Maža galvutė metalinėms tekinimo staklėms. Tekinimo medžiagos
Metalo tekinimo staklės pagal bendrą masę turi maždaug tą patį išdėstymą - mazgų išdėstymą. Šiame straipsnyje išvardinsime ir apibūdinsime pagrindinius mazgus, jų veikimo principą ir paskirtį.
Pagrindiniai mazgai yra šie:
- lova;
- galvutė;
- suklys;
- padavimo mechanizmas;
- suportas;
- prijuostė;
- atgal močiutė.

Video pamoka apie metalo tekinimo stakles
lova
Pagrindinė fiksuota mašinos dalis yra rėmas, kurį sudaro 2 vertikalios briaunos. Tarp jų yra keletas skersinių skersinių sijų, kurios užtikrina statoriaus standumą ir stabilumą.
Lova yra ant kojų, jų skaičius priklauso nuo lovos ilgio. Kojelių-bordiūrų konstrukcija tokia, kad jose galima laikyti mašinos darbui reikalingus įrankius.
Viršutiniai skersiniai lovos bėgiai tarnauja kaip kreiptuvai judinant suportą ir galinę atramą išilgai jų. Lyginant staklių schemas, nesunku pastebėti, kad kai kuriose konstrukcijose naudojami 2 tipų kreiptuvai:
- prizminis suporto perkėlimui;
- plokščias kreiptuvas, skirtas kelionei su galine dalimi. Labai retais atvejais jis pakeičiamas prizminiu tipu.
Antgalis
Dalys, esančios galvutėje, padeda palaikyti ir pasukti ruošinį jo apdirbimo metu. Čia yra mazgai, reguliuojantys detalės sukimosi greitį. Jie apima:
- suklys;
- 2 guoliai;
- skriemulys;
- pavarų dėžė, atsakinga už sukimosi greičio reguliavimą.

Pagrindinė tekinimo staklių galvutės dalis yra velenas. Jo dešinėje pusėje, nukreiptoje į uodegą, yra siūlas. Prie jo pritvirtinti griebtuvai, laikantys ruošinį. Pats velenas sumontuotas ant dviejų guolių. Mašinoje atliekamų darbų tikslumas priklauso nuo veleno mazgo būklės.
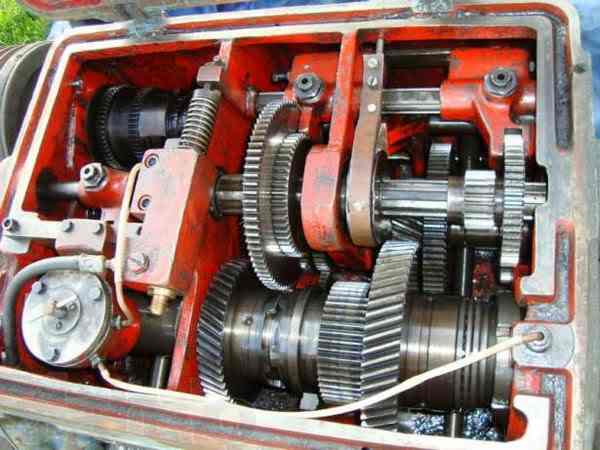
Pavarų dėžės vaizdas iš viršaus
Galvutėje yra keičiamų pavarų gitara, skirta perduoti sukimąsi ir sukimo momentą iš pavarų dėžės išėjimo veleno į tiekimo dėžės veleną įvairiems sriegiams pjauti. Suporto padavimo reguliavimas atliekamas pasirenkant ir perstatant įvairias pavaras.
Optimum tekinimo staklės keičiamų krumpliaračių gitara Sovietinės tekinimo staklės metalui gitara
Mažai tikėtina, kad vis dar rasite metalo tekinimo įrenginį su monolitiniu velenu. Šiuolaikinės mašinos turi tuščiavidurius modelius, tačiau tai nesupaprastina joms keliamų reikalavimų. Suklio korpusas turi atlaikyti be deformacijos:
- didelio svorio dalys;
- maksimalus diržo įtempimas;
- pjaustytuvo slėgis.
Kakliams, ant kurių jie sumontuoti guoliuose, keliami specialūs reikalavimai. Jų šlifavimas turi būti teisingas ir švarus, paviršiaus šiurkštumas ne didesnis kaip Ra = 0,8.

Priekinėje dalyje skylutė yra kūgio formos.
Guoliai, velenas ir ašis eksploatacijos metu turi sukurti vientisą mechanizmą, neturintį galimybės sukurti nereikalingų dūžių, kuriuos galima gauti netinkamai išgręžus skylę velene ar neatsargiai šlifuojant kaklus. Esant laisvumui tarp judančių mašinos dalių, apdirbant ruošinį gali atsirasti netikslumų.
Suklio stabilumą užtikrina guoliai ir išankstinės apkrovos reguliavimo mechanizmas. Jis tvirtinamas prie dešiniojo guolio gręžta, kaklo formos, bronzine įvore. Išorėje jo anga sutampa su galvutės korpuso lizdu. Rankovė turi vieną kiaurymę ir keletą įpjovų. Įvorė yra pritvirtinta prie galvutės lizdo veržlėmis, prisuktomis ant jos srieginių galų. Įvorės veržlės naudojamos padalinto guolio išankstinei apkrovai reguliuoti.
Pavarų dėžė yra atsakinga už sukimosi greičio keitimą. Dešinėje skriemulio pusėje pritvirtinta krumpliaratis, skriemulio dešinėje – ant veleno. Už veleno yra volelis su laisvai besisukančia įvore su dar 2 pavaromis. Per kaklą, kronšteinuose pritvirtintą volelį, perduodamas sukamasis judesys. skirtingo dydžio pavara leidžia keisti sukimosi greitį.
Sąrašas padvigubina tekinimo staklių darbinių greičių skaičių. Metalo tekinimo staklių konstrukcija naudojant surašymą leidžia pasirinkti Vidutinis greitis tarp bazės. Norėdami tai padaryti, tiesiog permeskite diržą iš vienos pavaros į kitą arba nustatykite svirtį į atitinkamą padėtį, priklausomai nuo mašinos konstrukcijos.
Suklis sukasi iš elektros variklio per diržinę pavarą ir pavarų dėžę.
Maitinimo mechanizmas
Tiekimo mechanizmas nurodo suportui norimą judėjimo kryptį. Kryptis nustatoma snaffle. Pats snapelis yra galvutės korpuse. Jis valdomas išorinėmis rankenomis. Be krypties, taip pat galite pakeisti suporto judėjimo amplitudę, naudodami keičiamąsias skirtingo dantų skaičiaus pavaras arba tiekimo dėžę.
Mašinų schemoje su automatinis šėrimas yra švino varžtas ir volelis. Atliekant didelio tikslumo darbus, naudojamas švino varžtas. Kitais atvejais – volelis, leidžiantis ilgiau išlaikyti nepriekaištingą varžtą sudėtingiems elementams.
Viršutinė apkabos dalis yra smilkinių ir kitų tvirtinimo vieta tekinimo įrankis būtini įvairių dalių apdorojimui. Dėl atramos mobilumo pjaustytuvas sklandžiai juda ruošinio apdirbimui reikalinga kryptimi nuo tos vietos, kur darbo pradžioje buvo atrama su pjaustytuvu.

Apdorojant ilgos dalys suportas keliauja kartu horizontali linija mašina turi atitikti apdorojamo ruošinio ilgį. Šis poreikis lemia apkabos gebėjimą judėti 4 kryptimis mašinos centro taško atžvilgiu.
Išilginiai mechanizmo judesiai vyksta išilgai rogių - horizontalių rėmo kreiptuvų. Pjovimo kryžminį padavimą atlieka antroji apkabos dalis, judanti išilgai vertikalių kreiptuvų.
Kryžminis (apatinis) slankiklis yra sukamosios apkabos dalies pagrindas. Sukamosios atramos dalies pagalba nustatomas ruošinio kampas mašinos prijuostės atžvilgiu.

Prijuostė
Prijuostė, kaip ir antgalis, už savo korpuso slepia mazgus, reikalingus mašinos mechanizmams paleisti, jungiantį suportą su pavarų dėže ir švino varžtu. Prijuostės mechanizmų valdymo rankenėlės dedamos ant korpuso, todėl supaprastina apkabos eigos reguliavimą.
Galinė atrama yra kilnojama, naudojama detalės tvirtinimui ant veleno. Jį sudaro 2 dalys: apatinė - pagrindinė plokštė ir viršutinė, laikanti veleną.
Judanti viršutinė dalis juda išilgai apatinės statmenai mašinos horizontaliai ašiai. Tai būtina sukant kūgio formos dalis. Per atramos sienelę praeina velenas, kurį galima pasukti mašinos gale esančia svirtimi. Antgalis prie rėmo tvirtinamas įprastais varžtais.

Kiekvienas yra individualus savo išdėstymu tekinimo staklės, įrenginio ir grandinės detalės gali šiek tiek skirtis, tačiau mažose ir vidutinėse mašinose ši parinktis yra labiausiai paplitusi. Sunkių didelių tekinimo staklių išdėstymas ir schemos skiriasi priklausomai nuo jų paskirties, jos yra labai specializuotos.
Jei radote klaidą, pažymėkite teksto dalį ir spustelėkite Ctrl+Enter.
Jei pažvelgsite į bet kurio metalo tekinimo įrenginio brėžinį, galite suprasti, kad tekinimo staklių konstrukcija ir įtaisas yra beveik visiškai identiški. skirtingi modeliai instaliacijos.
1 Tekinimo bloko lova ir galvutė
Galime išskirti šiuos pagrindinius bet kurios staklės, skirtos metalo tekinimo darbams atlikti, komponentus - lova, dvi atramos (priekyje ir gale), prijuostė, suportas, padavimo ir greičio dėžės, velenas, elektros variklis. Visi sukimo bloko mechanizmai ir dalys vienaip ar kitaip sumontuotos ant rėmo. Būtent šis mazgas yra pagrindinis mašinos centras.
Rėmas susideda iš dviejų išilginių sienelių, kurios yra tarpusavyje sujungtos skersinėmis briaunomis, kurios padidina bendrą įrengimo standumą. Mus dominantis mazgas, be to, turi keletą kreiptuvų, kai kurie iš jų turi prizminę išvaizdą. tekinimo įrenginiuose jis visada yra ant vidinių kreiptuvų. Ant jų ji darbo metu pasislenka iki reikiamo atstumo.
Kairiajame lovos gale sumontuota galvutė, kuri apdirbant palaiko ruošinį ir suteikia jam sukimąsi.
Ant lauke antgalis turi rankenas kitai svarbiai mašinos daliai – pavarų dėžei. Šios rankenos leidžia pasirinkti norimą veleno agregato apsisukimų skaičių darbo metu. Ant plokštelės, kuri yra pritvirtinta prie galvutės (turima omenyje, galvutė), yra schematiškai brėžinys, kuriame tiksliai nurodyta, kaip pasukti rankeną, norint nustatyti reikiamą greitį. Velenas sukasi riedėjimo arba slydimo guoliuose, esančiuose pagrindo korpuse. Srieginio veleno gale uždedamas pavaras arba kumštelio tipo griebtuvas.

Šis įrenginys yra būtinas norint perduoti tekinimo bloke sumontuotos dalies sukimąsi perdirbimui. Ekstremalios kreipiamosios lovos (jos yra prizminės) yra griežtai patikrintos dėl abipusio lygiagretumo ir tiesumo. Vežimėlis juda išilgai kreiptuvų – apatinės apkabos dalies. Jei mašinos kreiptuvai neatitinka aukščiau nurodytų reikalavimų, dalys bus apdorojamos prastai.
2 Metalinės tekinimo staklės
Šis mazgas leidžia saugiai pritvirtinti išplėstines dalis tais atvejais, kai jos dedamos į apdirbimo centrą. Be to, jis skirtas tvirtinti įvairius darbo įrenginius (pavyzdžiui, čiaupus, srieginius, visų rūšių grąžtus ir kt.). Jei antgalio schema visada yra ta pati, tai gali būti kelių rūšių. Jame gali būti: įprastas centras; įmontuotas besisukantis centras.
Antruoju nurodytas centras dedamas ant tų mašinų, kuriose planuojamas didelės spartos detalės apdorojimas (naudojama speciali kinematinė schema). Šiuo atveju galinė atrama bus tokios konstrukcijos: apdirbta skylė plunksnoje su kūginiais ritinėliais ir joje esančiais guoliais. Rutulinio tipo guolis reikalingas norint sumontuoti įvorę su kūgio formos anga. Centras dedamas į šią skylę.
Traukos rutulinis guolis įgauna ašinę jėgą. Rankovė negalės pasisukti, kai plunksna prie rankovės bus sujungta specialiai sumontuotu fiksavimo įtaisu. Įdiegus tokią kinematinę schemą (nesudėtinga nubraižyti jos brėžinį), galinė kojelė gali tarnauti kaip plunksninio, grąžto, bet kokio įdubimo ir kito centrinio įrankio laikiklis.
Kai antgalis turi įprastą centrą, jo korpusas yra ant plokštės, sumontuotos ant bėgių. Korpuse išpjaunama skylutė, išilgai kurios juda veržlė su plunksna (išilgine kryptimi). Bet kurio darbo įrankio centras arba kotas įkišamas į kūginę angą, esančią priekiniame plunksnos gale, kuri perkeliama rankračiu. Be to, naudojant varžtus, plunksną galima perkelti skersai į plokštę. Apdirbant detalę su sekliu kūgiu, ši galimybė yra būtina.
3 Tekinimo staklių suklio aprašymas
Suklis yra tuščiaviduris plieninis velenas su kūgine anga. Šis metalo surinkimo mazgas laikomas svarbiausiu (daug kitų pagrindinių mašinos mazgų yra skirti veleno veikimui užtikrinti). Jame yra skylė (kūginė), skirta montuoti įvairius įrankius, įtvarus ir priekinį centrą (brėžinys tekinimo įranga nurodo, kokius įrenginius galima montuoti nurodytoje angoje).
Suklis yra sriegiuotas. Ant jo galite pritvirtinti priekinę plokštę ant metalinės tekinimo staklės arba griebtuvo, kuris yra centre per petį ant kaklo. Kai kuriuose įrenginiuose taip pat yra specialus griovelis ant veleno. Greitai sustabdžius veleną, išvengiama nekontroliuojamo griebtuvo susilankstymo. Norėdami sužinoti, ar tam tikroje tekinimo staklėje yra toks griovelis, turėtumėte atidžiai išstudijuoti mašinos brėžinį, kuriame nurodytos visos pagrindinės ir papildomos dalys.

Suklio būklė ir teisingas sukimasis yra pagrindinės bet kokio ruošinio sukimo sąlygos. Svarbu užtikrinti, kad šio mazgo guoliuose nebūtų nei menkiausio laisvumo, nei laisvumo radialine ir ašine kryptimi. Tais atvejais, kai atsiranda šie neigiami reiškiniai, įrankio laikiklis ir jame esantis įrankis pradeda drebėti, todėl pablogėja apdorojimo kokybė.

Daugumoje gerai žinomų buitinių agregatų (pavyzdžiui, įjungtų arba įjungtų) velenas sukasi slydimo guoliuose. Nors yra įrangos su ritininiais ir rutuliniais guoliais, kurie laikomi tvirtesniais ir dėl šios priežasties naudojami didelio greičio mašinose ruošiniams apdoroti.
4 Metalo tekinimo staklių atrama
Įrankio laikiklis su jame sumontuotu įrankiu dalims apdirbti juda suporto dėka pasvirusiu, skersine ir išilgine kryptimi įrenginio ašies atžvilgiu. Apie darbo įrankio judėjimą tekinimo staklėse pranešama tiek rankiniu, tiek mechaniniu būdu. Jei pažvelgsite į standartinės tekinimo staklės atramos brėžinį, galite suprasti, kaip juda įrankio laikiklis su įrankiu:
- išilgine kryptimi - išilgai išilginės slydimo (šios mašinos dalys taip pat vadinamos vežimėliu);
- skersine kryptimi - išilgai skersinio slankiklio (ant jų sumontuotas sukamasis apkabos komponentas, kurį lengva nustatyti kampu, kurio reikalauja apdorojimo sąlygos, naudojant veržles).

Įrankių laikikliai (pjovimo galvutės) dedami ant apkabos viršaus. Struktūriškai jie gali būti pavieniai arba keli. Įprastas įrankių laikiklis yra cilindrinis korpusas su plyšiu. Darbo įrankis ( tekinimo įrankis) yra įmontuotas į angą, o po to pritvirtinamas varžtu. Iš apačios pjovimo galvutė turi „T“ raidės formą, todėl ji lengvai patenka į apkabos griovelį (viršutinę jo dalį). Yra ir kitų įrankių laikiklio tvirtinimo variantų.

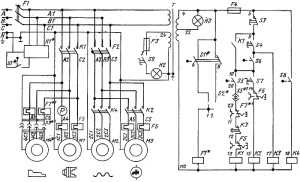
5 Tekinimo įrenginio elektros schema ir elektros variklis
Akivaizdu, kad jokia kinematinė metalo gaminių tekinimo mašinos veikimo schema negali būti įgyvendinta, jei įrenginyje nėra elektros variklio. Variklis gali būti: asinchroninis; nuolatinė srovė. Asinchroninio tipo elektros variklis turi ketaus arba aliuminio rėmą, rotorių ir statorių. Priklausomai nuo mašinoje sumontuoto modelio, variklis gali tiekti kelis (arba vieną) sukimosi greičius.
Paprastai grandinės schema tekinimo staklių įranga maitinama varikliu su voverės narvelio rotoriumi. Pavarų dėžė (dėl to pavarų dėžė ir kiti pagrindiniai mašinos elektriniai komponentai) šiuo atveju yra prijungta prie „variklio“ arba diržine pavara, arba tiesiogiai prie rotoriaus.
Taip pat ant posūkio bloko gali būti montuojamas variklis, kuris leidžia keisti sukimosi greitį bepakopiu principu. Tai įrenginys su nepriklausomu sužadinimu, užtikrinantis greičio reguliavimą nuo 10 iki 1. Tokia įranga naudojama daug rečiau, nes variklis su voverės narveliu pasižymi mažais matmenimis ir aukštas lygis jo naudojimo ekonomika.

Nuolatinės srovės variklis dažniau naudojamas aukščiau paminėtam suklio agregato bepakopiam greičio valdymui. Tokio variklio rėmas pagamintas iš mažai anglies išskiriančio plieno (medžiaga parinkta neatsitiktinai, taip yra dėl to, kad rėmas yra magnetinė grandinė), o jo statoriaus šerdys pagamintos iš elektrinis plienas. Priduriame, kad bet kokio tipo variklis veikia kartu su kita elektros įranga, kuri yra sumontuota ant tekinimo staklių ir užtikrina nepertraukiamą jo darbą pagal tam tikrą elektros grandinę.
Tekinimo medžiagas sudaro besisukančių kūnų apdorojimas pjovimo įrankiu, judančiu išilgai ruošinio sukimosi ašies.Pjaustytuvui judant, medžiagos sluoksnis pašalinamas nuo ruošinio paviršiaus.
Istoriškai „apvalių“ dalių apdorojimas buvo reikalingas beveik visose pramonės šakose. Nacionalinė ekonomika. Pirmosios tekinimo staklės buvo labai primityvios: ruošinys buvo sukamas naudojant kojinę pavarą, o pjovimo įrankis buvo laikomas rankose, pabrėžiant stovą. Tokiose mašinose buvo galima apdoroti tik minkštos medžiagos, pavyzdžiui, medis. 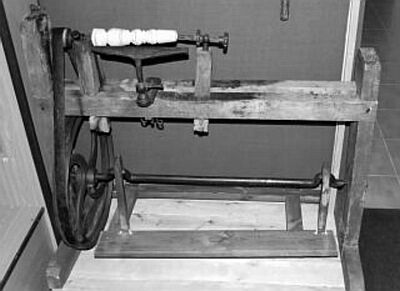
Petro I tekinimo staklės.
XIX amžiaus pabaigoje, atsiradus mašinoms, ruošiniams sukti imta naudoti garo, o vėliau ir elektros variklius. Svarbus to meto pasiekimas buvo laikiklių sukūrimas ir įdiegimas pjovimo įrankis. Įrankis buvo tvirtinamas specialiame laikiklyje, o operatorius, sukdamas tam tikras rankenas, galėdavo jį perkelti ir lygiagrečiai, ir statmenai ruošiniui. Tokie įrenginiai tapo žinomi kaip „tekinimo staklės atrama“.
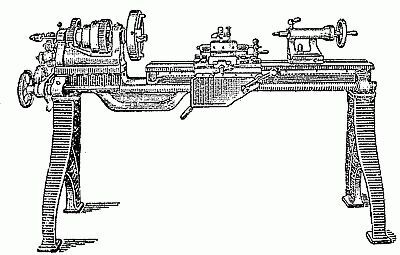
Tekinimo staklės, XX amžiaus pradžia.
Šiuolaikinės tekinimo staklės leidžia automatiškai judinti pjovimo įrankį nurodytomis kryptimis. Šiuolaikinių tekinimo staklių pranašumai taip pat apima galimybę pjauti beveik bet kokio profilio sriegius ir tam tikrą tikslumą. Todėl šiuolaikinės mašinos vadinamos „Sraigtinėmis pjovimo staklėmis“.
Įrenginys ir pagrindiniai tekinimo staklių komponentai.
Dauguma tekinimo staklių yra beveik vienodos konstrukcijos ir skiriasi tik valdiklių dydžiu ir vieta. Paveikslėlyje parodyta tipinė tekinimo staklės ir pagrindiniai jos komponentai.
tekinimo ašis- virtualioji ašis, einanti per ruošinio sukimosi ašį lygiagrečiai rėmui.
Priekinis ir galinis pjedestalas- ketaus pjedestalai, naudojami kaip mašinos mazgų ir mechanizmų atramos. IN staliniai kompiuteriai spintos nenaudojamos.
lova- pagrindinė dalis, tekinimo staklės skeletas. Rėmas dažniausiai gaminamas iš viso metalo, liejant iš ketaus. Lova tvirtinama prie mašinos spintelių. Didelis lovos svoris sumažina vibraciją nuo mašinos elektrinės pavaros ir vibraciją, atsirandančią apdorojant dalis. Lovos apačioje, viduje arba už tekinimo staklių sumontuotas elektros pavaros variklis.
Elektros spinta- spinta, kurios viduje yra mašinos elektros grandinės elementai, o išoriniame skydelyje yra pagrindinio elektros variklio jungikliai, aušinimo skysčių kompresorius, voltmetras ir indikacinės lemputės.
Antgalis- apima krumpliaračių, svirčių, velenų ir mechanizmų rinkinį, skirtą ruošinio sukimosi greičiui ir pjovimo įrankio pastūmai keisti.
Gitara - komponentas galvutė, kurioje yra keičiamos pavaros, skirtos įrankio pavarai nustatyti sriegimo metu (šiuolaikinėse mašinose pavarų keisti nereikia).
Suklys- pagrindinis ruošinio sukimosi velenas. Ant veleno galima montuoti tokius tvirtinimo įtaisus kaip griebtuvas, centras, įvorė ir panašiai.
Kasetė- labiausiai paplitęs ruošinių tvirtinimas.
suportas- apdirbimo įrankio tvirtinimo ir įrankio judėjimo nurodytomis kryptimis įtaisas.
Prijuostė- priekinio apkabos dangtelis.
tailstock- laikiklis ruošiniui laikyti (apdirbant centruose) arba įrankiams, tokiems kaip čiaupas, sriegimo štampai ir kiti įtaisai, laikyti.
Antgalis
Ant priekinio galvutės paviršiaus yra svirtelės, skirtos perjungti suklio greitį ir pjovimo įrankio pastūmą.
vardinės lentelės- Aiškinamieji ženklai. Tekinimo staklėse vardinėse lentelėse nurodoma mašinos komponentų judėjimo ar sukimosi greičio priklausomybė nuo pasirinktų montavimo rankenų padėčių.
Suklio greičio rankenėlės- priklausomai nuo šių rankenų padėties, keičiasi veleno sukimosi greitis. Rankenas galima perkelti tik tada, kai mašina sustabdoma.
dalijimo svirtis- Suklio sukimosi greičio perjungimo svirtis. Svirtis turi tris padėtis. Kraštutinėje kairėje padėtyje mašinos velenas sukasi su normalus greitis nustatomas veleno greičio nustatymo rankenėlėmis. Vertikalioje (neutralioje) padėtyje velenas nesisuka. Kraštutinėje dešinėje padėtyje velenas sukasi 10 kartų mažesniu greičiu nei nurodyta. Šią svirtį galima perjungti tik mašinai sustojus.
Tiekimo greičio rankenėlės- šios rankenos nustato pjovimo įrankio judėjimo greitį apdorojant dalis, taip pat pjovimo įrankio judėjimą vienam suklio apsisukimui pjaunant sriegius. Rankenas galima perkelti tik tada, kai mašina sustabdoma.
Suklys- plieninis storasienis vamzdis. Suklis naudojamas sukimuisi iš elektros pavaros per krumpliaračių sistemą perduoti ruošiniui. Suklio įvadas ant paviršiaus yra sriegiuotas tvirtinimo griebtuvams montuoti, o įvadas yra kūgio formos tvirtinimo centrams ar kitiems tvirtinimo elementams.
Pažymėtina, kad skirtingų modelių mašinose sukimosi greičio ir judėjimo greičio nustatymo rankenų skaičius ir padėtis gali skirtis nuo parodytų paveikslėlyje. Jei naudojate konkretų tekinimo staklių modelį, turėtumėte atidžiai perskaityti vardinių lentelių pavadinimus arba perskaityti mašinos naudojimo instrukcijas.
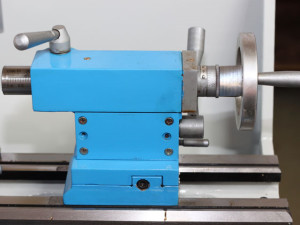
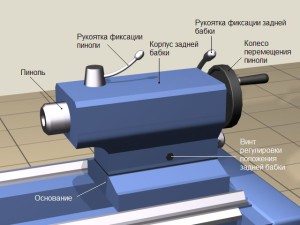
tailstock
tailstock- įtaisas ruošiniui tvirtinti (apdirbant centruose) arba įrankiams, pvz., čiaupui, sriegimo metu tvirtinti; gręžkite arba gręžkite griebtuvą, kai gręžiate skyles.
suportas
Tekinimo staklių atrama skirta pritvirtinti ir perkelti pjovimo įrankį.
Sukamasis įrankių laikiklis- pjovimo įrankio tvirtinimo ir keitimo įtaisas.
Rankena įrankių laikikliui tvirtinti- skirtas pakeisti pjovimo įrankį. Norint pakeisti įrankį, rankena pasukama prieš laikrodžio rodyklę (nuo savęs), o užveržimo galvutė atlaisvina įrankio laikiklio fiksaciją ir jis pasisuka. Norėdami pritvirtinti įrankio laikiklį, pasukite įrankio laikiklio tvirtinimo rankenėlę pagal laikrodžio rodyklę (į save), kol ji sustos.
Viršutinė skaidrė- įrankio laikiklio judėjimo tam tikra kryptimi mechanizmas. Viršutinį slankiklį galima pasukti (lygiagrečioje plokštumoje) mašinos ašies atžvilgiu iš anksto nustatytas kampas. Tai bus išsamiai aptarta temoje „Kūginių paviršių apdirbimas“.
Kelioninė rankena viršutinė skaidrė
- Sukant šią rankeną viršutinė slydimo dalis juda horizontalia plokštuma.
kryžminė skaidrė- skirtas perkelti pjovimo įrankį horizontalioje plokštumoje, griežtai statmenoje mašinos ašiai.
Kryžminė slydimo rankena- Sukant šią rankeną pagal laikrodžio rodyklę, skersinis slydimas perkeliamas į priekį (į mašinos ašį), o prieš laikrodžio rodyklę - atgal (nuo mašinos ašies).
Išilginis slydimas- įtaisas, skirtas pjovimo įrankiui perkelti griežtai lygiagrečiai mašinos ašiai.
Išilginis slydimo ratas- šio rato sukimas prieš laikrodžio rodyklę veda prie horizontalaus pjovimo įrankio judėjimo iš dešinės į kairę, o pagal laikrodžio rodyklę - iš kairės į dešinę.
Sraigto padavimo jungiklis- naudojamas tik pjaunant siūlus pjaustytuvu. Visuose kituose dalių apdorojimo režimuose šis jungiklis yra išjungtas.
Tiekimo jungiklis- kelių padėčių svirtis, leidžianti automatiškai judėti pjovimo įrankį tam tikra kryptimi.
Padėtyje 0 – (neutrali), suportas sustoja; 1 arba 2 padėtyse skersinis slydimas juda (atitinkamai pirmyn arba atgal); 3 arba 4 padėtyje išilginis slankiklis juda (atitinkamai į kairę arba į dešinę).
Tiekimo jungikliai gali būti kitokio dizaino, pavyzdžiui, turėti dvi svirtis. Vienas apima išilginį, o kitas - skersinį padavimą.
Varomieji velenai ir mechanizmai
Norint automatiškai perkelti apkabos elementus, taip pat greitai įjungti ir išjungti veleno sukimąsi, tekinimo staklės turi keletą pavaros velenų ir atitinkamus mechanizmus.
Įvairių pavarų įjungimo ir išjungimo mechanizmai yra atramoje po prijuoste.
Veleno sujungimo velenas- turi dvi veleno įtraukimo rankenas. Viena rankena yra kairėje mašinos operatoriaus pusėje, o antra - dešinėje. Abi rankenos yra tvirtai pritvirtintos prie veleno. Pakėlus bet kurią iš šių rankenėlių aukštyn, mašina įjungiama ir velenas pradeda suktis prieš laikrodžio rodyklę (darbinis, sukimasis į priekį). Vidurinėje rankenų padėtyje - mašina išjungta. Kai perkeliate rankenėles žemyn, velenas pradeda suktis pagal laikrodžio rodyklę (sukimas atgal).
Stovas- neatskiriama mechanizmo dalis rankinis judėjimas atrama išilgine kryptimi. Sukant ratą, skirtą išilginiam slydimui perkelti, su rato sukimosi ašimi ir pavarų dėže sujungtas krumpliaratis užsifiksuoja, o apkabas juda.
Tiekimo velenas- Šis velenas skirtas automatiškai perkelti pjovimo įrankį. Velenas per visą darbinį ilgį turi išilginį griovelį, kuris skirtas susijungti su judėjimo mechanizmu. Kai mašina veikia, šis velenas nuolat sukasi. Tiekimo perjungimo rankenėlė įjungia pasirinkto judesio mechanizmą.
Srieginis velenas (varžtas)- skirtas suportui sukti išilgine kryptimi pjaunant sriegius pjaustytuvu. Šis velenas sukasi tik sriegimo režimu.
galūnes
Galūnė yra žiedas (arba plokščia poveržlė), kurio paviršiuje yra rizikos, esančios vienodais atstumais viena nuo kitos. Tam tikru intervalu, pavyzdžiui, kas 10 balų, taikomi skaičiai, nurodantys tam tikrą limbuso gradaciją. Galūnė gali būti sugraduota milimetrais, laipsniais ar kitais metriniais vienetais.
Paveikslėlyje parodytas ratukas, esantis ant skersinio slankiklio judėjimo mechanizmo. Galūnė sukasi kartu su rankenos, skirtos įrankiui perkelti, sukimu. Kas dešimta rizika ant galūnės yra sunumeruota 0, 1, 2 ..19. Iš viso galūnė turi 200 rizikų. Tokiu atveju, sukant rankeną, pavyzdžiui, 10 padalų (nuo 0 iki 1), darbo įrankis pasislinks 1 milimetru.
Skirtingi aparatai turi skirtingą ciferblatų gradaciją, todėl turėtumėte susipažinti su konkretaus įrenginio naudojimo instrukcijomis. Jei šios informacijos sužinoti neįmanoma, poslinkio dydį galite nustatyti patys. Norėdami tai padaryti, pasukite detalę ir išmatuokite gautą dydį, tada vėl pasukite dalį pasukdami rankeną dešimt padalų ir vėl išmatuokite dydį, gautą po pasukimo. Skirtumas tarp ankstesnio ir paskutinio matavimo bus tiksliai tiek, kiek įrankio judesys pasukamas 10 padalų.
Ciferblato žiedą galima sukti ant mechanizmo ašies laikant už judesio rankenos. To gali prireikti norint nustatyti atskaitos tašką apdorojimo metu, paprastai nustatant jį į 0.
Pagrindinės tekinimo staklių rūšys ir savybės
Tekinimo staklės turi tam tikrų savybių, į kurias reikia atsižvelgti gaminant tam tikras dalis: Išsamią informaciją apie šiuolaikinių staklių tipus rasite svetainėje „Mašinos jūsų gamybai“.
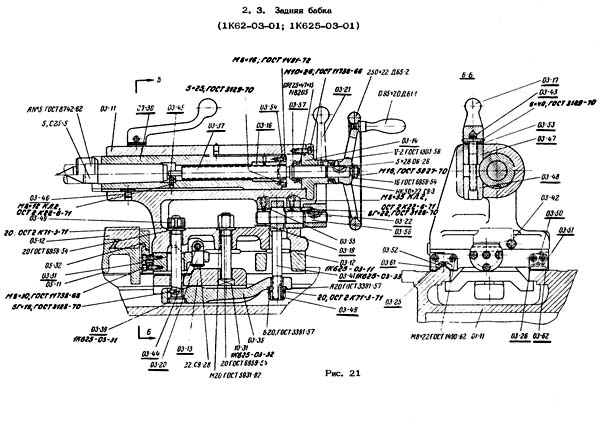
Bendras sraigtinio pjovimo staklių galinės dalies vaizdas ir išdėstymas parodytas fig. 33.
Galinė atrama skirta palaikyti ruošinį apdorojant centruose ir yra antroji atrama.
Gręžiant galinė atrama specialiu spaustuku sujungiama su apkabos vežimėliu ir iš jo gauna mechaninį pašarą. Grąžtas įkišamas į plunksną, o ne į centrą.
Uodega turi atitikti šias sąlygas:
- jokiu būdu savavališkai nejudėti
- nurodykite teisingą centrinės ašies padėtį
- įjungti greitas montavimas išilgai mašinos ašies
- suteikia galimybę tiksliai išdėstyti ruošinį ant abiejų staklių centrinių angų
- užtikrinti patikimą uodegos veleno suklio (plunksnos) kryptį ir jos suspaudimą, nepažeidžiant ašies padėties
Galinės atramos ašies stabilumas ir saugi padėtis yra būtinas sąlygas gauti patenkinamus rezultatus apdirbant centruose ir pašalinti nelaimingų atsitikimų galimybę dėl ruošinio plyšimo iš centrų. Tai priklauso nuo galinės atramos korpuso tvirtinimo prie rėmo.
Tailstock dizainai yra labai įvairūs, tačiau pagrindiniai grandinių schemos jie turi daug bendro. Todėl žinant principinis prietaisas bet kokių vidutinio dydžio universalių tekinimo staklių galą, galite lengvai išsiaiškinti kitų tekinimo staklių galvūgalio dizainą.
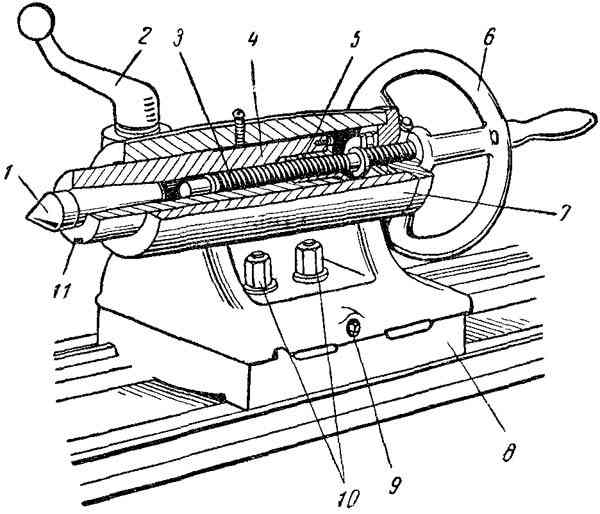
Apsvarstykite tekinimo staklių galinės dalies dizainą. tailstock korpusasŠi mašina, kaip ir dauguma kitų tipų mašinų, susideda iš dviejų dalių: paties korpuso 1 ir uodegos koto pagrindo (plaustas, tiltelis) 2.
Plaustas (tiltas) jis nubraukiamas išilgai rėmo kreiptuvų, o korpusas montuojamas ant jo viršutinio paviršiaus.
Kūno ir plausto sąlyčio plokštumos apkarpomos taip, kad uodegos ašis sutaptų su mašinos veleno ašimi ir būtų lygiagreti jai. Ašių lygiagretumas pasiekiamas apkarpant vertikalų kreipiamosios apykaklės kraštą. bet plaustas. Šoninis ašių išlygiavimas pasiekiamas perkeliant korpusą išilgai plausto naudojant kvadratinį varžtą ir veržlę. Korpusas pritvirtinamas prie plausto ir tuo pačiu prie rėmo dviem varžtais 4 ir pamušalu 3.
Norint pasiekti spyruoklinio ir galinės atramos velenų ašių sutapimą, nubraukiant atramos korpuso atramines plokštumas, reikia didelių laiko investicijų. Todėl, kaip taisyklė, kapitalinis remontas priekinio ir galinio strypo ašių sutapimas pasiekiamas išgręžus angą galinės atramos velenui. Tokiu atveju reikia pakeisti galinės koto veleną, kuris galutinai apdirbamas išilgai išorinio skersmens tik po to, kai atsigręžia koto korpusas.
Verpstė (plunksna) Galinė atrama 7 yra tuščiaviduris cilindras, kurio priekinis kraštas pagamintas Morzės kūgio pavidalu, į kurį įkišamas centras 6 arba grąžtas, o į galinį galą įkišama veržlė 9. Naudojant šią veržlę ir varžtą 8 su smagračiu 10 velenas gali judėti išilgai ašies. 5 raktas neleidžia sukliui pasisukti. Verpstė suspaudžiama rankena, kurios gale yra dešinės ir kairės įpjovos krekeriams prispausti. Visiškai nuimant suklį į galinę atramą, varžtas 8 savo galu remiasi į vidurio 6 galą ir išstumia jį iš veleno korpuso. Taigi šioje konstrukcijoje labai patogu išmušti centrą iš kūgio.
Sunkiose mašinose velenas neturi veržlės, sriegis pagamintas tiesiai ant veleno, o smagračio įvorė yra veržlė. Neįmanoma išmušti centro iš tokio veleno galo. Todėl paprasti centrai tokioms verpstėms netinka; centrai turi būti įsriegti. Ant sriegio prisukama veržlė, kuria galima išspausti centrą, arba ant centrų daromos plokštumos, leidžiančios raktu pasukti centrą ir taip atlaisvinti iš lizdo. Naudokite paprasti centraiŠios mašinos turėtų būti uždraustos, nes jos yra įspaudžiamos ir jas išmušti galima tik trenkus kūju arba kaitinant veleną pūtikliais. Dėl to pažeidžiamas veleno kūgis.
Apdorojant seklius kūgius, reikia paslinkti uodegos centrą skersine kryptimi. Šiuo tikslu galinės kojos korpusas ir pagrindas yra sujungti vienas su kitu kryžminiu raktu. Skerspjūvio korpuso skersinis poslinkis pagrindo atžvilgiu atliekamas varžtais ir veržle.
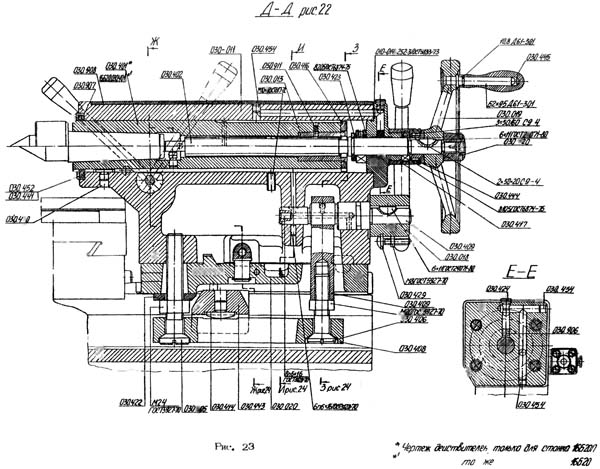
Tailstock tekinimo staklės 1k62. Surinkimo brėžinys
Tailstock tekinimo staklės 16k20. Surinkimo brėžinys

Tekinimo staklių galinės dalies remontas ir restauravimas
Remontuojant galinę atramą, atstatomas tilto paviršių sujungimo su guoliu ir korpusu tikslumas, kėbulo angos tikslumas ir priekinės bei galinės kojos centrų aukštis, atstatomas plunksnas, padavimo sraigtas ir kitos dalys. suremontuotas arba pagamintas iš naujo.
Daugiausiai laiko atima operacijos, kuriomis siekiama atkurti plunksnos korpuso skylės tikslumą ir atkurti centrų aukštį.
Skylė plunksnui korpuse taisoma plombuojant, gręžiant, po to sureguliuojama ir akrilo plastiko pagalba.
Užklijuojant dažniausiai pataisomos šiek tiek susidėvėjusios skylės. Tuo pačiu atstatomas centrų aukštis ant kreiptuvų uždedant kompensacines trinkeles ir pagaminama nauja plunksna.
Remontuojant gręžiant, kartu atstatomas ir centrų aukštis. Po gręžimo skylė dažniausiai apdailinama glaistymu, o plunksna daroma didesnio skersmens.
Akriloplastai atkuria ir plunksnos prigludimo tikslumą, ir centrų aukštį. Tuo pačiu metu plunksna ne gaminama, o taisoma.
Šis remonto būdas yra pats efektyviausias, nes jam reikia 3-5 kartus mažiau laiko ir pinigų nei taikant pirmuosius du būdus.
Toliau aptariamos dvi galinės dalies taisymo galimybės aiškiai patvirtina remonto naudojant akrilo plastiką, ypač TSh prekės ženklo stirakrilą, pelningumą.
Remonto seka yra tokia:
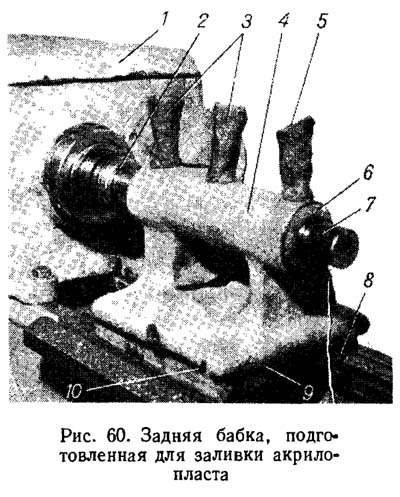
- Nuimkite 9 korpuso paviršių (60 pav.). Rašalo atspaudų skaičius turi būti ne mažesnis kaip 10 25 x 25 mm plote
- Tilto 8 paviršius 10 yra frezuojamas, o perdanga montuojama ant klijų arba ant varžtų. Jei tilto išsikišimas yra sandariai sujungtas su korpuso grioveliu, ši operacija neatliekama
- Nubraukite su korpusu susijungiančius tilto paviršius (išilgai korpuso). Dėmių skaičius tikrinant, ar nėra dažų, yra bent 10 25 x 25 mm plote. Tilto išsikišimas turi tvirtai tilpti į korpuso griovelį (be laisvumo)
- Tilto paviršiai subraižyti išilgai rėmo kreiptuvų. Rašalo atspaudų skaičius yra 10-15 25 x 25 mm plote. Tuo pačiu metu grandymo metu horizontalaus paviršiaus sujungimas su korpusu pasiekiamas 0,05 mm tikslumu 1000 mm ilgio. Patikrinimas atliekamas pagal lygį, nustatytą ant paviršiaus 9 išilgai ir skersai rėmo kreiptuvų. Lova sumontuota ir išlyginta, o pašarų dėžės tvirtinimo plokštuma turi būti griežtai vertikaliai.
- Pritvirtinkite tiltą prie kūno
- Pritvirtinkite strypą prie mašinos galvutės veleno. Šoninio strypo ašis pjaustytuvo tvirtinimo taške turi būti 0,05 mm aukštesnė už įprastą veleno ašies padėtį, kuriai: indikatoriaus matavimo strypas, pritvirtintas prie mašinos atramos, yra nukreiptas į viršutinį generatorių. šoninės juostos (pjoviklio tvirtinimo taške) ir ši padėtis yra fiksuota; atlaisvinkite priekinius galvutės varžtus (suklio ašis jau išlygiuota lygiagrečiai lovos kreiptuvams), svirtimi šiek tiek pakelkite priekinę dalį, po priekiniais kreiptuvų galais uždėkite 0,02–0,05 mm storio foliją ir pritvirtinkite. galvutė ant lovos; nuveskite indikatorių į viršutinę šoninės juostos generatorių ir pastebėkite jo naują padėtį, kurioje šoninės juostos ašis turėtų būti 0,05 mm aukščiau už veleno ašį.
- Sumontuokite galinę atramą prieš apkabos vežimėlį ir apkrovą, kad būtų standumas
- Galinės kojos korpuse yra išgręžta anga plunksnui (2-3 važiavimams), suklio greitis 250 aps./min.; padavimas 0,1 mm/min. Tuo pačiu metu paviršiaus švarumas neturi būti mažesnis nei V5, kūgis neturi viršyti 0,02 mm, o ovalumas - 0,01 mm.
- Korpuso skylė šlifuojama velene pritvirtintu plėtimo įtvaru ir švitrinis popierius. Veleno greitis 500-800 aps./min., padavimas 10-15 m/min. Paviršiaus apdaila V7, kūgis - ne daugiau 0,02 mm, ovalumas - ne daugiau 0,01 mm
- Korpuso skylė užbaigta ketaus juostele. Suklio greitis 200-300 aps./min., pastūma - 5-8 m/min. Taip pasiekiama V 8 paviršiaus apdaila, kūgis turi būti ne didesnis kaip 0,01 mm, ovalumas - ne didesnis kaip 0,005 mm.
- Nuimkite foliją iš po galvutės kreiptuvų ir pritvirtinkite galvūgalį prie rėmo. Galinė atrama surenkama su naujai pagaminta ir sumontuota plunksna. Plunksnos judėjimas turi būti sklandus, be atbulinės eigos. Spaustuvas turi suteikti saugus tvirtinimas plunksnos.
- Jie tikrina plunksnos padėtį lovos kreiptuvų atžvilgiu ir priekinių bei galinių atramų centrų sutapimą pagal specifikacijas pagal GOST 42-56.
Nagrinėjamas technologinis tailstock procesas yra plačiai naudojamas daugelyje gamyklų, nepaisant didelio darbo intensyvumo.
Galinės kojos restauravimas akrilu
Galinės kojos atkūrimas akrilo plastiku yra labai paprastas ir efektyvus, nes nėra atliekamos smulkaus gręžimo ir korpuso skylės apdailos operacijos ir galima išsaugoti seną plunksną. Tilto remontas atliekamas taip pat, kaip ir remontuojant be akrilo.
Technologinis galinės dalies korpuso angos atkūrimo procesas apima šias operacijas:
- Ant gręžimo arba tekinimo staklės išgręžiama anga plunksnui 4 korpuse (60 pav.), pašalinant 2-3 mm metalo sluoksnį. Apdorojimo švara turi atitikti V 1, smailėjimas ir ovalumas leidžiamas ne daugiau kaip 0,5 mm.
- Mašinos galvutės 1 suklyje 2, kurio ašis išlygiuota lygiagrečiai lovos kreiptuvams, sumontuotas tuščiaviduris įtvaras su kamščiu 7. Įtvaro cilindrinės dalies išorinis skersmuo atitinka išorinį skersmenį. suremontuota plunksna ir yra 0,01 mm didesnė už plunksną.
Įtvaras sumontuotas ekscentriškai suklio ašies atžvilgiu 0,07-0,08 mm. Norėdami tai padaryti, prieš montuojant įtvarą į kūginę veleno angą įdedama nupjauto kūgio formos tarpinė, kurios storis 0,07-0,08 mm. Pamušalo medžiaga yra popierius arba folija. Tarpiklio forma (nupjautas kūgis) užtikrina vienodą nutekėjimą abiejuose įtvaro galuose. - Sukant veleną 2, patikrinamas šerdies išbėgimas, kuris turi būti ne didesnis kaip 0,15-0,18 mm, o velenas nustatomas taip, kad įtvaro generatorius su didžiausiu teigiamu nuokrypiu būtų virš veleno ašies. Toks įtvaro išdėstymas užtikrina pagal techninių specifikacijų reikalavimus stulpelio ir galinės kojos centrų aukščių skirtumo (0,05-0,07 mm) nustatymą.
- Uodeginio koto korpuse 4 virš plunksnos angos išgręžiamos trys 6-8 mm skersmens skylės; skylės yra korpuso viduryje ir išilgai kraštų
- Nuriebalinkite išgręžtą korpuso angą ir džiovinkite 15-20 minučių, kol tirpiklis visiškai išgaruos
- Ant įtvaro užtepamas plonas vienodas muilo sluoksnis, sumontuotas ir prisukamas prie rėmo galinio koto korpusas
- Plunksnos anga (tarpas tarp įtvaro ir galvutės korpuso) užsandarinamas žiedais ir plastilinu 6; taip pat užsandarinkite plunksnos tvirtinimo įtaisų skyles ir virš trijų išgręžtos skylės iš plastilino sumontuoti trys piltuvėliai 3 ir 5.
- Paruošiamas akriloplasto tirpalas ir pilamas į vidurinį piltuvą. Pilimas baigiamas, kai stirakrilo masė iš dalies užpildo išorinius piltuvus.
- Užpildyta uodegėlė laikoma vietoje mažiausiai 2 valandas 18-20 °C temperatūroje.
- Jie perkelia uodegą, apsaugo kūną nuo plastilino ir plastiko potvynių, padaro tepimo griovelius, išgręžia skylutes, plaktuku įkala raktą ir surenka galinę kotą.
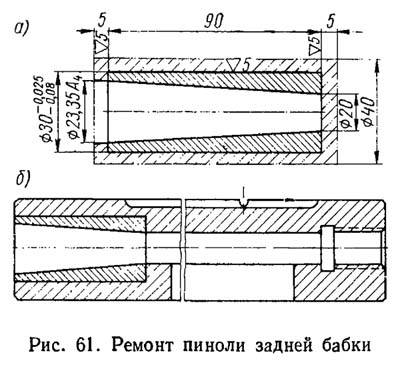
Šis procesas apima išorinio skersmens šlifavimo ir kūginės skylės atstatymo operacijas, įrengiant kompensacinę įvorę.
Kompensacinė įvorė (61 pav., a) išorėje yra cilindro formos, o viduje – kūgio. Įvorė dažnai gaminama iš grūdinto plieno, o kūgis grūdintas iki HRC 58-60. Rankovės sienelės storis apytiksl. didžiausias skersmuo kūgis paimamas iš 2 mm ar daugiau (priklausomai nuo plunksnos skersmens).
Išorinis įvorės skersmuo padarytas pagal gręžtą plunksnos angą su 0,05 mm tarpu, apdirbamo paviršiaus apdaila V5-V6.
Ant klijų esanti įvorė įmontuojama į plunksną ir po sukietėjimo (po 24 val.) nušlifuojama kūginė skylė.
Pavyzdžiui, pateikiame 1E61 modelio sraigtinio pjovimo tekinimo staklių galinės dalies atkūrimo technologiją, kurią sudaro du etapai:
- kompensacinės movos gamyba (61 pav., a)
- plunksnos taisymas (61 pav., b)
- Apdirbta įvorė su technologinėmis prielaidomis, Morzės kūgis Nr. 3, skirta šlifuoti 7-8 mm trukdžius, neskaičiuojant 5 mm. Cementuoti iki 0,8-1,2 mm gylio. Pašalinkite technologines nuolaidas, palikdami 1 mm kiekvienoje pusėje. Kalyat, HRC 58-62. Išorinis skersmuo ir galai apdirbti pagal brėžinį (patikrinta ant įtvaro iš kūgio).
- Plunksnoje Ø30A išgręžiama 90 mm ilgio skylė (jos tikrinamos 0,05 mm tikslumu, apdaila V 5). Įvorė montuojama ant epoksidinių klijų ir palaikoma 24 valandas 18-20 ° C temperatūroje. Kištukai įkišti iš abiejų pusių, centruojami 0,02 mm tikslumu, plunksna apdirbama išilgai viršaus pagal dydį ir nupjaunama priekinė dalis. galas, nuožulnus. Išorinį skersmenį sumalkite iki dydžio. Tepimo griovelis išfrezuotas pagal eskizą. Figūrų graviravimas pagal eskizą. Nuimkite kištukus. Tada plunksna išlygiuojama 0,01 mm tikslumu, Morzės kūgis Nr. 3 šlifuojamas ant kamščio ir priekinis galas kaip švarus.
Šia technologija suremontuota plunksna padidino kūgio angos atsparumą dilimui, o remonto kaina yra daug mažesnė nei naujos plunksnos gamybos kaina.
Sraigtinio pjovimo staklės 1k62 galinės dalies tiltelio remontas
Sraigtinio pjovimo staklių galinės dalies išgręžimas
Sraigtinio pjovimo tekinimo staklių užpakalio aplenkimas
Patikrinimas, ar sraigto pjovimo staklės išlygiuotos galinėje dalyje
Tekinimo staklių galinės dalies reguliavimas
Literatūra
- Borisovas G. S. ir Sacharovas V. L. Trumpas parduotuvės mechaniko žinynas. M., leidykla „Inžinerija“, 1966 m.
- Gelberg B. T. Gamyklinė staklių modernizavimo patirtis. Lenizdatas, 1960 m.
- Gelberg B. T. ir Pekelis G. D. Technologijos ir įrangos remonto organizavimo klausimai. M., Proftekhizdat, 1960 m.
- Gelberg B. T. ir Pekelis G. D. Pramonės įrangos remontas. M., leidykla “ vidurinė mokykla“, 1967 m.
- Vieninga profilaktinės priežiūros ir racionalaus veikimo sistema technologinė įranga inžinerinės įmonės. M., leidykla „Inžinerija“, 1967 m.
- Klyagin V. N. Specifikacijos normalaus tikslumo metalo pjovimo staklių remontui. M., leidykla „Inžinerija“, 1967 m.
- Pekelis G. D. ir Minkin A. S. Metalo pjovimo staklių remontas Lenizdatas 1962 m.
- Pekelis G. D. ir Gelbergas B. T. Technologinės įrangos dalių restauravimas ir grūdinimas. M., leidykla „Inžinerija“, 1964 m.
- Pekelis G. D. ir Gelberg B. T. Šaltkalvio ir remonto darbų mechanizavimas. M.-L., leidykla „Inžinerija“, 1967 m.
- Pekelis G. D. ir Gelberg B. T. Metalo pjovimo staklių ir kalimo bei presavimo įrenginių remontas pagal standartą technologiniai procesai. M., leidykla „Inžinerija“, 1967 m.
- Pekelis G. D., Gelberg B. T. ir Gordin Yu. N. Įrangos remonto centralizavimas ir specializacija gamybiniame susivienijime, LDNTP, 1967 m.
- Pronikov AS Metalo pjovimo staklių skaičiavimas ir projektavimas. M., leidykla „Aukštoji mokykla“, 1967 m.
- Sheingold E. M., Nechaev L. N. Pramoninės įrangos remonto ir montavimo technologija. M.-L., leidykla „Inžinerija“, 1966 m.
- Ščebrovas V. M. Mašinų ir mechanizmų remontas. M., leidykla „Aukštoji mokykla“, 1964 m.
- Yakobson M. O. Staklių gamybos technologija. M., leidykla „Inžinerija“, 1968 m.
Pekelis G.D., Gelberg B.T. L., „Inžinerija“. 1970 m
Taip pat rekomenduojame
 Perjungimo maitinimo šaltinis: remontas ir tobulinimas
Perjungimo maitinimo šaltinis: remontas ir tobulinimas
 Nuotolinis šviesos valdymas
Nuotolinis šviesos valdymas
 Plaukimo pamokos ikimokyklinio amžiaus vaikams
Plaukimo pamokos ikimokyklinio amžiaus vaikams
 Pastabos meistrui – namų buitinė signalizacija
Pastabos meistrui – namų buitinė signalizacija
 Atmega8 laikrodžio sraigtas
Atmega8 laikrodžio sraigtas
 Įrenginių ir relių taikymo pavyzdžiai, kaip teisingai pasirinkti ir prijungti relę Mikrovaldiklio ir relių paprastos perjungimo grandinės
Įrenginių ir relių taikymo pavyzdžiai, kaip teisingai pasirinkti ir prijungti relę Mikrovaldiklio ir relių paprastos perjungimo grandinės