Ինչն է ազդում ֆրեզերային մեքենայի spindle-ի հզորության վրա: Ո՞րն է CNC-ի համար օպտիմալ spindle-ը: Դիզայնի առանձնահատկությունները և բնութագրերը
Գինը՝ 0 ռ.
Ափը կոչվում է շարժիչ, որի վրա դրված է փամփուշտ, որը կոչվում է «կոլետ»: Մեքենայի spindle-ը պահում և պտտում է այնպիսի գործիք, ինչպիսին է գայլիկոնը, փորագրիչը, կտրիչը: Այս սարքը պայմանականորեն կարելի է բաժանել երկու կատեգորիայի՝ արդյունաբերական և սիրողական։ Տեսնենք, թե որն է նրանց տարբերությունը:
- Արտադրական (արդյունաբերական) spindle աղացող մեքենահաշվարկված և նախատեսված է բարձր կողային բեռնման համար: Այն ունի բարդ հովացման համակարգ և քսման սխեմա։
- Սիրողական spindles ներառում սովորական փորվածկամ ցածր հզորության ֆրեզերային մեքենա, որն առավել հաճախ օգտագործվում է առօրյա կյանքում: Նկատի ունեցեք, որ փորվածքի աշխատանքը ներառում է գործիքի երկայնքով արտադրված ուղղահայաց բեռ, այն ունի բավականին թույլ լիսեռի կրող առանցքակալներ:
արտադրության spindle
Մեքենայի արտադրական լիսեռը ներկառուցված է ստացված բեռին ուղղահայաց միավորի մեջ, հետևաբար, առանց բարձրորակ առանցքակալների, ճնշումը դրա համար անտանելի կլինի: Նման սարքը քսելու կարիք չունի, այն մաքրման կարիք չունի, ընդհանուր առմամբ այն պահանջում է նվազագույն սպասարկում օգտագործման ողջ ժամանակահատվածում։ Արտադրական տիպի մեքենայի spindle գնելը նշանակում է խնայել ինքներդ ձեզ դրա մասին հոգալու դժվարությունները և վտանգը, որ սարքը չի դիմանա ծանրաբեռնվածությանը:
Արդյունաբերության և հավելվածների աջակցություն
Մեր ինժեներները աշխատել են գրեթե բոլոր մետաղական ֆրեզերային spindle շարժիչների հետ և կարող են երաշխավորել, որ ամեն անգամ ձեզ լավ կհոգան: Դուք ցանկանում եք հուսալի դիզայն, որը ձեզ թույլ չի տա, և մենք ցանկանում ենք այն տրամադրել ձեզ բարձր գնով և արագ շրջադարձային ժամանակով:
Արտոնագրված գաղութային գործիքների տեխնոլոգիաներ ձեզ համար
Ինչ էլ որ լինի ձեր շարժիչով պտտվող լիսեռը, մենք կարող ենք օգնել ձեզ գտնել ճիշտ որոշումներմեքենա spindle. Դրանք վկայում են մեր կարողության՝ որպես հաստոցաշինական ճարմանդների արտադրողի` շարժիչային լիսեռների համար հատուկ հավելվածներ. Մենք կարող ենք կիրառել այս տեխնոլոգիան ֆրեզերային spindle շարժիչների, grinding spindle շարժիչների և մի շարք մեքենաների, ինչպիսիք են էլեկտրական spindle շարժիչները: Յուրաքանչյուրը նախատեսված է էներգիայի, արագության և կապի զգալի առավելություններ ապահովելու համար:
Կոլետի սեղմակի շնորհիվ, որն առկա է spindle-ի կազմաձևում, աշխատանքային գործիքը ամուր և ապահով ամրացված է: Սարքը նախատեսված է տիպիկ սրունքով ստանդարտ գործիքի սեղմակի համար: Ամենահայտնի կոլետներն են ER11 և ER16: Դրանք համակցված են համապատասխանաբար 2,5-3 և 3,2-8 մմ սրունք ունեցող գործիքի հետ: Կոլետի 25 չափսը 16 մմ սրունքի վրա օգտագործվում է միայն մետաղի հաստ շերտերը հեռացնելու հատուկ գործողությունների համար: Բացի այդ, ուղեցույցները չեն կարողանա լիովին փոխազդել այս սրունքի տրամագծով գործիքի հետ: Հետևաբար, այստեղ չի գործում «ավելի լավ» սկզբունքը։ Նման գործիք դնելով, դուք կհայտնվեք դեֆորմացված ուղեցույցներով և կոտրված միավորով: Ամենահարմար ER11 կոլետի մակնշումը:
Շարժիչներից և շարժիչներից մինչև սառնարան՝ մեր նվիրված տեխնոլոգիան շարունակում է մատուցել համաշխարհային հաճախորդներին յուրաքանչյուր աշխատանքում: Այս երկու spindle գնդացիրները հորատում են յուղի անցումներ ծնկաձև լիսեռներում՝ օգտագործելով հորատման թփեր:
Համաձայն այս համեմատության, դուպլեքս հաստոցները կարող են կրճատել մեկ կտորի ծախսերը առնվազն 25 տոկոսով: Համեմատությունը նաև ցույց է տալիս, որ երկու spindle մեքենայի առավել խնայող օգտագործումը տեղի է ունենում, երբ չորս կտոր մշակվում է մեկ ցիկլով:
Այս երկվորյակ spindle մեքենան օգտագործում է կոճղ, որը թույլ է տալիս spindles-ն ունենալ ավելի շատ տարբերակներ մեկ տեղադրման մեջ: Պսակը հաճախ լրացվում է կրկնակի պտտվող սեղաններապահովել երկու մասի հնգակողմ մշակում. Չորս spindle հաստոցների այս կենտրոնը հարմար է համեմատաբար փոքր մասերի մեծ ծավալի արտադրության համար, ինչպիսիք են փականների մարմինները և գեներատորի պատյանները:
հոբբի ֆրեզերային spindle
Պատկերացրեք կենցաղային հորատանցք, որը կառուցված է ֆրեզերային միավորի մեջ: Ի՞նչ է դուրս գալիս դրանից։ Առանցքակալները արագ խափանում են, քանի որ նրանք չեն կարող դիմակայել նման ծանրաբեռնվածությանը, քարթրիջը կթրթռա և կծեծի, աշխատանքի ճշգրտությունը կնվազի: Բացի այդ, փորվածքը արագորեն գերտաքանում է, և միավորը շահագործվում է ավելի քան մեկ ժամ: Հորատման ավտոմատ կանգառը պարզապես կաշխատի անվտանգության նպատակներով, և ձեր երթուղիչը կկանգնի մեկ կամ երկու ժամ հետո: Բայց CNC ֆրեզերային մեքենայի ծրագրաշարը չգիտի, թե ինչ է կենցաղային հորատումը և որոնք են դրա գործառնական պարամետրերը: Ուղղորդիչը ինքնին չի կանգնի և կշարունակի աշխատել: Արդյունքը կլինի սարքավորումների խափանումը:
Որքա՞ն ուժ պետք է ունենա spindle-ը
Երկու spindle մեքենայի վրա, անկախ շարժման ընդունակ spindles, երբեմն ավելի արդյունավետ օգտագործումըպետք է ունենալ մեկ պտուտակ կտրող, իսկ մյուս լիսեռ գործիքը փոխված է: Մեքենաների մշակման կենտրոնները տարիների ընթացքում դարձել են ավելի արագ, ավելի ճշգրիտ և էժան: Էվոլյուցիան հանգեցրել է լայնածավալ արտադրությունում այս սովորական երևույթին. գործարաններն օգտագործում են մեքենաշինական կենտրոնների ափերը՝ մասեր պատրաստելու համար, որոնք այլ կերպ կարող էին պատրաստվել: բարդ համակարգփոխանցում.
Որքա՞ն ուժ պետք է ունենա spindle-ը
Այս դեպքում ճիշտ է «ավելի լավ» կանոնը։ Եթե նախատեսվում է կատարել հորատում, փորագրություն, ապա օպտիմալ է 400 - 600 վտ հզորությամբ spindle: Մետաղ, կոշտ փայտ կտրելու համար CNC ֆրեզերային մեքենայի վրա կպահանջվի լիսեռ, որի հզորությունը 1000 - 1500 վտ է: Նյութի վրա ավելի լուրջ ազդեցության համար անհրաժեշտ է 2000 Վտ և ավելի հզորությամբ լիսեռ: Սա վերաբերում է նյութի կարծրությանը կամ մշակման խորությանը:
Մեքենաների կենտրոնը կարող է հեշտությամբ անցնել մեկ մասի գործարկման համակարգից նույն ընտանիքի հարակից մասի գործարկմանը: Մեքենաների կենտրոնը նույնպես հեշտ է վերակազմավորվել ընդհանուր առմամբ այլ աշխատանքների համար: Այնուամենայնիվ, այս ամբողջ ճկունությունը պարտադրում է տարբեր ծախսեր, հատկապես այն ծախսերը, որոնք արտացոլվում են յուրաքանչյուր մեքենայի զբաղեցրած տարածության մեջ:
Իրականում, երբ գործ ունենք մեծ ծավալների աշխատանքի հետ, սովորական մեքենաշինական կենտրոնի դիզայնը պարզապես չափազանց ճկուն է: Սա մեքենա է, որը հարմարեցված է աշխատանքի խանութին բնորոշ ամենօրյա մասերի փոփոխության համար: Ծառայությունները, որոնք պահանջում են ավելի շատ արտադրողականություն և ավելի քիչ անցումներ, քան այն, ինչ պահանջում է խանութը գործելու համար, կարող են լավ օգտագործել մեքենաշինական կենտրոնը, որը նախագծված էր մի փոքր ավելի նվիրված լինելու համար:
Առանձնահատկությունները spindle առումով հզորության
Հարկ է նշել, որ ֆրեզերը կարող է լինել հզոր և արագընթաց: Այստեղ մենք ստանում ենք երկու տարբերակ՝ մի դեպքում կտրիչը դանդաղ է սնվում արագ պտույտով, երկրորդում՝ արագ սնվում, բայց դանդաղ է պտտվում։
Ինչպես ընտրել ֆրեզերային մեքենայի spindle ուժով
Այսպիսով, վերը նշվածի հիման վրա պարզվում է, որ ֆրեզերային լիսեռը պետք է ընտրվի արագությամբ կամ ուժով: Նպատակը առավելագույնն է, բայց անվտանգ սարքավորման համար, գործիքի պտտումը: Արտադրության spindles- ը ընտրության կարիք չունի: Այստեղ ներառված է ամեն ինչ՝ արագության պարամետրեր՝ ավելի քան 20,000 պտույտ, սնուցող ուժ կտրիչի վրա՝ ավելի քան 2000 Վտ: Այսինքն՝ ֆրեզումն իրականացվելու է 8000 - 15000 պտույտ արագությամբ։
Մուտքագրեք մշակման կենտրոն երկու spindles-ով: AT վերջին տարիներըտարբեր մեծածավալ հաստոցաշինական ընկերություններ ընդլայնել են իրենց առաջարկները՝ ներառելով մշակման կենտրոններ, որոնք ունեն երկու զուգահեռ spindles, որոնք կարող են միաժամանակ մշակել երկու նույնական մասեր:
Սառեցված լիսեռների ակնարկ և համեմատություն
Դիզայնը հատկապես տեղին է ավտոմոբիլային արդյունաբերության մատակարարների համար: Վերամշակման աշխատանքների աճող աութսորսինգի պայմաններում այս ընկերություններից ոմանք այժմ տեսնում են ավելի շատ վերամշակման ծավալներ, քան սովոր էին: Բայց միևնույն ժամանակ, այս ընկերությունները մնում են կապալառուներ, ինչը նշանակում է, որ նրանք պետք է սպասարկեն մի քանի հաճախորդների միանգամից, և նրանք պետք է պատրաստ լինեն շահել նոր աշխատատեղեր և կորցնել գոյություն ունեցողները՝ առանց նախազգուշացման: Հաստոցների նրանց ընտրությունը պետք է հավասարակշռի ճկունությունը, արտադրողականությունը և տնտեսությունը:
Հարմար համապատասխանություն, որը ընդունվել է արտադրողի կողմից որպես ստանդարտ: Բայց միշտ չէ, որ նման պտույտը տալիս է ցանկալի արդյունք։ Օրինակ, մանր կտորներով փայտի մշակումը փայտի փոշի է առաջացնում: Այն խցանում է կտրիչի տարրերը և մեծացնում շփումը, համապատասխանաբար տաքացնելով մասերը։ Արդյունքում մեքենայի աշխատանքային մասերը գերտաքանում են։ Սա կարող է վնասել սարքավորումը:
Այս ծրագրերից շատերի համար կրկնակի spindle մեքենաշինական կենտրոնները ամենամոտն են ճիշտ հավասարակշռությունը ստանալուն: Դուպլեքս մեքենաների մատակարարների հետ զրույցներում այն մասին, թե ինչու են իրենց հաճախորդները գնում դրանք, նորից ու նորից հայտնվում է մեկ արտահայտություն՝ տարածք: Դուպլեքս մեքենան ունի ներուժ՝ ապահովելու գրեթե երկու անգամ ավելի շատ արտադրողականություն՝ ընդամենը փոքր չափսքան մեկ spindle մեքենա. Առնվազն մեկ խոշոր մեքենաշինական կապալառու, ով այժմ հավանություն է տալիս երկակի spindle մեքենաներին, միայն անցավ այս ձևավորմանը, երբ ընկերության օբյեկտներից մեկը բախվեց պատին, բառացիորեն, մեկ այլ մեկ spindle մեքենա տեղավորելու ունակությամբ:
Կարևոր նախազգուշացում. եթե հաշվի են առնվում 3-փուլ spindles, ապա նրանք ունեն 3 հոսանքի լարեր գումարած մեկ հիմք: Դրանք միացված են համապատասխան քանակի լարերի։
CNC spindle-ը ամենակարևոր մասն է և ամենածանրաբեռնված միավորը: Համար ճիշտ ընտրությունմիշտ հաշվի առեք, որ շարժիչի հզորությունը և կինեմատիկայի մեխանիկական ուժը պետք է գերազանցեն հաշվարկված արժեքները 2 անգամ: Սա պահանջվում է սեպի ժամանակ թանկարժեք մասերը պահպանելու համար:
Ընկերությունը լուծումների այս շարքին ավելացրել է երկու spindle մեքենայական կենտրոններ ընդամենը երկու տարի առաջ: Թեև դուպլեքս մեքենան գտել է ղեկի հոդերի և կախոցների բաղադրիչների մշակման կիրառություններ, օրինակ, չորս spindle մեքենան պոտենցիալ հարմար է ավելի փոքր և թեթև մասերի համար, ինչպիսիք են փականների մարմինները և գեներատորի պատյանները: փոփոխական հոսանք. Այս մեքենաները միավորում են ոչ միայն տարածքը, այլև օպերատորների քանակը, որոնք անհրաժեշտ են տվյալ արտադրողականությունը բավարարելու համար:
Նրանք նաև նվազեցնում են խանութների սպասարկման ծանրաբեռնվածությունը, քանի որ երկու մասի հետ աշխատող երկու spindles կիսում են հեղուկ համակարգերը և մեքենաների այլ ռեսուրսները, որոնք այլապես կպահանջեն առանձին սպասարկում առանձին մեքենաների վրա:
հիմնական տեղեկատվություն
CNC մեքենաների համար նախատեսված ծրագրերը գրվում են ըստ կառուցվածքի կոշտության և spindle-ի առավելագույն արագության: ժամը ֆրեզերայինպետք է հաշվի առնել ջերմությունից կամ մետաղի հոգնածությունից պտտվող գործիքի կոտրվելու հնարավորությունը: Հետևաբար, հաճախ տեղադրվում են անվտանգության ճարմանդներ, որոնք նախատեսված են շարժիչի լիսեռի հատուկ չափերի և փամփուշտի տրամագծի համար:
Այս ամբողջ համախմբման արդյունքը սովորական մեքենաների համեմատ ավելի ցածր գին է: Նրանք ցույց են տալիս, որ երկու spindle մեքենան, որը կտրում է երկու աշխատանքային կտոր միանգամից, չի կրկնակի կրճատում յուրաքանչյուր մասի կողմից ներկայացված մշակման ժամանակի բաժինը, բայց այն կրկնակի կրճատում է զգալի չափով: Ինչ վերաբերում է մեկ կտորի արժեքին, ապա օպտիմալ դեպքը տեղի է ունենում, երբ չորս սեղմակներ սեղմվում են միանգամից, այնպես, որ յուրաքանչյուր spindle մշակում է երկու աշխատանքային կտոր ցիկլի ընթացքում: Այստեղ մեկ միավորի արժեքը իջնում է 70 տոկոսից ցածր՝ մեկ spindle մեքենաների վրա նույն չորս մասից տեղադրելու դեպքում:
CNC մեքենաների բոլոր ծրագրերը նախկինում մշակվում են քայլ առ քայլ՝ առանց առանցքները շարժելու: Երբ օգտվողը 100% վստահ է, որ spindle տեսախցիկները չեն ազդի, ապա նրանք սկսում են աշխատել ստեպ ռեժիմով կամ մեկ ցիկլով շարժումներով: Երբ առանց աշխատանքային մասի ստուգումն ավարտվում է, նրանք անցնում են մասի ուղղակի կտրմանը:
Շատերը նախընտրում են, որ երկու spindles մնան համատեղ երկու տարբեր մեքենաների միջև որպես ապահովագրության մի տեսակ, այնպես որ, եթե մեկ spindle իջնի, դեռ հասանելի կլինի 50 տոկոս հզորություն: Մյուսները, ասում է նա, անհանգստանում են սխալի հնարավորության մասին, քանի որ մի spindle-ի դիրքը մյուսի համեմատ տեղաշարժվում է, հավանաբար ջերմային ազդեցությունների պատճառով:
Սթրին ասում է, որ այդ մտահոգությունը չպետք է տարածվի այսօրվա մեքենաների վրա։ Ավելի ճշգրիտ ճշգրտության համար նա նշում է, որ հնարավոր է գործիք թողնել մի լիսեռից, մինչդեռ մյուս լիսեռը միացված է: կարճ ժամանակմենակ կտրում է. Օրինակ, մեկ շատ ճշգրիտ անցք ունեցող մասը կարող է մշակվել երկակի spindle ռեժիմով յուրաքանչյուր ֆունկցիայի համար, բացառությամբ այդ անցքի: Անցքը սկզբում կարելի էր փորել գործիքի միջոցով ձախ լիսեռում, իսկ հետո՝ աջ կողմում գտնվող գործիքով:
CNC spindle-ը թանկարժեք միավոր է և ամենահզորը, այնուամենայնիվ, այն հեշտությամբ կարելի է անջատել սարքավորումների հետ անզգույշ վարվելու միջոցով: Որոշ համակարգեր ունեն բարդ հաշվարկներուղղիչներ, որոնց սխալ սահմանումը հանգեցնում է երկարատև վերանորոգման: Յուրաքանչյուր նոր մեքենայի վրա աշխատելու համար պահանջվում է օպերատորի նախնական վերապատրաստում, նույնիսկ եթե նա արդեն ունի նմանատիպ դարակ աշխատելու փորձ:
Հոթալն ասում է, որ գործիքը երկու spindles-ի միջև սխալի ամենահավանական աղբյուրն է: Երկու spindles ունեցող օգտատերերը պահանջում են գործիքի ճշգրիտ կարգավորում և բարձր որակ կտրող գործիքներչափերը համապատասխանեցնել գործիքից գործիք: Այնուամենայնիվ, սարքավորումները, որոնք սովոր են մեծ ծավալի, ճշգրիտ հաստոցների մշակմանը, հավանաբար արդեն կիրառում են այս առարկաները իրենց մեկ spindle մեքենաներում:
Մեքենայի կենտրոնի վրա կա նաև երկու զուգահեռ spindles-ի բոլորովին այլ օգտագործում, որը ներառում է փոփոխական կտրվածքներ, այլ ոչ թե միաժամանակյա մշակում: Միանգամից երկու նույնական մասեր արտադրելու փոխարեն, դուպլեքս մեքենան կարող է օգտագործել երկու spindles-ը նույն ցիկլում նույն մասի վրա հարձակվելու համար: Այս ռազմավարությունն օգտագործող մեքենաները դեռևս կարելի է համարել երկվորյակ spindle մեքենաներ, բայց քանի որ spindles-ը տարբեր աշխատանք է կատարում, երկվորյակները քույրեր և եղբայրներ են, ոչ թե նույնական:
Ընտրանքներ
CNC spindle-ը պետք է ընտրվի հետևյալ չափանիշների համաձայն.
- Միավորի հովացման տեսակը՝ օդային, հեղուկ:
- Spindle շարժիչի հզորությունը և փոխանցման հարաբերակցությունը:
- Շարժիչի տեսակը.
- Առանցքակալների տեսակը և դրանց քսման եղանակը:
- Աշխատանքային ռեժիմները, արգելակման համակարգի տեսակը:
- Դիրքորոշման ճշգրտությունը և հետևող սենսորի տեսակը:
- Spindle լեռ

Մինչ մի լիսեռը կտրվում է, մյուսը գործիքի փոփոխության է ենթարկվում և պատրաստվում է հաջորդ կտրվածքին: Այսպիսով, երկու spindle, մեկ կտոր ռազմավարությունը նվազեցնում է ազդեցությունը գործիքի փոփոխման ժամանակ. Ընկերությունը մատակարարում է երկու տեսակի դուպլեքս մեքենաներ։ Նրա «Synchro» մոդելը միաժամանակ կտրում է երկու աշխատանքային մաս, մինչդեռ «2-spindle» մոդելը կտրում է մեկ spindle միաժամանակ: Այս առանցքը շարժվում է աշխատանքային մասը ետ և առաջ երկու spindles-ի միջև: Այս ֆունկցիան կարող է օգտագործվել երկու գործիքների միջև գործիքի չափման տարբերությունները փոխհատուցելու համար:
Բացի վերը նշված պարամետրերից, կարևոր է նաև ինքնին շարժիչի դիզայնը. ոլորունների քանակը, ռոտորի տեսակը, ոլորունների վրա բեռը հանելու և կիրառելու եղանակը: Հաշվի է առնվում ոլորող մոմենտը և սնուցման առանցքների նկատմամբ հանգույցի կենտրոնների ճշգրտումների հնարավորությունը: Չակերը նույնպես պետք է փոխվեն՝ ինքնաձիգ, հիդրավլիկ, մեխանիկական, օդաճնշական։
CNC spindle-ը ընտրվում է՝ հաշվի առնելով սպառվող մասերը փոխելու հնարավորությունը: Դուք պետք է նայեք առկա առանցքակալների տարբերակներին, որոնք առկա են պահեստում, պարզեք առաքման ժամանակների մասին: Կարող է պարզվել, որ փոքր սպառվող նյութի պատճառով արտադրությունը երկար ժամանակով կդադարի, կամ մասի արտադրության համար անհրաժեշտ կլինի տասնապատիկ թանկ վճարել։ CNC ֆրեզերային մեքենայի համար նախատեսված փոքրիկ լիսեռը պետք է ունենա թեթև դիզայն և փոքր չափսեր:
Այն կարող է օգտագործվել նաև խոշոր ձախողումից հետո փոխհատուցելու համար, եթե այդ ձախողումը հանգեցնում է լիսեռի դիրքի տարբերության: Մաս գ համեմատաբար երկար ժամանակներԳործիքների անկանոն փոփոխությունների միջև կտրումը ավելի հարմար է երկու աշխատանքային մասի միաժամանակյա մշակման համար: Բայց մի մասը մեծ քանակությամբԳործիքների փոփոխությունները և գործիքների փոփոխման ավելի շատ ժամանակը՝ համեմատած կտրման ժամանակի հետ, կարող են մշակվել ավելի արդյունավետ կերպով՝ յուրաքանչյուր ցիկլում մեկ աշխատանքային մասի չափով, պայմանով, որ գործիքի փոփոխման ժամանակն է կրճատվել:
Ինչի՞ց կարող եք ինքներդ հանգույց սարքել:
Սփինլ՝ փայտ, պլաստմասսա և այլն ֆրեզելու համար փափուկ նյութերկարող է լինել սովորական էլեկտրական փորվածք: Կարևոր է այն սահմանել ըստ մակարդակի և չափել կտրիչի հարվածները։ այն էժան տարբերակբարելավել գոյություն ունեցող դիզայնը: 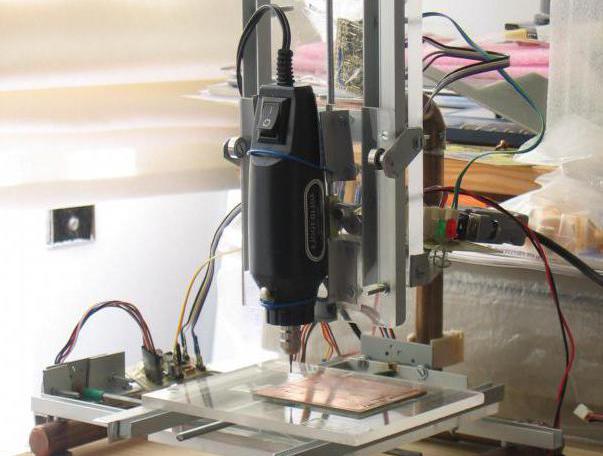
Այս դեպքում երկու պտտվող կտրումը կատարվում է փոփոխական լիսեռներով մեքենայի միջոցով: Երբեմն երկու ռազմավարություններն էլ օգտագործվում են նույն մեքենայի վրա, ուստի տարբեր ռազմավարություններ կարող են կիրառվել տարբեր մասերի համարների համար: Եվ երբեմն երկու ռազմավարություններն էլ օգտագործվում են նույն ցիկլում, ուստի տարբեր մոտեցումներ կարող են կիրառվել տարբեր մասերի գործառույթների նկատմամբ: Մեքենան հասանելի է մոտ 5 տարի և այսօր տեղադրված է ավելի քան 300:
Երբ երկու spindles մշակում են միևնույն մասերը միաձայն, spindles-ը կարող է օգտագործել առանձին գործիքների օֆսեթ արժեքներ: Մեքենայի առանձնահատկություններից մեկը, որը հեշտացնում է անհրաժեշտության դեպքում լիսեռների միաժամանակյա և այլընտրանքային օգտագործման միջև անցնելը, համօգտագործվող գործիքների ամսագիրն է:
Որպես պտտվող առանցք, ցանկացած շարժիչ, որն ունի ճշգրիտ տեղադրված գործիք, կգործի: Ընտրված է հուսալի և կոշտ spindle մոնտաժ: Առանցքային խաղը չպետք է լինի ավելի քան 0,01 միկրոն անցքերի մեծ մասի համար: Հարմար գայլիկոն, ճարպիկ գայլիկոն, որից կարող եք նույնիսկ հարմարեցնել շարժիչը լվացքի մեքենակամ կարում. Որ spindle- ը հարմար է կոնկրետ դեպքում, կախված է նպատակից: Հաշվի են առնվում նյութի տեսակը, մասի պահանջվող չափերի ճշգրտությունը, բեռնվածությունը ավտոմատ ցիկլում։ Արդեն կարելի է պատվիրել բանտապահ լուծումներառցանց խանութում։
Պատվերով շարժիչներ
Այն օգտագործվում է արտադրված մասերի ճշգրտությունը բարելավելու և արտադրության ժամանակը նվազեցնելու համար: Մեկ արտադրանքի համար սարքավորումների արժեքը գերազանցում է դրա արտադրության մեջ ներդրված գումարը: Ցանկացած մետաղամշակող ընկերությունում մաս պատվիրելը ավելի էժան կլինի։ 
Տնական spindle-ի համար պատվիրվում են պատրաստի շարժիչներ։ Հանրաճանաչ շարժիչներ ուղղակի հոսանք, սինխրոն և ասինխրոն։ Նման շարժիչների 12 հազար շրջանառությունը սահման չէ։ Ընտրովի, կարող է օգտագործվել մեխանիկական կամ ավտոմատ փոխանցման տուփ: Հզոր spindle շարժիչները պահանջում են կայուն էներգիայի մատակարարում: Սա նրանց թերությունն է։ Բայց եթե դուք դնում եք ամենապարզ սկավառակը և շարժիչը հետադարձ կապ, ապա նման մեքենայի վրա արդեն հնարավոր է ավելի շատ մշակել բարդ ապրանքներ. CNC-ի մեջ մտցվում է լրացուցիչ առանցք, որը կարող է պահել ոչ միայն կտրիչը, այլև գլանաձև մասերը։
Որո՞նք են պատվիրելու լավագույն շարժիչները:
Գործարանային շարժիչներն արդեն հավասարակշռված են լիսեռով և ընտրված առանցքակալներ՝ նվազագույն հոսանքով: Մնում է միայն պատրաստի շարժիչը դնել ստանդարտ մոնտաժի վրա և հավասարեցվել ցուցիչի վրա: Արտադրության մեջ պահանջվում է ֆրեզերային ճշգրտություն տպագիր տպատախտակներ, կինեմատիկայի մանրամասներ։ 
Սինքրոն շարժիչները իրենց լավ են դրսևորել ոսկերչական մասերի արտադրության մեջ՝ փորագրման միջոցով։ Մշտական շարժիչները շահագործման ընթացքում ունեն աղմուկի ցածր մակարդակ, ինչը կարող է օգտակար լինել մենեջերների համար, ովքեր փորձում են բարելավել իրենց արտադրությունը: Այնուամենայնիվ, նրանք ունեն մեծ արագությամբ շահագործման ընթացքում տաքանալու հատկություն: Ուստի անհրաժեշտ կլինի մատակարարել առանձին և հովացում, առնվազն օդ։
Մասնագետների ընտրություն
Ավելի թանկ spindle շարժիչները անպայման հագեցած են հեղուկ սառեցմամբ: Նրանք ունեն ավելի բարձր դիրքավորման ճշգրտություն, բավականաչափ հզոր ոլորող մոմենտ և հուսալիություն մի քանի անգամ ավելի, քան նշված է: Սովորաբար դրանք տեղադրվում են 3-4 առանցքակալների վրա, և ոչ թե 2-ի վրա, ինչպես դասական շարժիչները: Դրա շնորհիվ ձեռք է բերվում գործիքի կամ աշխատանքային մասի նվազագույն արտահոսքը ցամակի մեջ:
Մենք նաև խորհուրդ ենք տալիս
 Սմարթֆոն xperia z5 պրեմիում սև
Սմարթֆոն xperia z5 պրեմիում սև
 Ներբեռնեք զուգարանի թղթի բիզնես պլանը
Ներբեռնեք զուգարանի թղթի բիզնես պլանը
 Նկարագրություն Nokia X2 երկակի SIM Android հարթակի վրա, հզոր պրոցեսոր և երկու սիմ քարտի աջակցություն
Նկարագրություն Nokia X2 երկակի SIM Android հարթակի վրա, հզոր պրոցեսոր և երկու սիմ քարտի աջակցություն
 Հնարավո՞ր է բնակարանում հոսթել բացել:
Հնարավո՞ր է բնակարանում հոսթել բացել:
 Ծառայություններ հանրությանը. առավել խոստումնալից բիզնես գաղափարներ
Ծառայություններ հանրությանը. առավել խոստումնալից բիզնես գաղափարներ
 Ինչպե՞ս սկսել հողագործությունը:
Ինչպե՞ս սկսել հողագործությունը: