เหล็กเส้นกลม GOST 8560 78. ห้องสมุด GOST และเอกสารกำกับดูแล
คณะกรรมการของรัฐสหภาพโซเวียตในมาตรฐาน
มอสโก
มาตรฐานสถานะของสหภาพ SSR
ให้เช่าแบบหกเหลี่ยม ASSORTMENT ทรงหกเหลี่ยมแบบม้วนสต็อกสอบเทียบ ช่วงของผลิตภัณฑ์ | GOST แทนที่ |
|
พระราชกฤษฎีกา คณะกรรมการของรัฐสหภาพโซเวียตตามมาตรฐาน 2 สิงหาคม 2521 ฉบับที่ 2079 กำหนดระยะเวลาที่ใช้ได้ |
||
| ตั้งแต่ 01.07. 2522 ถึง 01.07. พ.ศ. 2527 | ||
1. มาตรฐานนี้ใช้กับขนาดหกเหลี่ยมที่ผ่านการสอบเทียบแบบม้วนแล้วตั้งแต่ 3 ถึง 100 มม.
(ฉบับแก้ไข ฉบับที่ 2).
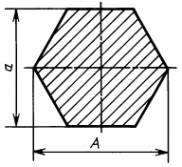
2. มิติของหน้าตัดของผลิตภัณฑ์รีดและค่าเบี่ยงเบนสูงสุดสำหรับผลิตภัณฑ์เหล่านี้ขึ้นอยู่กับคลาสความแม่นยำต้องสอดคล้องกับที่ระบุในภาพวาดและในตาราง หนึ่ง.
ตารางที่ 1
ขนาดของผลิตภัณฑ์รีด (เส้นผ่านศูนย์กลางของวงกลมที่จารึกไว้ เอหรือขนาดแบบเบ็ดเสร็จ) mm | จำกัดการเบี่ยงเบน mm | เส้นผ่านศูนย์กลางของเส้นรอบวง A, mm | จำกัดการเบี่ยงเบน mm | สี่เหลี่ยม ภาพตัดขวาง, มม.2 | น้ำหนัก 1 ม. ยาว กก. |
||
ชม. 10 | ชม. 11 | ชม. 12 |
|||||
3,0 | 0,040 | 0,060 | 0,100 | 3,4 | 0,2 | 7,79 | 0,061 |
3,2 | 0,048 | 0,075 | 0,120 | 3,7 | 8,87 | 0,070 |
|
3,5 | 4,0 | 10,61 | 0,083 |
||||
4,0 | 4,6 | 13,86 | 0,109 |
||||
4,5 | 5,2 | 17,54 | 0,138 |
||||
5,0 | 5,8 | 21,65 | 0,170 |
||||
5,5 | 6,3 | 26,20 | 0,206 |
||||
6,0 | 6,9 | 31,18 | 0,245 |
||||
6,5 | 0,058 | 0,090 | 0,150 | 7,4 | 36,59 | 0,2087 |
|
7,0 | 8,1 | 42,44 | 0,333 |
||||
8,0 | 9,2 | 0,4 | 55,43 | 0,435 |
|||
9,0 | 10,4 | 0,5 | 70,15 | 0,551 |
|||
10,0 | 11,5 | 86,60 | 0,608 |
||||
11,0 | 0,070 | 0,110 | 0,180 | 12,7 | 0,6 | 104,8 | 0,823 |
12,0 | 13,8 | 124,7 | 0,979 |
||||
13,0 | 15,0 | 0,7 | 146,4 | 1,150 |
|||
14,0 | 16,2 | 169,7 | 1,330 |
||||
15,0 | 17,3 | 194,9 | 1,530 |
||||
16,0 | 18,4 | 221,7 | 1,740 |
||||
17,0 | 19,6 | 0,8 | 250,3 | 1,960 |
|||
18,0 | 20,7 | 280,6 | 2,200 |
||||
19,0 | 0,084 | 0,130 | 0,210 | 21,9 | 312,6 | 2,450 |
|
20,0 | 23,0 | 346,4 | 2,720 |
||||
20,8 | 23,9 | 0,9 | 274,7 | 2,940 |
|||
21,0 | 24,2 | 381,9 | 3,000 |
||||
22,0 | 25,4 | 419,2 | 3,290 |
||||
24,0 | 27,7 | 498,8 | 3,920 |
||||
25,0 | 28,8 | 541,3 | 4,250 |
||||
26,0 | 30,0 | 1,0 | 585,4 | 4,600 |
|||
27,0 | 31,2 | 631,3 | 4,960 |
||||
28,0 | 32,3 | 679,0 | 5,330 |
||||
30,0 | 34,6 | 779,4 | 6,120 |
||||
32,0 | 0,100 | 0,160 | 0,250 | 36,9 | 1,1 | 886,8 | 6,96 |
34,0 | 39,2 | 1001,0 | 7,86 |
||||
36,0 | 41,6 | 1,3 | 1122,0 | 8,81 |
|||
38,0 | 43,8 | 1251,0 | 9,82 |
||||
40,0 | 46,1 | 1386,0 | 10,88 |
||||
41,0 | 47,3 | 1456,0 | 11,40 |
||||
42,0 | 48,5 | 1527,0 | 11,99 |
||||
45,0 | 51,9 | 1754,0 | 13,77 |
||||
46,0 | 53,1 | 1,4 | 1833,0 | 14,40 |
|||
48,0 | 55,4 | 1,5 | 2000,0 | 15,60 |
|||
50,0 | 57,7 | 2165,0 | 17,00 |
||||
53,0 | 0,120 | 0190 | 0,300 | 61,2 | 1,7 | 2433,0 | 19,1 |
55,0 | 63,5 | 2620,0 | 20,6 |
||||
56,0 | 64,6 | 2715,0 | 21,3 |
||||
60,0 | 69,3 | 3118,0 | 24,5 |
||||
63,0 | 72,7 | 3437,0 | 27,0 |
||||
65,0 | 75,0 | 1,8 | 3659,0 | 28,7 |
|||
70,0 | 0,190 | 0,300 | 80,8 | 4244,0 | 33,3 |
||
75,0 | 86,5 | 1,9 | 4871,0 | 38,2 |
|||
80,0 | 92,3 | 5542,0 | 43,5 |
||||
85,0 | 0,220 | 0,350 | 98,0 | 1,2 | 6257,0 | 49,1 |
|
90,0 | 104,0 | 1,3 | 7015,0 | 55,1 |
|||
95,0 | 110,0 | 7816,0 | 61,4 |
||||
100,0 | 115,0 | 1,4 | 8660,0 | 68,0 |
|||
หมายเหตุ:
1. ตามคำร้องขอของผู้บริโภค ผลิตภัณฑ์แผ่นรีดหกเหลี่ยมที่สอบเทียบแล้วผลิตขึ้นในขนาดอื่นที่ไม่ได้ระบุไว้ในแท็บ หนึ่ง . ขีดจำกัดการเบี่ยงเบนในกรณีนี้ต้องเป็นไปตามมาตรฐานที่กำหนดไว้สำหรับเส้นผ่านศูนย์กลางที่ใหญ่กว่าที่ใกล้ที่สุด
2. พื้นที่หน้าตัดและความหนาแน่นเชิงเส้นของผลิตภัณฑ์แผ่นรีดหกเหลี่ยมที่สอบเทียบคำนวณจากขนาดที่ระบุ ความหนาแน่นของผลิตภัณฑ์รีดนำมาเท่ากับ -7.85 g/cm 3
3. สำหรับผลิตภัณฑ์แผ่นรีดจากเกรดเหล็กโลหะผสมสูงและโลหะผสมที่อยู่ภายใต้ การรักษาความร้อนและการกัด กำหนดความเบี่ยงเบนของขนาดไว้ที่ 30% มากกว่าคุณภาพชั่วโมง 12.
3. หกเหลี่ยมที่ผ่านการสอบเทียบแบบรีดผลิตในแท่ง ตามคำขอของผู้บริโภคผลิตภัณฑ์แผ่นรีดถูกผลิตขึ้นเป็นม้วน
(ฉบับแก้ไข ฉบับที่ 1 ฉบับที่ 2)
4. การทำแท่งขึ้นอยู่กับวัตถุประสงค์:
ความยาวที่วัดได้
ความยาวที่วัดได้หลายแบบ
ความยาวสุ่มที่มีส่วนที่เหลือมากถึง 10% ของมวลของแบทช์
จำกัดความยาวภายในไม่ได้วัด
ส่วนที่เหลือถือเป็นท่อนไม้ที่มีความยาวไม่ต่ำกว่า 1.5 ม.
5. แท่งทำด้วยความยาวตั้งแต่ 2 ถึง 6.5 ม. ตามคำร้องขอของผู้บริโภคแท่งจะมีความยาวมาก
(ฉบับแก้ไข ฉบับที่ 1)
ไม่รวมรายการที่ 6, 7 แก้ไข ลำดับที่ 1).
8. จำกัดความเบี่ยงเบนตามความยาวของแท่งวัดและความยาวที่วัดได้หลายอันไม่ควรเกิน:
30 มม. - มีความยาวแท่งสูงสุด 4 เมตร
50 มม. - มีความยาวแท่งมากกว่า 4 ม.
9. ความโค้งของแท่งเหล็กไม่ควรเกินค่าที่ระบุในตาราง 2.
ตารางที่ 2
ขนาดแท่ง mm | ความโค้งสูงสุดขึ้นอยู่กับสนามความอดทน |
|||
ต่อความยาว 1 เมตร mm | เต็มความยาว, % |
|||
ชม.10 และชม.11 | ชม.1 2 | ชม.10 และชม.11 | ชม.12 |
|
มากถึง 25 | 0,2 | 0,3 |
||
เซนต์ 25 ถึง 50 | 0,1 | 0,2 |
||
เซนต์ 50 | 0,1 | 0,1 |
||
ความเบี่ยงเบนจากความตรงต้องสม่ำเสมอตลอดความยาว ที่ปลายแท่งไม่อนุญาตให้โค้งงอตามยาวสั้น
(ฉบับแก้ไข ฉบับที่ 1)
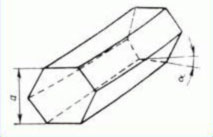
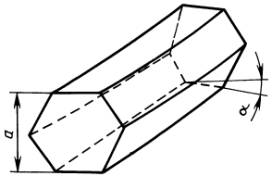
10. การบิดของเหล็กเส้นต่อความยาว 1 เมตร (รูปที่ 2) ไม่ควรเกิน 3°
(ฉบับแก้ไข ฉบับที่ 1)
11. การตัดของแท่งจะต้องทำมุมฉากกับแกนตามยาว ความลาดเอียงที่อนุญาตไม่ควรเกิน:
0,2 เอ- ด้วยขนาดของแท่งสูงถึง 15 มม.
0,17 เอ- ด้วยขนาดของแท่งสูงถึง 16 มม.
3 มม. - มีขนาดแท่งมากกว่า 16 ถึง 30 มม.
(ฉบับแก้ไข ฉบับที่ 1)
12. ความยาวของปลายแท่งยู่ยี่ไม่ควรเกินมาตรฐานที่ระบุในตาราง 3.
ตารางที่ 3
ขนาดบาร์ | ความยาวของปลายยู่ยี่ไม่มีอีกแล้ว |
มากถึง 25 | 20 |
เซนต์ 25 ถึง 50 | 25 |
» 50 » 70 | 30 |
13. รัศมีของการลบมุมถูกกำหนดตามคำขอของผู้บริโภคและไม่ควรเกินค่าที่ระบุในตาราง 4.
ตารางที่ 4
ขนาดแท่ง | รัศมีการปัดเศษของขอบสำหรับกลุ่ม ไม่มาก |
|
1 | 2 |
|
มากถึง 25 | 0,5 | 0,5 |
เซนต์ 25 | 0,5 | 1,0 |
(แนะนำเพิ่มเติม รายได้ที่ 1)
GOST 8560-78
มาตรฐานสากล
สอบเทียบค่าเช่า
หกเหลี่ยม
ASSORTMENT
|
มอสโก Standartinform |
มาตรฐานสากล
|
การแบ่งประเภทเหล็กปรับเทียบหกเหลี่ยม เหล็กม้วนทรงหกเหลี่ยมที่สอบเทียบ ขนาด |
GOST แทนที่ GOST 8560-67 |
ฉบับพิมพ์ (มกราคม 2551) พร้อมการแก้ไขครั้งที่ 1, 2, อนุมัติในเดือนเมษายน 2526, ธันวาคม 2531 (IUS 7-83. 3-89)
โดยพระราชกฤษฎีกาของคณะกรรมการมาตรฐานแห่งรัฐสหภาพโซเวียตลงวันที่ 2 สิงหาคม 2521 ฉบับที่ 2079 กำหนดวันที่แนะนำ
01.07.79
ระยะเวลาที่มีผลบังคับใช้ถูกยกขึ้นตามระเบียบการหมายเลข 7-95 ของสภาระหว่างรัฐเพื่อการมาตรฐาน มาตรวิทยา และการรับรอง (IUS 11-95)
1. มาตรฐานนี้ใช้กับขนาดหกเหลี่ยมที่ผ่านการสอบเทียบแบบม้วนแล้วตั้งแต่ 3 ถึง 100 มม.
2. ขนาดของส่วนของผลิตภัณฑ์รีดและความเบี่ยงเบนสูงสุดสำหรับผลิตภัณฑ์เหล่านี้จะต้องสอดคล้องกับที่ระบุไว้ในรูปที่ และในตาราง .
แฮก. หนึ่ง
ตารางที่ 1
|
ส่วนเบี่ยงเบนสูงสุด mm |
เส้นผ่านศูนย์กลางของเส้นรอบวง A, mm |
ส่วนเบี่ยงเบนสูงสุด mm |
พื้นที่หน้าตัด mm2 |
น้ำหนัก 1 ม. ยาว กก. |
|||
|
1,0 |
|||||||
|
1,1 |
|||||||
|
1,3 |
|||||||
|
1,3 |
|||||||
หมายเหตุ :
1. ตามคำร้องขอของผู้บริโภค ผลิตภัณฑ์แผ่นรีดหกเหลี่ยมที่สอบเทียบแล้วผลิตขึ้นในขนาดอื่นที่ไม่ได้ระบุไว้ในตาราง . ขีดจำกัดการเบี่ยงเบนในกรณีนี้ต้องเป็นไปตามมาตรฐานที่กำหนดไว้สำหรับเส้นผ่านศูนย์กลางที่ใหญ่กว่าที่ใกล้ที่สุด
2. พื้นที่หน้าตัดและความหนาแน่นเชิงเส้นของผลิตภัณฑ์แผ่นรีดหกเหลี่ยมที่สอบเทียบคำนวณจากขนาดที่ระบุ ความหนาแน่นของผลิตภัณฑ์รีดนำมาเท่ากับ 7.85 g/cm 3
3. สำหรับผลิตภัณฑ์แผ่นรีดจากเกรดเหล็กโลหะผสมสูงและโลหะผสมที่ผ่านการอบชุบด้วยความร้อนและการดอง กำหนดความเบี่ยงเบนของขนาดไว้ที่ 30% มากกว่า h12
3. หกเหลี่ยมที่ผ่านการสอบเทียบแบบรีดผลิตในแท่ง ตามคำขอของผู้บริโภคผลิตภัณฑ์แผ่นรีดถูกผลิตขึ้นเป็นม้วน
4. การทำแท่งขึ้นอยู่กับวัตถุประสงค์:
ความยาวที่วัดได้;
ความยาวที่วัดได้หลายแบบ
ความยาวสุ่มโดยเหลือไม่เกิน 10% ของน้ำหนักแบทช์
จำกัดความยาวภายในไม่ได้วัด
ส่วนที่เหลือถือเป็นท่อนไม้ที่มีความยาวไม่ต่ำกว่า 1.5 ม.
5. แท่งทำด้วยความยาวตั้งแต่ 2 ถึง 6.5 ม. ตามคำร้องขอของผู้บริโภคแท่งจะมีความยาวมาก
3 - 5. (ฉบับแก้ไข ฉบับที่ 1)
6, 7.(ลบแล้ว รายได้ที่ 1)
8. จำกัดความเบี่ยงเบนตามความยาวของแท่งวัดและความยาวที่วัดได้หลายอันไม่ควรเกิน:
30 มม. - มีความยาวแท่งสูงสุด 4 เมตร
50 มม. - มีความยาวแท่งมากกว่า 4 ม.
9. ความโค้งของแท่งเหล็กไม่ควรเกินค่าที่ระบุในตาราง .
ตารางที่ 2
|
ความโค้งสูงสุดขึ้นอยู่กับสนามความอดทน |
||||
|
ต่อความยาว 1 เมตร mm |
เต็มความยาว, % |
|||
|
0,1 |
||||
|
0,1 |
0,1 |
|||
แฮก. 2
ความเบี่ยงเบนจากความตรงต้องสม่ำเสมอตลอดความยาว ที่ปลายแท่งไม่อนุญาตให้โค้งงอตามยาวสั้น
10. การบิดของแท่งต่อความยาว 1 เมตร a (dev.) ไม่ควรเกิน 3 °
11. การตัดของแท่งจะต้องทำมุมฉากกับแกนตามยาว ความลาดเอียงที่อนุญาตไม่ควรเกิน: 4 .
ตารางที่ 4
มม
(ฉบับแก้ไข ฉบับที่ 1, 2).
ให้เช่าแบบหกเหลี่ยม
ASSORTMENT
GOST 8560-78
คณะกรรมการของรัฐสหภาพโซเวียตในมาตรฐาน
มอสโก
มาตรฐานสถานะของสหภาพ SSR
|
ให้เช่าแบบหกเหลี่ยม ASSORTMENT ทรงหกเหลี่ยมแบบม้วนสต็อกสอบเทียบ ช่วงของผลิตภัณฑ์ |
GOST แทนที่ |
|
|
โดยพระราชกฤษฎีกาของคณะกรรมการมาตรฐานแห่งรัฐสหภาพโซเวียตลงวันที่ 2 สิงหาคม 2521 ฉบับที่ 2079 กำหนดวันที่แนะนำ |
||
|
01.07. 2522 |
||
ระยะเวลาที่มีผลบังคับใช้จะถูกลบออกตามโปรโตคอลหมายเลข 7-95 ของ Interstate Council for Standardization มาตรวิทยาและการรับรอง (IUS 11-95)
1. มาตรฐานนี้ใช้กับขนาดหกเหลี่ยมที่ผ่านการสอบเทียบแบบม้วนแล้วตั้งแต่ 3 ถึง 100 มม.
(ฉบับแก้ไข ฉบับที่ 2).
2. ขนาดของส่วนของผลิตภัณฑ์รีดและความเบี่ยงเบนสูงสุดสำหรับพวกเขาขึ้นอยู่กับระดับความแม่นยำต้องสอดคล้องกับที่ระบุไว้ใน 1 และใน
|
ขนาดของผลิตภัณฑ์รีด (เส้นผ่านศูนย์กลางของวงกลมที่จารึกไว้ เอหรือขนาดแบบเบ็ดเสร็จ) mm |
จำกัดการเบี่ยงเบน mm |
เส้นผ่านศูนย์กลางของเส้นรอบวง A, mm |
จำกัดการเบี่ยงเบน mm |
พื้นที่หน้าตัด mm2 |
น้ำหนัก 1 ม. ยาว กก. |
||
|
ชม. 10 |
ชม. 11 |
ชม. 12 |
|||||
|
3,0 |
0,040 |
0,060 |
0,100 |
3,4 |
0,2 |
7,79 |
0,061 |
|
3,2 |
0,048 |
0,075 |
0,120 |
3,7 |
8,87 |
0,070 |
|
|
3,5 |
4,0 |
10,61 |
0,083 |
||||
|
4,0 |
4,6 |
13,86 |
0,109 |
||||
|
4,5 |
5,2 |
17,54 |
0,138 |
||||
|
5,0 |
5,8 |
21,65 |
0,170 |
||||
|
5,5 |
6,3 |
26,20 |
0,206 |
||||
|
6,0 |
6,9 |
31,18 |
0,245 |
||||
|
6,5 |
0,058 |
0,090 |
0,150 |
7,4 |
36,59 |
0,2087 |
|
|
7,0 |
8,1 |
42,44 |
0,333 |
||||
|
8,0 |
9,2 |
0,4 |
55,43 |
0,435 |
|||
|
9,0 |
10,4 |
0,5 |
70,15 |
0,551 |
|||
|
10,0 |
11,5 |
86,60 |
0,608 |
||||
|
11,0 |
0,070 |
0,110 |
0,180 |
12,7 |
0,6 |
104,8 |
0,823 |
|
12,0 |
13,8 |
124,7 |
0,979 |
||||
|
13,0 |
15,0 |
0,7 |
146,4 |
1,150 |
|||
|
14,0 |
16,2 |
169,7 |
1,330 |
||||
|
15,0 |
17,3 |
194,9 |
1,530 |
||||
|
16,0 |
18,4 |
221,7 |
1,740 |
||||
|
17,0 |
19,6 |
0,8 |
250,3 |
1,960 |
|||
|
18,0 |
20,7 |
280,6 |
2,200 |
||||
|
19,0 |
0,084 |
0,130 |
0,210 |
21,9 |
312,6 |
2,450 |
|
|
20,0 |
23,0 |
346,4 |
2,720 |
||||
|
20,8 |
23,9 |
0,9 |
274,7 |
2,940 |
|||
|
21,0 |
24,2 |
381,9 |
3,000 |
||||
|
22,0 |
25,4 |
419,2 |
3,290 |
||||
|
24,0 |
27,7 |
498,8 |
3,920 |
||||
|
25,0 |
28,8 |
541,3 |
4,250 |
||||
|
26,0 |
30,0 |
1,0 |
585,4 |
4,600 |
|||
|
27,0 |
31,2 |
631,3 |
4,960 |
||||
|
28,0 |
32,3 |
679,0 |
5,330 |
||||
|
30,0 |
34,6 |
779,4 |
6,120 |
||||
|
32,0 |
0,100 |
0,160 |
0,250 |
36,9 |
1,1 |
886,8 |
6,96 |
|
34,0 |
39,2 |
1001,0 |
7,86 |
||||
|
36,0 |
41,6 |
1,3 |
1122,0 |
8,81 |
|||
|
38,0 |
43,8 |
1251,0 |
9,82 |
||||
|
40,0 |
46,1 |
1386,0 |
10,88 |
||||
|
41,0 |
47,3 |
1456,0 |
11,40 |
||||
|
42,0 |
48,5 |
1527,0 |
11,99 |
||||
|
45,0 |
51,9 |
1754,0 |
13,77 |
||||
|
46,0 |
53,1 |
1,4 |
1833,0 |
14,40 |
|||
|
48,0 |
55,4 |
1,5 |
2000,0 |
15,60 |
|||
|
50,0 |
57,7 |
2165,0 |
17,00 |
||||
|
53,0 |
0,120 |
0190 |
0,300 |
61,2 |
1,7 |
2433,0 |
19,1 |
|
55,0 |
63,5 |
2620,0 |
20,6 |
||||
|
56,0 |
64,6 |
2715,0 |
21,3 |
||||
|
60,0 |
69,3 |
3118,0 |
24,5 |
||||
|
63,0 |
72,7 |
3437,0 |
27,0 |
||||
|
65,0 |
75,0 |
1,8 |
3659,0 |
28,7 |
|||
|
70,0 |
0,190 |
0,300 |
80,8 |
4244,0 |
33,3 |
||
|
75,0 |
86,5 |
1,9 |
4871,0 |
38,2 |
|||
|
80,0 |
92,3 |
5542,0 |
43,5 |
||||
|
85,0 |
0,220 |
0,350 |
98,0 |
1,2 |
6257,0 |
49,1 |
|
|
90,0 |
104,0 |
1,3 |
7015,0 |
55,1 |
|||
|
95,0 |
110,0 |
7816,0 |
61,4 |
||||
|
100,0 |
115,0 |
1,4 |
8660,0 |
68,0 |
|||
หมายเหตุ:
1. ตามคำขอของผู้บริโภค ผลิตภัณฑ์แผ่นรีดหกเหลี่ยมที่สอบเทียบแล้วผลิตขึ้นในขนาดอื่นที่ไม่ได้ระบุไว้ใน. ขีดจำกัดการเบี่ยงเบนในกรณีนี้ต้องเป็นไปตามมาตรฐานที่กำหนดไว้สำหรับเส้นผ่านศูนย์กลางที่ใหญ่กว่าที่ใกล้ที่สุด
2. พื้นที่หน้าตัดและความหนาแน่นเชิงเส้นของผลิตภัณฑ์แผ่นรีดหกเหลี่ยมที่สอบเทียบคำนวณจากขนาดที่ระบุ ความหนาแน่นของผลิตภัณฑ์รีดนำมาเท่ากับ - 7.85 g/cm 3 .
3. สำหรับผลิตภัณฑ์แผ่นรีดจากเหล็กกล้าและโลหะผสมที่มีโลหะผสมสูงและผ่านการอบชุบด้วยความร้อนและการดอง จะกำหนดความคลาดเคลื่อนของขนาดไว้ที่มากกว่าคุณภาพ 30%ชั่วโมง 12.
(ฉบับแก้ไข ฉบับที่ 1 ฉบับที่ 2)
3. หกเหลี่ยมที่ผ่านการสอบเทียบแบบรีดผลิตในแท่ง ตามคำขอของผู้บริโภคผลิตภัณฑ์แผ่นรีดถูกผลิตขึ้นเป็นม้วน
4. การทำแท่งขึ้นอยู่กับวัตถุประสงค์:
ความยาวที่วัดได้
ความยาวที่วัดได้หลายแบบ
ความยาวสุ่มที่มีส่วนที่เหลือมากถึง 10% ของมวลของแบทช์
จำกัดความยาวภายในไม่ได้วัด
ส่วนที่เหลือถือเป็นท่อนไม้ที่มีความยาวไม่ต่ำกว่า 1.5 ม.
(ฉบับแก้ไข ฉบับที่ 1)
5. แท่งทำด้วยความยาวตั้งแต่ 2 ถึง 6.5 ม. ตามคำร้องขอของผู้บริโภคแท่งจะมีความยาวมาก
3-5 (ฉบับแก้ไข ฉบับที่ 1)
ไม่รวมรายการที่ 6, 7 แก้ไข ลำดับที่ 1).
8. จำกัดความเบี่ยงเบนตามความยาวของแท่งวัดและความยาวที่วัดได้หลายอันไม่ควรเกิน:
30 มม. - มีความยาวแท่งสูงสุด 4 เมตร
50 มม. - มีความยาวแท่งมากกว่า 4 ม.
9. ความโค้งของแท่งเหล็กไม่ควรเกินค่าที่ระบุใน
|
ขนาดแท่ง mm |
ความโค้งสูงสุดขึ้นอยู่กับสนามความอดทน |
|||
|
ต่อความยาว 1 เมตร mm |
เต็มความยาว, % |
|||
|
ชม.10 และชม.11 |
ชม.12 |
ชม.10 และชม.11 |
ชม.12 |
|
|
มากถึง 25 |
0,2 |
0,3 |
||
|
เซนต์ 25 ถึง 50 |
0,1 |
0,2 |
||
|
เซนต์ 50 |
0,1 |
0,1 |
||
ความเบี่ยงเบนจากความตรงต้องสม่ำเสมอตลอดความยาว ที่ปลายแท่งไม่อนุญาตให้โค้งงอตามยาวสั้น
( 10. การบิดของแท่งต่อความยาว 1 ม. () ไม่ควรเกิน 3 °
แฮก. 2
(
11. การตัดของแท่งจะต้องทำมุมฉากกับแกนตามยาว ความลาดเอียงที่อนุญาตไม่ควรเกิน:
0,2 เอ- ที่ขนาดของแท่งสูงถึง 15 มม.
0,17 เอ- ด้วยขนาดของแท่งสูงถึง 16 มม.
3 มม. - สำหรับด้ามเหล็กที่มีขนาดตั้งแต่ 16 ถึง 30 มม.
5 มม. - สำหรับแท่งที่มีขนาดเกิน 30 มม.
9-11 (ฉบับแก้ไข ฉบับที่ 1)
12. ความยาวของปลายแท่งยู่ยี่ไม่ควรเกินมาตรฐานที่กำหนด
|
ขนาดบาร์ |
ความยาวของปลายยู่ยี่ไม่มีอีกแล้ว |
|
มากถึง 25 |
20 |
|
เซนต์ 25 ถึง 50 |
25 |
|
»50»70 |
30 |
13. รัศมีของการลบมุมถูกกำหนดตามคำขอของผู้บริโภคและไม่ควรเกินค่าที่ระบุใน
|
ขนาดแท่ง |
รัศมีการปัดเศษของขอบสำหรับกลุ่ม ไม่มาก |
|
|
1 |
2 |
|
|
มากถึง 25 |
0,5 |
0,5 |
|
เซนต์ 25 |
0,5 |
1,0 |
(แนะนำเพิ่มเติม รายได้ที่ 1)
01.07.79
ระยะเวลาที่มีผลบังคับใช้ถูกยกขึ้นตามระเบียบการหมายเลข 7-95 ของสภาระหว่างรัฐเพื่อการมาตรฐาน มาตรวิทยา และการรับรอง (IUS 11-95)
1. มาตรฐานนี้ใช้กับขนาดหกเหลี่ยมที่ผ่านการสอบเทียบแบบม้วนแล้วตั้งแต่ 3 ถึง 100 มม.
2. ขนาดของส่วนของผลิตภัณฑ์รีดและความเบี่ยงเบนสูงสุดสำหรับผลิตภัณฑ์เหล่านี้จะต้องสอดคล้องกับที่ระบุไว้ในรูปที่ 1 และในตาราง หนึ่ง.
ตารางที่ 1
|
ขนาดรีด (เส้นผ่านศูนย์กลางวงกลมจารึก เอหรือขนาดแบบเบ็ดเสร็จ) mm |
ส่วนเบี่ยงเบนสูงสุด mm |
เส้นผ่านศูนย์กลางของเส้นรอบวง A, mm |
ส่วนเบี่ยงเบนสูงสุด mm |
พื้นที่หน้าตัด mm2 |
น้ำหนัก 1 ม. ยาว กก. |
||
หมายเหตุ:
1. ตามคำร้องขอของผู้บริโภค ผลิตภัณฑ์แผ่นรีดหกเหลี่ยมที่สอบเทียบแล้วผลิตขึ้นในขนาดอื่นที่ไม่ได้ระบุไว้ในตาราง 1. ขีด จำกัด การเบี่ยงเบนในกรณีนี้ต้องเป็นไปตามมาตรฐานที่กำหนดไว้สำหรับเส้นผ่านศูนย์กลางที่ใหญ่กว่าที่ใกล้ที่สุด
ความยาวที่วัดได้;
ความยาวที่วัดได้หลายแบบ
ความยาวสุ่มโดยเหลือไม่เกิน 10% ของน้ำหนักแบทช์
จำกัดความยาวภายในไม่ได้วัด
ส่วนที่เหลือถือเป็นท่อนไม้ที่มีความยาวไม่ต่ำกว่า 1.5 ม.
50 มม. - มีความยาวแท่งมากกว่า 4 ม.
9. ความโค้งของแท่งเหล็กไม่ควรเกินค่าที่ระบุในตาราง 2.
ตารางที่ 2
ความเบี่ยงเบนจากความตรงต้องสม่ำเสมอตลอดความยาว ที่ปลายแท่งไม่อนุญาตให้โค้งงอตามยาวสั้น
10. การบิดของแท่งต่อความยาว 1 ม. (รูปที่ 2) ไม่ควรเกิน 3 °
11. การตัดของแท่งจะต้องทำมุมฉากกับแกนตามยาว ความลาดเอียงที่อนุญาตไม่ควรเกิน:
0,17เอ- ด้วยขนาดของแท่งสูงถึง 16 มม.
3 มม. - สำหรับด้ามเหล็กที่มีขนาดตั้งแต่ 16 ถึง 30 มม.
5 มม. - สำหรับเหล็กเส้นที่เกิน 30 มม.
9 - 11. (ฉบับแก้ไข ฉบับที่ 1)
12. ความยาวของปลายแท่งยู่ยี่ไม่ควรเกินมาตรฐานที่ระบุในตาราง 3.
ตารางที่ 3
(แนะนำเพิ่มเติม รายได้ที่ 1)
13. รัศมีการลบมุมถูกกำหนดตามคำร้องขอของผู้บริโภคและไม่ควรเกินค่าที่ระบุในตาราง 4.
ตารางที่ 4
(ฉบับแก้ไข ฉบับที่ 1, 2).





