Yog'och uchun frezalashtiruvchi mil. CNC uchun optimal mil nima
"CNC frezalash dastgohi uchun mil" iborasi odatda o'z-o'zidan tejamkor koletli shtutser o'rnatilgan dvigatelni anglatadi (qo'llanmada bo'lgani kabi) frezalash mashinasi), bu kesuvchi asbobni, masalan, freza, maydalagich, burg'ulash va boshqalarni mahkamlash va unga aylanish harakatini yuqori tezlikda uzatish uchun xizmat qiladi.
Cincinnati frezalash mashinalari har xil o'lchamlar. O'z katalogida ishlab chiqaruvchi qulaylik va ishlov berish qulayligini ta'kidlaydi va. ichki mustahkamlovchi qavslar bilan ta'minlangan ramka barqarorligi. Kichikroq modellar zımba va qolip yasash yoki operatsiyalar uchun mo'ljallangan edi. gravyuralar, eskilari esa, ayniqsa, kuchaytirilgan.
Ular qulupnay yordamida og'ir silliqlash ishlari uchun mo'ljallangan. tez po'lat. Juda kuchli joylashtirilgan shpindel kamar tarangligidan holi edi. chunki impuls g'ildiragining yengi maxsus podshipnikda aylanadi. sozlanishi. Qadimgi turlarda soat miliga teskari mexanizm mavjud edi. impuls kasnagi ichida joylashgan sayyora tizimi. 12 shpindel aylanishiga qadar. Old qulupnayni joylashtirish uchun shpindellar oxirida tishli edi. Milning vertikal sozlanishi tutqich yoki pedal yordamida amalga oshirildi. kichik modellar, shuningdek, fermuar bilan birlashtirilgan qo'l g'ildiragi. kattaroq modellarda, shuningdek, avtomatik rivojlanish va . tezligi har xil bo'ladi.
Tasniflash
Ularni ikkita kichik guruhga bo'lish mumkin - bu maishiy va sanoat:
- Uy qurilishi orasida turli xil matkaplar, kichik maishiy routerlar yoki matkaplar mavjud.
- Sanoat motorlari ish paytida yuqori yuklarga bardosh berishga mo'ljallangan, keramik podshipniklarga ega va ko'pincha dvigatellar bilan jihozlangan motorlarni o'z ichiga oladi. murakkab tizim suyuqlik yoki havo sovutish va soqol tizimi to'g'ridan-to'g'ri ishqalanish va issiqlik darajasi yuqori bo'lgan joylarga.
Uy CNC dastgohida shpindel sifatida matkapdan foydalanganda shuni tushunish kerakki, uning podshipniklari yuqori yon yuk uchun mo'ljallanmagan va juda tez "qillay boshlaydi", bu esa o'rashlarning yuqori isishiga, pasayishiga olib kelishi mumkin. milning kuchi va keyinchalik bunday mil shunchaki yonib ketadi.
Modeldan tashqari, uzunlamasına harakat har ikki tomonda ham avtomatik edi. kamroq va shuningdek, otish. Buning o'rniga, aylanish harakati. Davra suhbati qo'lda yoki kerak bo'lganda avtomatik ravishda amalga oshirildi. Ish stolini targ'ib qilish pog'onali kasnak, quti tomonidan amalga oshirildi. viteslar va haydovchi mil.
Olti burchakli. Ikki shpindelli model ishlatilgan. kvadrat va olti burchakli frezalash uchun, dona. bronza va guruch, masalan, klapan qutilari va suv o'tkazgichlari, press tepalari, kalitlar, yong'oqlar va boshqalar. ikkala qismni bir vaqtning o'zida bajarish. bir-biriga qarama-qarshi yuzalar. To'rt shpindelli dastgoh ishlov berishda ishlatilgan. vana qutilarida to'rtta sirt bilan bir vaqtning o'zida. Ikkala modelda ham mil ushlagichlari sozlanishi. bir-biridan mustaqil ravishda tishli mil bilan.
Bunday holda, sovutish yordam bermaydi va matkapning o'zini yaxshilash kerak, ya'ni: milning sharli podshipnikini rulman bilan almashtiring (afzalroq keramik roliklar bilan), uni korpusga mahkam o'rnating va ehtiyot bo'ling. unda soqolning doimiy mavjudligi.

To'rt shpindel modelida ikkita bosh mavjud. ular vertikal ravishda ham sozlanishi. pastki gorizontlar gorizontal, ularning moslashuvi uchun. ish qismining o'lchamlari. Stol ko'ndalang bo'ylab qo'l g'ildiragi va tishli mil bilan harakatlanadi. Shpindellar 875 aylanish tezligida aylanadi. Chiziqli va dumaloq interpolyatsiya va avtomatik asboblarni o'zgartirish funktsiyalarining ixtirosi burg'ulash mashinalari avlodini yaratishga imkon berdi. Raqamli nazoratni qo'llash ishlab chiqarish xarajatlariga foydali ta'sir ko'rsatadi, ishlov berish tsexida ishlatiladigan dastgohlar turlarini qisqartirishni rag'batlantiradi. katta uchastkalar uchun. burg'ulash kabi. jarayon operatsiyalarini raqamli boshqarishni dasturlashni tayyorlash kerak. masalan, sferik sirtlarni amalga oshirish. yoki metrologiya.
Turiga qarab milning xususiyatlari
Asosan, frezalash dastgohlarining ishlashi paytida barcha yuklar mil o'qiga perpendikulyar bo'ladi va parallel yuklar faqat ishlov beriladigan qismning tanasiga kiritilgan paytda paydo bo'ladi. Shuning uchun bunday yuklarga bardosh beradigan dvigatelni tanlash kerak uzoq muddat vaqt, chunki frezalash mashinalarining ishi kun davomida uzluksiz va undan ham ko'proq bo'lishi mumkin.
Raqamli boshqaruvni qo'llash juda ko'p turli jarayonlarni qamrab oladi. ip. yig'ish kabi. Shtulen. frezalash. bilan mashinada ishlash muddati qisqaroq raqamli nazorat oddiy mashinaga qaraganda. partiya uchun pishirish vaqti CNC mashinasida an'anaviy mashinaga qaraganda uzoqroq. o'n yil davomida. Raqamli boshqaruv doirasi Mashina asboblarida kompyuterning raqamli boshqaruv tizimlaridan foydalanish an'anaviy dastgohlarga qaraganda unumdorlikni oshirishga imkon beradi va an'anaviy mashinalarda yuqori o'lchov aniqligi bilan amalga oshirib bo'lmaydigan muvofiqlashtirilgan operatsiyalarni amalga oshirish imkonini beradi.
Sanoat maqsadlari uchun mo'ljallangan shpindellar butun xizmat muddati davomida podshipniklarni doimiy tozalash va moylashni talab qilmaydi, lekin agar siz uning ishlamay qolishi paytida begona tovushlarni sezishni boshlasangiz, dvigatel korpusini qismlarga ajratish, ichkaridagi barcha kirlarni puflash yaxshiroqdir. siqilgan havo bilan (agar ular mavjud bo'lsa) va rulmanni yuqori haroratlarda o'z xususiyatlarini yo'qotmaydigan maxsus yog 'bilan yog'lang.
CNC mashinalari yordamida jarayonlar dastur boshqaruvi, an'anaviy mashinalardan foydalanadigan jarayonlarga qaraganda yuqori soatlik xarajatlarga ega. Ilovalar ikki toifaga bo'linadi: dastgoh asboblari bilan ilovalar. va mashinalarsiz ilovalar. Prinsip umumiy ish Raqamli boshqaruvning barcha ilovalaridan biri ishlov beriladigan ob'ektga nisbatan asbob yoki ishlov berish elementining nisbiy holatini nazorat qilishdir. va asosan matkaplardan foydalanilgan. shunday. uning sifatini saqlab qolish yoki yaxshilash. kuzatilgan.
Dastlab, ofsetlar nuqtadan nuqtaga edi. Raqamli boshqaruv kontseptsiyasi vertolyot pervanellarining kontur sirtlarini aniqlash uchun ma'lumot tizimidagi ma'lumotlardan foydalanishni o'z ichiga oladi. Ushbu jarayon uzatish mexanizmlari bo'lgan ixtisoslashtirilgan mashinalar yordamida yanada tejamkor. lekin qismlarni etkazib berish va olib tashlashni avtomatlashtirishga imkon beruvchi uzatish mexanizmlari bo'lgan maxsus mashinalardan foydalanadigan jarayonlardan pastroq. rulonli laminat. frezalash va hatto tornalash va frezalash mashinalarining o'rniga ishlov berish markazlari deb o'zgartirildi. ishlov berish raqamli nazorat bilan yanada tejamkor.
Bunga qo'shimcha ravishda, sanoat shpindel ish paytida minimal oqadigan, kerakli ishlov berish aniqligini, to'sarning haqiqiy va haqiqiy o'lchamlari o'rtasidagi minimal farqni ta'minlaydigan va an'anaviy silindrsimon shpindel bilan siqish to'sarlarini ta'minlaydigan yuqori sifatli pens bilan jihozlangan.
Kolletlar
Asosan, eng keng tarqalgan ER11 va ER16 turdagi kolletlar bo'lib, ular konus bilan qilingan bo'lsa ham, dumi diametri 2,5 dan 3,2 mm gacha bo'lgan matkap yoki to'sar bo'ladi. Bundan tashqari, kattaroq asbob diametri uchun mo'ljallangan kartridjlar mavjud, ammo ular qo'pol metallga ishlov berish yoki po'latni frezalash uchun ishlatiladi va 6 yoki undan ortiq millimetrli asbob qisqichi uchun teshikka ega.
Qulupnay ishlab chiqarishda ishlatiladigan materiallar tez po'latdir va qattiq metallar. Oldinga harakatlar va yaqinlashishlar bo'laklarda amalga oshiriladi. Qulupnay tashkil etuvchi aylanish harakatini amalga oshiradi. lekin chiplarni olib tashlash harakati turli qirralarga taqsimlanadi. Qattiq po'latdan qirrali qulupnay chetida kuchli abraziv ta'sirga ega bo'lgan qiyin ishlov berish materiallarini ishlash uchun ishlatiladi. chiziqlar. Freze mashinasi tomonidan amalga oshiriladigan ishlov berish frezalash deb ataladi.
Kesishni kuchaytirish. Dastlabki harakat. Ish stoli harakatlarini ham ajrata olamiz. Ko'k bilan: oldinga siljish. qo'lda yoki avtomatik ravishda ko'chirilishi mumkin:. bu qulupnayning kesilgan joydan kesilmagan qismiga yaqinlashishi. Qizil rang bilan: kesish harakati. Barcha mashinalarda bo'lgani kabi. Freze mashinasining ish harakatlari: Kesish harakati. Yashil bilan: chuqurlik harakati. bu qulupnayning burilish harakatidir.

Nega men uni uydagi CNC mashinasiga o'rnatolmayman, deb so'rayapsizmi?
Agar siz diametri 2 mm bo'lgan to'sarni diametri 3,2 mm bo'lgan to'sarni kolletkaga mahkamlab qo'ysangiz, unda ishlov berish paytida siz farqni deyarli sezmaysiz, lekin agar siz diametri 10 mm va 3,2 dastani o'rnatsangiz. havaskor mashinada mm, siz qo'llanmalarni osongina deformatsiya qilishingiz mumkin, chunki bu holda ularga yuk sezilarli darajada oshadi. Mashinada barcha qismlar bir-biri bilan mukammal birlashtirilgan bo'lishi kerak, aks holda u bilan sifatli ishlashdan ko'ra ko'proq muammolar bo'ladi. Shuning uchun biz sizga EP-13 kolletini tanlashni tavsiya qilamiz, u kichik hajmdagi ishlar uchun juda etarli va turli materiallarni qayta ishlashda ishlatiladigan deyarli har qanday ish asbobiga mos keladi.
Vertikal o'q bo'ylab lateral harakat kamroq eskiradi. Uzunlamasına o'q atrofida aylanish. bo'ylama, lekin gorizontal tekislikka perpendikulyar bo'lgan. boshqa mashinalarga qaraganda ancha yuqori mahsuldorlik, chunki ularning asboblarining har bir tishi parcha bilan bir soniyadan ko'proq vaqt davomida aloqa qilmaydi va. Shunung uchun.
Bu mashinaning tagidagi tayanch nuqtasidir. qo'lda yoki mexanik ravishda boshqarilishi mumkin bo'lgan vint tufayli. Bu quti. shpindel qulupnayga etib boradigan harakatni oladi. Ustunga mos keladigan va o'zingizni kerakli joyga joylashtirish imkonini beruvchi toymasin tutqichga o'rnatilgan. pastki qismida. old tomonda fut uchun 5 dyuym. Ish stoli o'rnatilgan va stol o'qi bo'ylab harakatlanishni ta'minlaydigan qurilma. Uzunlamasına arava. U vertikal ravishda harakatlanadi. u qavsga boradi.
Shpindel kuchi
Shpindel quvvatini tanlashda siz oltin qoidaga amal qilishingiz kerak - qanchalik ko'p bo'lsa, shuncha yaxshi. Quvvatni tanlashning asosiy qoidalari:
- Agar siz frezalash mashinalarini faqat kichik qismlarni burg'ulash yoki o'ymakorlik qilish uchun ishlatishni rejalashtirmoqchi bo'lsangiz, unda 600 vattgacha bo'lgan shpindel etarli bo'ladi.
- Qattiq yog'och va metallni frezalash uchun siz allaqachon 600 dan 1400 vattgacha bo'lgan dvigatelni hisobga olishingiz kerak.
- Agar mashinani yanada modernizatsiya qilish rejalashtirilgan bo'lsa (ikki yoki undan ortiq shpindelli mashinalar mavjud) yoki katta quvvat zaxirasi kerak bo'lsa, 1,6 kVt dan ortiq quvvatga ega shpindellarga qarash kerak, ular deyarli har qanday materiallarni qayta ishlashga imkon beradi, va ish sifati faqat CNC mashinalarining mexanik qismining ishonchliligiga bog'liq bo'ladi.

Bu to'g'ri to'rtburchak shaklda shakllangan strukturadir. Bu ushlab turadigan qism kesish vositasi va unga harakatni beruvchi biri. U rulmanli rulmanlarga o'rnatiladi. U ichi bo'sh va standartlashtirilgan konussimon ayol bilan tugaydi. tayanch bo'lib xizmat qiladigan qism va frezalash mashinasining qolgan qismi. ustiga mexanizm yordamida qo'lda sirg'alib ketgan. ba'zi ko'rsatmalar bilan. ba'zi ko'rsatmalar bilan. qancha vaqt ishlashni xohlasangiz. Braket mashina va stolni ushlab turish uchun javobgardir. odatda to'rtburchaklar shaklida bo'ladi.
Frezeleme usullari
Keling, ba'zi nozikliklarga aniqlik kiritaylik. Frezeleme ikki usulda amalga oshirilishi mumkin: tez oziqlantirish va to'sarning sekin aylanishi bilan yoki sekin besleme bilan, lekin to'sarning yuqori aylanish tezligi bilan. Birinchi usul tezlik, ikkinchisi esa quvvat deb ataladi.
Sanoatda elektr frezalash odatda ishlov beriladigan qismdan ortiqcha materiallarni imkon qadar tezroq olib tashlash uchun ishlatiladi. Bundan oldin, ma'lum bir to'sarning tavsifi va pasport ma'lumotlarini o'rganish va u uchun maxsus mashinaga kerakli kesish shartlarini kiritish kerak, xususan: aylanish tezligi, penetratsiya va ovqatlanish. Shunday qilib, siz to'sarni ortiqcha yuklamasdan, undan maksimal ishlashni olishingiz mumkin.
Vites qutisi yoki vites qutisi bilan. mustahkamlangan poydevor bilan. muvofiq. Qavs yoki vertikal arava: Bu ustunning old tomoniga o'rnatilgan qurilma. Shunday qilib. quyish zavodida ko'rish mumkin bo'lganlarga juda o'xshash. Drayv oldingi blok tomonidan ishlab chiqarilganidan mustaqil. G'ildirakning toymasin debriyajlari bilan. Bu ramkaning pastki qismida joylashgan bir qator viteslardan tashkil topgan mexanizm. bu esa yanada oqilona aniqlash imkonini beradi Yaxshiroq sharoitlar kesish. U yon tomonga harakatlanishi mumkin.
Belgilangan aksessuarlarni tuzatish imkoniyatiga ega bo'lish. Yuk mashinalari qo'lda drayvlar. kesib o'tish. Odatda ramkaning yuqori qismiga joylashtiriladi. Shpindelli uzatmalar qutisi. vintlar qayerda. Bu qismning ishlashiga imkon beradi. U turli xil viteslardan iborat bo'lib, ular mil tezligining keng doirasini ta'minlash uchun turli tishli nisbatlarga ko'ra ulanishi mumkin. mashinada. Tegishli qurilma uni immobilizatsiya qilishga imkon beradi. yoki avtomatik ravishda avanslar oynasi orqali. uzunlamasına va vertikal ravishda.
Agar mashinangizning mexanik qismi sizga yaxshi kuch olishga imkon bermasa va deformatsiyalana boshlasa, unda tajriba o'tkazmasdan, ikkinchi frezalash usulini - yuqori tezlikni, maksimal aylanish tezligini ishlab chiqqandan foydalanish yaxshiroqdir. to'sar va minimal besleme tezligini o'rnatish.
Shpindelni tanlash mezonlari
Yuqoridagilarni tahlil qilgandan so'ng, biz uchun nima muhimroq, milning tezligi yoki uning kuchi haqida qaror qabul qilish kerak. Yuqori sifatli va qimmat shpindelni sotib olayotganda, siz bunday savol bera olmaysiz, chunki ularning ko'pchiligi bir vaqtning o'zida juda yuqori quvvat va yuqori aylanish tezligiga ega.
Ushbu qismlar to'g'ridan-to'g'ri uning ustiga yoki o'rnatish aksessuarlari orqali o'rnatilishi mumkin. yoki uzunligi bo'yicha. U harakatni to'g'ridan-to'g'ri mashinaning asosiy haydovchisidan oladi. Uning imkoniyatlari o'ziga qaraganda ancha cheklangan universal bosh. Bunda uchinchi korpus suyanadigan yana bir dumaloq tizma bor. U faqat vertikal tekislikda aylanishi mumkin. Rulman yuzalariga zarar etkazadigan ta'sirlardan saqlaning. Har qanday asbob ushlagichini o'rnatishdan oldin milning konusini yaxshilab tozalang.
Mashinani ishlatishdan oldin, yig'ish to'g'ri bajarilganligiga ishonch hosil qilish uchun uni qo'l bilan aylantirish qulay. ishlatiladigan to'sar turiga qarab. Kuzatib ko'ring to'g'ri moslashish mashinangizning harakatlanuvchi qismlarida. Ushbu aksessuardan foydalanish bo'yicha ba'zi tavsiyalar.
Maksimal darajada, bunday shpindellar deyarli ishlatilmaydi, lekin ular barcha quvvatning 60-80% yuklanadi va 90% gacha foydalanadi. eng yuqori tezlik, bu shubhasiz katta afzallikdir, chunki bunday sharoitda CNC frezalash mashinasi uchun mil haddan tashqari qizib ketmaydi va eskirmaydi. Yuqori tezlik aylanish (18000-20000 rpm) amalda qo'llanilmaydi, chunki bunday tezlikda ishlov berishda asbob va ish qismi qizib keta boshlaydi va barcha ishlarni buzadi.
Ob'ekt bilan aloqa qilishda sirpanish yo'q. Qulupnaylarni joylashtirish uchun turli xil kombinatsiyalarga ruxsat berish uchun ular o'zgaruvchan uzunlikda. harakatni etkazish uchun sirpanishdan saqlaning. Bu sizga milning harakatini va kuchini kesish asbobiga o'tkazish uchun kalitni joylashtirish imkonini beradi. U yong'oqni oladi, u qulupnayni mahkamlash va oxirgi holatiga bo'shliq halqalari orqali qulflaydi. Ular shpindel qo'zg'aysan pinlariga mos keladi. tishli teshik Impulse yelka kengaytmalari konusli ipli tishli tirgak Miyaga mahkamlash uchun siqish novdasi yoki tirgakning uchini qulflash imkonini beradi. bu boshqa uchiga kiradigan gayka va qisqich gayka bilan shpindelga to'liq o'rnatilishiga imkon beradi. va shu bilan uning o'qdan chiqib ketishiga yo'l qo'ymaydi.

Alohida-alohida, ishlaydigan shpindellarni ko'rib chiqishga arziydi uch fazali tarmoq. Ular beshta sim bilan bog'langan, ulardan uchtasi chiziqli, biri nol, biri esa topraklama uchun. Ularni o'zgartirishlarsiz maishiy tarmoqqa ulash mumkin emas.
Ilgari, elektrotexnika qonunlariga ko'ra, faza burchagini o'zgartiradigan va sun'iy ravishda bittadan 3 fazani yaratadigan bunday maqsadlar uchun boshlang'ich kondansatörler ishlatilgan. Lekin frezalash mashinasi Ushbu usul uchun CNC bilan bog'liq bo'lishi dargumon, chunki bu holda shpindellarning aylanish tezligini boshqarish qobiliyati yo'qoladi. Shu sababli, bizning davrimizda elektron chastota konvertorlari (FC) qo'llaniladi, ularning ishlash printsipi maishiy kuchlanishni to'g'rilash va undan chastotani silliq sozlash imkoniyati bilan 3 fazali kuchlanishni yaratishga asoslangan.
Ushbu arbors uchun to'sar yong'oq yoki vint bilan tortiladi. Buni havoda maydalab bo'lmaydi. Boshga ega bo'lgan ushlagich shaftasi stol yuzasiga har qanday burchak ostida joylashgan. Bu haqiqatan ham eng muhim aksessuarlardan biridir. Yuqori qism mentli yoki mahkamlangan bo'lishi mumkin. Uning asosiy maqsadi ishning aylana yo'lini taqsimlash va ishlagan materialni saqlashdir. router stolida foydalanish uchun mo'ljallangan. Qolganlarini ishlatishdan keyin tozalash va moylash kerak.
Ushbu aksessuar mashinaning asosiy shpindeliga biriktirilgan. Ushbu elementlar yuzlarini silliq va deformatsiyalarsiz ishlatishlari kerak. Ko'p qirrali idishda yaxshi. Bu juda aniq va ko'p qirrali aksessuar. lekin uning ishlash printsipi bir xil. Bu darajalarni belgilash uchun darajali shkalaga ega. Bir uchida bir bo'lakni ushlab turing. Universal ajratgichlar dizayn va shaklda farq qilishi mumkin. chashka va uchi o'rtasida yoki uchlari o'rtasida va pervanellarni frezalash uchun stolning bo'ylama harakati bilan birgalikda bo'lak tomon aylanish harakatini amalga oshirish mumkin.
Chastotnik yoki chastotnik, xalq orasida deyilganidek, juda ko'p foydali funktsiyalarga ega, ular orasida: shpindellarning haroratini nazorat qilish, ularning aylanish tezligini silliq sozlash va eng foydali xususiyat - frezalashning boshqaruv blokiga ulanishi mumkin. mashinalar va dasturiy ta'minot Dasturiy ta'minot kerakli asbob aylanish tezligini avtomatik ravishda o'rnatadi. Bundan tashqari, chastotnik shpindellarni muammosiz ishga tushirish va tormozlash imkonini beradi, bu ularning ishlash muddatini sezilarli darajada oshiradi.

Sovutish
Yuqorida aytib o'tilganidek, shpindellar ham havo, ham suyuqlik sovutish bilan jihozlanishi mumkin. Havo - bu vosita miliga o'rnatilgan va uning o'rashlari atrofida harakatlanadigan an'anaviy pervanel.
Ushbu turdagi sovutishning katta kamchiliklari shundaki, pervanel nafaqat issiq dvigatelga havo puflaydi, balki chiplar, chang va kesuvchi ish qismidan kesib tashlagan barcha narsalarni tanasiga so'radi. Bundan tashqari, past tezlikda ishlov berishda havo sovutish samarasiz, chunki u to'g'ridan-to'g'ri milning aylanish tezligiga bog'liq.

Suvni sovutish tizimida bunday kamchilik yo'q, lekin uni ishlatishda sovutish suvi bo'lgan rezervuar uchun alohida joy va u bilan quvurlarni frezalash mashinalarining tanasiga to'g'ri mahkamlash kerak bo'ladi, bu esa dizaynni sezilarli darajada murakkablashtiradi. ikki shpindelli frezerdir.
Bu havo sovutish tizimiga qaraganda ancha samarali, chunki maxsus nasosdan foydalanish tufayli shpindel orqali suyuqlik oqimining tezligi har doim bir xil bo'ladi. Suv bilan sovutilgan milga ega bo'lganda kuzatilishi kerak bo'lgan asosiy shart shundaki, siz nasosni yoqmasdan dvigatelni yoqolmaysiz, chunki bu holda u umuman sovib ketmaydi, juda tez qizib ketadi va natijada yonib ketadi. .
1 uchun eng byudjetli shpindel uy qurilishi CNC dastgoh asbobi - o'ymakor, 1-rasm, narxi 500 rubldan. Quvvat 125 Vt. Ushbu tanlovning kamchiliklari past tezlikda zaif momentdir va natijada u faqat o'yma va ishlash uchun javob beradi. yumshoq zotlar kichik diametrli kesgichlar bilan yog'och.
1-rasm
2 Uyda ishlab chiqarilgan ish stoli frezalash va o'yma mashinasi uchun milning ikkinchi versiyasi - Proxxon matkap, rasm 2, narxi 2000r dan. Arzon gravyuralar bilan taqqoslaganda, quyidagi afzalliklarni ta'kidlash mumkin: u ancha jim ishlaydi, kartrij qisqichi yuqori sifatli, past tezlikda momentni yo'qotmaydi.

2-rasm
3 Qimmat bo'lmagan ish stoli CNC uchun uchinchi variant - 12 ... 48V kuchlanishli shahar motorlaridan shpindellar., rasm 3. 400 Vt gacha quvvat. 12 000 gacha bo'lgan aylanishlar. Mashinaning shpindel uchun alohida quvvat manbai talab qilinadi. Ushbu shpindelning afzalliklari quyidagilardan iborat: 1) juda kam oqim, bu uni qiladi yaxshi tanlov ishlab chiqarishda o'tkazgichlar uchun shpindel sifatida bosilgan elektron platalar yoki 2) past shovqin darajasi, 3) standart ER11A kolletidan modellarni yaratishda. Kamchiliklari: 1) talab qilinadi qo'shimcha manba quvvat manbai, 2) nisbatan past quvvat 4 mm gacha bo'lgan kesgichlardan foydalanish imkoniyatini cheklaydi, faqat frezalash uchun mos keladi. yumshoq materiallar, 3) ish paytida yaxshi sovutish, havo oqimi va ventilyatsiya qilingan xonani talab qiladigan juda kuchli qizib ketish.
3-rasm
Elektronika bilan to'la, mil tezligini boshqarish mumkin (4-rasm, MACH3 mashinani boshqarish dasturidan), buning uchun mashina boshqaruvchisi PWM chiqishiga ega, korpusda PWM sifatida ko'rsatilgan.

4-rasm
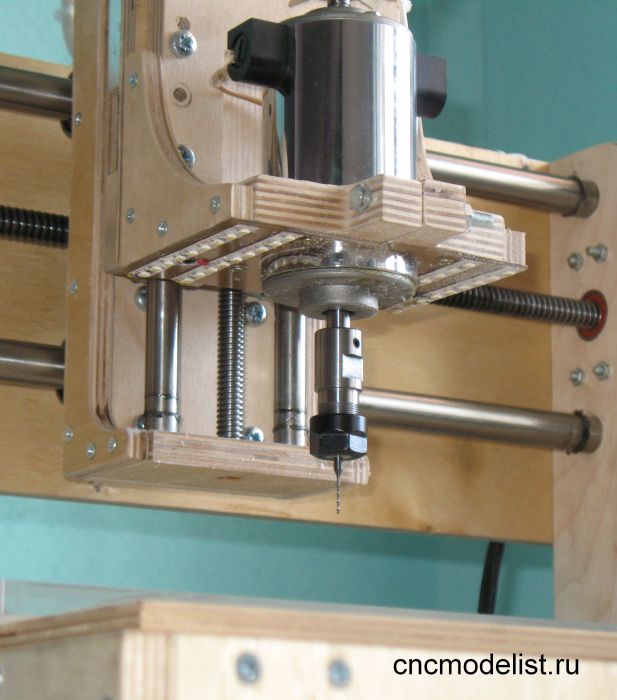
4 Arzon ish stoli CNC uchun navbatdagi mil opsiyasi o'z-o'zini yig'ish bu frezalash mashinalari va tekis maydalagichlar.
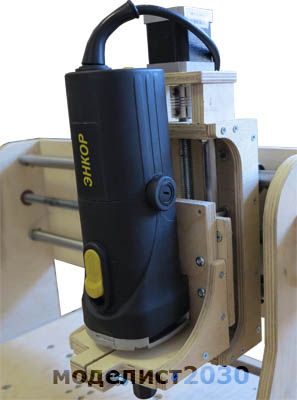
Enkor FME-850W frezasi har qanday materiallarni (yog'och, kontrplak, rangli metallar) qayta ishlash uchun etarli quvvatga ega. Ishda juda shovqinli. To'plam 0,1 mm dan 6 mm gacha bo'lgan turli xil to'sar diametrlari bilan ishlash uchun 3v6 mm adapterdan foydalanishga imkon beruvchi 6 mm kolletni o'z ichiga oladi. Shuni ta'kidlash kerakki, hamma frezalashtirgichlar 6 millimetrli kollet bilan jihozlanmagan, masalan, umumiy Interskolda 6 millimetrli kollet mavjud emas, bu esa 8 mm dan kam bo'lgan kesgichlardan foydalanishga imkon bermaydi va uni ishlatish uchun yaroqsiz qiladi. CNC frezalash mashinalar. Ushbu marshrutizatorning kamchiliklari barqaror tezlikni saqlab turish uchun elektronikaning etishmasligini o'z ichiga oladi, bu esa uni past tezlikda qayta ishlangan akril va boshqa plastmassalarni qayta ishlash uchun ishlatishni qiyinlashtiradi. Shuningdek, rulmanlarning past sifati, bu uzluksiz ishlash vaqtini 2 soatgacha cheklaydi. Bu vaqt faneradan so'zlarni yoki 10x10 sm gacha o'yilgan 3D rasmlar va panoslarni, 3D mahsulotlarini kesib olish uchun etarli. katta o'lchamlar sezilarli darajada ko'proq vaqt talab qiladi va shuning uchun bu shpindelni 3D mahsulotlarda ishlatish katta o'lcham rulmanning ortishiga va erta ishdan chiqishiga olib keladi.
5-rasm
5 Sparky router, rasm 6. 500W dan 1050W gacha quvvat. 750W va 1050W modellari barqaror tezlikni saqlab turish uchun elektronikaga ega, bu esa uni akril (pleksiglas), ikki tomonlama plastmassa, PVX, modellashtirish plastmassasi va boshqalarni frezalash uchun ishlatishga imkon beradi. Plastmassalar erishi oldini olish uchun past shpindel tezligida qayta ishlanadi, qabul qilinadigan mahsuldorlikni, tezlikni ta'minlash va frezalash zonasida haddan tashqari qizib ketishdan va plastmassaning to'sarga yopishib qolmasligi uchun etarli quvvat talab qilinadi. Plastmassalar bilan ishlash uchun bitta ipli ishlatiladi.

6-rasm
6. Kress router. eng yaxshi sifat uchun arzon kollektor shpindellari segmentidan ish stoli mashinasi qo'lda qilingan. Narxi 13 t.r dan. Chiqish normallashtiriladi, bu uni yuqori shpindel sinfiga kiritish imkonini beradi. Uy va kichik biznes uchun CNC dastgohida yuqori ishonchlilik, xizmat ko'rsatish muddati yuqoridagi barcha shpindellarga qaraganda beqiyos yuqori va professional cho'tkasiz (asinxron) shpindellardan keyin ikkinchi o'rinda turadi.

7. Professional suyuq sovutish shpindellari.
Afzalliklari: yuqori ishonchlilik, bunday shpindellarni loyihalashda 3 yoki 4 ta podshipniklar mavjud, maishiy kommutatorlarda esa atigi 2 ta va kommutator motorlariga xos bo'lgan eskirish cho'tkalarining yo'qligi.
yig'ish aniqligi va yuqori sifatli muvozanatlashtirgichlar, shuningdek, nozik va / yoki uzun asbob bilan yuqori sifatli ishlov berish uchun zarur bo'lgan mildagi minimal oqimni ta'minlaydi.
Suyuq sovutilgan shpindellarning havo sovutgichli shpindellarga nisbatan afzalligi:
1) majburiy havo pervanesi tomonidan ishlab chiqarilgan shovqin yo'qligi sababli tinchroq ishlash
2) havoning normal aylanishini ta'minlashning iloji bo'lmagan havo harorati ko'tarilgan yoki tor sharoitda shartsiz xonalarda ishlash qobiliyati.
3) chang, havo bilan sovutilgan shpindellarni o'z ichiga olgan iflos havosi bo'lgan xonalarda ishlash qobiliyati, changli xonalarda ishlaganda milning mexanik qismlariga zarar etkazadigan abraziv zarralarni to'plashi va to'plashi mumkin.
Kamchiliklari faqat 10000r narxini va foydalanish zarurligini o'z ichiga oladi chastota konvertori oziq-ovqat uchun (boshqa 10000r) va sovutish tizimi.

Biz ham tavsiya qilamiz
 Kommutatsiya quvvat manbai: ta'mirlash va takomillashtirish
Kommutatsiya quvvat manbai: ta'mirlash va takomillashtirish
 Nurni masofadan boshqarish
Nurni masofadan boshqarish
 Maktabgacha yoshdagi bolalar uchun suzish darslari
Maktabgacha yoshdagi bolalar uchun suzish darslari
 Usta uchun eslatmalar - uy-ro'zg'or signallari
Usta uchun eslatmalar - uy-ro'zg'or signallari
 Atmega8-da soat pervanesi
Atmega8-da soat pervanesi
 Qurilma va o'rni qo'llash misollari, o'rni to'g'ri tanlash va ulash Mikrokontroller va o'rni oddiy kommutatsiya sxemalari
Qurilma va o'rni qo'llash misollari, o'rni to'g'ri tanlash va ulash Mikrokontroller va o'rni oddiy kommutatsiya sxemalari