Стоманена кръгла пръчка GOST 8560 78. Библиотека с GOST и регулаторни документи
ДЪРЖАВЕН КОМИТЕТ ПО СТАНДАРТИ НА СССР
Москва
ДЪРЖАВЕН СТАНДАРТ НА СЪЮЗА НА ССР
НАЕМ КАЛИБРИРАН ХЕКСАГОНАЛ. АСОРТИМЕНТ Подвижен състав калибриран шестостен. Гама от продукти. | ГОСТ Вместо |
|
Указ Държавен комитетСССР съгласно стандартите от 2 август 1978 г. № 2079, срокът на валидност е определен |
||
| от 01.07. 1979 г до 01.07. 1984 г | ||
1. Този стандарт се прилага за валцувани калибрирани шестоъгълни размери от 3 до 100 mm.
(Преработено издание, Rev. No. 2).
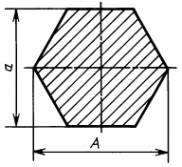
2. Размерите на напречното сечение на валцувани продукти и максималните отклонения за тях, в зависимост от класовете на точност, трябва да съответстват на посочените в чертежа и в табл. един.
маса 1
Размерът на валцувания продукт (диаметър на вписаната окръжност аили размер до ключ), мм | Гранични отклонения, мм | Диаметър на описаната окръжност, A, mm | Гранични отклонения, мм | Квадрат напречно сечение, мм 2 | Тегло 1 м дължина, кг |
||
з 10 | з 11 | з 12 |
|||||
3,0 | 0,040 | 0,060 | 0,100 | 3,4 | 0,2 | 7,79 | 0,061 |
3,2 | 0,048 | 0,075 | 0,120 | 3,7 | 8,87 | 0,070 |
|
3,5 | 4,0 | 10,61 | 0,083 |
||||
4,0 | 4,6 | 13,86 | 0,109 |
||||
4,5 | 5,2 | 17,54 | 0,138 |
||||
5,0 | 5,8 | 21,65 | 0,170 |
||||
5,5 | 6,3 | 26,20 | 0,206 |
||||
6,0 | 6,9 | 31,18 | 0,245 |
||||
6,5 | 0,058 | 0,090 | 0,150 | 7,4 | 36,59 | 0,2087 |
|
7,0 | 8,1 | 42,44 | 0,333 |
||||
8,0 | 9,2 | 0,4 | 55,43 | 0,435 |
|||
9,0 | 10,4 | 0,5 | 70,15 | 0,551 |
|||
10,0 | 11,5 | 86,60 | 0,608 |
||||
11,0 | 0,070 | 0,110 | 0,180 | 12,7 | 0,6 | 104,8 | 0,823 |
12,0 | 13,8 | 124,7 | 0,979 |
||||
13,0 | 15,0 | 0,7 | 146,4 | 1,150 |
|||
14,0 | 16,2 | 169,7 | 1,330 |
||||
15,0 | 17,3 | 194,9 | 1,530 |
||||
16,0 | 18,4 | 221,7 | 1,740 |
||||
17,0 | 19,6 | 0,8 | 250,3 | 1,960 |
|||
18,0 | 20,7 | 280,6 | 2,200 |
||||
19,0 | 0,084 | 0,130 | 0,210 | 21,9 | 312,6 | 2,450 |
|
20,0 | 23,0 | 346,4 | 2,720 |
||||
20,8 | 23,9 | 0,9 | 274,7 | 2,940 |
|||
21,0 | 24,2 | 381,9 | 3,000 |
||||
22,0 | 25,4 | 419,2 | 3,290 |
||||
24,0 | 27,7 | 498,8 | 3,920 |
||||
25,0 | 28,8 | 541,3 | 4,250 |
||||
26,0 | 30,0 | 1,0 | 585,4 | 4,600 |
|||
27,0 | 31,2 | 631,3 | 4,960 |
||||
28,0 | 32,3 | 679,0 | 5,330 |
||||
30,0 | 34,6 | 779,4 | 6,120 |
||||
32,0 | 0,100 | 0,160 | 0,250 | 36,9 | 1,1 | 886,8 | 6,96 |
34,0 | 39,2 | 1001,0 | 7,86 |
||||
36,0 | 41,6 | 1,3 | 1122,0 | 8,81 |
|||
38,0 | 43,8 | 1251,0 | 9,82 |
||||
40,0 | 46,1 | 1386,0 | 10,88 |
||||
41,0 | 47,3 | 1456,0 | 11,40 |
||||
42,0 | 48,5 | 1527,0 | 11,99 |
||||
45,0 | 51,9 | 1754,0 | 13,77 |
||||
46,0 | 53,1 | 1,4 | 1833,0 | 14,40 |
|||
48,0 | 55,4 | 1,5 | 2000,0 | 15,60 |
|||
50,0 | 57,7 | 2165,0 | 17,00 |
||||
53,0 | 0,120 | 0190 | 0,300 | 61,2 | 1,7 | 2433,0 | 19,1 |
55,0 | 63,5 | 2620,0 | 20,6 |
||||
56,0 | 64,6 | 2715,0 | 21,3 |
||||
60,0 | 69,3 | 3118,0 | 24,5 |
||||
63,0 | 72,7 | 3437,0 | 27,0 |
||||
65,0 | 75,0 | 1,8 | 3659,0 | 28,7 |
|||
70,0 | 0,190 | 0,300 | 80,8 | 4244,0 | 33,3 |
||
75,0 | 86,5 | 1,9 | 4871,0 | 38,2 |
|||
80,0 | 92,3 | 5542,0 | 43,5 |
||||
85,0 | 0,220 | 0,350 | 98,0 | 1,2 | 6257,0 | 49,1 |
|
90,0 | 104,0 | 1,3 | 7015,0 | 55,1 |
|||
95,0 | 110,0 | 7816,0 | 61,4 |
||||
100,0 | 115,0 | 1,4 | 8660,0 | 68,0 |
|||
бележки:
1. По искане на потребителя калибрирани шестоъгълни валцувани продукти се произвеждат в други размери, които не са посочени враздел. един . Граничните отклонения в този случай трябва да отговарят на стандартите, установени за най-близкия по-голям диаметър.
2. Площта на напречното сечение и линейната плътност на калибрирани шестоъгълни валцувани продукти се изчисляват от номиналния размер. Плътността на валцуваните продукти се приема равна на -7,85 g/cm 3 .
3. За валцувани продукти от високолегирани стомани и сплави, подложени на топлинна обработкаи ецване, граничните отклонения в размера са определени на 30% повече от качествоточ 12.
3. Валцуван калибриран шестоъгълник се произвежда на пръти. По желание на потребителя валцуваните продукти се произвеждат на рулони.
(Променено издание, Рев. № 1, № 2).
4. В зависимост от предназначението прътите се изработват:
измерена дължина;
многократно измерена дължина;
произволна дължина с остатък до 10% от масата на партидата;
ограничена дължина в рамките на неизмерена.
Останалата част се счита за пръти с дължина най-малко 1,5 m.
5. Пръти се изработват с дължини от 2 до 6,5 м. По желание на потребителя пръти се изработват с големи дължини.
(Преработено издание, Rev. No. 1).
Точки 6, 7 са изключени, изм. № 1).
8. Граничните отклонения по дължината на пръти с измерени и многократно измерени дължини не трябва да надвишават:
30 мм - с дължина на прътите до 4 м;
50 мм - с дължина на прътите над 4м.
9. Кривината на прътите не трябва да надвишава стойностите, посочени в табл. 2.
таблица 2
Размер на шината, мм | Крайна кривина в зависимост от полето на толеранс |
|||
на 1 м дължина, мм | пълнометражен, % |
|||
з10 из11 | з1 2 | з10 из11 | з12 |
|
до 25 | 0,2 | 0,3 |
||
св. 25 до 50 | 0,1 | 0,2 |
||
св. 50 | 0,1 | 0,1 |
||
Отклонението от праволинейността трябва да е равномерно по цялата дължина. В краищата на прътите не се допускат къси надлъжни завои.
(Преработено издание, Rev. No. 1).
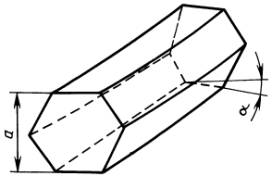
10. Усукването на пръти на 1 m дължина (фиг. 2) не трябва да надвишава 3°.
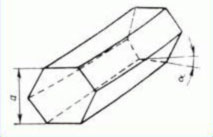
(Преработено издание, Rev. No. 1).
11. Разрезът на пръта трябва да е под прав ъгъл спрямо надлъжната му ос. Допустимият наклон на рязане не трябва да надвишава:
0,2 а- с размер на пръти до 15 мм;
0,17 а- с размер на пръти до 16 мм;
3 мм - с размер на пръти над 16 до 30 мм.
(Преработено издание, Rev. No. 1).
12. Дължината на смачканите краища на прътите не трябва да надвишава нормите, посочени в табл. 3.
Таблица 3
Размер на бара | Дължина на смачкани краища, не повече |
до 25 | 20 |
св. 25 до 50 | 25 |
» 50 » 70 | 30 |
13. Радиусът на фаската се определя по желание на потребителя и не трябва да надвишава стойностите, посочени в табл. четири.
Таблица 4
Размери на бара | Радиус на закръгляне на ръбовете за групи, не повече |
|
1 | 2 |
|
до 25 | 0,5 | 0,5 |
св. 25 | 0,5 | 1,0 |
(Въведено допълнително, Rev. No. 1).
GOST 8560-78
МЕЖДУДЪРЖАВЕН СТАНДАРТ
НАЕМ КАЛИБРИРАН
ХЕКСАГОНАЛЕН
АСОРТИМЕНТ
|
Москва Стандартинформ |
МЕЖДУДЪРЖАВЕН СТАНДАРТ
|
Асортимент от ХЕКСАГОНАЛНА КАЛИБРОВАНА СТОМАНА Калибриран шестостенен подвижен състав. Размери |
ГОСТ Вместо GOST 8560-67 |
Издание (януари 2008 г.) с изменения № 1, 2, одобрени през април 1983 г., декември 1988 г. (IUS 7-83. 3-89).
С Указ на Държавния комитет по стандартите на СССР от 2 август 1978 г. № 2079 е определена датата на въвеждане
01.07.79
Срокът на валидност е премахнат съгласно протокол № 7-95 на Междудържавния съвет по стандартизация, метрология и сертификация (IUS 11-95)
1. Този стандарт се прилага за валцувани калибрирани шестоъгълни размери от 3 до 100 mm.
2. Размерите на сечението на валцуваните продукти и максималните отклонения за тях трябва да съответстват на посочените на фиг. и в табл. .
глупости. един
маса 1
|
Максимално отклонение, мм |
Диаметър на описаната окръжност, A, mm |
Максимално отклонение, мм |
Площ на напречното сечение, mm 2 |
Тегло 1 м дължина, кг |
|||
|
1,0 |
|||||||
|
1,1 |
|||||||
|
1,3 |
|||||||
|
1,3 |
|||||||
бележки:
1. По желание на потребителя калибрирани шестоъгълни валцувани продукти се произвеждат и в други размери, които не са посочени в табл. . Граничните отклонения в този случай трябва да отговарят на стандартите, установени за най-близкия по-голям диаметър.
2. Площта на напречното сечение и линейната плътност на калибрирани шестоъгълни валцувани продукти се изчисляват от номиналния размер. Плътността на валцуваните продукти се приема равна на 7,85 g/cm 3 .
3. За валцувани продукти от високолегирани стомани и сплави, подложени на термична обработка и мариноване, пределните отклонения в размерите са определени на 30% повече от h12.
3. Валцуван калибриран шестоъгълник се произвежда на пръти. По желание на потребителя валцуваните продукти се произвеждат на рулони.
4. В зависимост от предназначението прътите се изработват:
Измерена дължина;
Множество измервана дължина;
Произволна дължина с остатък до 10% от теглото на партидата;
Ограничена дължина в рамките на неизмерена.
Останалата част се счита за пръти с дължина най-малко 1,5 m.
5. Пръти се изработват с дължини от 2 до 6,5 м. По желание на потребителя пръти се изработват с големи дължини.
3 - 5. (Преработено издание, Rev. No. 1).
6, 7.(Заличена, Рев. № 1).
8. Граничните отклонения по дължината на пръти с измерени и многократно измерени дължини не трябва да надвишават:
30 мм - с дължина на прътите до 4 м;
50 мм - с дължина на прътите над 4м.
9. Кривината на прътите не трябва да надвишава стойностите, посочени в табл. .
таблица 2
|
Крайна кривина в зависимост от полето на толеранс |
||||
|
на 1 м дължина, мм |
пълнометражен, % |
|||
|
0,1 |
||||
|
0,1 |
0,1 |
|||
глупости. 2
Отклонението от праволинейността трябва да е равномерно по цялата дължина. В краищата на прътите не се допускат къси надлъжни завои.
10. Усукването на прътите на 1 m дължина a (разв.) не трябва да надвишава 3 °.
11. Разрезът на пръта трябва да е под прав ъгъл спрямо надлъжната му ос. Допустимият наклон на рязане не трябва да надвишава: 4 .
Таблица 4
мм
(Променено издание, Rev. No. 1, 2).
НАЕМ КАЛИБРИРАН ХЕКСАГОНАЛ.
АСОРТИМЕНТ
GOST 8560-78
ДЪРЖАВЕН КОМИТЕТ ПО СТАНДАРТИ НА СССР
Москва
ДЪРЖАВЕН СТАНДАРТ НА СЪЮЗА НА ССР
|
НАЕМ КАЛИБРИРАН ХЕКСАГОНАЛ. АСОРТИМЕНТ Подвижен състав калибриран шестостен. Гама от продукти. |
ГОСТ Вместо |
|
|
С Указ на Държавния комитет по стандартите на СССР от 2 август 1978 г. № 2079 е определена датата на въвеждане |
||
|
01.07. 1979 г |
||
Срокът на валидност е премахнат съгласно протокол № 7-95 на Междудържавния съвет по стандартизация, метрология и сертификация (IUS 11-95)
1. Този стандарт се прилага за валцувани калибрирани шестоъгълни размери от 3 до 100 mm.
(Преработено издание, Rev. No. 2).
2. Размерите на секцията от валцувани продукти и максималните отклонения за тях, в зависимост от класовете на точност, трябва да съответстват на посочените на 1 и в.
|
Размерът на валцувания продукт (диаметър на вписаната окръжност аили размер до ключ), мм |
Гранични отклонения, мм |
Диаметър на описаната окръжност, A, mm |
Гранични отклонения, мм |
Площ на напречното сечение, mm 2 |
Тегло 1 м дължина, кг |
||
|
з 10 |
з 11 |
з 12 |
|||||
|
3,0 |
0,040 |
0,060 |
0,100 |
3,4 |
0,2 |
7,79 |
0,061 |
|
3,2 |
0,048 |
0,075 |
0,120 |
3,7 |
8,87 |
0,070 |
|
|
3,5 |
4,0 |
10,61 |
0,083 |
||||
|
4,0 |
4,6 |
13,86 |
0,109 |
||||
|
4,5 |
5,2 |
17,54 |
0,138 |
||||
|
5,0 |
5,8 |
21,65 |
0,170 |
||||
|
5,5 |
6,3 |
26,20 |
0,206 |
||||
|
6,0 |
6,9 |
31,18 |
0,245 |
||||
|
6,5 |
0,058 |
0,090 |
0,150 |
7,4 |
36,59 |
0,2087 |
|
|
7,0 |
8,1 |
42,44 |
0,333 |
||||
|
8,0 |
9,2 |
0,4 |
55,43 |
0,435 |
|||
|
9,0 |
10,4 |
0,5 |
70,15 |
0,551 |
|||
|
10,0 |
11,5 |
86,60 |
0,608 |
||||
|
11,0 |
0,070 |
0,110 |
0,180 |
12,7 |
0,6 |
104,8 |
0,823 |
|
12,0 |
13,8 |
124,7 |
0,979 |
||||
|
13,0 |
15,0 |
0,7 |
146,4 |
1,150 |
|||
|
14,0 |
16,2 |
169,7 |
1,330 |
||||
|
15,0 |
17,3 |
194,9 |
1,530 |
||||
|
16,0 |
18,4 |
221,7 |
1,740 |
||||
|
17,0 |
19,6 |
0,8 |
250,3 |
1,960 |
|||
|
18,0 |
20,7 |
280,6 |
2,200 |
||||
|
19,0 |
0,084 |
0,130 |
0,210 |
21,9 |
312,6 |
2,450 |
|
|
20,0 |
23,0 |
346,4 |
2,720 |
||||
|
20,8 |
23,9 |
0,9 |
274,7 |
2,940 |
|||
|
21,0 |
24,2 |
381,9 |
3,000 |
||||
|
22,0 |
25,4 |
419,2 |
3,290 |
||||
|
24,0 |
27,7 |
498,8 |
3,920 |
||||
|
25,0 |
28,8 |
541,3 |
4,250 |
||||
|
26,0 |
30,0 |
1,0 |
585,4 |
4,600 |
|||
|
27,0 |
31,2 |
631,3 |
4,960 |
||||
|
28,0 |
32,3 |
679,0 |
5,330 |
||||
|
30,0 |
34,6 |
779,4 |
6,120 |
||||
|
32,0 |
0,100 |
0,160 |
0,250 |
36,9 |
1,1 |
886,8 |
6,96 |
|
34,0 |
39,2 |
1001,0 |
7,86 |
||||
|
36,0 |
41,6 |
1,3 |
1122,0 |
8,81 |
|||
|
38,0 |
43,8 |
1251,0 |
9,82 |
||||
|
40,0 |
46,1 |
1386,0 |
10,88 |
||||
|
41,0 |
47,3 |
1456,0 |
11,40 |
||||
|
42,0 |
48,5 |
1527,0 |
11,99 |
||||
|
45,0 |
51,9 |
1754,0 |
13,77 |
||||
|
46,0 |
53,1 |
1,4 |
1833,0 |
14,40 |
|||
|
48,0 |
55,4 |
1,5 |
2000,0 |
15,60 |
|||
|
50,0 |
57,7 |
2165,0 |
17,00 |
||||
|
53,0 |
0,120 |
0190 |
0,300 |
61,2 |
1,7 |
2433,0 |
19,1 |
|
55,0 |
63,5 |
2620,0 |
20,6 |
||||
|
56,0 |
64,6 |
2715,0 |
21,3 |
||||
|
60,0 |
69,3 |
3118,0 |
24,5 |
||||
|
63,0 |
72,7 |
3437,0 |
27,0 |
||||
|
65,0 |
75,0 |
1,8 |
3659,0 |
28,7 |
|||
|
70,0 |
0,190 |
0,300 |
80,8 |
4244,0 |
33,3 |
||
|
75,0 |
86,5 |
1,9 |
4871,0 |
38,2 |
|||
|
80,0 |
92,3 |
5542,0 |
43,5 |
||||
|
85,0 |
0,220 |
0,350 |
98,0 |
1,2 |
6257,0 |
49,1 |
|
|
90,0 |
104,0 |
1,3 |
7015,0 |
55,1 |
|||
|
95,0 |
110,0 |
7816,0 |
61,4 |
||||
|
100,0 |
115,0 |
1,4 |
8660,0 |
68,0 |
|||
бележки:
1. По искане на потребителя калибрирани шестоъгълни валцувани продукти се произвеждат в други размери, които не са посочени в. Граничните отклонения в този случай трябва да отговарят на стандартите, установени за най-близкия по-голям диаметър.
2. Площта на напречното сечение и линейната плътност на калибрирани шестоъгълни валцувани продукти се изчисляват от номиналния размер. Плътността на валцуваните продукти се приема равна на - 7,85 g/cm 3 .
3. За валцувани продукти от високолегирани стомани и сплави, подложени на термична обработка и мариноване, пределните отклонения в размерите са определени на 30% повече от качествоточ 12.
(Променено издание, Рев. № 1, № 2).
3. Валцуван калибриран шестоъгълник се произвежда на пръти. По желание на потребителя валцуваните продукти се произвеждат на рулони.
4. В зависимост от предназначението прътите се изработват:
измерена дължина;
многократно измерена дължина;
произволна дължина с остатък до 10% от масата на партидата;
ограничена дължина в рамките на неизмерена.
Останалата част се счита за пръти с дължина най-малко 1,5 m.
(Преработено издание, Rev. No. 1).
5. Пръти се изработват с дължини от 2 до 6,5 м. По желание на потребителя пръти се изработват с големи дължини.
3-5 (Преработено издание, Рев. № 1).
Точки 6, 7 са изключени, изм. № 1).
8. Граничните отклонения по дължината на пръти с измерени и многократно измерени дължини не трябва да надвишават:
30 мм - с дължина на прътите до 4 м;
50 мм - с дължина на прътите над 4м.
9. Кривината на прътите не трябва да надвишава стойностите, посочени в.
|
Размер на шината, мм |
Крайна кривина в зависимост от полето на толеранс |
|||
|
на 1 м дължина, мм |
пълнометражен, % |
|||
|
з10 из11 |
з12 |
з10 из11 |
з12 |
|
|
до 25 |
0,2 |
0,3 |
||
|
св. 25 до 50 |
0,1 |
0,2 |
||
|
св. 50 |
0,1 |
0,1 |
||
Отклонението от праволинейността трябва да е равномерно по цялата дължина. В краищата на прътите не се допускат къси надлъжни завои.
( 10. Усукването на прътите на 1 m дължина () не трябва да надвишава 3 °.
глупости. 2
(
11. Разрезът на пръта трябва да е под прав ъгъл спрямо надлъжната му ос. Допустимият наклон на рязане не трябва да надвишава:
0,2 а- при размер на пръти до 15 мм;
0,17 а- с размер на пръти до 16 мм;
3 мм - за размери на пръти над 16 до 30 мм.
5 мм - за пръти над 30 мм
9-11 (Преработено издание, Рев. № 1).
12. Дължината на смачканите краища на прътите не трябва да надвишава стандартите, посочени в.
|
Размер на бара |
Дължина на смачкани краища, не повече |
|
до 25 |
20 |
|
св. 25 до 50 |
25 |
|
»50»70 |
30 |
13. Радиусът на фаската се определя по желание на потребителя и не трябва да надвишава стойностите, посочени в.
|
Размери на бара |
Радиус на закръгляне на ръбовете за групи, не повече |
|
|
1 |
2 |
|
|
до 25 |
0,5 |
0,5 |
|
св. 25 |
0,5 |
1,0 |
(Въведено допълнително, Rev. No. 1).
01.07.79
Срокът на валидност е премахнат съгласно протокол № 7-95 на Междудържавния съвет по стандартизация, метрология и сертификация (IUS 11-95)
1. Този стандарт се прилага за валцувани калибрирани шестоъгълни размери от 3 до 100 mm.
2. Размерите на сечението на валцуваните продукти и максималните отклонения за тях трябва да съответстват на посочените на фиг. 1 и в табл. един.
маса 1
|
Размер на валцуване (диаметър на вписан кръг аили размер до ключ), мм |
Максимално отклонение, мм |
Диаметър на описаната окръжност, A, mm |
Максимално отклонение, мм |
Площ на напречното сечение, mm 2 |
Тегло 1 м дължина, кг |
||
бележки:
1. По желание на потребителя калибрирани шестоъгълни валцувани продукти се произвеждат и в други размери, които не са посочени в табл. 1. Граничните отклонения в този случай трябва да отговарят на стандартите, установени за най-близкия по-голям диаметър.
Измерена дължина;
Множество измервана дължина;
Произволна дължина с остатък до 10% от теглото на партидата;
Ограничена дължина в рамките на неизмерена.
Останалата част се счита за пръти с дължина най-малко 1,5 m.
50 мм - с дължина на прътите над 4м.
9. Кривината на прътите не трябва да надвишава стойностите, посочени в табл. 2.
таблица 2
Отклонението от праволинейността трябва да е равномерно по цялата дължина. В краищата на прътите не се допускат къси надлъжни завои.
10. Усукването на прътите на 1 m дължина a (фиг. 2) не трябва да надвишава 3 °.
11. Разрезът на пръта трябва да е под прав ъгъл спрямо надлъжната му ос. Допустимият наклон на рязане не трябва да надвишава:
0,17а- с размер на пръти до 16 мм;
3 мм - за размери на пръти над 16 до 30 мм.
5 мм - за пръти над 30 мм.
9 - 11. (Преработено издание, Rev. No. 1).
12. Дължината на смачканите краища на прътите не трябва да надвишава нормите, посочени в табл. 3.
Таблица 3
(Въведено допълнително, Rev. No. 1).
13. Радиусът на скосяване се определя по желание на потребителя и не трябва да надвишава стойностите, посочени в табл. четири.
Таблица 4
(Променено издание, Rev. No. 1, 2).
Ние също препоръчваме
 Преминаване на играта Darksiders II Key to Redemption
Преминаване на играта Darksiders II Key to Redemption
 Пълно описание на основните и странични куестове от втора глава
Пълно описание на основните и странични куестове от втора глава
 Спондж Боб Квадратни гащи (Разходка)
Спондж Боб Квадратни гащи (Разходка)
 Спонджбоб игри квадратни гащи
Спонджбоб игри квадратни гащи
 Escape Impossible: Revenge Walkthrough Пошагово ръководство Можете ли да избягате от видео
Escape Impossible: Revenge Walkthrough Пошагово ръководство Можете ли да избягате от видео
 И драконът дойде. Трудност при избора. Ключови точки от играта The Witcher 2 убийте дракона или избягайте от последствията
И драконът дойде. Трудност при избора. Ключови точки от играта The Witcher 2 убийте дракона или избягайте от последствията