Svarvar tillverkade i Ryssland. Rysk svarv. Ny rysk CNC-svarv
Den rysktillverkade svarven TS1625F3 är en analog till 16A20F3 och är en industriell utrustning designad för halvautomatisk svarvning.
Det bearbetar externa och inre ytor arbetsstycken, som är revolutionskroppar. Svarven låter dig arbeta med böjda och stegade profiler av vilken komplexitet som helst, såväl som gängning. Finns i höger- och vänstergänga olika typer- cylindrisk, konisk, frontal cylindrisk-konisk och andra populära i Ryssland. Gängstigningen kan vara konstant och variabel, och bearbetningen kan göras både i mitten och i chucken.
ryska svarv utrustad med ett numeriskt system programstyrning(CNC). Dess design och kapacitet gör det möjligt att klassificera den som en universell skärutrustning för metall, vars behov finns hos många metallbearbetningsföretag i Ryssland. Den kan användas vid tillverkning av stål, gjutjärn och många icke-järnmetaller. Denna ryska CNC-utrustning visar sig väl, både i singelproduktion och serieproduktion.
Säng och skåp av den ryska svarven TS1625F3
Den ryska metallsvarven har en kraftfull ram och bas gjuten av slitstarkt gjutjärn. Sängens bredd har utökats jämfört med tidigare modeller, vilket ger flera fördelar. Maskinens vikt har ökat avsevärt, vilket gör att vibrationsnivån har minskat. En betydande massa metall ger en extremt hög styvhet av sängen, och detta gjorde den till en nästan oförstörbar del av maskinen.
I enlighet med Nuvarande trender inom verktygsmaskinindustrin har denna ryska installation breda styrningar, vars yta är härdad av högfrekventa strömmar och jord. Därmed uppnås styrningarnas hållbarhet, som ett resultat av bearbetning har de fått hög motståndskraft mot ytslitage. Även efter långvarig drift i rysk produktion behåller guiderna sin yta.
Svarvens tunga gjutna bädd är placerad på ett fast underlag. Det ger motstånd mot deformation under tunga skäroperationer. När det gäller måtten på sängen och piedestalen ligger denna ryska maskin nära sovjettillverkade maskiner. Således försökte vi undvika tendensen att lätta strukturen och minska dess hållfasthetsegenskaper.
Huvudaktuatorn för maskinen TS1625F3
Den ryska svarven har en spindel som överför högt vridmoment från elmotorn till chucken med tre hastighetsområden. För produktionen av den ryska maskinen användes en förbättrad spindelenhet med ett hål med en diameter på 77 mm. Spindelenheten är monterad i förstärkta dubbelradiga radiella rullager. Två lager är placerade på båda sidor av enheten, vilket bidrar till styvhet och möjliggör justering av spelrummet under drift. Dessutom är spindeln på den ryska svarven utrustad med ett dubbelradigt vinkelkontaktkullager. Det används vid tillverkning av metalldelar med stor massa och dimensioner. Denna design syftar till långt arbete med intensiv arbetsbelastning. Den har hög precision, vilket är nödvändigt för CNC-svarvar.
Huvudknutar
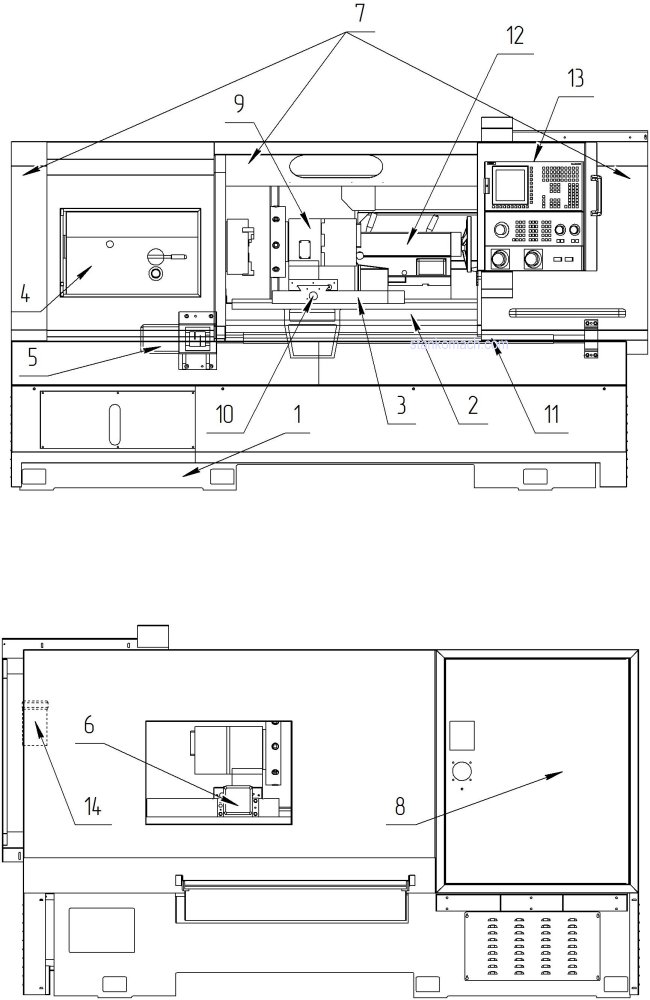
1. Stiftelse
2. Säng
3. Bromsok
4. Headstock
5. Längsgående drivning
6. Tvärgående drivning
7. Stängsel av fasta och rörliga element
8. Skåp med elutrustning
9. Torn
10. Skruva kulpar av tvärgående rörelse
11. Skruva kulpar av längsgående rörelse
12. Mormor tillbaka
13. Kontrollpanel med CNC-system
14. Centraliserat impulssmörjsystem
Tillverkaren av maskinen tänkte också ut spindelsmörjningssystemet, utan vilket en modern CNC-enhet inte kan fungera. Spindeln har ett cirkulerande smörjsystem som tillför en stråle av trycksatt smörjmedel till växlarna och lagren. Cirkulationssystemet ger smörjning till alla komponenter och främjar värmeavledning, vilket ökar livslängden.
Den ryska svarven har, på grund av styrningarnas stora bredd, också en förstorad ändstocksbas. Den extra metallen i detta fall ger fjädrarna ytterligare styvhet, vilket krävs vid bearbetning av långa skaft. En tillverkare från Ryssland har placerat ett nytt avlastningssystem i bakstammen, vilket förenklar dess rörelse längs ramen.
Ytterligare och valfria system för den ryska CNC-svarven
Tillverkaren av den ryska maskinen använde tillräckligt effektivt system bromsok. Den längsgående matningsdrivningen drivs av en exakt servomotor, som styrs av CNC. Drivningen är utrustad med en glappfri koppling och kulskruv av klass C3, vilket möjliggör exakt tillverkning av delar med en längd på 1000 mm.
Den ryska maskinen kan utrustas med ytterligare en trekäftig hydraulchuck som drivs av en hydraulstation. Denna chuck har en diameter på 250 mm och ett hål på 65 mm. Dessutom är ryska CNC-svarvar utrustade med en hydraulisk ändstockspenna, vilket ökar maskinens automatisering och produktivitet genom att minska tiden som ägnas åt hjälpoperationer. Ett annat sätt att öka produktiviteten är att placera en stångmatare. Max. produktdiameter över säng, mm
Fullständig specifikationstabell
Utrustning och tillval
| Grundläggande utrustning | alternativ |
|---|---|
| 1. CNC-system Siemens Sinumerik 808D Advanced; 2. Automatiskt system smörjning av styrningar och kulskruvar; 3. Kylvätsketillförselsystem för varje verktyg; 4. Belysning Arbetsplats; 5. 8-positions torn UG9326 6. 3-käftchuck 250 mm 7. Verktygssats för maskinunderhåll: Chuck klämma nyckel; Nyckeln för att ta bort patronen från spindeln; Adapterhylsa 90mm/KM5; Fast centrum KM5 - 2 st; Uppsättning nycklar: öppen 17/19,12/14; hex 3,5,6,8,10; Kilsko 6 st.; Ankarbult М20х400 6 set. 8. trafikljus som indikerar maskinens status |
CNC Siemens Sinumerik 828D Fanuc 0i kompis FMS3000 hydraulisk station Trekäftig hydraulchuck med hål |
Villkor för köp och beställning
Universell med horisontellt arrangemang av guider av en säng. Styva och pålitliga maskiner, välkända för konsumenter och svarvare. Maskinerna är helt sammansatta av nya komponenter tillverkade i Ryssland och OSS-länderna.
Skruvsvarven 16K20 är den mest typiska och utbredda representanten för klassen av universella svarvar. Designad för bearbetning av cylindriska, koniska och komplexa ytor - både interna och externa, samt för gängning.
Bearbetningsdiameter: 400 mm
Avstånd mellan centrum: 1000, 1500 mm.
Skruvsvarven 1M63 är en utbredd universalsvarv som tillåter svarvning av delar av medium och stora storlekar. Designad för bearbetning av cylindriska, koniska och komplexa ytor - både interna och externa, samt för gängning.
Bearbetningsdiameter: 630 mm
Skruvsvarven 16K40 är en universalsvarv designad för bearbetning av medelstora och stora delar. Den används för svarvning av cylindriska, koniska och komplexa ytor - både interna och externa, samt för gängning.
Bearbetningsdiameter: 800 mm
RMC: 750, 1500, 2800, 5000, 8000, 10000 mm.
Skruvsvarven 1M65 är en universalsvarv designad för bearbetning av medelstora och stora delar. Den används för bearbetning av cylindriska, koniska och komplexa ytor - både interna och externa, samt för gängning.
Bearbetningsdiameter: 1000 mm
RMC: 1000, 3000, 5000, 6000, 8000, 10000, 12000 mm.
Skruvsvarven PT317 är en universalsvarv designad för bearbetning av stora delar. Den används för bearbetning av cylindriska, koniska och komplexa ytor - både interna och externa, samt för gängning.
Bearbetningsdiameter: 1700 mm
RMC: 1000, 3000, 4800, 6000, 8000, 10000, 12000, 16000 mm
Svarvar tillverkade i Ryssland
Svarvar tillverkade i Ryssland hitta sin tillämpning både i enkel- och småskalig produktion. Dessa är de enklaste maskinerna att använda och underhålla, som inte kräver mycket skickliga operatörer. Universalmaskiner kännetecknas av frekventa verktygsbyten och byten för bearbetning olika typer detaljer.
Verktygsmaskinens noggrannhet
Svarvar tillverkade i Ryssland enligt noggrannhet är indelade i fem klasser:
- H - normal noggrannhet - detta är majoriteten av svarvar;
- P - ökad noggrannhet;
- B - hög noggrannhet;
- A - särskilt hög noggrannhet;
- C - speciellt precisa, eller master maskiner.
svarvsläde rysk produktion– Det här är en ganska relevant produkt på marknaden för utrustning för metallbearbetning. I senaste åren det finns en tendens att öka kraven på noggrannhet för bearbetning av delar.
Nya legeringar och material, behovet av exakt skärning och skärpning ledde till förbättringar av befintliga modeller och orsakade en ökning av deras kostnader. Överkomligt pris och hög kvalitet har blivit de viktigaste faktorerna i den ökande efterfrågan på inhemsk svarvutrustning.
Fördelar med ryska maskiner
Ryska svarvar har höga kvalitetsstandarder:- Maskinerna är konstruerade för att bearbeta arbetsstycken från vilket material som helst, med en hög grad av noggrannhet;
- Hög produktivitet hos verktygsmaskiner minskar kostnaderna för färdiga produkter;
- Rysk utrustning är pålitlig i drift och fungerar under lång tid utan haverier och reparationer;
- En stor andel av ryska analoger, i jämförelse med utländska maskiner, har bästa prestanda kraft, hastighet och vibrationsmotstånd;
- Om reparationer behövs finns alltid reservdelar till hushållsutrustning tillgängliga;
- Överkomligt pris. Detta är en av de viktigaste fördelarna med svarvar som tillverkas vid maskinbyggande företag i Ryssland.
Pris för ryska analoger
Fördelen med inhemsk utrustning betonas vältaligt av ryska metallsvarvar. Priset på liknande utrustning från ryska leverantörer är betydligt lägre än från amerikanska. Vid bearbetning av arbetsstycken 400 - 650 mm är rysk utrustning ledande när det gäller kraft och hastighet.Det är också kostnadseffektivt att fästa enheter för att utöka funktionaliteten hos en inhemskt tillverkad maskin. Användningen av lokala fixturer minskar kostnaderna för slipning, fräsning, svarvning och borrning av radiella hål.
Var kan man köpa en rysk svarv
I vår Handelshus ett brett utbud av ryska svarvutrustning. Företagets specialister erbjuder inte bara högkvalitativa produkter, utan hjälper också till med att välja rätt modell.Oavsett om du köper en liten stationär eller en kraftfull industrimaskin kommer vi att ordna en försäljning med leverans i Moskva och andra ryska städer.
Vi säljer endast konkurrenskraftiga produkter Hög kvalitet, till lägsta pris.
Vi rekommenderar också
 Byte av strömförsörjning: reparation och förfining
Byte av strömförsörjning: reparation och förfining
 Fjärrkontroll av ljus
Fjärrkontroll av ljus
 Simlektioner för förskolebarn
Simlektioner för förskolebarn
 Anteckningar för befälhavaren - hemhushållslarm
Anteckningar för befälhavaren - hemhushållslarm
 Klockpropeller på Atmega8
Klockpropeller på Atmega8
 Applikationsexempel på enheter och reläer, hur man väljer och ansluter ett relä korrekt Mikrokontroller och relä enkla kopplingskretsar
Applikationsexempel på enheter och reläer, hur man väljer och ansluter ett relä korrekt Mikrokontroller och relä enkla kopplingskretsar