Обозначение на поцинкована ламарина съгласно GOST. Поцинкована ламарина с непрекъснати линии
Спецификации. (екстракти)
Този стандарт се прилага за листова и рулонна студено валцувана стомана, горещо поцинкована в агрегати за непрекъснато поцинковане, предназначена за студено профилиране, за боядисване, за производство на щамповани части, прибори, контейнери и други метални изделия.
Индикаторите за техническо ниво, установени с този стандарт, отговарят на изискванията за най-висока и първа качествени категории.
1. Класификация
1.1. Поцинкованата ламарина (ОТ) се подразделя на:
Разпределени в групи
- За студено щамповане - ХШ,
- За студено профилиране - HP,
- За оцветяване (обучение) - компютър,
- с общо предназначение- ТОЙ ЛИ Е;
Според способността за рисуване (стомана от групата XSh) в категории
- Нормална рисунка - H,
- Дълбоко рисуване - G,
- Много дълбока рисунка - VG;
Според равномерността на дебелината на цинковото покритие
- С нормално изменение на дебелината - HP,
- С намалена вариация на дебелината - UR.
1.2. По споразумение между потребителя и производителя поцинкованата стомана може да се произвежда:
- с модел на кристализация - KR,
- без модел на кристализация - МТ.
1.3. В зависимост от дебелината на покритието, поцинкованата стомана се разделя на 3 класа в съответствие с таблицата. един.
маса 1
При производството на стомана с диференцирано покритие дебелината й от едната страна на листа трябва да съответства на клас 2, а от другата страна - на клас P (за листове) или клас 1.
2. Асортимент.
2.1. Поцинкованата стомана се произвежда с ширина от 710 до 1800 мм включително, дебелина от 0,5 до 2,5 мм включително.
2.2. Размерите, граничните отклонения и други изисквания за асортимента трябва да отговарят на изискванията на GOST 19904-74.
Примери символи
Поцинкована стомана с дебелина 0,8, ширина 1000, дължина 2000 mm, нормална точност на валцуване B, нормална плоскост PN, с необработен ръб NO от OH групата, модел на кристализация на KR, първи клас цинково покритие съгласно GOST 14918-80:
Поцинкована валцувана стомана с диференцирано покритие с дебелина 0,5, ширина 710 mm, повишена точност на валцуване A, висока равнинна PV, с отрязан ръб O, клас Bst3kp, за PC боядисване, без модел на кристализация MT с намалено изменение на дебелината UR, с покритие първо от едната страна , а от друга втори клас според GOST 14918-80:
| OC | A-O-1.5x710 GOST 19904-74 |
| Bst3kp PK-MT-UR-1/2 GOST 14918-80 |
3. Технически изисквания
3.1. Поцинкованата стомана се произвежда в съответствие с изискванията на този международен стандарт. техническа документацияодобрени по установения начин.
3.2. Поцинкованата стомана е изработена от въглеродна студено валцувана навита стомана с качество на повърхността съгласно GOST 16523-70. Категорията на стоманата трябва да съответства на посочените в таблица 1.
маса 1
| Поцинкована стомана | Марка студено валцувана стоманаза производство на поцинкована стомана | ||
| Група | Категория на качулката | Качество първа категория | Категория с най-високо качество |
| XIII | Н, Г | Марки стомана с хим. Състав съгласно GOST 9045-80, GOST 1050-74 и GOST 380-781 | Марки стомана с химичен съставсъгласно GOST 9045-80, както и GOST 1050-74 със съдържание на сяра не повече от 0,035% и фосфор - не повече от 0,020% и GOST 380-71 с масова част на сяра не повече от 0,035% и фосфор - не повече от 0,025% |
| XIII | VG | 08ps, 08kp, o8Yu по GOST 9045-80 08PS, 08KP, 10KP по GOST 1050-74 | 08ps, 08kp, 08Yu в съответствие с GOST 9045-80 08ps, 08KP, 10kp в съответствие с GOST1050-74 с масова част на сяра не повече от 0,030% и фосфор - не повече от 0,020% |
| XII, PC | - | 08ps по GOST 9045-80 08,08ps по GOST 1050-74 Bst0, Bst1, bst3 от всички степени на деоксидация съгласно GOST 380-71 | 08ps в съответствие с GOST 9045-80 08.08ps в съответствие с GOST 1050-74 BST0, BST1, BST2, BST3 от всички степени на деоксидация в съответствие с GOST 380-71 с масова част на сяра не повече от 0,04% - и фосфор не повече от 0,0035% |
| ТОЙ ЛИ Е | - | Марки стомана с химичен състав съгласно GOST 9045-80, GOST 1050-74, GOST 380-71 | Марка стомана с химичен състав съгласно GOST 9045-80, GOST 1050-74, GOST 380-71 с масова част на сяра не повече от 0,045% и фосфор - не повече от 0,04%. |
3.3. За поцинковане се използват цинкови марки Ts0 и Ts1 съгласно GOST 3640-79 с добавяне на алуминий, олово и други метали към ваната. Допирането с олово е разрешено поради въвеждането на цинк клас Ts2.
3.4. Повърхността на поцинкованата стомана трябва да е чиста, с непрекъснато покритие.
3.4.1. Не е позволено да се нарушава непрекъснатостта на покритието под формата на напукване върху малки възли, разположени върху дефекти в стоманената основа, класификацията и размерите на които са предвидени от GOST 16523-70.
3.4.2. На листове и ленти с необработен ръб не се допускат дефекти на ръбове с дълбочина, надвишаваща максималните отклонения в ширината.
3.5. За поцинкована стомана от групи KhSh, KhP и OH, малко увисване (увисване, разслояване), зърна и неравномерна кристализация на цинк, следи от прегъвания на лентата и контролни ролки, локална грапавост на покритието (обрив), леки драскотини и ожулвания, които не разрушавайте непрекъснатостта на цинковото покритие, допускат се светли и матови петна, неравномерно оцветяване на пасивния филм.
3.6. За поцинкована стомана от PC групата, тъмни точки и пътека (следи) от деформирано малко увисване (увисване, наслояване), зърна от локална грапавост на покритието (обрив), матов модел на кристализация на цинк, следи от извивки, ивици, допускат се леки драскотини и ожулвания, които не нарушават непрекъснатостта, цинково покритие, светли и матови петна, неравномерно оцветяване на пасивния филм.
3.7. По желание на потребителя пасивното фолио трябва да има еднакъв цвят.
3.8. Намалената вариация в дебелината на цинковото покритие UR трябва да бъде не повече от 16 за клас P, не повече от 10 за клас 1 и не повече от 4 микрона за клас 2. Поцинкованата стомана с нормална вариация на дебелината HP трябва да има дебелина на покритието в границите, посочени в таблица 1.
Поцинкована стомана от най-високо качество се произвежда с различни дебелини на цинковото покритие за стомани от групите XSh, KhP и PK от клас P - не повече от 12, клас 1 - не повече от 8 и клас 2 - не повече от 3 микрона.
3.9. На мястото на огъване на поцинкована стомана с дебелина до 1,0 mm включително, при изпитване на силата на сцепление на покритието с основния метал при огъване от 180 °, не трябва да има разслояване на цинковото покритие, което да излага стоманена повърхност. Допуска се мрежа от малки пукнатини по цялата дължина на огъването и разслояване на покритието на разстояние до 6 mm от ръбовете на пробата.
3.10. Механичната поцинкована стомана трябва да отговаря на стандартите, посочени в табл. 1б.
- дълбочината на сферичния отвор от поцинкована стомана от групата XSh трябва да отговаря на стандартите, дадени в табл. 1б.
- За поцинкована стомана от групата XSh от най-висока категория за качество относителното удължение трябва да бъде 1 единица. повече от нормите на таблицата. 1b, а дълбочината на сферичния отвор е с 0,2 mm повече от нормите на табл. 1в.
Таблица 1 б
Поцинкована стомана | Временна съпротива | Провлачване | Относително удължение s 4, %, не по-малко, при L0=80 mm за дебелина на стоманата, mm |
||||
| групи | категории качулки | междина s in, MPa | s t, MPa, не по-малко от | до 0,7 | sv 0,7 до 1,5 | sv 1.5 до 2.0 | sv 2.0 |
| ХШ | Х г VG | 300-490 275-430 255-410 | - - - | 21 23 26 | 22 24 28 | 23 25 29 | 24 26 30 |
| HP, компютър | - | - | 230 | 20 | 22 | - | - |
| ТОЙ ЛИ Е | - | - | - | - | - | - | - |
Забележка. Стойностите на якостта на опън и относителното удължение за поцинкована стомана от групата XSh от категориите на чертежа N и G на относителното удължение за стоманата от групите HP и PK са по избор до 07/01/89.
При изчисляване на якостта на опън и границата на провлач дебелината на цинковото покритие не се взема предвид.
Таблица 1в
Дебелина на поцинкована стомана | Дълбочина на сферичен отвор за категории качулки, не по-малка от |
||
| VG | г | Х | |
| 0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 | 8,5 8,9 9,2 9,5 9,9 10,1 10,3 10,5 10,7 10,8 11,0 11,3 11,4 11,5 11,6 11,7 | 8,0 8,5 8,9 9,3 9,6 9,9 10,1 10,3 10,5 10,6 10,8 11,0 11,1 11,2 11,3 11,4 | 6,9 7,2 7,5 7,8 8,2 8,6 8,7 8,8 8,9 9,0 9,1 9,5 9,6 9,7 9,8 9,9 |
бележки:
- За поцинкована стомана със средни дебелини дълбочината на сферичния отвор трябва да отговаря на стандартите, установени за най-близката по-малка дебелина.
- Стойностите на дълбочината на сферичната вдлъбнатина за поцинкована стомана с дебелина над 1,5 mm са по избор до 01.07.89.
- При тестване на устройства от типа MTL-10 g, нормите за дълбочината на сферичен отвор се намаляват с 0,3 mm.
3.11. Поцинкованата стомана от групата ХШ се произвежда с размер на феритните зърна точки 7, 8, 9, 10 съгласно GOST 5639-82 за категории VG качулки и не по-малко от 6 точки за категории G качулки.
За поцинкована стомана от категория VG се допуска неравномерно зърно в рамките на два съседни номера, за листове от категория G - в рамките на три съседни номера.
3.12. За поцинкована стомана от група ХШ от категория VG е разрешено наличието на структурно свободен цементит в границите на точки 0, 1, 2 и 3 от скала 1 съгласно GOST 5640-68. За категориите на чертежа G и H наличието на структурно свободен цементит не е стандартизирано.
3.13 Броят на завоите без счупване на поцинкована стомана от групите KhP, PK, OH трябва да отговаря на стандартите, установени в табл. 1g
Таблица 1d
Забележка. Стандартите за огъване за поцинкована стомана с дебелина над 1,5 мм са по избор до 07/01/89.
3.14. (Заличен, Рев. № 2).
4. Правила за приемане
4.1. Поцинкованата стомана се приема на партиди. Партидата трябва да се състои от листове или рулони от една и съща група поцинкована стомана, от същия размер, от същия тип и клас, дебелина на покритието, вид, консервация, от една и съща марка и топлина (стомана от KhSh, KhP и PK групи) категория чертежи (стомана от групата KhSh), трябва да бъдат издадени и придружени от документ за качество в съответствие с GOST 7566-81 с добавяне на незадължителни показатели за качество.
Масата на партидата не трябва да надвишава производството за подмяна на единицата.
4.3. За контрол на размерите и качеството на повърхността се избират 6% от листовете или една ролка от партидата.
4.4. За да контролирате адхезивната сила на покритието, механични свойства, микроструктурите отнемат един лист или една ролка от партида.
4.5. При получаване на незадоволителни резултати от теста за поне един от показателите се извършва втори опит в съответствие с GOST 7566-81.
6. Маркиране, опаковане, транспортиране и съхранение.
6.1. Маркиране, опаковане, транспортиране и съхранение - в съответствие с GOST 7566-81 с допълнения.
6.2. За да се предпази повърхността на поцинкована стомана от корозия, се извършва консервация: пасивиране, смазване или пасивиране и омасляване.
По желание на потребителя поцинкованата стомана не се запазва.
При транспортиране до Далечния север и труднодостъпни райони е необходима консервация.
6.3. Листовете от поцинкована стомана се оформят в пакет, като се полага един лист върху друг. За листове с диференцирано покритие, страната с 2-ри клас дебелина на покритието трябва да е обърната към дъното на опаковката.
Край и странични повърхностиопаковките са заобиколени от канали, направени от отгряван стоманен листс дебелина не по-малко от 0,4 мм съгласно нормативно-техническата документация.
Към дъното на опаковката трябва да се прикрепи дървени прътив съответствие с GOST 8486-86 и GOST 2695-83 със сечение най-малко 80x80 mm или метални пръти съгласно нормативна и техническа документация. Брой дървени и метални пръти с ширина на опаковката до 1200 мм - 2 бр.; над 1200 мм - съответно 3 бр. и 2 бр.
6.4. Поцинковани стоманени рулони с диференцирано покритие се валцуват така, че страната с 2-ри клас дебелина на цинковото покритие да е разположена вътре в намотката.
6.5. Пачките и ролките трябва да бъдат здраво завързани. Броят на ремъците - според GOST 7566-81.
6.6. Масата на един пакет трябва да бъде най-малко 3 тона и не трябва да надвишава 10 тона.
До 01.01.88 г., по искане на потребителя, масата на опаковката от поцинкована стоманена ламарина не трябва да надвишава 5 тона.
6.7. Транспортната маркировка на опаковките трябва да се нанася в съответствие с GOST 14192-77 с тъмна боя върху крайната повърхност на опаковката и страничната повърхност на ролката и да съдържа основни, допълнителни и информационни надписи.
6.8. Превоз на поцинкована стомана с железопътен транспортизвършва се с открит подвижен състав в съответствие с правилата за превоз на товари, които са в сила за този вид транспорт и утвърдените от Министерството на железниците условия за товарене и обезопасяване на товари.
6.9. Съхранението на поцинкована стомана трябва да отговаря на условията на Zh3 в съответствие с GOST 15150-69, с изключение на съвместното присъствие с химически активни вещества.
ПОЦИНКОВАНА СТОМАНА С НЕПРЕКЪСНАТИ ЛИНИИ
ТЕХНИЧЕСКИ УСЛОВИЯ
ИЗДАТЕЛСТВО ИПК СТАНДАРТИ
Москва
МЕЖДУДЪРЖАВЕН СТАНДАРТ
С Указ на Държавния комитет по стандартите на СССР от 31 март 1980 г. № 1465 е определена датата на въвеждане
01.07.81
Срокът на валидност е премахнат съгласно протокол № 3-93 на Междудържавния съвет по стандартизация, метрология и сертификация (IUS 5-6-93)
Този стандарт се прилага за листова и рулонна студено валцувана стомана, горещо поцинкована в агрегати за непрекъснато поцинковане, предназначена за студено профилиране, за боядисване, за производство на щамповани части, прибори, контейнери и други метални изделия.
Индикаторите за техническо ниво, установени с този стандарт, отговарят на изискванията за най-висока и първа качествени категории.
1. КЛАСИФИКАЦИЯ
1.1. Поцинкованата ламарина (ОТ) се подразделя на:
разпределени в групи
за студено щамповане - ХШ,
за студено профилиране - HP,
за оцветяване (обучен) - компютър,
общо предназначение - OH;
чрез способност за теглене
(група стомана X W) за категория
нормална качулка - H,
дълбоко рисуване - G,
много дълбока рисунка - VG;
според равномерността на дебелината на цинковото покритие
с нормално изменение на дебелината - HP,
с намалено изменение на дебелината - UR.
1.2. По споразумение между потребителя и производителя поцинкованата стомана може да се произвежда:
с модел на кристализация - KR,
без модел на кристализация - МТ.
1.3. В зависимост от дебелината на покритието, поцинкованата стомана се разделя на три класа в съответствие с посочените в табл. един.
маса 1
|
Клас на дебелина |
Тегло на 1 m 2 покривен слой, нанесен от двете страни, r |
Дебелина на покритието, µm |
|
P (увеличено) |
св. 570 до 855 вкл. |
св. 40 до 60 вкл. |
|
» 258 » 570 » |
» 18 » 40 » |
|
|
От 142,5" 258" |
От 10 » 18 » |
При производството на стомана с диференцирано покритие дебелината й от едната страна на листа трябва да съответства на клас 2, а от другата страна на клас P (за листове) или клас 1.
2. АСОРТИМЕНТ
2.1. Поцинкованата стомана се произвежда с ширина от 710 до 1800 мм включително, дебелина от 0,5 до 2,5 мм включително.
2.2. Размерите, граничните отклонения и други изисквания за асортимент трябва да отговарят на изискванията.
Поцинкована стомана от най-висока категория качество се произвежда от:
с полумесец от валцувана стомана не повече от 6 mm на 3 m дължина;
с плоскост PV и PU и допустими отклонения на дебелината по стандартите за повишена точност на валцуване;
с телескопични ролки със стоманена ширина до 1000 mm не повече от 30 mm.
Примери за легенди
Поцинкована стомана с дебелина 0,8, ширина 1000, дължина 2000 mm, нормална точност на валцуване B, нормална плоскост PN, с необрезен ръб NO от OH групата, с модел на кристализация от KR, първи клас цинк покритие съгласно GOST 14918-80:
Поцинкована валцувана стомана с дебелина 1,2, ширина 1000 мм, повишена точност на валцуване A, с рязане на ръба O, степен 08kp, много дълбоко изтегляне VG, без кристализационен модел MT, с намалено изменение на дебелината UR, втори клас на покритие съгласно GOST 14918-80:
Поцинкована валцувана стомана с диференцирано покритие с дебелина 0,5, ширина 710 mm, повишена точност на валцоване A, с отрязан ръб O, марка Bst3kp, за PC боядисване, без кристализационен модел MT с намалено изменение на дебелината UR, покрит от едната страна на първия, и на друг втори клас според GOST 14918-80:
Глава. 2. (Преработено издание, Rev. No. 2).
3. ТЕХНИЧЕСКИ ИЗИСКВАНИЯ
3.1. Поцинкованата стомана трябва да бъде произведена в съответствие с изискванията на този стандарт за техническа документация, одобрена по предписания начин.
3.2. Поцинкованата стомана се произвежда от студено валцувани рулони от въглеродна стомана с качество на повърхността . Категорията на стоманата трябва да съответства на посочените в табл. 1а.
маса 1а
|
Поцинкована стомана |
Студеновалцувана стомана за производство на поцинкована стомана |
||
|
Група |
|||
|
ХШ |
Н, Г |
Стомани с химичен състав, както и със съдържание на сяра не повече от 0,035% и фосфор - не повече от 0,020% и с масова част на сяра не повече от 0,035% и фосфор - не повече от 0,025% |
|
|
ХШ |
VG |
08пс, 08кп, 08Ю |
08пс, 08кп, 08Ю |
|
08ps, 08kp, 10 кл. |
08ps, 08kp, 10kp с масова част на сяра не повече от 0,030% и фосфор - не повече от 0,020% |
||
|
HP, компютър |
08ps до |
08ps до |
|
|
08, 08 ч. до |
08, 08 годишно |
||
|
BSt0, BSt1, BSt2, BStZ от всички степени на деоксидация по |
Bst0, Bst1, Bst2, Bst3 от всички степени на деоксидация с масова част на сяра не повече от 0,04% и фосфор - не повече от 0,035% |
||
|
ТОЙ ЛИ Е |
Марки стомана с химичен състав съгласно , и |
Марки стомана с химичен състав , с масова част на сяра не повече от 0,045% и фосфор - не повече от 0,040% |
|
(Преработено издание, Rev. No. 2).
3.3. За поцинковане се използват цинкови марки Ts0 и Ts1 съгласно GOST 3640-94 с добавяне на алуминий, олово и други метали към ваната. Допирането с олово е разрешено поради въвеждането на цинк клас Ts2.
3.4. Повърхността на поцинкованата стомана трябва да бъде чиста и напълно покрита.
3.4.1. Не се допуска нарушаване на непрекъснатостта на покритието под формата на напукване върху малки възли, разположени върху дефекти в стоманената основа, чиято класификация и размери са предоставени.
3.4.2. На листове и ленти с необработен ръб не се допускат дефекти на ръбове с дълбочина, надвишаваща максималните отклонения в ширината.
3.4 - 3.4.2. (Променено издание, Rev. No. 2).
3.5. За поцинкована стомана от групи KhSh, KhP и OH, малко увисване (увисване, разслояване), зърна и неравномерна кристализация на цинк, следи от огъване на лентата и контролните ролки, локална грапавост на покритието (обрив), леки драскотини и ожулвания, които не нарушават непрекъснатостта на цинковото покритие са разрешени, светли и матови петна, неравномерно оцветяване на пасивния филм.
3.6. За поцинкована стомана от PC групата, тъмни точки и пътека (следи) от деформирано малко увисване (увисване, наслояване), зърна и локална грапавост на покритието (обрив), матов и размазан модел на кристализация на цинк, следи от прегъвания на лентата, допускат се леки драскотини и ожулвания, нарушаване на непрекъснатостта на цинковото покритие, светли и матови петна, неравномерно оцветяване на пасивния филм.
3.7. По желание на потребителя пасивното фолио трябва да има еднакъв цвят.
(Преработено издание, Rev. No. 2).
3.8. Намалената вариация в дебелината на цинковото покритие UR трябва да бъде не повече от 16 за клас P, не повече от 10 за клас 1 и не повече от 4 микрона за клас 2. Поцинкованата стомана с нормална дебелина HP трябва да има дебелина на покритието в границите, посочени в табл. един.
Поцинкована стомана от най-високо качество се произвежда с различни дебелини на цинковото покритие за стомани от групите XSh, KhP и PK от клас P - не повече от 12, клас 1 - не повече от 8 и клас 2 - не повече от 3 микрона.
3.9. На мястото на огъване на поцинкована стомана с дебелина до 1,0 mm включително, при изпитване на силата на сцепление на покритието с основния метал при огъване от 180 °, не трябва да има разслояване на цинковото покритие, което да излага стоманена повърхност. Допуска се мрежа от малки пукнатини по цялата дължина на огъването и разслояване на покритието на разстояние до 6 mm от ръбовете на пробата.
3.10. Механичните свойства на поцинкованата стомана трябва да отговарят на стандартите, посочени в табл. 1б.
|
Поцинкована стомана |
Издръжливост на опън с IN, МРа |
Провлачване с т, MPa, не по-малко от |
Относително разширение д 4 , %, не по-малко, прил 0 = 80 мм за дебелина на стоманата, мм |
||||
|
групи |
до 0,7 |
Св. 0,7 |
Св. 1.5 |
Св. 2.0 |
|||
|
300-490 |
|||||||
|
ХШ |
275-430 |
||||||
|
VG |
255-410 |
||||||
|
HP, компютър |
|||||||
|
ТОЙ ЛИ Е |
|||||||
Забележка. Стойностите на якостта на опън и относителното удължение за поцинкована стомана от групата XSh от категориите на чертежа N и G, относителното удължение за стоманата от групите HP и PK бяха по избор до 01.07.89 г.
При изчисляване на якостта на опън и границата на провлач дебелината на цинковото покритие не се взема предвид.
3.10.1. Дълбочината на сферичния отвор от поцинкована стомана от групата XSh трябва да отговаря на стандартите, дадени в табл. 1в.
|
Дебелина на поцинкована стомана |
Дълбочина на сферичен отвор за категории качулки, не по-малка от |
||
|
VG |
г |
Х |
|
|
10,1 |
|||
|
10,3 |
10,1 |
||
|
10,5 |
10,3 |
||
|
10,7 |
10,5 |
||
|
10,8 |
10,6 |
||
|
11,0 |
10,8 |
||
|
11,3 |
11,0 |
||
|
11,4 |
11,1 |
||
|
11,5 |
11,2 |
||
|
11,6 |
11,3 |
||
|
11,7 |
11,4 |
||
бележки:
1. За поцинкована стомана със средни дебелини дълбочината на сферичния отвор трябва да отговаря на стандартите, установени за най-близката по-малка дебелина.
2. Стойностите на дълбочината на сферичната вдлъбнатина за поцинкована стомана с дебелина над 1,5 mm бяха по избор до 07/01/89.
3. При тестване на устройства от типа MTL-10 g, нормите за дълбочината на сферичен отвор се намаляват с 0,3 mm.
3.10.2. За поцинкована стомана от групата XSh от най-висока категория за качество относителното удължение трябва да бъде 1 единица. повече от нормите, а дълбочината на сферичния отвор е с 0,2 мм повече от нормите.
3.10 - 3.10.2. (Преработено издание, Rev. № 2).
3.11. Поцинкованата стомана от групата XSh се произвежда с размер на феритните зърна точки 7, 8, 9, 10 съгласно GOST 5639-82 за категории качулки VG и не по-малко от 6 точки за категория G качулки.
За поцинкована стомана от категория VG се допуска неравномерно зърно в рамките на два съседни номера, за листове от категория G - в рамките на три съседни номера.
3.12. За поцинкована стомана от група ХШ от категория VG е разрешено наличието на структурно свободен цементит в границите на точки 0, 1, 2 и 4 от скала 1 съгласно GOST 5640-68. За категориите на чертежа G и H наличието на структурно свободен цементит не е стандартизирано.
3.13. Броят на завоите без счупване на поцинкована стомана от групите KhP, PK, OH трябва да отговаря на стандартите, установени в табл. 1g
Таблица 1d
|
Дебелина на поцинкована стомана, мм |
Брой на извивките |
|
До 0,8 вкл. |
|
|
Ст. 0.8 » 1.2 » |
|
|
» 1.2 » 2.0 » |
|
|
» 2.0 |
Забележка. Нормите за огъване на поцинкована стомана с дебелина над 1,5 мм бяха по избор до 01.07.89.
(Преработено издание, Rev. No. 2).
3.14. (Заличен, Рев. № 2).
4. ПРАВИЛА ЗА ПРИЕМАНЕ
4.1. Поцинкованата стомана се приема на партиди. Партидата трябва да се състои от листове или рулони от една и съща група поцинкована стомана, със същия размер, от същия тип и клас дебелина на покритието, вид на консервация, от същия клас и топлина (стомана от KhSh, KhP и PK групи) и категория чертежи (стомана от групата KhSh), трябва да бъдат издадени и придружени от документ за качество с добавяне на стойности за незадължителни показатели за качество.
Масата на партидата не трябва да надвишава производството за подмяна на единицата.
(Преработено издание, Rev. No. 2).
4.2. В документа за качество резултатите от изпитванията и данните за химичния състав се посочват по искане на потребителя.
За поцинкована стомана, която е удостоена с Държавен знак за качество, обозначението на Държавния знак за качество се поставя върху документа за качество.
4.3. За контрол на размерите и качеството на повърхността се избират 6% от листовете или една ролка от партидата.
4.4. За контрол на якостта на сцепление на покритието, механичните свойства, микроструктурата се избира един лист или една ролка от партидата.
4.5. При получаване на незадоволителни резултати от теста за поне един от показателите се извършва повторен тест съгласно.
5. МЕТОДИ НА ИЗПИТВАНЕ
5.1. Качеството на повърхността на листове и ролки се проверява чрез външна проверка без използване на лупи.
5.2. За тестване се изрязват проби от всеки избран лист или ролка в съответствие с изискванията на чертежа и таблицата. 2
Метод на тестване
ширина
дължина
Относно якостта на сцепление на цинковото покритие към основния метал
3, 4, 5
За да се определи теглото на цинковото покритие и вариацията на дебелината
Инфлексия
На качулката на сферичен отвор (х- място на тестване)
180-300
Опън
9, 10
Оценка на микроструктурата
Забележка. Пробите се изрязват с максимални отклонения в размера - ± 3 мм.
5.3. За да се определи масата на цинковото покритие, тестовата проба се обезмаслява, претегля, потапя се в разтвор на антимонов оксид (Sb 2 O 3) или антимонов хлорид (Sb C1 3) в солна киселина и се държи до спиране на бурното отделяне на газ, след което пробата се отстранява от разтвора, измива се обилно със студена и след това с гореща вода, изсушава се с филтърна хартия и се претегля. Обезмасляването се извършва с технически синтетичен етилов алкохол.
Разтвор на антимонов оксид или антимонов хлорид се приготвя по следния начин: 20 g антимонов оксид (или 32 g антимонов хлорид) се разтварят в 1000 ml концентрирана солна киселина (GOST 3118-77) за втори и първи клас или 50 g антимонови оксиди от клас P.
Масата на цинковото покритие, нанесено от двете страни на листа, в грамове ( м) на 1 m 2 се изчислява по формулата
където е масата на три проби (3, 4 и 5) преди разтварянето на цинковото покритие, с грешка от 0,01 g, g;
Масата на три проби (3, 4 и 5) след разтваряне на цинковото покритие, с грешка от 0,01 g, g;
С- действителната повърхност на пробите с грешка 1·10 -6 m 2 , m 2 .
За да се определи масата на цинковото покритие, е позволено да се използват други методи, които осигуряват необходимата точност.
Методът, посочен в този стандарт, се прилага в случай на несъгласие в оценката.
(Променено издание, Rev. No. 1, 2).
5.4. Разликата в дебелината на покритието в напречната посока на листа се определя като абсолютната разлика между максималните и минималните стойности на дебелината на покритието на проби 3, 4 и 5 по формулата
|
3 - повърхностна площ на цинковото покритие, cm 2 . (Преработено издание, Rev. No. 1). 5.4.1. Средната стойност на разликата в дебелината и дебелината на цинковото покритие на повърхността на листа с диференцирано покритие се определя и изчислява за всяка от страните. За да направите това, след обезмасляване на пробата, едната от страните е покрита с плътен слой гумено лепило или парафин и цинкът се отстранява от противоположната страна, както е посочено по-горе. След повторно претегляне лепилото или парафинът се отстраняват механично или навътре топла вода. Отстраняването на цинковото покритие от другата страна на пробата се извършва по същия начин. 5.5. Изпитването на огъване се извършва съгласно GOST 13813-68. 5.6. Тестът за изчертаване на сферичен отвор се извършва съгласно GOST 10510-80. Направете две измервания в тестовата зона и определете средноаритметичната стойност. 5.7. Изпитването на опън се извършва съгласно GOST 11701-84. 5.8. Определянето на размера на зърното на ферита се извършва съгласно GOST 5639-82 и безструктурния цементит - съгласно GOST 5640-68. 5.9. Изпитването на огъване на поцинкована стомана с дебелина до 1 mm включително под ъгъл от 180 ° се извършва в съответствие с GOST 14019-80. Проба от поцинкована стомана се тества върху дорник, равен на дебелината на валцувания продукт. Поцинкованата стомана от най-висока категория за качество трябва да издържи тест на огъване от 180 ° без дорник до докосване на страните. По споразумение между потребителя и производителя, изпитването на огъване може да бъде заменено с изпитване за двойно заключване на покрива съгласно OST 1411-196-86, а за поцинкована стомана от групата PK, чрез изпитване на устройство U-1A съгласно да се. Поцинкована стомана с дебелина над 1,0 мм се изпитва по искане на потребителя по договорена по предписания начин процедура. 5.10. За контрол на качеството на поцинкованата стомана е разрешено да се използват неразрушителни методи за контрол. 6. МАРКИРОВКА, ОПАКОВКА, ТРАНСПОРТИРАНЕ И СЪХРАНЕНИЕ6.1. Маркиране, опаковане, транспортиране и съхранение - с допълнения. 6.2. За да се предпази повърхността на поцинкована стомана от корозия, се извършва консервация: пасивиране, смазване или пасивиране и омасляване. По желание на потребителя поцинкованата стомана не се запазва. При транспортиране до Далечния север и труднодостъпни райони е необходима консервация. 6.3. Листовете от поцинкована стомана се оформят в пакет, като се полага един лист върху друг. За листове с диференцирано покритие, страната с 2-ри клас дебелина на покритието трябва да е обърната към дъното на опаковката. Крайните и страничните повърхности на пакета са облицовани с канали от закалена стоманена ламарина с дебелина най-малко 0,4 mm съгласно нормативната и техническата документация. Дървените пръти трябва да бъдат прикрепени към дъното на опаковката заедно и с напречно сечение най-малко 80 ´ 80 мм или метални пръти съгласно нормативна и техническа документация. Брой дървени и метални пръти с ширина на опаковката до 1200 мм - 2 бр.; над 1200 мм - съответно 3 бр. и 2 бр. 6.4. Поцинкованата стомана с диференциално покритие се валцуват така, че страната с 2-ри клас на дебелина на цинковото покритие е разположена вътре в намотката. 6.5. Пачките и ролките трябва да бъдат здраво завързани. Броят на ремъците трябва да отговаря на изискванията. Когато се изпращат до Далечния север и труднодостъпни райони, минималният брой ремъци трябва да бъде с една повече от нормите, установени от. За обвързване се използва метална лента с дебелина 1,2 - 2,0 мм, ширина от 30 до 40 мм съгласно или друга нормативна и техническа документация. Външният диаметър и ширината на ролките не трябва да надвишават 2 mm, дължината, ширината и височината на снопчетата не трябва да надвишават съответно 6,2 и 1 m. 6.6. Масата на един пакет трябва да бъде най-малко 3 тона и не трябва да надвишава 10 тона. До 01.01.88 г., по искане на потребителя, масата на опаковката от поцинкована стоманена ламарина не трябва да надвишава 5 тона. 6.7. Транспортната маркировка на опаковките трябва да се нанесе с тъмна боя върху крайната повърхност на опаковката и страничната повърхност на ролката и да съдържа основни, допълнителни и информационни надписи. 6.8. Превозът на поцинкована стомана с железопътен транспорт се извършва с открит подвижен състав в съответствие с правилата за превоз на товари, които са в сила за този вид транспорт и условията за товарене и обезопасяване на товари, утвърдени от Министерството на железниците. 6.9. Съхранението на поцинкована стомана трябва да отговаря на условията на ZhZ съгласно, с изключение на съвместното разположение с химически активни вещества. Разд. 6. (Преработено издание, Rev. No. 2). |
GOST 14918-80
МЕЖДУДЪРЖАВЕН СТАНДАРТ
ТЕХНИЧЕСКИ УСЛОВИЯ
Официално издание
Стандартинформ
МЕЖДУДЪРЖАВЕН СТАНДАРТ
ПОЦИНКОВАНА СТОМАНА С НЕПРЕКЪСНАТИ ЛИНИИ
Спецификации
Непрекъснато поцинкована ламарина. Спецификации
GOST 14918-69
MKS 77.140.50 OKP 11 1110
Указ Държавен комитетСССР съгласно стандартите от 31 март 1980 г. № 1465, датата на въвеждане е определена
Срокът на валидност е премахнат съгласно протокол № 3-93 на Междудържавния съвет по стандартизация, метрология и сертификация (IUS 5-6-93)
Този стандарт се прилага за листова и рулонна студено валцувана стомана, горещо поцинкована в агрегати за непрекъснато поцинковане, предназначена за студено профилиране, за боядисване, за производство на щамповани части, прибори, контейнери и други метални изделия.
Индикаторите за техническо ниво, установени с този стандарт, отговарят на изискванията за най-висока и първа качествени категории.
1. КЛАСИФИКАЦИЯ
1.1. Поцинкованата ламарина (ОТ) се подразделя на:
разпределени в групи
за студено щамповане - KhSh, за студено профилиране - KhP, за боядисване (обучен) - PC, общо предназначение - OH;
според умението за рисуване (група стомана XSh) в кат
нормално изтегляне - H, дълбоко изтегляне - G, много дълбоко изтегляне - VG;
според равномерността на дебелината на цинковото покритие
с нормално изменение на дебелината - HP, с намалено изменение на дебелината - UR.
(Променено издание, Rev. No. 1).
1.2. По споразумение между потребителя и производителя може да се произвежда поцинкована стомана: с модел на кристализация - KR,
без модел на кристализация - МТ.
1.3. В зависимост от дебелината на покритието, поцинкованата стомана се разделя на три класа в съответствие с посочените в табл. един.
Официална публикация Препечатването е забранено
Издание (август 2007 г.) с изменения № 1, 2, одобрени през септември 1981 г., юни 1986 г.
(IUS 11-81, 9-86).
© Издателство „Стандарти“, 1987 © Стандартинформ, 2007
маса 1
При производството на стомана с диференцирано покритие дебелината й от едната страна на листа трябва да съответства на клас 2, а от другата страна на клас P (за листове) или клас 1. (Променено издание, Изм. № 2).
2. АСОРТИМЕНТ
2.1. Поцинкованата стомана се произвежда с ширина от 710 до 1800 мм включително, дебелина от 0,5 до 2,5 мм включително.
2.2. Размерите, граничните отклонения и други изисквания за асортимента трябва да отговарят на изискванията на GOST 19904-90.
Поцинкована стомана от най-висока категория качество се произвежда от:
с полумесец от валцувана стомана не повече от 6 mm на 3 m дължина;
с плоскост PV и PU и допустими отклонения на дебелината по стандартите за повишена точност на валцуване;
с телескопични ролки със стоманена ширина до 1000 mm не повече от 30 mm.
Примери за легенди
Поцинкована стомана с дебелина 0,8, ширина 1000, дължина 2000 mm, нормална точност на валцуване B, нормална плоскост PN, с необрезен ръб NO от OH групата, с модел на кристализация от KR, първи клас цинк покритие съгласно GOST 14918-80:
B-PN-NO-0,8x 1000 c.u. 2000 GOST 19904-90 IC ON-KR-1 GOST 14918-80
Поцинкована валцувана стомана с дебелина 1,2, ширина 1000 мм, повишена точност на валцуване A, с рязане на ръба O, степен 08kp, много дълбоко изтегляне VG, без кристализационен модел MT, с намалено изменение на дебелината UR, втори клас на покритие съгласно GOST 14918-80:
A-O-1.2x 1000 GOST 19904-90 OTs 08kp VG-MT-UR-2 GOST 14918-80
Поцинкована валцувана стомана с диференцирано покритие с дебелина 0,5, ширина 710 mm, повишена точност на валцуване A, с рязан ръб O, клас BstZkp, за PC боядисване, без кристализационен модел MT с намалено изменение на дебелината UR, покрит от едната страна на първата, и на друг втори клас според GOST 14918-80:
A-O-0.5x 710 GOST 19904-90 ULL BstZkp-PK-MG-UR- 1/2 GOST 14918-80
Глава. 2. (Променено издание, Рев. No 2).
3. ТЕХНИЧЕСКИ ИЗИСКВАНИЯ
3.1. Поцинкованата стомана трябва да бъде произведена в съответствие с изискванията на този стандарт за техническа документация, одобрена по предписания начин.
3.2. Поцинкованата стомана е изработена от въглеродна студено валцувана навита стомана с качество на повърхността в съответствие с GOST 16523-97. Категорията на стоманата трябва да съответства на посочените в табл. 1а.
Таблица 1а
|
Поцинкована стомана |
Студеновалцувана стомана за производство на поцинкована стомана |
||
|
GOST 9045-93 и GOST 1050-88 |
Марки стомана с химичен състав в съответствие с GOST 9045-93, както и GOST 1050-88 със съдържание на сяра не повече от 0,035% и фосфор - не повече от 0,020% и GOST 380-2005 с масова част на сярата не повече от 0,035% и фосфор - не повече от 0,025% |
||
|
08ps, 08kp, 08Yu по GOST 9045-93 08ps, 08kp, 10 kp по GOST 1050-88 |
08ps, 08kp, 08Yu в съответствие с GOST 9045-93 08ps, 08kp, 10KP в съответствие с GOST 1050-88 с масова част на сяра не повече от 0,030% и фосфор - не повече от 0,020% |
||
|
08ps по GOST 9045-93 08, 08ps по GOST 1050-88 BstO, Bst1, Bst2, BstZ от всички степени на деоксидация съгласно GOST 380-2005 |
08ps в съответствие с GOST 9045-93 08, 08pa в съответствие с GOST 1050-88 BstO, Bst1, Bst2, BstZ от всички степени на деоксидация в съответствие с GOST 380-94 с масова част на сяра не повече от 0,04% и фосфор - не повече от 0,035% |
||
|
Марки стомана с химичен състав съгласно GOST 380-2005, GOST 9045-93 и GOST 1050-88 |
Марки стомана с химичен състав съгласно GOST 9045-93, GOST 1050-88, GOST 380-2005 с масова част на сяра не повече от 0,045% и фосфор - не повече от 0,040% |
||
(Преработено издание, Rev. No. 2).
3.3. За поцинковане се използват цинкови марки Ts0 и Ts1 съгласно GOST 3640-94 с добавяне на алуминий, олово и други метали към ваната. Допирането с олово е разрешено поради въвеждането на цинк клас Ts2.
3.4. Повърхността на поцинкованата стомана трябва да бъде чиста и напълно покрита.
3.4.1. Не е позволено да се нарушава непрекъснатостта на покритието под формата на напукване върху малки възли, разположени върху дефекти в стоманената основа, класификацията и размерите на които са предвидени от GOST 16523-97.
3.4.2. На листове и ленти с необработен ръб не се допускат дефекти на ръбове с дълбочина, надвишаваща максималните отклонения в ширината.
3.4-3.4.2. (Преработено издание, Rev. No. 2).
3.5. За поцинкована стомана от групи KhSh, KhP и OH, малко увисване (увисване, разслояване), зърна и неравномерна кристализация на цинк, следи от огъване на лентата и контролните ролки, локална грапавост на покритието (обрив), леки драскотини и ожулвания, които не нарушават непрекъснатостта на цинковото покритие са разрешени, светли и матови петна, неравномерно оцветяване на пасивния филм.
3.6. За поцинкована стомана от PC групата, тъмни точки и пътека (следи) от деформирано малко увисване (увисване, наслояване), зърна и локална грапавост на покритието (обрив), матов и размазан модел на кристализация на цинк, следи от прегъвания на лентата, допускат се леки драскотини и ожулвания, нарушаване на непрекъснатостта на цинковото покритие, светли и матови петна, неравномерно оцветяване на пасивния филм.
3.7. По желание на потребителя пасивното фолио трябва да има еднакъв цвят.
(Преработено издание, Rev. No. 2).
3.8. Намалената вариация в дебелината на цинковото покритие UR трябва да бъде не повече от 16 за клас P, не повече от 10 за клас 1 и не повече от 4 микрона за клас 2. Поцинкованата стомана с нормална дебелина HP трябва да има дебелина на покритието в границите, посочени в табл. един.
Поцинкована стомана от най-високо качество се произвежда с различни дебелини на цинковото покритие за стомани от групите XSh, KhP и PK от клас P - не повече от 12, клас 1 - не повече от 8 и клас 2 - не повече от 3 микрона.
3.9. На мястото на огъване на поцинкована стомана с дебелина до 1,0 mm включително, при изпитване на силата на сцепление на покритието с основния метал при огъване от 180 °, не трябва да има разслояване на цинковото покритие, което да излага стоманена повърхност. Допуска се мрежа от малки пукнатини по цялата дължина на огъването и разслояване на покритието на разстояние до 6 mm от ръбовете на пробата.
3.10. в таблицата. 16
Механичните свойства на поцинкованата стомана трябва да отговарят на посочените стандарти
Таблица 16
|
Поцинкована стомана |
Военен картографиране |
Течливост на Poedel около t, MPa, не по-малко |
Относително удължение 5 4 , %, не по-малко, дебелина на стоманата poi, mm |
L 0 = 80 mm за |
|||
|
категории |
Св. 0,7 до 1,5 |
Св. 1,5 до 2,0 | |||||
Забележка. Стойностите на относителното удължение за поцинкована стомана от група KhSh от категориите на чертежа N и G, относителното удължение за групата стомана KhP и PK бяха Lakultative до 01.07.89.
Pii потоци от военно сравнение и е изяло течливостта на дебелината на цинковото покритие не се взема предвид.
3.10.1. Дълбочината на сферичния отвор от поцинкована стомана от групата XSh трябва да отговаря на стандартите, дадени в табл. 1в.
Таблица 1в
|
Дебелина на поцинкована стомана |
Дълбочина от леоев отвор за категория качулка, не по-малко от |
||
бележки:
1. За поцинкована стомана със средни дебелини, дълбочината на scheoic отвора трябва да съответства на nstma, установена за следващата по-малка дебелина.
2. Стойностите на дълбочината на отвора на пукнатината за поцинкована стомана с дебелина над 1,5 мм бяха по избор до 01.07.89.
3. Pii тест на MTJI-10 тип poobooah g.
3.10.2. За поцинкована стомана от групата XSh от най-висока категория за качество относителното удължение трябва да бъде 1 единица. повече от нормите на таблицата. 16, а дълбочината на сферичния отвор е с 0,2 mm повече от нормите на табл. 1в.
3.10-3.10.2. (Преработено издание, Rev. No. 2).
3.11. Поцинкованата стомана от групата XSh се произвежда с размер на феритните зърна точки 7, 8, 9, 10 съгласно GOST 5639-82 за категории качулки VG и не по-малко от 6 точки за категория G качулки.
За поцинкована стомана от категория VG се допуска неравномерно зърно в рамките на два съседни номера, за листове от категория G - в рамките на три съседни номера.
3.12. За поцинкована стомана от група ХШ от категория VG е разрешено наличието на структурно свободен цементит в границите на точки 0, 1, 2 и 4 от скала 1 съгласно GOST 5640-68. За категориите на чертежа G и H наличието на структурно свободен цементит не е стандартизирано.
3.13. Броят на завоите без счупване на поцинкована стомана от групите KhP, PK, OH трябва да отговаря на стандартите, установени в табл. 1g
Таблица 1d
Забележка. Hodmh огъването на поцинкована стомана с дебелина повече от 1,5 mm беше по избор до 07/01/89.
(Преработено издание, Rev. No. 2).
3.14. (Заличен, Рев. № 2).
4. ПРАВИЛА ЗА ПРИЕМАНЕ
4.1. Поцинкованата стомана се приема на партиди. Партидата трябва да се състои от листове или рулони от една и съща група поцинкована стомана, със същия размер, от същия тип и клас дебелина на покритието, вид на консервация, от същия клас и топлина (стомана от KhSh, KhP и PK групи) и категория на чертежа (стомана от групата KhSh), трябва да бъдат издадени и придружени от документ за качество в съответствие с GOST 7566-94 с добавяне на стойностите на незадължителните показатели за качество.
Масата на партидата не трябва да надвишава производството за подмяна на единицата.
(Преработено издание, Rev. No. 2).
4.2. В документа за качество резултатите от изпитванията и данните за химичния състав се посочват по искане на потребителя.
За поцинкована стомана, която е удостоена с Държавен знак за качество, обозначението на Държавния знак за качество се поставя върху документа за качество.
4.3. За контрол на размерите и качеството на повърхността се избират 6% от листовете или една ролка от партидата.
4.4. За контрол на якостта на сцепление на покритието, механичните свойства, микроструктурата се избира един лист или една ролка от партидата.
4.5. При получаване на незадоволителни резултати от теста за поне един от показателите се извършва повторно изпитване в съответствие с GOST 7566-94.
5. МЕТОДИ НА ИЗПИТВАНЕ
5.1. Качеството на повърхността на листове и ролки се проверява чрез външна проверка без използване на лупи.
5.2. За тестване се изрязват проби от всеки избран лист или ролка в съответствие с изискванията на чертежа и таблицата. 2.
Схема на obpazp за тестване (b - шип на листа)
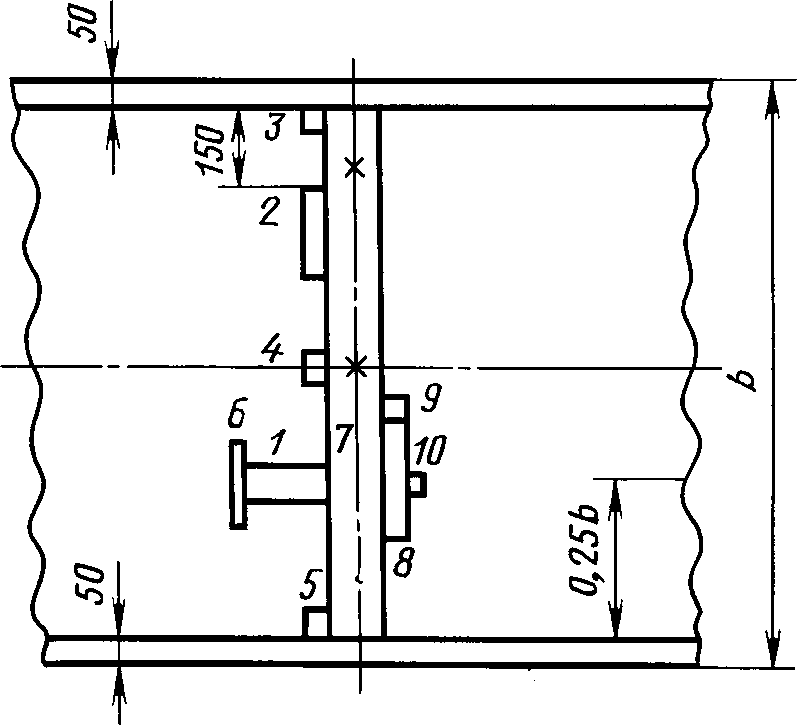
таблица 2
Забележка. Пробите се изрязват с максимални отклонения в размера - +3 мм.
5.3. За да се определи масата на цинковото покритие, тестовата проба се обезмаслява, претегля, потапя се в разтвор на антимонов оксид (Sb 2 0 3) или антимонов хлорид (SbC1 3) в солна киселина и се държи до спиране на бурното отделяне на газ, след което пробата се отстранява от разтвора, измива се обилно със студено и след това топла вода, изсушава се с филтърна хартия и се претегля. Обезмасляването се извършва с технически синтетичен етилов алкохол.
Разтвор на антимонов оксид или антимонов хлорид се приготвя по следния начин: 20 g антимонов оксид (или 32 g антимонов хлорид) се разтварят в 1000 ml концентрирана солна киселина (GOST 3118-77) за втори и първи клас или 50 g антимонови оксиди от клас P.
Масата на цинковото покритие, нанесено от двете страни на листа, в грамове (t) на 1 m 2, се изчислява по формулата
където m\ е масата на три проби (.?, 4 и 5) преди разтварянето на цинковото покритие, с грешка от 0,01 g, g; mi е масата на три проби (.?, 4 и 5) след разтваряне на цинковото покритие, с грешка от 0,01 g, g;
S е действителната повърхност на пробите с грешка MO "" 6 m 2 , m 2 .
За да се определи масата на цинковото покритие, е позволено да се използват други методи, които осигуряват необходимата точност.
Методът, посочен в този стандарт, се прилага в случай на несъгласие в оценката.
(Променено издание, Rev. No. 1, 2).
5.4. Разликата в дебелината на покритието в напречната посока на листа се определя като абсолютната разлика между максималните и минималните стойности на дебелината на покритието на проби 3, 4 и 5 по формулата
AT'r - 7L qv - T „
за което първо се изчислява дебелината на цинковото покритие на всяка от пробите по формулата
^ _ (t 3 - t "3) 10 4 (3)
3 7,13 A 3 '
където?z е дебелината на покритието на съответната проба, микрони;
/от - масата на пробата преди отстраняването на цинка, g; m "z - маса на пробата след отстраняване на цинка, g;
7.13 - плътност на цинка, g/cm 3 ;
A3 - повърхност на цинковото покритие, cm 2 .
(Преработено издание, Rev. No. 1).
5.4.1. Средната стойност на разликата в дебелината и дебелината на цинковото покритие на повърхността на листа с диференцирано покритие се определя и изчислява за всяка от страните. За да направите това, след обезмасляване на пробата, едната от страните е покрита с плътен слой гумено лепило или парафин и цинкът се отстранява от противоположната страна, както е посочено по-горе. След повторно претегляне лепилото или парафинът се отстраняват механично или в гореща вода. Отстраняването на цинковото покритие от другата страна на пробата се извършва по същия начин.
5.5. Изпитването на огъване се извършва съгласно GOST 13813-68.
5.6. Тестът за изчертаване на сферичен отвор се извършва съгласно GOST 10510-80. Направете две измервания в тестовата зона и определете средноаритметичната стойност.
5.7. Изпитването на опън се извършва съгласно GOST 11701-84.
5.8. Определянето на размера на зърното на ферита се извършва съгласно GOST 5639-82 и безструктурния цементит - съгласно GOST 5640-68.
5.9. Изпитването на огъване на поцинкована стомана с дебелина до 1 mm включително под ъгъл 180 ° се извършва в съответствие с GOST 14019-2003. Проба от поцинкована стомана се тества върху дорник, равен на дебелината на валцувания продукт.
Поцинкованата стомана от най-високо качество трябва да издържи тест на огъване на 180° без дорник, докато страните се докоснат.
По споразумение между потребителя и производителя, изпитването на огъване може да бъде заменено с изпитване за двойно заключване на покрива съгласно OST 1411-196-86, а за поцинкована стомана от групата PK, чрез изпитване на устройство U-1A съгласно по GOST 4765-73.
Поцинкована стомана с дебелина над 1,0 мм се изпитва по искане на потребителя по договорена по предписания начин процедура.
5.10. За контрол на качеството на поцинкованата стомана е разрешено да се използват неразрушителни методи за контрол.
(Преработено издание, Rev. No. 2).
6. МАРКИРОВКА, ОПАКОВКА, ТРАНСПОРТИРАНЕ И СЪХРАНЕНИЕ
6.1. Маркиране, опаковане, транспортиране и съхранение - в съответствие с GOST 7566-94 с допълнения.
6.2. За да се предпази повърхността на поцинкована стомана от корозия, се извършва консервация: пасивиране, смазване или пасивиране и омасляване.
По желание на потребителя поцинкованата стомана не се запазва.
Когато се изпращат в районите на Далечния север и приравнените към тях райони, консервацията е задължителна.
6.3. Листовете от поцинкована стомана се оформят в пакет, като се полага един лист върху друг. За листове с диференцирано покритие, страната с 2-ри клас дебелина на покритието трябва да е обърната към дъното на опаковката.
Крайните и страничните повърхности на пакета са облицовани с канали от закалена стоманена ламарина с дебелина най-малко 0,4 mm съгласно нормативната и техническата документация.
Дървените пръти трябва да бъдат прикрепени към дъното на опаковката в съответствие с GOST 2695-83 и GOST 8486-86 със сечение най-малко 80x80 mm или метални пръти съгласно нормативната и техническа документация. Брой дървени и метални пръти с ширина на опаковката до 1200 мм - 2 бр.; над 1200 мм - съответно 3 бр. и 2 бр.
6.4. Поцинкованата стомана с диференциално покритие се валцуват така, че страната с 2-ри клас на дебелина на цинковото покритие е разположена вътре в намотката.
6.5. Пачките и ролките трябва да бъдат здраво завързани. Броят на ремъците трябва да отговаря на изискванията на GOST 7566-94.
Когато се изпращат до Далечния север и труднодостъпни райони, минималният брой ремъци трябва да бъде с една повече от нормите, установени в съответствие с GOST 7566-94.
За ремъци се използва метална лента с дебелина 1,2-2,0 мм, ширина от 30 до 40 мм в съответствие с GOST 3560-73, GOST 6009-74 или друга нормативна и техническа документация.
Външният диаметър и ширината на ролките не трябва да надвишават 2 mm, дължината, ширината и височината на сноповете не трябва да надвишават съответно 6,2 и 1 m.
6.6. Масата на един пакет трябва да бъде най-малко 3 тона и не трябва да надвишава 10 тона.
До 01.01.88 г., по искане на потребителя, масата на пакет от поцинкована стоманена ламарина не трябва
беше над 5 тона.
6.7. Транспортната маркировка на опаковките трябва да се нанася в съответствие с GOST 14192-96 с тъмна боя върху крайната повърхност на опаковката и страничната повърхност на ролката и да съдържа основни, допълнителни и информационни надписи.
6.8. Превозът на поцинкована стомана с железопътен транспорт се извършва с открит подвижен състав в съответствие с правилата за превоз на товари, които са в сила за този вид транспорт и условията за товарене и обезопасяване на товари, утвърдени от Министерството на железниците.
6.9. Съхранението на поцинкована стомана трябва да отговаря на условията на ZhZ в съответствие с GOST 15150-69, с изключение на съвместно разположение с химически активни вещества.
Разд. 6. (Променено издание, Рев. No 2).
Редактор L.V. Коретникова Технически редактор Н.С. Гришанова Коректор РА. Ментова Компютърно оформление L A. Krugovoi
Подписано за публикуване на 25 септември 2007 г. Формат 60x84*/8. Офсетова хартия. Време за слушалки. Офсетов печат. Uel. фурна л. 0,93. уч.-изд. л. 0,85. Тираж 101 бр. Зак 728.
ФГУП "СТАНДАРТИНФОРМ", 123995 Москва, Гранатни пер., 4.
Въведено във ФГУП "СТАНДАРТИНФОРМ" на компютър.
Отпечатано във филиала на ФГУП "СТАНДАРТИНФОРМ" - тип. „Московски принтер“, 105062 Москва, Лялин пер., 6
Спецификации.
(екстракти)
Този стандарт се прилага за листова и рулонна студено валцувана стомана, горещо поцинкована в агрегати за непрекъснато поцинковане, предназначена за студено профилиране, за боядисване, за производство на щамповани части, прибори, контейнери и други метални изделия.
Индикаторите за техническо ниво, установени с този стандарт, отговарят на изискванията за най-висока и първа качествени категории.
1. Класификация
1.1. Поцинкованата ламарина (ОТ) се подразделя на:
Разпределени в групи
- За студено щамповане - ХШ,
- За студено профилиране - HP,
- За оцветяване (обучение) - компютър,
- Общо предназначение - ВКЛЮЧЕНО;
Според способността за рисуване (стомана от групата XSh) в категории
- Нормална рисунка - H,
- Дълбоко рисуване - G,
- Много дълбока рисунка - VG;
Според равномерността на дебелината на цинковото покритие
- С нормално изменение на дебелината - HP,
- С намалена вариация на дебелината - UR.
1.2. По споразумение между потребителя и производителя поцинкованата стомана може да се произвежда:
- с модел на кристализация - KR,
- без модел на кристализация - МТ.
1.3. В зависимост от дебелината на покритието, поцинкованата стомана се разделя на 3 класа в съответствие с таблицата. един.
маса 1
При производството на стомана с диференцирано покритие дебелината й от едната страна на листа трябва да съответства на клас 2, а от другата страна - на клас P (за листове) или клас 1.
2. Асортимент.
2.1. Поцинкованата стомана се произвежда с ширина от 710 до 1800 мм включително, дебелина от 0,5 до 2,5 мм включително.
2.2. Размерите, граничните отклонения и други изисквания за асортимента трябва да отговарят на изискванията на GOST 19904-74.
Примери за легенди
Поцинкована стомана с дебелина 0,8, ширина 1000, дължина 2000 mm, нормална точност на валцуване B, нормална плоскост PN, с необработен ръб NO от OH групата, модел на кристализация на KR, първи клас цинково покритие съгласно GOST 14918-80:
Поцинкована валцувана стомана с диференцирано покритие с дебелина 0,5, ширина 710 mm, повишена точност на валцуване A, висока равнинна PV, с отрязан ръб O, клас Bst3kp, за PC боядисване, без модел на кристализация MT с намалено изменение на дебелината UR, с покритие първо от едната страна , а от друга втори клас според GOST 14918-80:
| OC | A-O-1.5x710 GOST 19904-74 |
| Bst3kp PK-MT-UR-1/2 GOST 14918-80 |
3. Технически изисквания
3.1. Поцинкованата стомана трябва да се произвежда в съответствие с изискванията на този стандарт съгласно одобрената по предписания начин техническа документация.
3.2. Поцинкованата стомана е изработена от въглеродна студено валцувана навита стомана с качество на повърхността съгласно GOST 16523-70. Категорията на стоманата трябва да съответства на посочените в таблица 1.
маса 1
| Поцинкована стомана | Студеновалцувана стомана за производство на поцинкована стомана | ||
| Група | Категория на качулката | Качество първа категория | Категория с най-високо качество |
| XIII | Н, Г | Марки стомана с хим. Състав съгласно GOST 9045-80, GOST 1050-74 и GOST 380-781 | Марки стомана с химичен състав съгласно GOST 9045-80, както и GOST 1050-74 със съдържание на сяра не повече от 0,035% и фосфор - не повече от 0,020% и GOST 380-71 с масова част на сярата не повече от 0,035% и фосфор - не повече от 0,025% |
| XIII | VG | 08ps, 08kp, o8Yu по GOST 9045-80 08PS, 08KP, 10KP по GOST 1050-74 | 08ps, 08kp, 08Yu в съответствие с GOST 9045-80 08ps, 08KP, 10kp в съответствие с GOST1050-74 с масова част на сяра не повече от 0,030% и фосфор - не повече от 0,020% |
| XII, PC | - | 08ps по GOST 9045-80 08,08ps по GOST 1050-74 Bst0, Bst1, bst3 от всички степени на деоксидация съгласно GOST 380-71 | 08ps в съответствие с GOST 9045-80 08.08ps в съответствие с GOST 1050-74 BST0, BST1, BST2, BST3 от всички степени на деоксидация в съответствие с GOST 380-71 с масова част на сяра не повече от 0,04% - и фосфор не повече от 0,0035% |
| ТОЙ ЛИ Е | - | Марки стомана с химичен състав съгласно GOST 9045-80, GOST 1050-74, GOST 380-71 | Марка стомана с химичен състав съгласно GOST 9045-80, GOST 1050-74, GOST 380-71 с масова част на сяра не повече от 0,045% и фосфор - не повече от 0,04%. |
3.3. За поцинковане се използват цинкови марки Ts0 и Ts1 съгласно GOST 3640-79 с добавяне на алуминий, олово и други метали към ваната. Допирането с олово е разрешено поради въвеждането на цинк клас Ts2.
3.4. Повърхността на поцинкованата стомана трябва да е чиста, с непрекъснато покритие.
3.4.1. Не е позволено да се нарушава непрекъснатостта на покритието под формата на напукване върху малки възли, разположени върху дефекти в стоманената основа, класификацията и размерите на които са предвидени от GOST 16523-70.
3.4.2. На листове и ленти с необработен ръб не се допускат дефекти на ръбове с дълбочина, надвишаваща максималните отклонения в ширината.
3.5. За поцинкована стомана от групи KhSh, KhP и OH, малко увисване (увисване, разслояване), зърна и неравномерна кристализация на цинк, следи от прегъвания на лентата и контролни ролки, локална грапавост на покритието (обрив), леки драскотини и ожулвания, които не разрушавайте непрекъснатостта на цинковото покритие, допускат се светли и матови петна, неравномерно оцветяване на пасивния филм.
3.6. За поцинкована стомана от PC групата, тъмни точки и пътека (следи) от деформирано малко увисване (увисване, наслояване), зърна от локална грапавост на покритието (обрив), матов модел на кристализация на цинк, следи от извивки, ивици, допускат се леки драскотини и ожулвания, които не нарушават непрекъснатостта, цинково покритие, светли и матови петна, неравномерно оцветяване на пасивния филм.
3.7. По желание на потребителя пасивното фолио трябва да има еднакъв цвят.
3.8. Намалената вариация в дебелината на цинковото покритие UR трябва да бъде не повече от 16 за клас P, не повече от 10 за клас 1 и не повече от 4 микрона за клас 2. Поцинкованата стомана с нормална вариация на дебелината HP трябва да има дебелина на покритието в границите, посочени в таблица 1.
Поцинкована стомана от най-високо качество се произвежда с различни дебелини на цинковото покритие за стомани от групите XSh, KhP и PK от клас P - не повече от 12, клас 1 - не повече от 8 и клас 2 - не повече от 3 микрона.
3.9. На мястото на огъване на поцинкована стомана с дебелина до 1,0 mm включително, при изпитване на силата на сцепление на покритието с основния метал при огъване от 180 °, не трябва да има разслояване на цинковото покритие, което да излага стоманена повърхност. Допуска се мрежа от малки пукнатини по цялата дължина на огъването и разслояване на покритието на разстояние до 6 mm от ръбовете на пробата.
3.10. Механичната поцинкована стомана трябва да отговаря на стандартите, посочени в табл. 1б.
- дълбочината на сферичния отвор от поцинкована стомана от групата XSh трябва да отговаря на стандартите, дадени в табл. 1б.
- За поцинкована стомана от групата XSh от най-висока категория за качество относителното удължение трябва да бъде 1 единица. повече от нормите на таблицата. 1b, а дълбочината на сферичния отвор е с 0,2 mm повече от нормите на табл. 1в.
Таблица 1 б
|
Поцинкована стомана |
Временна съпротива | Провлачване |
Относително удължение s 4, %, не по-малко, при L0=80 mm за дебелина на стоманата, mm |
||||
| групи | категории качулки | междина s in, MPa | s t, MPa, не по-малко от | до 0,7 | sv 0,7 до 1,5 | sv 1.5 до 2.0 | sv 2.0 |
| ХШ | Х г VG |
300-490 275-430 255-410 |
- - - |
21 23 26 |
22 24 28 |
23 25 29 |
24 26 30 |
| HP, компютър | - | - | 230 | 20 | 22 | - | - |
| ТОЙ ЛИ Е | - | - | - | - | - | - | - |
Забележка. Стойностите на якостта на опън и относителното удължение за поцинкована стомана от групата XSh от категориите на чертежа N и G на относителното удължение за стоманата от групите HP и PK са по избор до 07/01/89.
При изчисляване на якостта на опън и границата на провлач дебелината на цинковото покритие не се взема предвид.
Таблица 1в
|
Дебелина на поцинкована стомана |
Дълбочина на сферичен отвор за категории качулки, не по-малка от |
||
| VG | г | Х | |
|
0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 |
8,5 8,9 9,2 9,5 9,9 10,1 10,3 10,5 10,7 10,8 11,0 11,3 11,4 11,5 11,6 11,7 |
8,0 8,5 8,9 9,3 9,6 9,9 10,1 10,3 10,5 10,6 10,8 11,0 11,1 11,2 11,3 11,4 |
6,9 7,2 7,5 7,8 8,2 8,6 8,7 8,8 8,9 9,0 9,1 9,5 9,6 9,7 9,8 9,9 |
бележки:
- За поцинкована стомана със средни дебелини дълбочината на сферичния отвор трябва да отговаря на стандартите, установени за най-близката по-малка дебелина.
- Стойностите на дълбочината на сферичната вдлъбнатина за поцинкована стомана с дебелина над 1,5 mm са по избор до 01.07.89.
- При тестване на устройства от типа MTL-10 g, нормите за дълбочината на сферичен отвор се намаляват с 0,3 mm.
3.11. Поцинкованата стомана от групата ХШ се произвежда с размер на феритните зърна точки 7, 8, 9, 10 съгласно GOST 5639-82 за категории VG качулки и не по-малко от 6 точки за категории G качулки.
За поцинкована стомана от категория VG се допуска неравномерно зърно в рамките на два съседни номера, за листове от категория G - в рамките на три съседни номера.
3.12. За поцинкована стомана от група ХШ от категория VG е разрешено наличието на структурно свободен цементит в границите на точки 0, 1, 2 и 3 от скала 1 съгласно GOST 5640-68. За категориите на чертежа G и H наличието на структурно свободен цементит не е стандартизирано.
3.13 Броят на завоите без счупване на поцинкована стомана от групите KhP, PK, OH трябва да отговаря на стандартите, установени в табл. 1g
Таблица 1d
Забележка. Стандартите за огъване за поцинкована стомана с дебелина над 1,5 мм са по избор до 07/01/89.
3.14. (Заличен, Рев. № 2).
4. Правила за приемане
4.1. Поцинкованата стомана се приема на партиди. Партидата трябва да се състои от листове или рулони от една и съща група поцинкована стомана, от същия размер, от същия тип и клас, дебелина на покритието, вид, консервация, от една и съща марка и топлина (стомана от KhSh, KhP и PK групи) категория чертежи (стомана от групата KhSh), трябва да бъдат издадени и придружени от документ за качество в съответствие с GOST 7566-81 с добавяне на незадължителни показатели за качество.
Масата на партидата не трябва да надвишава производството за подмяна на единицата.
4.3. За контрол на размерите и качеството на повърхността се избират 6% от листовете или една ролка от партидата.
4.4. За контрол на якостта на сцепление на покритието, механичните свойства, микроструктурата се избира един лист или една ролка от партидата.
4.5. При получаване на незадоволителни резултати от теста за поне един от показателите се извършва втори опит в съответствие с GOST 7566-81.
6. Маркиране, опаковане, транспортиране и съхранение.
6.1. Маркиране, опаковане, транспортиране и съхранение - в съответствие с GOST 7566-81 с допълнения.
6.2. За да се предпази повърхността на поцинкована стомана от корозия, се извършва консервация: пасивиране, смазване или пасивиране и омасляване.
По желание на потребителя поцинкованата стомана не се запазва.
При транспортиране до Далечния север и труднодостъпни райони е необходима консервация.
6.3. Листовете от поцинкована стомана се оформят в пакет, като се полага един лист върху друг. За листове с диференцирано покритие, страната с 2-ри клас дебелина на покритието трябва да е обърната към дъното на опаковката.
Крайните и страничните повърхности на пакета са облицовани с канали от закалена стоманена ламарина с дебелина най-малко 0,4 mm съгласно нормативната и техническата документация.
Дървените пръти трябва да бъдат прикрепени към дъното на опаковката в съответствие с GOST 8486-86 и GOST 2695-83 със сечение най-малко 80x80 mm или метални пръти съгласно нормативната и техническата документация. Брой дървени и метални пръти с ширина на опаковката до 1200 мм - 2 бр.; над 1200 мм - съответно 3 бр. и 2 бр.
6.4. Поцинковани стоманени рулони с диференцирано покритие се валцуват така, че страната с 2-ри клас дебелина на цинковото покритие да е разположена вътре в намотката.
6.5. Пачките и ролките трябва да бъдат здраво завързани. Броят на ремъците - според GOST 7566-81.
6.6. Масата на един пакет трябва да бъде най-малко 3 тона и не трябва да надвишава 10 тона.
До 01.01.88 г., по искане на потребителя, масата на опаковката от поцинкована стоманена ламарина не трябва да надвишава 5 тона.
6.7. Транспортната маркировка на опаковките трябва да се нанася в съответствие с GOST 14192-77 с тъмна боя върху крайната повърхност на опаковката и страничната повърхност на ролката и да съдържа основни, допълнителни и информационни надписи.
6.8. Превозът на поцинкована стомана с железопътен транспорт се извършва с открит подвижен състав в съответствие с правилата за превоз на товари, които са в сила за този вид транспорт и условията за товарене и обезопасяване на товари, утвърдени от Министерството на железниците.
6.9. Съхранението на поцинкована стомана трябва да отговаря на условията на Zh3 в съответствие с GOST 15150-69, с изключение на съвместното присъствие с химически активни вещества.
Ние също препоръчваме
 Импулсно захранване: ремонт и усъвършенстване
Импулсно захранване: ремонт и усъвършенстване
 Дистанционно управление на светлината
Дистанционно управление на светлината
 Уроци по плуване за деца в предучилищна възраст
Уроци по плуване за деца в предучилищна възраст
 Бележки за майстора - домашни битови аларми
Бележки за майстора - домашни битови аларми
 Часовниково витло на Atmega8
Часовниково витло на Atmega8
 Примери за приложение на устройства и реле, как да изберете и свържете правилно реле Микроконтролер и реле, прости превключващи вериги
Примери за приложение на устройства и реле, как да изберете и свържете правилно реле Микроконтролер и реле, прости превключващи вериги