Аркуш оцинкований позначення за держстандарт. Сталь тонколистова оцинкована з безперервних ліній
Технічні умови. (вилучення)
Цей стандарт поширюється на листову та рулонну холоднокатану сталь, оцинковану гарячим способом в агрегатах безперервного цинкування, призначену для холодного профілювання, під фарбування, виготовлення штампованих деталей, посуду, тари та інших металевих виробів.
Показники технічного рівня, встановлені цим стандартом, відповідають вимогам вищої та першої категорії якості.
1. Класифікація
1.1. Сталь тонколистова оцинкована (ОЦ) підрозділяється:
За призначенням на групи
- Для холодного штампування - ХШ,
- Для холодного профілювання -ХП,
- Під фарбування (дресирування) - ПК,
- Загального призначення- ВІН;
За здатністю до витяжки (сталь групи ХШ) на категорії
- Нормальної витяжки – Н,
- Глибока витяжка - Г,
- Дуже глибокої витяжки – ВГ;
По рівномірності товщини цинкового покриття
- З нормальною різнотовщинністю - НР,
- Зі зменшеною різнотовщинністю - УР.
1.2. За погодженням споживача з виробником оцинкована сталь може бути:
- з візерунком кристалізації - КР,
- без візерунка кристалізації – МТ.
1.3. Залежно від товщини покриття оцинкована сталь ділиться на 3 класи відповідно до зазначеного в табл. 1.
Таблиця 1
При виготовленні сталі з диференційованим покриттям товщина його на одній стороні листа повинна відповідати 2-му класу, а з іншого боку - класу П (для листів) або класу 1.
2. Сортамент.
2.1. Оцинковану сталь виготовляють завширшки від 710 до 1800 мм включно, завтовшки від 0,5 до 2,5 мм включно.
2.2. Розміри, граничні відхилення та інші вимоги до сортаменту повинні відповідати вимогам ГОСТ 19904-74.
Приклади умовних позначень
Оцинкована сталь товщиною 0,8, шириною 1000, довжиною 2000 мм, нормальної точності прокатки Б, нормальної площинності ПН, з необрізною кромкою АЛЕ групи ВІН, візерунком кристалізації КР, першого класу цинкового покриття за ГОСТ 14918-80:
Оцинкована рулонна сталь з диференційованим покриттям товщиною 0,5, шириною 710 мм, підвищеної точності прокатки А, високою площинними ПВ, з обрізною кромкою О, марки БСт3кп, під фарбування ПК, без візерунка кристалізації МТ із зменшеною різнотовщинністю УР, з покриттям на одній стороні першого, а на другий другого класу за ГОСТ 14918-80:
| ОЦ | А-О-1,5х710 ГОСТ 19904-74 |
| БСт3кп ПК-МТ-УР-1/2 ДЕРЖСТАНДАРТ 14918-80 |
3. Технічні вимоги
3.1. Оцинкована сталь повинна виготовлятися відповідно до вимог цього стандарту технічної документації, затвердженої в установленому порядку
3.2. Оцинковану сталь виготовляють із вуглецевої холоднокатаної рулонної сталі з якістю поверхні за ГОСТ 16523-70. Марки сталі повинні відповідати наведеним у таблиці 1.
Таблиця 1
| Оцинкована сталь | Марка холоднокатаної сталідля виготовлення оцинкованої сталі | ||
| Група | Категорія витяжки | Першої категорії якості | Вищої категорії якості |
| ХІІІ | Н, Г | Марки стали із хім. Складом за ГОСТ 9045-80, ГОСТ 1050-74 та ГОСТ 380-781 | Марки стали з хімічним складомза ГОСТ 9045-80, а також ГОСТ 1050-74 із вмістом сірки не більше 0,035% та фосфору – не більше 0,020% та ГОСТ 380-71 з масовою часткою сірки не більше 0,035% та фосфору – не більше 0,025% |
| ХІІІ | ВГ | О8пс,08кп, о8Ю за ГОСТ 9045-80 08ПС, 08КП, 10КП за ГОСТ 1050-74 | 08пс, 08кп, 08Ю за ГОСТ 9045-80 08пс, 08КП, 10кп за ГОСТ1050-74 з масовою часткою сірки не більше 0,030% та фосфору - не більше 0,020% |
| XII, ПК | - | 08пс за ГОСТ 9045-80 08,08пс за ГОСТ 1050-74 Бст0, Бст1, бст3 всіх ступенів розкислення за ГОСТ 380-71 | 08пс за ГОСТ 9045-80 08,08пс за ГОСТ 1050-74 БСТ0, БСт1, БСт2, БСт3 всіх ступенів розкислення за ГОСТ 380-71 з масовою часткою сірки не більше 0,04% і фосфору - не більше 0,03 |
| ВІН | - | Марки сталі з хімічним складом згідно з ГОСТ 9045-80, ГОСТ 1050-74, ГОСТ 380-71 | Марка сталі з хімічним складом за ГОСТ 9045-80, ГОСТ 1050-74, ГОСТ 380-71 з масовою часткою сірки трохи більше 0,045% і фосфору - трохи більше 0,04%. |
3.3. Для цинкування застосовують цинк марок Ц0 та Ц1 за ГОСТ 3640-79 з додаванням у ванну алюмінію, свинцю та інших металів. Допускається легування свинцем за рахунок запровадження цинку марки Ц2.
3.4. Поверхня оцинкованої сталі має бути чистою, з суцільним покриттям.
3.4.1. Не допускається порушення суцільності покриття у вигляді розтріскування на дрібних напливах, розташованих на дефектах сталевої основи, класифікація та розміри яких передбачені ГОСТ 16523-70.
3.4.2. На листах і смугах з необрізною кромкою не допускається рванини кромок завглибшки, що перевищує граничні відхилення по ширині.
3.5. Для оцинкованої сталі груп ХШ, ХП та ВІН допускаються дрібні напливи (натіки, нашарування), крупинки та нерівномірна кристалізація цинку, сліди від перегинів смуги та регулюючих роликів, місцева шорсткість покриття (висипання), легкі подряпини та потертість, що не руйнують світлі та матові плями, нерівномірність фарбування пасивної плівки.
3.6. Для оцинкованої сталі групи ПК допускаються темні точки і доріжка (сліди) від деформованих дрібних напливів (натіки, нашарування), крупинок місцевої шорсткості покриття (висип), матовий візерунок кристалізації цинку, сліди від перегинів, смуги, легкі подряпини і потертість цинкового покриття, світлі та матові плями, нерівномірне фарбування пасивної плівки.
3.7. На вимогу споживача пасивна плівка повинна мати рівномірне забарвлення.
3.8. Зменшена різнотовщинність цинкового покриття УР має бути для класу П – не більше 16, для класу 1 – не більше 10, для класу 2 – не більше 4 мкм. Оцинкована сталь нормальної різнотовщини НР повинна мати товщину покриття в межах, зазначених у табл.1.
Оцинковану сталь вищої категорії якості виготовляють із різнотовщинністю цинкового покриття для сталі груп ХШ, ХП та ПК класу П – не більше 12, класу 1 – не більше 8 та класу 2 – не більше 3 мкм.
3.9. У місці вигину оцинкованої сталі товщиною до 1,0 мм включно при випробуванні на міцність зчеплення покриття з основним металом при вигині на 180° не повинно бути відшарування цинкового покриття, що оголює сталеву поверхню. Допускаються сітка дрібних тріщин по всій довжині вигину та відшарування покриття на відстані до 6 мм від країв зразка.
3.10. Механічні оцинкованої сталі повинні відповідати нормам, зазначеним у табл. 1б.
- глибина сферичної лунки оцинкованої сталі групи ХШ має відповідати нормам, наведеним у табл. 1б.
- Для оцинкованої сталі групи ХШ вищої категорії якості величина відносного подовження має бути на 1 од. більше за норми табл. 1б, а глибина сферичної лунки - на 0,2 мм більше за норми табл. 1в.
Таблиця 1 б
Оцинкована сталь | Тимчасовий опір | Межа плинності | Відносне подовження s 4 %, не менше, при L0=80 мм для сталі товщиною, мм |
||||
| групи | категорії витяжки | розриву s, МПа | s т, Мпа, не менше | до 0,7 | св 0,7 до 1,5 | св 1,5 до 2,0 | св 2,0 |
| ХШ | Н Г ВГ | 300-490 275-430 255-410 | - - - | 21 23 26 | 22 24 28 | 23 25 29 | 24 26 30 |
| ХП, ПК | - | - | 230 | 20 | 22 | - | - |
| ВІН | - | - | - | - | - | - | - |
Примітка. Значення тимчасового опору розриву та відносного подовження для оцинкованої сталі групи ХШ категорій витяжки Н та Г відносного подовження для сталі груп ХП та ПК факультативні до 01.07.89.
При розрахунку тимчасового опору та межі плинності товщину цинкового покриття не враховують.
Таблиця 1в
Товщина оцинкованої сталі | Глибина сферичної лунки для категорій витяжки, щонайменше |
||
| ВГ | Г | Н | |
| 0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 | 8,5 8,9 9,2 9,5 9,9 10,1 10,3 10,5 10,7 10,8 11,0 11,3 11,4 11,5 11,6 11,7 | 8,0 8,5 8,9 9,3 9,6 9,9 10,1 10,3 10,5 10,6 10,8 11,0 11,1 11,2 11,3 11,4 | 6,9 7,2 7,5 7,8 8,2 8,6 8,7 8,8 8,9 9,0 9,1 9,5 9,6 9,7 9,8 9,9 |
Примітки:
- Для оцинкової сталі проміжних товщин значення глибини сферичної лунки повинні відповідати нормам, встановленим для найближчої меншої товщини.
- Значення глибини сферичної лунки для оцинкової сталі завтовшки понад 1,5 мм є факультативними до 01.07.89.
- При випробуванні приладах типу МТЛ-10 р норми глибини сферичної лунки зменшуються на 0,3 мм.
3.11. Оцинковану сталь групи ХШ виготовляють з величиною зерна фериту балів 7, 8, 9, 10 за ГОСТ 5639-82 для категорій витяжки ВГ і не нижче 6 бала для категорій витяжки Г.
Для оцинкованої сталі категорії витяжки ВГ допускається нерівномірність зерна не більше двох суміжних номерів, для листів категорії Р - не більше трьох суміжних номерів.
3.12. Для оцинкованої сталі групи ХШ категорії витяжки ВГ допускається наявність структурно-вільного цементиту в межах балів 0, 1, 2 та 3 шкали 1 за ГОСТ 5640-68. Для категорій витяжки Г та Н наявність структурно-вільного цементиту не нормується.
3,13 Кількість перегинів без зламу оцинкованої сталі груп ХП, ПК, ВІН має відповідати нормам, встановленим у табл. 1г.
Таблиця 1г
Примітка. Норми перегинів оцинкованої сталі завтовшки понад 1,5 мм є факультативними до 01.07.89.
3.14. (Виключений, Зм. №2).
4. Правила приймання
4.1. Оцинковану сталь приймають партіями. Партія повинна складатися з листів або рулонів однієї групи оцинкованої сталі, одного розміру, одного виду та класу, товщини покриття, виду, консервації, однієї марки та плавки (сталь груп ХШ, ХП та ПК) категорії витяжки (сталь групи ХШ), має бути оформлена та супроводжуватись документом про якість за ГОСТ 7566-81 з доповненням значень факультативних показників якості.
Маса партії має перевищувати змінного виробництва агрегату.
4.3. Для контролю розмірів та якості поверхні відбирають 6% листів або один рулон від партії.
4.4. Для контролю міцності зчеплення покриття, механічних властивостей, мікроструктури відбирають один аркуш чи один рулон від партії.
4.5. При отриманні незадовільних результатів перевірки хоча б по одному з показників повторну спробу проводять за ГОСТ 7566-81.
6. Маркування, упаковка, транспортування та зберігання.
6.1. Маркування, упаковка, транспортування та зберігання – за ГОСТ 7566-81 з доповненнями.
6.2. Для захисту поверхні оцинкованої сталі від корозії проводиться консервація: пасивування, промаслювання або пасивування та промаслювання.
На вимогу споживача оцинковану сталь не консервують.
При відвантаженні в райони Крайньої Півночі та важкодоступні райони консервація є обов'язковою.
6.3. Листи оцинкованої сталі формують у пачку, укладаючи один лист на інший. У листів з диференційованим покриттям сторона з 2-м класом товщини покриття має бути звернена до низу пачки.
Торцеві та бічні поверхніпачки обкладають швелера, виготовленими з відпаленого сталевого листатовщиною не менше 0,4 мм за нормативно-технічною документацією.
До пачки знизу мають бути прикріплені дерев'яні брускиза ГОСТ 8486-86 та ГОСТ 2695-83 перетином не менше 80х80 мм або металеві бруски за нормативно-технічною документацією. Кількість дерев'яних та металевих брусків при ширині пачки до 1200 мм – 2 шт.; понад 1200 мм – відповідно 3 шт. та 2 шт.
6.4. Рулони з оцинкованої сталі з диференційованим покриттям згортають так, що сторона з 2-м класом товщини цинкового покриття знаходиться всередині рулону.
6.5. Пачки та рулони повинні бути міцно обв'язані. Кількість обв'язок - за ГОСТ 7566-81.
6.6. Маса одного вантажного місця має бути не менше 3 т і не повинна перевищувати 10 т.
До 01.01.88 на вимогу споживача маса пачки листів оцинкованої сталі має перевищувати 5 т.
6.7. Транспортне маркування вантажних місць має наноситися за ГОСТ 14192-77 фарбою темного кольору на торцевій поверхні пачки та бічної поверхні рулону та містити основні, додаткові та інформаційні написи.
6.8. Транспортування оцинкованої сталі залізничним транспортомздійснюють відкритим рухомим складом відповідно до правил перевезення вантажів, що діють на транспорті даного виду та умовами навантаження та кріплення вантажів, затвердженими МПС.
6.9. Зберігання оцинкованої сталі має відповідати умовам Ж3 за ГОСТ 15150-69, які виключають спільне перебування з хімічно активними речовинами.
СТАЛЬ ТОНКОЛІСТОВА ОЦИНКУВАНА З НЕПРЕРИВНИХ ЛІНІЙ
ТЕХНІЧНІ УМОВИ
ІПК ВИДАВНИЦТВО СТАНДАРТІВ
Москва
МІЖДЕРЖАВНИЙ СТАНДАРТ
Постановою Державного комітету СРСР за стандартами від 31 березня 1980 р. № 1465 дату запровадження встановлено
01.07.81
Обмеження терміну дії знято за протоколом № 3-93 Міждержавної Ради зі стандартизації, метрології та сертифікації (ІВС 5-6-93)
Цей стандарт поширюється на листову та рулонну холоднокатану сталь, оцинковану гарячим способом в агрегатах безперервного цинкування, призначену для холодного профілювання, під фарбування, виготовлення штампованих деталей, посуду, тари та інших металевих виробів.
Показники технічного рівня, встановлені цим стандартом, відповідають вимогам вищої та першої категорії якості.
1. КЛАСИФІКАЦІЯ
1.1. Сталь тонколистова оцинкована (ОЦ) підрозділяється:
за призначенням на групи
для холодного штампування - ХШ,
для холодного профілювання - ХП,
під фарбування (дресована) - ПК,
загального призначення - ВІН;
за здатністю до витяжки
(Сталь групи X Ш) на категорії
нормальної витяжки – Н,
глибокої витяжки - Г,
дуже глибокої витяжки – ВГ;
за рівномірністю товщини цинкового покриття
з нормальною різнотовщинністю - HP,
із зменшеною різнотовщинністю – УР.
1.2. За погодженням споживача з виробником оцинкована сталь може бути:
з візерунком кристалізації - КР,
без візерунка кристалізації – МТ.
1.3. Залежно від товщини покриття оцинкована сталь ділиться на три класи відповідно до зазначених у табл. 1.
Таблиця 1
|
Клас товщини |
Маса 1 м 2 шару покриття, нанесеного з двох сторін, r |
Товщина покриття, мкм |
|
П (підвищений) |
Св. 570 до 855 увімкн. |
Св. 40 до 60 увімкн. |
|
» 258 » 570 » |
18 40 |
|
|
Від 142,5» 258 » |
Від 10 » 18 » |
При виготовленні сталі з диференційованим покриттям товщина його на одній стороні листа повинна відповідати 2-му класу, а з іншого боку класу П (для листів) або класу 1.
2. СОРТАМЕНТ
2.1. Оцинковану сталь виготовляють шириною від 710 до 1800 мм включно, завтовшки від 0,5 до 2,5 мм включно.
2.2. Розміри, граничні відхилення та інші вимоги до сортаменту повинні відповідати вимогам.
Оцинковану сталь найвищої категорії якості виготовляють:
із серповидністю рулонної сталі не більше 6 мм на 3 м довжини;
з площинністю ПВ і ПУ і відхиленнями товщини за нормами підвищеної точності прокатки;
з телескопічність рулонів при ширині сталі до 1000 мм не більше 30 мм.
Приклади умовних позначень
Оцинкована сталь товщиною 0,8, шириною 1000, довжиною 2000 мм, нормальної точності прокатки Б, нормальної площинності ПН, з необрізною кромкою АЛЕ групи ВІН, з візерунком кристалізації КР, першого класу цинкового покриття за ГОСТ 14918-80:
Оцинкована рулонна сталь товщиною 1,2, шириною 1000 мм, підвищеної точності прокатки А, з обрізною кромкою, марки 08кп, дуже глибокої витяжки ВГ, без візерунка кристалізації МТ, зі зменшеною різнотовщинністю УР, другого класу покриття за ГОСТ 14918-8
Оцинкована рулонна сталь з диференційованим покриттям товщиною 0,5, шириною 710 мм, підвищеної точності прокатки А, з обрізною кромкою О, марки БСт3кп, під фарбування ПК, без візерунка кристалізації МТ із зменшеною різнотовщинністю УР, з покриттям на одному боці першого, а на інший другий клас за ГОСТ 14918-80:
Розділ. 2. (Змінена редакція, Зм. № 2).
3. ТЕХНІЧНІ ВИМОГИ
3.1. Оцинкована сталь повинна виготовлятися відповідно до вимог цього стандарту технічної документації, затвердженої в установленому порядку.
3.2. Оцинковану сталь виготовляють з вуглецевої холоднокатаної рулонної сталі з якістю поверхні. Марки сталі повинні відповідати наведеним у табл. 1а.
Таблиця 1a
|
Оцинкована сталь |
Марка холоднокатаної сталі для виготовлення оцинкованої сталі |
||
|
Група |
|||
|
ХШ |
Н, Г |
Марки стали з хімічним складом по , а також із вмістом сірки не більше 0,035 % та фосфору - не більше 0,020 % та з масовою часткою сірки не більше 0,035 % та фосфору - не більше 0,025 % |
|
|
ХШ |
ВГ |
08пс, 08кп, 08Ю по |
08пс, 08кп, 08Ю по |
|
08пс, 08кп, 10 кл по |
08пс, 08кп, 10КП з масовою часткою сірки не більше 0,030 % і фосфору - не більше 0,020 % |
||
|
ХП, ПК |
08пс по |
08пс по |
|
|
08, 08пс за |
08, 08па по |
||
|
БСт0, БСт1, БСт2, БСтЗ всіх ступенів розкислення по |
БСт0, БСт1, БСт2, БСт3 всіх ступенів розкислення з масовою часткою сірки не більше 0,04 % і фосфору - не більше 0,035 % |
||
|
ВІН |
Марки стали з хімічним складом по , |
Марки стали з хімічним складом по , з масовою часткою сірки не більше 0,045 % та фосфору - не більше 0,040 % |
|
(Змінена редакція, Зм. № 2).
3.3. Для цинкування застосовують цинк марок Ц0 та Ц1 за ГОСТ 3640-94 з додаванням у ванну алюмінію, свинцю та інших металів. Допускається легування свинцем за рахунок запровадження цинку марки Ц2.
3.4. Поверхня оцинкованої сталі має бути чистою із суцільним покриттям.
3.4.1. Не допускаються порушення суцільності покриття у вигляді розтріскування на дрібних напливах, розташованих на дефектах сталевої основи, класифікація та розміри яких передбачені.
3.4.2. На листах і смугах з необрізною кромкою не допускаються ірвані кромок глибиною, що перевищує граничні відхилення по ширині.
3.4 - 3.4.2. (Змінена редакція, Зм. № 2).
3.5. Для оцинкованої сталі груп ХШ, ХП та ВІН допускаються дрібні напливи (натіки, нашарування), крупинки та нерівномірна кристалізація цинку, сліди від перегинів смуги та регулюючих роликів, місцева шорсткість покриття (висипання), легкі подряпини та потертість, що не порушують світлі та матові плями, нерівномірність фарбування пасивної плівки.
3.6. Для оцинкованої сталі групи ПК допускаються темні точки та доріжка (сліди) від деформованих дрібних напливів (натіки, нашарування), крупинок та місцевої шорсткості покриття (висип), матовий та розмитий візерунок кристалізації цинку, сліди від перегинів смуги, легкі подряпини та потертість порушують суцільність цинкового покриття, світлі та матові плями, нерівномірне фарбування пасивної плівки.
3.7. На вимогу споживача пасивна плівка повинна мати рівномірне забарвлення.
(Змінена редакція, Зм. № 2).
3.8. Зменшена різнотовщинність цинкового покриття УР має бути для класу П – не більше 16, для класу 1 – не більше 10, для класу 2 – не більше 4 мкм. Оцинкована сталь нормальної різнотовщинності HP повинна мати товщину покриття в межах, зазначених у табл. 1.
Оцинковану сталь вищої категорії якості виготовляють із різнотовщинністю цинкового покриття для сталі груп ХШ, ХП та ПК класу П – не більше 12, класу 1 – не більше 8 та класу 2 – не більше 3 мкм.
3.9. У місці вигину оцинкованої сталі товщиною до 1,0 мм включно при випробуванні на міцність зчеплення покриття з основним металом при вигині на 180° не повинно бути відшарування цинкового покриття, що оголює сталеву поверхню. Допускаються сітка дрібних тріщин по всій довжині вигину та відшарування покриття на відстані до 6 мм від країв зразка.
3.10. Механічні властивості оцинкованої сталі повинні відповідати нормам, зазначеним у таблиці. 1б.
|
Оцинкована сталь |
Тимчасовий опір розриву s В, МПа |
Межа плинності s Т, МПа, не менше |
Відносне подовження d 4 , %, не менше, приl 0 = 80 мм для сталі завтовшки, мм |
||||
|
групи |
до 0,7 |
св. 0,7 |
св. 1,5 |
св. 2,0 |
|||
|
300-490 |
|||||||
|
ХШ |
275-430 |
||||||
|
ВГ |
255-410 |
||||||
|
ХП, ПК |
|||||||
|
ВІН |
|||||||
Примітка. Значення тимчасового опору розриву та відносного подовження для оцинкованої сталі групи ХШ категорій витяжки Н та Г, відносного подовження для сталі груп ХП та ПК були факультативними до 01.07.89.
При розрахунку тимчасового опору та межі плинності товщину цинкового покриття не враховують.
3.10.1. Глибина сферичної лунки оцинкованої сталі групи ХШ має відповідати нормам, наведеним у таблиці. 1в.
|
Товщина оцинкованої сталі |
Глибина сферичної лунки для категорій витяжки, щонайменше |
||
|
ВГ |
Г |
Н |
|
|
10,1 |
|||
|
10,3 |
10,1 |
||
|
10,5 |
10,3 |
||
|
10,7 |
10,5 |
||
|
10,8 |
10,6 |
||
|
11,0 |
10,8 |
||
|
11,3 |
11,0 |
||
|
11,4 |
11,1 |
||
|
11,5 |
11,2 |
||
|
11,6 |
11,3 |
||
|
11,7 |
11,4 |
||
Примітки:
1. Для оцинкованої сталі проміжних товщин значення глибини сферичної лунки повинні відповідати нормам, встановленим для найближчої меншої товщини.
2. Значення глибини сферичної лунки для оцинкованої сталі завтовшки понад 1,5 мм були факультативними до 01.07.89.
3. При випробуванні приладах типу МТЛ-10 р норми глибини сферичної лунки зменшуються на 0,3 мм.
3.10.2. Для оцинкованої сталі групи ХШ вищої категорії якості величина відносного подовження має бути на 1 од. більше норм, а глибина сферичної лунки – на 0,2 мм більше норм.
3.10 - 3.10.2. (Змінена редакція, Змін. №2).
3.11. Оцинковану сталь групи ХШ виготовляють з величиною зерна фериту балів 7, 8, 9, 10 за ГОСТ 5639-82 для категорій витяжки ВГ та не нижче за бал 6 для категорії витяжки Г.
Для оцинкованої сталі категорії витяжки ВГ допускається нерівномірність зерна не більше двох суміжних номерів, для листів категорії Р - не більше трьох суміжних номерів.
3.12. Для оцинкованої сталі групи ХШ категорії витяжки ВГ допускається наявність структурно-вільного цементиту в межах балів 0, 1, 2 та 4 шкали 1 за ГОСТ 5640-68. Для категорій витяжки Г та Н наявність структурно-вільного цементиту не нормується.
3.13. Кількість перегинів без зламу оцинкованої сталі груп ХП, ПК, ВІН має відповідати нормам, встановленим у табл. 1г.
Таблиця 1г
|
Товщина оцинкованої сталі, мм |
Кількість перегинів |
|
До 0,8 вмикання. |
|
|
Св. 0,8 » 1,2 » |
|
|
» 1,2 » 2,0 » |
|
|
» 2,0 |
Примітка. Норми перегинів оцинкованої сталі завтовшки понад 1,5 мм були факультативними до 01.07.89.
(Змінена редакція, Зм. № 2).
3.14. (Виключений, Зм. № 2).
4. ПРАВИЛА ПРИЙМАННЯ
4.1. Оцинковану сталь приймають партіями. Партія повинна складатися з листів або рулонів однієї групи оцинкованої сталі, одного розміру, одного виду та класу товщини покриття, виду консервації, однієї марки та плавки (сталь груп ХШ, ХП та ПК) та категорії витяжки (сталь групи ХШ), має бути оформлена та супроводжуватися документом про якість з доповненням значень факультативних показників якості.
Маса партії має перевищувати змінного виробництва агрегату.
(Змінена редакція, Зм. № 2).
4.2. У документі про якість результати випробувань та дані хімічного складу вказуються на вимогу споживача.
Для оцинкованої сталі, якій надано державний Знак якості, у документі про якість проставляється позначення державного Знака якості.
4.3. Для контролю розмірів та якості поверхні відбирають 6% аркушів або один рулон від партії.
4.4. Для контролю міцності зчеплення покриття, механічних властивостей мікроструктури відбирають один лист або один рулон від партії.
4.5. При отриманні незадовільних результатів перевірки хоча б за одним із показників повторну перевірку проводять за .
5. МЕТОДИ ВИПРОБУВАНЬ
5.1. Якість поверхні листів та рулонів перевіряють зовнішнім оглядом без застосування збільшувальних приладів.
5.2. Для проведення випробувань з кожного відібраного листа або рулону вирізають зразки відповідно до вимог креслення та табл. 2
Метод випробувань
ширина
довжина
На міцність зчеплення цинкового покриття з основним металом
3, 4, 5
На визначення маси цинкового покриття та різнотовщинності
На перегин
На витяжку сферичної лунки (x-місце випробувань)
180-300
На розтяг
9, 10
Оцінка мікроструктури
Примітка. Зразки вирізають із граничними відхиленнями за розмірами - ± 3 мм.
5.3. Для визначення маси цинкового покриття випробуваний зразок знежирюють, зважують, занурюють у розчин окису сурми (Sb 2 O 3) або хлористої сурми (Sb С1 3)в соляній кислоті і витримують до припинення бурхливого газовиділення, потім зразок виймають з розчину, ретельно а потім гарячою водою, висушують фільтрувальним папером і зважують. Знежирення проводиться спиртом етиловим синтетичним технічним.
Розчин окису сурми або хлористої сурми готують наступним способом: 20 г окису сурми (або 32 г хлористої сурми) розчиняють у 1000 мл концентрованої соляної кислоти (ГОСТ 3118-77) для другого та першого класів або 50 г оксидів сурми класу.
Масу цинкового покриття, нанесену з двох сторін листа, в грамах ( m) на 1 м 2 обчислюють за формулою
де - маса трьох зразків (3, 4 та 5) до розчинення цинкового покриття, з похибкою 0,01 г, г;
Маса трьох зразків (3, 4 та 5) після розчинення цинкового покриття, з похибкою 0,01 г, г;
S- фактична площа поверхні зразків з похибкою 1 10 -6 м 2 м 2 .
Для визначення маси цинкового покриття дозволяється застосовувати інші методи, що забезпечують необхідну точність.
Метод, зазначений у цьому стандарті, застосовується під час розбіжностей щодо оцінки.
(Змінена редакція, Зм. № 1, 2).
5.4. Різнотовщинність покриття у поперечному напрямку листа визначають як абсолютну різницю між максимальним та мінімальним значеннями товщини покриття на зразках 3, 4 та 5 за формулою
|
3 - площа поверхні цинкового покриття, см2. (Змінена редакція, Зм. № 1). 5.4.1. Середнє значення товщини та різнотовщинність цинкового покриття поверхні листа з диференційованим покриттям визначають і розраховують для кожної із сторін. Для цього після знежирення зразка одну зі сторін покривають щільним шаром гумового клею або парафіну і з протилежного боку видаляють цинк, як зазначено вище. Після повторного зважування клей або парафін знімають механічним шляхом або гарячій воді. Видалення цинкового покриття з іншого боку зразка проводять аналогічно. 5.5. Випробування на перегин проводять за ГОСТ 13813-68. 5.6. Випробування на витяжку сферичної лунки проводять за ГОСТ 10510-80. Роблять два виміри у зоні випробувань і визначають середнє арифметичне значення. 5.7. Випробування на розтяг проводять за ГОСТ 11701-84. 5.8. Визначення величини зерна фериту проводять за ГОСТ 5639-82 та структурно-вільного цементиту - за ГОСТ 5640-68. 5.9. Випробування на вигин оцинкованої сталі товщиною до 1 мм включно на кут 180 ° проводять за ГОСТ 14019-80. Зразок оцинкованої сталі випробовують на оправці, що дорівнює товщині прокату. Оцинкована сталь вищої категорії якості має витримувати випробування на вигин на 180 ° без оправки до дотику сторін. За узгодженням споживача з виробником випробування на вигин може бути замінено випробуванням на подвійний покрівельний замок за ОСТ 1411-196-86, а для оцинкованої сталі групи ПК випробуванням на приладі У-1А. Оцинковану сталь завтовшки понад 1,0 мм випробовують на вимогу споживача за методикою, узгодженою в установленому порядку. 5.10. Для контролю якості оцинкованої сталі допускається застосовувати методи контролю, що не руйнують. 6. МАРКУВАННЯ, УПАКОВКА, ТРАНСПОРТУВАННЯ ТА ЗБЕРІГАННЯ6.1. Маркування, упаковка, транспортування та зберігання - з доповненнями. 6.2. Для захисту поверхні оцинкованої сталі від корозії проводиться консервація: пасивування, промаслювання або пасивування та промаслювання. На вимогу споживача оцинковану сталь не консервують. При відвантаженні в райони Крайньої Півночі та важкодоступні райони консервації є обов'язковим. 6.3. Листи оцинкованої сталі формують у пачку, укладаючи один лист на інший. У листів з диференційованим покриттям сторона з 2-м класом товщини покриття має бути звернена до низу пачки. Торцеві та бічні поверхні пачки обкладають швелерами, виготовленими з відпаленого сталевого листа завтовшки не менше 0,4 мм за нормативно-технічною документацією. До пачки знизу повинні бути прикріплені дерев'яні бруски і перетином не менше 80 ´ 80 мм або металеві бруски за нормативно-технічною документацією. Кількість дерев'яних та металевих брусків при ширині пачки до 1200 мм – 2 шт.; понад 1200 мм – відповідно 3 шт. та 2 шт. 6.4. Рулони з оцинкованої сталі з диференціальним покриттям згортають так, що сторона з 2-м класом товщини цинкового покриття знаходиться всередині рулону. 6.5. Пачки та рулони повинні бути міцно обв'язані. Кількість обв'язок повинна відповідати вимогам. При відвантаженні в райони Крайньої Півночі та важкодоступні райони мінімальна кількість обв'язок має бути на одиницю більше норм, встановлених за . Для обв'язування застосовують металеву стрічку товщиною 1,2 - 2,0 мм, шириною від 30 до 40 мм, або іншої нормативно-технічної документації. Зовнішній діаметр і ширина рулонів не повинні перевищувати 2 мм, довжина, ширина та висота пачок відповідно - 6,2 та 1 м. 6.6. Маса одного вантажного місця має бути не менше 3 т і не повинна перевищувати 10 т. До 01.01.88 на вимогу споживача маса пачки листів оцинкованої сталі має перевищувати 5 т. 6.7. Транспортне маркування вантажних місць повинно наноситися за фарбою темного кольору на торцевій поверхні пачки та бічної поверхні рулону та містити основні, додаткові та інформаційні написи. 6.8. Транспортування оцинкованої сталі залізничним транспортом здійснюють відкритим рухомим складом відповідно до правил перевезення вантажів, що діють на транспорті цього виду та умовами навантаження та кріплення вантажів, затвердженими МПС. 6.9. Зберігання оцинкованої сталі має відповідати умовам ЖЗ за виключенням спільне перебування з хімічно активними речовинами. Розд. 6. (Змінена редакція, Зм. № 2). |
ГОСТ 14918-80
МІЖДЕРЖАВНИЙ СТАНДАРТ
ТЕХНІЧНІ УМОВИ
Видання офіційне
Стандартінформ
МІЖДЕРЖАВНИЙ СТАНДАРТ
СТАЛЬ ТОНКОЛІСТОВА ОЦИНКУВАНА З НЕПРЕРИВНИХ ЛІНІЙ
Технічні умови
Константиново galvanized sheet steel. Specifications
ГОСТ 14918-69
МКС 77.140.50 ОКП 11 1110
Постановою Державного комітетуСРСР за стандартами від 31 березня 1980 р. № 1465 дату запровадження встановлено
Обмеження терміну дії знято за протоколом № 3-93 Міждержавної ради стандартизації, метрології та сертифікації (ІВС 5-6-93)
Цей стандарт поширюється на листову та рулонну холоднокатану сталь, оцинковану гарячим способом в агрегатах безперервного цинкування, призначену для холодного профілювання, під фарбування, виготовлення штампованих деталей, посуду, тари та інших металевих виробів.
Показники технічного рівня, встановлені цим стандартом, відповідають вимогам вищої та першої категорії якості.
1. КЛАСИФІКАЦІЯ
1.1. Сталь тонколистова оцинкована (ОЦ) підрозділяється:
за призначенням на групи
для холодного штампування - ХШ, для холодного профілювання - ХП, під фарбування (дресована) - ПК, загального призначення - ВІН;
за здатністю до витяжки (сталь групи XШ) на категорії
нормальної витяжки – Н, глибокої витяжки – Г, вельми глибокої витяжки – ВГ;
за рівномірністю товщини цинкового покриття
із нормальною різнотовщинністю – HP, із зменшеною різнотовщинністю – УР.
(Змінена редакція, Зм. № 1).
1.2. За погодженням споживача з виробником оцинкована сталь може виготовлятись: з візерунком кристалізації - КР,
без візерунка кристалізації – МТ.
1.3. Залежно від товщини покриття оцинкована сталь ділиться на три класи відповідно до зазначених у табл. 1.
Видання офіційне Передрук заборонено
Видання (серпень 2007 р.) із Змінами № 1, 2, затвердженими у вересні 1981 р., червні 1986 р.
(ІВС 11-81, 9-86).
© Видавництво стандартів, 1987 © Стандартінформ, 2007
Таблиця 1
При виготовленні сталі з диференційованим покриттям товщина його на одній стороні листа повинна відповідати 2-му класу, а з іншого боку класу П (для листів) або класу 1. (Змінена редакція, Зм. № 2).
2. СОРТАМЕНТ
2.1. Оцинковану сталь виготовляють шириною від 710 до 1800 мм включно, завтовшки від 0,5 до 2,5 мм включно.
2.2. Розміри, граничні відхилення та інші вимоги до сортаменту повинні відповідати вимогам ГОСТ 19904-90.
Оцинковану сталь найвищої категорії якості виготовляють:
із серповидністю рулонної сталі не більше 6 мм на 3 м довжини;
з площинністю ПВ і ПУ і відхиленнями товщини за нормами підвищеної точності прокатки;
з телескопічність рулонів при ширині сталі до 1000 мм не більше 30 мм.
Приклади умовних позначень
Оцинкована сталь товщиною 0,8, шириною 1000, довжиною 2000 мм, нормальної точності прокатки Б, нормальної площинності ПН, з необрізною кромкою АЛЕ групи ВІН, з візерунком кристалізації КР, першого класу цинкового покриття за ГОСТ 14918-80:
Б-ПН-НО-0,8 х 1000 у. 2000 ДЕРЖСТАНДАРТ 19904-90 иЦ ОН-КР-1 ГОСТ 14918-80
Оцинкована рулонна сталь товщиною 1,2, шириною 1000 мм, підвищеної точності прокатки А, з обрізною кромкою, марки 08кп, дуже глибокої витяжки ВГ, без візерунка кристалізації МТ, зі зменшеною різнотовщинністю УР, другого класу покриття за ГОСТ 14918-8
А-О-1,2х 1000 ГОСТ 19904-90 ОЦ 08кп ВГ-МТ-УР-2 ГОСТ 14918-80
Оцинкована рулонна сталь з диференційованим покриттям товщиною 0,5, шириною 710 мм, підвищеної точності прокатки А, з обрізною кромкою О, марки БСтЗкп, під фарбування ПК, без візерунка кристалізації МТ із зменшеною різнотовщинністю УР, з покриттям на одній стороні першого, а на інший другий клас за ГОСТ 14918-80:
А-О-0,5х 710 ГОСТ 19904-90 ULL БСтЗкп-ПК-МГ-УР-1/2 ГОСТ 14918-80
Розділ. 2. (Змінена редакція, Зм. № 2).
3. ТЕХНІЧНІ ВИМОГИ
3.1. Оцинкована сталь повинна виготовлятися відповідно до вимог цього стандарту технічної документації, затвердженої в установленому порядку.
3.2. Оцинковану сталь виготовляють із вуглецевої холоднокатаної рулонної сталі з якістю поверхні за ГОСТ 16523-97. Марки сталі повинні відповідати наведеним у табл. 1а.
Таблиця 1а
|
Оцинкована сталь |
Марка холоднокатаної сталі для виготовлення оцинкованої сталі |
||
|
ГОСТ 9045-93 та ГОСТ 1050-88 |
Марки сталі з хімічним складом за ГОСТ 9045-93, а також ГОСТ 1050-88 із вмістом сірки не більше 0,035 % та фосфору - не більше 0,020 % та ГОСТ 380-2005 з масовою часткою сірки не більше 0,035 % та фосфору - не більше % |
||
|
08пс, 08кп, 08Ю за ГОСТ 9045-93 08пс, 08кп, 10 кп за ГОСТ 1050-88 |
08пс, 08кп, 08Ю за ГОСТ 9045-93 08пс, 08кп, 10КП за ГОСТ 1050-88 з масовою часткою сірки не більше 0,030% та фосфору - не більше 0,020% |
||
|
08пс за ГОСТ 9045-93 08, 08пс за ГОСТ 1050-88 БСтО, БСт1, БСт2, БСтЗ всіх ступенів розкислення за ГОСТ 380-2005 |
08пс за ГОСТ 9045-93 08, 08па за ГОСТ 1050-88 БСтО, БСт1, БСт2, БСтЗ всіх ступенів розкислення за ГОСТ 380-94 з масовою часткою сірки не більше 0,04% і фосфору - не більше 0,0 |
||
|
Марки сталі з хімічним складом згідно з ГОСТ 380-2005, ГОСТ 9045-93 та ГОСТ 1050-88 |
Марки сталі з хімічним складом за ГОСТ 9045-93, ГОСТ 1050-88, ГОСТ 380-2005 з масовою часткою сірки не більше 0,045 % та фосфору - не більше 0,040 % |
||
(Змінена редакція, Зм. № 2).
3.3. Для цинкування застосовують цинк марок Ц0 та Ц1 за ГОСТ 3640-94 з додаванням у ванну алюмінію, свинцю та інших металів. Допускається легування свинцем за рахунок запровадження цинку марки Ц2.
3.4. Поверхня оцинкованої сталі має бути чистою із суцільним покриттям.
3.4.1. Не допускаються порушення суцільності покриття у вигляді розтріскування на дрібних напливах, розташованих на дефектах сталевої основи, класифікація та розміри яких передбачені ГОСТ 16523-97.
3.4.2. На листах і смугах з необрізною кромкою не допускаються ірвані кромок глибиною, що перевищує граничні відхилення по ширині.
3.4-3.4.2. (Змінена редакція, Зм. № 2).
3.5. Для оцинкованої сталі груп ХШ, ХП та ВІН допускаються дрібні напливи (натіки, нашарування), крупинки та нерівномірна кристалізація цинку, сліди від перегинів смуги та регулюючих роликів, місцева шорсткість покриття (висипання), легкі подряпини та потертість, що не порушують світлі та матові плями, нерівномірність фарбування пасивної плівки.
3.6. Для оцинкованої сталі групи ПК допускаються темні точки та доріжка (сліди) від деформованих дрібних напливів (натіки, нашарування), крупинок та місцевої шорсткості покриття (висип), матовий та розмитий візерунок кристалізації цинку, сліди від перегинів смуги, легкі подряпини та потертість порушують суцільність цинкового покриття, світлі та матові плями, нерівномірне фарбування пасивної плівки.
3.7. На вимогу споживача пасивна плівка повинна мати рівномірне забарвлення.
(Змінена редакція, Зм. № 2).
3.8. Зменшена різнотовщинність цинкового покриття УР має бути для класу П – не більше 16, для класу 1 – не більше 10, для класу 2 – не більше 4 мкм. Оцинкована сталь нормальної різнотовщинності HP повинна мати товщину покриття в межах, зазначених у табл. 1.
Оцинковану сталь вищої категорії якості виготовляють із різнотовщинністю цинкового покриття для сталі груп ХШ, ХП та ПК класу П – не більше 12, класу 1 – не більше 8 та класу 2 – не більше 3 мкм.
3.9. У місці вигину оцинкованої сталі товщиною до 1,0 мм включно при випробуванні на міцність зчеплення покриття з основним металом при вигині на 180° не повинно бути відшарування цинкового покриття, що оголює сталеву поверхню. Допускаються сітка дрібних тріщин по всій довжині вигину та відшарування покриття на відстані до 6 мм від країв зразка.
3.10. у табл. 16.
Механічні властивості оцинкованої сталі повинні відповідати нормам, вказаним
Таблиця 16
|
Оцинкована сталь |
Військове зіставлення оазоивУ про в> |
Поїдав плинності про те, МПа, не менше |
Відносне Подовження 5 4 %, не менше, пої стали товщиною, мм |
L 0 = 80 мм для |
|||
|
Категоої |
св. 0,7 до 1,5 |
св. 1,5 до 2,0 | |||||
Позначення. Значення виємного зіставлення газивУ і відносного Подовження для оцинкованої сталі гоупп ХШ категстій витяжки Н і Г, відносного Подовження для сталі гоупп ХП і ПК були ЛакУльтативними до 01.07.89.
Пії тече воєнного зіставлення і поїдала плинності товщину цинкового покоіння не враховують.
3.10.1. Глибина сферичної лунки оцинкованої сталі групи ХШ має відповідати нормам, наведеним у таблиці. 1в.
Таблиця 1в
|
Товшина оцинкованої сталі |
Глибина з Леоічної лунки для категооій витяжки, не менше |
||
Примітки:
1. Для оцинкованої сталі поомежуточних товщин значення глибини ссЬеоической лунки повинні відповідати нстмам, встановленим для найближчої меншої товщини.
2. Значення глибини цієї лунки для оцинкованої сталі товщиною понад 1,5 мм були лакультативними до 01.07.89.
3. Пії випробування на поибооах типу MTJI-10 г нсюми глибини з Леоічної лунки Зменшуються на 0,3 мм.
3.10.2. Для оцинкованої сталі групи ХШ вищої категорії якості величина відносного подовження має бути на 1 од. більше за норми табл. 16 а глибина сферичної лунки - на 0,2 мм більше норм табл. 1в.
3.10-3.10.2. (Змінена редакція, Зм. № 2).
3.11. Оцинковану сталь групи ХШ виготовляють з величиною зерна фериту балів 7, 8, 9, 10 за ГОСТ 5639-82 для категорій витяжки ВГ та не нижче за бал 6 для категорії витяжки Г.
Для оцинкованої сталі категорії витяжки ВГ допускається нерівномірність зерна не більше двох суміжних номерів, для листів категорії Р - не більше трьох суміжних номерів.
3.12. Для оцинкованої сталі групи ХШ категорії витяжки ВГ допускається наявність структурно-вільного цементиту в межах балів 0, 1, 2 та 4 шкали 1 за ГОСТ 5640-68. Для категорій витяжки Г та Н наявність структурно-вільного цементиту не нормується.
3.13. Кількість перегинів без зламу оцинкованої сталі груп ХП, ПК, ВІН має відповідати нормам, встановленим у табл. 1г.
Таблиця 1г
Примітка. Hodmh перегинів оцинкованої сталі товщиною понад 1,5 мм були факультативними до 01.07.89.
(Змінена редакція, Зм. № 2).
3.14. (Виключений, Зм. № 2).
4. ПРАВИЛА ПРИЙМАННЯ
4.1. Оцинковану сталь приймають партіями. Партія повинна складатися з листів або рулонів однієї групи оцинкованої сталі, одного розміру, одного виду та класу товщини покриття, виду консервації, однієї марки та плавки (сталь груп ХШ, ХП та ПК) та категорії витяжки (сталь групи ХШ), має бути оформлена та супроводжуватись документом про якість за ГОСТ 7566-94 з доповненням значень факультативних показників якості.
Маса партії має перевищувати змінного виробництва агрегату.
(Змінена редакція, Зм. № 2).
4.2. У документі про якість результати випробувань та дані хімічного складу вказуються на вимогу споживача.
Для оцинкованої сталі, якій надано державний Знак якості, у документі про якість проставляється позначення державного Знака якості.
4.3. Для контролю розмірів та якості поверхні відбирають 6% аркушів або один рулон від партії.
4.4. Для контролю міцності зчеплення покриття, механічних властивостей мікроструктури відбирають один лист або один рулон від партії.
4.5. При отриманні незадовільних результатів перевірки хоча б за одним із показників повторну перевірку проводять за ГОСТ 7566-94.
5. МЕТОДИ ВИПРОБУВАНЬ
5.1. Якість поверхні листів та рулонів перевіряють зовнішнім оглядом без застосування збільшувальних приладів.
5.2. Для проведення випробувань з кожного відібраного листа або рулону вирізають зразки відповідно до вимог креслення та табл. 2.
Схема вішезки обпазпів для випробувань (b - шипина листа)
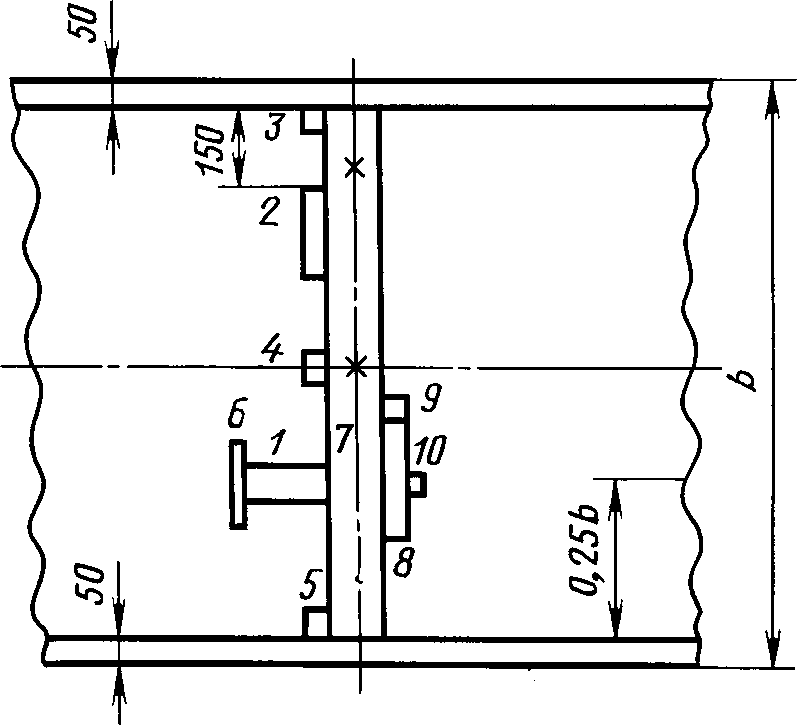
Таблиця 2
Примітка. Зразки вирізають із граничними відхиленнями за розмірами - +3 мм.
5.3. Для визначення маси цинкового покриття випробуваний зразок знежирюють, зважують, занурюють у розчин окису сурми (Sb 2 0 3) або хлористої сурми (8ЬС1 3)в соляній кислоті і витримують до припинення бурхливого газовиділення, потім зразок виймають з розчину, ретельно потім гарячою водою, висушують фільтрувальним папером і зважують. Знежирення проводиться спиртом етиловим синтетичним технічним.
Розчин окису сурми або хлористої сурми готують наступним способом: 20 г окису сурми (або 32 г хлористої сурми) розчиняють у 1000 мл концентрованої соляної кислоти (ГОСТ 3118-77) для другого та першого класів або 50 г оксидів сурми класу.
Масу цинкового покриття, нанесену з двох сторін листа, у грамах (т) на 1 м 2 обчислюють за формулою
де т - маса трьох зразків (.?, 4 і 5) до розчинення цинкового покриття, з похибкою 0,01 г, г; mi - маса трьох зразків (.?, 4 та 5) після розчинення цинкового покриття, з похибкою 0,01 г, г;
S - фактична площа поверхні зразків з похибкою МО"" 6 м 2 м 2 .
Для визначення маси цинкового покриття дозволяється застосовувати інші методи, що забезпечують необхідну точність.
Метод, зазначений у цьому стандарті, застосовується під час розбіжностей щодо оцінки.
(Змінена редакція, Зм. № 1, 2).
5.4. Різнотовщинність покриття у поперечному напрямку листа визначають як абсолютну різницю між максимальним та мінімальним значеннями товщини покриття на зразках 3, 4 та 5 за формулою
AT'r - 7L qv - Т„
для чого спочатку розраховують товщину цинкового покриття на кожному із зразків за формулою
^ _ (т 3 - т" 3) 10 4 (3)
3 7,13 А 3 ’
де?з - Товщина покриття відповідного зразка, мкм;
/з - маса зразка до зняття цинку, г; т"з - маса зразка після зняття цинку, г;
7,13 - щільність цинку, г/см 3;
A3 - площа поверхні цинкового покриття, см2.
(Змінена редакція, Зм. № 1).
5.4.1. Середнє значення товщини та різнотовщинність цинкового покриття поверхні листа з диференційованим покриттям визначають і розраховують для кожної із сторін. Для цього після знежирення зразка одну зі сторін покривають щільним шаром гумового клею або парафіну і з протилежного боку видаляють цинк, як зазначено вище. Після повторного зважування клей або парафін знімають механічним шляхом або гарячої води. Видалення цинкового покриття з іншого боку зразка проводять аналогічно.
5.5. Випробування на перегин проводять за ГОСТ 13813-68.
5.6. Випробування на витяжку сферичної лунки проводять за ГОСТ 10510-80. Роблять два виміри у зоні випробувань і визначають середнє арифметичне значення.
5.7. Випробування на розтяг проводять за ГОСТ 11701-84.
5.8. Визначення величини зерна фериту проводять за ГОСТ 5639-82 та структурно-вільного цементиту - за ГОСТ 5640-68.
5.9. Випробування на вигин оцинкованої сталі завтовшки до 1 мм включно на кут 180° проводять за ГОСТ 14019-2003. Зразок оцинкованої сталі випробовують на оправці, що дорівнює товщині прокату.
Оцинкована сталь вищої категорії якості повинна витримувати випробування на вигин на 180 ° без оправки до дотику сторін.
За узгодженням споживача з виробником випробування на вигин може бути замінено випробуванням на подвійний покрівельний замок за ОСТ 1411-196-86, а для оцинкованої сталі групи ПК випробуванням на приладі У-1А ГОСТ 4765-73.
Оцинковану сталь завтовшки понад 1,0 мм випробовують на вимогу споживача за методикою, узгодженою в установленому порядку.
5.10. Для контролю якості оцинкованої сталі допускається застосовувати методи контролю, що не руйнують.
(Змінена редакція, Зм. № 2).
6. МАРКУВАННЯ, УПАКОВКА, ТРАНСПОРТУВАННЯ ТА ЗБЕРІГАННЯ
6.1. Маркування, упаковка, транспортування та зберігання – за ГОСТ 7566-94 з доповненнями.
6.2. Для захисту поверхні оцинкованої сталі від корозії проводиться консервація: пасивування, промаслювання або пасивування та промаслювання.
На вимогу споживача оцинковану сталь не консервують.
При відвантаженні у райони Крайньої Півночі та прирівняні до них місцевості консервація є обов'язковою.
6.3. Листи оцинкованої сталі формують у пачку, укладаючи один лист на інший. У листів з диференційованим покриттям сторона з 2-м класом товщини покриття має бути звернена до низу пачки.
Торцеві та бічні поверхні пачки обкладають швелерами, виготовленими з відпаленого сталевого листа завтовшки не менше 0,4 мм за нормативно-технічною документацією.
До пачки знизу мають бути прикріплені дерев'яні бруски за ГОСТ 2695-83 та ГОСТ 8486-86 перетином не менше 80x80 мм або металеві бруски за нормативно-технічною документацією. Кількість дерев'яних та металевих брусків при ширині пачки до 1200 мм – 2 шт.; понад 1200 мм – відповідно 3 шт. та 2 шт.
6.4. Рулони з оцинкованої сталі з диференціальним покриттям згортають так, що сторона з 2-м класом товщини цинкового покриття знаходиться всередині рулону.
6.5. Пачки та рулони повинні бути міцно обв'язані. Кількість обв'язок має відповідати вимогам ГОСТ 7566-94.
При відвантаженні в райони Крайньої Півночі та важкодоступні райони мінімальна кількість обв'язок повинна бути на одиницю більша за норми, встановлені за ГОСТ 7566-94.
Для обв'язування застосовують металеву стрічку товщиною 1,2-2,0 мм, шириною від 30 до 40 мм згідно з ГОСТ 3560-73, ГОСТ 6009-74 або іншої нормативно-технічної документації.
Зовнішній діаметр і ширина рулонів не повинні перевищувати 2 мм, довжина, ширина та висота пачок відповідно - 6,2 та 1 м.
6.6. Маса одного вантажного місця має бути не менше 3 т і не повинна перевищувати 10 т.
До 01.01.88 на вимогу споживача маса пачки листів оцинкованої сталі не повинна
була перевищувати 5 т.
6.7. Транспортне маркування вантажних місць має наноситися за ГОСТ 14192-96 фарбою темного кольору на торцевій поверхні пачки та бічної поверхні рулону та містити основні, додаткові та інформаційні написи.
6.8. Транспортування оцинкованої сталі залізничним транспортом здійснюють відкритим рухомим складом відповідно до правил перевезення вантажів, що діють на транспорті цього виду та умовами навантаження та кріплення вантажів, затвердженими МПС.
6.9. Зберігання оцинкованої сталі має відповідати умовам ЖЗ згідно з ГОСТ 15150-69, які виключають спільне перебування з хімічно активними речовинами.
Розд. 6. (Змінена редакція, Зм. № 2).
Редактор Л.В. Коретнікова Технічний редактор Н.С. Гришанова Коректор РА. Ментова Комп'ютерна верстка Л А. Круговий
Підписано до друку 25.09.2007. Формат 60×84*/8. Папір офсетний. Гарнітура таймс. Друк офсетний. Уел. піч. л. 0,93. Уч.-вид. л. 0,85. Тираж 101 прим. Зак. 728.
ФГУП «СТАНДАРТІНФОРМ», 123995 Москва, Гранатний пров., 4.
Набрано у ФГУП «СТАНДАРТІНФОРМ» на ПЕОМ.
Надруковано у філії ФГУП «СТАНДАРТИНФОРМ» - тип. "Московський друкар", 105062 Москва, Лялін пров., 6
Технічні умови.
(вилучення)
Цей стандарт поширюється на листову та рулонну холоднокатану сталь, оцинковану гарячим способом в агрегатах безперервного цинкування, призначену для холодного профілювання, під фарбування, виготовлення штампованих деталей, посуду, тари та інших металевих виробів.
Показники технічного рівня, встановлені цим стандартом, відповідають вимогам вищої та першої категорії якості.
1. Класифікація
1.1. Сталь тонколистова оцинкована (ОЦ) підрозділяється:
За призначенням на групи
- Для холодного штампування - ХШ,
- Для холодного профілювання -ХП,
- Під фарбування (дресирування) - ПК,
- Загального призначення - ВІН;
За здатністю до витяжки (сталь групи ХШ) на категорії
- Нормальної витяжки – Н,
- Глибока витяжка - Г,
- Дуже глибокої витяжки – ВГ;
По рівномірності товщини цинкового покриття
- З нормальною різнотовщинністю - НР,
- Зі зменшеною різнотовщинністю - УР.
1.2. За погодженням споживача з виробником оцинкована сталь може бути:
- з візерунком кристалізації - КР,
- без візерунка кристалізації – МТ.
1.3. Залежно від товщини покриття оцинкована сталь ділиться на 3 класи відповідно до зазначеного в табл. 1.
Таблиця 1
При виготовленні сталі з диференційованим покриттям товщина його на одній стороні листа повинна відповідати 2-му класу, а з іншого боку - класу П (для листів) або класу 1.
2. Сортамент.
2.1. Оцинковану сталь виготовляють завширшки від 710 до 1800 мм включно, завтовшки від 0,5 до 2,5 мм включно.
2.2. Розміри, граничні відхилення та інші вимоги до сортаменту повинні відповідати вимогам ГОСТ 19904-74.
Приклади умовних позначень
Оцинкована сталь товщиною 0,8, шириною 1000, довжиною 2000 мм, нормальної точності прокатки Б, нормальної площинності ПН, з необрізною кромкою АЛЕ групи ВІН, візерунком кристалізації КР, першого класу цинкового покриття за ГОСТ 14918-80:
Оцинкована рулонна сталь з диференційованим покриттям товщиною 0,5, шириною 710 мм, підвищеної точності прокатки А, високою площинними ПВ, з обрізною кромкою О, марки БСт3кп, під фарбування ПК, без візерунка кристалізації МТ із зменшеною різнотовщинністю УР, з покриттям на одній стороні першого, а на другий другого класу за ГОСТ 14918-80:
| ОЦ | А-О-1,5х710 ГОСТ 19904-74 |
| БСт3кп ПК-МТ-УР-1/2 ДЕРЖСТАНДАРТ 14918-80 |
3. Технічні вимоги
3.1. Оцинкована сталь повинна виготовлятись відповідно до вимог цього стандарту з технічної документації, затвердженої в установленому порядку.
3.2. Оцинковану сталь виготовляють із вуглецевої холоднокатаної рулонної сталі з якістю поверхні за ГОСТ 16523-70. Марки сталі повинні відповідати наведеним у таблиці 1.
Таблиця 1
| Оцинкована сталь | Марка холоднокатаної сталі для виготовлення оцинкованої сталі | ||
| Група | Категорія витяжки | Першої категорії якості | Вищої категорії якості |
| ХІІІ | Н, Г | Марки стали із хім. Складом за ГОСТ 9045-80, ГОСТ 1050-74 та ГОСТ 380-781 | Марки сталі з хімічним складом за ГОСТ 9045-80, а також ГОСТ 1050-74 з вмістом сірки не більше 0,035% і фосфору - не більше 0,020% та ГОСТ 380-71 з масовою часткою сірки не більше 0,035% і фосфору - не більше % |
| ХІІІ | ВГ | О8пс,08кп, о8Ю за ГОСТ 9045-80 08ПС, 08КП, 10КП за ГОСТ 1050-74 | 08пс, 08кп, 08Ю за ГОСТ 9045-80 08пс, 08КП, 10кп за ГОСТ1050-74 з масовою часткою сірки не більше 0,030% та фосфору - не більше 0,020% |
| XII, ПК | - | 08пс за ГОСТ 9045-80 08,08пс за ГОСТ 1050-74 Бст0, Бст1, бст3 всіх ступенів розкислення за ГОСТ 380-71 | 08пс за ГОСТ 9045-80 08,08пс за ГОСТ 1050-74 БСТ0, БСт1, БСт2, БСт3 всіх ступенів розкислення за ГОСТ 380-71 з масовою часткою сірки не більше 0,04% і фосфору - не більше 0,03 |
| ВІН | - | Марки сталі з хімічним складом згідно з ГОСТ 9045-80, ГОСТ 1050-74, ГОСТ 380-71 | Марка сталі з хімічним складом за ГОСТ 9045-80, ГОСТ 1050-74, ГОСТ 380-71 з масовою часткою сірки трохи більше 0,045% і фосфору - трохи більше 0,04%. |
3.3. Для цинкування застосовують цинк марок Ц0 та Ц1 за ГОСТ 3640-79 з додаванням у ванну алюмінію, свинцю та інших металів. Допускається легування свинцем за рахунок запровадження цинку марки Ц2.
3.4. Поверхня оцинкованої сталі має бути чистою, з суцільним покриттям.
3.4.1. Не допускається порушення суцільності покриття у вигляді розтріскування на дрібних напливах, розташованих на дефектах сталевої основи, класифікація та розміри яких передбачені ГОСТ 16523-70.
3.4.2. На листах і смугах з необрізною кромкою не допускається рванини кромок завглибшки, що перевищує граничні відхилення по ширині.
3.5. Для оцинкованої сталі груп ХШ, ХП та ВІН допускаються дрібні напливи (натіки, нашарування), крупинки та нерівномірна кристалізація цинку, сліди від перегинів смуги та регулюючих роликів, місцева шорсткість покриття (висипання), легкі подряпини та потертість, що не руйнують світлі та матові плями, нерівномірність фарбування пасивної плівки.
3.6. Для оцинкованої сталі групи ПК допускаються темні точки і доріжка (сліди) від деформованих дрібних напливів (натіки, нашарування), крупинок місцевої шорсткості покриття (висип), матовий візерунок кристалізації цинку, сліди від перегинів, смуги, легкі подряпини і потертість цинкового покриття, світлі та матові плями, нерівномірне фарбування пасивної плівки.
3.7. На вимогу споживача пасивна плівка повинна мати рівномірне забарвлення.
3.8. Зменшена різнотовщинність цинкового покриття УР має бути для класу П – не більше 16, для класу 1 – не більше 10, для класу 2 – не більше 4 мкм. Оцинкована сталь нормальної різнотовщини НР повинна мати товщину покриття в межах, зазначених у табл.1.
Оцинковану сталь вищої категорії якості виготовляють із різнотовщинністю цинкового покриття для сталі груп ХШ, ХП та ПК класу П – не більше 12, класу 1 – не більше 8 та класу 2 – не більше 3 мкм.
3.9. У місці вигину оцинкованої сталі товщиною до 1,0 мм включно при випробуванні на міцність зчеплення покриття з основним металом при вигині на 180° не повинно бути відшарування цинкового покриття, що оголює сталеву поверхню. Допускаються сітка дрібних тріщин по всій довжині вигину та відшарування покриття на відстані до 6 мм від країв зразка.
3.10. Механічні оцинкованої сталі повинні відповідати нормам, зазначеним у табл. 1б.
- глибина сферичної лунки оцинкованої сталі групи ХШ має відповідати нормам, наведеним у табл. 1б.
- Для оцинкованої сталі групи ХШ вищої категорії якості величина відносного подовження має бути на 1 од. більше за норми табл. 1б, а глибина сферичної лунки - на 0,2 мм більше за норми табл. 1в.
Таблиця 1 б
|
Оцинкована сталь |
Тимчасовий опір | Межа плинності |
Відносне подовження s 4 %, не менше, при L0=80 мм для сталі товщиною, мм |
||||
| групи | категорії витяжки | розриву s, МПа | s т, Мпа, не менше | до 0,7 | св 0,7 до 1,5 | св 1,5 до 2,0 | св 2,0 |
| ХШ | Н Г ВГ |
300-490 275-430 255-410 |
- - - |
21 23 26 |
22 24 28 |
23 25 29 |
24 26 30 |
| ХП, ПК | - | - | 230 | 20 | 22 | - | - |
| ВІН | - | - | - | - | - | - | - |
Примітка. Значення тимчасового опору розриву та відносного подовження для оцинкованої сталі групи ХШ категорій витяжки Н та Г відносного подовження для сталі груп ХП та ПК факультативні до 01.07.89.
При розрахунку тимчасового опору та межі плинності товщину цинкового покриття не враховують.
Таблиця 1в
|
Товщина оцинкованої сталі |
Глибина сферичної лунки для категорій витяжки, щонайменше |
||
| ВГ | Г | Н | |
|
0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 |
8,5 8,9 9,2 9,5 9,9 10,1 10,3 10,5 10,7 10,8 11,0 11,3 11,4 11,5 11,6 11,7 |
8,0 8,5 8,9 9,3 9,6 9,9 10,1 10,3 10,5 10,6 10,8 11,0 11,1 11,2 11,3 11,4 |
6,9 7,2 7,5 7,8 8,2 8,6 8,7 8,8 8,9 9,0 9,1 9,5 9,6 9,7 9,8 9,9 |
Примітки:
- Для оцинкової сталі проміжних товщин значення глибини сферичної лунки повинні відповідати нормам, встановленим для найближчої меншої товщини.
- Значення глибини сферичної лунки для оцинкової сталі завтовшки понад 1,5 мм є факультативними до 01.07.89.
- При випробуванні приладах типу МТЛ-10 р норми глибини сферичної лунки зменшуються на 0,3 мм.
3.11. Оцинковану сталь групи ХШ виготовляють з величиною зерна фериту балів 7, 8, 9, 10 за ГОСТ 5639-82 для категорій витяжки ВГ і не нижче 6 бала для категорій витяжки Г.
Для оцинкованої сталі категорії витяжки ВГ допускається нерівномірність зерна не більше двох суміжних номерів, для листів категорії Р - не більше трьох суміжних номерів.
3.12. Для оцинкованої сталі групи ХШ категорії витяжки ВГ допускається наявність структурно-вільного цементиту в межах балів 0, 1, 2 та 3 шкали 1 за ГОСТ 5640-68. Для категорій витяжки Г та Н наявність структурно-вільного цементиту не нормується.
3,13 Кількість перегинів без зламу оцинкованої сталі груп ХП, ПК, ВІН має відповідати нормам, встановленим у табл. 1г.
Таблиця 1г
Примітка. Норми перегинів оцинкованої сталі завтовшки понад 1,5 мм є факультативними до 01.07.89.
3.14. (Виключений, Зм. №2).
4. Правила приймання
4.1. Оцинковану сталь приймають партіями. Партія повинна складатися з листів або рулонів однієї групи оцинкованої сталі, одного розміру, одного виду та класу, товщини покриття, виду, консервації, однієї марки та плавки (сталь груп ХШ, ХП та ПК) категорії витяжки (сталь групи ХШ), має бути оформлена та супроводжуватись документом про якість за ГОСТ 7566-81 з доповненням значень факультативних показників якості.
Маса партії має перевищувати змінного виробництва агрегату.
4.3. Для контролю розмірів та якості поверхні відбирають 6% листів або один рулон від партії.
4.4. Для контролю міцності зчеплення покриття, механічних властивостей мікроструктури відбирають один лист або один рулон від партії.
4.5. При отриманні незадовільних результатів перевірки хоча б по одному з показників повторну спробу проводять за ГОСТ 7566-81.
6. Маркування, упаковка, транспортування та зберігання.
6.1. Маркування, упаковка, транспортування та зберігання – за ГОСТ 7566-81 з доповненнями.
6.2. Для захисту поверхні оцинкованої сталі від корозії проводиться консервація: пасивування, промаслювання або пасивування та промаслювання.
На вимогу споживача оцинковану сталь не консервують.
При відвантаженні в райони Крайньої Півночі та важкодоступні райони консервація є обов'язковою.
6.3. Листи оцинкованої сталі формують у пачку, укладаючи один лист на інший. У листів з диференційованим покриттям сторона з 2-м класом товщини покриття має бути звернена до низу пачки.
Торцеві та бічні поверхні пачки обкладають швелерами, виготовленими з відпаленого сталевого листа завтовшки не менше 0,4 мм за нормативно-технічною документацією.
До пачки знизу мають бути прикріплені дерев'яні бруски за ГОСТ 8486-86 та ГОСТ 2695-83 перетином не менше 80х80 мм або металеві бруски за нормативно-технічною документацією. Кількість дерев'яних та металевих брусків при ширині пачки до 1200 мм – 2 шт.; понад 1200 мм – відповідно 3 шт. та 2 шт.
6.4. Рулони з оцинкованої сталі з диференційованим покриттям згортають так, що сторона з 2-м класом товщини цинкового покриття знаходиться всередині рулону.
6.5. Пачки та рулони повинні бути міцно обв'язані. Кількість обв'язок - за ГОСТ 7566-81.
6.6. Маса одного вантажного місця має бути не менше 3 т і не повинна перевищувати 10 т.
До 01.01.88 на вимогу споживача маса пачки листів оцинкованої сталі має перевищувати 5 т.
6.7. Транспортне маркування вантажних місць має наноситися за ГОСТ 14192-77 фарбою темного кольору на торцевій поверхні пачки та бічної поверхні рулону та містити основні, додаткові та інформаційні написи.
6.8. Транспортування оцинкованої сталі залізничним транспортом здійснюють відкритим рухомим складом відповідно до правил перевезення вантажів, що діють на транспорті цього виду та умовами навантаження та кріплення вантажів, затвердженими МПС.
6.9. Зберігання оцинкованої сталі має відповідати умовам Ж3 за ГОСТ 15150-69, які виключають спільне перебування з хімічно активними речовинами.
Рекомендуємо також
 Продуктивне та репродуктивне мислення
Продуктивне та репродуктивне мислення
 Розумний егоїзм - у чому полягає теорія розумного егоїзму?
Розумний егоїзм - у чому полягає теорія розумного егоїзму?
 Перший президент Росії Єльцин Борис Миколайович
Перший президент Росії Єльцин Борис Миколайович
 Підпільні бої. Королі підпілля. Що таке «бої задля мас»? Де можна побитися за гроші
Підпільні бої. Королі підпілля. Що таке «бої задля мас»? Де можна побитися за гроші
 Яків Павлов та інші герої Сталінграда, яких треба знати
Яків Павлов та інші герої Сталінграда, яких треба знати
 Пережити уві сні аварію на морі - наяву випробувати нове кохання
Пережити уві сні аварію на морі - наяву випробувати нове кохання