Giostra 1516
Il tornio, che ha sostituito i dispositivi di tipo frontale e li ha quasi completamente estromessi dal mercato, è stato progettato per la lavorazione di pezzi che si distinguono per diametro e peso impressionanti, ma di lunghezza ridotta.
Applicazione e vantaggi delle macchine tornio-giostra
Usando i torni, sono impegnati nella lavorazione di volani complessivi, ingranaggi e altre parti simili. Le capacità tecniche di tali dispositivi consentono di eseguire le seguenti operazioni tecnologiche:
- tornitura e alesatura di pezzi aventi una configurazione cilindrica e conica;
- punte di taglio e loro lavorazione;
- lavorazione di superfici di tipo inclinato;
- formazione di scanalature ad anello sulla superficie del pezzo;
- perforazione;
- distribuzione;
- alesare.
I torni verticali sono inoltre dotati di dispositivi speciali, forniti separatamente, che consentono di eseguire su questa attrezzatura le seguenti operazioni: fresatura, scalpellatura, filettatura tipo diverso, lavorazione di superfici sagomate mediante elettrocopiatrice, rettifica, lavorazione di pezzi mediante battute. Le caratteristiche dei torni verticali consentono di lavorare pezzi realizzati con metalli ferrosi e non ferrosi con un diametro fino a 25 m.

Il movimento principale nelle macchine del gruppo in esame è costituito dal desktop (faceplate), su cui è fissato il pezzo. Il movimento dell'avanzamento, come in tutti i torni, nelle apparecchiature di tornitura e rotazione è effettuato dalla pinza.
La macchina a carosello, per le sue caratteristiche costruttive, si distingue per elevata sicurezza, affidabilità, facilità di manutenzione e funzionamento. Tra i vantaggi più significativi di tali apparecchiature, vale la pena evidenziare quanto segue:
- accuratezza ed alta qualità della lavorazione, ipotizzando una percentuale minima di scarti;
- facilità di controllo delle attrezzature, tipica soprattutto per macchine utensili dotate di sistema CNC;
- alta velocità di esecuzione di tutti operazioni tecnologiche.
Tuttavia, come notano molti esperti, i vantaggi più importanti che hanno i torni sono la sicurezza del loro funzionamento.
Come sono disposti i torni
L'elemento più significativo del design del gruppo tornio-giostra è il loro tavolo da lavoro, su cui è posizionato il frontalino. È qui che viene fissato il pezzo che richiede la lavorazione. La superficie di lavoro del tavolo si trova su un piano orizzontale, il che semplifica il processo di installazione di pezzi con dimensioni e peso significativi su di esso.
A seconda del modello e delle caratteristiche costruttive, tra le macchine del gruppo tornio e rotante si distinguono quelle a una e due colonne. Sul primo è installato un frontalino con un diametro fino a 1600 mm. Tali unità vengono utilizzate per lavorare con pezzi con un diametro fino a 1500 mm. Le unità a due colonne hanno caratteristiche più impressionanti, su cui è possibile installare un frontalino con un diametro fino a 25000 mm, che consente di lavorare pezzi molto grandi.
Sul telaio di un'unità a due colonne, situata su un piano verticale, sono presenti due guide lungo le quali si muove la traversa con due pinze montate su di essa: una torretta e una noiosa. Le pinze della macchina, a loro volta, si muovono lungo le guide orizzontali della traversa.
La pinza a torretta, mobile in senso verticale e orizzontale, comprende un carrello longitudinale e un cursore mobile lungo l'asse verticale. È montato sul cursore con fori speciali per l'installazione Strumento per tagliare. Con l'aiuto di un supporto della torretta e di un utensile da taglio fissato al suo interno, vengono eseguite operazioni tecnologiche come la lavorazione di superfici esterne, la perforazione di fori, la rifilatura delle estremità del pezzo.
Il design della pinza noiosa include un carrello longitudinale su cui è montato meccanismo rotante. Quest'ultimo ha un cursore con un portautensili montato su di esso. Con l'aiuto di una pinza noiosa e degli strumenti fissati al suo interno, viene eseguita la lavorazione di superfici coniche, fori di perforazione e scanalature interne di taglio.
Sui torni monocolonna del gruppo tornio-alesatore è installato un supporto laterale, costituito da un carro longitudinale, un cursore e un portautensile. Lo scopo di una tale pinza è garantire la lavorazione delle superfici esterne.

L'uso simultaneo di due utensili da taglio nel processo di lavorazione è particolarmente importante nel campo dell'ingegneria pesante, nella produzione di turbine idrauliche, generatori e altre parti di grandi dimensioni e peso.
Le caratteristiche principali dell'apparecchiatura
Quando si sceglie un gruppo di giostre per tornio, è necessario tenere conto delle seguenti caratteristiche:
- potenza della macchina;
- il numero di velocità e l'intervallo di velocità di rotazione del frontalino;
- angolo di rotazione del cursore del supporto verticale;
- il valore del movimento massimo dei supporti dell'attrezzatura nelle direzioni orizzontale e verticale;
- dimensioni massime del pezzo da lavorare (altezza, diametro);
- valore massimo movimento della traversa (per macchine a due colonne);
- dimensioni del frontalino.
La lavorazione sui torni del gruppo di tornitura e giostra viene eseguita ad alte velocità. Ciò è accettabile perché il pezzo e il mandrino non subiscono carichi a sbalzo significativi, poiché il frontalino è fissato al desktop in un modo speciale.
Oltre al movimento principale e al movimento di avanzamento, sulle macchine di questo gruppo viene utilizzata una traversa (chiamata anche traversa) movimento aggiuntivo. Con il suo aiuto, l'utensile da taglio viene portato sulla superficie del pezzo in lavorazione.
Come accennato in precedenza, i dettagli grande diametro(16,5–25 m) vengono lavorati su torni a due colonne del tipo rotativo e alesatore e vengono utilizzate unità a colonna singola per pezzi di dimensioni inferiori. I sistemi CNC sono installati su dispositivi a carosello a colonna singola, il che consente di utilizzare tali apparecchiature per la lavorazione di parti con una configurazione complessa, caratterizzata dalla presenza di generatrici sia rettilinee che curvilinee.

Significativamente, sui torni dotati di CNC, non è installato un supporto laterale: tutte le operazioni tecnologiche su di essi vengono eseguite utilizzando un supporto a torretta, il cui funzionamento, come l'azionamento del movimento principale, è controllato da un apposito programma. Inserito nell'unità di controllo della macchina, ha il compito di eseguire operazioni tecnologiche quali:
- selezione e installazione della velocità di rotazione richiesta del frontalino dell'apparecchiatura;
- ruotare la torretta nella posizione richiesta per la lavorazione e fissarla in questa posizione;
- controllo degli avanzamenti effettuati e della posizione occupata dai dispositivi di lavoro;
- installazione dell'utensile da taglio in posizione zero;
- controllo dei movimenti che fanno gli strumenti di lavoro.
Modelli di apparecchiature domestiche di tornitura e rotativa
La storia dei torni e alesatori domestici inizia nel 1935, quando presso lo stabilimento di macchine utensili di Krasnodar intitolato a G.M. Capelli grigi è stata rilasciata la prima unità del genere. Va notato che questa pianta a lungo era considerato il più famoso e autorevole produttore di torni del tipo a carosello. I prodotti dello stabilimento - torni e alesatori di alta qualità e affidabilità - sono stati utilizzati attivamente su tutto il territorio Unione Sovietica. Molti di questi dispositivi possono ancora essere trovati nelle imprese industriali.

I modelli più popolari di apparecchiature di questo produttore includono la macchina 1516. Questo modello di macchina a colonna singola (insieme al modello 1512) appartiene alla categoria dei dispositivi di tornitura e rotazione universali progettati per la lavorazione di pezzi da metalli ferrosi e non ferrosi in condizioni della produzione su piccola scala e in serie.
Le caratteristiche tecniche delle macchine di entrambi i modelli sopra menzionati consentono di eseguire quasi tutte le operazioni di tornitura, ma questi dispositivi vengono utilizzati principalmente per la tornitura e l'alesatura:
- superfici cilindriche;
- estremità piatte degli spazi vuoti;
- superfici coniche.
Puoi trovare alcune modifiche di queste macchine, su cui il produttore ha installato frontalini di tipo autocentrante. Naturalmente, le capacità tecnologiche delle apparecchiature con tali frontalini sono molto più ampie di quelle dei modelli convenzionali.
Prodotto nello stabilimento intitolato a G.M. Capelli grigi e torni a due colonne del gruppo tornitura e giostra. Qui ne è un esempio lampante il modello 1525. Tra le notevoli caratteristiche della macchina di questo modello si segnalano: la possibilità di cambiare il senso di rotazione del frontalino (retromarcia); la presenza nel design di due pinze superiori di tipo rotante. L'azionamento del movimento principale della macchina modello 1525 era dotato di un cambio a due stadi e di un motore elettrico, la cui velocità dell'albero può essere regolata. Due frizioni elettromagnetiche sono responsabili della scelta dell'intervallo della velocità di rotazione del frontalino nella progettazione della macchina e la velocità di rotazione dell'albero del motore principale è regolata in modo continuo per mezzo di uno speciale circuito elettrico.
Tutti i suddetti modelli di macchine utensili sono stati prodotti anche con CNC, quindi la loro marcatura era simile a questa: 1512F2, 1516F2, 1525F2. Sistemi software domestici (P32-3M, H55-2) o apparecchiature elettroniche Bosch (Germania) e Alcatel (Francia) sono stati installati come sistema di controllo su questi dispositivi.
Macchine straniere popolari del gruppo di tornitura e giostra
Presentato sul mercato interno grande scelta attrezzature di tornitura e rotativa di produttori esteri. Circa i modelli più popolari e marchi dovrebbe essere menzionato separatamente.
Un buon rapporto qualità-prezzo è dimostrato dalle macchine dell'azienda cinese Dalian Guofeng Machine Tools, nella cui marcatura è presente la lettera "C".
5231, 5240, 5250, 52630Questi modelli appartengono alla categoria delle attrezzature girevoli e rotanti di tipo a due colonne, in base alla loro specifiche tecniche sono per molti versi simili alle macchine dell'impianto. GM Capelli grigi. Questi dispositivi consentono di realizzare grezzi con una precisione sufficientemente elevata, caratterizzati da configurazioni sia semplici che complesse.

Dalian Guofeng Machine Tools C5250 - macchina utensile di un produttore cinese
5110, 5116, 5123, 5125, 5131Si tratta di modelli a colonna singola di apparecchiature di tornitura e rotazione, la cui potenza varia da 22 a 45 kW. Sulle unità di questi modelli è installato un sistema CNC semplificato: un'indicazione digitale, con l'aiuto del quale il controllo del tornio e del tornio verticale diventa più conveniente, semplice ed efficiente. Dotate di servomotori aggiuntivi per azionamenti degli assi X e Z, queste macchine sono anche altamente affidabili e precise nella lavorazione.
Se consideriamo apparecchiature di tornitura verticale di qualità superiore (e quindi più costose) di produttori stranieri, presentate e apprezzate sul mercato interno, vale la pena notare i prodotti dell'azienda svizzera ENCE GmbH. Questo produttore offre apparecchiature di diverse serie.

Macchine utensili Dalian Guofeng C5116
LEN 3000-5000
Sull'attrezzatura di questi modelli vengono elaborati pezzi il cui diametro è compreso tra 315 e 500 cm Il sistema CNC non è installato sulle macchine di questa serie, ma se necessario possono essere dotati di un tale sistema molto velocemente. L'azionamento a due stadi, che realizza il movimento principale, è dotato di un motore elettrico, la cui velocità dell'albero può essere modificata in 16 passi. Su questi torni vengono utilizzati due tipi di guide: verticale - scorrevole, orizzontale - di tipo idrostatico (fungono da elementi di scarico).
LEN 1250-2000Come è chiaro dalla designazione, su questi dispositivi vengono lavorate parti con un diametro di 125–200 cm Le unità di questa serie sono dotate di guide a rulli, nelle unità mobili di cui sono installati cuscinetti volventi ad alta precisione. Le slitte verticali ea quattro posizioni di questi torni verticali sono bilanciate idraulicamente, il che migliora la precisione di lavorazione. L'affidabilità delle apparecchiature di questa serie è facilitata anche dal fatto che è dotata di componenti elettrici da compagnia famosa Siemens.
SEN 1000-1800Si tratta di apparecchiature di tornitura e tornitura dotate di CNC di Siemens Fanuc. Tra gli importanti caratteristiche del progetto apparecchiature di questa serie, vale la pena evidenziare un servomotore con riduttore ZF (Germania) e un piano di lavoro termicamente simmetrico. Questa apparecchiatura è prodotta, caratterizzata da ad alta velocità di lavorazione e silenziata, in tre categorie principali: standard, pesante e ad alta precisione.
Il tornio verticale russo 1516 è un'apparecchiatura di alta qualità e ad alte prestazioni. Può essere utilizzato per tornire pezzi con un diametro fino a 1600 mm.
Caratteristiche del modello
Sono disponibili le seguenti operazioni:
- tornitura e alesatura di pezzi a forma di cilindro;
- estremità di rifinitura;
- taglio della scanalatura.
Una delle caratteristiche principali di un tornio verticale è il diametro del frontalino. Sulla macchina 1516, il frontalino ha un diametro di 1400 mm ed è in grado di ruotare nell'intervallo da 1 giro a 200 giri al minuto.
Caratteristiche aggiuntive
Durante l'installazione equipaggiamento aggiuntivo le funzionalità del tornio 1516 sono espandibili, in particolare è possibile eseguire operazioni di filettatura, lavorazione di superfici coniche, nonché curve mediante fotocopiatrice. Inoltre, se lo si desidera, è possibile installare un dispositivo di alimentazione del refrigerante e un frontalino autocentrante.
Sulla macchina modello 1516 è possibile installare sia un sistema di indicazione digitale (DRO) che un CNC. Nel primo caso, la macchina avrà l'indice "F1", nel secondo - "F3".
L'azienda Russtanko ti offre l'acquisto di un tornio verticale 1516 a un prezzo ragionevole. Puoi discutere tutte le domande sulla configurazione delle apparecchiature con i nostri dipendenti per telefono o inviando un'applicazione elettronica sul sito Web.
Tornio verticale - tipo speciale attrezzatura per la lavorazione dei metalli, progettata per lavorare con pezzi di grandi dimensioni di grande diametro, il cui peso è di decine di tonnellate. Una caratteristica del design di tali macchine è il tavolo di lavoro di forma rotonda. Questa specificità semplifica notevolmente l'installazione, l'allineamento e il fissaggio della parte.
Le macchine di tornitura e rotativa sono necessarie per la tornitura di superfici di rivoluzione utilizzando una fresa speciale. Se l'unità è dotata di una torretta speciale, i fori centrali nel pezzo possono essere lavorati utilizzando trapani, svasatori o altri strumenti.
Quando si sceglie un'unità di tornitura e tornitura, il master deve concentrarsi su caratteristiche chiave come l'altezza massima e diametro limite struttura in lavorazione. Il movimento principale della parte tagliente viene effettuato ruotando il piano di lavoro, su cui è fissato il pezzo.
Ad oggi, a seconda del numero di rack, si distinguono le varianti a uno e due rack delle macchine a carosello. Le unità possono essere dotate di un sistema di controllo manuale o di controllo numerico. Nel secondo caso, la macchina può essere coinvolta nella lavorazione di pezzi di configurazione complessa. Viene anche utilizzato in fabbriche e officine dove è necessario lavorare superfici utilizzando generatrici curve e diritte, per tagliare fili non standard E così via. La differenza progettuale delle macchine con controllo del programma è l'assenza di un supporto laterale nelle prime.

Macchina industriale tornitura e rotativa con controllo numerico in grado di eseguire il funzionamento del programma. Oltretutto, controllo del programma significa correggere la posizione dell'elemento tagliente. Il programma creato dall'operatore cambia autonomamente l'intensità della rotazione del mandrino, determina l'avanzamento, sposta l'utensile. Tutto ciò aumenta a volte la produttività della macchina.
Considera due modelli popolari: l'unità 1516 e 1512, che sono prodotti di successo dello stabilimento di Sedin. Questo ci aiuterà a capire i dettagli di questa tecnica.
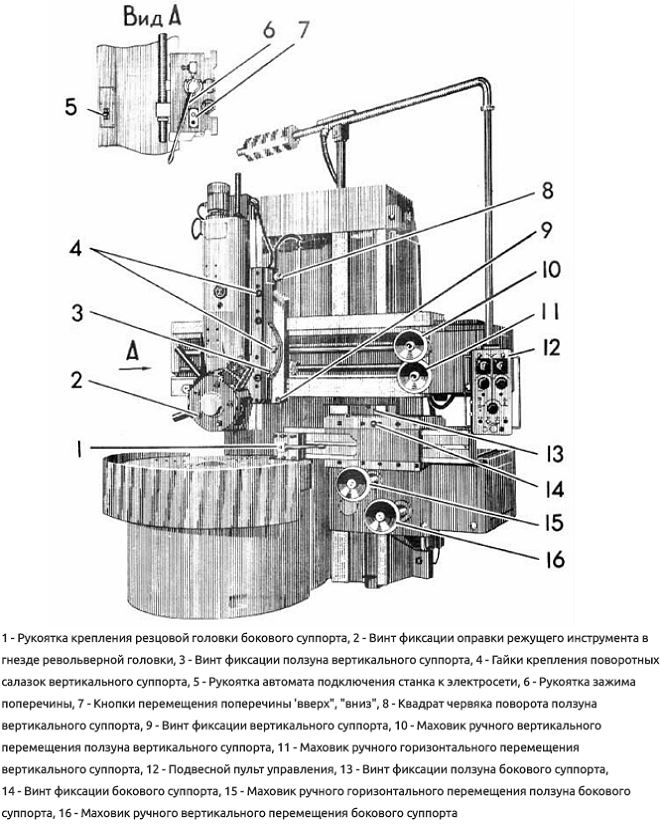
Tornio verticale 1516
Il tornio verticale 1516 è una macchina monocolonna utilizzata per la lavorazione di parti metalliche in piccole e grandi lottizzazioni. Questo modello vanta una vasta gamma di operazioni, come alesatura, tornitura, foratura e altre. Inoltre, la macchina è in grado di eseguire lavorazioni di tornitura di finitura e semifinitura.

Il design del tornio verticale 1516 include calibri verticali e orizzontali. La pinza verticale è dotata di una testa a 5 posizioni dotata di sistema di rotazione automatico. Il supporto orizzontale è dotato di un portautensili a 4 posizioni.
Anche se il 1516 ha molte funzionalità anche nella sua versione base, quest'ultima può essere ampliata con opzioni aggiuntive, come un frontalino autocentrante, un sistema di raffreddamento e strumenti altamente specializzati per la filettatura e la lavorazione di superfici non standard.

L'unità 1516 è dotata di un potente motore elettrico dell'azionamento principale, che è il suo importante vantaggio. Tra i vantaggi vale anche la pena notare:
- Eccellente rigidità delle parti principali dell'unità, che garantisce la lavorazione più accurata del pezzo.
- Affidabilità parti costitutive catena cinematica.
- La possibilità di controllare la velocità del frontalino in un'ampia gamma.
- Scelta di velocità di avanzamento per un taglio efficiente ad alte velocità.
Ricordiamo le principali caratteristiche del modello 1516:
- Il diametro massimo del pezzo è di 160 cm;
- Altezza del prodotto consentita - 100 cm;
- Diametro del frontalino - 140 cm;
- Numero di velocità - 18 marce;
- Gamma di rotazione della piastra frontale - 5-250 mm;
- Potenza motore elettrico - 30 kW;
- Dimensioni dell'unità - 3170x3030x4100 mm;
- Peso - 20 tonnellate.
Tornitura e giostra modello 1512
Poiché il design del tornio 1512 è per molti versi simile al modello 1516, ha senso considerare solo quei parametri macchina che differiscono dalle caratteristiche 1516. Presentiamoli sotto forma di elenco:
- Diametro del pezzo consentito - 125 cm;
- L'altezza massima del prodotto è di 100 cm;
- Diametro del frontalino - 112 cm;
- Dimensioni - 2750x2975x4100 mm;
- Peso - 16,5 tonnellate.
Per tutti gli altri parametri tornio 1512 è identico al modello 1516.
Risultati
I torni verticali sono assistenti indispensabili in grado di svolgere compiti che un tornio tradizionale non può gestire. Se devi lavorare con pezzi di grandi dimensioni e di grande diametro, non puoi fare a meno di queste macchine.
La scelta a favore dei modelli 1512 e 1516 è la fiducia nel funzionamento a lungo termine della macchina senza alcun problema. Ciò è confermato da molti anni di esperienza nell'uso delle unità dell'Impianto di Macchine Utensili Sedin in tutta la CSI.
I torni a colonna singola 1512 e 1516 sono macchine universali e sono progettati per la lavorazione di una varietà di prodotti da metalli ferrosi e non ferrosi nella produzione su piccola scala e di massa
La macchina può eseguire le seguenti operazioni:
tornitura di superfici cilindriche e coniche;
alesatura di superfici cilindriche e coniche;
Tornitura di superfici piane con pinze superiori e laterali. Inoltre, la pinza superiore può essere utilizzata per rettificare superfici terminali piatte mantenendo una velocità di taglio costante a gradini nelle modalità di semifinitura;
foratura, alesatura e alesatura; scanalatura e rifilatura.
Quando si utilizzano dispositivi speciali e dispositivi forniti con le macchine su ordinazione speciale ea pagamento, le macchine possono essere utilizzate per:
lavorazione dei pezzi secondo dimensioni specificate (su fermi);
filettatura, tornitura e alesatura di superfici coniche;
elaborazione di superfici sagomate di corpi di rivoluzione lungo una fotocopiatrice (elettrocopiatrice); lavorazione di pezzi con raffreddamento.
Nella versione usuale, le macchine vengono fornite con torretta superiore con rotazione e bloccaggio meccanico della torretta, e con torretta laterale.
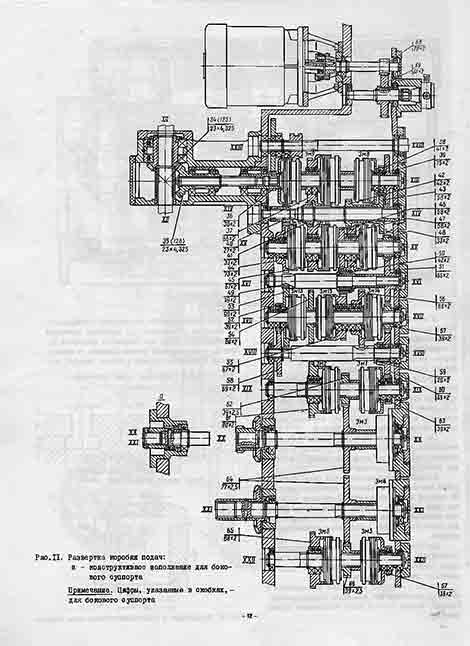
Schema cinematico
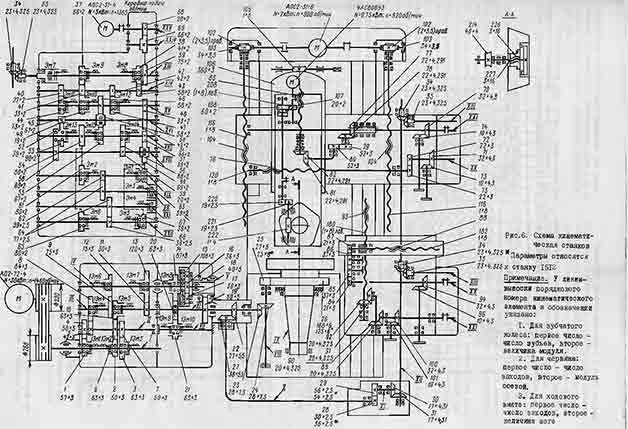
Gli schemi cinematici delle macchine 1512 e 1516 sono simili tra loro e differiscono tra loro solo per la cinematica della catena del meccanismo di trasmissione del movimento all'alimentazione e il numero di denti degli ingranaggi della tavola.
A causa di numero diverso denti degli ingranaggi 25, 26 della tavola, le macchine 1512 e 1516, con lo stesso riduttore, hanno limiti diversi per la velocità del frontalino.
La cinematica delle catene del meccanismo di trasmissione del movimento all'avanzamento è diversa per le macchine, ma i loro rapporti di trasmissione sono selezionati in modo tale che il rapporto di trasmissione totale della catena cinematica dal frontalino alla scatola di alimentazione sia lo stesso per entrambi macchine. Ciò ti consente di utilizzare le stesse caselle di alimentazione e ottenere le stesse velocità di alimentazione.
Le catene cinematiche del tavolo, la traversa e il suo meccanismo di movimento, i supporti superiore e laterale sono semplici e autoesplicativi.
letto
Il letto funge da base per tutti i componenti della macchina, garantendone il movimento e la correttezza disposizione reciproca. Percepisce gli sforzi delle forze di taglio e la massa delle sue parti costituenti.Il letto è un getto cavo, rinforzato all'interno con irrigidimenti, in modo che con una massa relativamente piccola abbia resistenza e rigidità sufficienti. Un tavolo con un frontalino è attaccato al letto di fronte.
Il tavolo e il bancale sono collegati con perni, che garantiscono una maggiore rigidità del giunto e un funzionamento privo di vibrazioni della macchina, necessario per ottenere un'elevata precisione dei pezzi lavorati.
Sul lato anteriore del telaio sono presenti delle guide lungo le quali si muovono la traversa e il supporto laterale. A destra del letto è attaccato il corpo del meccanismo per trasmettere il movimento al mangime e sopra il meccanismo per spostare la traversa.
All'interno del letto è inserito un cambio. La cavità interna inferiore del telaio è utilizzata come serbatoio dell'olio che alimenta sistema centralizzato lubrificazione del cambio e della tavola.
Riduttore
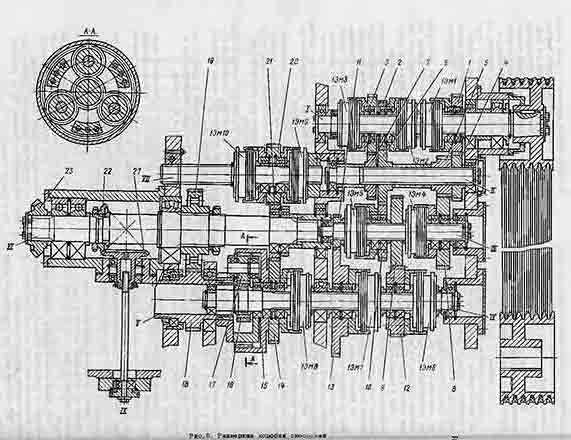
Il cambio viene utilizzato per garantire la rotazione del frontalino, nonché per avviare, arrestare e modificare la velocità. La rotazione all'albero di entrata del riduttore viene trasmessa dal motore elettrico di azionamento principale tramite una trasmissione a cinghia trapezoidale. Il cambio comunica al frontalino 18 incrementi di velocità.
Controllo di una scatola di velocità - a distanza dal pannello sospeso.
La presenza di frizioni elettromagnetiche nel cambio consente di cambiare velocità in movimento e quindi garantire il mantenimento di una velocità di taglio costante a gradini durante la lavorazione delle superfici terminali.
Il cambio ha sei alberi montati su cuscinetti volventi in un alloggiamento con un piano di divisione lungo gli assi degli alberi XY e y per facilità di montaggio.
A una velocità superiore, l'avvio viene eseguito gradualmente in due, tre o stadi a spillo. Il numero di stadi di accelerazione aumenta con l'aumento della frequenza di rotazione del frontalino.
La commutazione della frizione durante l'accelerazione a gradini avviene automaticamente
La modifica della velocità dallo stadio I allo stadio II viene effettuata accendendo le corrispondenti combinazioni di frizioni elettromagnetiche. Allo stesso tempo, la frizione 1Em8 è disattivata e il rapporto di trasmissione del meccanismo planetario è 1/4 (le frizioni 1Em9 e 1EM10 sono accese). Quando vengono attivati 13-18 livelli di velocità, i frontalini delle frizioni 1Em9 e 1EM10 vengono disattivati e la frizione 1Em8 viene attivata e il rapporto di trasmissione del meccanismo planetario in questo caso è uguale a I
Per abilitare il funzionamento a scatti del frontalino, utilizzato durante l'installazione e l'allineamento della parte, è necessario posizionare l'interruttore del comando pensile sulla posizione "Avvio jog" del frontalino e premere il pulsante di avvio del frontalino.
Non ci sono particolari dispositivi di frenatura nel cambio e il frontalino viene frenato azionando contemporaneamente più frizioni elettromagnetiche che chiudono due diversi circuiti cinematici che formano un "blocco". Le restanti frizioni del cambio sono disinserite. Il tempo di decelerazione del frontalino dipende dalla velocità di rotazione e dal peso del pezzo. Il tempo approssimativo per fermare la rotazione del frontalino dopo l'inizio della frenata è compreso tra 2 e 10 s.
Per garantire l'innesto simultaneo delle ruote dentate 15, 16, 17 del meccanismo epicicloidale, la ruota dentata 16 è collegata all'albero 1U mediante un accoppiamento a ingranaggi, che ne consente l'autoallineamento.
Nella scatola del cambio, gli ingranaggi elicoidali garantiscono una trasmissione regolare a velocità circonferenziali elevate. Tutti gli ingranaggi sono in maglia costante.
Quando si cambia velocità in movimento, sono possibili urti e rallentamenti nella rotazione del frontalino, il che non influisce sul funzionamento della macchina e non costituisce un malfunzionamento.
La lubrificazione viene effettuata da una pompa ad ingranaggi separata, riscaldata sulla parete laterale del telaio. L'olio viene fornito attraverso tubi a tutti gli elementi di lavoro.
L'alimentazione di tensione agli anelli collettori delle frizioni elettromagnetiche rotanti viene effettuata tramite spazzole montate su apposite staffe.
Tavolo
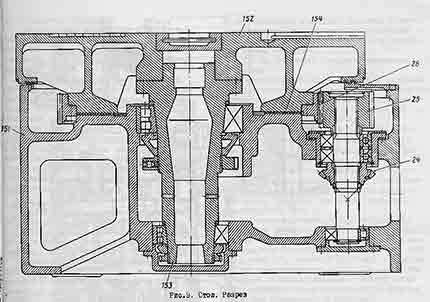
Sulla fig. viene mostrata la tabella della macchina 1516. Non ci sono differenze strutturali fondamentali tra le tabelle delle macchine 1516 e 1512. Le parti della macchina sono simili e differiscono l'una dall'altra solo per le dimensioni.
La tavola è costituita da un corpo 151 avente guide circolari, un frontalino 152 con un mandrino 153 e un azionamento del frontalino.
Il corpo del tavolo è una fusione di ghisa con un sistema di nervature sviluppato, che gli conferisce grande rigidità.
Nella parte superiore del corpo del tavolo sono presenti sporgenze anulari che entrano nelle scanalature anulari del frontalino formando un labirinto. Ciò impedisce schizzi di grasso e protegge da trucioli, polvere di ghisa, emulsione e altri contaminanti dall'ingresso nel tavolo.
L'azionamento del frontalino viene effettuato dal riduttore tramite una coppia di ingranaggi conici con dente circolare 23 del riduttore e tavola 24 ulteriormente tramite una coppia cilindrica: ingranaggio 25 e corona dentata 26 rigidamente collegati al frontalino.
Per garantire un funzionamento regolare a una velocità significativa delle macchine, gli ingranaggi dell'azionamento del frontalino sono realizzati elicoidali e gli ingranaggi conici sono realizzati con un dente circolare.
Il frontalino è un disco cavo con una serie di rabe radiali e anulari interne.
Sul piano superiore sono presenti delle asole macchina a forma di T, che servono per fissare le ganasce di serraggio, attrezzature varie o per bloccare direttamente i pezzi.
Per un'installazione precisa di parti o dispositivi di montaggio al centro del frontalino, nel frontalino è praticato un foro di centraggio, che è protetto dalle intaccature da uno speciale tappo.
La versione base della macchina è dotata di quattro ganasce per il bloccaggio dei pezzi. Ogni camma ha un movimento indipendente.
Riduttore
Il design delle scatole di alimentazione delle pinze laterali e superiori è lo stesso.
Riduttore pinza superiore fissato all'estremità destra della traversa; scatola di alimentazione della pinza laterale - direttamente sul suo corpo.
Il corpo della scatola di alimentazione è in ghisa. un getto scatolare con sufficiente rigidità. Tutti gli alberi della scatola di alimentazione sono montati su cuscinetti volventi.
L'azionamento delle scatole di alimentazione viene effettuato dall'albero scanalato verticale HP, che riceve la rotazione dall'albero di uscita U1 del cambio attraverso il meccanismo per trasferire il movimento all'alimentazione. Le scatole di alimentazione comunicano alle pinze 18 avanzamenti di lavoro (mm/giro) e 18 velocità di movimento di installazione (mm/min). Ciò è ottenuto mediante l'inclusione di combinazioni appropriate di innesti elettromagnetici delle scatole di alimentazione.
Tutti gli ingranaggi delle scatole di alimentazione sono a maglia costante.
La frizione Em7 dell'albero XSh viene utilizzata per attivare gli avanzamenti di lavoro. Quando è acceso, viene realizzata una connessione cinematica tra l'albero verticale del meccanismo di trasmissione del movimento all'alimentazione e la scatola di alimentazione. Quando questa frizione è disattivata, è possibile attivare i movimenti di installazione della pinza da un motore elettrico separato fissato al corpo della scatola di alimentazione.
A seconda della direzione di avanzamento richiesta - rispettivamente destra, sinistra, su, giù - uno dei quattro giunti di direzione Em1, Em2, Em5, EMZ viene attivato e uno degli alberi di uscita XX o XXI riceve la rotazione nella direzione selezionata.
Le frizioni freno Em3, Em4 sugli alberi XX e XXI servono a smorzare l'inerzia delle pinze ed eliminare i sovraccarichi.
L'uso di frizioni elettromagnetiche fornisce il controllo remoto: accensione e spegnimento degli alimentatori di lavoro e dei movimenti di installazione, nonché selezione e commutazione degli alimentatori in movimento dal pannello di controllo pensile.
Meccanismo di movimento traversa e traversa
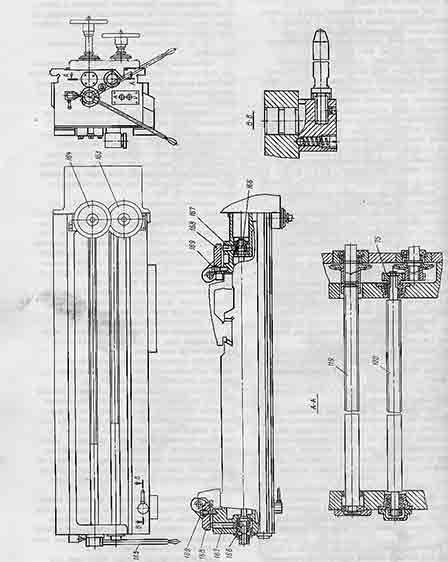
La traversa è posizionata sulle guide verticali del telaio. Il corpo della traversa è una fusione, la cui sezione trasversale presenta guide rettangolari orizzontali lungo le quali si muove la pinza superiore.
Tra le guide orizzontali nella nicchia vi sono l'albero di scorrimento 119 e la vite di scorrimento 120, che sono montati su cuscinetti volventi situati nei fori delle traverse.
La traversa ha un movimento di installazione verticale lungo le guide del telaio, effettuato dal meccanismo di movimentazione della traversa mediante due viti 116 e dadi 104 rigidamente collegati alla traversa.
Il meccanismo per lo spostamento della traversa si trova sul piano superiore del telaio ed è costituito da due ingranaggi a vite senza fine azionati da un motore elettrico reversibile separato. Il giunto a ingranaggi II7, costituito da semigiunti e collegando l'albero motore con l'albero 118, serve per installare la traversa parallela alla superficie di lavoro del frontalino. Ruotando il semigiunto di un dente, la traversa si sposta di 0,005 mm.
La traversa può essere installata sulle guide del letto a diverse altezze durante la sua corsa. Allo stesso tempo, è fissato saldamente a mano con uno speciale meccanismo di bloccaggio.
Il movimento della traversa è interbloccato con il meccanismo di bloccaggio in modo che quando la traversa è bloccata, il suo movimento non si accenda.
I pulsanti per spostare la traversa "Su" e "Giù" si trovano all'estremità sinistra della traversa sotto la maniglia del meccanismo di bloccaggio della traversa.
Per spostare la traversa, la maniglia di bloccaggio 165 viene retratta a destra. Quando si preme il pulsante "Su" o "Giù", la barra trasversale inizia a muoversi. Il movimento dura finché si preme il pulsante o fino a quando la traversa raggiunge la posizione finale e preme uno dei finecorsa che ne limitano il movimento.
Al termine del movimento, il bloccaggio della traversa sulle cremagliere non di guida avviene ruotando la maniglia verso sinistra.
Per garantire una posizione stabile della traversa quando viene abbassata e per selezionare le fessure, il circuito elettrico è progettato in modo tale che al rilascio del pulsante il motore elettrico si inverta e la traversa si alzi automaticamente, dopodiché il motore elettrico si attiva spento.
Per prevenire la caduta della traversa in caso di taglio accidentale delle spire del dado principale 104, è presente un dado di fermo in acciaio che cattura la traversa.
Calibro superiore
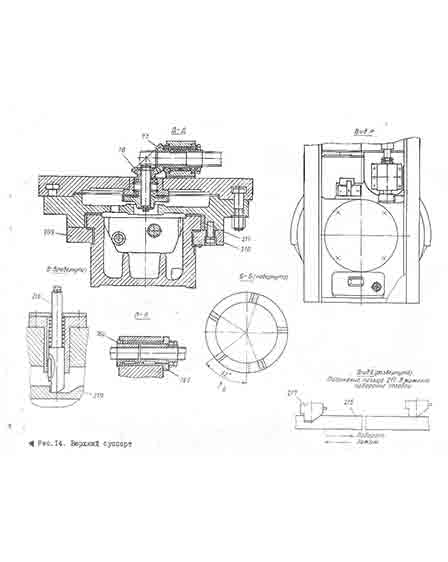
La pinza superiore è costituita da: la parte inferiore - una slitta a croce 196 mobile lungo le guide orizzontali della traversa; parte superiore rotante - slitta rotante 197, cursore 198 con torretta mobile nella slitta rotante di guida; meccanismi per l'azionamento del movimento della pinza e del cursore, rotazione e fissaggio della torretta.
La slitta a croce è realizzata a forma di piatto.
Sul lato posteriore, la guida è dotata di guide piatte, la cui forma e dimensioni corrispondono alle guide anteriori della traversa.
Le tavole 199, 200 e i cunei 201, 202 montati sul lato posteriore della guida trasversale li tengono sulle traverse. Con l'aiuto di cunei, viene regolata la distanza tra le guide e le lamelle, che si verifica durante il funzionamento della macchina. Inoltre, sono installati due scaricatori per selezionare lo spazio tra la guida della traversa inferiore e la slitta, nonché per ridurre l'usura della guida centrale e facilitare il movimento della pinza. Il rullo 203, montato su un cuscinetto ad aghi, scorre lungo la guida superiore della traversa. Le molle Belleville 204 tirano la pinza verso l'alto, mentre scaricano la guida della traversa di circa 3/4 della sua massa.
Sul piano anteriore della slitta trasversale sono presenti scanalature a T circolari, che includono bulloni 224 per il fissaggio della slitta rotante.
La slitta girevole può essere ruotata di 45° da un lato o dall'altro. La rotazione viene eseguita manualmente con l'ausilio di una vite senza fine 105, riscaldata sulla slitta rotante, e di un settore di ingranaggi, i cui denti sono tagliati alla periferia della slitta trasversale.
Il movimento orizzontale della pinza lungo le traverse ad esse dirette viene effettuato con l'ausilio di una madrevite 120 e di un dado 76 rigidamente collegato alla pinza. La vite di comando riceve la rotazione dall'albero di uscita XX della scatola di alimentazione. Il dado 76 è costituito da due metà, una delle quali 76a è fissa rispetto alla pinza, e l'altra 76b ha la possibilità di movimento assiale, che consente di regolare il gioco in connessione filettata se il dado è usurato.
Calibro orizzontale (laterale)
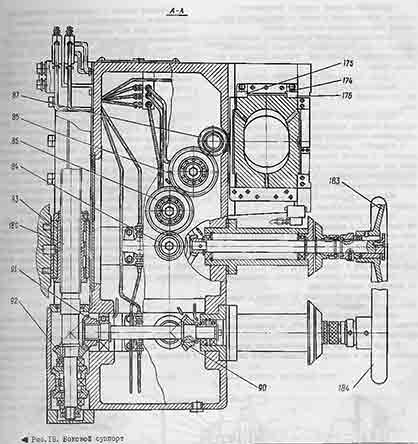
Il supporto laterale è costituito da un corpo 170, un cursore 171 e meccanismi di azionamento del movimento.
Il corpo della pinza laterale è una fusione di ghisa scatolata, rinforzata con pareti interne ed irrigidimenti.
I meccanismi di azionamento del movimento si trovano nel corpo. Sul lato posteriore, il corpo presenta guide per lo spostamento verticale della pinza lungo le guide del telaio, e sul lato anteriore, guide per lo spostamento del cursore.
Le guide hanno rivestimenti in bronzo che ne aumentano la resistenza all'usura.
La pinza è trattenuta sulle guide del letto da una cinghia 172 e da un cuneo 173, che consente di regolare lo spazio e compensare l'usura delle guide.
Il cursore è trattenuto sulle guide da una cinghia sopraelevata 174 e cunei 175, 176.
I movimenti della pinza nel cursore sono limitati da finecorsa.
Per proteggere le guide da trucioli e polvere
raschiatori protettivi installati.
La pinza laterale è fissata alle sponde del letto con la vite 177 e il cursore sulle guide della pinza è avvitato 178.
Il cursore e la pinza possono essere spostati sia meccanicamente che manualmente tramite i volani 183 e 164.
Le alimentazioni di lavoro e i movimenti di installazione sono segnalati alla pinza dalla cassetta di alimentazione. Il movimento dell'albero di uscita XXI della scatola di alimentazione (movimento verticale) viene trasmesso all'albero della pinza 179, quindi attraverso due coppie di ingranaggi conici 89 e 90,
91 e 92 sulla madrevite 180.
La madrevite è collegata rigidamente al telaio. Il design del dado prevede la possibilità di regolarlo per compensare l'usura e selezionare gli spazi vuoti.
Con movimento orizzontale, il movimento dall'albero di uscita XX della scatola di alimentazione viene trasmesso all'albero di supporto 181 e quindi tramite due coppie di ingranaggi cilindrici 84, 85 e 86, 87 ad una coppia di madreviti 182-88. La madrevite è collegata rigidamente al cursore. Il design del dado offre la possibilità di scegliere gli spazi vuoti durante il funzionamento.
Il cursore del supporto laterale presenta un portautensile rotante 195 a quattro lati, che è alloggiato su un perno 191 rigidamente collegato al cursore.
Nella posizione di lavoro, il portautensili è fissato in modo sicuro da giunti a ingranaggi piatti 192 e 193.
Per sgombero e alleggerimento unilaterale movimento manuale la pinza e la scatola di alimentazione ad essa fissata sono bilanciate da un carico che viene posto nella cavità interna del letto. Il supporto laterale è collegato al carico tramite una fune d'acciaio che passa attraverso i rulli di guida.
Schema elettrico
I torni a carosello sono progettati per la lavorazione di pezzi di grande massa e diametro con una lunghezza relativamente piccola. Per fare ciò, il mandrino della macchina si trova verticalmente: la sua estremità superiore è collegata alla rondella piana, a cui è fissato il pezzo (per il fissaggio, la rondella piana ha camme a scorrimento radiale).
La macchina rotativa 1516 permette di eseguire tutte le lavorazioni tipiche dell'attrezzatura del gruppo di tornitura: tornitura di superfici, alesatura, foratura, alesatura di fori, lavorazione di elementi conici e cilindrici (sia all'esterno che all'interno del pezzo), ecc.
Revisione di macchine 1516
La revisione di un tornio è un'alternativa accettabile all'acquisto di nuove attrezzature. Durante la revisione, c'è un completo ripristino delle caratteristiche del tornio, originariamente incorporate nel suo progetto dal costruttore. Allo stesso tempo, il costo di un'importante revisione risulta essere un ordine di grandezza inferiore al prezzo delle nuove apparecchiature (tenendo conto del fatto che molte macchine sono già state interrotte, non possono essere acquistate nuove e gli analoghi importati sono molto costoso!).

La nostra azienda effettua revisione macchine utensili vari tipi. Alta qualità il lavoro è determinato dalla disponibilità delle capacità tecnologiche necessarie, poiché la riparazione viene eseguita in una fabbrica che utilizza materiali moderni e soluzioni.
In fase di revisione del tornio 1516 si eseguono le seguenti operazioni: . smontaggio completo della macchina (compreso smontaggio dettagliato di unità e assiemi);
Risoluzione dei problemi approfondita (determinazione dell'elenco delle parti da sostituire/ripristinare);
Correzione della geometria della macchina (compresa la rettifica delle guide del letto);
Sostituzione di una coppia di viti di alimentazione incrociata;
Sostituzione completa di tutti i prodotti in gomma (RTI), nonché guarnizioni in feltro, pulitori antisporco, ecc.;
Attenta revisione della paletta (se necessario rettifica del cono mandrino);
Sostituzione di tutti i cuscinetti;
Sostituzione di ingranaggi dentati nei cambi;
Revisione del gruppo pinza;
Riparazione della mangiatoia e del grembiule;
Valutazione della contropunta (se necessario - rettifica del cono d'oca o installarne uno nuovo);
Sostituzione di linee elettriche, collegamenti di conduttori e altri elementi del circuito elettrico;
Alla fine Lavoro di riparazione tutte le parti del corpo della macchina sono verniciate.
Quindi l'apparecchiatura passa attraverso un ciclo di prova (secondo le specifiche del produttore).
Su richiesta dei clienti, installiamo su un tornio convertitore di frequenza. Ciò elimina la necessità di un cambio. Ciò riduce i costi energetici per la trasmissione ad ingranaggi e le perdite per attrito, il che significa che aumenta l'efficienza energetica dell'apparecchiatura. Un ulteriore vantaggio: il convertitore di frequenza consente di modificare in modo continuo la velocità del mandrino con un passo molto piccolo.
Garantiamo la qualità delle apparecchiature ricondizionate e la conformità del tornio verticale 1516 ricondizionato a tutti i requisiti di precisione. Oltre all'espansione delle sue capacità tecnologiche attraverso l'uso di parti moderne, assiemi e sistemi di controllo elettrico CNC nel processo di riparazione.

Consigliamo anche
 Alimentatore switching: riparazione e perfezionamento
Alimentatore switching: riparazione e perfezionamento
 Controllo remoto della luce
Controllo remoto della luce
 Corsi di nuoto per bambini in età prescolare
Corsi di nuoto per bambini in età prescolare
 Note per il padrone - Allarmi casalinghi
Note per il padrone - Allarmi casalinghi
 Elica dell'orologio su Atmega8
Elica dell'orologio su Atmega8
 Esempi applicativi di dispositivi e relè, come scegliere e collegare correttamente un relè Microcontrollore e relè semplici circuiti di commutazione
Esempi applicativi di dispositivi e relè, come scegliere e collegare correttamente un relè Microcontrollore e relè semplici circuiti di commutazione