Support transversal d'un tour. Tour à visser
L'une des réalisations les plus importantes de l'ingénierie mécanique au début du XIXe siècle a été la diffusion des machines-outils à étriers - supports mécaniques pour la fraise. Aussi simple et, à première vue, insignifiant que puisse paraître cet appendice de la machine, on peut dire sans exagération que son influence sur l'amélioration et la diffusion des machines fut aussi grande que l'influence des changements apportés par Watt en machine à vapeur. L'introduction de l'étrier a immédiatement conduit à l'amélioration et à la réduction du coût de toutes les machines, a donné une impulsion à de nouvelles améliorations et inventions. L'étrier est conçu pour se déplacer pendant le traitement outil de coupe fixé dans le porte-outil. Il se compose d'une glissière inférieure (support longitudinal) 1, qui se déplace le long des guides du châssis à l'aide de la poignée 15 et assure le mouvement de la fraise le long de la pièce. Sur le coulisseau inférieur le long des guides 12 déplacer le coulisseau transversal ( support croisé) 3, qui assurent le mouvement de la fraise perpendiculairement à l'axe de rotation de la pièce (pièce). Sur la glissière transversale 3 se trouve une plaque rotative 4, qui est fixée avec un écrou 10. Ils se déplacent le long des guides 5 de la plaque rotative 4 (à l'aide de la poignée 13) toboggan supérieur 11, qui, avec la plaque 4, peut tourner dans un plan horizontal par rapport au coulisseau transversal et assurer le mouvement de la fraise selon un angle par rapport à l'axe de rotation de la pièce (pièce). Le porte-outil (tête de coupe) 6 avec boulons 8 est fixé à la glissière supérieure à l'aide de la poignée 9, qui se déplace le long de la vis 7. L'étrier est entraîné à partir de la vis mère 2, de l'arbre principal situé sous la vis mère, ou manuellement. Inclusion alimentations automatiques produit par la poignée 14.
Le dispositif de support transversal est illustré dans la figure ci-dessous. Le long des guides de l'étrier longitudinal 1, la vis mère 12, équipée d'une poignée 10, déplace le coulisseau de l'étrier transversal. La vis mère 12 est fixée à une extrémité dans le support longitudinal 1, et à l'autre extrémité est reliée à un écrou (composé de deux parties 15 et 13 et d'une cale 14), qui est fixé à la glissière transversale 9. Serrage de la vis 16, écartez (coin 14) les écrous 15 et 13 , ce par quoi. l'écart entre la vis mère 12 et l'écrou 15 est sélectionné.La quantité de mouvement du support transversal est déterminée par le membre 11. La plaque rotative 8 est fixée au support transversal (avec des écrous 7), avec lesquels le coulisseau supérieur 6 et le porte-outil tournent 5. Sur certaines machines, le chariot transversal 9 est installé porte-outil arrière 2 pour le rainurage, le tronçonnage et d'autres travaux pouvant être effectués en déplaçant le support transversal, ainsi qu'un support 3 avec un bouclier 4 qui protège le travailleur des copeaux et du fluide de coupe.
étrier tour conçu pour y fixer l'outil de coupe et lui indiquer le mouvement de l'alimentation pendant le traitement.
La plaque inférieure 1 de l'étrier (Fig. 7), appelée chariot ou glissière longitudinale, est déplacée le long des guides du cadre mécaniquement ou manuellement. Dans ce cas, la fraise se déplace dans le sens longitudinal (il s'agit de l'avance longitudinale). Sur la surface supérieure du chariot se trouvent des guides transversaux 12 en forme de queue d'aronde, situés perpendiculairement aux guides du lit. Sur les guides 12, le coulisseau transversal 3 de l'étrier se déplace, à travers lequel la fraise reçoit un mouvement perpendiculaire à l'axe de la broche.
Fig 7. Support d'un tour à visser
Sur la surface supérieure de la glissière transversale 3 se trouve une plaque d'étrier rotative 4, qui est fixée après avoir tourné avec un écrou 10.
Des guides 5 sont situés sur la surface supérieure de la plaque rotative, le long de laquelle, lorsque la poignée 13 est tournée, la plaque supérieure 11-le coulisseau supérieur de l'étrier se déplace.
Porte-outils et têtes de coupe
Un porte-outil ou tête de coupe est installé sur la partie supérieure de l'étrier pour fixer les fraises.
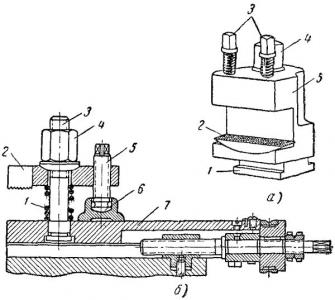
Fig 8 - Porte-outils
Sur les petites et moyennes machines, un seul porte-outil 5 est utilisé (Fig. 8, a). La partie inférieure 1 du porte-outil, qui a une forme en T, est fixée sur la partie supérieure de l'étrier avec un écrou, 4. Pour régler la position en pointe selon la hauteur des centres dans le porte-outil, il y a une garniture 2 dont la surface sphérique inférieure repose sur la même surface du bloc porte-outil. Fixez la fraise dans le porte-couteau avec deux boulons 3.
Sur les grands tours, des porte-outils simples sont utilisés (Fig. 8, b). Dans ce cas, la fraise est installée sur la surface 7 de la partie supérieure de l'étrier et fixée avec une barre 2, en serrant l'écrou 4. Pour empêcher le boulon 3 de se plier, la barre 2 est supportée par la vis 5 reposant sur le patin 6. Lorsque l'écrou 4 est dévissé, le ressort 1 soulève la barre 2.
Le plus souvent, sur les tours à vis de taille moyenne, des têtes de coupe rotatives tétraédriques sont utilisées (voir Fig. 7).
La tête de coupe 6 est montée sur le dessus de l'étrier 11 ; quatre fraises peuvent y être fixées avec les vis 8 en même temps. Vous pouvez travailler avec n'importe lequel des couteaux installés. Pour ce faire, tournez la tête et placez le couteau requis dans position de travail. Avant de tourner, la tête doit être desserrée en tournant la poignée 9 reliée à l'écrou assis sur la vis 7. Après chaque tour, la tête doit être à nouveau serrée avec la poignée 9.
- 707 vues
Support de tour
Réparation d'étrier de tour
L'équipement des machines à couper les métaux avec des étriers a été l'une des plus grandes réalisations de l'industrie mécanique du XIXe siècle. L'étrier est la partie mobile de l'unité qui contient l'outil de travail des métaux. Lors du traitement de la pièce, l'étrier se déplace le long des guides du tour, déplaçant la fraise automatiquement ou manuellement. Malgré l'apparente simplicité, ce mécanisme a joué un rôle important dans la réduction du coût des machines-outils, ainsi que dans leur amélioration ultérieure.
Les principaux composants de l'étrier sont un chariot, une glissière longitudinale se déplaçant le long des guides du chariot (glissière inférieure), une glissière supérieure, un porte-outil, une plaque rotative, un entraînement qui met le mécanisme en mouvement. Les étriers diffèrent selon le principe d'emplacement sur la machine, selon la direction et les caractéristiques du mouvement (transversal, longitudinal, oscillant) et selon la conception de la tête de coupe (coupe ou rotation).
L'état des guides d'épaisseur détermine la précision du traitement du produit. Pendant le fonctionnement de la machine, ainsi que d'autres composants de la machine, les surfaces de travail et les composants de l'étrier s'usent invariablement, ce qui fait que la machine perd sa fonctionnalité. La réparation de l'étrier du tour peut faire partie des opérations effectuées lors révisionéquipement, ou être une mesure indépendante visant à éliminer les dysfonctionnements du mécanisme (voir "").
L'une des procédures les plus longues est la restauration des guides du chariot. Le but du travail est de restituer le parallélisme et la perpendicularité des surfaces des guides par rapport aux plans correspondants, pour rétablir l'alignement de tous les trous alignés. En même temps, il est important de maintenir un engagement complet de l'engrenage du tablier avec l'équipement d'alimentation mécanique.
La réparation du support de tour, associée à la restauration des guides, est un événement responsable et complexe qui nécessite l'utilisation d'équipements spéciaux de haute précision. En règle générale, notre bureau d'études reçoit des tours lourds et de classe moyenne qui nécessitent non seulement une restauration de l'étrier, mais aussi travaux de réparation combiné avec d'autres unités et mécanismes de l'unité. Dans la grande majorité des cas, nous parlonsà propos de la révision.
L'étrier est une partie importante du tour, en fait, remplissant la fonction de la main de l'ouvrier, tenant la fraise et la déplaçant le long de la pièce. Entretien approprié support mécanique, prolongera sa durée de vie et évitera de graves problèmes de réparation.
L'entretien de l'étrier implique d'ajuster périodiquement les écarts dans les guides, d'éliminer le jeu, de nettoyer en temps opportun ou de remplacer la garniture du presse-étoupe, de lubrifier régulièrement la glissière et de la protéger des dommages mécaniques.
Le support (voir Fig. 1a) est conçu pour se déplacer pendant le traitement de l'outil de coupe, fixé dans le porte-outil. Il se compose d'une glissière inférieure (support longitudinal) 1, qui se déplace le long des guides du châssis à l'aide de la poignée 15 et assure le mouvement de la fraise le long de la pièce. Sur la glissière inférieure le long des guides 12, la glissière transversale (support transversal) 3 se déplace, ce qui assure le mouvement de la fraise perpendiculairement à l'axe de rotation de la pièce (pièce). Sur la glissière transversale 3 se trouve une plaque rotative 4, qui est fixée avec un écrou 10. La glissière supérieure 11 se déplace (à l'aide de la poignée 13) le long des guides 5 de la plaque rotative 4, qui, avec la plaque 4, peuvent tourner dans un plan horizontal par rapport au chariot transversal et assurer le mouvement de la fraise selon un angle par rapport à l'axe de rotation de la pièce (pièce). Le porte-outil (tête de coupe) 6 avec boulons 8 est fixé à la glissière supérieure à l'aide de la poignée 9, qui se déplace le long de la vis 7. L'étrier est entraîné à partir de la vis mère 2, de l'arbre principal situé sous la vis mère, ou manuellement. La prise en compte des avances automatiques se fait par la poignée 14.
Riz. 1a. Pied à coulisse de tour 16K20
Mandrin à mors technique
Sur les tours, des mandrins à deux, trois et quatre mors avec serrage manuel et mécanisé sont utilisés. Dans les mandrins à centrage automatique à deux mors, diverses pièces moulées et forgées de forme sont fixées; les mors de tels mandrins sont généralement conçus pour ne retenir qu'une seule pièce. Dans les mandrins à centrage automatique à trois mors, les pièces de forme ronde et hexagonale ou barres rondes grand diamètre. Dans les mandrins à centrage automatique à quatre mors, les barres carrées sont fixes, et dans les mandrins à réglage individuel des mors, les pièces rectangulaires ou asymétriques sont fixes. Le mandrin auto-centrant à trois mors avec serrage manuel est le dispositif le plus courant pour maintenir les pièces sur les tours.Avec un mécanisme puissant mais sensible, le mandrin permet de monter en toute sécurité des pièces avec une grande précision de centrage, aussi bien pour l'usinage à haute intensité que pour les usinages plus fins. travail. Le mandrin de tour peut être monté sur la broche d'une machine ou d'un appareil. Le mandrin auto-centrant à trois mors le plus largement utilisé (Figure ci-dessous). Les cames 1, 2 et 3 de la cartouche se déplacent simultanément à l'aide du disque 4. D'un côté de ce disque, des rainures (ayant la forme d'une spirale d'Archimède) sont réalisées dans lesquelles se trouvent les saillies inférieures des cames, et sur l'autre, un engrenage conique est coupé, accouplé à trois engrenages coniques 5. Lorsque l'une des roues 5 est tournée avec une clé, le disque 4 (grâce à l'engrenage) tourne également et, au moyen d'une spirale, simultanément et uniformément déplace les trois cames le long des rainures du corps de cartouche 6. Selon le sens de rotation du disque, les cames se rapprochent ou s'éloignent du centre du mandrin, serrant ou desserrant la pièce. Les cames sont généralement fabriquées en trois étapes et sont durcies pour augmenter la résistance à l'usure. Il existe des cames pour fixer les pièces sur les surfaces intérieure et extérieure; lors de la fixation le long de la surface intérieure, la pièce doit avoir un trou dans lequel les cames peuvent être placées.
Nous recommandons également
 Héros pionniers de la Grande Guerre patriotique Héros de la présentation des pionniers de la guerre patriotique
Héros pionniers de la Grande Guerre patriotique Héros de la présentation des pionniers de la guerre patriotique
 Présentation "Formation de la posture chez les enfants d'âge préscolaire Hygiène de la présentation de la posture correcte pour les enfants
Présentation "Formation de la posture chez les enfants d'âge préscolaire Hygiène de la présentation de la posture correcte pour les enfants
 Sciences du corps humain
Sciences du corps humain
 Présentation "historique et perspectives du développement de la robotique"
Présentation "historique et perspectives du développement de la robotique"
 La valeur de la lutte de la Russie avec les Polovtsy
La valeur de la lutte de la Russie avec les Polovtsy
 L'Asie et l'Afrique après la Seconde Guerre mondiale
L'Asie et l'Afrique après la Seconde Guerre mondiale