Accesorii pentru mașină pentru strung. Atașament pentru strung
Atașamentele pentru strung fac posibilă facilitarea unor lucrări și extinderea funcționalității mașinilor în serie. Dispozitivele pot fi fabricate din fabrică, care sunt produse de unele companii, sau pot fi făcute în casă. În acest articol, voi descrie câteva gadget-uri interesante, care va fi de mare folos oricărui meșter care are un strung în atelierul său, iar majoritatea armăturilor pot fi realizate manual.
Corpuri de casă pentru strunguri.
Accesoriu de frezare pt strung .
Să începem cu cel mai necesar și util dispozitiv care va ajuta la transformarea unui strung obișnuit într-o mașină de frezat și va extinde semnificativ capacitățile oricărui maestru. Acest accesoriu de frezat de casă este conceput pentru strungul TV-4 și școlari similari. Dar un astfel de dispozitiv este ușor de realizat pentru orice strung, ajustând dimensiunile la dimensiunile unui anumit etrier.
Acest simplu dar construcție robustă accesoriul de frezare a fost dezvoltat din nou în ani sovieticiși publicat în revista „Modelist Constructor”. Și cu ajutorul acestui atașament, puteți efectua frezarea avioanelor pe un strung, prelucrarea diferitelor piese de-a lungul conturului și eșantionarea diferitelor caneluri și caneluri.
Și, în general, este posibilă prelucrarea oricăror suprafețe de piese cu freze frontale și frontale, datorită faptului că căruciorul și suportul mașinii se deplasează de-a lungul a trei coordonate, căruciorul se mișcă într-un plan vertical, iar suportul de atașare se deplasează în un plan orizontal.
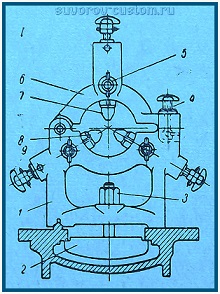
După cum se poate vedea din desene, partea principală a dispozitivului de fixare este un suport care este fixat pe suportul de strung, în locul căruciorului (sâie) îndepărtat de avans longitudinal mic. Și micul cărucior longitudinal de alimentare în sine este îndepărtat de pe suportul mașinii și fixat cu două șuruburi pe peretele frontal al suportului de atașare vertical și vă permite să mutați piesa de prelucrat pe verticală.
Suportul de scule poate fi folosit pentru a fixa în el nu o freză, ci un fel de piesă plată care trebuie frezată. Sau puteți scoate suportul pentru scule și folosiți în schimb o menghină de casă, dacă piesa de prelucrat este mai voluminoasă.
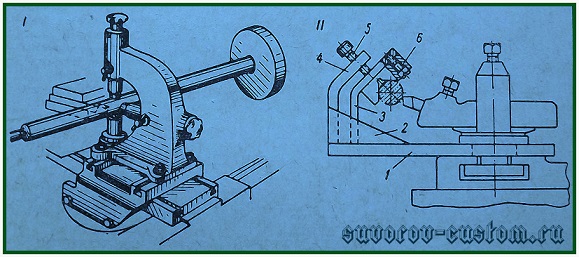
De asemenea, în locul unui suport de scule, este posibil să se fixeze nu o menghină pe un știft standard, ci o mandră de la un mic strung, dacă piesa frezată este cilindrică și nu plană. Sau în loc de mandrina, utilizați placa frontală din trusa de strung. Și varianta cu placa frontală 3 (cu chinuri 4) este prezentată în desenul de mai jos.
 Placa frontală este montată pe un știft obișnuit pentru suportul de scule și prinsă cu o piuliță. Ei bine, piesa de prelucrat este deja prinsă în placa frontală folosind clemele 4, ca de obicei. În general, pot exista mai multe opțiuni pentru fixarea piesei de prelucrat, în funcție de configurația și dimensiunea acesteia.
Placa frontală este montată pe un știft obișnuit pentru suportul de scule și prinsă cu o piuliță. Ei bine, piesa de prelucrat este deja prinsă în placa frontală folosind clemele 4, ca de obicei. În general, pot exista mai multe opțiuni pentru fixarea piesei de prelucrat, în funcție de configurația și dimensiunea acesteia.
Suportul de atașare este tăiat cu o polizor din tablă de oțel obișnuită de 8 mm grosime și apoi peretele său frontal 1, pereții laterali 2 și baza 3 sunt sudați împreună prin sudare electrică. La sudare, bineînțeles, ținem cont întotdeauna că se mențin unghiurile drepte.
Când suportul este sudat, folosind burghie și freze, facem un orificiu central în el și găuri pentru atașarea suportului la suportul mașinii, folosind știfturi și piulițe standard M8. Pentru a centra suportul pe suportul mașinii, se folosește o șaibă de ghidare 4, care este sudată pe placa de jos și este clar vizibilă în desenul de sus.
Datorită canelurilor semicirculare din peretele frontal 1 al suportului, care sunt realizate la 30º în fiecare direcție, va fi posibilă derularea căruciorului fix și a piesei în plan vertical cu aceleași 30º în direcții diferite, ceea ce extinde posibilitățile de prelucrare a piesei cu o freză în diferite unghiuri.
Și datorită canelurilor obișnuite din etrier, întreaga consolă poate fi desfășurată într-un plan orizontal, folosind scara standard în grade de pe etrier. În general, va fi posibil să derulați și să fixați piesa de prelucrat în ambele planuri și să o mutați în timpul procesării atât în plan vertical, cât și în plan orizontal.
Freza pentru prelucrarea piesei este fixată într-o mandrina de strung obișnuită, iar dacă freza are o tijă conică care se potrivește cu conica Morse din axul mașinii dvs., atunci puteți scoate mandrina și fixați freza direct în axul mașinii. .
Și pentru a face urmărirea precisă a mișcării tăietorului, nu strica să realizați un suport de tabletă pentru desenele 7, de-a lungul căruia va aluneca indicatorul de urmărire 8, fixat pe suportul mașinii și care este prezentat în figură.
Făcând un dispozitiv atât de simplu, vei extinde semnificativ funcționalitatea strungului tău.
Dispozitiv pentru deplasarea lină a contrapuntului.
Acest dispozitiv simplu face posibilă deplasarea lină și cu contrapunctului cost minim. Și veți avea nevoie de un astfel de dispozitiv, de exemplu, pentru a găuri găuri foarte adânci, deoarece mișcarea penei la mașinile mici este de numai 50 - 60 mm. Și dacă strungul este suficient de mare, atunci contrapunctul greu poate fi deplasat fără efort.
 Pentru început, găurim câteva găuri în placa de contrapunctură din lateral și tăiem firul M 10 sau M12 în ele cu un robinet. În plus, folosind aceste găuri pe placa contrapunctului, înșurubăm un suport unghiular 1 (a se vedea figura) în care se rotesc rolele 4 și 5. Rotul de antrenare 3 și mânerul de antrenare 2 sunt montate pe rola 4.
Pentru început, găurim câteva găuri în placa de contrapunctură din lateral și tăiem firul M 10 sau M12 în ele cu un robinet. În plus, folosind aceste găuri pe placa contrapunctului, înșurubăm un suport unghiular 1 (a se vedea figura) în care se rotesc rolele 4 și 5. Rotul de antrenare 3 și mânerul de antrenare 2 sunt montate pe rola 4.
Și pe rola 5 sunt montate roțile dințate conduse 6 și roata 7 cu un diametru mai mic, care rulează pe cremaliera standard a patului mașinii și, prin aceasta, antrenează contrapunctul mașinii. Dacă doriți, puteți face în continuare o carcasă mică din tablă sau folie de plastic, care va acoperi angrenajele de praf, pe care este de dorit să o lubrifiați.
Dispozitiv pentru fixarea burghiilor pe suportul masinii .
Acest accesoriu pentru strung va fi de asemenea util dacă trebuie să forați găuri suficient de adânci cu burghie lungi. În plus, vă va permite să îndepărtați rapid burghiul din gaură pentru a îndepărta așchii și a lubrifia burghiul.
La urma urmei, viteza de mișcare a penei contrapunctului este foarte mică, iar viteza mișcării longitudinale (avansare mecanică) a etrierului este mult mai mare. Și acest dispozitiv va crește productivitatea pieselor de foraj, mai ales dacă sunt multe și dacă adâncimea găurilor este semnificativă.
 Baza dispozitivului este suportul pentru burghiu 1 (vezi figura), care este fixat în suportul pentru scule al mașinii. Suportul are un orificiu conic pentru fixarea tijei conice a unei mandrine de burghiu sau a unui burghiu cu tija conica.
Baza dispozitivului este suportul pentru burghiu 1 (vezi figura), care este fixat în suportul pentru scule al mașinii. Suportul are un orificiu conic pentru fixarea tijei conice a unei mandrine de burghiu sau a unui burghiu cu tija conica.
Desigur, axa găurii conice a suportului pentru burghiu (sau mandrina) trebuie să coincidă cu axa axului capului strungului. Același lucru ar trebui să fie luat în considerare la fixarea suportului de burghiu în suportul de scule al mașinii. Deoarece la cea mai mică nealiniere este posibilă o scădere a calității forajului, ruperea pereților găurii și chiar ruperea burghiului.
Alimentarea la găurirea unor piese se realizează prin mișcarea longitudinală a glisierei etrierului. Și avantajul acestui dispozitiv, așa cum s-a menționat mai sus, este viteza mai mare de mișcare a sculei de tăiere, mai ales atunci când trebuie să găuriți găuri adânci și de multe ori trebuie să scoateți burghiul pentru a îndepărta așchii.
Când faceți un astfel de suport de burghiu, nu este necesar să-i faceți corpul cilindric ca în figură, este posibil să faceți un corp sub formă de bară și este mult mai ușor să îl faceți pe mașină de frezat. Dar este, de asemenea, posibil să faceți un corp cilindric pe un strung și apoi să sudați o placă cu o grosime de 10-15 mm pe lateral, pentru care dispozitivul va fi prins în suportul de scule al strungului.
Suport de matriță îmbunătățit .
La filetarea cu matrițe, care sunt instalate în suporturi convenționale de matriță, se obține adesea firul tăiat Calitate rea din cauza nealinierii sculei de tăiere. Pentru a evita acest lucru, la începutul filetării, trebuie să sprijiniți întotdeauna un suport de matriță convențional cu un suport de contrapunctură.
Cu toate acestea, este mult mai rapid și mai convenabil să lucrați la filetare cu ajutorul unui suport de matriță îmbunătățit, pe care îl puteți realiza singur pe același strung. Figura din stânga arată unul dintre modelele unui astfel de suport de matriță.
 Mandrinul 1 cu tija sa conică este introdusă în orificiul conic al penei contrapuntului. Pe dorn, un geam 2 și un manșon înlocuibil 4 sunt montate liber (dar cu un spațiu minim), în care matrița este fixată cu un șurub. Conpozitul cu unealta este adus la piesa de prelucrat rotativă. În plus, mișcarea instrumentului se realizează prin mișcarea penei.
Mandrinul 1 cu tija sa conică este introdusă în orificiul conic al penei contrapuntului. Pe dorn, un geam 2 și un manșon înlocuibil 4 sunt montate liber (dar cu un spațiu minim), în care matrița este fixată cu un șurub. Conpozitul cu unealta este adus la piesa de prelucrat rotativă. În plus, mișcarea instrumentului se realizează prin mișcarea penei.
În contact cu piesa, sticla 2 este împiedicată să se rotească prin mânerul 3, pe care, de altfel, puteți pune un tub și îl puteți sprijini de cadrul mașinii. Cupa 2 se mișcă liber de-a lungul dornului 1 în timpul filetului. La sfârșitul filetului, rotația axului mașinii este inversată și unealta se îndepărtează de piesă.
Pentru cei care nu au turatii mici, cel mai bine este sa taiati firul prin rotirea axului masinii manual, cu mandrina sau folosind un maner special care se introduce din spatele axului.
Dispozitiv pentru gaurire si filetare simultana .
Un dispozitiv de fixare pentru un strung care vă permite să găuriți simultan o gaură și să tăiați un filet exterior într-o singură instalare a instrumentului este prezentat în figura de mai jos.
 Mandrinul 4 al acestui dispozitiv este introdus, de asemenea, în suportul de punte al strungului. În fața dornului există un cuib pentru fixarea burghiului. Și dornul mobil exterior 2 este pus pe dornul 4 și se deplasează de-a lungul acestuia în direcția axială. Cheia 3 o împiedică să se rotească.
Mandrinul 4 al acestui dispozitiv este introdus, de asemenea, în suportul de punte al strungului. În fața dornului există un cuib pentru fixarea burghiului. Și dornul mobil exterior 2 este pus pe dornul 4 și se deplasează de-a lungul acestuia în direcția axială. Cheia 3 o împiedică să se rotească.
În partea din față a dornului exterior există un orificiu pentru un manșon înlocuibil cu o matriță și există un șurub 1 care le fixează. După ce dornul interior este introdus în suportul contrapunctului, un inel 5 cu un mâner 6, un dorn exterior 2 sunt puse pe dorn și se introduc un burghiu și o matriță.
La sfârșitul găuririi, fără a scoate burghiul din gaură, comutăm viteza axului la un număr care corespunde filetului. Mandrinul exterior este alimentat manual de la dreapta la stânga. În acest caz, firul este corect și concentric în raport cu gaura forata. La sfârșitul filetului și la schimbarea direcției de rotație a axului mașinii, dornul exterior se mișcă invers de la stânga la dreapta.
Un alt dispozitiv adaptor simplu, dar util de casă este descris aici și va ajuta la fixarea unei freze mai groase care nu se potrivește în suportul obișnuit de scule de strung.
Ei bine, în concluzie dispozitive de casă pentru strunguri, public chiar mai jos un alt videoclip de pe canalul meu suvorov-personalizat, în care arăt un alt simplu, dar foarte dispozitiv util, cu care puteți centra foarte rapid piesa de prelucrat și apoi, în final, o prindeți exact în mandrina de strung.
Accesorii de fabrica pentru strunguri.
Există o mulțime de dispozitive din fabrică, dar le voi descrie pe cele mai comune și utile.
Riglă cu con universal .
 Este utilizat pentru prelucrarea suprafețelor conice pe strung. Rigla este instalată paralel cu generatoarea suprafeței conice și top parte etrierul de strung se rotește cu 90 de grade.
Este utilizat pentru prelucrarea suprafețelor conice pe strung. Rigla este instalată paralel cu generatoarea suprafeței conice și top parte etrierul de strung se rotește cu 90 de grade.
Citirea unghiului de rotație al riglei conului se face în funcție de diviziunile (milimetru sau unghiular) marcate pe scară. Unghiul de rotație al riglei trebuie să fie egal cu unghiul pantei conului.
Și dacă scara riglei nu are diviziuni de grade, ci diviziuni milimetrice, atunci valoarea de rotație a riglei este determinată de una dintre formulele publicate mai jos:

Unde h este numărul de diviziuni milimetrice pe scara riglei conului,
iar H este distanța de la axa de rotație a riglei până la capătul acesteia, la care scara nu este purtată. Litera D este cel mai mare diametru al conului, litera d este cel mai mic diametru al conului, litera L este lungimea conului, litera α este unghiul conicității și litera R este conicitatea.
Rezistențe fixe și mobile .
Proiectat pentru prelucrarea arborilor nerigizi (subțiri). Suportul stabil, prezentat în figură, constă dintr-un corp din fontă 1, cu care se fixează un capac articulat 6 cu un șurub 4, care facilitează instalarea piesei. Baza corpului de sprijin stabil are o formă corespunzătoare ghidajelor patului, pe care este fixată cu ajutorul unei bare 2 și a unui șurub 3.
Două came 8 se mișcă în corp cu ajutorul șuruburilor de reglare 9, iar o came 7 se mișcă în capac.Șuruburile 5 servesc la fixarea camelor în poziția dorită.Un astfel de dispozitiv vă permite să instalați arbori de diferite diametre în mod constant. odihnă.
Dar este mult mai eficient un repaus constant modernizat (vezi figura de mai jos), în care camele inferioare rigide sunt înlocuite cu rulmenți cu bile 8. Acestea sunt reglate în funcție de diametrul suprafeței de prelucrat cu ajutorul arborelui de comandă situat în centru. , sau de partea în sine.
 După aceea, capacul 2 al luneții este coborât și, ajustând poziția tijei 5 cu piulița 4, capacul este instalat astfel încât spațiul dintre baza luneții și capac să fie de 3-5 mm. Această poziție a tijei 5 este fixată cu o piuliță de blocare 3.
După aceea, capacul 2 al luneții este coborât și, ajustând poziția tijei 5 cu piulița 4, capacul este instalat astfel încât spațiul dintre baza luneții și capac să fie de 3-5 mm. Această poziție a tijei 5 este fixată cu o piuliță de blocare 3.
Apoi, folosind excentricul 1, capacul este apăsat pe baza suportului stabil, în timp ce sub acțiunea arcului 6, rulmenții superioare cu bile 7 presează cu forță piesa de prelucrat. Deformarea piesei este percepută nu de rulmenții cu bile, ci de arcul 6, care servește ca amortizor.
Lunete mobile. Spre deosebire de suporturile fixe fixe, care sunt fixate pe mașinile de control, există și suporturi fixe mobile (vezi figura de mai jos), care sunt fixate pe căruciorul etrierului.
 Deoarece suportul stabil mobil este fixat pe căruciorul etrierului, acesta se deplasează împreună cu acesta de-a lungul piesei de prelucrat, urmând freza. Astfel, susține piesa direct în punctul de aplicare a forței și o protejează de deformari.
Deoarece suportul stabil mobil este fixat pe căruciorul etrierului, acesta se deplasează împreună cu acesta de-a lungul piesei de prelucrat, urmând freza. Astfel, susține piesa direct în punctul de aplicare a forței și o protejează de deformari.
Suportul mobil este folosit pentru strunjirea fină piese lungi. Are două sau trei came. Sunt extinse și fixate în același mod ca camele unei lunete fixe.
Camele trebuie să fie bine lubrifiate, astfel încât frecarea să nu fie prea mare. Pentru a reduce frecarea, vârfurile cu came sunt realizate din fontă, bronz sau alamă. Mai bine, în loc de came, folosiți role din rulmenți.
Și în concluzie, cei care doresc pot urmări în videoclipul de mai jos cum am salvat un utilaj de o precizie deosebit de mare 16B05A de la fier vechi.
Și puțin mai jos, am postat un videoclip despre un dispozitiv de împărțire de casă pentru strungul meu TV 4, pe care l-am făcut în doar câteva ore.
Ei bine, chiar și mai jos este afișat și spus despre restaurarea aparatului meu TV - 4.
Asta pare să fie tot. Desigur, aici nu au fost publicate toate accesoriile pentru strunguri, dar dacă măcar corpurile publicate în acest articol apar în atelierul dumneavoastră, atunci posibilitățile atelierului dumneavoastră se vor extinde semnificativ, succes creativ pentru toată lumea.
Cele mai utilizate scule pentru lucrările de strunjire și șlefuire sunt centre, mandrine cu falci și mandrine, care sunt folosite și în alte lucrări (de exemplu, foraj).
Pe fig. 122 prezintă desenele centrelor strungului: normal (Fig. 122, α), cu un capăt sferic (Fig. 122, b), utilizat atunci când linia centrală a piesei de prelucrat este decalată față de linia centrelor de mașina, semicentre (Fig. 122, c), permițând combinarea capetelor exterioare de strunjire longitudinală și tăiere. Pentru a crește rezistența la uzură a centrelor, acestea sunt armate cu un aliaj dur sau suprafața conului este metalizată.
Datorită încălzirii în timpul procesului de tăiere, care face ca piesa de prelucrat să se alungească, forța de strângere se modifică. Pentru ca forța de strângere să fie constantă, compensatorii sunt plasați în contrapunctură diverse modele: arc, pneumatic și hidraulic, care vă permit să deplasați ușor pana atunci când piesa de prelucrat este încălzită. Astfel de compensatoare sunt de obicei utilizate la fixarea piesei de prelucrat în centre rotative.
Pentru a preveni deformarea semifabricatelor de arbore nerigide, se folosesc suporturi suplimentare lunette tip mobil sau fix. Modelele convenționale ale suporturilor fixe universale staționare nu îndeplinesc cerințele prelucrării de mare viteză, deoarece camele de sprijin stabile din bronz sau fontă se uzează rapid și se formează un gol în interfața lor cu piesa de prelucrat, ceea ce duce la vibrații. V. K. Seminsky a propus modernizarea lunetei (Fig. 123). La baza 1 a suportului stabil, în loc de came 7, sunt instalați rulmenți cu bile, iar mufa cu came din capacul 2 este alezată și este introdusă o tijă 4 cu un arc 5. Un cercel 6 cu doi rulmenți cu bile este introdusă în el. fixat pe tijă. Rulmenții cu bile ai bazei de sprijin stabil sunt reglați la diametru în funcție de rola de control instalată în centre sau în funcție de piesa de prelucrat în sine.
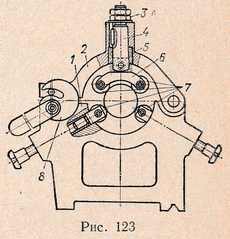
Apoi se pune capacul 2 al suportului stabil și piulița 3 reglează poziția tijei 4 astfel încât spațiul dintre bază și capac a fost de 3…5 mm, după aceea, capacul este apăsat cu un excentric 8. În acest caz, arcul 5 este comprimat, iar rulmenții cu bile instalați în cercel încep să apese cu forță piesa de prelucrat pe rulmenții cu bile ale bazei.
Bătaia datorată ovalității și grosimii inegale a diferitelor secțiuni ale piesei de prelucrat cu acest design al suportului constant este percepută de arcul 5, care acționează ca un amortizor de șoc.
Cele mai comune dispozitive pentru transmiterea cuplului la piesele de prelucrat de pe axul capului sunt dispozitive cu lesă: cleme, capse, dornuri de antrenare, plăci frontale de antrenare, mandrine de antrenare, mandrine cu came, dispozitive de strângere a colilor.
Clemele convenționale și cu autostrângere sunt de utilizare limitată, deoarece necesită un timp semnificativ de instalare, prin urmare, dornurile de antrenare cu autostrângere sunt mai des utilizate. În acest caz, puteți instala și îndepărta piesele de prelucrat în timp ce rotiți axul. Piesa de prelucrat instalată în centre este deplasată spre stânga prin apăsarea penei, contrapunctului, în timp ce dinții lesei sunt presați în capătul piesei de prelucrat, ceea ce asigură transmiterea cuplului de la ax la piesa de prelucrat. 
Dintre mandrinele utilizate pentru montarea și fixarea pieselor de prelucrat pe strunguri, mandrinele cu trei fălci cu autocentrare sunt cele mai comune. Pentru a fixa piesele de prelucrat asimetrice, mandrinele cu patru fălci sunt de obicei utilizate cu mișcare independentă a fiecărei came cu un șurub.
La bazarea piesei de prelucrat pe suprafața interioară, se folosesc dornuri extensibile cu o acționare pneumatică. Cel mai caracteristic design al unei mandrine de antrenare pneumatică este mandrina prezentată în Fig. 124. În acest design, puteți instala și îndepărta piesa de prelucrat fără a opri axul mașinii. Mandrina este echipată cu un centru plutitor cu blocare automată. Pistonurile 7 sunt instalate în orificiile corpului dispozitivului, în ale căror caneluri se află roți dințate 5 care se rotesc pe axele 6 presate în pistonii 7. Roțile dințate 5 sunt cuplate cu penele cu cremalieră 8, care, cu teșile lor, cu cu ajutorul inserțiilor cruciforme 4, situate în canelurile blocurilor 3, mută plăcuțele cu came excentrice pe piesa de prelucrat prinsă. Camele 1 se rotesc pe axele 2 fixate în blocurile 3.În mijlocul cartuşului există un manşon 14 cu un cartuş plutitor 16 conectat rigid la corpul cartuşului. Capul 10 este conectat la tija cilindrului pneumatic al balansoarului 9. 
La strângere, capul 10 împinge pistonii 7 și avansează manșonul 15, așezat pe manșonul 14. Camele 1 sunt presate de șuruburile de oprire 12 prin pistonii cu arc 11, care asigură că partea din mijloc a suprafeței camei și atingerea piesei de prelucrat prins. Când camele 1 se sprijină pe piesa de prelucrat, angrenajele 5, rostogolindu-se peste dinții penelor de cremalieră 8, mișcă manșonul 15, care prinde centrul 16 cu corpul său și trei bile.
Pe fig. 125 prezintă proiectarea contrapunctului unui strung cu un centru rotativ încorporat și un cilindru pneumatic pentru deplasarea penei. Acest dispozitiv vă permite să reduceți timpul petrecut cu mutarea penei. Pena 2 se deplasează cu centrul rotativ 1 prin intermediul tijei 3 și a pistonului 5 al cilindrului pneumatic 4. Când aerul comprimat pătrunde în cavitatea dreaptă a cilindrului, pistonul, deplasându-se spre stânga, împinge cana către piesa de prelucrat. fiind prelucrat cu tija.
Cilindrul pneumatic 4 este fixat rigid pe corpul contrapuntului. Cu ajutorul supapei de distribuție 6, antrenarea este controlată.
Pentru prelucrarea pieselor de prelucrat pe strung, se folosesc mandrine pneumatice cu trei fălci cu fălci reglabile. Utilizarea fălcilor reglabile se datorează necesității de a prelucra piese de diferite dimensiuni. Rearanjarea frecventă a camelor (sau plăcuțelor) necesită rotirea sau șlefuirea acestora, ceea ce în mod natural îngreunează schimbarea, mai ales în timpul zilei de lucru. Prezentat în fig. Designul 126 permite nu numai reglarea fălcilor în funcție de forma piesei de prelucrat sau de dimensiunile acesteia, ci și de a reajusta rapid mandrina pentru a lucra. centre. În corpul 2 al cartuşului se află un cuplaj 1 legat printr-un filet de tija de antrenare pneumatică. Capetele lungi ale celor trei pârghii 3 intră în canelura cuplajului, iar capetele lor scurte intră în canelurile glisoarelor 4 conectate prin șuruburi 5 la camele 6. Un risc inelar 7 este aplicat pe suprafața de capăt a cartușului și există diviziuni pe came care vă permit să preinstalați camele. La transformarea mandrinei pentru a lucra în centre, un manșon adaptor cu un centru normal este introdus în orificiul central, iar una dintre came este folosită ca o lesă.
În unele cazuri, este recomandabil să centrați piesele de prelucrat cu umeri sau flanșe pe știfturi scurte, rigide sau în adâncituri și să le prindeți de-a lungul axei. Pe fig. 127 prezintă proiectarea unui dispozitiv pneumatic pentru strângerea axială a unei bucșe cu flanșă cu pereți subțiri. Manșonul este centrat în decupajul discului 7 atașat corpului 1 și prins de-a lungul axei de trei pârghii 6, plantate pe axa 5. Pârghiile sunt acționate de o tijă conectată la șurubul 2, la mișcarea pe care o deplasează. se deplasează de culbutorul 4 împreună cu pârghiile 6, strângând piesa de prelucrat. Când împingerea se deplasează de la stânga la dreapta, șurubul 2, prin intermediul piuliței 3, deplasează culbutorul 4 cu pârghiile 6 în lateral. Degetele pe care sunt așezate pârghiile 6 alunecă de-a lungul canelurilor oblice ale discului 7 și astfel, atunci când piesa de prelucrat este desfăcută, ele se ridică ușor (așa cum se arată printr-o linie subțire), permițând eliberarea piesei de prelucrat și o nouă piesă de prelucrat. a fi instalat.
Prinderea de-a lungul umărului vă permite să prelucrați atât suprafețele externe, cât și cele interioare.
Întreprinderile folosesc și dispozitive pneumatice cu pârghii de prindere interschimbabile, care asigură concentricitatea suprafețelor exterioare și interioare de prelucrat. Designul unui astfel de dispozitiv este prezentat în Fig. 128 și este un corp 5, în interiorul căruia pârghiile 2 și 4 sunt montate pe osii articulate. Capetele scurte ale pârghiilor ies în afară, iar capetele lungi sunt instalate în canelura dreptunghiulară a tijei 3. În orificiu filetat tija 1 este înșurubată, conectată la tija cilindrului pneumatic (nu este prezentată în figură). Corpul dispozitivului de fixare este centrat pe placa frontală 7 a mașinii cu un manșon 6. 
Când tija 1 se mișcă cu tija 3 de la dreapta la stânga, capetele scurte ale pârghiilor 2 și 4 fixează piesa de prelucrat.
Cartușele sunt folosite și la instalarea semifabricatelor pe baze prelucrate. Pe fig. 129 prezintă proiectarea cartușului cu instalarea piesei de prelucrat în orificiul central și strângerea flanșei. La fixare, camele 3, așezate la capetele tijelor 1, se sprijină pe bara 2 cu proeminențele lor, descarcând tijele de forțele de îndoire. La desfacerea piesei prelucrate, camele 3 cu proeminențele lor exterioare inferioare 4 se sprijină pe bara 2, eliberând piesa, iar cu proeminențele interioare 5 o împing de pe știftul de montare. 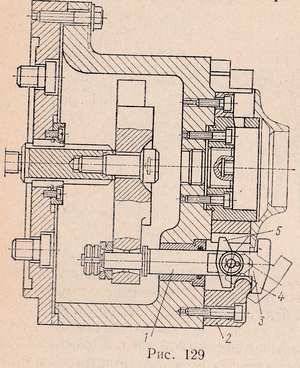
Pentru prelucrarea pe dornuri se aplica tipuri diferite dispozitive pneumatice de expansiune. Pe fig. 130 prezintă proiectarea unui dorn expansor cu trei came. Este alcătuit dintr-un corp 2 cu un manșon filetat din fontă 3 înșurubat pe axul mașinii. Piesa de prelucrat este prinsă cu trei came 4 situate la un unghi de 120° în orificiile corpului dornului și retractabilă cu ajutorul unui manșon 5 cu trei pene. Bucșa este deplasată de o tijă 1 de la o antrenare pneumatică. Camele 4 revin la poziția inițială atunci când piesa prelucrată este eliberată de inelele cu arc 6.
Principalul dezavantaj al plasării unui antrenament pneumatic la capătul din spate al axului este imposibilitatea procesării stocului de bare. Pe fig. 131 prezintă proiectarea unei mandrine pneumatice, care permite prelucrarea pieselor de prelucrat dintr-o bară care trece prin orificiile axului mașinii. În acest design, aerul comprimat intră printr-o cutie de joncțiune montată pe capătul din spate al axului mașinii. Conducta de aer de la cutie de distribuție la cartuș este situat în două tuburi metalice 1 lipite în canelurile țevii 2.
La prinderea piesei de prelucrat, aerul comprimat este direcționat în cavitatea dreaptă a cartușului, deplasând pistonul 3 cu inelul 5 înșurubat în el. Acest inel, apăsând pe came 6, le deplasează de-a lungul suprafeței conice a manșonului 4, astfel prinderea piesei de prelucrat. Pentru a desface piesa prelucrată, aerul comprimat este direcționat în cavitatea din stânga a cartușului, deplasând pistonul 3 spre dreapta, în timp ce camele 6 sub influența inelului elastic 7 diverg.
Accesorii pentru strunguri
Fixările reprezintă echipament optional, cu care piesele sau uneltele sunt fixate și asigurate în conformitate cu cerințele proces tehnologic. Atașamentele pentru strunguri pot face strunjirea mai productivă, mai convenabilă și pot îmbunătăți precizia prelucrării. De asemenea, datorită dispozitivelor de fixare pentru mașini-unelte, este posibilă creșterea duratei de viață a uneltelor și a componentelor mecanice individuale ale echipamentului.
Atașamentele speciale pot extinde foarte mult capacitățile strungurilor universale la operațiuni simple de frezare sau găurire.
Toate accesoriile pentru strunguri în scopul unificării pot fi clasificate după următoarele caracteristici principale: design; dimensiuni echipament: dimensiuni piese de prelucrat; precizie de prelucrare realizabilă folosind dispozitivul de fixare.
Prin proiectare (în funcție de metoda de instalare și fixare a pieselor de prelucrat), dispozitivele de strunjire sunt împărțite în următoarele grupe: mandrine cu came, antrenare, colț și membrană; centre de strunjire; dornuri de strunjire bazate pe conicitatea axului; lunette; plăci frontale.
Mandrinele cu came vin în mandrine cu două, trei și patru fălci.
Mandrinele cu autocentrare cu două fălci sunt folosite pentru a ține piese mici de prelucrat care nu necesită o centrare precisă. Mandrinele cu autocentrare cu două fălci dețin diverse piese turnate și forjate, iar fălcile unor astfel de mandrine sunt adesea concepute pentru a susține un singur tip de dimensiune a piesei de prelucrat.
Cea mai utilizată mandrina cu trei fălci cu autocentrare. Folosit la prelucrarea pieselor rotunde și hexagonale sau a barelor rotunde diametru mare. Amplasarea suprafețelor de prindere cu pervaz pe trei raze diferite mărește gama pieselor de prelucrat prinse și facilitează schimbarea mandrinei de la o dimensiune la alta. Avantajul mandrinelor universale cu trei fălci este simplitatea designului și forța de strângere suficientă, iar dezavantajul este o uzură puternică a spiralei și pierderea prematură a preciziei mandrinei. Mandrinele cu trei fălci autocentrante sunt realizate în trei tipuri (1, 2 și 3), în două versiuni fiecare; mandrine din versiunea 1 - cu fălci solide, versiunea 2 - cu fălci prefabricate.
Semifabricatele cu formă liberă sunt montate într-o mandrină cu patru fălci cu o antrenare individuală a fălcilor, ceea ce face posibilă centrarea lor. Mandrinele cu patru fălci cu mișcare independentă a camei sunt montate direct pe capetele cu flanșă ale arborelui sau printr-o flanșă adaptoare. În mandrinele cu autocentrare cu patru fălci, barele sunt fixate secțiune pătrată, și în mandrine cu reglare individuală a fălcilor - semifabricate dreptunghiulare sau asimetrice.
Mandrinele cu came sunt realizate cu actionare manuala si mecanizata a mecanismelor de prindere. Mandrina automată cu două fălci este montată pe ax cu o placă frontală, la care corpul mandrina este atașat cu patru șuruburi. Glisoarele asociate cu fălcile cartuşului se deplasează în canelurile carcasei.
Mandrina este alimentată de un cilindru pneumatic montat pe capătul din spate al arborelui. Piesa de prelucrat este prinsă în momentul în care glisorul, deplasându-se spre stânga, rotește pârghiile în jurul axelor, deplasând camele în centru. Pentru a îndepărta piesa prelucrată, glisorul se deplasează spre dreapta. Fălcile înlocuibile sunt pre-ajustate manual la o anumită dimensiune a piesei de prelucrat cu un șurub. În funcție de dimensiunea și forma semifabricatelor, came înlocuibile sunt instalate pe mandrina pe proeminențele bazelor și atașate cu șuruburi. Opritoarele sunt fixate în funcție de dimensiunea piesei de prelucrat și fixate cu șuruburi care se deplasează în canelurile în formă de T ale corpului și cu piulițe. Tija cu ajutorul cheilor asigură deplasarea simultană a camelor la reglarea cartuşului.
Utilizarea unei mandrine automate reduce timpul de strângere a piesei de prelucrat și de desprindere a piesei prelucrate în comparație cu mecanism manual cu 70...80%; facilitează foarte mult munca lucrătorului. Cartușul constă dintr-un corp, fălci principale și deasupra capului, o inserție înlocuibilă cu un centru plutitor și excentrice, în ale căror șanțuri inelare intră știfturi. Prinderea și deblocarea rapidă a camelor aeriene în timpul reajustării lor se realizează prin tije prin excentrice.
Pentru prelucrarea pieselor de prelucrat, cum ar fi un arbore, în mandrina este instalată o inserție înlocuibilă cu un centru plutitor și o canelură de-a lungul diametrului exterior. Piesa de prelucrat este plasată în centre (centrul și centrul spate al mașinii) și strânsă cu came plutitoare folosind o bucșă blocată cu pană, care este conectată la un antrenament montat pe capătul din spate al axului mașinii. Expansiunea se realizează folosind o flanșă.
În condițiile producției unice și la scară mică, instalarea pieselor de prelucrat, în funcție de starea suprafețelor lor de susținere, se realizează pe căptușeli, suprafețe de sprijin ale camelor sau direct pe placa frontală a mașinii. Piesele de prelucrat sunt fixate cu came sau cleme.
Instalarea și fixarea pieselor de prelucrat în dispozitive speciale sunt utilizate în producția de serie și în masă, precum și în fabricarea de piese de mare precizie, de dimensiuni mari și cu pereți subțiri.
Fălcile reglabile sunt folosite pentru a asigura piesele de prelucrat care au formă de rotație. Ele pot fi folosite pentru a susține piesa de prelucrat și pentru a face mișcări mici în timpul alinierii. Camele sunt fixate pe placa frontală cu șuruburi instalate în una sau două caneluri. Camele pot fi amplasate oriunde pe placa frontală.
Chinurile sunt folosite pentru a fixa piesele de prelucrat pe placa frontală a mașinii sau într-un dispozitiv special. Clema este un set de prindere format dintr-un șurub de fixare, șaibă, piuliță, bară de prindere și un suport, care poate fi reglabil sau sub formă de blocuri trepte.
Mandrinele și diferitele manșoane adaptoare sunt utilizate pentru a instala și a securiza unealta axială.
La găuri, frezele sunt instalate și fixate pe etriere verticale folosind suporturi multi-tăiere, iar în turelă - folosind suporturi speciale de foraj.
Suporturile de alezat sunt realizate ca un singur tăietor cu atașare directă de tăiere și cu freză dublă cu atașament de tăietor oblic.
Șurubul este împiedicat deplasarea axială printr-un cracker. Camele pot fi rotite la 180° pentru a fixa piesele de prelucrat pe interior sau suprafata exterioara. Pe suprafața frontală a mandrinei sunt aplicate semne concentrice (distanța dintre ele este de 10 ... 15 mm), care vă permit să setați camele la aceeași distanță de centrul mandrinei.
Varietatea modelelor de mandrine cu came nu ne permite să descriem caracteristicile funcționării fiecăruia dintre ele. Astfel de cartușe sunt utilizate pentru prelucrarea de precizie, atunci când este necesar să se excludă orice posibilitate de deformare a piesei de prelucrat. Dispozitivul fixează piesa de prelucrat în două etape (succesiv) prin intermediul unui mâner cu două fălci.
Poziția camelor este determinată de bucșa separată care le antrenează. Cursa este suficientă pentru a compensa diferența de diametru al piesei de prelucrat dintre cele două fălci. Mandrina cu autocentrare cu deschidere larga conceputa pentru intoarcerea pieselor de tip furca. Lungime cursa clemei 210 mm.
Sistem de mișcare a piesei de prelucrat - pârghie
Mandrina este proiectată pentru strunjirea pieselor de prelucrat în centre. Mânerele plutitoare compensează rugozitatea de pe suprafața piesei de prelucrat în timpul instalării acesteia. Un set de trei fălci, prinzând partea deformabilă (diafragma) a piesei de prelucrat, o centrează cu ajutorul unor știfturi de pre-setare. Apoi piesa de prelucrat este prinsă cu cleme.
Acționare mandrină - cilindru hidraulic. Mandrinele de antrenare sunt utilizate pe strunguri la prelucrarea pieselor de prelucrat, cum ar fi arborii în centre. Mandrina de antrenare transmite rotația piesei de prelucrat prin știftul de antrenare și tija gulerului, care este atașată la piesa de prelucrat cu un șurub.
Mandrina de antrenare universală este proiectată pentru a localiza piesele de prelucrat, cum ar fi un arbore și pentru a le transmite cuplul în timpul prelucrării pe strunguri, inclusiv pe cele cu CNC. În orificiul corpului tijei sunt instalate un centru plutitor și un arc situat între bucșele filetate. O tijă este instalată în capătul din spate al centrului. Corpul cartuşului are o canelură şi un disc, în care trei degete fixe sunt fixate la 120 °.
Pe disc sunt instalate și trei degete, pe care sunt fixate came înlocuibile cu suprafețe nedintate și o carcasă rotativă. Discul, rotindu-se, poartă de-a lungul camelor, care acoperă degetele fixe cu caneluri și, mișcându-se împreună cu discul, se rotesc în raport cu degetele, drept urmare camele prind uniform piesa de prelucrat, transmițându-i cuplul. Când capacul este rotit în sens invers acelor de ceasornic, camele se deschid și sunt fixate cu un blocaj cu arc.
Toate dispozitivele de fixare pentru strunguri sunt împărțite în universale, concepute pentru prelucrarea diferitelor piese de prelucrat și speciale - pentru prelucrarea unei singure piese de prelucrat.
Luați în considerare dispozitivele universale pentru strungurile de tăiere cu șuruburi.
Centrele sunt folosite pentru a instala (baza) piesele de prelucrat între axul mașinii și suportul contrapunctului. Pentru a instala semifabricate în centre, găurile centrale sunt pre-găurite la capete.
Transmiterea cuplului de la ax la prelucrarea în centre se realizează de obicei prin mandrine sau dispozitive de antrenare.
Figura prezintă o mandrină de antrenare înșurubate pe ax și o clemă 2 fixată la capătul stâng al piesei de prelucrat cu un șurub 3. Pentru prelucrarea la viteză mare a arborilor, centrele din spate 4 sunt folosite sudate cu sormit sau echipate cu plăci din aliaj dur. , precum și centrele rotative.
Pentru a reduce timpul de fixare a piesei de prelucrat și pentru a asigura siguranța muncii, se folosesc diverse coliere cu autostrângere sau mandrine de antrenare cu autostrângere. Acțiunea gulerului de auto-prindere este ușor de zguduit când luăm în considerare imaginea. Când mandrina de antrenare este rotită, degetul său 2 se sprijină pe pârghia de cleme 1, care prinde piesa de prelucrat 3 de prelucrat.
În cazurile în care este imposibil să se fixeze piesele de prelucrat în cartușe convenționale, se folosește un dispozitiv special sau o placă frontală la care este atașat un pătrat. Pe ea se instalează și se fixează piesa de prelucrat 2. Pentru echilibrarea maselor rotative, pe placa frontală este atașată o contragreutate 3.
Mandrinele autocentrante și cu patru fălci din designul de mai sus, precum și placa frontală, necesită strângerea manuală a piesei de prelucrat. Acesta este defectul lor comun. În producția de masă și în serie, pentru a reduce timpul auxiliar, se folosesc cartușe pneumatice, hidraulice, electrice de mare viteză etc.
La întoarcerea arborilor nerigizi (a căror lungime este de 10 ori sau mai mare decât diametrul lor), instalarea lor numai pe centre, fără sprijin în partea din mijloc, se dovedește a fi insuficientă, deoarece în acest caz, sub acțiune a forței de tăiere va avea loc o îndoire semnificativă a piesei de prelucrat. Acest lucru îngreunează procesarea și provoacă o scădere a preciziei. Prevenirea îndoirii este asigurată prin introducerea unui suport suplimentar pentru piesele de prelucrat. Lunetele sunt folosite ca atare suport.
Fiecare strung este de obicei furnizat cu două suporturi fixe - mobile și staționare. Suportul fix este instalat și fixat pe pat; are trei came care susțin piesa de prelucrat în timpul prelucrării. Camele Lunette sunt de obicei echipate cu tampoane de bronz, umplute cu babbitt sau furnizate cu role. La viteze mari se observă tăierea, încălzirea semnificativă a bronzului sau chiar a camelor babbitt și a piesei de prelucrat, prin urmare, este mai rațional să se utilizeze suporturi stabile speciale pentru prelucrarea de mare viteză a arborilor.
Suportul stabil mobil este montat pe glisiera longitudinală a etrierului; camele sale ating suprafața prelucrată și preiau presiunea care, în lipsa lor, ar determina îndoirea piesei de prelucrat.
Este rațional să se utilizeze suporturi fixe mobile - amortizoare de vibrații, care nu numai că previn îndoirea piesei de prelucrat, dar în același timp amortizează vibrațiile care apar în timpul prelucrării arborelui. O riglă de copiere (con) este un dispozitiv pentru întoarcerea conurilor. Pe același principiu, se realizează de obicei prelucrarea suprafețelor modelate (curbilinii), în acest caz, în locul riglei de copiere este instalat un copiator de profil special, care are un contur corespunzător profilului necesar al piesei.
Lucrări de bază efectuate la strunguri
La strunguri se efectuează următoarele tipuri principale de lucrări: strunjirea suprafețelor cilindrice, tăierea suprafețelor de capăt, tăierea, găurirea, frezarea (fresarea), alezarea și alezarea găurilor, strunjirea conurilor externe și alezarea conurilor interne, filetarea (filetarea), strunjirea și alezarea în formă suprafete.
Strunjirea este împărțită în brut și finisaj. La strunjirea brută, o cantitate semnificativă de așchii este îndepărtată. Alocația normală pentru strunjirea brută este de obicei de 2-5 mm. Ca urmare a strunjirii brute, se realizează 1-3 clase de curățenie și 5-7 clase de precizie. Limitele de finisare variază cu 1-2 mm sau mai puțin pe latură.
Alimentare pentru strunjire fină cu freze rotunjite de ultimă oră ar trebui să fie mic, iar la întoarcerea cu incisivi largi, poate fi mai mare. Ca urmare a strunjirii fine, se obțin clasele 4-8 de puritate și clasele 2-4 de precizie.
Întoarcerea suprafețelor de capăt se efectuează cu freze de decojire sau de finisare. La prelucrarea unor astfel de suprafețe ale pieselor de prelucrat montate pe centrele strungurilor de șurub, se folosesc freze de tăiat și, în unele cazuri, centre de tăiere speciale. Găurirea, frezarea, alezarea găurilor se efectuează cu burghie, freze și alezoare.
Alezarea găurilor pre-forate sau a găurilor obținute în timpul operațiunilor de deblocare se realizează prin freze de decojire și finisare (cu muchia tăietoare rotunjită). Strunjirea suprafețelor conice poate fi efectuată cu o freză largă; cu glisiera superioară a etrierului întoarse; cu contrapunctură deplasată; folosind o riglă de copiere. O freză largă poate șlefui suprafețe conice cu o lungime de cel mult 15 mm.
La intoarcerea suprafetelor conice prin rotire slide de sus sania inferioară rămâne staționară, iar sania de sus este alimentată manual sau automat (la mașinile mari). Lungimea conului în acest caz este limitată de lungimea cursei glisierei superioare. Partea rotativă a etrierului trebuie rotită printr-un unghi a egal cu unghiul de înclinare a generatricei conului față de axa acestuia.
Rotirea conului prin metoda deplasării transversale a contrapuntului. Cu o contrapunctură deplasată, conurile cu unghiuri mici a pot fi răsucite, deoarece valoare maximă deplasarea capului în direcția transversală este relativ mică. Alezarea conurilor interne se poate face cu freza lată, prin rotirea glisierei superioare și cu ajutorul unei rigle de copiere folosind frezele corespunzătoare.
Dispozitive pentru fixarea unui instrument cu o coadă
Cea mai importantă condiție strunguri cu turelă de înaltă performanță este alegerea potrivita o unealtă auxiliară folosită pentru instalarea și fixarea sculelor de tăiere pe mașini-unelte.
Bucșele de prindere sunt folosite pentru a fixa freze cu dorn rotund, burghie, aleze, alte scule de tăiere, precum și suporturi în turelă. La instalare, bucșele sunt selectate în funcție de dimensiunea diametrului exterior al burghiului sau al tijei.
Pentru a fixa unealta instalată în suporturi sau diferite dispozitive ale unui strung cu turelă cu axa verticală a turelei, se folosesc rafturi rigide.
Dispozitive pentru prelucrarea suprafetelor modelate
Pentru a crește productivitatea și acuratețea prelucrării suprafețelor modelate cu un tăietor traversant, copiator. Copiatorul poate fi amplasat fie în față etrier încrucișat sau în spate.
Copiatorul este un disc cu o rază, egală cu raza R al sferei prelucrate, copiatorul se fixează pe căruciorul etrierului sau în lună. Degetul tăietor și copiator sunt setate astfel încât să atingă cele mai înalte puncte ale sferei de pe piesa de prelucrat și copiator. Suprafața bilei este prelucrată cu avansuri transversale și longitudinale automate.
Dispozitive pentru tăierea mai multor fire
Împărțirea în vizite se poate face cu ajutorul unui cartuş gradat. Mandrina este montată pe axul mașinii. La începutul primei caneluri elicoidale a filetului, semnele zero de pe ambele părți ale mandrinei trebuie să se potrivească. La tăierea următoarei caneluri elicoidale, slăbiți piulițele și rotiți partea rotativă a mandrinei împreună cu știftul de antrenare la unghiul corespunzător.
La împărțirea în intrări, se folosește și o mandrină cu fante. După tăierea unui fir al firului, piesa de prelucrat este rotită (eliberată de centre) și capătul îndoit al clemei este introdus în fanta corespunzătoare.
dornuri
strung cioplit dorn
Produsul care urmează a fi înfundat (cutter) se prelucrează pe un dorn, care trebuie să asigure rigiditatea prinderii și precizia de rotație. Mandrinul este instalat în orificiul conic al arborelui. Cuplul este transmis dornului de la ax după cum urmează: la capătul arborelui există o canelură dreptunghiulară în care este introdus dornul. Cel de-al doilea capăt al dornului este introdus într-o bucșă de bronz introdusă în suportul contrapunctului. Cuțitul de prelucrat este montat pe o cheie și asigurat cu o piuliță.
Mandrinul se instaleaza si in axul masinii cu tija conica, fixand-o de la intoarcere cu ajutorul unor plate, cu care dornul se introduce in canelura frezata de la capatul frontal al arborelui. Piesa de prelucrat a frezei este montată pe colțuri interschimbabile și presată pe partea inferioară a contrapuntului.
Pena desprinde petalele colțului cu centrul din spate, fixând astfel tăietorul de-a lungul orificiului. Cuțitul este protejat de rotație printr-o inserție înlocuibilă, care este înșurubat în corpul dornului. Dimensiunile dornurilor cu mandrine expansive depind de modulul frezei.
Instrument pentru sprijinirea frezelor cu filet
Permite o mișcare precisă în funcție de pasul tăietorului de fir după retragerea la fiecare tură. Este folosit pentru suport cu freză, pieptene și roată de șlefuit cu un singur fir. Cu acest dispozitiv, puteți prelucra tăietoare de filet prin mișcarea unealta atât spre contrapunctură, cât și în direcția opusă.
Dresser cu roată de șlefuit
Editarea cercului se realizează cu un creion diamant instalat în suport. Editarea se efectuează manual pe opriri. Baza poate fi rotită din poziția zero în ambele direcții. În poziția opritoarelor, roata de șlefuit este corectată la un unghi de 20 ̊ . Pentru a obține un unghi diferit de editare, opritoarele sunt deplasate de-a lungul canelurii și fixate în locul dorit de-a lungul scalei de pe corp și vernierul periferiei bazei. Unghiul de pansament este setat cu o precizie de 6 e. ... pentru operatorul mașinii pe care îl reprezintă sculă de tăiere, accesorii pentru fixarea acestuia, axul și piesa de prelucrat. Fixare în suporturi și... Modelul de mașină 16K20P numărul 1 indică un grup de strunguri, numărul 6 - tipul de mașină (strung de tăiere cu șuruburi), numărul 20 - înălțimea centrelor în cm ...
uneltele și dispozitivele sunt plasate astfel încât să fie convenabil să le luați cu mâna potrivită: ce ...
Strung de tăiere cu șuruburi
Pe astfel de mașini, puteți efectua toate tipurile de operațiuni de strunjire, cu excepția filetării cu un tăietor.
Unele dintre cele mai mari diametre de prelucrare pentru strungurile cu șurub au forma: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 și...
Gradul de strunjire este determinat în mare măsură de fixarea piesei pe strung. La vânzare sunt bureți reglabili cu reținere din cauciuc, care nu lasă urme pe piesă, dar costă nebunește. M-am gândit că, cu o cantitate modestă de materiale, aș putea face aceste piese manual din placaj vechi. Toată treaba a durat aproximativ trei ore. Și sunt extrem de mulțumit de rezultatele muncii mele.
Am făcut fălcile pentru o mandnă reglabilă cu patru fălci, dar fixarea poate fi adaptată la o altă mandrina. Acestea vă permit să atașați boluri, inele și farfurii marimi diferite. De asemenea, bureții pot ține părți cu forme ciudate.

FABRICAREA CORPULUI DE BURET DIN PLACAJ
Aveam nevoie de o bucata mica de placaj fara defecte cu dimensiunile de 300x300 mm si grosimea de 12 mm. Diametrul fălcilor depinde de distanța dintre centrul mandrinei și culisul mașinii. Prin urmare, bureții trebuie să fie fabricați cu o rază de 45-50 mm mai mică decât această distanță, pentru ca atunci când cartușul este complet deschis, bureții să nu lovească sania.
Pe un pătrat de placaj, trageți diagonalele de-a lungul riglei cu un cuțit. Din punctul de intersecție, ca centru, desenați un cerc de 0300 mm. Fierăstrău piesa în patru bucăți și file fiecare triunghi într-un sector.
Îndoiți piesele pentru a forma un cerc și marcați găurile de montare pe cartuş. Este important ca fiecare secțiune să fie atașată la mandrina cu cel puțin două șuruburi. Găuriți și tăiați fiecare gaură. Apoi marcați locația zăvoarelor. Pentru a face acest lucru, folosind un raportor, împărțiți una dintre secțiuni în patru sectoare identice și trageți linii de raze (Fig.). Pe unul dintre ele, faceți șapte semne în trepte de 12 mm. Atașați secțiunile la mandrina și, pornind strungul la viteză mică, atingeți semnul oblic al dalții. În locurile în care semnele de daltă se intersectează cu liniile de rază, marcați găurile pentru cleme. Înainte de a scoate secțiunile din cartuș cu o daltă semicirculară sau răzuitoare, șlefuiți marginea exterioară a placajului până la un cerc perfect.

După ce ați desfășurat secțiunile de placaj de cartuș, stivuiți-le într-o grămadă, apăsați-o pe masă masina de gaurit iar cu burghiu de 05 mm, găuriți pentru cleme. Apoi tăiați firul Mb în toate găurile. Dacă intenționați să ascuți piesele formă neregulată, în fiecare secțiune, la reperele corespunzătoare unghiului de 45°, selectați o canelură lungă de 6 mm lățime, care va oferi un număr infinit de puncte de fixare pentru patru cleme. (Fixați elementele de reținere în caneluri cu șuruburi lungi și piulițe.)
RETINERE DUBLE
Selectați un semifabricat rotund de arțar pentru dibluri de 020 mm. L-am văzut în 8 semifabricate de 20 mm lungime. Găuriți fiecare dintre cele opt semifabricate exact în centru cu un burghiu de 012 mm până la o adâncime de 3 mm (acest lucru se face cel mai bine pe un strung.) Apoi găuriți prin fiecare semifabricat cu un burghiu de 06 mm.
Treceți șurubul MB prin fiecare piesă de prelucrat, înecând capetele și umpleți-le cu epoxid. Puneți câte o bucată pe fiecare diblu tubul termocontractabil din cablajul electric, care va ajuta la ținerea piesei de prelucrat fără a o deteriora.

VERIFICAREA PERFORMANȚEI
Atașați secțiunile la mandrina și testați-le în funcționare. Secțiunile ar trebui să diverge și să convergă liber, iar într-o poziție complet comprimată, vârfurile lor ar trebui să coincidă. Fixați o bucată rotundă, cum ar fi o farfurie pentru plăcintă, și uitați-vă la zăvorări. Dacă unele dintre ele nu se potrivesc bine, refaceți sectoarele.
Jim LESLIE, Canada
Diverse dispozitive pentru strunguri, cunoscute în prezent, fac posibilă extinderea potențialului funcțional al unor astfel de unități și simplificarea efectuării unor lucrări asupra acestora.
1 Echipament suplimentar - ce se întâmplă și de ce este necesar?
Toate dispozitivele de fixare pentru strunguri sunt clasificate într-una din trei soiuri. Prima variantă a echipamentului este specială și asigură o creștere a capacităților operaționale ale echipamentului, a doua este utilizată pentru fixarea uneltelor, a treia este folosită pentru fixarea pieselor care sunt prelucrate pe unități. Instalare tipuri diferite snap oferă:
- reducerea timpului necesar pentru montarea piesei pe echipament, ceea ce garantează o creștere a productivității prelucrării produselor metalice;
- creșterea preciziei prelucrării metalelor;
- posibilitatea efectuarii operatiilor de frezare;
- fixare de înaltă calitate a semifabricatelor.
Sculele pentru mașini-unelte pot fi produse în fabrici. Astfel de dispozitive sunt de obicei folosite în întreprinderi. Firmele mici și utilizatorii privați folosesc adesea echipamente de casă. Printre acestea din urmă, s-a răspândit un dispozitiv de frezare - un atașament special care face posibilă efectuarea:
- selecția canelurilor și canelurilor;
- prelucrarea conturului diverselor produse;
- frezare plană;
- prelucrare cu freze frontale și frontale.
Este ușor să găsiți desene ale unui astfel de prefix pe Internet și în reviste de specialitate.
2 Mandrine cu came - cele mai comune tipuri de dispozitive de fixare
Recomandăm și noi
 Sursă de alimentare comutată: reparație și perfecționare
Sursă de alimentare comutată: reparație și perfecționare
 Telecomanda luminii
Telecomanda luminii
 Lecții de înot pentru copii preșcolari
Lecții de înot pentru copii preșcolari
 Note pentru master - alarme de uz casnic
Note pentru master - alarme de uz casnic
 Elice de ceas pe Atmega8
Elice de ceas pe Atmega8
 Exemple de aplicații pentru dispozitive și relee, cum să alegeți și să conectați corect un releu Microcontroler și circuite simple de comutare a releului
Exemple de aplicații pentru dispozitive și relee, cum să alegeți și să conectați corect un releu Microcontroler și circuite simple de comutare a releului