Tiesiai per pjoviklį. Tekinimo freza, tiesiai per dešinę T15K6: nuotrauka, matmenys, geometrija
Išlenktas pjoviklis yra pjovimo įrankis, naudojamas įvairių formų detalėms sukti. Jis naudojamas išoriniams dalių, tokių kaip cilindriniai ritinėliai, kūgiai ir kiti cilindriniai daiktai, paviršiams apdoroti. Tiesiai priekiniai dantys nėra tokie universalūs kaip jų sulenktos veislės, tačiau jie yra stipresni ir pigesni už juos. Kita vertus, jiems gali kilti problemų dirbant sunkiai pasiekiamose vietose.
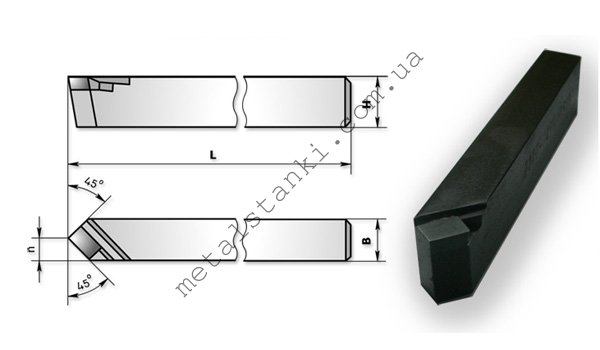
nuotrauka: tiesiai besisukantis pjoviklis
Tiesios linijos tekinimo pjaustytuvai pasižymi puikiu standumu, dėl to jie naudojami kaip vienas pagrindinių įrankių dirbant tekinimo cechuose, taip pat įrankių, staklių ir mašinų gamybos pramonėje. Priklausomai nuo pasirinkto modelio, galite sukurti lygesnius ar šiurkštesnius paviršius, pašalinti įvairius metalo sluoksnius nuo ruošinio ir pan.
Šio įrankio veikimui naudojamos tiek išilginės, tiek skersinės pavaros. Sumaniai derindami veiksmus galite apkarpyti išsikišusius galus, nusklembti, taip pat tiesiog šlifuoti paviršius ir atlikti kitas operacijas, reikalingas norimam rezultatui gauti. Yra keletas šių įrankių variantų, kurie gali skirtis pagal dydį, gamybos medžiagą ir pan. Tiesus pjoviklis puikiai tinka dirbant su kietais ruošiniais, ypač jei pasirenkamas įrankis, pagamintas iš karbido medžiagų. Kiauryminiai įrankiai sukurti pagal GOST 18868-73, tie patys, kuriuose yra karbido įdėklai pagal GOST 18879-73.
Tiesiųjų pjaustytuvų tipai
Yra keletas instrumentų veislių, kurios turi savo unikalias atmainas, bet vis tiek priklauso šiam tipui. Tiesios tekinimo pjaustytuvai per praėjimą skirstomi į grubų arba, kaip jie dar vadinami, lupimą ir apdailą. Pirmasis variantas tinka grubiam apdorojimui pirmajame etape. Šiuo metu galite pasiimti didžiausias skaičius metalo sluoksnius, kad ruošinys priartėtų reikalingi matmenys. Apdailos įrankiai skirti smulkesniam ir subtilesniam apdirbimui, kai nuėmimo storis neviršija dešimtųjų milimetro. Jie yra ryškesni ir turi didesnį apdorojimo tikslumą.
Jei atsižvelgsime į gaminių dizainą, yra vienetinių variantų su plokštėmis, kai kurias iš jų galima nuimti. Paprastai pagrindinė dalis yra pagaminta iš įrankių plieno, o darbinė dalis - iš greitaeigio plieno arba ugniai atsparios medžiagos, skirtos dirbti su tankiais metalo tipais.
Į bendras sąrašas dar galima pridurti, kad yra ir kairysis ir dešinysis perpjoviklis, kuriame skiriasi pačios darbinės dalies padėtis.
Pagrindiniai tiesių pjaustytuvų matmenys
| Aukštis, mm | Plotis, mm | Ilgis, mm |
|---|---|---|
| 16 | 12 | 110 |
| 20 | 12 | 120 |
| 25 | 20 | 140 |
| 25 | 20 | 170 |
| 32 | 25 | 170 |
| 40 | 25 | 200 |
| 40 | 32 | 240 |
| 40 | 40 | 240 |
| 50 | 40 | 240 |
| 50 | 50 | 240 |
Greitaeigis plienas naudojamas gaminiams, kurie dirba su nelegiruotais ir įkaitintais ruošiniais, o karbidinės medžiagos naudojamos tiems, kurie dirba su sunkiai apdirbamais daiktais.
Tiesios linijos pjoviklis turi keletą svarbių kampų. Visi jie yra ant galvos, kaip pagrindinė darbo dalis. Priekinė galvos dalis užtikrina normalų drožlių tekėjimą, kuris netrukdytų darbo procesui. Įrankis taip pat turi nedidelį užpakalinį kraštą ir pagrindinį galinį kraštą, abu nukreipti į apdirbamą dalį.

Visus pagrindinius pjovimo procesus atlieka pagrindinis kraštas. Jį sudaro priekinio paviršiaus ir pagrindinio galinio krašto sankirta. Be pagrindinės, yra ir pagalbinė briauna, kuri yra galinio pagalbinio ir priekinio pagalbinio paviršių sankirtoje. Pjovimo antgalis yra pagalbinio mazgo sankirtoje pjovimo briauna ir jo pagrindinė dalis. Kampas kiekvienoje frezoje priklauso nuo konkretaus modelio, nes jis turi būti parenkamas individualiai kiekvienam darbo tipui ir medžiagai.
Pjoviklio pasirinkimas
Tiesios linijos tekinimo pjaustytuvai gali būti kelių versijų, o tai labai įtakoja darbo rezultatą. Gali skirtis gaminio matmenys, pjovimo briaunos metalas, smulkių dizaino ypatybių išvaizda ir pan. Norėdami pasiimti normalų tinkamas variantas reikia atsižvelgti į daugelį veiksnių. „Profesionalų patarimai! Aktyviems Nuolatinis darbas turėtumėte turėti įvairių ir atsarginių identiškų įrankių rinkinį.
Pirmasis pasirinkimo veiksnys visada yra tai, su kokiais ruošiniais turite dirbti, nes pats įrankis parenkamas pagal ruošinio savybes. Toli gražu ne visada galima pasiimti pilną komplektą, todėl patartina iš karto apsispręsti dėl būtiniausių dalykų.
Tinkamai parinkus bus išvengta dažno komponentų keitimo eksploatacijos metu, o tai sutaupys laiko ir pastangų, taip pat padarys gamybą pelningesnę. Medžiagą lengva pasirinkti, nes ugniai atsparios medžiagos tinka kietoms dalims, kurių greitaeigis plienas negali atlaikyti, nes jis skirtas paprastiems minkštiems ruošiniams. Jų pranašumas yra tik kaina, nes jie yra daug pigesni.
Pjovimo sąlygos
Tiesus pjoviklis naudojamas gana paprastoms operacijoms, todėl darbo su juo režimai dažnai būna elementarūs. Pagrindiniai judesiai čia yra išilginiai ir skersiniai. Metalo sluoksnio pašalinimas čia vyksta etapais, kad nebūtų sugadintas įrankis, nes didelio storio užfiksavimas gali tapti liūdnomis pasekmėmis pjaustytuvui. Naudodami grublėtus įrankius pirminiam apdirbimui ir apdailos įrankius galutiniam apdirbimui, galite pailginti jų tarnavimo laiką ir pagerinti darbą.
![]()
Žymėjimas
Tiesioji pjaustyklė T15K6 gali būti puikus pavyzdys gaminio ženklinimui analizuoti, nes jis dedamas pagal medžiagą, naudojamą pagrindinėje pjovimo dalyje. Čia nurodyta, kad šioje titano-volframo grupės karbidinėje medžiagoje yra 15 % titano ir 6 % kobalto.
Gamintojai
- CHIZ (Černigovas, Ukraina);
- Seco (Švedija);
- Intertool (Kinija);
- Ukrmetiz (Ukraina);
- OOO Melitopol instrumentas.
Per tiesias pjaustyklas: vaizdo įrašas
Įrankių medžiagų savybės Pjovimo įrankiai veikia esant didelėms jėgos apkrovoms, aukštai temperatūrai, trinčiai ir susidėvėjimui. Todėl įrankių medžiagos turi turėti tam tikras eksploatacines ir fizines-mechanines savybes. Įrankio pjovimo dalies medžiaga pasižymi dideliu kietumu ir didelėmis leistinomis lenkimo, tempimo, gniuždymo ir sukimo įtempių vertėmis. Pjovimo įrankio dalies kietumas turi gerokai viršyti ruošinio medžiagos kietumą. Anglies įrankių plienuose yra 1,0 ... 1,3% C. Įrankių gamybai naudojami aukštos kokybės plienai U10A, U11A, U13A. Po to karščio gydymas plieno raudonasis kietumas yra 200–240 °C. Esant tokiai temperatūrai, plieno kietumas smarkiai sumažėja, o įrankiai negali atlikti pjovimo darbo. Leistini pjovimo greičiai neviršija 0,2...0,3 m/s. Iš šių plienų gaminami čiaupai, štampai, pjūklo geležtės, grąžtai ir mažo skersmens įdubimai. Legiruotasis įrankių plienas – tai anglinis įrankių plienas, legiruotas su chromu, volframu, vanadžiu, siliciu ir kitais elementais. Po terminio apdorojimo legiruotų plienų raudonasis kietumas yra 220...260 °C. Palyginti su anglies legiruoto plieno, jie turi didesnį kietumą grūdintoje būsenoje ir didesnį grūdinimą, mažesnį polinkį į deformaciją ir įtrūkimus kietėjimo metu. Leistinas pjovimo greitis 0,25…0,5 m/s. Pravartų gamybai naudojami gręžtuvai, čiaupai, štampai, plienas, plienas 9X VG, KhVG, KhG, 6XC, 9XC. Greitaeigiame pliene yra 5,5 ... .19% W, 0,7 ... 1,2% C; 2 ... 10% Co ir V. Įrankių gamybai naudojami plienai R9, R12, R18, R6M3, R6M5, R9F5, R14F2, R9K5, R9K10, R10K5F2. Visuose greitaeigiuose plienuose chromo masės dalis yra 4%, todėl prekės ženklo pavadinime X raidė nenurodyta. Pjovimo įrankis, pagamintas iš greitaeigio plieno, po terminio apdorojimo turi raudoną kietumą 600 ... 640 ° C ir turi padidėjęs atsparumas dilimui, todėl gali dirbti pjovimo greičiu iki 2 m/s. Norėdami išsaugoti greitaeigį plieną pjovimo įrankis pagaminti surenkamieji arba suvirinti. Įrankio pjovimo dalis pagaminta iš greitapjovio plieno, kuris suvirinamas arba mechaniškai sujungiamas su konstrukcinių plienų 45, 50, 40X jungiamąja dalimi. Kietieji lydiniai apima įrankių medžiagas, sudarytas iš labai kietų ir ugniai atsparių volframo, titano, tantalo karbidų, sujungtų metaline jungtimi. Šios medžiagos gaminamos miltelių metalurgijos būdu. Karbido milteliai sumaišomi su kobalto milteliais, presuojami ir sukepinami 1400...1550 °C temperatūroje. Sukepinimo metu kobaltas ištirpdo dalį karbidų ir išsilydo. Dėl to gaunama tanki medžiaga, kurios struktūra susideda iš 80 ... 85% karbido dalelių, sujungtų rišikliu. Kietieji lydiniai naudojami tam tikros formos ir dydžio plokščių pavidalu, kurios skirstomos į tris grupes: - volframas - VK2, VK3, VK3M, VK8 ir kt.; - titanas-volframas - T30K4, T15K6, T14K8, T5K10, T5K12V; - titanas-tantalas-volframas - TT7K12, T10K8B. Kietojo lydinio plokštės pasižymi dideliu atsparumu dilimui ir raudonu kietumu (800....1250 °C), kas leidžia pjauti pjovimo greičiu iki 15 m/s. Plokštės prilituojamos prie laikiklių ar įrankių korpusų vario, žalvario lydmetaliu arba tvirtinamos mechaniškai. Tarp ypač kietų medžiagų (STM) plačiausiai naudojamos medžiagos kubinio boro natrio pagrindu (Elboras, Hexanite - R, Cyborite ir kt.). Jie gaminami įvairių geometrinių formų plokščių pavidalu, kuriose yra pjovimo įrankiai. STM naudojamas grūdinto plieno ir ketaus smulkiam, smulkiam tekinimo ir frezavimo darbui. Instrumentinis keraminės medžiagos galima suskirstyti į skirtingas grupes cheminė sudėtis, gamybos būdas ir plotai racionalus naudojimas. Oksidinė „balta“ keramika, susidedanti iš Al2O3 su legiruojančiais priedais MgO, ZrO2 ir kt., naudojama nekūdintų plienų ir pilkojo ketaus, kurių pjovimo greitis iki 15 m/s, apdailai ir pusiau apdailai. Oksido-karbido „juodoji“ keramika, susidedanti iš Al2O3, TiC, ZrO2 ir kitų ugniai atsparių metalų karbidų, naudojama kaliojo, didelio stiprumo ir atšaldyto modifikuoto ketaus ir grūdinto plieno apdirbimui. Silicio nitrido pagrindu pagaminta keramika naudojama ketaus pusiau apdailai. Didelės stiprumo savybės būtinos tam, kad įrankis būtų atsparus atitinkamoms deformacijoms pjovimo proceso metu, o pakankamas medžiagos klampumas leidžia sugerti smūginę dinaminę apkrovą. Įrankių medžiagos turi būti didelio raudonojo kietumo (atsparumo karščiui), t.y. gebėjimas išlaikyti kietumą kaitinant. Raudonasis kietumas vertinamas pagal temperatūrą, kurioje smarkiai sumažėja medžiagos kietumas. Svarbiausia įrankio pjovimo dalies medžiagos savybė yra atsparumas dilimui. Kuo didesnis atsparumas dilimui, tuo įrankis dėvisi lėčiau ir tuo didesnis jo matmenų stabilumas. Tai reiškia, kad ruošiniai, apdirbti nuosekliai tuo pačiu įrankiu, turės minimalų apdirbamų paviršių matmenų sklaidą. Medžiagos įrankių gamybai, jei įmanoma, turėtų turėti mažiausią ribotų elementų procentą. Visi šie reikalavimai tam tikru mastu tenkinami. šias medžiagas: įrankių plienas, kietieji lydiniai, sintetinės superkietos ir keraminės medžiagos, abrazyvinės ir deimantinės medžiagos.
Jis naudojamas įvairiems tikslams apdirbti medžiagoms daugiausia tekinimo grupės mašinose, taip pat obliavimo, pjovimo ar specialiose mašinose. daugiausia naudojamas išorinių cilindrinių paviršių apdirbimui. smilkiniai šio tipo yra pagaminti iš greitaeigio plieno arba komplektuojami su kietojo lydinio litavimu, kuris lituojamas prie plieninio įtvaro.
Apdirbimas yra vienas iš labiausiai paplitusių technologines operacijas gaminant dalis iš Įvairios rūšys klasės medžiagos. Dauguma mašinų dalių, specialių aparatų ir tiksliųjų instrumentų gaminami apdirbant mechaninėmis staklėmis, pašalinant medžiagos sluoksnį. Didelė įvairovė skirtingos rūšies pramoniniu mastu pagamintos medžiagos, naudojamos mechaninėje inžinerijoje ir kitose pramonės šakose, kelia iššūkį technologams, atsižvelgiant į aukštus pramonės rinkos reikalavimus, parinkti racionaliausio ir ekonomiškiausio medžiagų apdirbimo pjovimo būdu būdus ir priemones. , apdirbamų paviršių tikslumui ir kokybei.
Pasukimas yra tam tikras medžiagų apdorojimas su drožlių pašalinimu. Medžiagos atskyrimo procesas atliekamas nupjaunant nuo ruošinio paviršiaus technologinį sluoksnį, kuris dar vadinamas pašalpa. Apdorojimas atliekamas universaliomis tekinimo staklėmis, taip pat ant specialios mašinosįrengtas skaitinis programos valdymas naudojant pjaustytuvus, grąžtus ir kitus pjovimo įrankius.
Tekinimo grupės mašinose atliekami tokie apdirbimo būdai: cilindrinių paviršių apsukimas, pjovimo galai, kūginių išorinių ir vidiniai paviršiai, garbanotų ir forminių dekoratyvinių ir specialiųjų detalių paviršių tekinimas, išorinių ir vidinių cilindrinių bei kūginių sriegių pjovimas, bangelių valcavimas, gręžimas, iškalimas, precizinių skylių kalimas ir kitokios tekinimo operacijos.
Vienas iš pagrindinių įrankių, naudojamų atliekant tekinimo darbus, yra freza. Priklausomai nuo atliekamo apdorojimo pobūdžio, tekinimo įrankiai skirstomi į grimzlės ir apdailos tipus. geometrines figūrasŠių pjaustytuvų pjovimo dalys pagamintos taip, kad vienos frezos dirbtų su dideliu nupjauto sluoksnio skerspjūvio plotu, o kitos – su mažu.
Priklausomai nuo pjovimo ašmenų formos ir padėties laikiklio strypo atžvilgiu, tekinimo grupės mašinose naudojamas pjovimo įrankis skirstomas į dešinįjį ir kairįjį, traukos, per tiesias linijas, tiesiai išlenktas, gręžimo, pjovimo, pjovimo, formavimo, sriegimo ir kt.
Taškiniai pjaustytuvai naudojamas apdorojamų ruošinių galams apipjaustyti. Šie pjaustytuvai dirba naudodami šoninį padavimo judesį ruošinio centro link ir nuo jo.
Nuobodūs pjaustytuvai naudojamas gręžti skyles, kurios yra iš anksto apdirbtos grąžtais arba gautos po štampavimo ar liejimo. Gręžimui naudojami du gręžimo frezų variantai, tai yra kiaurymės, skirtos kiaurymėms, ir stabdymo frezos, skirtos neperleidžiamoms angoms.
Pjovimo darbams ir griovelių formavimui naudojamos pjovimo frezos, kurios dirba skersiniu pastūmos judesiu.
Formos pjaustytuvai naudojamas perdirbimui nedideli sklypai garbanoti paviršiai. Tokio pjoviklio pjovimo briaunos forma parenkama pagal numatomos dalies profilį.
Pagal konstrukciją forminiai pjaustytuvai skirstomi į strypus, prizminius, apvalius, priklausomai nuo tvirtinimo. Ant universalių tekinimo staklių varžtų pjovimo staklės, paviršiai su forminiu profiliu paprastai apdorojami strypo tipo pjaustytuvais, kurie montuojami mašinos įrankių laikiklyje.
Sriegimui naudojami pjaustytuvai, kurių pjovimo ašmenų profilio forma atitinka profilį. skerspjūvis standartines vertes.
Taip pat rekomenduojame
 Perjungimo maitinimo šaltinis: remontas ir tobulinimas
Perjungimo maitinimo šaltinis: remontas ir tobulinimas
 Nuotolinis šviesos valdymas
Nuotolinis šviesos valdymas
 Plaukimo pamokos ikimokyklinio amžiaus vaikams
Plaukimo pamokos ikimokyklinio amžiaus vaikams
 Pastabos meistrui – namų buitinė signalizacija
Pastabos meistrui – namų buitinė signalizacija
 Atmega8 laikrodžio sraigtas
Atmega8 laikrodžio sraigtas
 Įrenginių ir relių taikymo pavyzdžiai, kaip teisingai pasirinkti ir prijungti relę Mikrovaldiklio ir relių paprastos perjungimo grandinės
Įrenginių ir relių taikymo pavyzdžiai, kaip teisingai pasirinkti ir prijungti relę Mikrovaldiklio ir relių paprastos perjungimo grandinės