Korsstöd. Skruvsvarv
bromsok svarv
Reparation av svarvok
Att utrusta metallskärmaskiner med bromsok var en av de största landvinningarna inom verkstadsindustrin på 1800-talet. Bromsoket är den rörliga delen av enheten som håller metallbearbetningsverktyget. Under bearbetningen av arbetsstycket rör sig bromsoket längs svarvens styrningar och flyttar skäraren automatiskt eller manuellt. Trots den uppenbara enkelheten spelade denna mekanism en viktig roll för att minska kostnaderna för verktygsmaskiner, såväl som i deras ytterligare förbättring.
Huvudkomponenterna i bromsoket är en vagn, en längsgående glid som rör sig längs vagnens styrningar (nedre sliden), översta rutschkanan verktygshållare, roterande platta, drivning som sätter mekanismen i rörelse. Bromsok skiljer sig beroende på principen om placering på maskinen, beroende på rörelseriktningen och funktionerna (tvärgående, längsgående, svängande) och enligt utformningen av skärhuvudet (skärande eller roterande).
Tillståndet för bromsokstyrningarna bestämmer noggrannheten i produktbearbetningen. Under driften av maskinen, tillsammans med andra maskinkomponenter, slits arbetsytorna och bromsokkomponenterna alltid ut, vilket gör att maskinen förlorar sin funktionalitet. Reparation av en svarvok kan vara en del av de operationer som utförs under översyn utrustning, eller vara en oberoende åtgärd som syftar till att eliminera funktionsfel i mekanismen (se "").
En av de mest tidskrävande procedurerna är restaureringen av vagnguiderna. Syftet med arbetet är att återställa parallelliteten och vinkelrätheten hos styrningarnas ytor med avseende på motsvarande plan, för att återställa inriktningen av alla inriktade hål. Samtidigt är det viktigt att upprätthålla full inkoppling av förklädets växel med den mekaniska matningsutrustningen.
Reparationen av svarvstödet, i samband med restaureringen av guiderna, är en ansvarsfull och komplex händelse som kräver användning av speciell högprecisionsutrustning. Som regel tar vårt designkontor emot tunga och medelklasssvarvar som inte bara behöver restaurera bromsoket utan också reparationsarbete kombinerat med andra enheter och mekanismer i enheten. I de allra flesta fall, vi pratar om översynen.
Bromsoket är en viktig del av svarven, i själva verket utför den funktionen av arbetarens hand, håller skäraren och flyttar den längs arbetsstycket. Korrekt underhåll mekanisk hållare, förlänger dess livslängd och undviker allvarliga reparationsproblem.
Att ta hand om bromsoket innebär att regelbundet justera luckorna i styrningarna, eliminera glapp, rengöra i rätt tid eller byta ut packboxen, regelbunden smörjning av sliden och skydda dem från mekanisk skada.
Bromsoket (se fig. 1a) är utformat för att röra sig under bearbetning skärverktyg fixerad i verktygshållaren. Den består av en nedre slid (längsstöd) 1, som rör sig längs ramens styrningar med hjälp av handtaget 15 och säkerställer att fräsen rör sig längs arbetsstycket. På den nedre sliden längs styrningarna 12 rör sig tvärsliden (tvärstödet) 3, vilket säkerställer skärarens rörelse vinkelrätt mot arbetsstyckets (del) rotationsaxel. På tvärsliden 3 finns en roterande platta 4, som är fixerad med en mutter 10. Den övre sliden 11 rör sig (med hjälp av handtaget 13) längs styrningarna 5 på den roterande plattan 4, som tillsammans med plattan 4 kan rotera i ett horisontellt plan i förhållande till tvärsliden och se till att fräsen rör sig i en vinkel mot arbetsstyckets (del) rotationsaxel. Verktygshållaren (skärhuvudet) 6 med bultar 8 fästs på den övre sliden med hjälp av handtaget 9, som rör sig längs skruven 7. Bromsoket drivs från ledskruven 2, från blyaxeln som finns under ledskruven, eller manuellt. Inkludering automatiska flöden tillverkad av handtag 14.
Ris. 1a. Svarvok 16K20
Teknisk käftchuck
På svarvar används två-, tre- och fyrkäftiga chuckar med manuell och mekaniserad fastspänning. I tvåkäftiga självcentrerande chuckar fixeras olika formade gjutgods och smide; käftarna på sådana chuckar är vanligtvis utformade för att bara hålla en del. I trekäftiga självcentrerande chuckar, arbetsstycken av rund och sexkantig form eller runda stänger stor diameter. I fyrkäftiga självcentrerande chuckar är fyrkantiga stänger fixerade och i chuckar med individuell käftjustering är rektangulära eller asymmetriska delar fixerade. Trekäfts självcentrerande chuck med manuell fastspänning är den vanligaste anordningen för att hålla delar på svarvar.Med en kraftfull men känslig mekanism gör chucken att du säkert kan montera delar med hög centreringsnoggrannhet, både för höglägesbearbetning och för finare arbete. Svarvchucken kan monteras på spindeln på en maskin eller enhet. Den mest använda trekäftiga självcentrerande chucken (Figur nedan). Kammarna 1, 2 och 3 på patronen rör sig samtidigt med hjälp av skiva 4. På ena sidan av denna skiva görs spår (som har formen av en arkimedisk spiral) i vilka de nedre utsprången på kammarna är placerade, och på den andra skärs ett koniskt kugghjul, ihopkopplat med tre koniska kugghjul 5. När ett av hjulen 5 vrids med en nyckel, roterar även skivan 4 (tack vare växlingen) och, med hjälp av en spiral, samtidigt och jämnt flyttar alla tre kammarna längs spåren på patronkroppen 6. Beroende på skivans rotationsriktning närmar sig kammarna eller rör sig bort från chuckens centrum, klämmer fast eller släpper delen. Kammar tillverkas vanligtvis i tre steg och är härdade för att öka slitstyrkan. Det finns kammar för att fästa arbetsstycken på de inre och yttre ytorna; vid infästning längs innerytan måste arbetsstycket ha ett hål i vilket kammarna kan placeras.
En av maskinteknikens viktigaste landvinningar i början av 1800-talet var spridningen av verktygsmaskiner med bromsok - mekaniska hållare för skäraren. Hur enkelt och, vid första anblicken, obetydligt detta bihang till maskinen kanske inte verkar, kan man utan överdrift säga att dess inflytande på förbättring och distribution av maskiner var lika stort som inflytandet av de förändringar som Watt gjorde i ångmotor. Införandet av bromsoket ledde omedelbart till förbättringen och minskningen av kostnaderna för alla maskiner, gav impulser till nya förbättringar och uppfinningar. Stödet är utformat för att röra sig under bearbetningen av skärverktyget, fixerat i verktygshållaren. Den består av en nedre slid (längsstöd) 1, som rör sig längs ramens styrningar med hjälp av handtaget 15 och säkerställer att fräsen rör sig längs arbetsstycket. På den nedre sliden längs styrningarna 12 rör sig tvärsliden (tvärstödet) 3, vilket säkerställer skärarens rörelse vinkelrätt mot arbetsstyckets (del) rotationsaxel. På tvärsliden 3 finns en roterande platta 4, som är fixerad med en mutter 10. Den övre sliden 11 rör sig (med hjälp av handtaget 13) längs styrningarna 5 på den roterande plattan 4, som tillsammans med plattan 4 kan rotera i ett horisontellt plan i förhållande till tvärsliden och se till att fräsen rör sig i en vinkel mot arbetsstyckets (del) rotationsaxel. Verktygshållaren (skärhuvudet) 6 med bultar 8 fästs på den övre sliden med hjälp av handtaget 9, som rör sig längs skruven 7. Bromsoket drivs från ledskruven 2, från blyaxeln som finns under ledskruven, eller manuellt. Införandet av automatiska matningar görs av handtag 14.
Enhet tvärok visas i figuren nedan. Längs styrningarna för den längsgående bromsoket 1, förflyttar ledarskruven 12, utrustad med ett handtag 10, sliden på den tvärgående bromsoket. Ledskruven 12 är fäst i ena änden i det längsgående stödet 1 och är i den andra änden ansluten till en mutter (bestående av två delar 15 och 13 och en kil 14), som är fäst vid tvärsliden 9. Dra åt skruv 16, tryck isär (kil 14) muttrarna 15 och 13 , varvid. väljs gapet mellan ledskruven 12 och muttern 15. Mängden rörelse hos tvärstödet bestäms av skänkeln 11. Den roterande plattan 8 är fäst vid tvärstödet (med muttrar 7), med vilken den övre glidningen 6 och verktygshållaren 5 roterar. På vissa maskiner är tvärsliden 9 installerad bakre verktygshållare 2 för spårning, kapning och annat arbete som kan utföras genom att flytta tvärstödet, samt fäste 3 med en skärm 4 som skyddar arbetaren från spån och skärvätska.
Svarvens stöd är utformat för att fästa skärverktyget på det och berätta matningsrörelsen under bearbetningen.
Bromsokets bottenplatta 1 (fig. 7), kallad vagn eller längsgående slid, förflyttas längs ramstyrningarna mekaniskt eller manuellt. I detta fall rör sig skäraren i längsgående riktning (detta är den längsgående matningen). På vagnens övre yta finns tvärgående styrningar 12 i form av en laxstjärt, placerade vinkelrätt mot sängens styrningar. På styrningarna 12 rör sig tvärsliden 3 på bromsoket, genom vilket skäret får rörelse vinkelrätt mot spindelaxeln.
Fig 7. Stöd för en skruvsvarv
På den övre ytan av tvärsliden 3 finns en roterande bromsok 4, som fixeras efter vridning med en mutter 10.
Styrningar 5 är placerade på den övre ytan av den roterande plattan, längs vilken, när handtaget 13 vrids, den övre plattan 11 - den övre sliden av bromsoket rör sig.
Verktygshållare och skärhuvuden
En verktygshållare eller ett skärhuvud är installerat på den övre delen av bromsoket för att säkra skärarna.
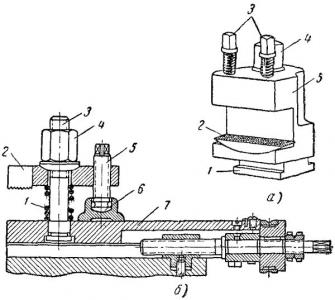
Fig 8 - Verktygshållare
På små och medelstora maskiner används en enda verktygshållare 5 (fig. 8, a). Den nedre delen 1 av verktygshållaren, som har en T-form, är fixerad på den övre delen av bromsoket med en mutter, 4. För att justera positionen allra senaste i enlighet med höjden av centrumen i verktygshållaren finns ett foder 2, vars nedre sfäriska yta vilar på samma yta av verktygshållarblocket. Fäst kniven i knivhållaren med två bultar 3.
På stora svarvar används enkla verktygshållare (fig. 8, b). I detta fall installeras skäraren på ytan 7 av den övre delen av bromsoket och fixeras med en stång 2, vilket drar åt muttern 4. För att förhindra att bulten 3 böjs, stöds stången 2 av skruven 5 som vilar på skon 6. När muttern 4 skruvas loss lyfter fjädern 1 stången 2.
Oftast, på medelstora skruvsvarvar, används tetraedriska roterande skärhuvuden (se fig. 7).
Skärhuvudet 6 är monterat på toppen av bromsoket 11; fyra fräsar kan fästas i den med skruvarna 8 samtidigt. Du kan arbeta med vilken som helst av de installerade fräsarna. För att göra detta, vrid huvudet och sätt in den önskade fräsen arbetsställning. Innan vridning ska huvudet lossas genom att vrida på handtaget 9 som är kopplat till muttern som sitter på skruven 7. Efter varje varv ska huvudet spännas fast igen med handtaget 9.
- 707 visningar
Vi rekommenderar också
 Smartphone xperia z5 premium svart
Smartphone xperia z5 premium svart
 Ladda ner affärsplan för toalettpapper
Ladda ner affärsplan för toalettpapper
 Beskrivning Nokia X2 dual sim på Android-plattformen, kraftfull processor och stöd för två sim-kort
Beskrivning Nokia X2 dual sim på Android-plattformen, kraftfull processor och stöd för två sim-kort
 Är det möjligt att öppna ett vandrarhem i en lägenhet?
Är det möjligt att öppna ett vandrarhem i en lägenhet?
 Tjänster till allmänheten: de mest lovande affärsidéerna
Tjänster till allmänheten: de mest lovande affärsidéerna
 Hur börjar man jordbruk?
Hur börjar man jordbruk?