Pintu keluar papan bermata. Pilihan peralatan untuk bisnis penggergajian kayu
Penggergajian kayu adalah siklus tindakan menggunakan berbagai teknologi yang bertujuan untuk mendapatkan kayu dari kayu bulat yang cocok untuk digunakan lebih lanjut dalam industri Durasi dan intensitas tenaga kerja dari proses tergantung pada metode yang dipilih pengolahan kayu bulat, serta waktu tahun.
Alat dan perlengkapan
Batang dan cabang berukuran besar mulai diproduksi. Semua bahan dibagi menjadi beberapa kelompok sesuai dengan ketebalan dan keberadaan kulit kayu. Seringkali, perusahaan pengolahan kayu memiliki bengkel di dekat lokasi pemanenan, di mana mesin dipasang untuk pemrosesan awal kayu.

Debarking hutan secara manual
Kayu yang belum melewati tahap debarking dapat digunakan pada konstruksi lantai atau sebagai balok punggungan di interior yang sesuai, atau sebagai perangkat pendukung selama konstruksi.

Debarking industri
Jika opsi lain untuk menggunakan pohon direncanakan, maka penggergajian dilakukan, menghasilkan segmen-segmen berikut:
- tidak bermata dan setengah bermata (bahan kasar dari mana alas lantai, dinding atau langit-langit dipasang);
- bermata (dirancang untuk finishing lantai).
Pemotongan dapat dilakukan oleh organisasi outsourcing yang memiliki semua alat yang diperlukan.

Peta penggergajian pohon
Penggunaan material yang rasional dipastikan dengan mematuhi peta penggergajian. Ini memungkinkan Anda untuk mengurangi biaya karena pemborosan, persentase yang dapat dikurangi secara signifikan oleh kartu. Alat yang digunakan dan jenis peralatan pengolahan hutan tergantung pada volume, kualitas yang diinginkan dan ukuran kayu jadi.

Paling sering menggunakan gergaji bundar dan berbagai mesin:
- gergaji bundar memungkinkan Anda membuat potongan yang tepat dari berbagai arah. Cocok untuk penggunaan profesional dan rumah, sangat cocok dengan diameter kayu bundar di atas rata-rata;
- gergaji mesin;
- mesin untuk membersihkan kulit kayu;
- menggergaji pada penggergajian pita memungkinkan untuk memproses kayu gelondongan padat, ini dianggap yang paling populer, karena hasilnya adalah bahan berkualitas tinggi dan sejumlah kecil limbah;
- mesin disk: produksi kayu bermata dua dan papan tidak bermata;
- bingkai penggergajian tidak memerlukan fondasi, teknologi dengan penggunaannya memungkinkan Anda untuk memasang peralatan di dekat lokasi pemotongan;
- semakin tipis diproses oleh mesin universal, hasilnya memberikan bahan bangunan berkualitas tinggi bahkan dari cambuk kelas rendah;
- menggergaji kayu bulat di perusahaan perkayuan besar harus dilakukan dengan jumlah kayu gergajian terbesar, yang berbeda dari yang lain dalam kualitas khusus dan dimensi yang tepat. Untuk tujuan ini, jalur khusus dipasang untuk menggergaji.
Di penggergajian kayu diperoleh balok dan papan bermata karena potongan kayu dengan panjang hingga 7 m dan diameter 15-80 cm di sepanjang garis memanjang. Gergaji bundar memiliki satu atau lebih cakram, ia memproses diameter hutan yang berbeda sesuai dengan jumlahnya.

Jika di rumah perlu memproses sedikit kayu, maka Anda bisa menggunakan gergaji mesin biasa.
memotong kayu
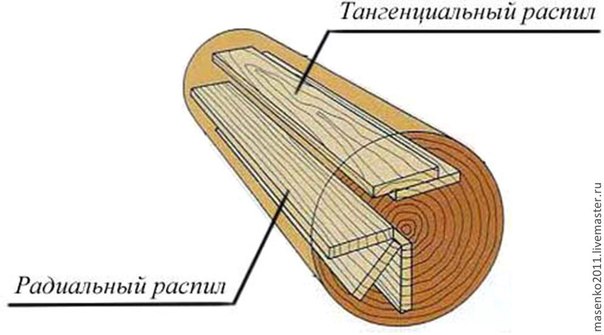
Sebelum memilih alat, Anda perlu memutuskan jenis pemotongan, dengan fokus pada cincin tahunan log. Ada beberapa jenis:
- radial (sepanjang radius);
- tangensial (potongannya sejajar dengan satu jari-jari, menyentuh cincin tahunan);
- serat disusun sejajar dengan potongan yang dibuat.
Di antara metode pemotongan, yang paling cocok untuk kasus tertentu dipilih:
- Razval. Menggergaji kayu dengan cara ini dilakukan untuk pohon gugur dengan ketebalan batang kecil, ini dianggap sebagai pemrosesan yang paling sederhana. Keluar: elemen dan pelat tanpa tepi.
- Jika ada mesin pertukangan lain, maka dimungkinkan untuk memotong hingga 65% bahan untuk menghasilkan papan bermata dengan lebar yang sama. Pertama, kayu bermata dua dan papan digergaji dari samping, dan kemudian sejumlah kayu bermata diperoleh dari kayu.
- Metode yang lebih spesifik adalah penggergajian sektor dan segmen. Jumlah elemen dalam metode pertama bervariasi dari 4 hingga 8, dan tergantung pada ketebalan batang. Setelah pemisahan, elemen digergaji dari setiap sektor sepanjang garis tangensial atau radial. Metode kedua dimulai dengan keluarnya balok dari bagian tengah, dan papan digergaji dari segmen samping dalam arah tangensial.
- Untuk penggergajian kayu individu, metode melingkar cocok. Hal ini didasarkan pada memutar log sepanjang garis membujur sebesar 90 ° setelah setiap papan gergajian. Ini memungkinkan Anda untuk memantau kualitas kayu dan menghilangkan area batang yang terkena dampak secara tepat waktu.
Buatan tangan: aplikasi gergaji mesin
Untuk pemotongan beberapa batang di rumah, tidak disarankan untuk membeli alat yang harganya beberapa kali lebih tinggi dari harga produk jadi. Jika Anda memiliki keterampilan yang diperlukan, maka akan lebih efisien dan lebih murah untuk melakukan semua pekerjaan yang diperlukan dengan gergaji mesin konvensional, atau peralatan rantai yang ditenagai oleh listrik. Tentu saja, pekerjaan seperti itu membutuhkan lebih banyak biaya dan waktu fisik, tetapi harga masalah berkurang secara signifikan.
Bekerja di petak kebun membutuhkan pemangkasan pohon buah-buahan, dan juga dimungkinkan untuk menghasilkan bahan tambahan untuk bangunan luar tanpa menggunakan layanan spesialis, sehingga setiap pemilik yang bijaksana lebih suka membeli gergaji mesin. Paling sering, tumbuhan runjung dipanen untuk rumah, dan alat ini melakukan pekerjaan yang sangat baik untuk menggergaji mereka. Berkat batang yang rata, lebih mudah untuk menguraikan garis potong, yang meningkatkan kecepatan kerja. Omong-omong, profesional paling sering menggunakan gergaji mesin, karena lebih kuat daripada listrik dan Anda dapat menggunakannya di mana saja, terlepas dari apakah ada pemotongan atau penggergajian catu daya di lokasi.

Untuk bekerja dengan gergaji pada pemotongan kayu, Anda akan memerlukan perangkat seperti nosel pada gergaji, serta pemandu potong gergaji dan pemecah batang dasar. Nozel dalam bentuk bingkai dipasang pada alat sehingga tetap memungkinkan untuk mengatur jarak antara rantai dan bingkai itu sendiri. Hal ini dilakukan untuk memungkinkan keluaran kayu jadi, berbeda dalam ketebalan. Untuk peran pemandu, Anda dapat mengambil profil dengan panjang yang diinginkan, atau papan kayu datar dengan kekakuan yang cukup. Rantai khusus dipilih untuk alat ini, yang dirancang untuk memotong batang. Perbedaannya dari yang lain adalah pada giginya yang diasah pada sudut tertentu.

Sebelum mulai bekerja, perlu tidak hanya menyiapkan semua alat yang diperlukan. Terlepas dari apakah mesin pertukangan atau perangkat manual dimaksudkan untuk memproses bagasi, langkah pertama adalah membiasakan diri dengan peta potong. Hal ini dilakukan untuk meminimalkan persentase pemborosan, dan meningkatkan hasil produk yang bermanfaat.
Hal pertama yang perlu Anda khawatirkan saat merobek adalah kepadatan seragam papan jadi. Untuk melakukan ini, penggergajian kayu yang kompeten mengarahkan alat dari sisi timur log ke barat, atau ke arah yang berlawanan. Hal ini disebabkan kepadatan kayu bulat lebih besar di bagian utara daripada di selatan.
Selanjutnya, pelat dilepas dari kedua sisi dengan gergaji mesin sedemikian rupa untuk mendapatkan balok bermata dua. Itu, pada gilirannya, digergaji sesuai dengan skema penggergajian yang dipilih pada awal pekerjaan. Outputnya memberikan papan tanpa tepi. Jika ada persentase cacat tertentu di bagasi, maka pemotongan melingkar dimungkinkan dengan batang berputar pada sudut kanan atau 180 °.
Jumlah bahan jadi, potongan harga
Output bahan yang berguna dari jenis konifera dan kayu keras berbeda dalam persentase. Untuk kayu yang diperoleh dari pohon jenis konifera, indikator berikut adalah karakteristik:
- asalkan operasi dilakukan oleh seorang profesional dan penggergajian kayu digunakan, persentase kayu jadi akan menjadi yang tertinggi (80-85%);
- bahan bermata, yang diberikan oleh mesin, rata-rata 55-70%;
- papan tanpa tepi saat bekerja dengan gergaji meninggalkan hingga 30% limbah.
Angka-angka tersebut diberikan tanpa memperhitungkan kayu jadi yang ditolak, yang jumlahnya bisa mencapai 30%. Namun, bahan tersebut digunakan untuk produk yang memungkinkan perkawinan tertentu.

Kayu bulat gugur menghasilkan 60% dari kayu yang tidak ditebalkan dan sekitar 40% dari kayu yang dipangkas. Hal ini disebabkan kelengkungan awal kayu bulat. Anda dapat meningkatkan jumlah produk yang diterima: ini akan membutuhkan berbagai jenis mesin pengerjaan kayu. Jenis perlengkapan tertentu dapat meningkatkan jumlah kayu sebesar 10-20%. Untuk satu kubus kayu, Anda membutuhkan sekitar 10 kubus kayu bulat kayu keras. Harga pemasangan peralatan tambahan akan melunasi biaya hutan yang sudah jadi. Garis khusus memberikan lebih banyak volume, tetapi penggunaannya hanya disarankan pada area yang luas. Harga rata-rata kayu gergajian di penggergajian konvensional akan menjadi sekitar 150-180 rubel per meter kubik papan.
menggergaji peta
Peta penggergajian adalah perhitungan jumlah kayu jadi yang optimal dari satu batang kayu. Itu dapat dihitung secara independen untuk setiap diameter log tertentu, atau Anda dapat menggunakan program komputer yang sangat memudahkan perhitungan, dan harganya cukup terjangkau.

Atau sumbernya bisa menjadi panduan biasa untuk penggergajian. Hasilnya adalah tabel yang diambil sebagai dasar. Penggergajian harus selalu berorientasi pada datanya, untuk mendapatkan lebih banyak kayu dari jenis kayu apa pun.
Tingkat hasil untuk kayu dari kayu bulat
Komisi Eropa PBB/Komite Kayu FAO melaporkan ECE/TIM/DP/49 tentang faktor konversi kayu di berbagai jenis hasil hutan memberikan, khususnya, faktor hasil kayu gergajian dari kayu bulat. Data ini, berdasarkan pengalaman 16 negara bagian, dapat menjadi tolok ukur bagi perusahaan perkayuan sebagai standar dunia.Kayu mencakup sebagian besar produk kayu solid gergajian. Mereka mencakup berbagai macam produk mulai dari kayu gergajian tanpa tepi, gergajian segar hingga kayu bermata, kering, berukuran dan direncanakan. Jenis produk yang dihasilkan sangat berpengaruh terhadap hasil akhir produk gergajian dari kayu bulat. Jadi dari satu meter kubik kayu bulat Anda bisa mendapatkan 0,8 m3 kayu tidak bermata dan hanya 0,4 m3 kayu bermata kering, disortir dan diratakan. Oleh karena itu, berbagai negara diminta untuk memberikan tingkat hasil mereka untuk berbagai kategori kayu gergajian untuk memahami mengapa tingkat hasil kayu gergajian nasional sangat bervariasi satu sama lain.
Misalnya, di Jerman, 1,67 m3 kayu bulat diperlukan untuk menghasilkan 1 m3 kayu lunak gergajian, sedangkan di AS 2,04 m3. Sekilas, penggergajian kayu AS mungkin tampak kurang efisien dibandingkan Jerman (rasio yang ditunjukkan menunjukkan bahwa dibutuhkan 22% lebih banyak kayu bulat untuk menghasilkan jumlah kayu gergajian yang sama di AS). Tetapi pengamatan lebih dekat pada produksi jenis kayu gergajian yang sama, seperti kayu gergajian kasar dan kering, mengungkapkan bahwa tingkat hasil kayu gergajian serupa di negara-negara ini. Artinya, perbedaan hasil kayu terletak pada keluaran berbagai jenis produk jadi. Jelas bahwa Jerman memproduksi lebih banyak kayu kasar, sedangkan AS memproduksi lebih banyak kayu kering dan kayu yang direncanakan.
Beberapa negara mencatat bahwa produksi kayu gergajian negara mereka dilaporkan sebagai kayu gergajian segar untuk menghindari pengukuran volume ganda untuk kayu kering dan kayu yang direncanakan. Hal ini berbeda dengan negara-negara lain, terutama wilayah Skandinavia dan Amerika Utara, di mana volume kayu gergajian paling sering dikutip dalam hal pemrosesan akhir. Hal ini, misalnya, dapat menghasilkan hasil kayu kasar yang baru digergaji sebesar 1,57 (64%) atau 1,75 (57%) untuk kayu kering atau 2,27 (44%) untuk kayu yang direncanakan dan kayu jadi, seperti yang ditunjukkan pada diagram di bawah ini.
Tag dan kata kunci
papan lope akan keluar dari 1,5 m3 kayu bulat, skilki untuk keluar dari kotak dari kubus ke hutan, konsumsi kayu per 1 batang-berapa banyak yang keluar?, Wihіd berbentuk dari 1cube, keluaran kayu dari log, Saat mengeringkan papan z10 telah memotong beberapa keluaran, skilki piddoniv keluar dari kubus yang kosong, Skіlki dari satu kubus kayu bundar untuk keluar dari papan yang tidak berbentuk, kalkulator hasil kayu, keluar dari papan tidak bermata dari kubusBagikan informasi ini di media sosial, untuk mempromosikan portal:
Cara memotong batang kayu pada penggergajian kayu telah dijelaskan pada artikel sebelumnya. Nah, pada artikel ini kami ingin berbicara tentang bagaimana penggergajian kayu gelondongan menjadi balok terjadi.
Semua orang tahu bahwa balok yang digergaji dari batang kayu selama pengeringan mulai berubah bentuk, tetapi tidak semua orang tahu apa penyebabnya. Masalahnya adalah ketika menggergaji kayu menjadi balok, itu digergaji secara tidak benar. Artinya, itu dipotong dengan offset, dan karena bagian tengahnya diimbangi, kayu mulai menekuk ke arah offset.
Untuk mencegah hal ini terjadi, perlu dilakukan perhitungan log yang benar sebelum menggergaji.
Perhitungan log untuk menggergaji menjadi bar.
Jadi, mari kita melampaui, pertama-tama Anda perlu memutuskan apa ukuran balok, serta dimensi material (papan) yang ingin kita dapatkan sebelum balok.
Mari kita mulai dengan mengambil kayu yang diperlukan, misalnya, 150 x 150 mm, papan tanpa tepi 25 mm, 30 mm, 40 mm.
Bagi yang belum mengetahui apa yang dimaksud dengan non-edged board, kami jelaskan bahwa ini adalah papan dengan berbagai lebar yang tidak memiliki batas-batas tertentu karena adanya kulit kayu di sepanjang tepinya, tetapi memiliki ketebalan tertentu.

Selanjutnya, ambil papan bermata 25 mm, 50 mm. Kami kira jelas di sini bahwa papan bermata adalah papan yang memiliki ukuran tertentu, baik lebar maupun tebal, dan tidak memiliki kulit kayu, atau, seperti yang biasa mereka katakan, tanpa menyusut.

Perhitungan balok
Kami akan memulai perhitungan dengan mengukur diameter log, dan kami memilikinya, misalnya, 30 cm, atau, untuk kenyamanan perhitungan, kami menerjemahkannya ke dalam milimeter, itu akan menjadi 300 mm. Karena kita harus mendapatkan balok 150 mm, maka kita ambil 300 mm dan kurangi 150 mm, sisanya kita dapatkan 150 mm, yang akan masuk ke papan.
300 - 150 = 150

Kami mengurangi 5 mm dari tepi atas dan bawah dari diameter log per pelat, yaitu, kami akan membagi 150 mm yang tersisa menjadi papan, kami mendapatkan 150 minus 5 dan minus 5, sisanya kami mendapatkan 140 mm.
150 - 5 - 5 = 140
Saat mengurangkan pelat, perlu memperhitungkan ketidakrataan log, karena pantat lebih besar dari diameter atas, yaitu, adalah mungkin untuk mendapatkan pelat dengan berbagai ukuran, dan kami akan memilikinya 25 mm .
Mari kita kembali ke diameter log 300 mm. Dari tepi atas, seperti dijelaskan di atas, kurangi 5 mm, kami mendapatkan 295 mm. Dan untuk nilai numerik ini kami menambahkan pelat 25 mm ditambah 2 mm per potong, kami mendapatkan 322 mm. Dan dengan inilah penggergajian kayu menjadi balok akan dimulai.
300 - 5 = 295, 295 + 25 + 2 = 322

Perhitungan papan
Setelah croaker dilepas, kami dibiarkan dengan residu bersih 140 mm. Kami membaginya menjadi dua dan mendapatkan 70 mm di setiap sisi log.
140 / 2 = 70
Kami melihat di atas, di mana kami menentukan perkiraan ukuran bahan yang dibutuhkan selain kayu. Kami memiliki papan 25 mm, 30 mm dan 40 mm. Dan di sini kita mulai perhitungannya.
Kami mengambil 70 mm kami dan memperkirakan dengan mempertimbangkan potongan, 40 mm ditambah 2 mm kami mendapatkan 42 mm, hingga 70 28 mm tidak cukup. Nah, di sini kami pikir jelas bahwa papan berikutnya akan menjadi 25 mm, 25 mm ditambah 2 mm, kami mendapatkan 27 mm. Jadi kita dapatkan, 42 mm ditambah 27 mm, 69 mm.
40 + 2 = 42, 70 - 42 = 28, 25 + 2 = 27, 42 + 27= 69

Timbul pertanyaan, di mana harus meletakkan 1 mm lagi, semuanya sangat sederhana. Kami membuat empat potongan pertama dengan ukuran yang ketat, dan setelah membalik log, kami mencuri 1 mm ini ke pelat. Pada akhirnya, semuanya keluar sesuai dengan perhitungan kami.
Berdasarkan perhitungan ini, kami mendapatkan gergaji kereta di tengah batang kayu.
Perhitungan bahan pemotongan
Untuk mendapatkan bahan bermata, serta menggergaji balok kayu lebih lanjut menjadi balok, itu dilakukan dengan memutar kereta meriam yang dihasilkan sebesar 90 derajat. Perhitungan berlangsung dalam urutan yang sama seperti yang dijelaskan di atas. Tapi mari kita segera perhatikan, jika kita memulai perhitungan, kita mendapatkan 20 mm, yang tidak kita butuhkan, karena kurangnya dimensi yang diberikan.
70 - 50 = 20
Apa yang harus dilakukan dalam kasus ini, sekarang kami akan menjelaskan. Seperti dijelaskan di atas, kami memiliki 5 mm per slab, kami akan menggunakan ini dan menambahkan 25 mm hingga 50 mm dari material bermata kami, ditambah secara alami 2 mm per potongan.
50 + 20 + 5 + 2 = 78
Kami mendapatkan pelat 25 mm dan papan kosong 50 mm, persis seperti yang kami butuhkan, serta kayu berkualitas 150 x 150.

Untuk mendapatkan ukuran material yang berbeda, perlu untuk meletakkan milimeter yang hilang pada pelat, tetapi pada saat yang sama mendistribusikannya secara merata di kedua sisi.
Dengan demikian, perhitungan dan penggergajian kayu gelondongan menjadi balok pada penggergajian pita dilakukan. Kami berharap semoga sukses untuk semua penggergajian kayu pemula dalam tugas yang sulit ini, dan yang utama adalah jangan membuat kesalahan dalam perhitungan.
Seringkali ada kebutuhan untuk mendapatkan balok bagian persegi panjang dari batang kayu. Untuk melakukan ini tidak begitu sulit.
Jika Anda sudah tahu cara memotong kayu dengan benar, maka mengukir balok untuk Anda juga tidak sulit. Hal utama pada saat yang sama adalah menandai log dengan benar untuk mendapatkan balok dengan ukuran yang diinginkan.
Kami telah mempertimbangkan untuk memotong log menjadi dua sisi dalam artikel tentang persiapan log.
Mari kita lihat sekarang cara mengukir balok persegi panjang atau persegi dari batang kayu.
Menandai log untuk mendapatkan balok persegi panjang
Saat menandai, Anda harus berhati-hati dan memperhitungkan bahwa diameter pantat dan bagian atas berbeda. Karena itu, yang terbaik adalah mulai menandai dari ujung dengan diameter yang lebih kecil.
Jangkar log dengan cara apa pun yang Anda suka, seperti yang dijelaskan dalam artikel tentang menyiapkan log.
 Gambarlah sebuah lingkaran, lalu tandai diameternya dalam bentuk garis vertikal yang menghubungkan titik atas lingkaran dengan titik bawah. Untuk bekerja, gunakan kompas pertukangan khusus dengan ujung logam yang mengeras.
Gambarlah sebuah lingkaran, lalu tandai diameternya dalam bentuk garis vertikal yang menghubungkan titik atas lingkaran dengan titik bawah. Untuk bekerja, gunakan kompas pertukangan khusus dengan ujung logam yang mengeras.
Diameter yang dihasilkan harus dibagi menjadi tiga segmen yang sama dan garis tegak lurus yang ditarik melalui ujungnya sehingga berpotongan dengan lingkaran.
Setelah itu, hubungkan titik potong dengan lingkaran untuk membuat persegi panjang.
Aspek rasio yang paling disukai adalah 5:7, yaitu 10:14, 15:25, 20:28, dst. - ini akan menjadi bagian yang menguntungkan.
Menandai log untuk mendapatkan bilah persegi
Dalam beberapa kasus, diperlukan untuk mendapatkan batang persegi. Dalam hal ini, lingkaran dibagi dengan dua diameter yang saling tegak lurus, setelah itu titik-titik perpotongan diameter dengan lingkaran dihubungkan oleh garis lurus.
Semua operasi dasar untuk menandai ujung batang kayu untuk mendapatkan balok persegi panjang dan persegi ditunjukkan pada gambar di bawah ini.

Operasi dasar untuk memotong balok dari log
Garis besar pertama sumbu pusat (diameter).

Kemudian tandai ujung log seperti dijelaskan di atas.
Setelah itu, di sepanjang batang kayu yang ditandai dari ujungnya dengan bantuan tali kapur, garis-garis trotoar digariskan.

Untuk melakukan ini, kabelnya dipasang di sepanjang tepi kait log yang dibuat dengan kapak, sehingga kabelnya diregangkan. Setelah itu, tali ditarik sedikit ke belakang, seperti tali busur, dan dilepaskan. Menekan batang kayu, kabelnya meninggalkan garis. Garis ini akan digunakan untuk memotong.

Pertama, di sisi yang dipahat, setelah 20-40 sentimeter, takik dibuat dengan kapak, tidak mencapai garis pemotongan beberapa milimeter.

Setelah itu, potongan kasar dibuat dengan kapak, menghilangkan lapisan utama kayu, bergerak dari takik ke takik. Ketika lapisan utama kayu yang akan disingkirkan, permukaan yang akan dipahat dibersihkan baik dengan tebasan kapak yang rapi atau dengan gunting.

Saat ini, kayu jarang dipahat dari batang kayu dengan kapak. Untuk melakukan ini, ada garis penggilingan dan canter yang menghasilkan kayu dalam skala industri. Namun, saat membangun bak mandi, Anda mungkin menghadapi situasi di mana Anda perlu mengukir permukaan datar pada satu atau lebih sisi balok kayu. Oleh karena itu, Anda perlu mengetahui teknik dasar untuk mengukir balok dari balok atau menskalakan balok untuk 1-2 tepi.
Dalam pembangunan bak mandi, alat-alat listrik dan bensin genggam saat ini banyak digunakan. Jika Anda membuat pesawat dengan gergaji mesin, maka urutan operasinya akan sama - menandai, takik di sepanjang sisi yang dipahat, menghilangkan lapisan kayu secara kasar, dan baru kemudian menyempurnakan garis potong dengan kapak atau kapak. perencana listrik.
Sekarang Anda tahu cara memotong kayu cara mengukir balok dari batang kayu. Di artikel lain, kita akan berbicara tentang cara membuat alur yang benar pada balok atau balok kayu, cara melihat pohon dengan benar, cara merencanakan papan dan balok.
Publikasi terbaru:
Bahkan oven bata yang ditata dengan benar perlu diperbaiki seiring waktu. Suhu tinggi, pelanggaran traksi, kerusakan mekanis pada pasangan bata - semua ini mengarah pada munculnya cacat yang perlu dihilangkan. Bagaimanapun, traksi yang baik dan tidak adanya retakan di dinding - ...
Halo pembaca dan pelanggan blog yang terhormat, Andrey Noak menghubungi Anda! Hari ini saya akan bercerita tentang hasil kayu saat menggergaji kayu bulat.
Parameter ini merupakan salah satu indikator terpenting dalam. Efisiensi penggergajian hutan tergantung pada indikator ini. Banyak pemula secara keliru percaya bahwa semakin tinggi rasio ini, semakin baik.
Faktanya, ini tidak selalu terjadi, sebagian besar ahli mengetahuinya, tetapi diam. Saya ulangi sekali lagi - persentase hasil kayu yang tinggi per meter kubik kayu tidak selalu baik.
Saya menjelaskan secara rinci mengapa demikian dalam buku saya "Organisasi penggergajian di perusahaan modern", tetapi untuk pembaca saya akan sedikit membuka tirai tentang masalah ini di akhir artikel.
Ini benar-benar e-book yang unik, pasti tidak ada buku seperti itu di Rusia :-)!!! Ini memberikan informasi kolosal sederhana yang diperoleh dengan pengalaman pribadi sebagai teknolog dalam produksi skala besar.

Persentase kayu bulat
Dihitung dengan rumus:
Kout \u003d Vpil / Vbr
Di mana Ke, % - persentase hasil kayu.
vpil, m3 - volume kayu yang diperoleh. Dihitung:
Vpil = L*H*B*n1+L*H*B*n2 + ...
- di mana L adalah panjang nominal kayu jadi;
- H - ketebalan papan;
- B - lebar papan;
- n adalah jumlah papan dari setiap ukuran.
Vbr, m3 - volume log dari mana kayu diperoleh. Itu ditentukan oleh kapasitas kubik, yang mungkin.
Persentase kegunaan kayu gergajian dalam produksi dihitung untuk setiap diameter hutan dan untuk setiap teknologi penggergajian.
Mengapa persentase manfaat tergantung pada diameter kayu gergajian?
Ini sangat sederhana, semakin sedikit potongan untuk mendapatkan kayu, semakin tinggi persentasenya. Tentu saja, itu juga tergantung pada kegunaannya, tetapi sekali lagi saya akan mengatakan bahwa sangat penting berapa banyak gergaji yang Anda keluarkan untuk mendapatkan papan. Biasanya, papan kecil kecil digergaji dari hutan kecil, dan kayu, papan tebal digergaji dari kayu besar.
Kinerja yang sangat baik di perusahaan dalam produksi kayu, memiliki indikator cubature yang baik, kecepatan penggergajian maksimum (karena gergaji lebih sedikit) dan alat pemotong membutuhkan minimum.
Di bawah ini adalah perkiraan diameter dengan tingkat konsumsi:
- 12 - 16 cm - keluaran 45 - 50%;
- 18 - 22 - rata-rata 52%
- 24-26 - sekitar 57%;
- 28 - 40 - ini adalah hutan kayu bulat dan indikator terbaik digunakan saat menerima balok - 66%;
- 42 - 60 - pada kisaran ini terjadi penurunan persentase papan yang keluar dari kayu. Karena papan dan balok yang tidak begitu besar sudah diperoleh dari kayu ini, dan oleh karena itu jumlah pemotongan dengan gergaji menjadi beberapa kali lebih banyak.

Tingkat konsumsi ini bersifat indikatif dan berlaku untuk memperoleh kayu seperti:
- 25*150*6,0;
- 35*150*6,0;
- 50*150*6,0;
- 180*180*6,0;
- 200*200*6,0.
Berdasarkan jenis peralatan, standar ini dapat diterapkan pada penggergajian pita, pada rangka penggergajian dan peralatan gergaji bundar.
Cara untuk meningkatkan rasio
Ada trik teknologi, yang saya bicarakan sebagian. Tetapi seperti yang mereka katakan, pengulangan adalah ibu dari pembelajaran, berikut adalah beberapa di antaranya:
- Penggunaan kayu komersial yang lebih pendek;
- Penggunaan program khusus tentang hal itu. Singkatnya, kami dapat mengatakan bahwa Anda perlu menggunakan program untuk menemukan biaya optimal papan yang diperoleh dari log. Di satu sisi, hasil berguna yang tinggi adalah kapasitas kubik yang besar, dan di sisi lain, angka yang tinggi berarti memperoleh volume kayu berkualitas rendah yang lebih besar.
- Penggunaan mata gergaji yang lebih tipis karena gergaji bundar double-spindle, penggunaan solder stelite.
- Gunakan berdasarkan diameter, breed, cacat.
Dan sekarang lebih detail tentang segalanya. Semakin pendek kayu, semakin tinggi persentase kayu gergajian. Di Eropa, mereka sangat menyadari hal ini dan oleh karena itu di sana garis potong dihitung pada 1,5 - 2 meter. Pabrik penggergajian kami hanya bisa memotong kayu sepanjang 4 meter.
Dengan bantuan program, kami menghitung pengiriman kami untuk setiap musim dalam produksi, meningkatkan jumlah kayu berkualitas rendah selama periode permintaan (musim panas, musim gugur), dan meningkatkan jumlah nilai yang lebih tinggi selama periode permintaan meningkat. (musim dingin, bagian dari musim semi).
Tentang penggunaan mata gergaji dengan karakteristik terbaik, saya pikir semuanya jelas. Kualitas alat potong yang dihasilkan juga perlu dipantau. Pada bingkai dan gergaji bundar, Anda harus terus memantau keberadaan semua sudut penyolderan, penajaman untuk setiap musim, dan penggulungan pada kedua jenis gergaji.
Penyortiran memungkinkan log dipisahkan berdasarkan diameter, cacat, dan cacat. Misalnya, dengan busuk di inti, maka log disortir dan digergaji menjadi kayu, bukannya diubah menjadi kayu. Atau sebaliknya, jika gubal busuk, tetapi balok keluar dari bagian tengah, dan balok adalah balok - kami menyortirnya untuk digergaji menjadi balok. Demikian pula, Anda perlu berpikir dalam hal kebiruan dan kelengkungan.
Perkiraan hasil menurut varietas
Dalam hal varietas, situasinya cukup menarik. Ternyata persentase output produk premium tergantung pada faktor-faktor berikut:
- Koefisien perolehan kayu gergajian dari kayu bulat. Kelas tidak tergantung secara langsung, tetapi secara tidak langsung. Faktanya adalah bahwa setelah beberapa jenis rata-rata emas, semakin banyak papan yang kita dapatkan dari satu meter kubik, semakin tinggi jumlah kayu bermutu rendah dengan semakin berkurang;
- Semakin besar diameternya, semakin tinggi peluang untuk mendapatkan papan berkualitas lebih tinggi;
- Adanya cacat kayu, seperti kelengkungan, busuk, biru dan lainnya, semakin kecil, semakin tinggi persentase mendapatkan papan berkualitas tinggi;
- Semakin pendek produk jadi, semakin tinggi persentase mendapatkan papan berkualitas tinggi.
Dan sekarang mari kita perkirakan, kira-kira berdasarkan diameter, persentase perolehan kayu kelas satu dari total volume papan yang diterima. Untuk melakukan ini, saya membuat semuanya dalam bentuk meja kecil.
Tabel 1 - keluaran papan saat menggergaji kayu bulat
Bagaimana persentase produksi kayu tergantung pada teknologi penggergajian?
Selain diameter, grade, cacat (lengkungan) dan panjang, persentase keluaran papan tergantung pada teknologi penggergajian kayu dan jenis peralatan.
Ada dua jenis teknologi penggergajian:
- Pemotongan individu, persentase output yang berguna mendekati 75%;
- Pemotongan kelompok, tergantung pada parameter lain, hasil yang bermanfaat juga dapat mencapai 70%.
Dan peralatan untuk menggergaji bisa sebagai berikut:
- Band sawmill, mereka menghasilkan produk gergajian dengan tingkat konsumsi kayu minimal;
- Pabrik penggergajian ban menghasilkan kayu dengan konsumsi yang terlalu tinggi saat menggergaji kayu gelondongan, karena rantainya jauh lebih tebal daripada pita.
- . Pada peralatan jenis ini, tidak cukup nyaman untuk memproses kayu tipis. Oleh karena itu, digergaji terutama dari diameter 20 - 22 cm;
- Garis penggilingan. Jenis peralatan ini memiliki kelebihan dan kekurangan pada satu orang dibandingkan teknologi lainnya. Dia hanya melihat kayu yang sudah disortir;
- Peralatan gergaji bundar memotong sesuai dengan potongan individu - ini merupakan nilai tambah yang besar untuk bahan yang dihasilkan, baik dalam kualitas maupun kuantitas.
Video Terkait
Dan sekarang saya akan menjawab mengapa hasil yang tinggi tidak selalu baik, tetapi semuanya sederhana dengan harga yang sangat tinggi, jumlah papan yang berkurang meningkat.
Ternyata kayu bermutu rendah dan biaya totalnya dari kayu bulat pada titik tertentu menjadi lebih rendah daripada biaya bahan berkualitas.
Ya, dan penerapan materi berkualitas rendah bisa lebih sulit.
Semoga berhasil dan sampai jumpa lagi, Andrey Noak bersamamu.
Dasar dari rumah kayu adalah rumah kayu, yang merupakan kotak yang dirakit dari kayu gelondongan atau kayu olahan. Log, diikat satu sama lain di sudut dengan "kunci", ditumpuk dalam baris horizontal, yang masing-masing disebut "mahkota". Agar stek dapat menopang berat struktur, teknologi produksi kayu gelondongan harus benar-benar diikuti. Untuk memastikan kecocokan elemen kontak yang paling ketat adalah tugas utama pembangun saat merakit rumah kayu dari kayu.
Mengetahui nuansa dasar dan fitur dari berbagai jenis log bergabung akan membantu Anda membuat pilihan yang tepat. Teknologi untuk memotong rumah kayu dari batang dan kayu berbeda dalam cara mengatur sudut, jika tidak, aturannya sama.
Penampilan rumah kayu tergantung pada bagaimana rumah kayu ditebang - dengan atau tanpa residu. Jika rumah kayu memiliki sudut dengan ujung yang pas, kemudian dilipat dengan cara "tanpa residu", jenis kunci semacam itu disebut "di kaki". Jika batang kayu menonjol di luar dinding, metodenya adalah "dengan sisa" (di Rusia disebut "di oblo"), jenis kastil adalah "mangkuk".
Alat utama untuk memotong kabin kayu dari kayu adalah kapak (pertukangan atau kapak). Saat bekerja dengan kapak, cincin kayu yang terbuka selama proses pemotongan macet, yang sampai batas tertentu melindunginya dari efek faktor eksternal.
Saat menggunakan gergaji mesin, potongan samping kayu di rumah kayu halus, pori-pori kayu terbuka dan dapat diakses oleh fenomena atmosfer, yang mengarah pada pembusukan yang cepat. Rumah kayu "di kaki" akan bertahan lebih lama jika dilapisi.
Kedua jenis kunci - baik "mangkuk" dan "kaki" - memiliki opsi yang berbeda.
Log kabin "ke dalam mangkuk"(dengan sisa)
Mangkuk sederhana ditebang di mahkota bawah rumah kayu. Desain mangkuk semacam itu adalah alur memanjang yang memiliki bagian setengah lingkaran.
Kunci "mangkuk" dengan potongan punggungan di bagian bawah, yang dirancang untuk memastikan kekuatan sambungan sudut dan menutup rumah kayu.
Kastil "Kurdyuk" memiliki potongan paku di log mahkota bawah, yang dimasukkan ke dalam alur yang dibuat di log atas. Jenis kunci ini sulit untuk dipotong, tetapi paling dapat diandalkan.
itu ditebang di log yang terletak di atas, dan, seolah-olah, "membanting" bagian bawah - maka nama "dalam gesper".
Kastil "di okhlop" memiliki beberapa varietas, yang didasarkan pada elemen yang sama seperti di "mangkuk": sisir dan ekor gemuk. Tergantung pada opsi penggunaannya, kuncinya disebut "penutup dengan sisir", "penutup dengan ekor gemuk (duri)" dan "penutup dengan lambang dan ekor gemuk (duri)".
Mereka digunakan, sebagai suatu peraturan, dalam konstruksi bangunan untuk keperluan rumah tangga, karena kepadatan sambungan tidak mencukupi untuk bangunan tempat tinggal. Ini adalah kunci yang rumit, ditebang menjadi dua batang (atas dan bawah), oleh karena itu disebut ganda. Hanya ada dua jenis kastil: "okhryap" sederhana dan "okryap dengan ekor gemuk (duri)".
Kunci kabin kayu "di kaki" (tidak ada residu)
Kabin kayu tanpa jejak disebut bangunan seperti itu, ujung-ujungnya berada di tingkat dinding. Log atau balok dalam hal ini dihubungkan dengan kunci tipe "kaki". Sambungan ini tidak berbeda dalam kekuatan besar dan isolasi termal yang baik. Untuk masa inap yang nyaman setiap saat sepanjang tahun, rumah kayu seperti itu harus menghadap dari luar.
Koneksi di kaki: 1 kaki lurus dengan takik; Cakar 2-miring (pas); 3-kaki miring dengan takik
"Cakar" bisa lurus, miring ("pas") dan miring dengan takik (alur).
Jenis lain dari kunci kabin kayu
Jenis utama pondok kayu dan kastil telah dijelaskan di atas. Selain itu, ada banyak cara lain untuk membangun rumah kayu yang memiliki asal dan fitur berbeda.
Pemotongan kait
Penebangan kait adalah metode struktural sambungan sudut kayu yang agak rumit, yang ditandai dengan peningkatan kekuatan. Jenis pengikat ini memiliki dua varietas.
Dalam kasus pertama, mangkuk dipotong menjadi ketebalan log. Di ujung log, semacam kait diperoleh, yang dengannya log dihubungkan. Koneksi semacam itu menjamin ketahanan angin mutlak dari sudut.
Sambungan kait: 1-dinding dibulatkan ke dalam; 2 - dinding di dalamnya rata.
Ciri khas dari opsi kedua adalah, karena balok kayu yang dipahat di satu sisi, dinding di dalam gedung menjadi halus. Berkat ini, area berguna ruangan meningkat secara signifikan.
Rumah kayu Finlandia
Mangkuk Finlandia (alur Finlandia)
Memotong rumah menurut teknologi Finlandia mirip dengan "mangkuk" Rusia. Perbedaannya terletak pada radius alur intervensi (harus lebih kecil dari radius mangkuk) dan konfigurasinya. Alur Finlandia memiliki dua "paku" di bagian bawah, dan alur dibuat di atas. Akibatnya, mahkota pas satu sama lain, tiupan dinding berkurang. Sealant mezhventsovy sepenuhnya berada di dalam alur, dan tidak di luarnya, dan tidak terkena kelembaban, yang menyebabkan kerusakan pada kayu.
Orang Swediakunci
Kabin Swedia pada dasarnya berbeda dari yang lain, pertama-tama, dari penampilannya - estetis dan sangat kreatif. Hexagon - ini adalah bentuk ujung batang kayu. Mangkuk, masing-masing, tidak bulat, tetapi berbentuk trapesium. Memotong rumah kayu Swedia sangat padat karya, jadi itu dilakukan ketika ada kebutuhan untuk sudut-sudut indah yang tidak biasa.
Penebangan Norwegia adalah teknologi yang banyak digunakan di negara-negara Skandinavia - Finlandia, Swedia, Norwegia. Oleh karena itu, nama penebangan "Norwegia" dan "Skandinavia" identik.
Kereta (semi-balok) - bahan bangunan dari mana bingkai Norwegia dibuat. Kereta adalah batang pinus tebal yang dipahat di kedua sisi. Sambungan sudut "Kastil Norwegia" atau "rumah kereta" adalah salah satu teknologi paling andal untuk membangun rumah kayu.
Ciri khas kastil Skandinavia adalah bagiannya yang berbentuk baji. Paku dalam bentuk irisan, dipotong di log atas, saat merakit rumah kayu, "duduk" di alur yang dibuat di log bawah. Dari luar, desainnya terlihat seperti sadel.
Rumah kayu bergaya Skandinavia terlihat monumental dan rapi. Log tebal mengurangi jumlah mahkota, oleh karena itu, rumah kayu memiliki "jembatan dingin" yang jauh lebih sedikit.
Dinding halus di dalam ruangan membuat interior rumah Skandinavia sangat bergaya.
Penebangan kabin kayu di Kanada adalah teknologi yang mirip dengan Skandinavia: sambungan sudut dibuat seperti kunci Norwegia dengan paku berbentuk baji. Kayu bulat digunakan, di mana cangkir trapesium dipotong. Insulasi segera terputus saat meletakkan agar air tidak masuk ke dalamnya. Hasilnya adalah dinding tanpa celah dan celah yang terlihat seperti susunan yang kokoh.
Versi sederhana dari penebangan Kanada adalah penebangan "di pelana". Karena tidak adanya paku dan alur untuk itu (fitur khas dari jenis pemotongan ini), keketatan sudut berkurang secara signifikan, yang membuat bingkai berumur pendek.
Log rumah "ke tiang" ("ke zabir")
Teknologi konstruksi kayu kuno ini jarang digunakan saat ini. Dengan cara ini, kabin kayu dipotong untuk bangunan utilitas. Prinsip perangkat rumah kayu jenis ini pada dasarnya berbeda dari semua yang tradisional. Log dengan paku di ujungnya ditumpuk di antara tiang yang digali secara vertikal dengan alur yang dipotong. Membuat rumah kayu "dalam tiang" tidak membutuhkan banyak waktu dan keterampilan khusus dari pembangun.
Jadi, kami memeriksa fitur pembuatan kabin kayu dari kayu gelondongan. Selain kayu gelondongan, jenis kayu lain digunakan dalam konstruksi rumah kayu - kayu. Rumah yang terbuat dari kayu, serta rumah kayu, memiliki dasar rumah kayu, tetapi sambungan sudut dibuat dengan cara yang sedikit berbeda.
Log kabin dari kayu
Klasifikasi jenis sambungan sudut saat memotong kabin kayu dari batang sama dengan untuk kabin kayu. Rumah kayu dari batangan bisa dengan sisa ("ke dalam mangkuk") dan tanpa sisa ("di kaki"), kunci memiliki nama yang sama: "di okryap", "di ekor gemuk", "di setengah pohon”. Satu-satunya nama yang tidak dapat digunakan adalah "in the oblo": balok berbentuk persegi panjang dan tidak mungkin untuk membuat potongan bulat (ditiup) di dalamnya.
Namun, ada metode pemotongan sudut yang unik untuk jenis bahan bangunan ini - "pada paku" (radikal atau plug-in).
Sambungan balok di rumah kayu (dengan atau tanpa residu) disebut docking. Pertimbangkan metode utama docking.
Docking kayu dengan sisanya
"Di setengah pohon"
Koneksi "dalam setengah pohon"
Metode docking ini (paling sederhana) melibatkan pemotongan alur persegi panjang setengah dari ketebalan balok - itulah namanya.
"Ke ekor"
Paku tambahan memberikan dok batang yang kuat dan andal. Untuk pelaksanaan kualitas sambungan jenis ini, tukang kayu dengan tingkat keterampilan yang tinggi diperlukan.
"Okhryap"
Koneksi di mana tugas utamanya adalah menghitung lebar jumper dengan benar. Saat bekerja dengan balok, karena geometri standarnya, pemotongan dapat dilakukan menggunakan templat (tidak seperti bekerja dengan balok kayu). Penggergajian tanpa kesalahan berkontribusi pada percepatan pekerjaan yang signifikan.
Docking kayu di sudut tanpa residu
Dalam pembangunan rumah dan pemandian dari kayu tanpa bekas, jenis kunci tradisional adalah "setengah pohon" (dengan tepi sejajar yang rata), dan "di cakarnya" (dengan tepi yang berbentuk trapesium). Jenis koneksi kedua sedikit lebih rumit, tetapi menjamin perlindungan sudut yang lebih besar dari angin.
Sambungan balok: a - di setengah pohon, b - di kaki
Koneksi berduri (di sudut yang hangat)
Dengan metode menggergaji balok ini, paku yang dimasukkan ke dalam alur melindungi sudut dari pembekuan dan tiupan karena penguncian udara yang dihasilkan. Sambungan kayu "di sudut yang hangat" dengan sendirinya menjamin tidak adanya retakan, dan tambahan yang efektif adalah meninju semua sambungan dengan rami.
Memotong "ke sudut yang hangat" adalah metode penyambungan balok yang paling umum digunakan di Rusia.
paku lurus
Koneksi di sudut yang hangat - lonjakan lurus
Paku lurus digunakan dalam konstruksi bangunan dengan dinding yang sama dengan panjang kayu. Saat memotong rumah kayu, harus diingat bahwa ukuran alur ditentukan oleh ukuran paku, yaitu, perlu untuk menjaga keseimbangan. Jika paku besar, maka alurnya, masing-masing, juga harus sama. Alur yang terlalu dalam dapat melemahkan balok, yang akan mempengaruhi kekuatan sambungan, sehingga perhitungan yang cermat harus dilakukan sebelum penebangan.
Sudut yang dirancang dengan baik menahan angin dan beban lainnya dengan baik.
Keseragaman penyusutan rumah kayu dari balok menjamin pelestarian bagian balok yang lemah di sudut.
setengah pas
Koneksi di sudut yang hangat - setengah pas
Ciri khas dari jenis kunci ini adalah paku selebar 5 cm, berbentuk kerucut. Kerucut menahan palang dengan aman, yang membuat bingkai lebih tahan lama. Batas ukuran duri diatur agar selama proses penyusutan, balok yang dibuat alurnya tidak retak.
Membuat stud setengah pas tidak terlalu sulit bagi seorang spesialis. Untuk mempercepat pekerjaan, Anda dapat menggunakan templat. Sambungan semacam itu digunakan ketika panjang dinding melebihi panjang balok.
Lonjakan sudut berbentuk segitiga jarang digunakan, karena simpulnya kurang tahan lama, meskipun tidak ada slot tembus di dalamnya. Teknologi untuk menggergaji paku sudut tidak berbeda dari yang disebutkan di atas. Seorang tukang bangunan yang ahli dengan gergaji mesin hanya perlu memutar sedikit bannya untuk mendapatkan sambungan semacam ini.
Teknologi bingkai-balok
Teknologi ini mirip dengan metode yang dijelaskan di atas untuk menebang pondok kayu "menjadi tiang" ("ke pagar").
Bingkai adalah rak vertikal dengan alur. Batang dengan paku siap pakai dengan bentuk yang diinginkan di ujungnya ditumpuk di atas satu sama lain. Paku yang dimasukkan ke dalam alur membuat sudut kedap udara dan dapat diandalkan. Karena sambungan itu sendiri tidak terlihat, strukturnya memiliki tampilan yang sangat rapi.
Penggunaan satu templat untuk semua paku memberikan keuntungan yang signifikan dalam waktu pembuatan rumah kayu dan kemudahan pemasangannya.
Memperbaiki rumah kayu
Poin yang sangat penting dalam konstruksi kabin kayu, baik kayu maupun kayu, adalah pengikatan elemen satu sama lain. Kebutuhan akan prosedur ini dijelaskan dengan sangat sederhana: pohon mengering seiring waktu, akibatnya batang kayu dan balok dapat berubah bentuk atau berputar. Mahkota kayu yang dilemparkan ke arah yang berbeda bukanlah pemandangan yang menyenangkan. Nah, tinggal di gedung seperti itu (sudah sulit menyebutnya rumah) tidak bisa dibicarakan sama sekali.
Apa yang dikumpulkan?
Elemen pengikat adalah logam dan kayu.
Perlu segera dicatat bahwa paku tidak digunakan dalam konstruksi rumah kayu gelondongan! Hanya kayu laminasi terpaku yang tidak kering yang dapat diikat dengan kancing logam.
Dalam semua kasus lain, bingkai dipasang pada pengencang kayu - pasak dan pasak.
Pendekatan ini dikemukakan oleh fakta bahwa pengeringan kayu hanya akan "menggantung" pada kancing logam yang tidak berubah ukuran, akibatnya celah besar muncul di antara mahkota.
"Nagel" dalam bahasa Jerman berarti paku. Dalam praktiknya, ini adalah batang panjang bulat, segitiga atau persegi. Dalam konstruksi rumah kayu, pasak bundar digunakan. Pena persegi dan segitiga lebih rumit dalam pelaksanaannya, oleh karena itu lebih jarang digunakan.
Batang dengan diameter 25-30 mm dipalu ke dalam lubang bor dengan diameter 1-2 mm lebih kecil. Untuk pembuatan pasak, kayu keras diambil - cemara, ek atau birch. Ada persyaratan tertentu untuk jenis pengikat ini - kadar air kayu tidak lebih dari 12%, tidak adanya simpul atau cacat lainnya, perawatan dengan antiseptik adalah wajib. Kepatuhan terhadap standar ini menjamin kekuatan seluruh struktur.
Panjang pasak tergantung pada penampang balok. Rumus untuk menghitung panjangnya sangat sederhana: tinggi tiga batang (mahkota) dikalikan dengan 0,8.
Perakitan rumah kayu pada pasak kayu dilakukan dengan urutan sebagai berikut: pertama, 2-3 mahkota bawah diikat, kemudian dua baris yang diletakkan di atas dipasang pada balok atas atau balok kayu dari bundel pertama. Algoritma semacam itu dipertahankan hingga akhir perakitan rumah kayu, yaitu, hingga "pendakian" penuh.
Penataan pasak untuk rumah kayu dilakukan dengan cara ini: di bundel bawah, pasak pertama dipasang di tengah kayu pada jarak 200-600 milimeter dari tepi (ujung), berikutnya - setelah 1,5-2 meter. Pada tandan kedua, pin dipalu dalam pola kotak-kotak relatif terhadap yang sudah dipasang. Sangat penting untuk mengamati urutan kotak-kotak - pasak tidak boleh jatuh satu sama lain!
Lubang untuk pin dibor hingga kedalaman yang sedikit lebih besar dari panjang batang - selama penyusutan, batang kayu atau batang harus "duduk" di tempatnya, dan tidak menggantung di dudukan.
Pengrajin berpengalaman menggunakan sedikit trik saat bekerja dengan pasak. Misalnya, untuk membuat kedalaman lubang yang sama, dasi dibuat pada bor dengan selotip atau selotip berwarna, yang membantu menavigasi. Atau mereka menggunakan oli mesin (berolahraga) untuk kelancaran masuknya batang ke dalam alur - pukulan ekstra dapat menyebabkan keretakan kayu. Upaya dan arah benturan yang benar-benar vertikal pada dowel selama mengemudi harus dikontrol.
Pin asli mahal. Tetapi dijual ada berbagai kayu dari mana mereka dapat dibuat. Pilihan paling murah adalah papan "elit" kering tanpa cacat, digergaji dan dipotong menjadi batangan dengan ukuran yang diinginkan.
Alternatif yang cocok adalah stek siap pakai dengan diameter yang sesuai (untuk pel atau garu) - Anda hanya perlu melepas simpul dan memotongnya menjadi potongan-potongan dengan panjang yang dibutuhkan.
pasak
Dowels adalah analog dari dowels. Tetapi dimensi pasak sedemikian rupa sehingga mereka hanya dapat mengikat beberapa batang kayu (mahkota). Pengeboran lubang tambahan di bagian bawah dan atas kayu gelondongan membutuhkan waktu dan ketelitian tertentu. Memasang mahkota pada pasak adalah pekerjaan yang cukup sulit. Untuk alasan ini, perakitan kabin kayu dari kayu gelondongan atau kayu ke pasak adalah metode yang tidak populer.
Fitur desain rumah kayu
Teknologi konstruksi rumah kayu memiliki karakteristiknya sendiri terkait dengan kualitas spesifik bahan bangunan - kayu. Penyusutan, penyusutan, paparan lingkungan eksternal - indikator ini hanya melekat pada struktur kayu. Oleh karena itu, selama konstruksi, teknik khusus digunakan, tanpa menggunakan balok kayu yang ditumpuk di atas satu sama lain tidak akan menjadi rumah kayu (dasar sebuah rumah).
Log yang disiapkan a - potongan kompensasi, b - alur bulan
Alur memanjang
Rumah kayu harus dipotong sedemikian rupa sehingga tidak ada celah di dinding. Ini membutuhkan pemotongan alur memanjang.
Lebar alur tergantung pada kondisi iklim di mana bangunan tempat tinggal sedang dibangun. Suhu musim dingin, mencapai 30 ° di bawah nol, tidak mengerikan jika lebarnya lebih dari 12 sentimeter. Jika embun beku mencapai tanda 40 derajat ke bawah, lebar alur harus 14 cm.
Alur setengah lingkaran, juga disebut "bulan", dipotong sepanjang seluruh panjang di bagian bawah log. Karena batang kayu diletakkan di atas, air hujan dan salju tidak dapat menembus ke dalam ruang intervensi.
Jari-jari alur bulan mempengaruhi kualitas kecocokan kayu gelondongan: ukurannya yang lebih kecil (dibandingkan dengan kayu gelondongan itu sendiri) memungkinkan Anda untuk meletakkan lapisan insulasi di ruang yang dihasilkan, yang ujung-ujungnya yang menonjol harus dilindungi dari kelembaban. Dalam kasus ketika diameter alur sama dengan diameter log, celah terbentuk di antara mahkota. Faktanya adalah bahwa, sebagai akibat dari penyusutan kayu yang tidak merata, mahkota tidak dapat duduk di tempat yang tepat sehingga sambungan disegel. Dinding seperti itu membutuhkan isolasi wajib.
Potongan kompensasi
Fitur desain ini melindungi kayu gelondongan di rumah kayu dari pembentukan retakan yang muncul di bawah pengaruh kelembaban. Kayu merupakan bahan alam yang sangat rentan terhadap pengaruhnya.
Tugas yang diberikan untuk pemotongan kompensasi (atau pembongkaran) adalah meminimalkan jumlah retakan, dan memberikan yang telah muncul satu arah.
Lakukan propil - salah satu operasi paling sulit - hanya bisa menjadi spesialis dengan pengalaman. Ini hampir seperti pekerjaan perhiasan, karena pemotongan harus dilakukan pada kedalaman tertentu (tidak lebih dari 1/3 diameter) dan seluruh panjang log, tanpa menyentuh kunci. Jika kesalahan sekecil apa pun dilakukan, luka itu bisa menjadi penghantar hawa dingin ke dalam rumah.
Kesimpulan
Tidak sulit untuk memilih metode yang tepat untuk membuat rumah kayu dari batangan atau kayu jika ada gagasan yang jelas tentang jenis rumah yang Anda butuhkan - musim dingin atau musim panas, besar atau kecil. Bagaimanapun, jika semuanya dilakukan sesuai dengan aturan dan tanpa kesalahan, itu akan menjadi bangunan yang benar-benar unik, karena pohon adalah hadiah alam yang sebenarnya!
Kayu adalah salah satu bahan bangunan paling umum di bumi, sejak berabad-abad yang lalu. Rumah, pemandian, gereja dibangun dari kayu, pondok elit dan bangunan sementara didirikan. Di mana-mana dan ketersediaan kayu memberikan bahan ini daya tarik yang meningkat di mata pengembang.
Portal kami telah menceritakan secara rinci, dan. Kami melanjutkan rangkaian artikel yang kami mulai.
Jadi, dari materi kami, Anda akan belajar:
- Cara membuat log yang hangat dan nyaman.
- Cara menghitung ketebalan dinding yang dibutuhkan.
- Fitur apa yang perlu Anda perhatikan saat memilih lebar alur.
- Apa saja jenis-jenis pemotongan.
- Nuansa apa yang perlu Anda ketahui sebelum memulai pembangunan rumah kayu.
Perhitungan ketebalan dinding rumah kayu dan diameter kayu
Apakah akan hangat di rumah kayu jika diameter batang kayu 25, 30, 35 atau lebih cm Ini adalah salah satu pertanyaan utama yang harus ditanyakan oleh setiap pengembang yang ingin membangun rumah dari kayu gelondongan atau bulat. Setuju bahwa tidak masuk akal jika nanti ternyata ketebalan dinding tidak cukup untuk bertahan dengan nyaman di musim dingin yang keras. Mengisolasi rumah dari luar atau dari dalam juga bukan pilihan: semua estetika kayu akan hilang. Tetap memanaskan rumah kayu secara intensif dan meningkatkan biaya energi atau menghitung sebelumnya ketebalan dinding yang cukup sehubungan dengan wilayah tempat tinggal.
Di salah satu artikel kami sebelumnya, kami telah menjelaskan secara rinci tentang rumah batu. Pada pandangan pertama, tampaknya mudah untuk membuat perhitungan untuk rumah kayu - Anda perlu mengetahui ketahanan termal normal yang diperlukan dari dinding (R) di wilayah tempat tinggal Anda. Untuk melakukan ini, kami menemukan data ini di Internet. Sebagai contoh, untuk perhitungan yang disederhanakan(untuk Moskow dan wilayah Moskow) kami mengambil R = 3.0 (m² * ° ) / W.
Sekarang kita perlu mengetahui nilai sebenarnya dari ketahanan panas dari dinding yang terbuat dari batang kayu dengan diameter tertentu. Setelah itu, kita akan dapat mengetahui (berdasarkan perhitungan) apakah resistansi perpindahan panas memenuhi standar. Untuk melakukannya, gunakan rumus berikut:
R= d/λ, dimana:
d adalah ketebalan bahan;
- koefisien konduktivitas termal bahan W/(m·°C).
Di sinilah perangkap pertama terletak. Koefisien konduktivitas termal kayu (λ) disajikan pada tabel berikut:

Seperti yang Anda lihat, ini berisi tiga nilai. Yang mana yang harus diambil, dan apa artinya kondisi "normal" dan "basah"?

Hermes-sz pengguna FORUMHOUSE
Koefisien konduktivitas termal bahan (termasuk insulasi) sangat tergantung pada kelembabannya. Dan kelembaban operasional material tergantung pada zona iklim dan mode penggunaan ruangan.
Misalnya, konduktivitas termal pinus dan cemara (dalam keadaan kering) melintasi serat (energi panas dari rumah kayu padam melintasi batang kayu). ) adalah 0,09 W/(m °C). Dalam kondisi pengoperasian normal (A) dan selama pengoperasian di area lembab (B), konduktivitas termal material meningkat dan mencapai 0,14-0,18 W/(m °C).
Jika material tergenang air, koefisien konduktivitas termalnya meningkat, dan ketahanan termal strukturnya menurun. Jadi, untuk perkiraan perhitungan mari kita ambil nilai berikut: bahan dinding adalah pinus, koefisien konduktivitas termal bahan (nilai rata-rata dalam kondisi operasi normal) adalah 0,15 W/(m °C).

Paling sering, koefisien konduktivitas termal bahan dan pemanas ditunjukkan dalam keadaan kering, mis. diperoleh dari tes laboratorium yang berbeda dari kondisi operasi yang sebenarnya. Ini harus diingat ketika membuat perhitungan independen.
Jadi, kami menemukan koefisien konduktivitas termal pohon. Tetap memilih ketebalan dinding yang ingin Anda hitung. Dan di sinilah letak perangkap kedua. Log ditumpuk di atas satu sama lain, mis. ada alur. Selain itu, tergantung pada diameter log (D), persyaratan pelanggan, lebar alur (H) berubah, dan karenanya lebar sebenarnya dari simpul ini dalam kaitannya dengan ketebalan log. Hubungan ini ditunjukkan pada gambar berikut.

Dapat dilihat bahwa dengan diameter log yang sama, tergantung pada fitur desain sambungan log, lebar alur dapat bervariasi. Oleh karena itu, tidak mungkin untuk hanya mengganti ketebalan log yang dipilih ke dalam rumus di atas. Kita membutuhkan beberapa common denominator yang dapat digunakan untuk perhitungan. Untuk mengatasi masalah ini, kami akan menggunakan pengalaman pengguna portal kami dengan nama panggilan zaletchik.

zaletchik pengguna FORUMHOUSE
Saya ingin tinggal di rumah kayu. Tidak ada gas di lokasi, dan itu tidak diharapkan. Wilayah tempat tinggal - wilayah Moskow. Ini berarti bahwa masalah pengurangan biaya pemanasan sangat akut. Saya akan memanaskan rumah dengan ketel berbahan bakar diesel. Data masukan ini memaksa saya untuk mempelajari sifat termofisika dari rumah kayu.

Pertama zaletchik menghitung karakteristik termal dengan menghitung nilai rata-rata ketebalan struktur penutup. Pendekatan ini tidak sepenuhnya benar, karena. kehilangan panas dianggap berbanding lurus dengan ketebalan dinding. Sebagai hasil dari brainstorming dan komunikasi dengan pengguna FORUMHOUSE, zaletchik membuat perhitungan yang lebih baik.

Untuk perhitungan yang benar dari konduktivitas termal dinding rumah kayu, saya menghitung ketebalan rumah kayu yang terbuat dari kayu, yang memiliki sifat insulasi termal yang sama dengan rumah kayu yang terbuat dari kayu dengan diameter tertentu (D) .
Meninggalkan di luar cakupan artikel rincian perhitungan, yang dapat ditemukan di topik, kami akan segera beralih ke koefisien yang diperoleh yang kami butuhkan untuk perhitungan.
Untuk nilai yang berbeda (H/D rasio ketebalan alur dengan diameter log) nilai yang sesuai dari (Heff*D rasio ketebalan balok dengan diameter log memiliki sifat perpindahan panas yang sama). Hasilnya dirangkum dalam sebuah tabel.
Agar lebih jelas, perhatikan contoh berikut. Misalkan diameter kayu gelondongan yang digunakan dalam pembangunan rumah kayu adalah 45 cm, lebar alurnya adalah 23 cm, maka: = 23/45 = 0,5. Sekarang kita temukan dalam tabel nilai yang sesuai dengan gambar yang diterima. Ini adalah 0,83. Selanjutnya, kami menemukan ketebalan dinding yang terbuat dari kayu, sehubungan dengan diameter batang kayu, yang memiliki sifat penghantar panas yang sama: 0,83 * 45 = 37,4 cm Konversikan ke meter - 0,374 m.
R = d/λ, dimana:
d adalah ketebalan bahan;
- koefisien konduktivitas termal bahan W/(m·°C). Dalam versi kami, kayu pinus berukuran 0,15 W/(m °C).
R = 0,374/0,15 = 2,49 (m²*°С)/W
Atau, Anda bisa menggunakan rumus ini:
R = D/λ, dimana:
- koefisien, diambil dari tabel di atas;
D - diameter log dalam m;
adalah koefisien konduktivitas termal kayu.
R \u003d 0,83 * 0,45 / 0,15 \u003d 2,49 (m² * ° C) / W

Salah satu faktor yang menentukan ketahanan panas dinding adalah diameter log dan jenis kayu.
Sebelumnya kami menunjukkan bahwa untuk Moskow dan wilayah Moskow R = 3,0 (m²*°С)/W. Berdasarkan hasil yang diperoleh, untuk dinding yang terbuat dari kayu pinus, R = 2,49 (m² * ° C) / W. Itu. dinding tidak mencapai nilai resistansi panas yang diatur. Anda dapat menambah diameter batang kayu atau memilih kayu lain - pinus cedar. Koefisien konduktivitas termal bahan ini (biarkan diameter log dan lebar alur tidak berubah) adalah 0,095-0,10 W/(m °C).
Kami membuat perhitungan.
R \u003d 0,83 * 0,45 / 0,10 \u003d 3,74 (m² * ° C) / W
Artinya, norma untuk resistensi perpindahan panas yang sebenarnya terlampaui.
Anda dapat pergi ke arah lain dan menggunakan rumus yang berbeda untuk mengetahui diameter log yang diperlukan dari rasio: lebar alur adalah setengah diameter log.
D = Rtp*λ/0.83, dimana:
Rtp - mengatur ketahanan termal dinding;
adalah koefisien konduktivitas termal kayu;
Kami melakukan perhitungan untuk pinus.
D \u003d 3,0 * 0,15 / 0,83 \u003d 0,54 m.
Menggunakan teknik ini dan "bermain" dengan nilai yang berbeda - mengubah diameter log, lebar alur, kayu - Anda dapat membuat perhitungan independen dan memilih ketebalan dinding rumah kayu yang optimal.

Kakek buyut dan kakek saya adalah spesialis dalam konstruksi kabin kayu, penebangan dan pengerjaan kayu. Dari mereka saya belajar tentang lebar alur yang diperlukan 1/2...2/3 dari diameter log.

Juga, efisiensi termal dinding kayu tidak hanya dipengaruhi oleh lebar alur, tetapi juga oleh profil kayu - penampangnya: bulat atau disebut. semi-log, dipahat di kedua sisi - kereta senjata. Dengan memotong kayu, kita mengurangi ketahanan panas dinding, karena. log di dinding berfungsi dengan semua bagiannya.

Tentu saja hasilnya perhitungan yang disederhanakan ini indikatif. Sebagian besar kehilangan panas di rumah terjadi melalui jendela, sistem ventilasi, atap dan pondasi. Itu. rumah kayu yang hangat adalah sistem yang seimbang di mana semua simpul bekerja dalam kerja sama yang erat dan saling berkorespondensi. Tidak masuk akal untuk membuat dinding dari kayu dengan diameter 0,4-0,5 meter dan memilih alur yang lebar, jika rumah ditiup melalui celah-celah, sebuah sudut membeku melalui.
Fitur kabin kayu
Untuk memilih opsi terbaik untuk memotong rumah kayu dan dengan demikian membuatnya hangat, Anda perlu memahami opsi pemotongan apa yang ada dan bagaimana mereka berbeda satu sama lain. Pertama, Anda perlu mendefinisikan konsep seperti pemotongan dan mahkota.

Potongan adalah sambungan dari berbagai bagian kayu dari rumah kayu satu sama lain.

Dengan pemotongan yang tepat, beban didistribusikan secara merata di antara batang kayu. Untuk melakukan ini, semua bagian yang bersentuhan harus pas satu sama lain. Juga, kelembaban tidak boleh menumpuk di tempat-tempat ini, yang seiring waktu dapat menyebabkan pembusukan kayu.
Mahkota- Ini adalah rumah kayu, terdiri dari empat batang kayu yang diletakkan pada bidang horizontal. Di sudut, mahkota dihubungkan oleh takik. Dalam proses membangun rumah, mahkota ditumpuk di atas satu sama lain - dinding diperoleh.

Harus diingat bahwa jumlah mahkota tergantung pada diameter batang kayu dan lebar alur, yang mempengaruhi konsumsi bahan, dan oleh karena itu harga akhir dan sifat termal rumah kayu. Misalnya, untuk membangun tembok setinggi 3 meter dari batang kayu dengan diameter 25 cm dan 40 cm, jumlah mahkota yang berbeda akan diperlukan. Saat membangun rumah dari batang kayu dengan diameter lebih besar, jumlah stek, kunci, dan sambungan intervensi berkurang. Itu. tempat yang selanjutnya dapat ditiup, yang akan menyebabkan hilangnya panas.

Saat memilih kayu gelondongan untuk rumah kayu gelondongan, perlu untuk mencapai keseimbangan antara diameter kayu gelondongan, biayanya (harga bahannya) dan harga untuk bekerja dengan kayu gelondongan seperti itu.
Secara fisik lebih sulit bagi pengrajin untuk bekerja dengan batang kayu berdiameter besar. Mungkin juga memerlukan penggunaan peralatan khusus - derek.
Selain itu, ketika memilih kayu gelondongan sebagai bahan bangunan, kami mengingat parameter seperti lancip.
Melarikan diri- perbedaan ketebalan log dalam rasio diameter pantat dan bagian atas. Sebuah log debarked yang belum mengalami pemrosesan mesin, tidak seperti log bulat, tidak dapat sepenuhnya genap. Bagian bawahnya (terutama dengan panjang batang kayu yang besar) selalu lebih tebal dari bagian atasnya. Untuk membuat dinding halus, saat membangun rumah yang dicincang, pengrajin, saat meletakkan mahkota, mengganti kayu dengan ketebalan yang berbeda.

Pemotongan itu sendiri biasanya dibagi menjadi dua jenis:
- Tidak ada residu (di kaki).
- Dengan sisanya (dalam mangkuk).
Memotong tanpa jejak atau di sudut yang bersih, melibatkan penggunaan maksimum seluruh panjang bahan.

Dengan penebangan seperti itu, diperoleh sudut yang tepat, yang meningkatkan area berguna rumah dan mengurangi konsumsi kayu gelondongan. Namun, berdasarkan pengalaman praktis, kita dapat mengatakan bahwa jenis sudut ini rentan terhadap pembekuan. Untuk menghindari hal ini, di masa lalu, sudut-sudut rumah yang ditebang "di cakarnya" dilapisi dengan papan di atas kepala, atau, sebagai alternatif, rumah itu kemudian dilapisi dengan batu bata. Ini mencegah pembekuan dan sudut bertiup.

Pemotongan dengan residu- lebih mahal, tetapi juga opsi yang lebih hemat panas. Karena ujung-ujung batang kayu menonjol di sudut-sudut rumah, simpul ini lebih terlindung dari tiupan, guyuran hujan, dan pembekuan.

Meninggalkan cakupan artikel ini semua variasi jenis penebangan yang berbeda, kami akan fokus pada fitur utama dari tiga jenis utama penebangan. Ini:
- penebangan Rusia;
- penebangan Kanada;
- penebangan Norwegia.
Di negara kita, rumah kayu tradisional dibangun dari kayu bulat. Alur setengah lingkaran dibuat di sepanjang log. Kunci sudut dibuat dengan memotong "oblo" ke dalam mangkuk. Nama ini berasal dari kata "kosong", yaitu. bulat. Mangkuk dapat diposisikan ke atas atau ke bawah.

Jika mangkuk terletak di bawah (memotong mangkuk menjadi lipatan), maka sambungan seperti itu dianggap lebih tahan lembab, dan batang kayu lebih awet.

Saat memilih jenis penebangan ini, satu nuansa harus diperhitungkan.

Kerugian utama dari penebangan Rusia adalah bahwa kayu gelondongan mengering di sepanjang dan melintasi serat secara berbeda. Akibatnya, setelah penyusutan, kayu gelondongan tidak cukup rapat di dalam rumah kayu.
Dengan penurunan diameter log, bentuk mangkuk penghubung berubah. Mangkuk terbuka dan dari setengah lingkaran menjadi oval. Retak muncul. Akibatnya, rumah kayu harus didempul lagi. Selain itu, isolasi terbuka terkena fenomena atmosfer yang merugikan. Itu jenuh dengan air, dan batang kayu mungkin mulai membusuk.

Kerugian ini tidak memiliki rumah kayu yang dibuat di Finlandia. Prinsipnya sama seperti di kabin Rusia, kecuali dalam versi ini alur intervensi dibuat dengan radius yang lebih kecil (oval). Dengan demikian, log atas bertumpu pada log bawah hanya di tepi (undercut).

Akibatnya, ketika kayu gelondongan menyusut, tepi alur intervensi tidak terbuka, kayu gelondongan duduk rapat, tidak ada retakan, dan insulasi tidak terpengaruh oleh angin dan hujan.
Efisiensi ekonomi produksi penggergajian kayu sangat tergantung pada tingkat penggunaan bahan baku. Peralatan yang digunakan dalam produksi, pemotongan kayu bulat yang rasional sesuai dengan pengiriman yang optimal, perencanaan pemotongan yang kompeten menentukan penggunaan sumber daya yang efisien dan, karenanya, kualitas produk yang tinggi.
Skema utama untuk memotong bahan baku gergajian
Metode dan skema untuk memotong kayu bulat secara langsung tergantung pada persyaratan kualitas dan ukuran produk, karakteristik bahan baku dan jenis peralatan yang digunakan.
Metode utama menggergaji kayu
a - bergoyang; b - dengan batang; b '- dengan penerimaan dua batang; b "- batang waddle; di - sektor; di '- menggergaji sektor menjadi papan radial; di "- pada papan tangensial; g - segmen; g '- segmen putus; g "- segmen balok; d - melingkar; 1 - papan tanpa tepi; 2 - papan bermata; 3 - rel; 4- bar; 5 - bagian dari kayu bulat dalam bentuk sektor; 6 - bagian dari log dalam bentuk segmen; 7 - papan bermata satu sisi
memotong kayu goyangan terdiri dari pembagiannya di sepanjang bidang paralel oleh satu atau lebih alat pemotong. Skema ini memungkinkan Anda untuk mendapatkan papan tanpa tepi dengan susunan lapisan yang berbeda relatif terhadap lapisan tahunan. Metode ini rasional ketika memotong batang kayu dengan diameter hingga 18 cm dan untuk kayu gergajian dengan lengkungan batang (paling sering digunakan dalam kasus pemotongan bahan baku birch, yang memiliki kelengkungan sederhana atau kompleks dalam 70% kasus).
Papan tidak bermata yang diperoleh setelah dipotong secara acak diproses menjadi papan bermata atau dipindahkan untuk dipotong menjadi kosong dalam bentuk tidak bermata.
Jika kuantitas utama produk jadi harus memiliki dimensi penampang yang ditetapkan, metode pemotongan digunakan. dengan bar. Skema ini juga digunakan untuk memotong kayu bulat berdiameter besar dalam produksi kayu serba guna.
Penggergajian dengan batang dilakukan pada peralatan multi-gergaji dalam dua lintasan. Pada saat yang sama, pada tahap pertama, batangan diperoleh dari kayu bulat dengan ketebalan yang sama dengan lebar papan yang dibutuhkan. Kemudian batang-batang ini dibagi menjadi papan dengan dimensi ketebalan yang dibutuhkan.
Untuk memotong punggungan berukuran besar, mereka digunakan segmen dan sektor metode. Perlu dicatat bahwa skema ini spesifik dan digunakan dalam jenis produksi khusus untuk produksi kayu tangensial dan radial.
Pemotongan individu dari log besar dan log dengan pembusukan internal dilakukan secara melingkar.
Pengolahan kayu bulat dengan penggilingan
Pembentukan bagian bahan baku gergajian dengan penggilingan dilakukan dengan menggabungkan metode ini dengan penggergajian. Dalam hal ini, tiga skema pemotongan utama digunakan:
- mendapatkan balok bermata dua di simpul pertama;
- mendapatkan papan tanpa tepi dan kayu bermata dua pada mesin kepala;
- memperoleh batang profil dengan dimensi yang sesuai dengan dimensi penampang kayu bermata dengan pengembangan papan pada peralatan yang sama.
Kayu bermata dua adalah produk setengah jadi untuk produksi lebih lanjut dari kayu bermata dengan membagi kayu menjadi papan.

Metode utama pemotongan kayu dengan penggilingan
a - mendapatkan balok bermata dua pada mesin kepala; b - mendapatkan balok bermata dua dan papan tidak bermata; c - mendapatkan bilah profil; g - mendapatkan kayu bermata panjang; e - mendapatkan kayu bermata dengan berbagai panjang; e - mendapatkan kayu bermata dengan berbagai panjang dan lebar; 1 - zona kayu; 2 - kayu bermata; 3 - kayu keriting; 4 - kayu bermata dua; 5- kayu tidak bermata
Konsep pengaturan untuk menggergaji kayu bulat
Satu set adalah seperangkat gergaji, penjepit dan spacer antar gergaji yang dipasang dalam rangka gergaji untuk mendapatkan bahan gergajian dengan parameter ketebalan yang ditentukan.
Dengan kata lain, pengiriman adalah rencana-skema untuk menggergaji bahan baku penggergajian (log) dengan kualitas dan ukuran yang seragam menjadi produk dengan parameter dan kualitas yang ditentukan.
Saat menggergaji dengan waddle, pengaturan dilakukan dengan rangkaian digital yang menunjukkan ketebalan papan gergajian dalam milimeter:
19-19-32-32-19-19.
Rangkaian angka ini berarti bahwa dua papan setebal 32 mm dipotong dari bagian tengah log, dan empat papan setebal 19 mm dipotong dari bagian samping.
Saat putus dengan palang, misalnya, pengaturannya ditulis dalam dua baris angka, untuk menggergaji balok (operan pertama) dan balok (operan kedua):
19-19-150-19-19 (operan pertama);
19-32-40-40-32-19 (operan kedua).
Seperti pada contoh sebelumnya, angka-angka ini berarti bahwa pada mesin kepala baris pertama, di mana log digergaji, satu balok dengan ketebalan 150 mm diperoleh dan, dengan demikian, empat papan tanpa tepi masing-masing 19 mm (dua di setiap sisi), dan pada mesin baris kedua, kayu yang dihasilkan digergaji menjadi papan dengan ketebalan 40, 32 dan 19 mm.
Saat menggergaji kayu pada mesin gergaji tunggal, pengaturan menentukan urutan pemotongan.
Menyusun pengiriman
Persiapan set pada dasarnya berarti menentukan dimensi dan proporsi papan yang optimal dalam hal ketebalan, memastikan penggunaan yang rasional dari diameter penampang log.
Aturan dasar untuk mengkompilasi pengiriman:
- postavy harus simetris;
- dalam satu set tidak boleh ada papan yang berbeda ketebalannya kurang dari 5 mm;
- mulai menyusun set dengan kayu terbesar dalam hal penampang;
- dimensi ketebalan papan harus berkurang dari sumbu log ke pinggiran;
- jangan menyediakan penggergajian lebih dari dua papan tipis (16, 19 mm) di tepi set saat memotong bahan mentah pada rangka penggergajian;
- pilih ketinggian kayu pada lintasan pertama sesuai dengan lebar papan utama dalam spesifikasi sesuai dengan dimensi ketebalan papan;
- muka kayu, digergaji pada lintasan kedua, digergaji menjadi papan dengan ketebalan yang sama;
- saat menyusun pengiriman kayu tanpa menentukan spesifikasi, gunakan metode tabel atau grafik;
- saat menggergaji menggunakan metode dengan batang, tentukan ketebalan batang dari rasio (0,06-0,08) dari diameter atas log - d;
- pengaturan tidak boleh melebihi nilai cakupan maksimum diameter log;
- tentukan ketebalan terkecil dari papan pusat menurut meja ini:

Metode grafis untuk menyusun tugas
Dimungkinkan untuk menyusun pengiriman rasional sesuai dengan GOST tanpa menentukan dimensi penampang tertentu (tanpa tugas dalam bentuk spesifikasi) - menggunakan grafik khusus.

Contoh penggunaan grafik batas ketebalan kayu menurut P.P. Aksenov
Untuk menentukan ketebalan pembatas pada sumbu absis, jarak dari sumbu himpunan ke bagian dalam muka himpunan papan yang diperlukan diplot. Kemudian garis vertikal ditarik sampai berpotongan dengan garis miring yang sesuai dengan diameter tertentu, dan titik potong yang dihasilkan diturunkan ke sumbu koordinat.

Grafik ketebalan kayu yang optimal menurut G.G. Titkov
Untuk mendapatkan persentase kayu yang tinggi dari kayu bulat pada output, beberapa teknologi berbeda digunakan, termasuk siklus tindakan tertentu. Dari segi waktu, penggergajian kayu bulat dan intensitas tenaga kerja proses bervariasi, tergantung pada metode pengolahan yang dipilih, tempat kerja, dan musim. Jadi, beberapa perusahaan membangun toko untuk pemrosesan bahan baku utama di dekat tempat penebangan dan menghemat ini.
Tidak hanya batang yang diproses, tetapi juga cabang besar. Kayu bulat disortir berdasarkan ukuran dan kulit kayu. Batang yang tidak lulus penyortiran digunakan di masa depan untuk pekerjaan kasar (produksi perancah, dll.). Saat menerima bahan baku dari pemasok, tidak hanya kapasitas kubik yang diperiksa, tetapi juga adanya kerusakan, pembusukan, simpul - bahan tersebut tidak memenuhi spesifikasi teknis. Cacat pada kayu mengurangi persentase produk jadi pada output, dan simpul dapat merusak peralatan.
Sebelum menggergaji, batang sering dikupas (pengangkatan kulit kayu pada mesin khusus) - proses ini opsional, tetapi dianggap ekonomis:
- karena tidak adanya kerikil dan pasir yang menempel di kulit kayu, gergaji diawetkan dari keausan dini;
- meningkatkan kualitas bahan chip;
- beberapa perusahaan tidak menerima lempengan dari batang kayu yang tidak dikupas untuk diproses;
- kesalahan hasil saat menyortir hutan dengan bantuan elektronik berkurang.

Jenis pemotongan kayu

Pertama-tama, Anda perlu memutuskan jenis potongannya - ada beberapa di antaranya. Tangensial - potongan berjalan tangensial ke cincin pertumbuhan, permukaan diperoleh dengan pola dalam bentuk cincin, lengkungan. Papan yang diperoleh dengan cara ini lebih murah, tetapi memiliki persentase penyusutan dan pembengkakan yang tinggi.
Radial - potongan sepanjang radius, tegak lurus dengan cincin pertumbuhan, polanya seragam, output papan kecil, tetapi berkualitas tinggi dan kekuatan yang lebih besar.
Pedesaan - dilakukan pada sudut mana pun, cacat, simpul, kayu gubal, dll. terlihat.
Metode pemotongan
Untuk setiap kasus tertentu, metode pemotongan dipilih.
Vrazval - yang paling ekonomis, hampir tanpa limbah, persentase kayu jadi yang tinggi. Outputnya adalah papan tanpa tepi dan dua pelat.
Dengan bilah - pertama mereka mendapatkan bilah bermata dua, papan tanpa tepi, dua lempengan. Kemudian balok digergaji tegak lurus terhadap gergaji yang dipotong menjadi papan bermata, dua papan tidak bermata dan dua pelat diperoleh di sepanjang tepinya.

Sektor - pertama, log digergaji menjadi 4-8 sektor, dan kemudian masing-masing menjadi bahan radial atau tangensial. Terkadang beberapa papan tanpa tepi digergaji di tengah.
Segmen terpisah - dengan potongan seperti itu, dua atau lebih papan tanpa tepi dipotong di tengah batang, dan papan satu sisi bermata digergaji dari segmen di samping.
Segmen balok - mirip dengan segmen patah, hanya di tengah balok balok bermata dua dipotong, yang kemudian digergaji menjadi papan bermata. Hasil kayunya tinggi.
Melingkar - setelah menggergaji satu atau lebih papan yang tidak bermata, batang kayu berubah menjadi 90 0 dan papan berikutnya digergaji. Metode ini digunakan ketika batang kayu besar terkena pembusukan jantung di bagian tengah. Dengan bantuannya, kayu yang sehat dipisahkan dari kayu berkualitas rendah.
Agregat - dengan menggunakan alat penggilingan dan gergaji bundar, bersama dengan kayu berkualitas tinggi, chip teknologi diperoleh pada output (bukan pelat dan bilah). Pemrosesan hutan yang sedemikian kompleks memungkinkan penggunaan bahan mentah dan biaya tenaga kerja secara rasional. Ternyata produksi kayu jadi bebas limbah.
Alat yang diperlukan

Pilihan alat tergantung pada kuantitas produk jadi yang direncanakan, kualitasnya dan ukuran produk. Paling sering, pemotongan dilakukan dengan gergaji bundar. Pada tahap produksi tertentu, penggunaan mesin khusus diperlukan.
Gergaji bundar membuat pemotongan yang presisi ke segala arah, dengan sempurna mengatasi log ukuran apa pun, cocok untuk penggunaan profesional dan di rumah.
Ini digunakan untuk penggunaan di rumah ketika perlu menyiapkan sejumlah kecil kayu. Lebih mudah melakukan pekerjaan yang lebih sulit dengan gergaji mesin daripada membeli peralatan mahal. Ini hanya membutuhkan nosel khusus, fiksatif untuk batang dan panduan pemotongan.
Mesin penghilang kulit kayu. Mereka cukup mahal, tetapi dengan penggunaan reguler di perusahaan di mana sejumlah besar pekerjaan dilakukan, mereka dengan cepat membayar sendiri. Tidak perlu menggunakannya, tetapi diinginkan, karena sejumlah keuntungan ekonomi dan kemudahan dalam proses produksi dapat diperoleh dengan melakukannya.
Dan Anda juga akan membutuhkan:
- Mesin cakram - untuk mendapatkan bahan yang tidak ditekuk dari hutan di pintu keluar.
- Pabrik penggergajian kayu menghasilkan kayu berkualitas tinggi dan persentase limbah yang rendah.
- Bingkai penggergajian kayu - tidak memerlukan fondasi dan dapat dipasang langsung di lokasi penebangan.
- Mesin universal mampu menghasilkan bahan berkualitas tinggi bahkan dari kayu kelas rendah.




Untuk mendapatkan produk yang sangat presisi dan berkualitas tinggi, seluruh kompleks peralatan modern dipasang di perusahaan dengan produksi massal, dan pemotongan kayu dilakukan dari segala kerumitan.
Peta teknologi penggergajian
Untuk menghitung persentase optimal mendapatkan kayu jadi dari kayu bulat, peta penggergajian hutan dibuat. Perhitungan ini dapat dilakukan secara mandiri atau menggunakan program komputer khusus. Informasi tersebut masih dapat diperoleh di direktori biasa, yang berisi informasi tentang penggergajian.
Peta pemotongan memungkinkan Anda untuk menentukan berapa banyak produk jadi yang akan dihasilkan, berapa persentase limbah yang akan didaur ulang. Berdasarkan data ini, Anda dapat menentukan biaya akhir produksi. Hasilnya dapat sangat tergantung pada jenis hutan. Ada beberapa langkah untuk meningkatkan hasil kayu.
Persentase hasil kayu adalah kayu yang siap pakai dan dapat digunakan. Limbah - bahan baku untuk produksi MDF, chipboard, fiberboard. Volume ini akan tergantung pada diameter pohon, jenis produk kayu solid yang diproduksi, dan pilihan penggergajian.
Persentase kayu bulat
Hitungan akurat setiap meter kubik kayu, bahan baku alami yang mahal, penting di setiap perusahaan pengerjaan kayu. Meter kubik kayu bulat dihitung dengan beberapa cara.

Dengan volume transportasi. Untuk setiap jenis transportasi, kapasitas kubik hutannya sendiri dihitung dan ditetapkan. Misalnya, sebuah gerobak menampung 70,5 meter kubik kayu bulat. Kemudian dalam tiga gerbong menjadi 22,5 meter kubik. Metode penghitungan ini mempercepat penerimaan bahan baku, ini terutama penting dengan sejumlah besar kargo yang masuk. Tetapi pada saat yang sama, ada kesalahan besar dalam hasil perhitungan dengan cara ini.
Perhitungan untuk volume satu batang. Jika seluruh penebangan terdiri dari kayu dengan ukuran yang sama, maka dengan menghitung volume satu, Anda dapat menghitung semuanya dan mengalikannya dengan kapasitas kubik satu. Cara ini lebih akurat, tetapi membutuhkan banyak waktu dan menarik lebih banyak pekerja untuk menerima barang.
Sistem otomatis dengan bingkai pengukuran. Pengukuran ini memberikan persentase akurasi yang lebih tinggi daripada yang dilakukan oleh manusia. Ketika batang kayu melewati bingkai pengukur, semua penebalan dan kelengkungan batang dan bahkan simpul diperhitungkan. Dalam hal ini, Anda dapat segera menyortir batangnya.
Sebuah metode perhitungan dengan mengalikan volume dengan faktor. Tinggi, lebar, panjang tumpukan diukur dan dikalikan dengan faktor. Perhitungan ini cepat, tetapi dengan persentase akurasi yang rendah. Ini digunakan ketika sangat mendesak untuk menentukan jumlah meter kubik.

Ketergantungan persentase hasil akhir pada teknologi penggergajian
Untuk meningkatkan rendemen kayu jadi, perlu dilakukan optimasi proses penggergajian itu sendiri. Ini terutama benar ketika bekerja dengan benda kerja yang memiliki lengkungan, kerusakan, atau kekurangan lainnya:

- Pertama, Anda hanya perlu memilih dan memasukkan kayu berkualitas tinggi ke dalam produksi.
- Kemudian pilih batang dengan kerusakan di ujungnya (busuk, retak) dan rapikan tempat-tempat ini.
- Dengan bagian batang dengan inti busuk, perlu untuk menghapusnya, dan memotong kayu yang tersisa menjadi kayu. Mereka akan lebih pendek, tetapi kualitasnya lebih baik.
- Dan juga untuk mendapatkan papan berkualitas tinggi, metode pemotongan melingkar cocok.
- Persentase hasil yang lebih tinggi saat menggergaji kayu dengan diameter besar.
Output juga tergantung pada kualitas log, jenis kayu, peralatan yang digunakan. Peralatan baru yang berkualitas tinggi dan disetel dengan baik memungkinkan Anda memproses batang hampir tanpa kehilangan.
Efisiensi penebangan hutan dapat ditingkatkan jika tindakan khusus diambil sebelumnya. Untuk melakukan ini, Anda perlu membuat perhitungan yang akurat menggunakan program digital. Jika hal ini dilakukan secara manual, maka prosentase pernikahan pada output akan lebih besar. Harus diperhitungkan sebelumnya bahwa persentase kayu gergajian yang lebih besar diperoleh dari hutan jenis konifera. Karena batangnya rata, besar, tidak mudah rusak dan karenanya hampir tidak kawin. Dari gugur, volume besar sering dibuang.
Untuk penggunaan kayu yang rasional, lebih baik mengambil kayu gelondongan pendek. Namun dalam produksi dalam negeri, batang dengan panjang 4 m atau lebih biasanya diambil untuk digergaji. Karena kelengkungan mereka, hasilnya adalah persentase pernikahan yang besar.
Kami juga merekomendasikan
 Perintis pahlawan dalam Presentasi Pelopor Perang Patriotik Hebat Pahlawan Perang Patriotik
Perintis pahlawan dalam Presentasi Pelopor Perang Patriotik Hebat Pahlawan Perang Patriotik
 Presentasi "Pembentukan postur pada anak prasekolah Kebersihan presentasi postur yang benar untuk anak-anak
Presentasi "Pembentukan postur pada anak prasekolah Kebersihan presentasi postur yang benar untuk anak-anak
 Ilmu tubuh manusia
Ilmu tubuh manusia
 Presentasi "sejarah dan prospek pengembangan robotika"
Presentasi "sejarah dan prospek pengembangan robotika"
 Nilai perjuangan Rusia dengan Polovtsy
Nilai perjuangan Rusia dengan Polovtsy
 Asia dan Afrika setelah Perang Dunia II
Asia dan Afrika setelah Perang Dunia II