Suport încrucișat. Strung de tăiere cu șuruburi
Subler strung
Reparatie etrier strung
Echiparea mașinilor de tăiat metale cu etriere a fost una dintre cele mai mari realizări ale industriei de inginerie a secolului al XIX-lea. Etrierul este partea mobilă a unității care ține unealta de prelucrare a metalelor. În procesul de prelucrare a piesei de prelucrat, etrierul se deplasează de-a lungul ghidajelor strungului, deplasând cuțitul automat sau manual. În ciuda simplității aparente, acest mecanism a jucat un rol important în reducerea costului mașinilor-unelte, precum și în îmbunătățirea ulterioară a acestora.
Componentele principale ale etrierului sunt un cărucior, un glisier longitudinal care se deplasează de-a lungul ghidajelor căruciorului (glisier inferior), slide de sus suport de scule, placă rotativă, antrenare care pune în mișcare mecanismul. Etrierele diferă în funcție de principiul amplasării pe mașină, după direcția și caracteristicile mișcării (transversale, longitudinale, oscilante) și în funcție de proiectarea capului de tăiere (tăiat sau rotativ).
Starea ghidajelor etrierului determină acuratețea procesării produsului. În timpul funcționării mașinii, împreună cu alte componente ale mașinii, suprafețele de lucru și componentele etrierului se uzează invariabil, drept urmare mașina își pierde funcționalitatea. Repararea unui etrier de strung poate face parte din operațiunile efectuate în timpul revizuire echipament sau să fie o măsură independentă care vizează eliminarea defecțiunilor mecanismului (vezi „”).
Una dintre procedurile cele mai consumatoare de timp este restaurarea ghidajelor căruciorului. Scopul lucrării este de a restabili paralelismul și perpendicularitatea suprafețelor ghidajelor față de planurile corespunzătoare, pentru a restabili alinierea tuturor găurilor aliniate. În același timp, este important să se mențină cuplarea completă a angrenajelor șorțului cu echipamentul de alimentare mecanică.
Reparatia suportului de strung, asociata cu refacerea ghidajelor, este un eveniment responsabil si complex care necesita folosirea unor echipamente speciale de inalta precizie. De regulă, biroul nostru de proiectare primește strunguri grele și de clasă mijlocie care necesită nu numai restaurarea etrierului, ci și lucrări de reparații combinate cu alte unități și mecanisme ale unității. În marea majoritate a cazurilor, vorbim despre revizie.
Etrierul este o parte importantă a strungului, de fapt, îndeplinește funcția mâinii muncitorului, ținând cuțitul și deplasându-l de-a lungul piesei de prelucrat. Întreținere corespunzătoare suport mecanic, îi va prelungi durata de viață și va evita probleme serioase de reparații.
Îngrijirea etrierului presupune ajustarea periodică a golurilor din ghidaje, eliminarea jocului, curățarea în timp util sau înlocuirea garniturii, lubrifierea regulată a glisierei și protejarea acestora de deteriorarea mecanică.
Etrierul (vezi fig. 1a) este proiectat să se deplaseze în timpul procesării sculă de tăiere fixat în suportul de scule. Este alcătuit dintr-un glisier inferior (suport longitudinal) 1, care se deplasează de-a lungul ghidajelor cadrului cu ajutorul mânerului 15 și asigură deplasarea tăietorului de-a lungul piesei de prelucrat. Pe glisa inferioară de-a lungul ghidajelor 12 se deplasează glisiera transversală (suport transversal) 3, ceea ce asigură deplasarea frezei perpendicular pe axa de rotație a piesei (piesei). Pe glisa transversală 3 se află o placă rotativă 4, care este fixată cu o piuliță 10. Glisiera superioară 11 se deplasează (cu ajutorul mânerului 13) de-a lungul ghidajelor 5 ale plăcii rotative 4, care, împreună cu placa 4, poate rotiți într-un plan orizontal în raport cu glisa transversală și asigurați deplasarea tăietorului într-un unghi față de axa de rotație a piesei (piesei). Suportul sculei (capul de tăiere) 6 cu șuruburi 8 este atașat la glisa superioară cu ajutorul mânerului 9, care se deplasează de-a lungul șurubului 7. Etrierul este antrenat de la șurubul 2, de la arborele de plumb situat sub șurubul sau manual. Includere alimentări automate produs de mânerul 14.
Orez. 1a. Etrier strung 16K20
Mandrina tehnica cu falci
La strunguri se folosesc mandrine cu doua, trei si patru falci cu prindere manuala si mecanizata. În mandrine cu autocentrare cu două fălci, sunt fixate diverse forme turnate și forjate; fălcile unor astfel de mandrine sunt de obicei proiectate să susțină doar o singură parte. În mandrine cu autocentrare cu trei fălci, piese de prelucrat de formă rotundă și hexagonală sau bare rotunde diametru mare. La mandrinele cu autocentrare cu patru fălci se fixează barele pătrate, iar la mandrinele cu reglare individuală a fălcilor se fixează piesele dreptunghiulare sau asimetrice. Mandrina cu trei fălci cu autocentrare cu prindere manuală este cel mai comun dispozitiv pentru prinderea pieselor pe strunguri.Cu un mecanism puternic, dar sensibil, mandrina vă permite să montați în siguranță piesele cu o precizie ridicată de centrare, atât pentru prelucrare în mod înalt, cât și pentru prelucrare mai fine. muncă. Mandrina de strung poate fi montată pe axul unei mașini sau dispozitiv. Cea mai utilizată mandrina cu trei fălci cu autocentrare (Figura de mai jos). Camele 1, 2 si 3 ale cartusului se misca simultan cu ajutorul discului 4. Pe o parte a acestui disc sunt realizate caneluri (avand forma unei spirale arhimediene) in care sunt situate proeminențele inferioare ale camelor, iar pe celălalt, se taie o roată conică, cuplată cu trei roți dințate conice 5. Când una dintre roțile 5 este rotită cu o cheie, discul 4 (datorită angrenajului) se rotește și el și, prin intermediul unei spirale, simultan și uniform. deplasează toate cele trei came de-a lungul canelurilor corpului cartuşului 6. În funcție de sensul de rotație al discului, camele se apropie sau se îndepărtează de centrul mandrinei, prinzând sau eliberând piesa. Camele sunt de obicei realizate în trei etape și sunt întărite pentru a crește rezistența la uzură. Există came pentru fixarea pieselor de prelucrat pe suprafețele interioare și exterioare; la fixarea de-a lungul suprafeței interioare, piesa de prelucrat trebuie să aibă un orificiu în care să poată fi plasate camele.
Una dintre cele mai importante realizări ale ingineriei mecanice la începutul secolului al XIX-lea a fost răspândirea mașinilor-unelte cu etriere - suporturi mecanice pentru tăietor. Oricât de simplu și, la prima vedere, nesemnificativ ar părea acest anexă la mașină, se poate spune fără exagerare că influența sa asupra îmbunătățirii și distribuției mașinilor a fost la fel de mare ca și influența modificărilor aduse de Watt în motor cu aburi. Introducerea etrierului a dus imediat la îmbunătățirea și reducerea costului tuturor mașinilor, a dat impuls noilor îmbunătățiri și invenții. Suportul este proiectat să se deplaseze în timpul prelucrării sculei de tăiere, fixat în suportul sculei. Este alcătuit dintr-un glisier inferior (suport longitudinal) 1, care se deplasează de-a lungul ghidajelor cadrului cu ajutorul mânerului 15 și asigură deplasarea tăietorului de-a lungul piesei de prelucrat. Pe glisa inferioară de-a lungul ghidajelor 12 se deplasează glisiera transversală (suport transversal) 3, ceea ce asigură deplasarea frezei perpendicular pe axa de rotație a piesei (piesei). Pe glisa transversală 3 se află o placă rotativă 4, care este fixată cu o piuliță 10. Glisiera superioară 11 se deplasează (cu ajutorul mânerului 13) de-a lungul ghidajelor 5 ale plăcii rotative 4, care, împreună cu placa 4, poate rotiți într-un plan orizontal în raport cu glisa transversală și asigurați deplasarea tăietorului într-un unghi față de axa de rotație a piesei (piesei). Suportul sculei (capul de tăiere) 6 cu șuruburi 8 este atașat la glisa superioară cu ajutorul mânerului 9, care se deplasează de-a lungul șurubului 7. Etrierul este antrenat de la șurubul 2, de la arborele de plumb situat sub șurubul sau manual. Includerea alimentărilor automate se face prin mânerul 14.
Dispozitiv etrier încrucișat prezentat în figura de mai jos. De-a lungul ghidajelor etrierului longitudinal 1, șurubul de plumb 12, echipat cu un mâner 10, deplasează glisiera etrierului transversal. Șurubul de plumb 12 este fixat la un capăt în suportul longitudinal 1, iar la celălalt capăt este conectat la o piuliță (formată din două părți 15 și 13 și o pană 14), care este atașată de glisiera transversală 9. Strângerea șurubul 16, împingeți (pana 14) piulițele 15 și 13, prin care. este selectat decalajul dintre șurubul de plumb 12 și piulița 15. Gradul de mișcare a suportului transversal este determinat de membrul 11. Placa rotativă 8 este atașată de suportul transversal (cu piulițe 7), cu care glisează superioară. 6, iar suportul de scule 5 se rotește. La unele mașini, glisiera transversală 9 este instalat suportul de scule din spate 2 pentru canelare, tăiere și alte lucrări care pot fi efectuate prin deplasarea suportului transversal, precum și suportul 3 cu un scut 4 care protejează muncitorul de așchii și lichid de tăiere.
Suportul strungului este conceput pentru a fixa unealta de tăiere pe acesta și a-i spune mișcarea de avans în timpul procesării.
Placa inferioară 1 a etrierului (Fig. 7), numită cărucior sau glisier longitudinal, este deplasată de-a lungul ghidajelor cadrului mecanic sau manual. În acest caz, freza se deplasează în direcția longitudinală (aceasta este avansul longitudinal). Pe suprafața superioară a căruciorului există ghidaje transversale 12 sub formă de coadă de rândunică, situate perpendicular pe ghidajele patului. Pe ghidajele 12 se deplasează glisiera transversală 3 a etrierului, prin care freza primește mișcare perpendiculară pe axa axului.
Fig 7. Suport al unui strung de debitat
Pe suprafața superioară a glisierei transversale 3 se află o placă de etrier rotativă 4, care este fixată după rotire cu o piuliță 10.
Ghidajele 5 sunt situate pe suprafața superioară a plăcii rotative, de-a lungul căreia, atunci când mânerul 13 este rotit, placa superioară 11 - culisarea superioară a etrierului.
Suporturi de scule și capete de tăiere
Un suport de scule sau un cap de tăiere este instalat pe partea superioară a etrierului pentru a fixa frezele.
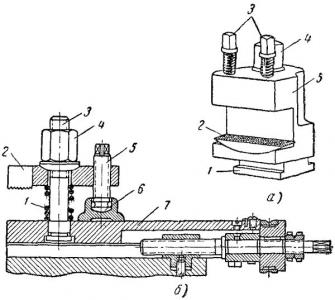
Fig 8 - Suporturi de scule
La mașinile de dimensiuni mici și mijlocii, se folosește un singur suport de scule 5 (Fig. 8, a). Partea inferioară 1 a suportului de scule, care are o formă de T, este fixată pe partea superioară a etrierului cu o piuliță, 4. Pentru a regla poziția de ultimă oră,în funcție de înălțimea centrelor din suportul de scule există o căptușeală 2, a cărei suprafață sferică inferioară se sprijină pe aceeași suprafață a blocului de suport de scule. Fixați tăietorul în suportul tăietorului cu două șuruburi 3.
La strungurile mari se folosesc un singur suport de scule (Fig. 8, b). În acest caz, freza se instalează pe suprafața 7 a părții superioare a etrierului și se fixează cu o bară 2, strângând piulița 4. Pentru a preveni îndoirea șurubului 3, bara 2 este susținută de șurubul 5 care se sprijină pe pantoful 6. Când piulița 4 este deșurubată, arcul 1 ridică bara 2.
Cel mai adesea, la strungurile cu șuruburi de dimensiuni medii se folosesc capete de tăiere rotative tetraedrice (vezi Fig. 7).
Capul de tăiere 6 este montat pe partea superioară a etrierului 11; patru freze pot fi fixate în el cu șuruburi 8 în același timp. Puteți lucra cu oricare dintre frezele instalate. Pentru a face acest lucru, întoarceți capul și puneți tăietorul necesar pozitia de lucru. Înainte de întoarcere, capul trebuie deblocat prin rotirea mânerului 9 conectat cu piulița așezată pe șurubul 7. După fiecare rotire, capul trebuie prins din nou cu mânerul 9.
- 707 vizualizări
Recomandăm și noi
 Cel mai lung război din istoria omenirii: istorie, fapte interesante Teorii despre originea războaielor
Cel mai lung război din istoria omenirii: istorie, fapte interesante Teorii despre originea războaielor
 Bomboane de mestecat ROSHEN Albină nebună
Bomboane de mestecat ROSHEN Albină nebună
 Picodi: Toate reducerile într-un singur loc!
Picodi: Toate reducerile într-un singur loc!
 Ce este important să știe un contabil despre o evaluare specială a locurilor de muncă?
Ce este important să știe un contabil despre o evaluare specială a locurilor de muncă?
 P \ 'planurile cincinale în URSS Toate planurile cincinale ale URSS
P \ 'planurile cincinale în URSS Toate planurile cincinale ale URSS
 Statistici înfricoșătoare de la Leningradul asediat
Statistici înfricoșătoare de la Leningradul asediat