiya etiladi.
To'g'ri tanlash ish paytida komponentlarni tez-tez almashtirishni oldini oladi, bu vaqt va kuchni tejaydi, shuningdek ishlab chiqarishni yanada foydali qiladi. Materialni tanlash oson, chunki o'tga chidamli materiallar yuqori tezlikda po'latdan ololmaydigan qattiq qismlarga mos keladi, chunki u oddiy yumshoq ish qismlari uchun mo'ljallangan. Ularning afzalligi faqat narx, chunki ular ancha arzon.
Kesish shartlari
To'g'ridan-to'g'ri kesuvchi juda oddiy operatsiyalar uchun ishlatiladi, shuning uchun u bilan ishlash usullari ko'pincha oddiy bo'lib chiqadi. Bu erda asosiy harakatlar uzunlamasına va ko'ndalang harakatlardir. Bu erda metall qatlamni olib tashlash asbobni buzmaslik uchun bosqichma-bosqich amalga oshiriladi, chunki katta qalinlikni qo'lga olish to'sar uchun qayg'uli oqibatlarga olib kelishi mumkin. Birlamchi ishlov berish uchun qo'pol ishlov berish vositalaridan va yakuniy ishlov berish uchun pardozlash vositalaridan foydalanib, siz ularning xizmat muddatini uzaytirasiz va ishni yaxshilashingiz mumkin.
![]()
Belgilash
To'g'ridan-to'g'ri kesuvchi T15K6 mahsulot belgilarini tahlil qilish uchun ajoyib namuna bo'lishi mumkin, chunki u asosiy kesish qismida ishlatiladigan materialga muvofiq joylashtirilgan. Bu erda titan-volfram guruhining ushbu karbid materialida 15% titan va 6% kobalt borligi ko'rsatilgan.
Ishlab chiqaruvchilar
- CHIZ (Chernigov, Ukraina);
- Seco (Shvetsiya);
- Intertool (Xitoy);
- Ukrmetiz (Ukraina);
- OOO Melitopol Instrument.
To'g'ri kesgichlar orqali: Video
Asbob materiallarining xususiyatlari Kesuvchi asboblar sezilarli kuch yuklari, yuqori haroratlar, ishqalanish va aşınma sharoitida ishlaydi. Shuning uchun asbob materiallari ma'lum operatsion va fizik-mexanik xususiyatlarga ega bo'lishi kerak. Asbobning kesish qismining materiali yuqori qattiqlik va ruxsat etilgan egilish, kuchlanish, siqish va buralish kuchlanishlarining yuqori qiymatlariga ega. Asbobning chiqib ketish qismining qattiqligi ishlov beriladigan materialning qattiqligidan sezilarli darajada oshishi kerak. Uglerodli asbob po'latlari tarkibida 1,0 ... 1,3% C. Asboblarni ishlab chiqarish uchun U10A, U11A, U13A yuqori sifatli po'latlardan foydalaniladi. Keyin issiqlik bilan ishlov berish po'latlarning qizil qattiqligi 200…240 °C. Bu haroratda po'latning qattiqligi keskin pasayadi va asboblar kesish ishini bajarolmaydi. Ruxsat etilgan kesish tezligi 0,2 ... 0,3 m / s dan oshmaydi. Ushbu po'latlardan kichik diametrli kranlar, matritsalar, arra pichoqlari, matkaplar va dastgohlar tayyorlanadi. Qotishma asboblar po'latlari - xrom, volfram, vanadiy, kremniy va boshqa elementlar bilan qotishma qilingan uglerodli asboblar po'latlari. Issiqlik bilan ishlov berishdan so'ng, qotishma po'latlar 220 ... 260 ° S qizil qattiqlikka ega. Uglerodli qotishma po'latlar bilan solishtirganda, ular qotib qolgan holatda qattiqlikni oshirdi va yuqori qotib qolish qobiliyatiga ega, qattiqlashuv paytida deformatsiyaga va yorilish tendentsiyasiga ega. Ruxsat etilgan kesish tezligi 0,25…0,5 m/s. Broshlar, matkaplar, kranlar, matritsalar, raybalar, 9X VG, KhVG, KhG, 6XC, 9XC po'latlari ishlab chiqarish uchun ishlatiladi. Yuqori tezlikli po'latlar tarkibida 5,5 ... .19% Vt, 0,7 ... 1,2% S; 2 ... 10% Co va V. Asboblarni ishlab chiqarish uchun R9, R12, R18, R6M3, R6M5, R9F5, R14F2, R9K5, R9K10, R10K5F2 po'latlari ishlatiladi. Barcha yuqori tezlikda ishlaydigan po'latlarda xromning massa ulushi 4% ni tashkil qiladi, shuning uchun marka belgisida X harfi ko'rsatilmagan. Yuqori tezlikli po'latdan yasalgan kesish asbobi issiqlik bilan ishlov berishdan so'ng 600 ... 640 ° S qizil qattiqlikka ega va aşınma qarshilik kuchaygan, shuning uchun u 2 m/s gacha bo'lgan kesish tezligi bilan ishlashi mumkin. Yuqori tezlikli po'latlarni tejash uchun kesish vositasi prefabrik yoki payvandlangan holda tayyorlangan. Asbobning kesish qismi 45, 50, 40X konstruktiv po'latlarning birlashtiruvchi qismiga payvandlangan yoki mexanik ravishda bog'langan yuqori tezlikli po'latdan yasalgan. Qattiq qotishmalarga metall birikma bilan bog'langan volfram, titan, tantalning juda qattiq va o'tga chidamli karbidlaridan tashkil topgan asbob materiallari kiradi. Ushbu materiallar chang metallurgiyasi tomonidan ishlab chiqariladi. Karbid kukunlari kobalt kukuni bilan aralashtiriladi, presslanadi va 1400....1550 °C da sinterlanadi. Sinterlash jarayonida kobalt karbidlarning bir qismini eritadi va eriydi. Natijada, strukturasi birlashtiruvchi bilan bog'langan karbid zarralarining 80 ... 85% dan iborat bo'lgan zich material olinadi. Qattiq qotishmalar ma'lum bir shakl va o'lchamdagi plitalar shaklida qo'llaniladi, ular uchta guruhga bo'linadi: - volfram - VK2, VK3, VK3M, VK8 va boshqalar; - titan-volfram - T30K4, T15K6, T14K8, T5K10, T5K12V; - titan-tantal-volfram - TT7K12, T10K8B. Qattiq qotishma plitalari yuqori aşınma qarshilik va qizil qattiqlikka ega (800....1250 °C), bu 15 m / s gacha kesish tezligida kesish imkonini beradi. Plitalar mis, guruch lehimlari bilan ushlagichlarga yoki asbob korpuslariga lehimlanadi yoki mexanik ravishda o'rnatiladi. O'ta qattiq materiallar (STM) orasida eng ko'p ishlatiladiganlari kubik bor natriy (Elbor, Heksanit - R, Cyborite va boshqalar) asosidagi materiallardir. Ular turli xil geometrik shakllardagi plitalar shaklida ishlab chiqariladi, ular kesish asboblari bilan jihozlangan. STM qattiqlashtirilgan po'lat va cho'yanlarni nozik, nozik tornalash va frezalash uchun ishlatiladi. Instrumental keramik materiallar turli guruhlarga ajratish mumkin kimyoviy tarkibi, ishlab chiqarish usuli va sohalari oqilona foydalanish. MgO, ZrO2 va boshqalar qotishma qo'shimchalari bo'lgan Al2O3 dan tashkil topgan oksidli "oq" keramika 15 m / s gacha bo'lgan kesish tezligiga ega bo'lmagan po'lat va kulrang cho'yanlarni pardozlash va yarim ishlov berish uchun ishlatiladi. Al2O3, TiC, ZrO2 va boshqa o'tga chidamli metall karbidlardan tashkil topgan oksidli-karbidli "qora" keramika egiluvchan, yuqori quvvatli va sovutilgan modifikatsiyalangan quyma temir va qotib qolgan po'latlarni qayta ishlash uchun ishlatiladi. Silikon nitrid asosidagi keramika cho'yanlarni yarim ishlov berish uchun ishlatiladi. Kesish jarayonida asbob mos keladigan deformatsiyalarga chidamli bo'lishi uchun yuqori mustahkamlik xususiyatlari zarur va materialning etarlicha yopishqoqligi zarba dinamik yukini o'zlashtirishga imkon beradi. Asbob materiallari yuqori qizil qattiqlikka (issiqlik qarshiligiga) ega bo'lishi kerak, ya'ni. qizdirilganda qattiqlikni saqlab qolish qobiliyati. Qizil qattiqlik materialning qattiqligining keskin pasayishi sodir bo'lgan harorat bilan baholanadi. Asbobning chiqib ketish qismining materialining eng muhim xarakteristikasi - bu aşınma qarshilik. Aşınma qarshiligi qanchalik yuqori bo'lsa, asbob sekinroq eskiradi va uning o'lchov barqarorligi shunchalik yuqori bo'ladi. Bu shuni anglatadiki, bir xil asbob bilan ketma-ket ishlangan ish qismlari ishlov beriladigan sirtlarning o'lchamlarida minimal dispersiyaga ega bo'ladi. Asboblarni ishlab chiqarish uchun materiallar, agar iloji bo'lsa, kam elementlarning eng kichik foiziga ega bo'lishi kerak. Bu talablarning barchasi ma'lum darajada qondiriladi. quyidagi materiallar: asbob po'latlari, qattiq qotishmalar, sintetik o'ta qattiq va keramik materiallar, abraziv va olmosli materiallar.
U turli maqsadlar uchun materiallarni, asosan, torna guruhidagi mashinalarda, shuningdek, tekislash, tirqish yoki maxsus mashinalarda qayta ishlash uchun ishlatiladi. asosan tashqi silindrsimon sirtlarni qayta ishlashda ishlatiladi. kesma tishlar bu turdagi yuqori tezlikda ishlaydigan po'latdan yasalgan yoki qattiq qotishma lehim bilan to'ldirilgan bo'lib, u po'lat mandrelga lehimlanadi.
Ishlov berish eng keng tarqalganlardan biridir texnologik operatsiyalar dan ehtiyot qismlar ishlab chiqarishda har xil turlari sinf materiallari. Mashinalarning aksariyat qismlari, maxsus apparatlar va nozik asboblar mexanik mashinalarda material qatlamini olib tashlash bilan ishlov berish orqali ishlab chiqariladi. Keng assortiment turli xil sanoat miqyosida ishlab chiqarilgan, mashinasozlik va boshqa sohalarda qo‘llaniladigan materiallar texnologlar oldiga sanoat bozoridagi yuqori talablarni hisobga olgan holda, kesish yo‘li bilan materiallarni eng oqilona va iqtisodiy jihatdan qayta ishlash usullari va vositalarini tanlashda qiyinchilik tug‘diradi. , ishlov berilgan yuzalarning aniqligi va sifatiga.
Burilish chiplarni olib tashlash bilan materialni qayta ishlashning bir turi. Materialni ajratish jarayoni ishlov beriladigan qismning yuzasidan texnologik qatlamni kesish yo'li bilan amalga oshiriladi, bu ham ruxsatnoma deb ataladi. Qayta ishlash universal tornalarda, shuningdek, ustida amalga oshiriladi maxsus mashinalar raqamli bilan jihozlangan dastur boshqaruvi kesgichlar, matkaplar va boshqa kesish asboblari yordamida.
Torna guruhining mashinalarida ishlov berishning quyidagi turlari amalga oshiriladi: dumaloq silindrsimon yuzalarni burish, uchlarini kesish, konusning tashqi va tashqi qismlarini qayta ishlash. ichki yuzalar, dekorativ va maxsus qismlarning jingalak va shaklli yuzalarini burish, tashqi va ichki silindrsimon va konussimon iplarni kesish, gofrirovkalarni prokatlash, burg'ulash, raybalash, aniq teshiklarni raybalash va boshqa turdagi torna ishlari.
Tokarlik ishlarida ishlatiladigan asosiy asboblardan biri kesuvchi hisoblanadi. Amalga oshirilgan ishlov berish xususiyatiga ko'ra, torna asboblari qoralama va pardozlash turlariga bo'linadi. geometrik shakllar Ushbu to'sarlarning kesish qismlari shunday qilinganki, ba'zi kesgichlar kesilgan qatlamning katta kesimi bilan ishlaydi, boshqalari esa kichik bilan ishlaydi.
To'sar pichog'ining tashuvchi novdaga nisbatan shakli va joylashishiga qarab, burilish guruhining dastgohlarida ishlatiladigan kesish asbobi o'ng va chap, surish, to'g'ri chiziqlar orqali, to'g'ridan-to'g'ri egilgan, zerikarli, kesish, kesish, shakllangan, tishli va boshqalar.
Hisoblagichlar ishlov beriladigan qismlarning uchlarini kesish uchun ishlatiladi. Ushbu kesgichlar ishlov beriladigan qismning markaziga va undan uzoqqa lateral besleme harakati yordamida ishlaydi.
Zerikarli kesgichlar matkaplar bilan oldindan ishlov beriladigan yoki shtamplash yoki quyishdan keyin olingan burg'ulash teshiklari uchun ishlatiladi. Teshiklash uchun burg'ulash to'sarlarining ikkita varianti qo'llaniladi, ular burg'ulash uchun kesgichlar orqali va o'tmaydigan teshiklar uchun to'xtatuvchidir.
Kesish ishlari va yiv ochish uchun ko'ndalang besleme harakati bilan ishlaydigan kesuvchi kesgichlar qo'llaniladi.
Shakllangan kesgichlar qayta ishlash uchun ishlatiladi kichik uchastkalar jingalak yuzalar. Bunday to'sarning chiqib ketish qismining shakli mo'ljallangan qismning profiliga muvofiq tanlanadi.
Dizayni bo'yicha, shaklli kesgichlar biriktirilishiga qarab novda, prizmatik, yumaloq bo'linadi. Universal stanoklarda vintni kesish mashinalari, shakllangan profilga ega bo'lgan sirtlar, qoida tariqasida, dastgohning asbob ushlagichiga o'rnatiladigan novda tipidagi kesgichlar bilan ishlov beriladi.
Tishlash uchun profilga mos keladigan kesuvchi pichoq profil shakliga ega bo'lgan kesgichlar ishlatiladi. ko'ndalang kesim standart qiymatlar.
Biz ham tavsiya qilamiz
 Sog'lom banan smetisini qanday qilish kerak
Sog'lom banan smetisini qanday qilish kerak
 Uyda pishirish uchun qish retseptlari uchun qushqo'nmas yig'ish
Uyda pishirish uchun qish retseptlari uchun qushqo'nmas yig'ish
 Qovoq va tvorog bilan tovuqli pirog Dyukan retseptlari tvorogli qovoqli pirog
Qovoq va tvorog bilan tovuqli pirog Dyukan retseptlari tvorogli qovoqli pirog
 Muzlash bilan gingerbread
Muzlash bilan gingerbread
 Qisqichbaqa tayoqchalari va sabzi bilan salatni qanday tayyorlash mumkin
Qisqichbaqa tayoqchalari va sabzi bilan salatni qanday tayyorlash mumkin
 Bolgar qalampiri bilan karam salatasi - eng yaxshi retseptlar
Bolgar qalampiri bilan karam salatasi - eng yaxshi retseptlar