Փայտի ֆրեզերային spindle. Ո՞րն է CNC-ի համար օպտիմալ spindle-ը
«Սինդլ CNC ֆրեզերային մեքենայի համար» արտահայտությունը սովորաբար ընկալվում է որպես շարժիչ, որի վրա տեղադրված է ինքնաձիգ ճարմանդ (ինչպես ձեռնարկում): աղացող մեքենա), որը ծառայում է կտրող գործիքը, օրինակ՝ ֆրեզերային կտրիչ, հղկաքար, գայլիկոն և այլն, ամրացնելու և մեծ արագությամբ պտտվող շարժում փոխանցելու համար։
Ցինցինատիի ֆրեզերային մեքենաներ տարբեր չափերի. Իր կատալոգում արտադրողը ընդգծում է բեռնաթափման հարմարավետությունն ու հեշտությունը և. շրջանակի կայունությունն ապահովված է ներքին ամրապնդող փակագծերով: Ավելի փոքր մոդելները նախատեսված էին բռունցքով հարվածելու և մահացու պատրաստելու կամ գործելու համար: փորագրություններ, մինչդեռ ավելի հինները հատկապես ուժեղացված են:
Դրանք նախատեսված էին ելակի օգտագործմամբ ծանր մանրացման աշխատանքների համար: արագ պողպատ: Շատ ամուր տեղադրված spindle-ը զերծ էր գոտու լարվածությունից: քանի որ իմպուլսային անիվի թեւը պտտվում է հատուկ առանցքակալի մեջ։ կարգավորելի. Հին տեսակներն ունեին ժամացույցի սլաքի հակառակ մեխանիզմ։ մոլորակային համակարգ, որը գտնվում է իմպուլսային ճախարակի ներսում: մինչև 12 spindle հեղափոխություններ: Ափերը վերջում թել էին, որպեսզի տեղավորվի առջևի ելակը: Spindle- ի ուղղահայաց կարգավորումն իրականացվել է լծակի կամ ոտնակի միջոցով: փոքր մոդելներ, ինչպես նաև ձեռքի անիվ՝ համակցված կայծակաճարմանդով։ ավելի մեծ մոդելներում, որոնք ներառում էին նաև ավտոմատ առաջխաղացում և . տարբեր արագություն տատանվում է:
Դասակարգում
Դրանք կարելի է բաժանել 2 փոքր խմբի՝ սրանք կենցաղային և արդյունաբերական են.
- Տնականը ներառում է տարբեր փորվածքներ, փոքր կենցաղային երթուղիչներ կամ փորվածքներ:
- Արդյունաբերական շարժիչները ներառում են շարժիչներ, որոնք նախատեսված են շահագործման ընթացքում բարձր բեռներին դիմակայելու համար, որոնք ունեն կերամիկական առանցքակալներ և հաճախ հագեցած բարդ համակարգհեղուկ կամ օդային սառեցում և քսում համակարգ անմիջապես շփման և ջերմության բարձր մակարդակ ունեցող տարածքներում:
Տնային CNC մեքենայի մեջ փորվածքը որպես spindle օգտագործելիս պետք է հասկանալ, որ դրա առանցքակալները նախատեսված չեն բարձր կողային բեռի համար և կսկսեն շատ արագ «աղաղել», ինչը կարող է հանգեցնել ոլորունների բարձր տաքացման, նվազման: լիսեռի հզորությունը, և հետագայում նման spindle պարզապես կվառվի:
Երկայնական շարժումը երկու կողմից էլ ավտոմատ էր, բացառությամբ մոդելի։ քիչ ու նաև կրակոց: Փոխարենը՝ պտտվող շարժում։ Կլոր սեղանկատարվել է ձեռքով կամ, անհրաժեշտության դեպքում, ավտոմատ կերպով: Սեղանի առաջխաղացումն իրականացվել է աստիճանավոր ճախարակով, տուփով։ շարժակների և շարժիչի լիսեռ:
Վեցանկյուն: Օգտագործվել է երկու spindles ունեցող մոդել: քառակուսի և վեցանկյուն ֆրեզման համար, հատ. բրոնզե և արույր, ինչպիսիք են փականների տուփերը և ծորակները, սեղմիչները, գլանակներ, ընկույզ և այլն։ միաժամանակ կատարելով երկու մասերը: միմյանց հակառակ մակերեսներ. Չորս spindles ունեցող մեքենան իր կիրառությունն ուներ հաստոցների մեջ: միաժամանակ չորս մակերեսով փականի տուփերում: Երկու մոդելներում էլ spindle կրողները կարգավորելի են: թելավոր լիսեռով, միմյանցից անկախ։
Այս դեպքում սառեցումը չի օգնի, և անհրաժեշտ է կատարելագործել փորվածքն ինքնին, մասնավորապես. դրա մեջ քսման մշտական առկայություն.

Չորս spindles-ի մոդելում երկու գլուխ կա։ դրանք նույնպես ուղղահայաց կարգավորելի են: ստորին հորիզոնները հորիզոնական են, դրանց հարմարեցման համար: աշխատանքային մասի չափերը. Սեղանը լայնակի շարժվում է ձեռքի անիվով և պարուրավոր լիսեռով: Գլուխները պտտվում են 875 պտույտ/րոպե արագությամբ: Գծային և շրջանաձև ինտերպոլացիայի և գործիքի ավտոմատ փոփոխության գործառույթների գյուտը հնարավորություն տվեց ստեղծել մեքենաների սերունդ, որոնցով այն փորված էր: Թվային հսկողության օգտագործումը բարենպաստ ազդեցություն է ունենում արտադրության ծախսերի վրա՝ խրախուսելով հաստոցների արտադրամասում օգտագործվող մեքենաների տեսակների քանակի կրճատումը: մեծ լոտերի համար. ինչպիսիք են հորատումը: անհրաժեշտ է պատրաստել գործընթացի գործառնությունների թվային կառավարման ծրագրավորում։ օրինակ՝ գնդաձեւ մակերեսների իրականացումը։ կամ չափագիտության։
Spindle-ի առանձնահատկությունները՝ կախված տեսակից
Հիմնականում, ֆրեզերային մեքենաների շահագործման ընթացքում բոլոր բեռները ուղղահայաց են լիսեռի առանցքին, և զուգահեռ բեռները հայտնվում են միայն աշխատանքային մասի մարմնի մեջ տեղադրելու պահին: Այդ իսկ պատճառով անհրաժեշտ է ընտրել այնպիսի շարժիչ, որը կարող է դիմակայել նման բեռների երկար ժամանակաշրջանժամանակ, քանի որ ֆրեզերային մեքենաների աշխատանքը կարող է շարունակական լինել օրվա ընթացքում և նույնիսկ ավելին:
Թվային հսկողության կիրառումը ներառում է բազմաթիվ տարբեր գործընթացներ: մի թել. ինչպիսին է ժողովը: Շտուլեն. ֆրեզերային. մեքենայում աշխատելու ժամանակը ավելի կարճ է թվային հսկողությունքան սովորական մեքենայի վրա: խմբաքանակի պատրաստման ժամանակը CNC մեքենայում ավելի երկար է, քան սովորական մեքենայում: մեկ տասնամյակի ընթացքում: Թվային հսկողության շրջանակը Համակարգչային թվային կառավարման համակարգերի օգտագործումը հաստոցներում թույլ է տալիս բարձրացնել արտադրողականությունը սովորական մեքենաների համեմատ և հնարավորություն է տալիս իրականացնել համակարգված գործողություններ, որոնք չեն կարող իրականացվել սովորական մեքենաներում չափման բարձր ճշգրտությամբ:
Արդյունաբերական նպատակների համար նախատեսված պտուտակներ կարիք չունեն առանցքակալների մշտական մաքրման և քսելու իրենց ողջ ծառայության ընթացքում, բայց եթե դրա պարապուրդում սկսեք նկատել կողմնակի ձայներ, ապա ավելի լավ է ապամոնտաժել շարժիչի պատյանը, փչել ամբողջ կեղտը ներսից: սեղմված օդով (եթե այդպիսիք կան) և յուղեք առանցքակալը հատուկ քսուքով, որը չի կորցնում իր հատկությունները բարձր ջերմաստիճանում:
Գործընթացներ CNC մեքենաների օգտագործմամբ ծրագրի կառավարում, ունեն ավելի բարձր ժամային ծախսեր, քան սովորական մեքենաներ օգտագործող գործընթացները: Հավելվածները բաժանվում են երկու կատեգորիայի՝ հաստոցներով հավելվածներ: և ծրագրեր առանց մեքենաների: Սկզբունք ընդհանուր աշխատանքԹվային հսկողության բոլոր կիրառություններից է գործիքի կամ մշակման տարրի հարաբերական դիրքը վերահսկել մշակվող օբյեկտի նկատմամբ: և հիմնականում կիրառվել են գայլիկոններ։ այսպես. դրա որակի պահպանումը կամ բարելավումը. հետագծված.
Սկզբում հաշվանցումները եղել են կետից կետ: Թվային կառավարման հայեցակարգը ներառում էր տվյալների օգտագործումը հղման շրջանակում՝ ուղղաթիռի պտուտակների ուրվագծային մակերեսները որոշելու համար: Այս գործընթացը ավելի խնայող է, օգտագործելով փոխանցման մեխանիզմներով մասնագիտացված մեքենաներ: բայց զիջում է այն գործընթացներին, որոնք օգտագործում են փոխանցման մեխանիզմներով հատուկ մեքենաներ, որոնք թույլ են տալիս ավտոմատացնել մասերի մատակարարումն ու հեռացումը: գլորված լամինատ. ֆրեզերային և նույնիսկ շրջադարձային և վերանվանվել են մեքենայական կենտրոնների՝ ֆրեզերային մեքենաների փոխարեն: հաստոցավորումն ավելի խնայող է թվային հսկողության դեպքում:
Ի լրումն, արդյունաբերական spindle-ը հագեցած է բարձրորակ կոլետով, որը շահագործման ընթացքում ունի նվազագույն արտահոսք՝ ապահովելով մշակման անհրաժեշտ ճշգրտությունը, կտրողի իրական և իրական չափերի նվազագույն տարբերությունը և թույլ տալով սեղմել կտրիչները սովորական գլանաձև սրունքով:
Կոլլետներ
Հիմնականում ամենատարածվածը ER11 և ER16 տիպի կոլետներն են, որոնց մեջ մտնում է 2,5-ից 3,2 մմ պոչի տրամագծով փորվածք կամ կտրիչ, նույնիսկ եթե այն պատրաստված է կոնով: Կան նաև փամփուշտներ, որոնք նախատեսված են ավելի մեծ գործիքի տրամագծի համար, բայց դրանք օգտագործվում են կոպիտ մետաղամշակման կամ պողպատի ֆրեզման համար և ունեն 6 և ավելի միլիմետր գործիքի սեղմիչի անցք:
Ելակի արտադրության մեջ օգտագործվող նյութերը արագ պողպատներն են և կոշտ մետաղներ. Առաջ շարժումները և մոտարկումները կատարվում են կտորներով: Ելակը կատարում է պտտվող շարժում, որը կազմում է. բայց չիպերի հեռացման գործողությունը բաշխվում է տարբեր եզրերի վրա: Ելակը կոշտ պողպատե եզրով օգտագործվում է մշակման դժվարին նյութերի մշակման համար, որոնք ուժեղ հղկող ազդեցություն ունեն եզրերի վրա: կորեր. Ֆրեզերային մեքենայի կողմից իրականացվող մշակումը կոչվում է ֆրեզեր։
Ամրացնող կտրվածք. Նախնական շարժում. Կարող ենք տարբերել նաև աշխատասեղանի շարժումները։ Կապույտով` առաջ շարժվելով: որը կարող է տեղափոխվել ձեռքով կամ ավտոմատ կերպով. որը ելակի մոտավորությունն է կտրված հատվածից մինչև չկտրված հատվածը: Կարմիրով` կտրող շարժում: Ինչպես բոլոր մեքենաների դեպքում: Ֆրեզերային մեքենայի աշխատանքային շարժումները. Կտրող շարժում. Կանաչով` խորքային շարժում: որը ելակի շրջադարձային շարժումն է։

Ինչու ես չեմ կարող այն տեղադրել իմ տան CNC մեքենայի վրա, դուք հարցնում եք:
Եթե 2 մմ տրամագծով 3,2 մմ տրամագծով կտրիչը սեղմում եք կոլետի մեջ, ապա մշակման ընթացքում դժվար թե տարբերություն նկատեք, բայց եթե տեղադրեք 10 մմ տրամագծով կտրիչ և 3,2 սրունք: մմ սիրողական մեքենայի վրա, դուք հեշտությամբ կարող եք դեֆորմացնել ուղեցույցները, քանի որ դրանց վրա բեռը այս դեպքում զգալիորեն մեծանում է: Մեքենայում բոլոր մասերը պետք է հիանալի կերպով համակցված լինեն միմյանց հետ, հակառակ դեպքում դրա հետ ավելի շատ խնդիրներ կլինեն, քան որակյալ աշխատանք: Հետևաբար, խորհուրդ ենք տալիս ընտրել EP-13 կոլետը, այն բավական է փոքր քանակությամբ աշխատանքի համար և հարմար է տարբեր նյութերի մշակման համար օգտագործվող գրեթե ցանկացած աշխատանքային գործիքի համար:
Կողմնակի շարժումները ավելի քիչ են կրում Ուղղահայաց առանցքի շուրջը: Պտույտ երկայնական առանցքի շուրջ: որը ուղղահայաց է երկայնական, բայց հորիզոնական հարթությանը: շատ ավելի բարձր արտադրողականություն, քան մյուս մեքենաները, քանի որ նրանց գործիքների յուրաքանչյուր ատամը չի շփվում կտորի հետ վայրկյանից ավելի և. Ահա թե ինչու.
Սա մեքենայի հատակի հենակետն է: շնորհիվ պտուտակի, որը կարող է աշխատել ձեռքով կամ մեխանիկորեն: Սա տուփ է: spindle ստանում է շարժումը, որը կհասնի ելակ. Տեղադրված է լոգարիթմական բռնակի վրա, որը համապատասխանում է սյունին և թույլ է տալիս դիրքավորվել ձեր ուզած դիրքում: ստորին մասում. առջևի ծայրում 5 դյույմ մեկ ոտնաչափով: Սարքը, որի վրա տեղադրված է աշխատասեղանը և որն ապահովում է շարժում սեղանի առանցքի երկայնքով: Երկայնական սայլ. Այն շարժվում է ուղղահայաց: նա գնում է փակագծում:
Spindle ուժ
Ափի հզորությունը ընտրելիս պետք է առաջնորդվել ոսկե կանոնով՝ որքան շատ, այնքան լավ: Իշխանության ընտրության հիմնական կանոնները.
- Եթե նախատեսում եք ֆրեզերային մեքենաներ օգտագործել միայն փոքր մասերի հորատման կամ փորագրման համար, ապա մինչև 600 վտ հզորությամբ spindle-ը բավական կլինի։
- Կոշտ փայտի և մետաղի ֆրեզերացման համար անհրաժեշտ է հաշվի առնել արդեն 600-ից 1400 Վտ հզորությամբ շարժիչը:
- Եթե նախատեսվում է մեքենայի հետագա արդիականացում (կան երկու կամ ավելի լիսեռներով մեքենաներ) կամ անհրաժեշտ է հզորության մեծ պաշար, ապա անհրաժեշտ է նայել 1,6 կՎտ-ից ավելի հզորությամբ լիսեռներին, դրանք թույլ կտան մշակել գրեթե ցանկացած նյութ, իսկ աշխատանքի որակը կախված կլինի միայն CNC մեքենաների մեխանիկական մասի հուսալիությունից:

Կաղապարված ուղղանկյուն կառուցվածք է։ Սա այն մասն է, որը պահում է կտրող գործիքև մեկը, որը նրան շարժում է տալիս: Այն տեղադրված է պտտվող առանցքակալների վրա: Այն խոռոչ է և ավարտվում է ստանդարտացված կոնաձև էգով։ այն մասը, որը ծառայում է որպես հենարան և մնացած ֆրեզերային մեքենայի մնացած մասը: որի վրա մեխանիզմի միջոցով ձեռքով սայթաքել է. որոշ ուղեցույցներով: որոշ ուղեցույցներով: ինչ երկարությամբ եք ուզում աշխատել: Մեքենան և սեղանը պահելու համար պատասխանատու է փակագիծը։ սովորաբար ուղղանկյուն ձևով:
Ֆրեզերային մեթոդներ
Պարզաբանենք մի քանի նրբություններ. Ֆրեզը կարող է իրականացվել երկու եղանակով՝ կա՛մ արագ սնուցմամբ և կտրիչի դանդաղ պտտմամբ, կա՛մ դանդաղ սնմամբ, բայց կտրիչի պտտման մեծ արագությամբ։ Առաջին մեթոդը կոչվում է արագություն, իսկ երկրորդը՝ հզորություն։
Արդյունաբերության մեջ էլեկտրական ֆրեզը սովորաբար օգտագործվում է աշխատանքային մասից ավելցուկային նյութը հնարավորինս արագ հեռացնելու համար: Մինչ այդ անհրաժեշտ է ուսումնասիրել որոշակի կտրիչի նկարագրությունը և անձնագրային տվյալները և մեքենայի մեջ մուտքագրել հատուկ դրա համար անհրաժեշտ կտրման պայմանները, այն է՝ պտտման արագություն, ներթափանցում և սնուցում։ Այս կերպ դուք կարող եք օգտագործել կտրիչը՝ ստանալով նրանից առավելագույն արդյունավետություն՝ առանց այն ծանրաբեռնելու։
Փոխանցման տուփով կամ փոխանցումատուփով: ամրացված հիմքով։ համապատասխան. Բրա կամ ուղղահայաց սայլ. սա սյունակի առջևի մասում տեղադրված սարք է: Այսպիսով. շատ նման է նրանց, որոնք կարելի է տեսնել ձուլարանում: Շարժիչը անկախ է նրանից, որն արվել է առջևի բլոկի կողմից: Անիվի սահող ճիրաններով։ Սա մեխանիզմ է, որը բաղկացած է մի շարք շարժակների, որոնք գտնվում են շրջանակի ստորին մասում: ինչը հնարավորություն է տալիս ավելի ողջամիտ որոշել Ավելի լավ պայմաններկտրում. Այն կարող է շարժվել մի կողմ:
Նշված պարագաները շտկելու համար: Բեռնատարների մեխանիկական շարժիչներ: Խաչ. Այն սովորաբար տեղադրվում է շրջանակի վերին մասում: Spindle փոխանցման տուփ: որտեղ գտնվում են պտուտակները: Սա այն է, ինչը թույլ է տալիս կտորին աշխատել: Այն բաղկացած է տարբեր փոխանցումներից, որոնք կարող են միացվել փոխանցման տարբեր գործակիցների համաձայն՝ ապահովելու spindle արագությունների լայն շրջանակ: ավտոմեքենայով. Հարմար սարքը թույլ է տալիս դրա անշարժացումը։ կամ ավտոմատ կերպով առաջընթացի պատուհանի միջոցով: երկայնական և ուղղահայաց:
Եթե ձեր մեքենայի մեխանիկական մասը թույլ չի տալիս լավ ուժ ստանալ և սկսում է դեֆորմացվել, ապա ավելի լավ է ոչ թե փորձարկել, այլ օգտագործել երկրորդ ֆրեզերային մեթոդը՝ բարձր արագությունը՝ մշակելով պտտման առավելագույն արագությունը։ կտրիչ և սահմանելով կերակրման նվազագույն արագությունը:
Spindle ընտրության չափանիշներ
Վերոնշյալը վերլուծելուց հետո անհրաժեշտ է որոշել, թե մեզ համար ինչն է ավելի կարևոր՝ սպինդի արագությո՞ւնը, թե՞ նրա հզորությունը։ Բարձրորակ և թանկարժեք լիսեռ գնելիս դուք չեք կարող նման հարց տալ, քանի որ դրանց մեծ մասն ունի բավականին բարձր հզորություն և միաժամանակ բարձր պտտման արագություն:
Այս մասերը կարող են տեղադրվել անմիջապես դրա վրա կամ մոնտաժային պարագաների միջոցով: կամ երկայնքով: Այն շարժումը ստանում է անմիջապես մեքենայի հիմնական շարժիչից: Նրա հնարավորություններն ավելի սահմանափակ են, քան նրանց հնարավորությունները ունիվերսալ գլուխ. Այս մեկն ունի ևս մեկ շրջանաձև գագաթ, որի վրա հենվում է երրորդ կորպուսը։ Այն կարող է պտտվել միայն ուղղահայաց հարթությունում: Խուսափեք հարվածներից, որոնք կարող են վնասել կրող մակերեսները: Նախքան գործիքակալը տեղադրելը, մանրակրկիտ մաքրեք լիսեռի կոնը:
Նախքան սարքը շահագործելը, հարմար է այն ձեռքով պտտել՝ համոզվելու համար, որ հավաքումը ճիշտ է արված: կախված օգտագործվող կտրիչի տեսակից: Դիտարկեք պատշաճ տեղավորումձեր մեքենայի շարժական մասերում: Այս աքսեսուարն օգտագործելու որոշ առաջարկություններ.
Առավելագույնը, նման spindles գործնականում չեն օգտագործվում, բայց դրանք բեռնված են ամբողջ հզորության 60-80% -ով և օգտագործում են մինչև 90%: Մաքսիմում արագություն, ինչը, անկասկած, մեծ առավելություն է, քանի որ նման պայմաններում CNC ֆրեզերային մեքենայի համար նախատեսված լիսեռը չի գերտաքանա և չի մաշվի: Բարձր արագությունռոտացիան (18000-20000 rpm) գործնականում չի օգտագործվում այն պատճառով, որ նման արագություններով մշակելիս գործիքը և աշխատանքային մասը սկսում են տաքանալ և այրվել՝ փչացնելով ամբողջ աշխատանքը:
Առարկայի հետ շփվելիս չի սահում: Նրանք ունեն փոփոխական երկարություն, որպեսզի թույլ տան տարբեր համակցություններ՝ ելակի տեղավորելու համար: խուսափելով սահող սայթաքումից՝ շարժումը փոխանցելու համար: Սա թույլ է տալիս տեղադրել բանալին՝ spindle-ի շարժումն ու հզորությունը կտրող գործիքին փոխանցելու համար: Նա ստանում է ընկույզը, որը ձգում և փակում է ելակը իր վերջնական դիրքում միջակայքի օղակների միջոցով: Նրանք տեղավորվում են spindle drive կապում. թելերով անցք Impulse Shoulder Extensions Tapered Thread Threaded Stud Թույլ է տալիս կողպել սեղմող ձողի կամ գամասեղի ծայրը, որպեսզի ամրացնեք այն spindle-ին: ինչը թույլ է տալիս այն ամբողջովին ամրացնել պտուտակի վրա ընկույզով և սեղմիչով, որը մտնում է մյուս ծայրը: և դրանով իսկ թույլ չի տալիս այն դուրս գալ առանցքից:

Առանձին-առանձին, արժե հաշվի առնել spindles- ի սնուցումը եռաֆազ ցանց. Դրանք միացված են հինգ լարերով, որոնցից երեքը գծային են, մեկը՝ զրոյական, իսկ մեկը՝ հիմնավորման համար։ Նրանք չեն կարող միանալ կենցաղային ցանցին առանց փոփոխությունների:
Նախկինում նման նպատակների համար օգտագործվում էին մեկնարկային կոնդենսատորներ, որոնք, ըստ էլեկտրատեխնիկայի օրենքների, փոխեցին փուլային անկյունը և արհեստականորեն ստեղծեցին 3 փուլ մեկից: Բայց աղացող մեքենա CNC-ով այս մեթոդի համար քիչ հավանական է, որ տեղին լինի, քանի որ այս դեպքում կորցնում է լիսեռների պտտման արագությունը վերահսկելու ունակությունը: Հետևաբար, մեր ժամանակներում օգտագործվում են էլեկտրոնային հաճախականության փոխարկիչներ (FC), որոնց շահագործման սկզբունքը հիմնված է կենցաղային լարման ուղղման և դրանից 3 փուլային լարման առաջացման վրա՝ սահուն հաճախականության ճշգրտման հնարավորությամբ:
Այս արբորների համար կտրիչը սեղմվում է ընկույզով կամ պտուտակով: Որը հնարավոր չէ օդում ճզմել։ Սեփական լիսեռը, որն ունի գլուխ, գտնվում է սեղանի մակերեսի ցանկացած անկյան տակ: դա իսկապես ամենակարևոր պարագաներից մեկն է: Վերին մասկարող է կախված լինել կամ ամրացնել: Դրա հիմնական նպատակը աշխատանքի շրջանաձև ուղու բաժանումն է և աշխատած նյութը պահպանելը: նախատեսված է երթուղիչի սեղանի վրա օգտագործելու համար: Մյուսները պետք է մաքրվեն և քսվեն օգտագործելուց հետո:
Այս աքսեսուարը ամրացված է մեքենայի հիմնական լիսեռին: Այս տարրերը պետք է պահեն իրենց դեմքերը հարթ և զերծ օգտագործվող դեֆորմացիաներից: Լավ է բազմակողմանի գավաթում: Սա շատ ճշգրիտ և բազմակողմանի աքսեսուար է: բայց դրա աշխատանքի սկզբունքը նույնն է. Այն ունի աստիճաններ սահմանելու աստիճանավոր սանդղակ: Մի ծայրից մի կտոր պահեք: Ունիվերսալ բաժանարարները կարող են տարբերվել դիզայնով և ձևով: գավաթի և ծայրի միջև կամ ծայրերի միջև, և հնարավոր է պտտվող շարժում կատարել դեպի կտորը պտուտակների ֆրեզման համար սեղանի երկայնական շարժման հետ միասին:
Հաճախականության փոխարկիչը կամ chastotnik-ը, ինչպես հայտնի է, ունի բազմաթիվ օգտակար գործառույթներ, որոնցից են՝ լիսեռների ջերմաստիճանի կառավարումը, դրանց պտտման արագության սահուն կարգավորումը, իսկ ամենաօգտակար առանձնահատկությունն այն է, որ այն կարող է միանալ կառավարման միավորին։ ֆրեզերային մեքենաներ և ծրագրակազմ Ծրագրաշարն ավտոմատ կերպով կսահմանի գործիքների պտտման անհրաժեշտ արագությունը: Բացի այդ, chastotnik-ը հնարավորություն է տալիս սահուն գործարկել և արգելակել լիսեռները, ինչը զգալիորեն մեծացնում է նրանց կյանքը:

Սառեցում
Ինչպես նշվեց վերևում, spindles-ը կարող է հագեցած լինել ինչպես օդային, այնպես էլ հեղուկ սառեցմամբ: Օդը սովորական շարժիչ է, որը տեղադրված է շարժիչի լիսեռի վրա և փչում է դրա ոլորունների շուրջը:
Այս տեսակի սառեցման մեծ թերությունն այն է, որ շարժիչը ոչ միայն օդ է փչում տաք շարժիչի մեջ, այլև ներծծում է չիպսերը, փոշին և այն ամենը, ինչ կտրիչը կտրում է աշխատանքային մասից իր մարմնի մեջ: Նաև ցածր արագությամբ մշակելիս օդի հովացումը անարդյունավետ է, քանի որ դա ուղղակիորեն կախված է լիսեռի լիսեռի պտտման արագությունից:

Ջրի հովացման համակարգը նման թերություն չունի, բայց այն օգտագործելիս անհրաժեշտ է առանձին տեղ հովացուցիչ նյութով ջրամբարի համար և դրանով խողովակների ճիշտ ամրացումը ֆրեզերային մեքենաների մարմնի վրա, ինչը մեծապես բարդացնում է դիզայնը, եթե դա երկակի ֆրեզերային մեքենա է։
Այն շատ ավելի արդյունավետ է, քան օդային հովացման համակարգը, քանի որ spindle-ով հեղուկի հոսքի արագությունը միշտ նույնն է հատուկ պոմպի օգտագործման շնորհիվ: Հիմնական պայմանը, որը պետք է պահպանվի ջրով հովացվող լիսեռ ունենալիս, այն է, որ չես կարող շարժիչը միացնել առանց պոմպը միացնելու, քանի որ այս դեպքում այն ընդհանրապես չի սառչի, շատ արագ գերտաքանա և արդյունքում կվառվի։ .
1 Առավել բյուջետային spindle համար տնական CNCհաստոց - փորագրիչ, նկար 1, գինը 500 ռուբլիից: Հզորությունը 125 Վտ. Այս ընտրության մինուսներից է թույլ ոլորող մոմենտը ցածր արագություններում և, արդյունքում, այն հարմար է միայն փորագրման և աշխատանքի համար: փափուկ ցեղատեսակներփայտ փոքր տրամագծով կտրիչներով:
Նկար 1
2 Տնական աշխատասեղանի ֆրեզերային և փորագրման մեքենայի համար spindle-ի երկրորդ տարբերակը՝ Proxxon փորվածք, նկար 2, գինը 2000r. Էժան փորագրիչների համեմատությամբ կարելի է նշել հետևյալ առավելությունները՝ այն աշխատում է շատ ավելի անաղմուկ, փամփուշտի սեղմիչը որակյալ է, ցածր արագություններում այնքան էլ չի կորցնում պտտող մոմենտը։

Նկար 2
3 Էժան աշխատասեղանի CNC-ի երրորդ տարբերակը DC շարժիչներից 12 ... 48 Վ լարման սպինդերներն են:, նկար 3. Հզորությունը մինչև 400 Վտ. Հեղափոխություններ մինչև 12,000: Մեքենայի լիսեռի համար անհրաժեշտ է առանձին սնուցում: Այս spindle-ի առավելությունները ներառում են՝ 1) բավականին ցածր արտահոսք, ինչը դարձնում է այն լավ ընտրությունորպես արտադրության մեջ դիրիժորների spindle տպագիր տպատախտակներկամ մոդելներ պատրաստելիս 2) ցածր աղմուկի մակարդակից, 3) ստանդարտ ER11A կոլետից: Թերությունները՝ 1) պարտադիր լրացուցիչ աղբյուրէլեկտրամատակարարում, 2) համեմատաբար ցածր հզորությունը սահմանափակում է մինչև 4 մմ կտրիչներ օգտագործելու հնարավորությունը, որը հարմար է միայն երկայնքով ֆրեզերային փափուկ նյութեր, 3) շահագործման մեջ բավականին ուժեղ գերտաքացում, որը պահանջում է լավ սառեցում, օդի հոսք և օդափոխվող սենյակ:
Նկար 3
Լրիվ էլեկտրոնիկայի հետ միասին, հնարավոր է վերահսկել պտուտակի արագությունը (Նկար 4, MACH3 մեքենայի կառավարման ծրագրից), դրա համար մեքենայի կառավարման կարգավորիչը ապահովում է PWM ելք, որը նշված է պատյանի վրա որպես PWM:

Նկար 4
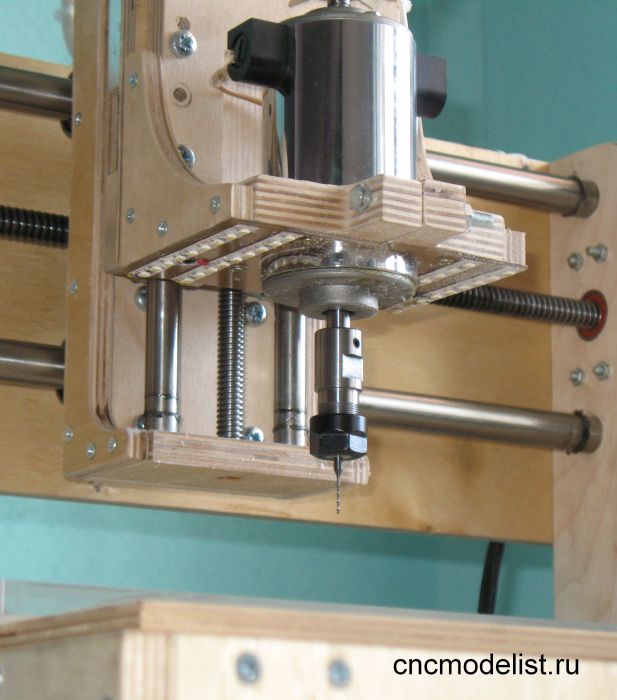
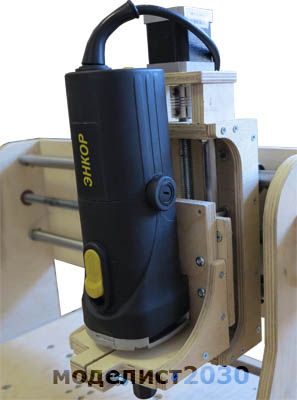
4 Հաջորդ spindle տարբերակը էժան աշխատասեղանի CNC-ի համար ինքնահավաքդրանք ֆրեզերային մեքենաներ են և ուղիղ սրճաղացներ:
Ֆրեզերային կտրիչ Enkor FME-850W-ն ունի բավարար հզորություն ցանկացած նյութ (փայտ, նրբատախտակ, գունավոր մետաղներ) մշակելու համար: Շատ աղմկոտ աշխատանքում: Հավաքածուն ներառում է 6 մմ տրամագծով կոլետ, որը թույլ է տալիս օգտագործել 3v6 մմ ադապտեր՝ աշխատելու տարբեր կտրիչների տրամագծերի հետ՝ 0,1 մմ-ից մինչև 6 մմ: Հարկ է նշել, որ ոչ բոլոր ֆրեզերային կտրիչներն են հագեցած 6 մմ տրամագծով կոլետով, օրինակ՝ սովորական Interskol-ը չունի 6 մմ տրամաչափ, ինչը թույլ չի տալիս օգտագործել 8 մմ-ից պակաս կտրիչներ և այն դարձնում է ոչ պիտանի՝ օգտագործելու համար: CNC ֆրեզերայինմեքենաներ. Այս երթուղիչի թերությունները ներառում են էլեկտրոնիկայի բացակայությունը կայուն արագությունը պահպանելու համար, ինչը դժվարացնում է այն օգտագործել ակրիլային և ցածր արագությամբ մշակված այլ պլաստմասսաների մշակման համար: Ինչպես նաև առանցքակալների ցածր որակը, որը սահմանափակում է շարունակական շահագործման ժամանակը մինչև 2 ժամ: Այս անգամը բավական է նրբատախտակից բառերը կտրելու համար, կամ փոքր մինչև 10x10 սմ փորագրված 3D նկարներից և պանոներից, 3D արտադրանքներից: մեծ չափսերզգալիորեն ավելի շատ ժամանակ կպահանջվի, և, հետևաբար, այս spindle-ի օգտագործումը 3D արտադրանքների վրա մեծ չափսկհանգեցնի առանցքակալների մաշվածության և վաղ ձախողման:
Նկար 5
5 Sparky երթուղիչ, նկար 6. Հզորությունը 500W-ից մինչև 1050W: 750W և 1050W մոդելներն ունեն էլեկտրոնիկա՝ կայուն արագությունը պահպանելու համար, ինչը թույլ է տալիս այն օգտագործել ակրիլ (պլեքսիգլաս), երկկողմանի պլաստմասսա, ՊՎՔ, պլաստիկ մոդելավորման և այլնի համար: Պլաստիկները մշակվում են լիսեռի ցածր արագությամբ՝ պլաստիկի հալվելուց խուսափելու համար, մինչդեռ բավականաչափ հզորություն է պահանջվում ընդունելի արտադրողականություն, արագություն ապահովելու և ֆրեզերային գոտում գերտաքացումից խուսափելու և կտրիչին պլաստիկ կպչելու համար: Պլաստմասսաների հետ աշխատելու համար օգտագործվում են մեկ թելերով:

Նկար 6
6. Kress երթուղիչ: լավագույն որակէժան կոմուտատորի լիսեռների հատվածից սեղանադիր մեքենապատրաստված ձեռքով. Գինը սկսած 13տ.ռ. Հոսքը նորմալացված է, ինչը հնարավորություն է տալիս այն վերագրել spindles- ի ավելի բարձր դասի: Բարձր հուսալիությունը, տնային և փոքր բիզնեսի CNC մեքենայի ծառայության ժամկետը անհամեմատ ավելի բարձր է, քան վերը նշված բոլոր լիսեռները և զիջում է միայն պրոֆեսիոնալ առանց խոզանակների (ասինխրոն) spindles-ին:

7. Պրոֆեսիոնալ հեղուկ հովացման spindles.
Առավելությունները. բարձր հուսալիություն, նման լիսեռների նախագծման մեջ կան 3 կամ 4 առանցքակալներ, մինչդեռ կենցաղային կոմուտատորներն ունեն ընդամենը 2, և կոմուտատորի շարժիչներին բնորոշ մաշվածության խոզանակների բացակայությունը:
հավաքման ճշգրտությունը և բարձրորակհավասարակշռողները նաև ապահովում են լիսեռի վրա նվազագույն արտահոսքը, որն անհրաժեշտ է բարակ և (կամ) երկար գործիքով բարձրորակ մշակման համար:
Հեղուկ հովացվող լիսեռների առավելությունը օդով սառեցված լիսեռների նկատմամբ.
1) ավելի հանգիստ աշխատանք՝ հարկադիր օդային շարժիչի կողմից առաջացած աղմուկի բացակայության պատճառով
2) շրջակա միջավայրի բարձր ջերմաստիճանի պայմաններում չպայմանավորված սենյակներում կամ նեղ պայմաններում աշխատելու ունակություն, որտեղ հնարավոր չէ ապահովել օդի նորմալ շրջանառություն:
3) փոշու պարունակող անմաքուր օդով սենյակներում աշխատելու ունակություն, օդով սառեցված լիսեռներ, փոշոտ սենյակներում աշխատելիս կարող են հավաքել և կուտակել հղկող մասնիկներ, որոնք հանգեցնում են լիսեռի մեխանիկական բաղադրիչների վնասմանը.
Թերությունները ներառում են միայն 10000r գինը և օգտագործման անհրաժեշտությունը հաճախականության փոխարկիչսննդի (ևս 10000r) և հովացման համակարգի համար։

Մենք նաև խորհուրդ ենք տալիս
 Ի՞նչ SIM է անհրաժեշտ iPhone-ի համար:
Ի՞նչ SIM է անհրաժեշտ iPhone-ի համար:
 Ինչպես լրացնել ձեր Webmoney հաշիվը ձեր հեռախոսից
Ինչպես լրացնել ձեր Webmoney հաշիվը ձեր հեռախոսից
 iPhone-ում զանգի ձայնը սահմանելու բոլոր եղանակները
iPhone-ում զանգի ձայնը սահմանելու բոլոր եղանակները
 Հասցեներ և հեռախոսահամարներ Ճապոնիայում Ինչպես զանգահարել Ճապոնիայից Ռուսաստան
Հասցեներ և հեռախոսահամարներ Ճապոնիայում Ինչպես զանգահարել Ճապոնիայից Ռուսաստան
 Հեռակառավարում հեռուստացույցի համար բջջային հեռախոսում. ինչպե՞ս կառավարել հեռուստացույցը Android-ի միջոցով:
Հեռակառավարում հեռուստացույցի համար բջջային հեռախոսում. ինչպե՞ս կառավարել հեռուստացույցը Android-ի միջոցով:
 Ածխածնի մանրաթելից վինիլային ֆիլմեր
Ածխածնի մանրաթելից վինիլային ֆիլմեր