Horganyzott lemez jelölése a GOST szerint. Horganyzott acéllemez, folyamatos vonalakkal
Műszaki adatok. (kivonatok)
Ez a szabvány hidegen hengerelt acéllemezekre és tekercsekre vonatkozik, folyamatos horganyzóegységekben tűzihorganyzott, hidegprofilozásra, festésre, sajtolt alkatrészek, edények, tartályok és egyéb fémtermékek gyártására.
A jelen szabvány által megállapított műszaki szintmutatók megfelelnek a legmagasabb és első minőségi kategóriák követelményeinek.
1. Osztályozás
1.1. A horganyzott acéllemez (OT) a következőkre osztható:
Csoportokhoz rendelve
- Hideg sajtoláshoz - ХШ,
- Hideg profilozáshoz - HP,
- Színezéshez (edzés) - PC,
- Általános rendeltetésű- Ő;
Kategóriákba való rajzolás képessége szerint (XSh csoport acélja).
- Normál rajz - H,
- Mélyrajzolás - G,
- Nagyon mély rajz - VG;
A cinkbevonat vastagságának egyenletessége szerint
- Normál vastagságváltozással - HP,
- Csökkentett vastagságváltozással - UR.
1.2. A fogyasztó és a gyártó megállapodása alapján horganyzott acél állítható elő:
- kristályosodási mintával - KR,
- kristályosodási minta nélkül - MT.
1.3. A bevonat vastagságától függően a horganyzott acél a táblázat szerint 3 osztályba sorolható. egy.
Asztal 1
Különböző bevonatú acél gyártása során a lemez egyik oldalán a vastagságának meg kell felelnie a 2. osztálynak, a másik oldalon pedig a P osztálynak (lemezeknél) vagy az 1. osztálynak.
2. Választék.
2.1. A horganyzott acél 710-1800 mm szélességben készül, vastagsága 0,5-2,5 mm.
2.2. A méreteknek, határeltéréseknek és a választékra vonatkozó egyéb követelményeknek meg kell felelniük a GOST 19904-74 követelményeinek.
Példák szimbólumok
Horganyzott acél, vastagsága 0,8, szélessége 1000, hossza 2000 mm, normál hengerlési pontosság B, normál síkság PN, életlen éllel NO az OH csoportba, kristályosodási mintával KR, az első osztályú horganybevonat a GOST 14918-80 szerint:
Horganyzott hengerelt acél differenciált bevonattal 0,5 vastag, 710 mm széles, megnövelt hengerlési pontosság A, nagy sík PV, O vágóéllel, Bst3kp minőség, PC-festéshez, MT kristályosodási minta nélkül, csökkentett UR vastagságvariációval, az egyik oldalon először bevonva és a másik második osztályon a GOST 14918-80 szerint:
| OC | A-O-1,5x710 GOST 19904-74 |
| Bst3kp PK-MT-UR-1/2 GOST 14918-80 |
3. Műszaki követelmények
3.1. A horganyzott acélt e nemzetközi szabvány követelményeinek megfelelően kell gyártani. technikai dokumentáció az előírt módon jóváhagyták.
3.2. A horganyzott acél hidegen hengerelt szénacélból készül, felületi minősége a GOST 16523-70 szerint. Az acélminőségeknek meg kell felelniük az 1. táblázatban megadottaknak.
Asztal 1
| Galvanizált acél | Márka hidegen hengerelt acél horganyzott acél gyártásához | ||
| Csoport | Kapucnis kategória | Első kategóriás minőség | Csúcsminőségi kategória |
| XIII | N, G | Acélminőségek vegyszerrel. Összetétel a GOST 9045-80, GOST 1050-74 és GOST 380-781 szerint | Acélminőségek kémiai összetétel a GOST 9045-80 szerint, valamint a GOST 1050-74 legfeljebb 0,035% kéntartalommal és legfeljebb 0,020% foszforral, valamint a GOST 380-71 legfeljebb 0,035% kéntartalommal és foszforral - legfeljebb 0,025% |
| XIII | VG | 08ps, 08kp, o8Yu a GOST 9045-80 08PS, 08KP, 10KP GOST 1050-74 szerint | 08ps, 08kp, 08Yu a GOST 9045-80 08ps, 08KP, 10kp a GOST1050-74 szerint, a kén tömeghányada legfeljebb 0,030% és a foszfor - legfeljebb 0,020% |
| XII, PC | - | 08ps a GOST 9045-80 szerint 08.08ps a GOST 1050-74 szerint Bst0, Bst1, bst3 minden fokú deoxidáció a GOST 380-71 szerint | 08ps a GOST 9045-80 szerint 08.08ps a GOST 1050-74 szerint BST0, BST1, BST2, BST3 minden fokú deoxidáció a GOST 380-71 szerint, a kén tömeghányada legfeljebb 0,04% és a foszfor - legfeljebb 0,0035% |
| Ő | - | Acélminőségek kémiai összetétellel a GOST 9045-80, GOST 1050-74, GOST 380-71 szerint | Acélminőség a GOST 9045-80, GOST 1050-74, GOST 380-71 szerinti kémiai összetétellel, a kén tömeghányada legfeljebb 0,045%, a foszfor pedig legfeljebb 0,04%. |
3.3. A horganyzáshoz a Ts0 és Ts1 cinket a GOST 3640-79 szerint használják alumínium, ólom és egyéb fémek hozzáadásával a fürdőhöz. Az ólommal történő adalékolás megengedett a cinkminőségű Ts2 bevezetése miatt.
3.4. A horganyzott acél felületének tisztának kell lennie, folyamatos bevonattal.
3.4.1. Nem szabad megszakítani a bevonat folytonosságát repedés formájában az acél alap hibáin található kis csomókon, amelyek besorolását és méreteit a GOST 16523-70 írja elő.
3.4.2. A szélezetlen élű lapokon és szalagokon a maximális szélességi eltérést meghaladó mélységű élhibák nem megengedettek.
3.5. A KhSh, KhP és OH csoportba tartozó horganyzott acélhoz kis megereszkedés (megereszkedés, rétegződés), szemcsék és a cink egyenetlen kristályosodása, a szalag és a vezérlőgörgők megtört nyomai, a bevonat helyi érdessége (kiütés), könnyű karcolások és horzsolások, amelyek ne sértse meg a cinkbevonat folytonosságát, világos és matt foltok, a passzív film egyenetlen színezése megengedett.
3.6. A PC-csoportba tartozó horganyzott acélnál sötét pontok és deformált kis megereszkedésből eredő út (nyomok), a bevonat helyi érdességének szemcséi (kiütések), matt cinkkristályosodási mintázat, törésnyomok, csíkok, enyhe karcolások és horzsolások, amelyek nem sértik a folytonosságot megengedettek cinkbevonat, világos és matt foltok, a passzív film egyenetlen elszíneződése.
3.7. A fogyasztó kérésére a passzív fóliának egységes színűnek kell lennie.
3.8. Az UR cinkbevonat vastagságának csökkentett eltérése nem lehet több 16-nál a P osztálynál, legfeljebb 10-nél az 1. osztálynál és legfeljebb 4 mikronnál a 2. osztálynál. A normál vastagságváltozatú HP horganyzott acél bevonatvastagságának az 1. táblázatban megadott határokon belül kell lennie.
A legmagasabb minőségi kategóriájú horganyzott acélt különböző vastagságú horganyzott bevonattal állítják elő a P osztályú XSh, KhP és PK csoportok acéljaihoz - legfeljebb 12, 1 osztály - legfeljebb 8 és 2 osztály - legfeljebb 3 mikron.
3.9. Legfeljebb 1,0 mm-es vastagságú horganyzott acél hajlítási helyén a bevonat alapfémmel való tapadásának 180 °-os hajlítási szilárdságának vizsgálatakor a cinkbevonat nem válhat le, ami a acél felület. Kis repedések hálózata megengedett a bevonat hajlításának teljes hosszában és a minta széleitől legfeljebb 6 mm távolságban.
3.10. A mechanikusan horganyzott acélnak meg kell felelnie a táblázatban megadott szabványoknak. 1b.
- Az XSh csoportba tartozó horganyzott acél gömb alakú furatának mélysége meg kell, hogy feleljen a táblázatban megadott szabványoknak. 1b.
- A legmagasabb minőségi kategória XSh csoportjába tartozó horganyzott acél esetében a relatív nyúlás 1 egység legyen. több, mint a táblázat normái. 1b, és a gömb alakú lyuk mélysége 0,2 mm-rel nagyobb, mint a táblázat normái. 1c.
1b. táblázat
Galvanizált acél | Ideiglenes ellenállás | Folyáshatár | Relatív nyúlás s 4, %, nem kevesebb, L0=80 mm-nél acél vastagságnál, mm |
||||
| csoportok | motorháztető kategóriák | rés s in, MPa | s t, MPa, nem kevesebb, mint | 0,7-ig | sv 0,7-1,5 | sv 1.5-2.0 | sv 2.0 |
| ХШ | H G VG | 300-490 275-430 255-410 | - - - | 21 23 26 | 22 24 28 | 23 25 29 | 24 26 30 |
| HP, PC | - | - | 230 | 20 | 22 | - | - |
| Ő | - | - | - | - | - | - | - |
Jegyzet. A szakítószilárdság és a relatív nyúlás értékei az N és G rajzkategóriák XSh csoportjába tartozó horganyzott acélok, a HP és PK csoportok acél relatív nyúlása esetén nem kötelezőek 89.01.07-ig.
A szakítószilárdság és a folyáshatár számításánál a cinkbevonat vastagságát nem veszik figyelembe.
1c. táblázat
Horganyzott acél vastagsága | Gömb alakú lyuk mélysége motorháztető kategóriák esetén, nem kevesebb, mint |
||
| VG | G | H | |
| 0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 | 8,5 8,9 9,2 9,5 9,9 10,1 10,3 10,5 10,7 10,8 11,0 11,3 11,4 11,5 11,6 11,7 | 8,0 8,5 8,9 9,3 9,6 9,9 10,1 10,3 10,5 10,6 10,8 11,0 11,1 11,2 11,3 11,4 | 6,9 7,2 7,5 7,8 8,2 8,6 8,7 8,8 8,9 9,0 9,1 9,5 9,6 9,7 9,8 9,9 |
Megjegyzések:
- Köztes vastagságú horganyzott acél esetén a gömb alakú furat mélységének meg kell felelnie a legközelebbi kisebb vastagságra megállapított szabványoknak.
- Az 1,5 mm-nél vastagabb horganyzott acél gömb alakú mélyedési mélysége 89. 07. 01-ig nem kötelező.
- Az MTL-10 g típusú eszközökön történő teszteléskor a gömb alakú lyuk mélységére vonatkozó normák 0,3 mm-rel csökkennek.
3.11. A ХШ csoportba tartozó horganyzott acélt 7, 8, 9, 10 pont ferrit szemcsemérettel állítják elő a GOST 5639-82 szerint a VG burkolat kategóriáknál és legalább 6 pont a G burkolat kategóriáknál.
A VG kategóriájú horganyzott acél esetében egyenetlen szemcsék megengedettek két szomszédos számon belül, G kategóriájú lemezeknél - három szomszédos számon belül.
3.12. A VG kategóriájú ХШ csoportba tartozó horganyzott acélok esetében a szerkezetileg mentes cementit jelenléte megengedett a GOST 5640-68 szerinti 1. skála 0., 1., 2. és 3. pontjának határain belül. A G és H rajzkategóriák esetében a szerkezetileg szabad cementit jelenléte nincs szabványosítva.
3.13 A KhP, PK, OH horganyzott acél törés nélküli íveinek számának meg kell felelnie a táblázatban meghatározott szabványoknak. 1g
1d. táblázat
Jegyzet. Az 1,5 mm-nél vastagabb horganyzott acél hajlítási szabványai 89. 07. 01-ig nem kötelezőek.
3.14. (Törölve, Rev. No. 2).
4. Átvételi szabályok
4.1. A horganyzott acélt tételekben fogadják el. A tételnek azonos csoportba tartozó horganyzott acéllemezekből vagy tekercsekből kell állnia, azonos méretű, azonos típusú és osztályú, bevonatvastagságban, típusban, tartósításban, azonos márkájú és hőállóságú (KhSh, KhP és PK acél) csoportok) rajzkategória (a KhSh csoport acélja), ki kell adni és csatolni kell a GOST 7566-81 szerinti minőségi dokumentumot, opcionális minőségi mutatók hozzáadásával.
A tétel tömege nem haladhatja meg az egység cseretermelését.
4.3. A felület méreteinek és minőségének ellenőrzéséhez a lapok 6%-át vagy egy tekercset kell kiválasztani a tételből.
4.4. A bevonat tapadási szilárdságának szabályozásához, mechanikai tulajdonságok, a mikrostruktúrák egy lapot vagy egy tekercset vesznek el a tételből.
4.5. Ha legalább az egyik mutatóra nem kielégítő vizsgálati eredményt kap, egy második kísérletet hajtanak végre a GOST 7566-81 szerint.
6. Jelölés, csomagolás, szállítás és tárolás.
6.1. Jelölés, csomagolás, szállítás és tárolás - a GOST 7566-81 szerint kiegészítésekkel.
6.2. A horganyzott acél felületének korrózió elleni védelme érdekében konzerválást végeznek: passziválás, olajozás vagy passziválás és olajozás.
A fogyasztó kérésére a horganyzott acélt nem őrzik meg.
Ha a Távol-Északra és nehezen elérhető területekre szállítják, megőrzésre van szükség.
6.3. A horganyzott acéllemezekből csomagot alakítanak ki, és az egyik lemezt a másikra helyezik. Különböző bevonatú lapoknál a 2. rétegvastagsági osztályú oldalnak a csomag alja felé kell néznie.
Vég és oldalfelületek a csomagokat izzított anyagból készült csatornák veszik körül acéllemez a normatív és műszaki dokumentáció szerint legalább 0,4 mm vastag.
A csomag aljára kell rögzíteni fa rudak a GOST 8486-86 és a GOST 2695-83 szerint legalább 80x80 mm-es keresztmetszetű vagy fémrudakkal a szabályozási és műszaki dokumentáció szerint. A fa- és fémrudak száma legfeljebb 1200 mm-es csomagszélességgel - 2 db; 1200 mm felett - illetve 3 db. és 2 db.
6.4. A differenciált bevonatú horganyzott acél tekercseket úgy hengereljük, hogy a 2. osztályú horganybevonat vastagságú oldal a tekercsen belül legyen.
6.5. A kötegeket és tekercseket szorosan össze kell kötni. A pántok száma - a GOST 7566-81 szerint.
6.6. Egy csomag tömegének legalább 3 tonnának kell lennie, és nem haladhatja meg a 10 tonnát.
88. 01. 01-ig a fogyasztó kérésére egy horganyzott acéllemez csomag tömege nem haladhatja meg az 5 tonnát.
6.7. A csomagok szállítási jelölését a GOST 14192-77 szabványnak megfelelően sötét festékkel kell felvinni a csomagolás végfelületére és a tekercs oldalfelületére, és tartalmaznia kell a fő, kiegészítő és információs feliratokat.
6.8. Horganyzott acél szállítása vasúton nyílt gördülőállománysal, az ezen a fuvarozási típuson hatályos árufuvarozási szabályok, valamint a Vasúti Minisztérium által jóváhagyott áruk berakodási és rögzítési feltételei szerint végzik.
6.9. A horganyzott acél tárolásának meg kell felelnie a Zh3 feltételeinek a GOST 15150-69 szerint, kivéve a kémiailag aktív anyagokkal való együttes jelenlétet.
FOLYAMATOSAN VONATKOZÓ HONKOZZOTT ACÉL
MŰSZAKI FELTÉTELEK
IPK STANDARD KIADÓ
Moszkva
ÁLLAMKÖZI SZABVÁNY
A Szovjetunió Állami Szabványügyi Bizottságának 1980. március 31-i, 1465. sz. rendelete határozta meg a bevezetés dátumát.
01.07.81
Az Államközi Szabványügyi, Mérésügyi és Tanúsítási Tanács 3-93. sz. jegyzőkönyve (IUS 5-6-93) értelmében az érvényességi idő megszűnt.
Ez a szabvány hidegen hengerelt acéllemezekre és tekercsekre vonatkozik, folyamatos horganyzóegységekben tűzihorganyzott, hidegprofilozásra, festésre, sajtolt alkatrészek, edények, tartályok és egyéb fémtermékek gyártására.
A jelen szabvány által megállapított műszaki szintmutatók megfelelnek a legmagasabb és első minőségi kategóriák követelményeinek.
1. OSZTÁLYOZÁS
1.1. A horganyzott acéllemez (OT) a következőkre osztható:
csoportokhoz rendelve
hideg sajtoláshoz - ХШ,
hidegprofilozáshoz - HP,
színezéshez (kiképzett) - PC,
általános célú - OH;
húzóképességgel
(acél csoport X W) kategóriánként
normál motorháztető - H,
mélyrajzolás - G,
nagyon mély rajz - VG;
a cinkbevonat vastagságának egyenletessége szerint
normál vastagságváltozással - HP,
csökkentett vastagságváltozással - UR.
1.2. A fogyasztó és a gyártó megállapodása alapján horganyzott acél állítható elő:
kristályosodási mintával - KR,
kristályosodási minta nélkül - MT.
1.3. A bevonat vastagságától függően a horganyzott acél három osztályba sorolható a táblázatban megadottaknak megfelelően. egy.
Asztal 1
|
Vastagsági osztály |
Mindkét oldalra felvitt 1 m 2 bevonóréteg tömege, r |
Bevonat vastagsága, µm |
|
P (növekedett) |
St. 570-855 incl. |
St. 40-60 incl. |
|
» 258 » 570 » |
» 18 » 40 » |
|
|
142,5" 258"-tól |
10 » 18 » |
Különböző bevonatú acél gyártásánál a lemez egyik oldalán a 2. osztálynak, a másik oldalon a P osztálynak (lemezeknél) vagy 1. osztálynak kell megfelelnie.
2. VÁLASZTÉK
2.1. A horganyzott acélt 710-1800 mm-es szélességben, 0,5-2,5 mm-es vastagságban gyártják.
2.2. A méreteknek, határeltéréseknek és egyéb szortiment követelményeknek meg kell felelniük a követelményeknek.
A legmagasabb minőségi kategóriába tartozó horganyzott acélt a következők gyártják:
hengerelt acél félholddal legfeljebb 6 mm 3 m hosszúságonként;
PV és PU lapossággal és a vastagság megengedett eltéréseivel a megnövelt hengerlési pontosság szabványai szerint;
1000 mm-ig terjedő acélszélességű teleszkópos tekercsekkel, legfeljebb 30 mm.
Példák a legendára
Horganyzott acél, vastagsága 0,8, szélessége 1000, hossza 2000 mm, normál hengerlési pontosság B, normál síkság PN, életlen éllel NO az OH csoportba, kristályosodási mintával KR, a cink első osztálya bevonat a GOST 14918-80 szerint:
Horganyzott hengerelt acél, vastagsága 1,2, szélessége 1000 mm, megnövelt hengerlési pontossággal A, vágóéllel O, 08kp minőség, nagyon mély húzás VG, kristályosodási minta nélkül MT, csökkentett vastagságváltozással UR, második osztály bevonat a GOST 14918-80 szerint:
Horganyzott hengerelt acél differenciált bevonattal 0,5 vastag, 710 mm széles, megnövelt hengerlési pontosság A, vágóéllel O, Bst3kp minőség, PC-festéshez, MT kristályosodási minta nélkül, csökkentett UR vastagságvariációval, az első egyik oldalán bevonva, ill. egy másik második osztályon a GOST 14918-80 szerint:
Fejezet. 2. (Átdolgozott kiadás, Rev. No. 2).
3. MŰSZAKI KÖVETELMÉNYEK
3.1. A horganyzott acélt a jelen szabványnak az előírt módon jóváhagyott műszaki dokumentációra vonatkozó követelményei szerint kell gyártani.
3.2. A horganyzott acél hidegen hengerelt szénacél tekercsekből készül, amelyek felületi minősége . Az acélminőségeknek meg kell felelniük a táblázatban megadottaknak. 1a.
Asztal 1a
|
Galvanizált acél |
Hidegen hengerelt acélminőség horganyzott acél készítéséhez |
||
|
Csoport |
|||
|
ХШ |
N, G |
A kémiai összetételű acélminőségek, valamint legfeljebb 0,035% kéntartalommal és legfeljebb 0,020% foszfortartalommal és legfeljebb 0,035% kéntartalommal és legfeljebb 0,025% foszfortartalommal |
|
|
ХШ |
VG |
08ps, 08kp, 08Yu |
08ps, 08kp, 08Yu |
|
08ps, 08kp, 10 cl. |
08ps, 08kp, 10kp tömeghányaddal legfeljebb 0,030% és foszfor - legfeljebb 0,020% |
||
|
HP, PC |
08ps to |
08ps to |
|
|
08, 08ps ig |
08, 08pa tovább |
||
|
BSt0, BSt1, BSt2, BStZ minden dezoxidációs fok szerint |
Bst0, Bst1, Bst2, Bst3 minden fokú deoxidáció, legfeljebb 0,04% kén tömeghányaddal és legfeljebb 0,035% foszforral |
||
|
Ő |
szerinti kémiai összetételű acélminőségek, és |
Acélminőségek kémiai összetétellel, legfeljebb 0,045 tömegszázalék kéntartalommal és legfeljebb 0,040 tömegszázalék foszfortartalommal |
|
(Átdolgozott kiadás, Rev. No. 2).
3.3. A horganyzáshoz a GOST 3640-94 szerint Ts0 és Ts1 cinket használnak alumínium, ólom és egyéb fémek hozzáadásával a fürdőhöz. Az ólommal történő adalékolás megengedett a cinkminőségű Ts2 bevezetése miatt.
3.4. A horganyzott acél felületének tisztának és teljesen bevontnak kell lennie.
3.4.1. A bevonat folytonosságának megszakítása repedések formájában az acél alap hibáin található kis csomókon, amelyek besorolása és méretei szerepelnek, nem megengedett.
3.4.2. A szélezetlen élű lapokon és szalagokon a maximális szélességi eltérést meghaladó mélységű élhibák nem megengedettek.
3.4 - 3.4.2. (Módosított kiadás, Rev. No. 2).
3.5. A KhSh, KhP és OH csoportba tartozó horganyzott acélokhoz kis megereszkedés (megereszkedés, rétegződés), szemcsék és a cink egyenetlen kristályosodása, a szalag és a vezérlőgörgők meghajlásának nyomai, a bevonat helyi érdessége (kiütés), könnyű karcolások és horzsolások, amelyek ne sértse meg a cinkbevonat folytonosságát, világos és matt foltok, a passzív film egyenetlen színezése megengedett.
3.6. A PC-csoportba tartozó horganyzott acélnál sötét pontok és nyomok (nyomok) deformált kis megereszkedésből (megereszkedés, rétegesedés), szemcsék és a bevonat helyi érdességei (kiütések), matt és elmosódott cinkkristályosodási mintázat, szalaggyűrődések nyomai, enyhe karcolások és horzsolások megengedettek, a cinkbevonat folytonosságának megzavarása, világos és matt foltok, a passzív film egyenetlen elszíneződése.
3.7. A fogyasztó kérésére a passzív fóliának egységes színűnek kell lennie.
(Átdolgozott kiadás, Rev. No. 2).
3.8. Az UR cinkbevonat vastagságának csökkentett eltérése nem lehet több 16-nál a P osztálynál, legfeljebb 10-nél az 1. osztálynál és legfeljebb 4 mikronnál a 2. osztálynál. A normál vastagságú HP horganyzott acél bevonatvastagságának a táblázatban megadott határokon belül kell lennie. egy.
A legmagasabb minőségi kategóriájú horganyzott acélt különböző vastagságú horganyzott bevonattal állítják elő a P osztályú XSh, KhP és PK csoportok acéljaihoz - legfeljebb 12, 1 osztály - legfeljebb 8 és 2 osztály - legfeljebb 3 mikron.
3.9. Legfeljebb 1,0 mm-es vastagságú horganyzott acél hajlítási helyén a bevonat alapfémmel való tapadásának 180 °-os hajlítási szilárdságának vizsgálatakor a cinkbevonat nem válhat le, ami a acél felület. Kis repedések hálózata megengedett a bevonat hajlításának teljes hosszában és a minta széleitől legfeljebb 6 mm távolságban.
3.10. A horganyzott acél mechanikai tulajdonságainak meg kell felelniük a táblázatban megadott szabványoknak. 1b.
|
Galvanizált acél |
Szakítószilárdság s BAN BEN, MPa |
Folyáshatár s T, MPa, nem kevesebb, mint |
Relatív kiterjesztése d 4 , %, nem kevesebb, atl 0 = 80 mm acél vastagságnál, mm |
||||
|
csoportok |
0,7-ig |
Utca. 0.7 |
Utca. 1.5 |
Utca. 2.0 |
|||
|
300-490 |
|||||||
|
ХШ |
275-430 |
||||||
|
VG |
255-410 |
||||||
|
HP, PC |
|||||||
|
Ő |
|||||||
jegyzet. A szakítószilárdság és a relatív nyúlás értékei az N és G rajzkategóriájú horganyzott acélok XSh csoportjában, a HP és PK csoportok acéljainál a relatív nyúlás értékei 89.07.01-ig nem kötelezőek voltak.
A szakítószilárdság és a folyáshatár számításánál a cinkbevonat vastagságát nem veszik figyelembe.
3.10.1. Az XSh csoportba tartozó horganyzott acél gömb alakú furatának mélységének meg kell felelnie a táblázatban megadott szabványoknak. 1c.
|
Horganyzott acél vastagsága |
Gömb alakú lyuk mélysége motorháztető kategóriák esetén, nem kevesebb, mint |
||
|
VG |
G |
H |
|
|
10,1 |
|||
|
10,3 |
10,1 |
||
|
10,5 |
10,3 |
||
|
10,7 |
10,5 |
||
|
10,8 |
10,6 |
||
|
11,0 |
10,8 |
||
|
11,3 |
11,0 |
||
|
11,4 |
11,1 |
||
|
11,5 |
11,2 |
||
|
11,6 |
11,3 |
||
|
11,7 |
11,4 |
||
Megjegyzések:
1. Köztes vastagságú horganyzott acél esetén a gömb alakú furat mélységének meg kell felelnie a legközelebbi kisebb vastagságra megállapított szabványoknak.
2. Az 1,5 mm-nél vastagabb horganyzott acél gömb alakú bemélyedési mélysége 89. 07. 01-ig választható volt.
3. MTL-10 g típusú készülékeken tesztelve a gömb alakú furat mélységére vonatkozó normák 0,3 mm-rel csökkennek.
3.10.2. A legmagasabb minőségi kategória XSh csoportjába tartozó horganyzott acél esetében a relatív nyúlás 1 egység legyen. több, mint a normák, és a gömb alakú furat mélysége 0,2 mm-rel nagyobb a normáknál.
3.10 - 3.10.2. (Átdolgozott kiadás, Rev. 2. szám).
3.11. Az XSh csoportba tartozó horganyzott acél 7, 8, 9, 10 pont ferrit szemcsemérettel készül a GOST 5639-82 szerint a VG burkolat kategóriáknál és legalább 6 pont a G burkolat kategóriánál.
A VG kategóriájú horganyzott acél esetében egyenetlen szemcsék megengedettek két szomszédos számon belül, G kategóriájú lemezeknél - három szomszédos számon belül.
3.12. A VG kategóriájú ХШ csoportba tartozó horganyzott acélok esetében a szerkezetileg mentes cementit jelenléte megengedett a GOST 5640-68 szerinti 1. skála 0., 1., 2. és 4. pontjának határain belül. A G és H rajzkategóriák esetében a szerkezetileg szabad cementit jelenléte nincs szabványosítva.
3.13. A KhP, PK, OH csoportba tartozó horganyzott acél törés nélküli íveinek számának meg kell felelnie a táblázatban meghatározott szabványoknak. 1g
1d. táblázat
|
Horganyzott acél vastagsága, mm |
A törések száma |
|
Akár 0,8 incl. |
|
|
St. 0.8 » 1.2 » |
|
|
» 1.2 » 2.0 » |
|
|
» 2.0 |
jegyzet. Az 1,5 mm-nél vastagabb horganyzott acél hajlítási normái 89. 07. 01-ig nem kötelezőek voltak.
(Átdolgozott kiadás, Rev. No. 2).
3.14. (Törölve, Rev. No. 2).
4. ELFOGADÁSI SZABÁLYOK
4.1. A horganyzott acélt tételekben fogadják el. A tételnek azonos csoportba tartozó horganyzott acéllemezekből vagy tekercsekből kell állnia, azonos méretű, azonos típusú és osztályú bevonatvastagságú, konzerválási típusú, azonos minőségű és hőállóságú (KhSh, KhP és PK acél) csoportok) és rajzkategóriát (KhSh csoport acél), ki kell adni, és csatolni kell egy minőségi dokumentumot, amely az opcionális minőségi mutatók értékeinek hozzáadásával jár.
A tétel tömege nem haladhatja meg az egység cseretermelését.
(Átdolgozott kiadás, Rev. No. 2).
4.2. A minőségi dokumentumban a fogyasztó kérésére feltüntetik a vizsgálati eredményeket és a kémiai összetételre vonatkozó adatokat.
Az Állami Minőségi Jellel elnyert horganyzott acél esetében az Állami Minőségi Jel megjelölését a minőségi okmányon kell feltüntetni.
4.3. A felület méreteinek és minőségének ellenőrzéséhez a lapok 6%-át vagy egy tekercset kell kiválasztani a tételből.
4.4. A bevonat tapadási szilárdságának, mechanikai tulajdonságainak, mikroszerkezetének szabályozására egy lapot vagy egy tekercset kell kiválasztani a tételből.
4.5. Ha legalább az egyik indikátorra nem kielégítő vizsgálati eredmény érkezik, ismételt vizsgálatot kell végezni a szerint.
5. VIZSGÁLATI MÓDSZEREK
5.1. A lemezek és tekercsek felületének minőségét külső vizsgálattal, nagyító eszközök használata nélkül ellenőrzik.
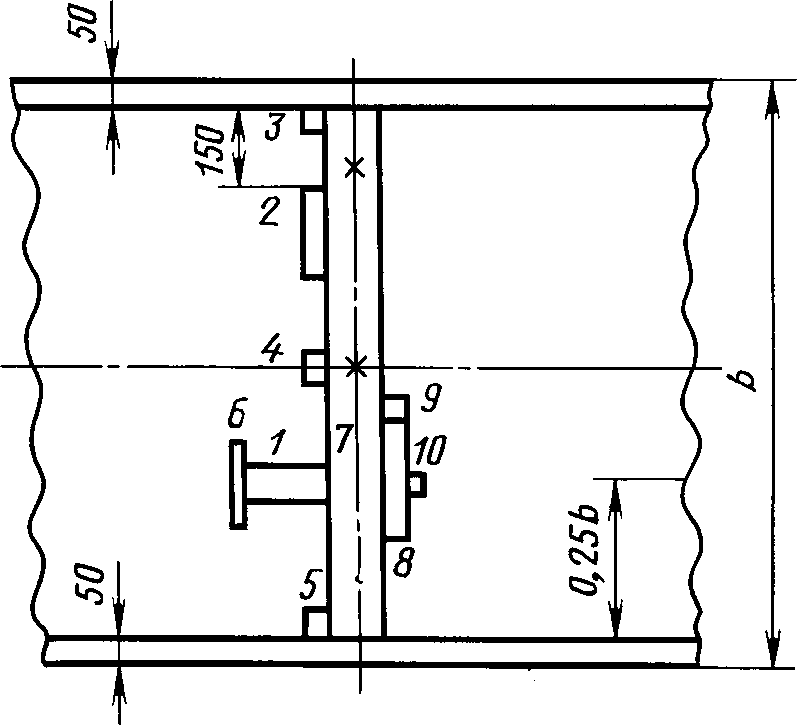
5.2. A teszteléshez minden kiválasztott lapról vagy tekercsről mintákat vágnak le a rajz és a táblázat követelményeinek megfelelően. 2
Tesztelési módszer
szélesség
hossz
A cinkbevonat nemesfémhez való tapadási szilárdságáról
3, 4, 5
A horganybevonat tömegének és vastagságváltozásának meghatározása
Inflexió
Egy gömb alakú lyuk burkolatán (x- vizsgálat helye)
180-300
Szakító
9, 10
Mikrostruktúra értékelés
jegyzet. A mintákat a legnagyobb méreteltérésekkel - ± 3 mm -vel vágják ki.
5.3. A cinkbevonat tömegének meghatározásához a vizsgálati mintát zsírtalanítjuk, lemérjük, antimon-oxid (Sb 2 O 3) vagy antimon-klorid (Sb C1 3) sósavas oldatába merítjük, és addig tartjuk, amíg a heves gázfejlődés meg nem szűnik, majd a mintát az oldatból kivesszük, hideg, majd forró vízzel alaposan mossuk, szűrőpapíron szárítjuk és lemérjük. A zsírtalanítás technikai szintetikus etil-alkohollal történik.
Az antimon-oxid vagy antimon-klorid oldatát a következő módon készítjük: 20 g antimon-oxidot (vagy 32 g antimon-kloridot) feloldunk 1000 ml tömény sósavban (GOST 3118-77) a második és első osztályú ill. 50 g P osztályú antimon-oxid.
A lemez mindkét oldalára felvitt cinkbevonat tömege grammban ( m) 1 m 2 -enként a képlettel számítjuk ki
ahol három minta (3, 4 és 5) tömege a cinkbevonat feloldódása előtt, 0,01 g, g hibával;
Három minta (3, 4 és 5) tömege a cinkbevonat feloldódása után, 0,01 g, g hibával;
S- a minták tényleges felülete 1,10 -6 m 2, m 2 hibával.
A cinkbevonat tömegének meghatározásához más módszerek is használhatók, amelyek biztosítják a szükséges pontosságot.
Az értékelés során nézeteltérés esetén a jelen szabványban meghatározott módszert alkalmazzuk.
(Módosított kiadás, Rev. No. 1, 2).
5.4. A bevonat vastagságának változását a lemez keresztirányában a 3., 4. és 5. mintán a bevonat vastagságának maximális és minimális értéke közötti abszolút különbségként határozzuk meg a képlet szerint.
|
3 - a cinkbevonat felülete, cm 2 . (Átdolgozott kiadás, Rev. No. 1). 5.4.1. A differenciált bevonatú lemez felületének horganybevonatának vastagságának és vastagságkülönbségének átlagos értékét meghatározzuk és mindkét oldalra kiszámítjuk. Ehhez a minta zsírtalanítása után az egyik oldalát sűrű gumiragasztó- vagy paraffinréteggel vonják be, és az ellenkező oldalról eltávolítják a cinket, a fentiek szerint. Az újramérést követően a ragasztót vagy a paraffint mechanikusan vagy befelé távolítjuk el forró víz. A cinkbevonat eltávolítása a minta másik oldaláról ugyanígy történik. 5.5. A hajlítási tesztet a GOST 13813-68 szerint kell elvégezni. 5.6. A gömb alakú lyuk rajzolásának tesztjét a GOST 10510-80 szerint kell elvégezni. Végezzen két mérést a vizsgálati területen, és határozza meg a számtani átlagot. 5.7. A szakítóvizsgálatot a GOST 11701-84 szerint kell elvégezni. 5.8. A ferrit szemcseméretének meghatározása a GOST 5639-82, a szerkezetmentes cementit pedig a GOST 5640-68 szerint történik. 5.9. A legfeljebb 1 mm vastag horganyzott acél hajlítási vizsgálatát 180 ° -os szögben a GOST 14019-80 szerint kell elvégezni. A horganyzott acél mintáját a hengerelt termék vastagságának megfelelő tüskén tesztelik. A legmagasabb minőségi kategóriájú horganyzott acélnak 180-as hajlítási tesztet kell kiállnia ° tüske nélkül, amíg az oldalak érintkeznek. A fogyasztó és a gyártó megállapodása alapján a hajlítási próbát az OST 1411-196-86 szerinti kettős tetőzárra, a PK csoportba tartozó horganyzott acélra pedig U-1A készüléken végzett vizsgálattal lehet helyettesíteni. nak nek. Az 1,0 mm-nél vastagabb horganyzott acél vizsgálata a fogyasztó kérésére az előírt módon egyeztetett eljárás szerint történik. 5.10. A horganyzott acél minőségének ellenőrzése érdekében megengedett a roncsolásmentes ellenőrzési módszerek alkalmazása. 6. JELÖLÉS, CSOMAGOLÁS, SZÁLLÍTÁS ÉS TÁROLÁS6.1. Jelölés, csomagolás, szállítás és tárolás - kiegészítéssel. 6.2. A horganyzott acél felületének korrózió elleni védelme érdekében konzerválást végeznek: passziválás, olajozás vagy passziválás és olajozás. A fogyasztó kérésére a horganyzott acélt nem őrzik meg. Ha a Távol-Északra és nehezen elérhető területekre szállítják, megőrzésre van szükség. 6.3. A horganyzott acéllemezekből csomagot alakítanak ki, és az egyik lemezt a másikra helyezik. Különböző bevonatú lapoknál a 2. rétegvastagsági osztályú oldalnak a csomag alja felé kell néznie. A csomag vég- és oldalfelülete a szabványos és műszaki dokumentáció szerint legalább 0,4 mm vastag, lágyított acéllemezből készült csatornákkal van bélelve. A csomag aljára fa rudakat kell rögzíteni legalább 80-as keresztmetszettel ´ 80 mm-es vagy fémrudak a normatív és műszaki dokumentáció szerint. A fa- és fémrudak száma legfeljebb 1200 mm-es csomagszélességgel - 2 db; 1200 mm felett - illetve 3 db. és 2 db. 6.4. A differenciáltan bevont horganyzott acél tekercseket úgy hengereljük, hogy a 2. horganybevonat vastagsági osztályú oldal a tekercsen belül legyen. 6.5. A kötegeket és tekercseket szorosan össze kell kötni. A hevederek számának meg kell felelnie a követelményeknek. Távol-Északra és nehezen elérhető területekre történő szállításkor a hevederek minimális számának eggyel többnek kell lennie, mint az általa megállapított normák. A hevederhez 1,2 - 2,0 mm vastagságú, 30 - 40 mm szélességű fémszalagot, vagy egyéb szabályozási és műszaki dokumentációt használnak. A tekercsek külső átmérője és szélessége nem haladhatja meg a 2 mm-t, a kötegek hossza, szélessége és magassága 6,2 és 1 m. 6.6. Egy csomag tömegének legalább 3 tonnának kell lennie, és nem haladhatja meg a 10 tonnát. 88. 01. 01-ig a fogyasztó kérésére egy horganyzott acéllemez csomag tömege nem haladhatja meg az 5 tonnát. 6.7. A csomagok szállítási jelölését sötét festékkel kell felvinni a csomagolás végfelületére és a tekercs oldalfelületére, és tartalmaznia kell az alapvető, kiegészítő és információs feliratokat. 6.8. A horganyzott acél vasúti szállítása nyitott gördülőállományon történik, az erre a fuvarozási típusra vonatkozó hatályos árufuvarozási szabályok, valamint a Vasúti Minisztérium által jóváhagyott áruk berakodási és rögzítési feltételei szerint. 6.9. A horganyzott acél tárolásának meg kell felelnie a ZhZ szerinti feltételeknek, kivéve a kémiailag aktív anyagokkal való együttes elhelyezést. Sec. 6. (Átdolgozott kiadás, Rev. No. 2). |
GOST 14918-80
ÁLLAMKÖZI SZABVÁNY
MŰSZAKI FELTÉTELEK
Hivatalos kiadás
Standartinform
ÁLLAMKÖZI SZABVÁNY
FOLYAMATOSAN VONATKOZÓ HONKOZZOTT ACÉL
Műszaki adatok
Folyamatosan horganyzott acéllemez. Műszaki adatok
GOST 14918-69
MKS 77.140.50 OKP 11 1110
Rendelet Állami Bizottság Szovjetunió az 1980. március 31-i 1465. sz. szabvány szerint, a bevezetés dátuma meg van határozva
Az Államközi Szabványügyi, Mérésügyi és Tanúsítási Tanács 3-93. sz. jegyzőkönyve (IUS 5-6-93) értelmében az érvényességi idő megszűnt.
Ez a szabvány hidegen hengerelt acéllemezekre és tekercsekre vonatkozik, folyamatos horganyzóegységekben tűzihorganyzott, hidegprofilozásra, festésre, sajtolt alkatrészek, edények, tartályok és egyéb fémtermékek gyártására.
A jelen szabvány által megállapított műszaki szintmutatók megfelelnek a legmagasabb és első minőségi kategóriák követelményeinek.
1. OSZTÁLYOZÁS
1.1. A horganyzott acéllemez (OT) a következőkre osztható:
csoportokhoz rendelve
hidegsajtoláshoz - KhSh, hideg profilozáshoz - KhP, festéshez (betanított) - PC, általános célú - OH;
kategóriában a rajztudás (XSh acélcsoport) szerint
normál rajz - H, mélyrajz - G, nagyon mély rajz - VG;
a cinkbevonat vastagságának egyenletessége szerint
normál vastagságváltozással - HP, csökkentett vastagságvariációval - UR.
(Módosított kiadás, Rev. No. 1).
1.2. A fogyasztó és a gyártó megállapodása alapján horganyzott acél állítható elő: kristályosodási mintával - KR,
kristályosodási minta nélkül - MT.
1.3. A bevonat vastagságától függően a horganyzott acél három osztályba sorolható a táblázatban megadottaknak megfelelően. egy.
Hivatalos közzététel Utánnyomás tilos
Kiadás (2007. augusztus) az 1. és 2. számú módosításokkal, jóváhagyva 1981 szeptemberében, 1986 júniusában
(IUS 11-81, 9-86).
© Standards Publishing House, 1987 © Standartinform, 2007
Asztal 1
Különböző bevonattal ellátott acél gyártásánál a lemez egyik oldalán a 2. osztálynak, a másik oldalon a P osztálynak (lemezeknél) vagy az 1. osztálynak kell megfelelnie (Módosított kiadás, 2. módosítás).
2. VÁLASZTÉK
2.1. A horganyzott acélt 710-1800 mm-es szélességben, 0,5-2,5 mm-es vastagságban gyártják.
2.2. A méreteknek, határeltéréseknek és a választékra vonatkozó egyéb követelményeknek meg kell felelniük a GOST 19904-90 követelményeinek.
A legmagasabb minőségi kategóriába tartozó horganyzott acélt a következők gyártják:
hengerelt acél félholddal legfeljebb 6 mm 3 m hosszúságonként;
PV és PU lapossággal és a vastagság megengedett eltéréseivel a megnövelt hengerlési pontosság szabványai szerint;
1000 mm-ig terjedő acélszélességű teleszkópos tekercsekkel, legfeljebb 30 mm.
Példák a legendára
Horganyzott acél, vastagsága 0,8, szélessége 1000, hossza 2000 mm, normál hengerlési pontosság B, normál síkság PN, életlen éllel NO az OH csoportba, kristályosodási mintával KR, a cink első osztálya bevonat a GOST 14918-80 szerint:
B-PN-NO-0,8x 1000 c.u. 2000 GOST 19904-90 IC ON-KR-1 GOST 14918-80
Horganyzott hengerelt acél, vastagsága 1,2, szélessége 1000 mm, megnövelt hengerlési pontossággal A, vágóéllel O, 08kp minőség, nagyon mély húzás VG, kristályosodási minta nélkül MT, csökkentett vastagságváltozással UR, második osztály bevonat a GOST 14918-80 szerint:
A-O-1.2x 1000 GOST 19904-90 OTs 08kp VG-MT-UR-2 GOST 14918-80
Horganyzott hengerelt acél differenciált bevonattal 0,5 vastag, 710 mm széles, A megnövelt hengerlési pontosság, O vágóéllel, BstZkp minőség, PC-festéshez, MT kristályosodási minta nélkül, csökkentett UR vastagságvariációval, az első egyik oldalán bevonva, ill. egy másik második osztályon a GOST 14918-80 szerint:
A-O-0,5x 710 GOST 19904-90 ULL BstZkp-PK-MG-UR- 1/2 GOST 14918-80
Fejezet. 2. (Módosított kiadás, Rev. No. 2).
3. MŰSZAKI KÖVETELMÉNYEK
3.1. A horganyzott acélt a jelen szabványnak az előírt módon jóváhagyott műszaki dokumentációra vonatkozó követelményei szerint kell gyártani.
3.2. A horganyzott acél hidegen hengerelt szénacélból készül, felületi minősége a GOST 16523-97 szabványnak megfelelően. Az acélminőségeknek meg kell felelniük a táblázatban megadottaknak. 1a.
1a. táblázat
|
Galvanizált acél |
Hidegen hengerelt acélminőség horganyzott acél készítéséhez |
||
|
GOST 9045-93 és GOST 1050-88 |
A GOST 9045-93 szerinti kémiai összetételű acélminőségek, valamint a GOST 1050-88 legfeljebb 0,035% kéntartalmú és legfeljebb 0,020% foszfor, valamint a GOST 380-2005 kén tömeghányaddal legfeljebb 0,035% és foszfor - legfeljebb 0,025% |
||
|
08ps, 08kp, 08Yu a GOST 9045-93 szerint 08ps, 08kp, 10 kp a GOST 1050-88 szerint |
08ps, 08kp, 08Yu a GOST 9045-93 szerint 08ps, 08kp, 10KP a GOST 1050-88 szerint, a kén tömeghányada legfeljebb 0,030% és a foszfor - legfeljebb 0,020% |
||
|
08ps a GOST 9045-93 08 szerint, 08ps a GOST 1050-88 szerint BstO, Bst1, Bst2, BstZ minden fokú deoxidáció a GOST 380-2005 szerint |
08ps a GOST 9045-93 08 szerint, 08pa a GOST 1050-88 szerint BstO, Bst1, Bst2, BstZ minden fokú deoxidáció a GOST 380-94 szerint, legfeljebb 0,04% kén és foszfor tömeghányaddal - legfeljebb 0,035% |
||
|
Acélminőségek kémiai összetétellel a GOST 380-2005 szerint, GOST 9045-93 és GOST 1050-88 |
GOST 9045-93, GOST 1050-88, GOST 380-2005 szerinti kémiai összetételű acélminőségek, amelyek kéntartalma legfeljebb 0,045% és foszfortartalma legfeljebb 0,040% |
||
(Átdolgozott kiadás, Rev. No. 2).
3.3. A horganyzáshoz a GOST 3640-94 szerint Ts0 és Ts1 cinket használnak alumínium, ólom és egyéb fémek hozzáadásával a fürdőhöz. Az ólommal történő adalékolás megengedett a cinkminőségű Ts2 bevezetése miatt.
3.4. A horganyzott acél felületének tisztának és teljesen bevontnak kell lennie.
3.4.1. Nem szabad megszakítani a bevonat folytonosságát repedés formájában az acél alap hibáin található kis csomókon, amelyek besorolását és méreteit a GOST 16523-97 írja elő.
3.4.2. A szélezetlen élű lapokon és szalagokon a maximális szélességi eltérést meghaladó mélységű élhibák nem megengedettek.
3.4-3.4.2. (Átdolgozott kiadás, Rev. No. 2).
3.5. A KhSh, KhP és OH csoportba tartozó horganyzott acélokhoz kis megereszkedés (megereszkedés, rétegződés), szemcsék és a cink egyenetlen kristályosodása, a szalag és a vezérlőgörgők meghajlásának nyomai, a bevonat helyi érdessége (kiütés), könnyű karcolások és horzsolások, amelyek ne sértse meg a cinkbevonat folytonosságát, világos és matt foltok, a passzív film egyenetlen színezése megengedett.
3.6. A PC-csoportba tartozó horganyzott acélnál sötét pontok és nyomok (nyomok) deformált kis megereszkedésből (megereszkedés, rétegesedés), szemcsék és a bevonat helyi érdességei (kiütések), matt és elmosódott cinkkristályosodási mintázat, szalaggyűrődések nyomai, enyhe karcolások és horzsolások megengedettek, a cinkbevonat folytonosságának megzavarása, világos és matt foltok, a passzív film egyenetlen elszíneződése.
3.7. A fogyasztó kérésére a passzív fóliának egységes színűnek kell lennie.
(Átdolgozott kiadás, Rev. No. 2).
3.8. Az UR cinkbevonat vastagságának csökkentett eltérése nem lehet több 16-nál a P osztálynál, legfeljebb 10-nél az 1. osztálynál és legfeljebb 4 mikronnál a 2. osztálynál. A normál vastagságú HP horganyzott acél bevonatvastagságának a táblázatban megadott határokon belül kell lennie. egy.
A legmagasabb minőségi kategóriájú horganyzott acélt különböző vastagságú horganyzott bevonattal állítják elő a P osztályú XSh, KhP és PK csoportok acéljaihoz - legfeljebb 12, 1 osztály - legfeljebb 8 és 2 osztály - legfeljebb 3 mikron.
3.9. Legfeljebb 1,0 mm-es vastagságú horganyzott acél hajlítási helyén a bevonat alapfémmel való tapadásának 180 °-os hajlítási szilárdságának vizsgálatakor a cinkbevonat nem válhat le, ami a acél felület. Kis repedések hálózata megengedett a bevonat hajlításának teljes hosszában és a minta széleitől legfeljebb 6 mm távolságban.
3.10. táblázatban. 16.
A horganyzott acél mechanikai tulajdonságainak meg kell felelniük a megadott szabványoknak
16. táblázat
|
Galvanizált acél |
Katonai feltérképezése |
Poedel folyékonyság kb t, MPa, nem kevesebb |
Relatív nyúlás 5 4 , %, nem kevesebb, poi acél vastagság, mm |
L 0 = 80 mm esetén |
|||
|
kategóriákat |
Utca. 0,7-1,5 |
Utca. 1,5-től 2,0-ig | |||||
Jegyzet. A relatív nyúlás értékei az N és G rajzkategóriájú KhSh horganyzott acélok, a KhP és PK acélcsoportok relatív nyúlása Lakultatívak voltak 89.07.01-ig.
Pii folyik a katonai összehasonlítás és megette a folyékonyságát a vastagsága a cink bevonat nem veszik figyelembe.
3.10.1. Az XSh csoportba tartozó horganyzott acél gömb alakú furatának mélységének meg kell felelnie a táblázatban megadott szabványoknak. 1c.
1c. táblázat
|
Horganyzott acél vastagsága |
Mélység a Leoic lyuktól a kategóriás motorháztetőhöz, nem kevesebb, mint |
||
Megjegyzések:
1. Köztes vastagságú horganyzott acél esetén a skeoikus furat mélységének meg kell felelnie a következő kisebb vastagságra megállapított nstma-nak.
2. Az 1,5 mm-nél vastagabb horganyzott acél repedésmélységének értéke 89. 07. 01-ig választható volt.
3. Pii teszt MTJI-10 típusú poobooah g.
3.10.2. A legmagasabb minőségi kategória XSh csoportjába tartozó horganyzott acél esetében a relatív nyúlás 1 egység legyen. több, mint a táblázat normái. 16, és a gömb alakú furat mélysége 0,2 mm-rel nagyobb, mint a táblázat normái. 1c.
3.10-3.10.2. (Átdolgozott kiadás, Rev. No. 2).
3.11. Az XSh csoportba tartozó horganyzott acél 7, 8, 9, 10 pont ferrit szemcsemérettel készül a GOST 5639-82 szerint a VG burkolat kategóriáknál és legalább 6 pont a G burkolat kategóriánál.
A VG kategóriájú horganyzott acél esetében egyenetlen szemcsék megengedettek két szomszédos számon belül, G kategóriájú lemezeknél - három szomszédos számon belül.
3.12. A VG kategóriájú ХШ csoportba tartozó horganyzott acélok esetében a szerkezetileg mentes cementit jelenléte megengedett a GOST 5640-68 szerinti 1. skála 0., 1., 2. és 4. pontjának határain belül. A G és H rajzkategóriák esetében a szerkezetileg szabad cementit jelenléte nincs szabványosítva.
3.13. A KhP, PK, OH csoportba tartozó horganyzott acél törés nélküli íveinek számának meg kell felelnie a táblázatban meghatározott szabványoknak. 1g
1d. táblázat
Jegyzet. 1,5 mm-nél vastagabb horganyzott acél Hodmh hajlítása opcionális volt 89. 07. 01-ig.
(Átdolgozott kiadás, Rev. No. 2).
3.14. (Törölve, Rev. No. 2).
4. ELFOGADÁSI SZABÁLYOK
4.1. A horganyzott acélt tételekben fogadják el. A tételnek azonos csoportba tartozó horganyzott acéllemezekből vagy tekercsekből kell állnia, azonos méretű, azonos típusú és osztályú bevonatvastagsággal, megőrzési típussal, azonos minőségű és hőfokozatú (KhSh, KhP és PK acél) csoportok) és rajzkategória (KhSh csoport acél), ki kell adni, és csatolni kell a GOST 7566-94 szerinti minőségi dokumentumot, kiegészítve az opcionális minőségi mutatók értékeivel.
A tétel tömege nem haladhatja meg az egység cseretermelését.
(Átdolgozott kiadás, Rev. No. 2).
4.2. A minőségi dokumentumban a fogyasztó kérésére feltüntetik a vizsgálati eredményeket és a kémiai összetételre vonatkozó adatokat.
Az Állami Minőségi Jellel elnyert horganyzott acél esetében az Állami Minőségi Jel megjelölését a minőségi okmányon kell feltüntetni.
4.3. A felület méreteinek és minőségének ellenőrzéséhez a lapok 6%-át vagy egy tekercset kell kiválasztani a tételből.
4.4. A bevonat tapadási szilárdságának, mechanikai tulajdonságainak, mikroszerkezetének szabályozására egy lapot vagy egy tekercset kell kiválasztani a tételből.
4.5. A legalább egy mutató nem kielégítő vizsgálati eredményeinek kézhezvételekor a GOST 7566-94 szerint ismételt vizsgálatot kell végezni.
5. VIZSGÁLATI MÓDSZEREK
5.1. A lemezek és tekercsek felületének minőségét külső vizsgálattal, nagyító eszközök használata nélkül ellenőrzik.
5.2. A teszteléshez minden kiválasztott lapról vagy tekercsről mintákat vágnak le a rajz és a táblázat követelményeinek megfelelően. 2.
Egy obpazp sémája teszteléshez (b - laptüske)
2. táblázat
Jegyzet. A mintákat maximális méreteltérésekkel vágják ki - +3 mm.
5.3. A cinkbevonat tömegének meghatározásához a vizsgálati mintát zsírtalanítjuk, lemérjük, antimon-oxid (Sb 2 0 3) vagy antimon-klorid (SbC1 3) sósavas oldatába merítjük, és addig tartjuk, amíg az heves gázfejlődés meg nem szűnik, majd a mintát veszünk ki az oldatból, hidegen alaposan mossuk, majd forró víz szűrőpapírral szárítjuk és lemérjük. A zsírtalanítás technikai szintetikus etil-alkohollal történik.
Az antimon-oxid vagy antimon-klorid oldatát a következő módon készítjük: 20 g antimon-oxidot (vagy 32 g antimon-kloridot) feloldunk 1000 ml tömény sósavban (GOST 3118-77) a második és első osztályú ill. 50 g P osztályú antimon-oxid.
A lemez mindkét oldalán felvitt cinkbevonat tömegét grammban (t) 1 m 2 -ben a következő képlettel számítjuk ki
ahol m\ három minta tömege (.?, 4 és 5) a cinkbevonat feloldódása előtt, 0,01 g, g hibával; mi három minta tömege (.?, 4 és 5) a cinkbevonat feloldódása után, 0,01 g, g hibával;
S a minták tényleges felülete MO "" 6 m 2, m 2 hibával.
A cinkbevonat tömegének meghatározásához más módszerek is használhatók, amelyek biztosítják a szükséges pontosságot.
Az értékelés során nézeteltérés esetén a jelen szabványban meghatározott módszert alkalmazzuk.
(Módosított kiadás, Rev. No. 1, 2).
5.4. A bevonat vastagságának változását a lemez keresztirányában a 3., 4. és 5. mintán a bevonat vastagságának maximális és minimális értéke közötti abszolút különbségként határozzuk meg a képlet szerint.
AT'r - 7L qv - T "
amelyhez először az egyes mintákon a cinkbevonat vastagságát a képlet szerint számítják ki
^ _ (t 3 - t "3) 10 4 (3)
3 7,13 A 3 '
ahol z a megfelelő minta bevonatának vastagsága mikronban;
/tól - a minta tömege a cink eltávolítása előtt, g; m "z - a minta tömege a cink eltávolítása után, g;
7,13 - cink sűrűsége, g/cm 3;
A3 - a cinkbevonat felülete, cm 2 .
(Átdolgozott kiadás, Rev. No. 1).
5.4.1. A differenciált bevonatú lemez felületének horganybevonatának vastagságának és vastagságkülönbségének átlagos értékét meghatározzuk és mindkét oldalra kiszámítjuk. Ehhez a minta zsírtalanítása után az egyik oldalát sűrű gumiragasztó- vagy paraffinréteggel vonják be, és az ellenkező oldalról eltávolítják a cinket, a fentiek szerint. Újbóli mérés után a ragasztót vagy a paraffint mechanikusan vagy forró vízben eltávolítjuk. A cinkbevonat eltávolítása a minta másik oldaláról ugyanígy történik.
5.5. A hajlítási tesztet a GOST 13813-68 szerint kell elvégezni.
5.6. A gömb alakú lyuk rajzolásának tesztjét a GOST 10510-80 szerint kell elvégezni. Végezzen két mérést a vizsgálati területen, és határozza meg a számtani átlagot.
5.7. A szakítóvizsgálatot a GOST 11701-84 szerint kell elvégezni.
5.8. A ferrit szemcseméretének meghatározása a GOST 5639-82, a szerkezetmentes cementit pedig a GOST 5640-68 szerint történik.
5.9. A legfeljebb 1 mm vastag horganyzott acél hajlítási vizsgálatát 180 ° -os szögben a GOST 14019-2003 szabvány szerint kell elvégezni. A horganyzott acél mintáját a hengerelt termék vastagságának megfelelő tüskén tesztelik.
A legjobb minőségű horganyzott acélnak ki kell állnia a 180°-os hajlítási próbát tüske nélkül, amíg az oldalak érintkeznek.
A fogyasztó és a gyártó megállapodása alapján a hajlítási próbát az OST 1411-196-86 szerinti kettős tetőzárra, a PK csoportba tartozó horganyzott acélra pedig U-1A készüléken végzett vizsgálattal lehet helyettesíteni. a GOST 4765-73 szerint.
Az 1,0 mm-nél vastagabb horganyzott acél vizsgálata a fogyasztó kérésére az előírt módon egyeztetett eljárás szerint történik.
5.10. A horganyzott acél minőségének ellenőrzése érdekében megengedett a roncsolásmentes ellenőrzési módszerek alkalmazása.
(Átdolgozott kiadás, Rev. No. 2).
6. JELÖLÉS, CSOMAGOLÁS, SZÁLLÍTÁS ÉS TÁROLÁS
6.1. Jelölés, csomagolás, szállítás és tárolás - a GOST 7566-94 szerint kiegészítésekkel.
6.2. A horganyzott acél felületének korrózió elleni védelme érdekében konzerválást végeznek: passziválás, olajozás vagy passziválás és olajozás.
A fogyasztó kérésére a horganyzott acélt nem őrzik meg.
Ha a Távol-Észak régióiba és az ezekkel egyenértékű területekre szállítják, a megőrzés kötelező.
6.3. A horganyzott acéllemezekből csomagot alakítanak ki, és az egyik lemezt a másikra helyezik. Különböző bevonatú lapoknál a 2. rétegvastagsági osztályú oldalnak a csomag alja felé kell néznie.
A csomag vég- és oldalfelülete a szabványos és műszaki dokumentáció szerint legalább 0,4 mm vastag, lágyított acéllemezből készült csatornákkal van bélelve.
A csomag aljára fa rudakat kell rögzíteni a GOST 2695-83 és GOST 8486-86 szerint legalább 80x80 mm-es keresztmetszetű vagy fémrudakkal a szabályozási és műszaki dokumentáció szerint. A fa- és fémrudak száma legfeljebb 1200 mm-es csomagszélességgel - 2 db; 1200 mm felett - illetve 3 db. és 2 db.
6.4. A differenciáltan bevont horganyzott acél tekercseket úgy hengereljük, hogy a 2. horganybevonat vastagsági osztályú oldal a tekercsen belül legyen.
6.5. A kötegeket és tekercseket szorosan össze kell kötni. A hevederek számának meg kell felelnie a GOST 7566-94 követelményeinek.
Távol-Északra és nehezen elérhető területekre történő szállításkor a hevederek minimális számának eggyel többnek kell lennie, mint a GOST 7566-94 szerint megállapított normák.
A hevederhez 1,2-2,0 mm vastagságú, 30-40 mm szélességű fémszalagot használnak a GOST 3560-73, GOST 6009-74 vagy más szabályozási és műszaki dokumentáció szerint.
A tekercsek külső átmérője és szélessége nem haladhatja meg a 2 mm-t, a kötegek hossza, szélessége és magassága 6,2 és 1 m.
6.6. Egy csomag tömegének legalább 3 tonnának kell lennie, és nem haladhatja meg a 10 tonnát.
88/01/01-ig a fogyasztó kérésére egy horganyzott acéllemez csomag tömege nem
több mint 5 tonna volt.
6.7. A csomagok szállítási jelölését a GOST 14192-96 szabványnak megfelelően sötét festékkel kell felvinni a csomagolás végfelületére és a tekercs oldalfelületére, és tartalmaznia kell a fő, kiegészítő és információs feliratokat.
6.8. A horganyzott acél vasúti szállítása nyitott gördülőállományon történik, az erre a fuvarozási típusra vonatkozó hatályos árufuvarozási szabályok, valamint a Vasúti Minisztérium által jóváhagyott áruk berakodási és rögzítési feltételei szerint.
6.9. A horganyzott acél tárolásának meg kell felelnie a ZhZ feltételeinek a GOST 15150-69 szerint, kivéve a kémiailag aktív anyagokkal való együttes elhelyezést.
Sec. 6. (Módosított kiadás, Rev. No. 2).
Szerkesztő L.V. Koretnikova műszaki szerkesztő N.S. Grishanova korrektor RA. Mentova Számítógép-elrendezés L A. Krugovoi
Megjelenés céljából aláírva 2007. szeptember 25-én. Formátum 60x84*/8. Ofszet papír. Headset Times. Ofszetnyomás. Uel. sütő l. 0,93. Uch.-szerk. l. 0,85. Példányszám 101 példány. Zach. 728.
FSUE "STANDARTINFORM", 123995 Moszkva, Granatny per., 4.
Számítógépen beírta, hogy FSUE "STANDARTINFORM".
Az FSUE "STANDARTINFORM" ágába nyomtatva - típus. "Moszkva nyomtató", 105062 Moszkva, Lyalin per., 6
Műszaki adatok.
(kivonatok)
Ez a szabvány hidegen hengerelt acéllemezekre és tekercsekre vonatkozik, folyamatos horganyzóegységekben tűzihorganyzott, hidegprofilozásra, festésre, sajtolt alkatrészek, edények, tartályok és egyéb fémtermékek gyártására.
A jelen szabvány által megállapított műszaki szintmutatók megfelelnek a legmagasabb és első minőségi kategóriák követelményeinek.
1. Osztályozás
1.1. A horganyzott acéllemez (OT) a következőkre osztható:
Csoportokhoz rendelve
- Hideg sajtoláshoz - ХШ,
- Hideg profilozáshoz - HP,
- Színezéshez (edzés) - PC,
- Általános célú - BE;
Kategóriákba való rajzolás képessége szerint (XSh csoport acélja).
- Normál rajz - H,
- Mélyrajzolás - G,
- Nagyon mély rajz - VG;
A cinkbevonat vastagságának egyenletessége szerint
- Normál vastagságváltozással - HP,
- Csökkentett vastagságváltozással - UR.
1.2. A fogyasztó és a gyártó megállapodása alapján horganyzott acél állítható elő:
- kristályosodási mintával - KR,
- kristályosodási minta nélkül - MT.
1.3. A bevonat vastagságától függően a horganyzott acél a táblázat szerint 3 osztályba sorolható. egy.
Asztal 1
Különböző bevonatú acél gyártása során a lemez egyik oldalán a vastagságának meg kell felelnie a 2. osztálynak, a másik oldalon pedig a P osztálynak (lemezeknél) vagy az 1. osztálynak.
2. Választék.
2.1. A horganyzott acél 710-1800 mm szélességben készül, vastagsága 0,5-2,5 mm.
2.2. A méreteknek, határeltéréseknek és a választékra vonatkozó egyéb követelményeknek meg kell felelniük a GOST 19904-74 követelményeinek.
Példák a legendára
Horganyzott acél, vastagsága 0,8, szélessége 1000, hossza 2000 mm, normál hengerlési pontosság B, normál síkság PN, életlen éllel NO az OH csoportba, kristályosodási mintával KR, az első osztályú horganybevonat a GOST 14918-80 szerint:
Horganyzott hengerelt acél differenciált bevonattal 0,5 vastag, 710 mm széles, megnövelt hengerlési pontosság A, nagy sík PV, O vágóéllel, Bst3kp minőség, PC-festéshez, MT kristályosodási minta nélkül, csökkentett UR vastagságvariációval, az egyik oldalon először bevonva és a másik második osztályon a GOST 14918-80 szerint:
| OC | A-O-1,5x710 GOST 19904-74 |
| Bst3kp PK-MT-UR-1/2 GOST 14918-80 |
3. Műszaki követelmények
3.1. A horganyzott acélt e szabvány követelményeinek megfelelően kell gyártani, az előírt módon jóváhagyott műszaki dokumentáció szerint.
3.2. A horganyzott acél hidegen hengerelt szénacélból készül, felületi minősége a GOST 16523-70 szerint. Az acélminőségeknek meg kell felelniük az 1. táblázatban megadottaknak.
Asztal 1
| Galvanizált acél | Hidegen hengerelt acélminőség horganyzott acél készítéséhez | ||
| Csoport | Kapucnis kategória | Első kategóriás minőség | Csúcsminőségi kategória |
| XIII | N, G | Acélminőségek vegyszerrel. Összetétel a GOST 9045-80, GOST 1050-74 és GOST 380-781 szerint | A GOST 9045-80 szerinti kémiai összetételű acélminőségek, valamint a GOST 1050-74 legfeljebb 0,035% kéntartalmú és legfeljebb 0,020% foszfortartalmú acélok, valamint a GOST 380-71, amelynek kéntartalma nem haladja meg a több mint 0,035% és foszfor - legfeljebb 0,025% |
| XIII | VG | 08ps, 08kp, o8Yu a GOST 9045-80 08PS, 08KP, 10KP GOST 1050-74 szerint | 08ps, 08kp, 08Yu a GOST 9045-80 08ps, 08KP, 10kp a GOST1050-74 szerint, a kén tömeghányada legfeljebb 0,030% és a foszfor - legfeljebb 0,020% |
| XII, PC | - | 08ps a GOST 9045-80 szerint 08.08ps a GOST 1050-74 szerint Bst0, Bst1, bst3 minden fokú deoxidáció a GOST 380-71 szerint | 08ps a GOST 9045-80 szerint 08.08ps a GOST 1050-74 szerint BST0, BST1, BST2, BST3 minden fokú deoxidáció a GOST 380-71 szerint, a kén tömeghányada legfeljebb 0,04% és a foszfor - legfeljebb 0,0035% |
| Ő | - | Acélminőségek kémiai összetétellel a GOST 9045-80, GOST 1050-74, GOST 380-71 szerint | Acélminőség a GOST 9045-80, GOST 1050-74, GOST 380-71 szerinti kémiai összetétellel, a kén tömeghányada legfeljebb 0,045%, a foszfor pedig legfeljebb 0,04%. |
3.3. A horganyzáshoz a Ts0 és Ts1 cinket a GOST 3640-79 szerint használják alumínium, ólom és egyéb fémek hozzáadásával a fürdőhöz. Az ólommal történő adalékolás megengedett a cinkminőségű Ts2 bevezetése miatt.
3.4. A horganyzott acél felületének tisztának kell lennie, folyamatos bevonattal.
3.4.1. Nem szabad megszakítani a bevonat folytonosságát repedés formájában az acél alap hibáin található kis csomókon, amelyek besorolását és méreteit a GOST 16523-70 írja elő.
3.4.2. A szélezetlen élű lapokon és szalagokon a maximális szélességi eltérést meghaladó mélységű élhibák nem megengedettek.
3.5. A KhSh, KhP és OH csoportba tartozó horganyzott acélhoz kis megereszkedés (megereszkedés, rétegződés), szemcsék és a cink egyenetlen kristályosodása, a szalag és a vezérlőgörgők megtört nyomai, a bevonat helyi érdessége (kiütés), könnyű karcolások és horzsolások, amelyek ne sértse meg a cinkbevonat folytonosságát, világos és matt foltok, a passzív film egyenetlen színezése megengedett.
3.6. A PC-csoportba tartozó horganyzott acélnál sötét pontok és deformált kis megereszkedésből eredő út (nyomok), a bevonat helyi érdességének szemcséi (kiütések), matt cinkkristályosodási mintázat, törésnyomok, csíkok, enyhe karcolások és horzsolások, amelyek nem sértik a folytonosságot megengedettek cinkbevonat, világos és matt foltok, a passzív film egyenetlen elszíneződése.
3.7. A fogyasztó kérésére a passzív fóliának egységes színűnek kell lennie.
3.8. Az UR cinkbevonat vastagságának csökkentett eltérése nem lehet több 16-nál a P osztálynál, legfeljebb 10-nél az 1. osztálynál és legfeljebb 4 mikronnál a 2. osztálynál. A normál vastagságváltozatú HP horganyzott acél bevonatvastagságának az 1. táblázatban megadott határokon belül kell lennie.
A legmagasabb minőségi kategóriájú horganyzott acélt különböző vastagságú horganyzott bevonattal állítják elő a P osztályú XSh, KhP és PK csoportok acéljaihoz - legfeljebb 12, 1 osztály - legfeljebb 8 és 2 osztály - legfeljebb 3 mikron.
3.9. Legfeljebb 1,0 mm-es vastagságú horganyzott acél hajlítási helyén a bevonat alapfémmel való tapadásának 180 °-os hajlítási szilárdságának vizsgálatakor a cinkbevonat nem válhat le, ami a acél felület. Kis repedések hálózata megengedett a bevonat hajlításának teljes hosszában és a minta széleitől legfeljebb 6 mm távolságban.
3.10. A mechanikusan horganyzott acélnak meg kell felelnie a táblázatban megadott szabványoknak. 1b.
- Az XSh csoportba tartozó horganyzott acél gömb alakú furatának mélysége meg kell, hogy feleljen a táblázatban megadott szabványoknak. 1b.
- A legmagasabb minőségi kategória XSh csoportjába tartozó horganyzott acél esetében a relatív nyúlás 1 egység legyen. több, mint a táblázat normái. 1b, és a gömb alakú lyuk mélysége 0,2 mm-rel nagyobb, mint a táblázat normái. 1c.
1b. táblázat
|
Galvanizált acél |
Ideiglenes ellenállás | Folyáshatár |
Relatív nyúlás s 4, %, nem kevesebb, L0=80 mm-nél acél vastagságnál, mm |
||||
| csoportok | motorháztető kategóriák | rés s in, MPa | s t, MPa, nem kevesebb, mint | 0,7-ig | sv 0,7-1,5 | sv 1.5-2.0 | sv 2.0 |
| ХШ | H G VG |
300-490 275-430 255-410 |
- - - |
21 23 26 |
22 24 28 |
23 25 29 |
24 26 30 |
| HP, PC | - | - | 230 | 20 | 22 | - | - |
| Ő | - | - | - | - | - | - | - |
Jegyzet. A szakítószilárdság és a relatív nyúlás értékei az N és G rajzkategóriák XSh csoportjába tartozó horganyzott acélok, a HP és PK csoportok acél relatív nyúlása esetén nem kötelezőek 89.01.07-ig.
A szakítószilárdság és a folyáshatár számításánál a cinkbevonat vastagságát nem veszik figyelembe.
1c. táblázat
|
Horganyzott acél vastagsága |
Gömb alakú lyuk mélysége motorháztető kategóriák esetén, nem kevesebb, mint |
||
| VG | G | H | |
|
0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 |
8,5 8,9 9,2 9,5 9,9 10,1 10,3 10,5 10,7 10,8 11,0 11,3 11,4 11,5 11,6 11,7 |
8,0 8,5 8,9 9,3 9,6 9,9 10,1 10,3 10,5 10,6 10,8 11,0 11,1 11,2 11,3 11,4 |
6,9 7,2 7,5 7,8 8,2 8,6 8,7 8,8 8,9 9,0 9,1 9,5 9,6 9,7 9,8 9,9 |
Megjegyzések:
- Köztes vastagságú horganyzott acél esetén a gömb alakú furat mélységének meg kell felelnie a legközelebbi kisebb vastagságra megállapított szabványoknak.
- Az 1,5 mm-nél vastagabb horganyzott acél gömb alakú mélyedési mélysége 89. 07. 01-ig nem kötelező.
- Az MTL-10 g típusú eszközökön történő teszteléskor a gömb alakú lyuk mélységére vonatkozó normák 0,3 mm-rel csökkennek.
3.11. A ХШ csoportba tartozó horganyzott acélt 7, 8, 9, 10 pont ferrit szemcsemérettel állítják elő a GOST 5639-82 szerint a VG burkolat kategóriáknál és legalább 6 pont a G burkolat kategóriáknál.
A VG kategóriájú horganyzott acél esetében egyenetlen szemcsék megengedettek két szomszédos számon belül, G kategóriájú lemezeknél - három szomszédos számon belül.
3.12. A VG kategóriájú ХШ csoportba tartozó horganyzott acélok esetében a szerkezetileg mentes cementit jelenléte megengedett a GOST 5640-68 szerinti 1. skála 0., 1., 2. és 3. pontjának határain belül. A G és H rajzkategóriák esetében a szerkezetileg szabad cementit jelenléte nincs szabványosítva.
3.13 A KhP, PK, OH horganyzott acél törés nélküli íveinek számának meg kell felelnie a táblázatban meghatározott szabványoknak. 1g
1d. táblázat
Jegyzet. Az 1,5 mm-nél vastagabb horganyzott acél hajlítási szabványai 89. 07. 01-ig nem kötelezőek.
3.14. (Törölve, Rev. No. 2).
4. Átvételi szabályok
4.1. A horganyzott acélt tételekben fogadják el. A tételnek azonos csoportba tartozó horganyzott acéllemezekből vagy tekercsekből kell állnia, azonos méretű, azonos típusú és osztályú, bevonatvastagságban, típusban, tartósításban, azonos márkájú és hőállóságú (KhSh, KhP és PK acél) csoportok) rajzkategória (a KhSh csoport acélja), ki kell adni és csatolni kell a GOST 7566-81 szerinti minőségi dokumentumot, opcionális minőségi mutatók hozzáadásával.
A tétel tömege nem haladhatja meg az egység cseretermelését.
4.3. A felület méreteinek és minőségének ellenőrzéséhez a lapok 6%-át vagy egy tekercset kell kiválasztani a tételből.
4.4. A bevonat tapadási szilárdságának, mechanikai tulajdonságainak, mikroszerkezetének szabályozására egy lapot vagy egy tekercset kell kiválasztani a tételből.
4.5. Ha legalább az egyik mutatóra nem kielégítő vizsgálati eredményt kap, egy második kísérletet hajtanak végre a GOST 7566-81 szerint.
6. Jelölés, csomagolás, szállítás és tárolás.
6.1. Jelölés, csomagolás, szállítás és tárolás - a GOST 7566-81 szerint kiegészítésekkel.
6.2. A horganyzott acél felületének korrózió elleni védelme érdekében konzerválást végeznek: passziválás, olajozás vagy passziválás és olajozás.
A fogyasztó kérésére a horganyzott acélt nem őrzik meg.
Ha a Távol-Északra és nehezen elérhető területekre szállítják, megőrzésre van szükség.
6.3. A horganyzott acéllemezekből csomagot alakítanak ki, és az egyik lemezt a másikra helyezik. Különböző bevonatú lapoknál a 2. rétegvastagsági osztályú oldalnak a csomag alja felé kell néznie.
A csomag vég- és oldalfelülete a szabványos és műszaki dokumentáció szerint legalább 0,4 mm vastag, lágyított acéllemezből készült csatornákkal van bélelve.
A csomag aljára fa rudakat kell rögzíteni a GOST 8486-86 és GOST 2695-83 szerint legalább 80x80 mm-es keresztmetszetű vagy fémrudakkal a szabályozási és műszaki dokumentáció szerint. A fa- és fémrudak száma legfeljebb 1200 mm-es csomagszélességgel - 2 db; 1200 mm felett - illetve 3 db. és 2 db.
6.4. A differenciált bevonatú horganyzott acél tekercseket úgy hengereljük, hogy a 2. osztályú horganybevonat vastagságú oldal a tekercsen belül legyen.
6.5. A kötegeket és tekercseket szorosan össze kell kötni. A pántok száma - a GOST 7566-81 szerint.
6.6. Egy csomag tömegének legalább 3 tonnának kell lennie, és nem haladhatja meg a 10 tonnát.
88. 01. 01-ig a fogyasztó kérésére egy horganyzott acéllemez csomag tömege nem haladhatja meg az 5 tonnát.
6.7. A csomagok szállítási jelölését a GOST 14192-77 szabványnak megfelelően sötét festékkel kell felvinni a csomagolás végfelületére és a tekercs oldalfelületére, és tartalmaznia kell a fő, kiegészítő és információs feliratokat.
6.8. A horganyzott acél vasúti szállítása nyitott gördülőállományon történik, az erre a fuvarozási típusra vonatkozó hatályos árufuvarozási szabályok, valamint a Vasúti Minisztérium által jóváhagyott áruk berakodási és rögzítési feltételei szerint.
6.9. A horganyzott acél tárolásának meg kell felelnie a Zh3 feltételeinek a GOST 15150-69 szerint, kivéve a kémiailag aktív anyagokkal való együttes jelenlétet.
Azt is ajánljuk
 Kapcsolt tápegység: javítás és finomítás
Kapcsolt tápegység: javítás és finomítás
 A fény távirányítója
A fény távirányítója
 Úszásoktatás óvodás korú gyermekek számára
Úszásoktatás óvodás korú gyermekek számára
 Megjegyzések a mesternek - otthoni háztartási riasztók
Megjegyzések a mesternek - otthoni háztartási riasztók
 Órapropeller az Atmega8-on
Órapropeller az Atmega8-on
 Példák az eszközre és a relé alkalmazására, hogyan válasszuk ki és helyesen csatlakoztassuk a relét Mikrokontroller és relé egyszerű kapcsolóáramkörök
Példák az eszközre és a relé alkalmazására, hogyan válasszuk ki és helyesen csatlakoztassuk a relét Mikrokontroller és relé egyszerű kapcsolóáramkörök